Curs 7
12
CURSUL 7 MASURAREA PARAMETRILOR LA SUDAREA ELECTRICA PRIN PRESIUNE 1. Consideratii generale Particularitatile masurarii parametrilor electrici ai regimului de sudare in acest caz izvorasc mai ales din valorile foarte mari ale curentului de sudare, din forma particulara a undei de curent, care se poate abate foarte mult de la sinusoida, precum si din durata uneori extrem de scurta a procesului de sudare. Efectuarea masuratorilor si insasi conceptiei schemei de masurare trebuie facute luandu-se de asemenea in considerare posibilitatea aparitiei unor puternice campuri magnetice perturbatoare. 2. Curentul de sudare Valorile foarte mari ale curentului de sudare debitat sub tensiuni mici, de ordinul de marime a numai cativa volti, cun este de pilda cazul la masinile de sudat prin presiune in puncte sau relief, fac nerationala intercalarea unui transformator de curent obisnuit in circuitul de sudare. Prevederea transformatorului de curent in primarul transformatorului de sudare, poate afecta cu erori mari masurarea datorita curentului de magnetizare in special din cauza fenomenelor tranzitorii care intermin la conectarea transformatorului de sudare, a caror durata poate avea ordinul de marime al procesului de sudare. Pentru a putea utiliza un instrument de masura obisnuit, durata procesului de sudare trebuie sa fie mai mare decat timpul de amortizare a oscilatiilor indicatorului din instrument (1 – 3s) ceea ce de obicei nu este cazul. Metoda se poate aplica in cazul proceselor de sudare de mai lunga durata, ca de exemplu sudarea prin topire intermediara sau sudarea in linie fara intreruperea intermitenta a curentului. In aceste cazuri trebuie sa se tine seama insa de modificarea
Transcript of Curs 7

CURSUL 7
MASURAREA PARAMETRILOR LA SUDAREA ELECTRICA PRIN PRESIUNE
1. Consideratii generale
Particularitatile masurarii parametrilor electrici ai regimului de sudare in acest caz izvorasc mai ales din valorile foarte mari ale curentului de sudare, din forma particulara a undei de curent, care se poate abate foarte mult de la sinusoida, precum si din durata uneori extrem de scurta a procesului de sudare.
Efectuarea masuratorilor si insasi conceptiei schemei de masurare trebuie facute luandu-se de asemenea in considerare posibilitatea aparitiei unor puternice campuri magnetice perturbatoare.
2. Curentul de sudare
Valorile foarte mari ale curentului de sudare debitat sub tensiuni mici, de ordinul de marime a numai cativa volti, cun este de pilda cazul la masinile de sudat prin presiune in puncte sau relief, fac nerationala intercalarea unui transformator de curent obisnuit in circuitul de sudare.
Prevederea transformatorului de curent in primarul transformatorului de sudare, poate afecta cu erori mari masurarea datorita curentului de magnetizare in special din cauza fenomenelor tranzitorii care intermin la conectarea transformatorului de sudare, a caror durata poate avea ordinul de marime al procesului de sudare. Pentru a putea utiliza un instrument de masura obisnuit, durata procesului de sudare trebuie sa fie mai mare decat timpul de amortizare a oscilatiilor indicatorului din instrument (1 – 3s) ceea ce de obicei nu este cazul.
Metoda se poate aplica in cazul proceselor de sudare de mai lunga durata, ca de exemplu sudarea prin topire intermediara sau sudarea in linie fara intreruperea intermitenta a curentului. In aceste cazuri trebuie sa se tine seama insa de modificarea raportului de transformare a transformatorului de sudare la modificarea treptei de reglare a acestuia.
Masurarea precisa a unor curenti de scurta durata, mai ales in cazul echipamentelor pentru sudarea prin presiune in puncte si in linie, se poate face plasand in circuitul de sudare un asa-numit transformator toroidal. Acesta consta din o bobina cu miez de aer, infasurata pe un suport nemagnetic, izolat si flexibil, care pe durata masurii imbratiseaza un brat al masinii, adica conductorul parcurs de catre curentul care se masoara. Bobina fiind inlantuita cu fluxul magnetic excitat de catre curentul de sudare, Valoarea instantanee a tensiunii electromotoare care se induce in ea este proportionala cu produsul dintre o constanta, depinzand de bobina, si derivata in raport cu timpul a curentului. In consecinta pentru a dispune de un curent proportional cu valoarea momentana a curentului si nu cu derivata lui in raport cu timpul in lantul de masurare trebuie sa intervina un prim etaj de integrare.
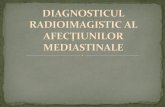
Primarul 3 al transformatorului de sudare (fig.1) este alimentat de la retea prin intermediul blocului de comanda cu tiristori 4. Transformatorul toroidal 1m plasat in circuitul de sudare, alimentat de catre secundarul 2, furnizeaza un semnal aplicat la intrarea in atenuatorul calibrat 5, a carui rost este de a putea modifica in trepte, dupa nevoie, domeniul de masurare. Semnalul de iesire din atenuator este aplicat unui prim etaj integrator 6, a carui marime de iesire este proportionala cu valoarea instantanee a curentului de sudare. Al doilea

integrator, 7, preia acest semnal, furnizand la iesire un semnal proportional, dupa dorinta, cu valoarea medie sau cu sarcina electrica ( ) corespunzatoare curentului de sudare.
Fig. 1. Schema bloc pentru masurarea curentului la masinile de sudat in puncte, in linie si in relief.
Semnalul de iesire al celui de al doilea integrator este amplificat prin amplificatorul 8 si aplicat unitatii de memorie si afisare 9.
Unele aparate de acest fel permit de asemenea masurarea celei mai mari valori ale amplitudinii undei de curent, chear si in situatia cand amplitudinea variaza de la semiperioada la semiperioada iar durata impulsului de curent este mai multe perioade.
Durata cea mai mica a impulsului de curent la care se utilizeaza asemenea scheme, este de o jumatate de perioada la 50 Hz.
Pentru etalonare serveste blocul de etalonare 12, care furnizeaza o tensiune sinusoidala cunoscuta.
In unele cazuri schema aratata este utilizata si pentru realizarea legaturii inverse de curent, cand in elementul de comparatie 11 se compara valoarea realizata cu valoarea de referinta data de elementul 10, semnalul de eroare influentand in mod corespunzator blocul de comanda 4.
Utilizarea transformatorului toroidal exclude posibilitatea masurarii unor curenti continui, situatie intalnita la unele masini pentru sudarea electrica prin presiune din generatia cea mai recenta. Din acest motiv, precum si pentru un spor de precizie, in ultimul timp s-au elaborat si metode de masurare la care traductorul de curent este un sunt de constructie speciala, cu inductanta foarte mica intercalat in circuitul de sudare.
Sporul de precizie se obtine datorita eliminarii si simplificarii unor etaje din lantul de masurare, reducerii erorilor datorita armonicilor superioare si a componentei continue din unda curentului de sudare si altele.
Rezistenta suntului fiind de ordinul de matime a 5·10-6 Ω, nu modifica comportarea echipamentului de sudare. Valoarea mica a semnalului de iesire reclama insa intercalarea unui amplificator in lantul de masurare, precum si ecranarea ingrijita a cablului de legatura la sunt, impotriva influentei fluxurilor magnetice variabile in timp produse de catre curentul de sudare.
3. Durata impulsurilor de sudare
Daca durata impulsului de curent este suficient de mare (peste circa 2 s), ca de pilda la sudarea prin puncte a tablelor relativ groase in regimuri foarte moi, sau la sudarea prin topire intermediara cu preincalzire, se poate recurge la cronometre actionate manual prin urmarirea unui contactor sau supravegerea zgomotului caracteristic mersului in sarcina.
La durata peste circa 0,08 s se pot utiliza cronometre actionatesi declansate electric.O metoda mai precisa, actualmente de uz curent, se bazeaza pe utilizarea unui numarator
de impulsuri, actionat de catre semnalul electric obtinut tot de la un transformator toroidal si care afiseaza durata in numar de semiperioade.
4. Forte de apasare
In regim static, masurarea fortelor de apasare a electrozilor sau rolelor de contact se face cu ajutorul unor dinamometre special adaptare.

Masurarea in regim dinamic a acestor forte, utila pentru determinarea unor importante caracteristici ale echipamentului de sudare, legate de inertia mecanismelor de deplasare a bratelor masinii si de realizare a fortei de apasare, dar si pentru optimizarea si supravegherea procesului de sudare, se realizeaza utilizand traductori de forta speciali. Acestia pot di de exemplu piezoelectrici sau bazati pe traductori rezistivi (marci tensometrice).
In cazul masinilor de sudat cap la cap, fortelle de refulare si fortele de strangere in bancuri pot fi cu mult mai mari decat la echipamentele pentru sudare prin suprapunere, atingand uneori valori de chiar .
Masurarea acestor forte nu se face curent in mod direct pe durata procesului de sudare ci de regula in mod indirect, de exemplu, prin masurarea presiunii din servomotoarele hidraulice cu care este prevazuta instalatia.
Verificarea indicatiilor obtinute in acest fel se face, in afara unui proces de sudare, recurgandu-se la captatori de forta, de cele mai multe ori rezistivi.
In lipsa lor, pentru o prima aproximatie, se poate recurge la metoda amprentei. Ea consta in imprimarea unei bile de rulment, de diametru judicios ales, pe o placa de otel, recurgand la mecanismul a carui forta urmeaza a se determina. Pe aceeasi placa, cu aceeasi bila, se realizeaza si un anumit numar de amprente, cu forta de marimea celei de determinat, dar recurgand la o presa pentru incercarea materialelor, prevazuta cu un sistem de masurare al fortei, suficient de precis. Forta cautata se obtine din compararea diametrelor diferitelor amprente, masurate cu ajutorul unor instrumente optice.
5. Rezistenta electrica a zonei de sudare
Masurarea acestui parametru este utila la toate procedeele electrice de sudare prin suprapunere. Continand atat rezistenta volumica a caii pe care curentul de sudare o parcurge in interiorul pieselor de sudat, cat si rezistentele de contact electrod – piesa si piesa – piesa, ea poate fi o masura a starii de pregatire a suprafetelor pieselor de sudat, a starii electrozilor, a fortelor de apasare si a corectitudinii de suprapunere a pieselor.
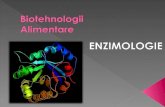
Rezistenta in cauza poate fi masurata, in afara masinii de sudat, cand serveste mai ales la aprecierea starii de pregatire a suprafetei, utilizand o instalatie speciala (fig.2). Piesele de proba 1 si 2, asemenea cu piesele de sudat sunt stranse intre electrozii 3 si 4, de forma regulatata. Forta de apasare necesara P este dezvoltata de catre blocul 5. Curentul I, de regula 20A, este obtinut de la redresorul 6 alimentat cu tensiunea variabila de catre etajul 7 permitand in acest fel realizarea si mentinerea constanta a valorii dorite pentru acest curent. In aceste conditii instrumentul de masura a caderii de tensiune pe rezistenta de contact poate fi gradat direct in μΩ.
Fig. 2. Schema bloc pentru masurarea rezistentei electrice a zonei de sudare,in afara masinii de sudat.
s-au realizat de asemenea metode de masurare a rezistentei zonei de sudare chiar a pieselor de sudat stranse intre electrozii masinii de sudat. Operatia de masurare se executa inaintea lansarii curentului de sudare.
Pentru a face posibila o asemenea masurare in conditiile in care rezistenta zonei de sudare este suntata de catre circuitul secundar al masinii de sudat, se utilizeaza un curent de masurare cu frecventa inalta de 1 kHz. La aceasta frecventa impedanta caii de suntare este foarte mare in raport cu rezistenta de masurat, astfel incat nu mai deranjeaza.

Metoda permite supravegerea curenta a operatiei de sudare, putand sta la baza realizarii unei legaturi inverse, capabila sa comande echipamentul de sudare.
ECHIPAMENTE AUXILIARE
1. Oscilator de inalta frecventa si tensiune
Pentru amorsarea arcului electric, la sudarea unei piese, este necesar in mod obisnuit ca electrodul (fuzibil sau nefuzibil) sa atinga piesa. Acest lucru este valabil pentru procedeele de sudare cu electrod fuzibil (SE, MIG, MAG etc.), dar nu este dorit in cazul procedeelor wig sau cu plasma deoarece :
- electrodul de wolfram se degradeaza;- se infecteaza baia de metal topit cu wolfram, ceea ce conduce la :
- modificarea compozitiei chimice (ceea ce nu este permis deoarece aceste procedee de sudare se folosesc pentru oteluri aliate care au o compozitie chimica precisa) ;
- aparitia unor defecte de tip incluziune metalica.
Pentru a fi posibila amorsarea arcului electric fara a realiza o scurtcircuitare prealabila a electrodului cu piesa de sudat, sunt necesare urmatoarele conditii :
a) – o tensiune mult mai mare decat cea a surselor de curent pentru sudare (<100V), de ordinul de marime a 3 kV, pentru a produce scanteia necesara ionizarii prealabile a spatiului in care se va dezvolta arcul electric. Aceasta tensiune, daca este de curent continuu sau de frecventa normala (50 Hz) devine periculoasa din punctul de vedere al protectiei muncii ;
b) – o frecventa a tensiunii suficient de mare (100 – 3000 KHz) pentru manifestarea efectului pelicular, care face ca in cazul atingerii accidentale de catre operatorul sudor a partilor aflate sub o asemenea tensiune, curent electric sa se scurga numai pe suprafata pielii, fara a afecta inima sau centrii nervosi ;
c) – limitarea curentului pe care este capabil sa-l debiteze sursa de inalta tensiune pentru a limita efectele termice asupra pielii, prin marirea impedantei interne a acestei surse.
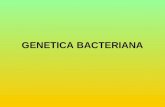
Acestor conditii sunt indeplinite de catre oscilatoarele de inalta frecventa si tensiune, a caror schema de principiu este data in figura 1.
Fig. 1. Schema unui oscilator de inalta tensiune si fracventa,in conexiune paralela.
Partile componente ale unui asemenea oscilator sunt urmatoarele :RS – redresor pentru sudare ;RC – releu de curent, temporizat ;L1 – inductanta, ce fereste RS de tensiunea inalta care ar putea sa-l avarieze ;C1 – condensator, ce fereste RS de tensiunea inalta care ar putea sa-l avarieze ;C2, C3 – condensatoare care au rolul de a impiedica scurtcircuitarea sursei si de a
impiedica aparitia in circuitul de sudare a unei tensiuni periculoase, de 50 Hz, in cazul strapungerii accidentale a condensatorului C ;

1 – eclator : dispozitiv format din 2 electrozi (varfuri) bine scutiti; atunci cand intre cele doua varfuri se aplica o tensiune mare (KV), distanta dintre varfuri este strapunsa si apare arc electric ;
T1 – transformator ridicator de tensiune ;T2 – transformator de inalta freventa (fara miez de fier) ;FDR – filtru de deparazitare radiofonica ;K – contactor (intrerupator comandat de la distanta).Prin intermediul lui K si FDR se T1 care furnizeaza in secundar o tensiune sinusoidala E
de 50 Hz avand ordinul de marime a circa 2 – 3 KV.Aceasta tensiune E conduce la incarcarea condensatorului C prin intermediul primarului
T2. La un moment dat dat tensiunea E strapunge spatiul eclatorului astfel incat intre electrozii acestuia apare un arc electric. Aceasta face ca tensiunea la bornele eclatorului sa scada brusc sub valoarea pana la care s-a incarcat condensatorul C. Rezulta cu o oarecare aproximatie ca se poate inlocui eclatorul cu un intrerupator ipotetic a carui contacte sunt atata vreme cat nu exista arc electric intre varfurile eclatorului si inchise pe durata arderii arcului.
Inchiderea eclatorului (intrerupatorului ipotetic) determina in continuare descarcarea condensatorului C in circuitul oscilant constiui din C si L2. Se produce deci o descarcare periodica amortizata, frecventa fiind egala cu frecventa de rezonanta a circuitului oscilant.
(1)
unde : R este rezistenta ohmica a circuitului.Valorile lui C si L2 sunt astfel alese incat sa rezulte frecventa mare dorita (100 – 3000
KHz).Aceasta tensiune (de frecventa mare) apare si in secundarul transformatorului T2 si se
aplica intre electrod si piesa (prin intermediul lui C2 si C3 a caror impedanta este neglijabila la frecventa f) rezultand o scanteie care creeaza un canal ionizat prin care trece curentul debitat de sursa RS, astfel incat in scurt timp apare arcul electric.
Procesul se repeta periodic, generalizandu-se un tren de unde de care ori se reaprinde eclatorul dupa o prealabila stingere, ca urmare a micsorarii valorii momentane a tensiunii E sub valoarea necesara mentinerii arcului.
Dupa ce se aprinde arcul electric, intervine releul de curent RC, care la cateva secunde din momentul aprinderii arcului electric comanda deschiderea contractorului K si scoaterea din functiune a oscilatorului.
Oscilatorul ar putea fi folosit si la sudarea in curent alternativ, in sensul ca, la fiecare trecere a curentului prin zero, oscilatorul sa trimita un tren de unde care sa asigure reapriderea arcului.
Acest lucru este greu de realizat deoarece amortizarea completa a trenului de unde are loc intr-n timp foarte scurt (2·10-2 s)egala cu 1/5 din durata semiperioadei de 50 Hz, iar defazajul intre curentul de sudare si tensiune sursei variaza functie de reglarea sursei si parametrii procesului de sudare.
Dezavantaje :- nu se pot folosi ca stabilizatoare ale arcului de curent alternativ ;- oscilatorul in sine si scanteile intre electrod si piesa constituie surse de paraziti care pot
deranja emisiunile de radio si televiziune.

2. Generator de impulsuri de curent continuu
La sudarea WIG a aluminiului (in general pentru aliajele usoare), in curent alternativ, atunci cand polaritatea “-” se gaseste pe piesa (care este relativ rece) si pata catodica se formeaza cu dificultate, rezulta conditii grele de reaprindere ale arcului si este posibil ca arcul electric sa arda cu intreruperi, ceea ce nu este permis.
In asemenea situatii este necesara o sursa auxiliara care sa furnizeze un impuls de tensiune, de scurta durata (60 – 80 ηs), ceea ce il face sa nu fie periculos pentru operator, a carui amplitudine inaintea reaprinderii arcului sa fie de aproximativ 500V, iar in perioada initiala de aprindere sa fie capabila de a furniza un curent de circa 60 – 80 A.
Acest lucru se poate realiza prin descarcarea periodica a unui condensator, in cadrul unei scheme de genul cele din figura 2.
Fig.2. Schema unui generator de impulsuri de curent continuu, pentu stabilizarea arcului de curent alternativ
Arcul electric 2 este alimentat de la sursa de curent alternativ 1. De la tensiunea secundara a transformatorului auxiliar 7, a carei amplitudine este de cateva sute de volti, prin intermediul diodei D1 si a rezistentei de limitare a curentului R1 se incarca condensatorul C, pe durata cand electrodul de Wolfram este negativ. In momentul in care curentul de sudare (in acest moment de plaritate directa), se apropie de zero, fapt sesizat de traductorul de curent 5, acesta din urma comanda etajul 6, de formare a impulsurilor de deblocare a tiristorului T r1. Trecerea acestuia in conductie, determina descarcarea condensatorului C ceea ce face ca, arcul care devine de polaritate inversa sa se reaprinda imediat si a carui alimentare in continuare sa fie preluata de catre sursa 1, a carei tensiune de mers in gol este mult mai mica decat tensiunea de incarcare a condensatorului C. Etajele 5 si 6 asigura sincronizarea momentului descarcarii cu trecerea naturala prin zero a curentului de sudare de polaritate directa, iar rezistenta R2 limiteaza valoarea curentului de descarcare.
Tensiunea de reaprindere a arcului, mult mai mica in cazul trecerii la polaritate directa (“-” la electrod) face ca in acest moment sa nu fie necesara interventia generatorului de impulsuri.
3. Dispozitive pentru reducerea tensiunii de mers in gol
Sub aspectul protectiei muncii trebuie ca:a) – tensiunea de mers in gol sa fie cat mai mica, motiv pentru care:
- la transformatorul pentru sudare ea este limitata la 75 V valoare efectiva (circa 106 V valoare maxima) ;
- la o valoarea efectiva egala cu tensiunea de mers in gol sunt preferabile sursele de curent continuu (tensiunea demers in gol necesara pentru stabilizarea arcului electric este mai mica) ;
b) – in locurile de sudare periculoase (ex: in interiorul recipientilor) sunt preferabile surse de curent continuu cu caracteristica rigida deoarece au tensiunea de mers in gol de circa 30 – 40V;
c) – in cazul utilizarii fortate in locuri periculoase si foarte periculoase a uneo transformatoare se impune ca :

- in lipsa arcului electric tensiunea de mers in gol sa nu depaseasca 24 V ;- la intreruperea sudarii tensiunea de mers in gol sa se micsoreze la acesta valoare intr-un
interval de timp foarte scurt.
Schema bloc a unui dispozitiv pentru reducerea tensiunii de mers in gol , in perioadele cand nu arde arcul electric, est redata in figura 3.
Fig. 3. Schema bloc pentru reducerea tensinuii de mers in gol inperioadele cand nu arde arcul electric.
Arcul electric 1 este alimentat de catre transformatorul de sudare 2 care prin intermediul contactorului 4 poate fi alimentat fie direct de la reateaua 6 pe calea 6-4-2, situatie in care se obtine tensiune de mers in gol normala, fie prin intermediul autotransformatorului de mica putere 3 coborator de tensiune, pe calea 6-4-3-2 situatie in care se obtine tensiune de mers in glol micsorata.
La punerea sub tesiune a schemei, trasformaorul 2 este alimentat direct de la retea. Aparitia tensiunii normale de mers in gol deterina actionarea releului temporizat 5, care dupa un timp foarte scurt comanda contactorul 4 astfel incat sa se intrerupa legatura directa 7 si se stabileste legatura 8. Rezulta ca la bornele secundare ale sursei 2 se obtine tensiune de mers in gol micsorata.
Pentru inceperea operatiei de sudare, operatorul atinge piesa de sudat cu varful electrodului. Aceasta determina anularea tensiunii secundare, fapt sesisat de releul 5 care comuta contactorul 4 astfel incat se intrerupe legatura 8 si se stabileste legatura 7, ceea ce permite aprinderea arcului si sudarea in conditii normale.
La intreruperea arcului, in timp foarte scurt din momentul reaparitiei tensiunii normale de mers in gol, releul 5 comanda intreruperea legaturii 7 si stabilirea legaturii 8.
4. Dispozitive pentru limitarea duratei de mers in gol
Deoarece, la mersul in gol, sursele de curent pentru sudare absorb totusi de la retea o anumita putere activa (0,25 – 0,35 KW in cazul convertizoarelor), din punct de vedere economic este de dorit scaderea perioadelor de mers in gol, mai ales in cazul redresoarelor si transformatoarelor.
Pentru aceasta :
- redresoarele SU-1000, IUW 200, IUW 400 sunt echipate cu circuitele care fac ca, daca operatia de sudare nu incepe la cateva zeci de secunde din momentul punerii sub tensiune a sursei, aceasta sa fie deconectata ;
- in cazul transformatoarelor este rationala deconectarea manuala de la retea, si in cazul unor pauze de circa careva minute, se recomanda educarea sudorilor in acesst sens ;
- in cazul convertizoarelor, din cauza curentului mare de pornire, a energiei consumate la pornire si a uzurii comutatorului stea-triunghi, nu se recomanda oprirea convertizorului decat daca pauza care urmeaza depaseste circa 5 minute, mai ales daca asemenea opriri si porniri se vor repeta de un numar mare de ori pe durata unui schimb de lucru. O solutie intermediara o constituie comutarea, pe perioadele de pauza, a motorului din conexiunea triunghi in cea stea, obtinandu-se prin aceasta o reducere a puterii consumate la mersul in gol.