Construirea Unui Turn de Racire
17
1 CUPRINS 1 INTRODUCERE........................................................................................................... 3 2 DESCRIEREA TURNULUI DE RĂCIRE .................................................................... 3 2.1 Volumul lucrărilor de construcţii ............................................................................. 7 3 METODA DE EXECUTARE A LUCRARILOR .......................................................... 8 3.1 Succesiunea generală a lucrărilor ............................................................................ 8 3.1.1 Lucrările de pământ|......................................................................................... 9 3.1.2 Lucrările de betonare. ...................................................................................... 9 4 CONSTRUIREA TURNULUI .................................................................................... 11 4.1 Cofrajul................................................................................................................. 11 4.2 Schela din ţevi metalice......................................................................................... 12 4.3 Armătura............................................................................................................... 14 4.4 Lucrări la cornişă ................................................................................................... 14 4.5 Compoziţia betonului ............................................................................................ 15 4.6 Turnarea betonului . ............................................................................................... 16 5 PUNEREA LA PUNCT A TURNULUI ...................................................................... 16 BIBLIOGRAFIE ................................................................................................................. 17
-
Upload
peter-james -
Category
Documents
-
view
335 -
download
8
description
Referat Tehnologii pentru constructii speciale
Transcript of Construirea Unui Turn de Racire

1
CUPRINS
1 INTRODUCERE ........................................................................................................... 3
2 DESCRIEREA TURNULUI DE RĂCIRE .................................................................... 3
2.1 Volumul lucrărilor de construcţii ............................................................................. 7
3 METODA DE EXECUTARE A LUCRARILOR .......................................................... 8
3.1 Succesiunea generală a lucrărilor ............................................................................ 8
3.1.1 Lucrările de pământ|......................................................................................... 9
3.1.2 Lucrările de betonare. ...................................................................................... 9
4 CONSTRUIREA TURNULUI .................................................................................... 11
4.1 Cofrajul................................................................................................................. 11
4.2 Schela din ţevi metalice......................................................................................... 12
4.3 Armătura ............................................................................................................... 14
4.4 Lucrări la cornişă ................................................................................................... 14
4.5 Compoziţia betonului ............................................................................................ 15
4.6 Turnarea betonului. ............................................................................................... 16
5 PUNEREA LA PUNCT A TURNULUI ...................................................................... 16
BIBLIOGRAFIE ................................................................................................................. 17

2
Tabel cu figuri
Fig. 1 Construcţia turnului de răcire ...................................................................................... 3 Fig. 2 Inelul inferior de rezemare .......................................................................................... 4
Fig. 3 Gradier ........................................................................................................................ 5 Fig. 4 Constructia turnului de răcire la scara redusa ............................................................... 8
Fig. 5 Baraca pentru betonare ................................................................................................ 9 Fig. 6 Sectiune Turn de răcire.............................................................................................. 10
Fig. 7 Cofraj metalic demontabil ......................................................................................... 11 Fig. 8 Schele de tip cadre principale .................................................................................... 12

3
1 INTRODUCERE
In anul 1949, la una din centralele termoelectrice s-a construit un turn hiperbolic de
răcire din beton armat, a carui exploatare a dovedit avantaje faţă de turnurile de răcire de alte
sisteme (tipuri).
Construirea turnului de răcire a intampinat anumite greutaţi datorită condiţiilor
construirii unui turn de beton armat, gol in interior, avand forma unui hiperboloid de revoluţie
de dimensiuni mari, grosimea pereţilor fiind de numai 350-100 mm.
2 DESCRIEREA TURNULUI DE RĂCIRE
Turnul hiperbolic de răcire construit din beton armat are suprafaţa bazinului de 1520 m2
şi o capacitate maxima de răcire de 12000 m3/h. Inălţimea turnului deasupra pămantului este
de 55,30 m, înăltimea totala 57,55 m, iar adâncimea părţii de sub nivelul pămantului 2,25 m.
Diametrul turnului de răcire pentru conturul exterior 50,4 m. Gradierul (dispozitivul de
picurare al turnului) este de sistem cu picurare si cu grătare, alcatuit din 3 zone.
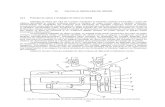
Turnul de răcire ocupa o suprafată de 1994 m2. Construcţia turnului este arătata in fig.1
(autorul proiectului este inginerul E.M.Burmeister, din MOTEP).
Apa se aduce la turnul de răcire
printr-o conducta de aducere de
beton armat (1) si din acesta
ajunge la distribuitorul turnului
(2). Din turnul de distribuire prin
jgheaburi de distribuţie şi de
picurare, apa ajunge la gradierul
construit din lemn (3), de sistem
combinat (prin picurare şi
grătare).
Trecand prin dispozitivul de
picurare, apa se scurge in
bazinul (4) turnului de răcire şi
din acesta se evacueaza prin
canalul de evacuare de beton
armat (5).
Gradierul este montat in
interiorul unui turn (coş) pentru
tiraj (6) din beton armat, care are
forma unui hiperboloid revoluţie
gol in interior. Ca fundaţie a
turnului serveşte un inel l (inelul
inferior de rezemare) (8) pe care
reazămă stâlpii oblici (stâlpii
diagonali) (7). Capetele
superioare ale acestor stâlpi
diagonali sunt legate printr-un
inel superior de rezemare (9)
care constitue baza membranei
(placii subtiri) a turnului.
Fig. 1 Construcţia turnului de răcire

4
Partea superioara a turnului de răcire este terminată printr-un inel de rigidizare (cornişe
de rigidizare).
Construcţia inelului inferior de rezemare este aratata in figura 2.
Inelul inferior de rezemare are in secţiune forma de T si se reazămă la randul sau pe un
beton de egalizarea a carui faţă de contact cu terenul are forma dinţata (in zig-zag).
Presiunea maxima pe teren, pe timp de vant atinge 0.8 kg/cm2.
Inelul inferior de rezemare constitue in acelaşi timp peretele lateral al bazinului circular
al turnului răcire; el este prevazut cu o consolă (a) (Fig.2), care are rosturi de dilataţie.
Diagonalele sunt elementele cele mai solicitate ale turnului de răcire. Ele sunt in numar
de 36 de perechi, au sectiunea transversală ortogonală si sunt puternic armate.
Inelul superior de rezemare leaga capetele superioare ale stalpilor diagonali si le
transmite sarcinile date de turn, constituind in acelaşi timp fundaţia membranei turnului.
Grosimea iniţiala a membranei turnului, la partea ei inferioara este de 350 mm, apoi
mergand de jos in sus, grosimea membranei se micşoreaza, atingând inăltimea de 20,3 m
grosimea de 100 mm, care rămane aceeaşi pana sus. Pe inelul de rigidizare (de centură) al
turnului exista o platforma mobila cu balustrade pentru revizie in timpul exploatarii.
Balustradele platformei constitue in acelasi timp si paratrasnetul turnului. Conturul
paratrasnetului este pus in legătura cu armătura diagonalelor prin 6 bare, încastrate in
membrana turnului, având înadirile sudate electric.
In platforma mobilă a inelului de rigidizare sunt prevazute deschideri care pot fi folosite
pentru a trece prin ele cablul pentru lucrările de reparaţii sau pentru atârnarea schelelor
suspendate pentru revizia turnului de răcire in timpul exploatării.
Bazinul turnului de răcire se imparte in doua secţiuni printr-un perete vertical de beton
armat. Adâncimea fiecărei secţiuni este de 1,8 m. Fundul bazinului este de beton armat si
Fig. 2 Inelul inferior de rezemare

5
prevazut cu izolaţie hidrofugă. Pe fundul bazinului se sprijina stâlpisori de beton armat, care
susţin montanţii scheletului de lemn al sistemului de picurare.
Capacitatea utila a bazinului este de 1600 m3.
Apa este adusa la turnul de răcire prin doua conducte de oţel a căror diametre sunt de
1000 mm. La fiecare conductă de apă există o vană la intrarea in turn. Conductele de oţel
sunt terminate prin mufe de oţel, care sunt încastrate în beton, la intrarea in canalele de
aducere din beton armat. Practica exploatării a dovedit necesitatea de a se executa la intrarea
in canalele de aducere a apei a unei camere izolate termic pentru vane spre a evita ingheţarea
acestora. Fiecare canal de aducere are dimensiunile 1,9 x 0,88 m.
Din canalele de aducere a apei, aceasta patrunde in turnul de distribuţie vertical din
beton armat, care se termină în partea lui superioară printr-un rezervor de distribuţie cu 16
laturi. Turnul de distribuţie al apei este impărtit printr-un perete vertical de beton armat in
doua părti. Acest lucru permite scoaterea din functiune pentru reparaţii o jumătate din
sistemul 1 de picurare al turnului de răcire.
Din turnul de distribuire al apei, acesta prin jgheaburi secundare de lemn patrunde in
jgheaburile de distribuţie ale gradierului.
Gradierul (fig.3) este alcatuit din 3 zone.
Fig. 3 Gradier
Zona 1 este amplastă de-a lungul periferiei turnului si este alcătuita din trei etaje de
panouri din dulapi groşi de 10 mm, aşezaţi înclinaţi. Zona 1 constitue zona principală de
lucru a gradierului.
Mai aproape de axul turnului de răcire este amplasată zona 3 alcatuită din rânduri de
dulapi de 10 cm, instalaţi tangenţial si înclinat.
Zona 2 se amplasează sub zonele 1 şi 3 şi este alcatuita din 2 etaje de şipci cu secţiune
triunghiulara, asezate tangenţial.

6
Grătarul zonelor se aşează pe grinzi orizontale de susţinere, care la rândul lor sunt
prinse de montanţii gradierului, formând scheletul acestuia.
Mergând dinspre periferie spre centru, aşezarea pe gradier a grătarelor în toate zonele,
se face mărind distanţa între elementele grătarelor.
Pentru aceasta, in zona 1, jumătate din panourile care se aşează mai aproape de
periferie, se execută din dulapi de 120 x l0 mm, iar a doua jumătate dinspre centru din
panouri, din dulapi de 100 x 10 mm, menţionându-se că spaţiile intre panouri rămân fixe şi
egale cu 50 mm, pentru toate tipurile de panouri. In zona 3, pe măsura îndepărtării de la
centru spre periferie, distanţa între dulapi se micşorează de la 120 la 80 mm. In zona 2,
mergând de la periferie spre centru, distanţa între şipci creşte de la 200 la 300 mm.
Toate panourile şi toţi dulapii din zonele 1 şi 3 au un unghi de înclinare de 61°.
Inălţimea grătarului la periferie este de 7 m, iar la turnul de distribuire al apei 6 m. Acest
lucru s-a putut realiza micşorând lungimile etajelor zonei a 2-a a gradierului, mergând de la
periferie spre centru. Pentru montarea şipcilor zonei 2 şi a dulapilor zonei 3 în elementele de
susţinere a grătarelor se fac tăieturi de formă corespunzătoare. Prinderea şipcilor şi a
dulapilor de elementele lor de susţinere se face cu cuie zincate. Asamblarea elementelor de
susţinere ale grătarelor şi ale montanţilor gradierului se face cu şuruburi zincate.
In partea superioară a gradierului, pe grinzi, se găsesc farfurioare de pulverizare făcute
din sticlă, pe care apa cade de la înălţimea de 0,53 m din jgheaburile de picurare, după ce a
trecut printr-un orificiu de ghidaj. Orificiile sunt de patru dimensiuni, având diametrele de 26,
24, 22 şi 20 mm, fiind distribuite neuniform. Ele sunt dispuse în mai mare număr la periferie.
Datorită acestei distribuţii, densitatea picăturilor la periferie reprezintă 67%, iar la centru doar
33% din densitatea medie a picăturilor.
In total sunt instalate 2592 bucăţi de duse. Jgheaburile de picurare sunt amplasate
concentric. Cota fundului lor e 8,04 m, iar distanţa între ele la periferie este de 1,25 m iar la
centru de 0,80 m. Lăţimea jgheaburilor de picurare este de 85 mm la centru, iar a tuturor
celorlalte jgheaburi 100 mm. Inălţimea jgheaburilor de picurare este aceeaşi la toate şi anume
de 590 mm, excepţie făcând două rânduri periferice, care se fac de 640 mm înălţime. Trei din
jgheaburile de picurare, cele mai apropiate de membrana turnului de răcire se fac cu pereţii
laterali înclinaţi. Jgheaburile de distributie sunt amplasate radial şi au o lăţime variabilă,
îngustându-se treptat de la turnul de aducere, cu o lăţime de 380 mm, spre periferie, unde
lăţimea lor este de 240 mm. Lăţimea jgheaburilor de distribuţie se modifică de 3 ori, la
mijlocul lungimii lor fiind egală cu 310 mm. Inălţimea jgheaburilor de distribuţie este
constantă şi egală cu 860 mm.
Din bazinul turnului de răcire apa se evacuează pe două canale, care apoi se unesc, intr-
un singur canal, la puţul grătarelor şi al jgheaburilor secundare duble. Canalele de evacuare a
apei se executa din beton armat.
Pentru urcarea pe dispozitivul de picurare şi pe platforma comisei (inelul de rigidizare)
turnului, este prevăzută cu o scară metalică, iar nivelul superior al gradierului, în membrana
hiperbolică este practicată o uşiţa cu balamale cu deschidere spre exterior în dreptul căreia la
capătul superior al scării există o platformă cu balustradă. Mai sus de această platformă,
scara se execută la fel ca scările de incendiu.
Pentru a micşora cantitatea de aer pe timp de iarna care intră prin partea inferioara,
turnul de răcire se dotează cu o garnitură de panouri de lemn care se pot agăţa sau numai
rezema, şi care se instalează odată cu începerea frigului, între inelele (superior şi inferior) de
rezemare ale turnului de răcire. Pentru agăţarea acestor panouri pe inelul superior de
rezemare sunt prevăzute nişte cârlige încastrate.

7
2.1 Volumul lucrărilor de construcţii
Volumul lucrărilor de construcţii pentru principalele elemente constructive ale turnului
hiperbolic de răcire din beton armat este dat in urmatorul tabel:
Denumirea elementelor de construcţie Beton
[m3]
Beton
armat
[m3]
Material
lemnos
[m3]
Beton de egalizare sub fundaţii.......................................
Inelul inferior de rezemare al turnului de răcire...............
Turnul inclusiv cornişa...................................................
Fundul bazinului, peretele despărţitor şi stâlpii
(soclurile) care susţin scheletul dispozitivului de răcire a
apei (gradierului)..............................................................
Canalele de aducere a apei şi turnul de distribuţie a apei
Coradierul şi dispozitivul de distribuţie a apei
(jgheaburile)...................................................................
400
-
-
-
-
-
-
375
767
547
51
-
-
-
-
-
872
TOTAL............................................................................. 400 1740 872

8
3 METODA DE EXECUTARE A LUCRĂRILOR
3.1 Succesiunea generală a lucrărilor
Construcţia turnului de răcire de beton armat a fost relizată cu ajutorul unui sistem de
schele din ţevi metalice si a unor cofraje demontabile de oţel. In vederea pregătirii pentru
executarea turnului de răcire au fost efectuate modele ale acestui turn, la scara de 1:50; în
faza construcţiei (fig.4), un sistem de schele din ţevi si schele exterioare suspendate şi cofraje
demontabile de oţel precum şi 1/36 parte din gradierul turnului de răcire la o scara de 1:35
(fig.3).
Studiul metodelor pentru executarea construcţiei s-a efectuat pe modele studiindu-se totodată şi
o serie de probleme ale procesului de execuţie.
Fig. 4 Construcţia turnului de răcire la scara redusa
După terminarea lucrărilor de pământ (terasamentelor) s-au executat lucrările de
betonare ale stratului de egalizare de sub fundul bazinului de sub inelul inferior de rezemare,
efectuând în acelaşi timp asamblarea primului etaj al schelei din ţevi. Apoi s-au betonat
stâlpii diagonali împreună cu inelul superior de rezemare.
După aceasta s-a început betonarea membranei hiperbolice. In timpul betonării
membranei s-au efectuat paralel lucrării de izolare şi s-au început lucrările de betonare ale
turnului de distribuţie a apei. Inălţarea schelelor din ţevi precum şi lucrările de montaj şi de
ridicare a bobului s-a efectuat în acelaşi timp cu betonarea membranei depăşind într-o măsură
oarecare această operaţiune.

9
Montarea scării exterioare s-a făcut după betonarea membranei. După terminarea
betonării membranei s-a efectuat demontarea schelelor metalice şi a bobului. Apoi s-au
efectuat lucrările de betonare ale celui de al doilea strat al fundului bazinului, a canalului de
evacuare a apei şi s-au montat stalpişorii de beton armat, care susţin gradierul. După aceasta,
s-a efectuat montarea gradierului, Betonarea inelului exterior in consolă şi lucrările pentru
executarea canalelor de aducere a apei s-au efectuat după betonarea membranei turnului de
răcire.
Pentru zona medie europeană din U.R.S.S. începerea lucrărilor e raţional a fi fixată în
aşa fel încât betonarea membranei să se efectueze în lunile calde de vară. De aceea, având
termene foarte strânse pentru construirea turnului s-a dovedit că este raţional ca betonarea
inelului inferior de rezemare să fie efectuată pe timp de iarnă.
3.1.1 Lucrările de pământ|
Lucrările de pământ pentru groapa de fundaţie a turnului de răcire s-au executat cu un
screper cu o capacitate de 5 m3 şi parţial prin hidromecanizare. Unde s-a lucrat prin
hidromecanizare, pentru a evita inhibarea terenului de fundaţie, pământul nu s-a săpat până la
cota indicată de proiect, ci s-a lasat un strat de protecţie de 0,5 m.
3.1.2 Lucrările de betonare
După cum s-a menţionat mai sus, betonarea stratului de egalizare a turnului de răcire
s-a executat pe timp de iarnă. Pentru aceasta s-a aplicat încălzirea superificială cu ajutorul
unor serpentine încălzite cu abur. Betonarea s-a executat dinspre centrul fundului spre
periferie. Betonul s-a adus cu autocamioane cu descărcare automata şi se compacta (îndesa)
cu ajutorul vibratoarelor plăci. Pentru betonarea inelului inferior de rezemare pe timp de
iarnă, s-a instalat o baraca uşor încălzită (fig. 5)
Fig. 5 Baraca pentru betonare

10
Baraca circulara era încălzită cu abur. Drept corpuri de încălzire s-au întrebuinţat de
asemenea serpentine. Pereţii barăcii circulare au fost executaţi din placaj prins de montanţii
cofrajului.
Betonul pentru inelul inferior avea marca 140. In timpul turnării betonul s-a vibrat cu
un ciocan vibrator cu butelie. Stâlpii diagonali (înclinaţi) constitue elementul cel mai solicitat
al turnului de răcire din beton armat. După condiţiile de lucru, betonul pentru aceste
diagonale trebue sa fie negeliv şi impermeabil. Prin proiect s-a fixat beton de marca 170.
Cofrajul pentru betonarea diagonalelor a fost executat din panouri demontabile de lemn. In
timpul betonării s-au utilizat vibratori interiori (de adâncime). Stâlpii diagonali s-au betonat
simultan cu inelul superior de rezemare.
Aducerea betonului pe schelă s-a efectuat cu ajutorul unei macarale consolă. Volumul
betonului din stâlpii diagonali este de 27 m3. Volumul betonului din inelul superior de
rezemare - 40 m3 . Având în vedere cantitatea mică de beton care se turna în aceşti stâlp s-a
acordat o atenţie deosebită calităţii betonului. Deoarece nu exista o instalaţie centrală cu o
dozare exactă la prepararea betonului, s-a instalat local un punct de preparare a betonului în
care se dozau în cea mai mare exactitate componentele betonului. Pentru instalarea exactă a
cofrajelor, s-au întrebuinţat şabloane. In stâlpii diagonali betonul s-a turnat pe porţiuni de 1 m
prin jgheaburi înclinate. Turnarea betonului s-a executat fără intrerupere. La turnarea
primului strat de beton pe fundul bazinului s-au întrebuinţat vibratoare plăci. La legarea
armaturii s-au lăsat mustăţi pentru montanţii care susţin gradierul, pentru montanţii canalelor
de aducere a apei şi pentru peretele despărţitor al bazinului.
In rosturile de dilataţie s-a introdus placaj învelit în carton astfaltat. După 5-7 zile de la
turnarea betonului, placajul şi cartonul asfaltat au fost scose, iar rosturile s-au umplut cu
bitum. Betonarea membranei hiperbolice – de la inelul superior de rezemare până la cornişă –
s-a efectuat în cofraje metalice demontabile. Pentru executarea lucrărilor de cofrare, în
interiorul turnului de răcire s-au executat schele din ţevi. Pe schelele metalice din tevi, pe
partea exterioara a membranei turnului s-au agaţat schele suspendate care se ridicau si se
coborau cu ajutorul unor trolii de mână (fig.6)
Fig. 6 Sectiune Turn de răcire

11
4 CONSTRUIREA TURNULUI
4.1 Cofrajul
Pentru cofrajul metalic demontabil al membranei s-au întrebuinţat panouri de oţel
(fig.7) de 4 tipuri:
1. Aşa numitele panouri "normale" înalte de 990 mm şi late de 500 mm. Panourile normale au
fost făcute "stânga" şi "dreapta” în funcţie de amplasarea ecliselcor (platbandelor) laterale.
2. Panourile "de începere" înalte de 990 mm şi late de 500mm.
3. Panourile „de ajustare" de trei dimensiuni : înălţimea 990 mm iar lăţimile respectiv 400,
300 şi 200 mm.
4. Panourile "de închidere" înalte do 990 mm şl late de 250mm.
Panourile au fost executate din tablă de oţel de 3 mm grosime, având pe margini fier
cornier. La confecţionarea panourilor, toleranţele la dimensiunile exterioare au depăşit 1 mm.
Panourile de începere s-au instalat la începerea centurii, iar cele de ajustare la sfârşitul
operaţiunii de instalare pentru a se obţine lungimea necesară a circumferinţei centurii care se
betona. Panourile de închidere nu aveau nici ramă, nici eclisă şi se instalau ultimele la
montarea cofrajului centurei care se betona. Pe partea interioară a membranei, panourile s-au
fixat de schelele metalice cu ajutorul unor cintre de lemn.
Distanţa necesara între rândurile de panouri exterioare şi interioare se asigura instalând
între cele două rânduri de panouri distantiera de beton.
Distanţierele s-au confecţionat din
beton cu aceeaşi compoziţie care a
fost întrebuinţată pentru betonarea
membranei tumulul de răcire
Prin centrul distanţierelor erau
practicate orificii cu diametrul de
5 mm prin care se trăgeau sârme
de 5 mm diametru cu care se legau
între ele panourile interioare şi
exterioare.
Capetele sârmei treceau prin
orificii cu diametrul de 6 mm , in
barele de ancoraj care erau
executate din fier rotund cu
diametrul de 24 mm.
In aceste ancore, perpendicular pe
orificiile pentru sârma, existau
orificii în care se introduceau
pene, care strângeau sârma pentru
legarea celor două rânduri de
panouri (exterioare şi interioare),
La instalarea panourilor cofrajului
demontabil, se instala mai întai
rândul interior de panouri iar apoi
cel exterior.
Montarea panourilor se începea
simultan în 4 puncte ale
circumferinţei, deplasate unul faţă
de altul la 90°. O complicatie deosebita o reprezenta prinderea panourilor de cintre incepand
Fig. 7 Cofraj metalic demontabil

12
de la etajul nr. 46 in sus, de unde membrana turnului de răcire are inclinare in afara. La
betonarea membranei turnului de răcire s-au utilizat cofraje în panouri pe 3 etaje. In etajul
superior se betona, în cel mijlociu betonul se găsea în perioada de întărire, iar în cel inferior
se decofra.
Practica construirii turnului de răcire a demonstrat că panourile de ajustare nu au o
importanţă prea mare, deoarece lungimea necesară a circumferinţei urui etaj se poate asigura
variind lungimea de acoperire reciprocă prin eclisele laterale ale panourilor normale. De
asemenea practica a dovedit că este indicat ca diametrul sârmei cu care se leagă panourile să
fie majorat la 6 mm.
4.2 Schela din ţevi metalice
După cum s-a menţionat mai sus, pentru construirea membranei s-au întrebuinţat schele
din ţevi metalice. Schema schelelor metalice este dată în fig.6. Schela s-a executat din ţevi
pentru gaze, ranforsate de 48/4,25 mn. Pentru a proteja ţevile împotriva coroziunii, ele au fost
vopsite cu un lac de protecţie. Din acelaşi motiv este indicat să se umple cu beton capetele
ţevilor pe 30-50 mn. Totalul necesar de ţevărie pentru turnul de răcire este de 44300 m 1 sau
204 t.
Montanţii scheletului au fost aşezaţi radial după 72 de raze deplasate cu 5 grade una de
alta. Distanţele între ţevi de-a lungul razelor era de 1,3 m. Pe 36 de raze, pe fund se rezemau
câte 10 ţevi în linie, iar pe alte 36 de faze câte 5 ţevi în linie. Capetele ţevilor care se rezemau
pe fundul turnului de răcire se introduceau în saboţi. Sub saboţi s-au aşezat dulapi de 50 mm.
Montanţii erau legaţi între ei în plan orizontal radial si tangenţial cu ţevi de acelaşi diametru.
In acest mod, într-un plan erau 4 contra vântului, verticale pe întregul schelet. Pe rândurile
marginale ale montanţilor, în afară de cele de mai sus, s-au mai montat două legături spirale.
Sus pe schelă lucrul se executa pe direcţia a 30 de raze, câmpul de lucru având înălţimea de 4
m. Imbinarea ţevilor între ele s-a realizat cu ajutorul unor manşoane. In total pentru montarea
schelelor au fost necesare 24500 manşoane.
Manşoanele erau executate din fontă cenuşie. Pentru prelungirea montanţilor schelelor
au fost întrebuinţate mufe obişnuite cu filet de gaz. Joantele făcute cu mufe cu filete de gaz au
fost supuse la încercări.
Primei centuri a schelelor înalte de 15
m, socotind de la cota fundului turnului
de răcire îi revine circa 45% din greu-
tatea totală a schelelor, ceea ce revine
la peste 80 tone.
Montarea primului etaj al schelelor s-a
făcut prin metoda blocurilor marii.
Pe suprafaţa pe care o prezintă fundul
turnului de răcire se asambleaza după
şabloane 2 tipuri de blocuri de schele:
cadre principale (fig. 8) si intermediare.
Asamblarea blocurilor ramelor se făcea
pe schele şablon de lemn. Dimensiunea
cadrelor atingea 25 x 16 m.
Fig. 8 Schele de tip cadre principale

13
După asamblarea blocurilor, se revizuiau manşoanele şi saboţii, verificându-se în
acelaşi timp strângerea buloanelor de la manşoane.
Blocurile asamblate se ridicau cu ajutorul troliilor manuale sau a troliiilor electrice cu
fricţiune. Schema ridicării este arătată în fig. 9. După această schemă s-a efectuat ridicarea
tuturor cadrelor principale şi intermediare. Pentru a asigura rigiditatea cadrelor în timpul
ridicării lor, se montau consolidări provizorii.
Pe măsură ce cadrele se ridicau, ele se verificau şi se legau între ele prin legaturi
orizontale şi oblice. Ultimele 6 cadre s-au ridicau strâns lipite unele de altele şi apoi erau
distanţate în poziţie verticală.
Aplicarea metodei prin blocuri mari a dat posibilitatea de a se efectua lucrările de
asamblare ale primului etaj al schelelor din ţevi pentru turnul hiperbolic de beton armat, în
decurs de 2-3 săptămâni, adică într-un timp de 4 ori mai scurt faţă de datele obişnuite din
practica din străinătate.
In afară de aceasta, asamblarea elementelor celor mai solicitate ale schelelor se efectua
la nivelul solului, ceea ce uşura asigurarea unui control sigur asupra calităţii asamblării
schelei.
Incepând dela cota + 15 m, asamblarea schelelor s-a efectuat pe elemente izolate.
Conform calculului de stabilitate, schelele turnului de răcire se fixau de membrană.
Pe şantier s-a studiat o variantă a prinderii schelelor de membrana turnului, care s-a şi
realizat în practică (fig.10).
In distanţierele care fixau panourile, în dreptul cărora se prindea schela de membrană,
s-au practicat orificii. In aceste orificii s-au introdus cupoane de oţel beton, având filet la
capete, pe care s-au prinşi piuliţe, care strângeau manşoanele prinse la capetele ţevilor
orizontale ale scheletului,
Prinderea schelelor de membrană s-a făcut la fiecare 12 m. Schelele suspendate
exterioare s-au executat sub formă de 36 de platforme suspendate.
Cu ajutorul unor cabluri de oţel de 10-12 mm diametru, platformele se agăţau prin
scripeţi interiori şi exteriori, de schela din ţevi metalice şi se ridicau cu ajutorul unor trolii de
mână de 0,5 t.
Troliile se instalau pe fundul turnului de răcire şi se fixau de mustăţile armăturii
fundului.
Fig.9 Schema de ridicare a schelelor Fig.10 Detaliu la prinderea schelelor

14
La partea de jos a schelelor erau fixate câte 2 role, care rulau pe suprafaţa membranei in
timpul ridicării şi coborârii piatformelor.
Distanta maxima intre platforme era de 4 m la cota + 3 m si de 2.14 m cea minima la
cota + 48 m.
Podina platformelor se aşeza pe ţevile fundului acestor platforme şi se prindea cu un
capăt de scheletul platformei. Celălalt capăt al podinei rezema pe podina platformei vecine.
Intre platforme, pe suporţi deplasabili, s-au aşezat de asemenea podine late de 300 mm. De pe
aceste podine s-au efectuat instalarea, panourilor cofrajului. In total au fost 72 de suporţi
pentru podine. Pe partea exterioară a platformelor s-au fixat balustrade din rigle. Platformele
erau legate între ele cu ajutorul unui cablu.
Inainte de a fi aşezate, platformele erau încercate cu o sarcina de proba de 750 kg.
Sarcina maximă admisibilă pe aceste podine nu depaşea 340 kg.
Podinele pe partea interioară a membranei se executa din dulapi de 50 mm. De obicei
lucrările se executau pe 4 rânduri de podine: pe cea inferioară se decofra, pe a doua de jos se
betona, la a două de sus se prepara betonarea centurei următoare. De pe podina superioară se
efectuau lucrările de ridicare a schelelor.
Pentru ridicarea muncitorilor pe schelă exista o scară de lemn in spirală pe scheletul
schelei. Deasupra scării exista o astereală de lemn pentru a proteja împotriva căderii de sus a
unor eventuale obiecte.
4.3 Armătura
Armătura membranei se fasona în atelier şl apoi cu ajutorul bobului se aducea la locul
de montaj.
La membrana cu grosimea de 100 mm, este de o mare importanţă respectarea
distanţelor de proiect între barele armăturii in timpul turnării betonului. Pentru a se asigura
distanţele de proiect e raţional de a se întrebuinţa distanţiere demontabile.
Barele armăturii care erau legate de paratrăsnet se sudau electric petrecând capetele.
4.4 Lucrări la cornişă
Cornişa (inelul de rigidizare) s-a betonat în cofraj de lemn, confecţionat din timp pe
panouri şablon. Pentru ca platfomele să poată fi folosite pentru lucrul din exteriorul
membranei şi după betonarea cornişei, în masivul de beton al acesteia au fost lăsate 36 de
deschideri după numărul platformelor. In aceste deschideri pot fi ulterior introduse cadrele
pentru agăţarea platformelor necesare la revizii şi reparaţii în timpul exploatării turnului de
răcire. Aceste deschideri (goluri) au fost astupate cu dopuri de beton.

15
4.5 Compoziţia betonului
In timpul funcţionarii turnului de răcire, pe partea interioară a membranei acestuia se
scurge apa provenita din condensarea aburului care se formează în timpul evaporării unei
părţi a apei în circulaţie care se răceşte. Suprafaţa exterioară a turnului de răcire de asemenea
se umezeşte periodic prin condensări şi apa de ploaie. Membrana este expusa deci succesiv
îngheţului şi dezgheţului.
In legătură cu acest fenomen, betonul trebue să fie negeliv şi rezistent la acţiunea apei
de condensare
Pentru betonarea membranei turnului s-a întrebuinţat un beton de densitate specială cu
un raport mic apă/ciment (sub 0,5) şi dozajul corespunzător de ciment. Dimensiunile maxime
ale pietrişului la prepararea betonului au variat între l/4 – 1/5 din grosimea peretelui; astfel
grosimea de 100 mm a acestuia varia intre 20- 25 mm, iar la grosimea de 200 mm - până la
40 mm.
Plasticitatea betonului s-a luat în aşa fel incat proba să corespunda după scoaterea
conului standard unei tasări de 7-8 cm.
Consumul de apă la 1 m3 de beton varia între 190 -200 în funcţie de dimensiunile şi
umiditatea materialelor inerte. Raportul A/C fiind 0,57, consumul de ciment pentru partea
superioară a membranei la m3
de beton a fost : C = 200 x 0,57 =350 kg, iar pentru partea
inferioară a membranei C= 190 x 0,57= 339 kg.
Tinand seamă de particularităţile materialelor locale, la determinarea cantităţii de
ciment, s-a luat un coeficient de siguranţă de 1,2.
Marca de ciment necesară în acest caz a fost 272 x 1,2 = 325, în realitate, după calcul a
fost luată 350 kg/cm. Cimentul Portland cu puzzolană e mai rezistent la acţiunea de
dezalcalinizare a varului pus în libertate de apa de condensaţie. Intr-adevăr : pentru a lega
varul pus în libertate prin hidratarea cimentului e suficient 10-15% pământ de infuzorii activ,
în timp ce în cimentul cu puzzolană, conţinutul de pământ de infuzorii activ este de obicei de
30%.
Cimentul Portland cu puzzolană, în special cu adaos de pământ de infuzorii, reclamă o
cantitate de apă mai mare pentru prepararea unui m3 de beton (aproximativ cu 20 l mai mult)
ceea ce face să scadă rezistenţa betonului la ger. In afară de aceasta, cimentul Portland cu
puzzolană dă o contracţie mai usoara la uscare decât cimentul Portland obişnuit şi se întăreşte
mult mai lent decât cimentul Portland.
In legătură cu cele expuse nai sus, pentru prepararea betonului membranei turnului de răcire
s-a întrebuinţat un amestec de două cimenturi, 2/3 ciment Portland si 1/3 ciment Portland cu
puzzolană. Un astfel de amestec conţine 10% pământ de infuzorii.
Nu s-a făcut o amestecare prealabilă a celor două calităţi de ciment ci dozarea exactă în
greutate a cimenturilor s-a efectuat direct la betonieră, iar durata de amestecare a betonului a
fost mărită cu 1 minut faţă de cea obişnuită.
In concordanţă cu cele expuse mai sus s-a efectuat alegerea betonului şi încercarea
cuburilor de probă. In vederea pregătirii pentru betonarea membranei s-au efectuat lucrări
pentru executarea unor eşafodaje experimentale din schele de ţevi pe care s-a efectuat
turnarea betonului în condiţii apropiate celor în care urma să se toarne betonul în membrana
turnului răcire. La betonarea elementelor de membrană pe eşafodajul experimental s-a făcut
verificarea plasticităţii adoptate a betonului (in concordanţă cu condiţiile de turnare)
experimentându-se şi montarea panourilor cofrajului precum şi pentru turnarea şi vibrarea
betonului.

16
4.6 Turnarea betonului.
La turnarea betonului în membrană se făcut vibrarea acestuia folosind vibratoare lance
şi vibratoare de adâncime cu arbore elastic. Durata vibrării era de 30-40 secunde. Turnarea
betonului se începea simultan în patru puncte ale membranei, deplasate cu 90° unul faţă de
altul. La turnarea betonului ce completau formularele corespunzătoare. La fiecare inel se luau
cuburi de control. Suprafeţei superioare a inelului de beton turnat i se dădea o formă puţin
ondulată în timpul turnării.
In timpul turnării betonului în membrană s-a atins ritmul 1,5 inele de cofraj în 24 ore.
Firmele specializate germane şi engleze având practică de mulţi ani în executarea unor
turnuri de răcire asemănătoar au executat în cazurile record maximum 6 inele pe săptămână,
iar, viteza medie de betonare nu a depăşit, de obicei 2-4 m de înălţime de turn pe săptămână.
Inainte de a începe turnarea betonului la un nou inel, suprafaţa betonului vechi se curăţa cu
perii de sârmă şi se spăla cu un jet de apa. După decofrarea centurei, orificiile diştanţierelor
de beton se curăţau şi se umpleau cu ajutorul unui injector de construcţie speciala cu un
mortar gras de ciment preparat dintr-un amestec de 2/3 părţi ciment Portland şi 1/3 părţi
ciment Portland cu puzzolană.
La construcţia turnului de răcire a trebuit să se asigure stropirea sistematică a betonului
proaspăt turnat al membranei timp de 14 zile de la data turnării betonului (până la terminarea
prizei acestuia).
S-a realizat o instalaţie alcătuită din pompe a căror presiune asigura aducerea apei în
punctul cel mai înalt al turnului şi a unui dispozitiv de scurgere în pantă, fixat de schelele me-
talice. Din conducta verticală, apa pătrundea printr-un racord elastic în conducte principale
inelare, montate pe platformele schelelor suspendate exterioare, precum şi pe scheletul
schelei din interioarul turnului. Conducta principală inelară având o secţiune, de l", avea o
serie de orficii de 5 mm diametru la distanţare 200-250 mm unul de altul. Cu ajutorul
conductei principale inelare se asigura o stropire intensă, şi uniformă a betonului din
membrană.
5 PUNEREA LA PUNCT A TURNULUI DE RĂCIRE
In Martie 1950 turnul de răcire a fost dat în exploatare cu toata capacitatea de răcire a
gradierului.
Conform sarcinei Ministerului Uzinelor Electrice, luna iulie-august 1950 au fost
efectuate încercările de vară ale turnului de răcire. Inainte de încercare au fost efectuate
operaţiunile pentru aducerea gradierului turnului de răcire în concordanţă cu condiţiile
tehnice din proiect. In special a fost asigurată etanşeitatea jgheaburilor dispozitivului de
distribuţie a apei prin instalarea unor juguri suplimentare, călăfătuirea crăpăturilor cu câlţi de
iuta. Cu această ocazie trebuie să observăm că din punct de vedere constructiv jgheabul inelar
colector de apă de-a lungul perimetrului turnului de răcire nu este prea reuşit deoarece s-a
executat din lemn. In locurile unde el se fixa de betonul turnului apăreau cele mai mari
greutăţi în ceea ce priveşte înlăturarea pierderilor de apă. Este de dorit ca în viitor acest
jgheab să fie executat din beton armat odată cu membrana turnului.
Cu ocazia punerii la punct a turnului de răcire s-au verificat diametrele şi amplasarea
orificiilor de scurgere precum şi centrarea lor exacta în axele farfurioarelor pentru formarea
picaturilor.
Scopul încercării turnului de răcire în perioada de vară era:
a) stabilirea caracteristicelor răcitorului de apă în cazul diverselor încărcări hidraulice;

17
b) stabilirea eficacităţii răcirii după caracteristlcele sectoarelor suprafeţei dispozitivului de
răcire (gradierului);
c) stabilirea coborârii temperaturii apei răcite pe parcursul înălţimii dispozitivului de răcire
(gradierului);
d) stabilirea stării şi consumului de aer care trece prin turnul de răcire.
In timpul încercărilor turnului de răcire, acesta deservea o singură turbină în funcţiune
de 50000 kw. Apa care se aducea la turnul de răcire era în cantitate de 6000 m3/h. Când au
lucrat două turbine de câte 50000 kW, paralel cu turnul de răcire a fost pus în funcţiune
bazinul de răcire. Prin redistribuirea apei între turnul de răcire şi basinul de răcire s-a reuşit a
se atinge orice regimuri necesare pentru încercări.
Din datele încercărilor au fost scoase în evidenţă unele rezultate ale funcţionării
turnului de răcire pentru o temperatură a aerului de 25°C şi o umiditate de 54% . Astfel:
a) la căderi de temperatură între limitele 8-8,5°C (căderea de calcul pentru turnul
încercat) capacitatea de răcire a turnului se găseşte în limitele prevăzute în proiect;
b) la căderi de temperatură între limitele 11-12°C capacitate de răcire a turnului e cu
1,5-2°C mai mare decât cea prevăzută în proiect;
c) la căderi de temperatură în limitele 5-7°C, capacitatea de răcire a turnului e ceva mai
mică decât cea prevăzută în proiect.
Trebue să remarcăm unele particularităţi în funcţionarea turnului de răcire scoase în
evidenţă în procesul încercărilor:
1. Dacă în turnul de răcire se aduce apa în cantitate de 6000 m3(ceea ce corespunde
jumătăţii sarcinei maxime prevăzută în proiect) înălţimea nivelului apei în jgheaburile
în funcţiune era mică - de numai 40-50 mm. In acest caz sistemul de distribuţie al apei
permitea o umplere egală a tuturor jgheaburilor, ceea ce a confirmat nivelmentul bun
al jgheaburilor.
2. Trebuie să subliniem necesitatea umplerii uniforme a ambelor jumătăţi a gradierului
turnului deoarece în cazul umplerii neuniforme a jgheaburilor atunci cand se aduce
într-o jumătate a dispozitivului de răcire un debit de apa mai mare, s-a observat o
răcire neuniformă a acesteia, diferenţa de temperatură atingând ceea ce, la rândul său
făcea sa scadă efectul general de răcire al turnului.
Turnul a fost pus in funcţiune cu dispozitivul de răcire (gradierul) asamblat in proporţie
de 50% (una secţiune) stare în care a funcţionat cu mici întreruperi circa 4 luni de iarnă,
menţionandu-se ca n-au fost observate depuneri importante de gheaţă pe turnul de răcire,
remarcându-se unele depuneri de gheaţă pe partea periferică a gradierului.
Spre a preveni depunerile de gheaţă pe turnul de răcire, care ar putea fi însoţite de
deteriorarea şipcilor părţii periferice a gradierului, s-a realizat o aducţiune suplimentara de
apă fierbinte in spaţiul între stâlpii diagonali (înclinaţi) şi stropirea acestei ape calde prin
injectoare (duze) cu deschideri (cu pinule).
BIBLIOGRAFIE
I.F. Oltivnoi, S.H. Kulachmetov, N.I. Turcin – Din Practica Construirii unui Turn De Răcire
Hiperbolic, Editura de Stat pentru Energetica Moscova - 1952 - Leningrad.