CONSTRUC INDUSTRIAL CONTRIBUŢII TEORETICE ŞI · Metoda PVD presupune totalitatea proceselor prin...
60
CONTRIBUŢII TEORETICE ŞI EXPERIMENTALE PRIVIND CREŞTEREA DURABILITĂŢII UNOR STRATURI SUBŢIRI TRIBOLOGICE DEPUSE PRIN METODA PVD - REZUMAT - Coordonator ştiinţific: Prof. Univ.Dr.Ing. Paraschiv Dragoş Doctorand: Ing. Rotariu Constantin IAŞI - 2014 UNIVERSITATEA TEHNICĂ “GHEORGHE ASACHI“ IAŞI ŞCOALA DOCTORALĂ A FACULTĂŢII DE CONSTRUCŢII DE MAŞINI ŞI MANAGEMENT INDUSTRIAL
Transcript of CONSTRUC INDUSTRIAL CONTRIBUŢII TEORETICE ŞI · Metoda PVD presupune totalitatea proceselor prin...

CONTRIBUŢII TEORETICE ŞI
EXPERIMENTALE PRIVIND CREŞTEREA
DURABILITĂŢII UNOR STRATURI SUBŢIRI
TRIBOLOGICE DEPUSE PRIN METODA PVD
- REZUMAT -
Coordonator ştiinţific:
Prof. Univ.Dr.Ing. Paraschiv Dragoş
Doctorand:
Ing. Rotariu Constantin
IAŞI - 2014
UNIVERSITATEA TEHNICĂ
“GHEORGHE ASACHI“ IAŞI
ŞCOALA DOCTORALĂ A FACULTĂŢII DE
CONSTRUCŢII DE MAŞINI ŞI MANAGEMENT
INDUSTRIAL


Cuprins
Capitolul I
Stadiul actual al cercetărilor privind depunerea de straturilor subţiri......................6
1.1. Tehnici de depunere (PVD, CVD)………………………………….……………….6
1.2. Analiza metodei de depunere Sputtering…………………………………………..10
1.3. Uniformitatea grosimii filmului si puritatea.......................................................15
1.4. Descărcări electrice, sputtering şi plasmă............................................................25
Capitolul II
Utilajele şi aparatura de control utilizate………………………………………………43
2.1. Utilaje utilizate pentru pregătirea probelor şi titanarea acestora…………………..43
2.2. Aparatura utilizată pentru determinări………………………………….………….46
Capitolul III
Metoda statistică aplicată……………………………………………………………….50
3.1. Condiţii şi terminilogie……………………………………………………………….51
3.2. Termenii utilizaţi în Design of experiments………………………………………….54
3.3. Clasificarea modelelor………………………………………………………………..55
3.4. Ipotezele ANOVA.......................................................................................................56
3.5. Caracteristicile ANOVA..............................................................................................58
3.6. Logica ANOVA...........................................................................................................59
3.7. ANOVA pentru un singur factor……………………………………………….........61
3.8. ANOVA pentru mai mulţi factori……………………………………………….......61
3.9. Modele de studiu pentru ANOVA..............................................................................65
3.10. Avertismentele ANOVA...........................................................................................66
3.11.Testul Anderson-Darling.............................................................................................66
Capitolul IV.
Determinarea principalilor parametrii ai regimului de titanizare…………………....72
3.1. Determinarea condiţiilor de spălare uscare………………….....…………………......73
3.2. Analiza parametrilor procesului de acoperire cu titan…………………………..........94
Capitolul V.
Planul experimental pentru titanizare…………………………………………….......123
5.2. Testări accelerate........................................................................................................158
Capitolul VI
Concluzii...........................................................................................................................181
6.1. Concluzii.....................................................................................................................181
Bibliografie.......................................................................................................................183
Cuvânt înainte
Doresc să îmi exprim aici stima şi respectul pe care îl nutresc faţă de coordonatorul ştiinţific al
lucrării, Prof. Univ. Dr. Ing. Dragoş Paraschiv, pentru îndrumarea competentă atât în perioada stagiului de
doctorat, cât şi în perioada de elaborare a tezei, pentru siprijinul acordat în momentul apariţiei unor dificultăţi
pe parcursul desfăşurării pregătirii acesteia, dar şi pentru oportunitatea valorificării rezultatelor tezei prin
publicarea în reviste din ţară şi străinătate.
Cu acest prilej vreau să mulţumesc conducerii Facultăţii de Construcţii de Maşini şi Management
Industrial, în special domnului decan Prof. Univ. Dr. Ing. Gheorghe Nagîţ, pentru condiţiile de care am
beneficiat pe tot parcursul stagiului de doctorat.
Alese mulţumiri aduc membrilor comisiei de doctorat: Prof. Univ. Dr. Ing. Gheorghe Nagîţ –
Decan al Facultăţii de Construcţii de Maşini şi Management Industrial din cadrul Universităţii Tehnice
“Gheorghe Asachi” – Iaşi, Prof. Univ. Dr. Ing. Gheorghe Brabie – Universitatea ”Vasile Alecsandri”
Bacău, Conf. Dr. Ing. Doru Bardac – Universitatea Politehnică București, Prof. Univ. Dr. Ing. Eugen
Axinte din cadrul Facultăţii de Construcţii de Maşini şi Management Industrial, pentru deosebita onoare ce
mi-a fost acordată acceptând această calitate şi nu în ultimul rând pentru efortul şi bunăvoinţa de a analiza
această lucrare.
Sincere mulţumiri se cuvin referenţilor ştiinţifici care s-au aplecat cu răbdare şi au formulat sugestii
pertinente asupra conţinutului prezentei lucrări.
Autorul mulţumeşte călduros domnului Ing. Valerică Huşanu Director Tehnic în cadrul S.C.
“Rulmenţi” S.A. Bârlad pentru sprijinul acordat, prin posibilitatea prelevării probelor şi aplicaţiilor efectuate
în cadrul societăţii, Mulţumiri aduc şi domnului ing. Valică Popa Director programarea Producţiei în cadrul
aceleaşi societăţi privind ajutorul dat în efectuarea modelului matematic prin utilizarea softului. Vii mulţumiri
domnului Dr. Ing. Sorin Popa pentru facilităţile şi ajutorul acordat în vederea măsurărilor experimentale.
Mulţumesc cu acest prilej întregului colectiv didactic al catedrei T.C.M. al Universităţii Tehnice
“Gheorghe Asachi” din Iaşi pentru sugestiile făcute pe parcursul elaborării tezei, cât şi tuturor acelora care m-
au ajutat la definitivarea cercetărilor.
Sentimentele de recunoştinţă ale autorului se îndreaptă către toţi profesorii săi care şi-au pus
amprenta asupra pregătirii sale profesionale şi morale şi către înaintaşii săi, cadre didactice şi cercetători
ştiiţifici, care prin rezultatele muncii lor i-au pus la dispoziţie un vast material bibliografic şi au contribuit
astfel la îmbogăţirea cunoştinţelor din acest domeniu.
Pentru sprijinul, răbdarea şi înţelegerea acordată, pentru atmosfera creată şi pentru sacrificiile
făcute de-a lungul întregii perioade de elaborare a tezei, îmi îndrept întreaga recunoştiinţă pentru întreaga mea
familie, fără de care nu aş fi putut realiza pe deplin această lucrare.
Iaşi, 2014 ing. Constantin Rotariu

Capitolul I
Stadiul actual al cercetărilor privind depunerea de straturilor subţiri
1.1. Tehnici de depunere (PVD, CVD)
Depunerea fizică din vapori - Physical Vapour Deposition (PVD) [152,191] este metoda prin care
straturile subţiri (de 1 - 10 µm) se obţin prin condensarea pe suprafaţa substratului a unor specii atomice sau
moleculare aflate în fază de vapori. Procesele PVD [276] pot fi împărţite după metodele de formare a
vaporilor primari în: procese de vaporizare (termice) şi procese de pulverizare (cinetice). In timpul depunerii
PVD materialul care urmează să fie depus este vaporizat sau pulverizat, se amestecă cu un gaz şi apoi se
condensează din starea de vapori sub forma unui strat (film) subţire pe piese.
Depunerile de straturi prin PVD [152,191] presupun obţinerea de straturi subţiri pe suprafaţa
pieselor metalice prin evaporare termică, pulverizare catodică sau implantare ionică. Se obţin straturi subţiri,
cu grosimi de 2 - 10 μm, prin condensarea unor fluxuri gazoase de atomi sau molecule pe suprafaţa pieselor,
fluxuri produse prin mecanismele fizice de evaporare termică sau pulverizare catodică a materialului de
depunere. Un avantaj important este acela că pot fi obţinute straturi complexe de tipul multicomponent şi
multistrat cu proprietăţi deosebite de natură mecanică, electronică, optică, termică etc. In ceea ce priveşte
formarea straturilor subţiri prin evaporare termică, Frenkel dezvoltă o teorie prin care viteza de desorbţie wd se
calculează cu relaţia următoare [76,194]:
dE
RTdw C e
(1.1)
unde: Ed este energia de desorbţie iar C este o constantă de material (al suportului). Pentru fiecare pereche de
tipul substanţă acoperitoare - material de bază, există o temperatură critică deasupra căreia nu mai are loc
condensarea deoarece toţi atomii sunt reflectaţi de suprafaţa prea caldă.
Cele mai utilizate tehnici de depunere PVD sunt [197]:
- depunerea prin pulverizare magnetică (catodică);
- evaporarea termică;
- placarea ionică.
Metoda PVD presupune totalitatea proceselor prin care un material (solid, lichid sau gaz) se depune
pe o suprafaţă solidă. Aceasta presupune o serie de reacţii chimice dintre substrat şi materialul de acoperire.
Unul din aspectele importante pentru tehnica PVD este ca substratul poate fi încălzit la temperaturi scăzute (50
– 500o C).

Fig. 1.1. Principiul metodei PVD [197]
În figura 1.1. se prezintă schematizat principiul metodei PVD. Materialul care urmează a se depune
(sursa) se amplasează într-o cameră vidată, unde este evaporată printr-o încălzire intensă utilizând un filament
(de tungsten, de exemplu). O alternativă pentru a evapora sursa este tehnica bombardării cu ioni. Depunerea pe
suprafaţa solidă presupune formarea de straturi atomice de material.
În funcţie de modalitatea de obţinere a acoperirilor pentru depunerea filmului de TiN există două
categorii de metode: chimice (Chemical Vapor Deposition – CVD) [216] şi fizice (Physical Vapor Deposition
– PVD) [171]. Diversele variante ale acestor metode sunt prezentate în figura 1.2. În comparație cu procedeele
CVD, procedeele PVD permit obținerea de straturi latemperaturi mai scăzute, într-o varietate microstructurală
şi compozițională mult mai mare. În plus procedeele PVD mai au o calitate ce nu trebuie neglijată şi anume nu
poluează mediul [219,241]
Fig. 1.2. Clasificarea principalelor procedee de obținere a straturilor din fază de vapori [219,241]

1.2. Analiza metodei de depunere Sputtering
Analizăm tehnicile sputtering-ului, una dintre cele mai importante metode de depunere a filmelor
subţiri. Obiectivul acestor procese de depunere este de a transfera controlabil atomii de la o sursă la un
substrat, unde se formează filmul şi are loc creşterea continuă a stratului la nivel atomic. Prin evaporare,
atomii sunt îndepărtaţi de la sursă prin mijloace termice, în timp ce prin sputtering ei sunt dislocaţi de pe
suprafeţele sursei solide prin impactul cu ioni gazoşi.
Cele mai timpurii experimente privind ambele tehnici de depozitare datează din secolul XIX. În
1852, Grove [226] a observat depuneri metalice prin pulverizare în urma unei descărcări electrice. Cinci ani
mai târziu, Faraday, lucrând cu fire metalice explozibile de tip fitil într-o atmosferă inertă, a produs filme
subţiri prin evaporare.
Avantajele aduse de dezvoltarea echipamentelor de pompare cu vid şi fabricarea surselor de
încălzire tip Joule, mai întâi făcute din platină, apoi fire de tungsten, au dus la progresul tehnologiei în tehnica
evaporării. Interesul ştiinţific privind fenomenul evaporării şi proprietăţile filmelor metalice subţiri obţinute
prin aceasta tehnică, a fost imediat urmat de producţia industrială de componente optice, ca de exemplu:
oglinzi, separatoare de fascicole luminoase şi, mai târziu, învelişuri antireflexie.
Sputtering-ul a fost folosit încă din anul 1877 [138] pentru obţinerea oglinzilor.
Aplicaţiile ulterioare ale acestei metode au inclus acoperirea structurilor subţiri cu aur şi depunerea
filmelor metalice pe suporturi de ceară (parafină) în realizarea discurilor de pic-up.
Până la sfârşitul anilor 1960, tehnica evaporării a depăşit clar sputtering-ul, ca tehnică preferată în
depunerea de filme subţiri. Vitezele de depunere mai mari, vaccum mai bun şi, prin urmare, medii mai curate
pentru formarea filmelor, precum şi posibilitatea utilizării unei game mari de materiale au fost câteva dintre
motivele pentru ascendenţa metodelor de evaporare. Totuşi, filmele folosite pentru aplicaţii magnetice şi
microelectronice au necesitat folosirea aliajelor, cu limite stoechiometrice stricte care trebuiau să acopere
uniform şi să adere bine la suprafaţa substratului. Aceste aspecte, suplinite de introducerea frecvenţei radio
(RF), interferenţei şi pulsaţiilor magnetronice, care au extins capacităţile de sputtering, precum şi
disponibilitatea ţintelor de înaltă puritate şi a gazelor de lucru, au ajutat la promovarea popularităţii depunerii
prin sputtering. Depunerea fizică din vapori (PVD) [76,276], termenii care includ atât evaporarea cât şi
sputtering-ul, precum şi depunerea chimică din vapori (CVD) [216], împreună cu toate variantele lor şi
procesele hibride, sunt metode de bază pentru depunerea fimelor subţiri.
Câţiva factori care disting PVD de CVD sunt [270]:
1. utilizarea surselor solide sau a topiturilor;
2. mecanismele fizice (evaporare sau impact de coliziune) prin care sursa de atomi ajunge în fază
gazoasă;
3. mediul cu presiune redusă prin care sunt transportate speciile gazoase;
4. absenţa în general a reacţiilor chimice în faza gazoasă şi la suprafaţa substratului (procesele
reactive PVD sunt excepţii).
1.3. Uniformitatea grosimii filmului si puritatea

1.3.1. Geometria depunerii
În acest subcapitol sunt tratate aspecte privind geometria depunerii, incluzând caracteristicile
surselor de evaporare, cât şi orientarea şi amplasarea substraturilor. Geometria sursă–substrat, în schimb,
influenţează uniformitatea filmului, un interes de importanţă majoră care va fi tratat ulterior.
Evaporarea de la un punct al sursei (sursa punctuală) este cea mai simplă dintre situaţiile de
modelat.
Particulele de evaporant se imaginează că provin de la o regiune mică infinitezimală (dAe) a unei
sfere cu aria suprafeţei Ae, cu o viteză de evaporare în masa uniformă după cum se arată în figura 1.6. a.[52,67]
Fig. 1.6. Evaporarea: a) dintr-un punct al sursei - sursa punctuală;
b) de la suprafaţa sursei [37,44]
Masa totală de evaporat eM este dată de o integrală dublă [48]:
e
t
e e e
0 A
M dA dt
(1.11)
De asemenea, masa substratului sdM scade cu aria substratului dAs. Cum aria proiectată dAs pe
suprafata sferei este dAc, unde: dAc = dAs · cosθ şi se menţine proporţionalitatea:
2s e cdM : M dA : 4 r
În final, se obţine [271]:
s e
2s
dM M cos
da 4 r
(1.12)
Depunerea variază cu orientarea geometrică a substratului şi cu inversul pătratului distanţei sursă –
substrat. Substraturile plasate tangent la suprafaţa sferei de primire ar fi învelite uniform, deoarece cos θ = 1.
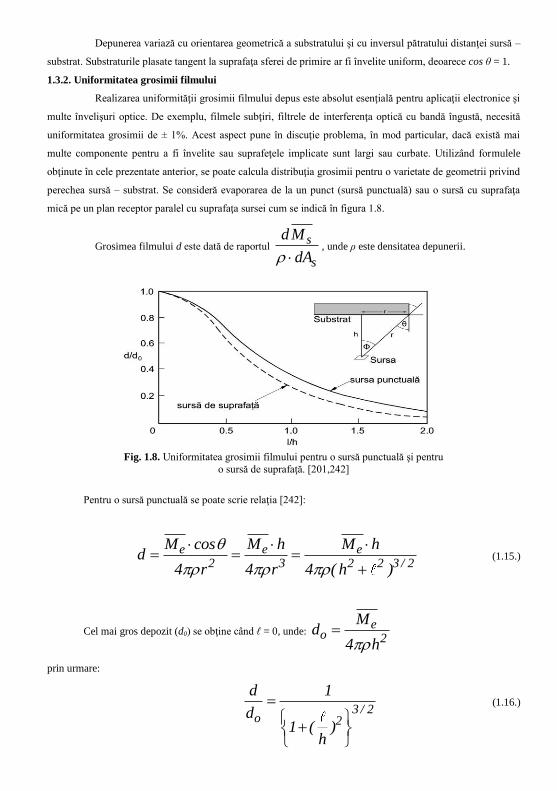
1.3.2. Uniformitatea grosimii filmului
Realizarea uniformităţii grosimii filmului depus este absolut esenţială pentru aplicaţii electronice şi
multe învelişuri optice. De exemplu, filmele subţiri, filtrele de interferenţa optică cu bandă îngustă, necesită
uniformitatea grosimii de ± 1%. Acest aspect pune în discuţie problema, în mod particular, dacă există mai
multe componente pentru a fi învelite sau suprafeţele implicate sunt largi sau curbate. Utilizând formulele
obţinute în cele prezentate anterior, se poate calcula distribuţia grosimii pentru o varietate de geometrii privind
perechea sursă – substrat. Se consideră evaporarea de la un punct (sursă punctuală) sau o sursă cu suprafaţa
mică pe un plan receptor paralel cu suprafaţa sursei cum se indică în figura 1.8.
Grosimea filmului d este dată de raportul s
s
d M
dA , unde ρ este densitatea depunerii.
Fig. 1.8. Uniformitatea grosimii filmului pentru o sursă punctuală şi pentru
o sursă de suprafaţă. [201,242]
Pentru o sursă punctuală se poate scrie relaţia [242]:
e e e
2 3 2 2 3 / 2
M cos M h M hd
4 r 4 r 4 ( h )
(1.15.)
Cel mai gros depozit (d0) se obţine când ℓ = 0, unde: e
o 2
Md
4 h
prin urmare:
3 / 2o 2
d 1
d1 ( )
h
(1.16.)

În mod similar, pentru o sursă de suprafaţă se obţine :
2e e e
2 2 2 2 2
M cos cos M M hh hd
r rr r ( h )
(1.17.)
deoarece h
cos cosr
.
În condiţiile în care se produce normalizarea la cele mai groase dimensiuni, e
0 2
Md
h
,
şi deci, se obţine [197]:
2o 2
d 1
d1 ( )
h
(1.18.)
O comparaţie a ecuaţiilor (1.16.) şi (1.18.) este redată în figura 1.9., unde se poate vedea că
uniformitatea mai scăzută a grosimii este posibilă la suprafaţa sursei.
1.4.5. Producerea sputtering-ului
Când impactul ionilor stabileşte un şir de coliziuni în ţintă, ce conduce la scoaterea unui atom din
matrice, vorbim de sputtering. In literatura de specialitate se indică faptul că sputtering-ul are legătură cu
momentul transferului energetic de la particulele energetice (ioni) la atomii de suprafaţă ai ţintei. Sputteringul
a fost asemănat cu o “baltă atomică” unde ionul penetrează reţeaua de atomi ai ţintei, împrăştiind înapoi unii
dintre ei.
Chiar dacă atomii unui solid sunt legaţi unul de altul prin interacţii puternice şi nu interacţionează
între ei, teoria sputtering-ului foloseşte ideea coliziunilor binare elastice.
Expresiile teoretice pentru randamentul de pulverizare (de sputtering), S, parametrul fundamental
ce caracterizează sputtering-ul, include funcţia de transfer al energiei introdusă anterior. Randamentul
sputtering-ului este definită ca fiind numărul de atomi sau molecule scoase de la suprafata ţintă per ion
incident şi este o măsură a eficienţei sputtering-ului.

Capitolul II
Utilajele şi aparatura de control utilizate
În cadrul acestei cercetări mi-am propus să realizez titanizarea unor materiale pentru realizarea
axelor de la turbinele de supraalimentare de la maşinile auto. Această temă a fost aleasă deoarece sa constatat
deterioarea acestora în dreptul lagărelor de alamă, în timpul funcţionării survenind ovalizarea acestor axe.
Materialele utilizate pentru afabricarea acestor axe sunt 40Cr10 şi C 120.
În cadrul acestui experiment mi-am propus să produc experimente pe unul din materialele amintite, respective
C120.
2.1. Utilaje utilizate pentru pregătirea probelor şi titanarea acestora
În cadrul S.C. Rulmenti S.A. Bârlad, societate unde s-a derulat experimentul, este existentă
aparatură pentru realizarea titanizării pieselor tip DREVA 400 şi pentru pregătirea acestora.
Fig. 2.1. Vedere de ansamblu a utilajului pentru acoperire cu titan tip DREVA 400
Fig. 2.5. Imagine din interiorul batiscafului

2.2. Aparatura utilizată pentru determinări
Aparatura ce a fost utilizată pentru determinări se află atât în cadrul S.C. Rulmenţi S.A. Bârlad cât
şi în cadrul Universităţii Tehnice “Ghe. Asachi” Facultatea de Mecanică.
Fig. 2.7. Aparat pentru vizualizarea microstructurii Neophot 2
Pentru determinarea microstructurii si a corectitudinii depunerii stratului de titan pe suprafata lamei
sa utilizat Microscop electronic QUANTA 200 3D (SEM/FIB – scanning electron microscope/ion beam
system) prezentat in figura 2.8.
Fig. 2.8. Microscop electronic cu scanare tip Quanta 3D
Microscopul electronic cu scanare produce imagini prin detecţia electronilor secundari cu energie
scăzută, emisi de pe suprafaţa specimenului datorită excitării acestuia de către raza principală de electroni. În

SEM, raza de electroni parcurge întreg specimenul, detectorii construind o imagine prin maparea semnalelor
detectate la poziţia razei.
Testul de impact perpendicular a fost aplicat cu succes pentru caracterizarea proprietăţilor
de oboseală a stratului depus. Adeziunea stratului de titan poate fi cuantificata si in plus uzura poate fi verificat
in conditii normale, la sarcini mai mari sau mai mici de incarcare cu privire la oboseala stratului depus.
Aparatul de testare la impact este prezentat in figura 2.9.a)
a) b) Fig. 2.9. Dispozitiv de testare a duritatii stratului depus cu sarcina variabila
O bilă de ceramică (fig. 2.9 a), cu diametru de 5 mm, patrunde în mod repetat în stratul de titan
depus sub o încarcare maximă reglabilă.
Datorită deformării plastice care se dezvoltă în timpul etapei de încărcare, zona de
contact nu recupereze în totalitate forma sa iniţială, formând prin prezenta o amprentă concavă permanenta.
Fig. 1.10. Quanto Desk aparat utilizat la analiza chimica a materialelor mediu aliate

Fig. 1.11. Aparat de duritate Vickers tip Zwick-Roell

Capitolul III
Metoda statistică aplicată
În timp ce analiza variaţiei a atins apogeul în secolul 20, antecedentele se extind în secolele trecute,
în conformitate cu Stigler [250]. Aceasta include testarea ipotezelor, împărţirea sumelor pătratelor, tehnici
experimentale şi modelul cumulativ. Laplace a efectuat testarea ipotezelor în 1770 [10]. Dezvoltarea metodei
celor mai mici pătrate de Laplace şi Gauss, circa 1800, a oferit o metodă mai bună de observaţie a
combinaţiilor (asupra practicilor existente de astronomie şi geodezie). De asemenea, a iniţiat multe contribuţi
la studiul sumelor pătratelor. Laplace a ştiut imediat cum să estima o variaţie a rezidualilor sumei pătratelor
[38]. Prin 1827 Laplace a utilizat metoda celor mai mici pătrate pentru a aborda problemele ANOVA cu
privire la măsurarea mareelor atmosferice [66]. Înainte de 1800 astronomii au izolat erori observaţionale
rezultate din timpii de reacţie (ecuaţia personală) şi au dezvoltat metode de reducere a erorilor [288]. Metodele
experimentale utilizate în studiul ecuaţiei personale au fost ulterior acceptate de domeniul emergent al
psihologiei [254], care a dezvoltat puternice (full factorial) metode experimentale la care au fost adăugate în
curând şi cele întâmplătoare (aleatorii) [157]. O explicaţie non-matematică elocventă a modelului efectelor
cumulative a fost disponibil în 1885 [229]. Sir Ronald Fisher a introdus termenul de "variaţie", şi a propus o
analiză formală a variaţiei într-un articol din 1918 The Correlation Between Relatives on the Supposition of
Mendelian Inheritance [88]. Prima sa aplicaţie cu privire la analiza varianţiei a fost publicată în 1921 [5].
Analiza variaţiei a devenit cunoscută după ce a fost inclusă în 1925 de Fisher în cartea Metode statistice pentru
cercetători.
Modelele întâmplătoare au fost dezvoltate de către mai mulţi. Prima a fost publicat în limba
poloneză de Neyman în 1923 [100]. Unul dintre atributele ANOVA care a asigurat popularitatea sa timpurie a
fost eleganţa de calcul. Structura modelului cumulativ permite soluţii pentru coeficienţii cumulaţi mai degrabă
de calcul algebric simplu decât prin calcule matriceale. În epoca calculatoarelor mecanice această simplitate a
calcului a generat probleme critice. De asemenea, în determinarea semnificaţiei statistice este necesară
utilizarea tabelelor funcţiei F, care au fost furnizate de texte statistice timpurii.
În statistică, analiza variabilelor (ANOVA) este o multitudine de modele statistice, şi procedurile
aferente acestora, în care variaţia observată la o anumită variabilă este împărţită în componentele atribuibile
diferitelor surse de variaţie. În forma sa cea mai simplă, ANOVA furnizează un test statistic unde mediile la
mai multe grupuri sunt sau nu sunt toate egale, şi prin urmare, generalizează t-test pentru mai mult de două
grupuri.
Realizând mai mult de două probe t-test rezultă un risc crescut de aapariţie a unei erori de tip I. Din
acest motiv, în cazul ANOVA este necesară compararea a trei, sau mai multe medii
3.1. Condiţii şi terminilogie
ANOVA este o formă specială de testare a ipotezelor statistice, intens folosită în analiza datelor
experimentale. În statistică testarea ipotezelor este o metodă de a lua decizii folosind date. Un rezultat al
testului (calcul dintre ipoteza nulă şi probă) este denumit semnificativ statistic, dacă se consideră ca puţin
probabil ca acesta să fi avut loc întâmplător, deci presupunând ipoteza nulă ca fiind adevărată. Un rezultat

semnificativ statistic când probabilitatea (p-value) este mai mică decât un prag (denumit nivel de semnificaţie)
justifică respingerea ipotezei nule.
Într-o aplicaţie tipică ANOVA, ipoteza nulă este reprezentată prin grupuri simple de eşantioane
aleatorii ale aceleiaşi populaţii. Acest lucru implică faptul că toate comportamentele au acelaşi efect (probabil
nici unul). Respingerea ipotezei nule are implicaţii asupra faptului că diferite comportamente au ca rezultat
modificarea efectelor.
Fig. 3.1. ANOVA Formă corectă [8]
Fig. 3. 2. ANOVA Deformată [8]

Fig. 3.3. ANOVA Formă foarte bună [8]
Din construcţie, testarea ipotezelor limitează rata erorilor de tip I (fals pozitive, ce conduc la
afirmaţii ştiinţifice false) la un nivel semnificativ. De asemenea, cercetătorii doresc să limiteze erorile de tip II
(fals negative, care rezultă din descoperirile ştiinţifice ratate). Indicele de eroare de tip II este o funcţie de mai
multe lucruri incluzând dimensiunea eşantionului (corelată pozitiv cu costuri experiment), nivelul de
semnificaţie (în cazul în care standardul probei este mare, şansele de a scăpa din vedere o descoperire este, de
asemenea, ridicat) şi mărimea efectului (când efectul este evident pentru observator ocazional, ratele de eroare
de tip II sunt mici). Terminologia ANOVA este, în mare parte, cea utilizată în cazul DOE (Design of
Experiments). Cercetătorii ajustează factorii şi măsura răspunsurilor în încercarea de a determina un efect.
Factorii sunt atribuiţi experimentelor combinând elementele aleatoriu pentru a asigura validarea rezultatelor.
Răspunsurile arată o variabilitate care reprezintă parţial rezultatul efectului şi parţial eroarea aleatorie.
ANOVA este o sinteză a mai multor idei şi este utilizată pentru scopuri multiple. În consecinţă, este dificil a se
defini concis sau cu precizie.
ANOVA classic, pentru compararea datelor, realizează trei lucruri deodată:
- Ca analiza exploratorie a datelor, o ANOVA este o metoda de descompunere a datelor
prelevate, precum şi a sumei pătratelor ce indică variaţiei fiecărui component al
descompunerii (sau, echivalent, fiecare set de termeni este reprezentat printr-un model
liniar).
- Compararea mediilor pătratelor, utilizând F-test ... permite testarea şi aranjarea modelelor
într-o ordine.
- În strânsă legătură cu ANOVA rezultatul este un model liniar ce crează o legătură directă
între coeficientul estimat şi erorile standard. "[8]
Pe scurt, ANOVA este un instrument statistic utilizat în mai multe moduri pentru a dezvolta şi a
confirma o explicaţie pentru datele prelevate.
În completare mai pot fi şi alte ca:

- Este un calcul elegant şi relativ robust preîntâmpinând orice încălcare a ipotezelor sale.
- ANOVA este utilizată cu precădere în industrie.
- Acesta a fost adaptată pentru a analiza o varietate de modele experimentale.
Ca rezultat: ANOVA “sa bucurat mult timp de statutul de cea mai utilizată (unii ar spune abuzat)
tehnică statistică în cercetarea psihologica.” [15]. ANOVA “este, probabil, tehnica de cea mai utilizată în
domeniul concluziilor statistice”[19].
ANOVA este dificil de a învăţat, mai ales pentru experimente complexe, designul split-plot fiind
cel mai cunoscut [53]. În unele cazuri, aplicarea corectă a metodei este determinată, cel mai bine, prin
identificarea modelelor problemă, urmată de consultarea unui test clasic, demn de încredere [54].
Capitolul IV.
Determinarea principalilor parametrii ai regimului de titanizare
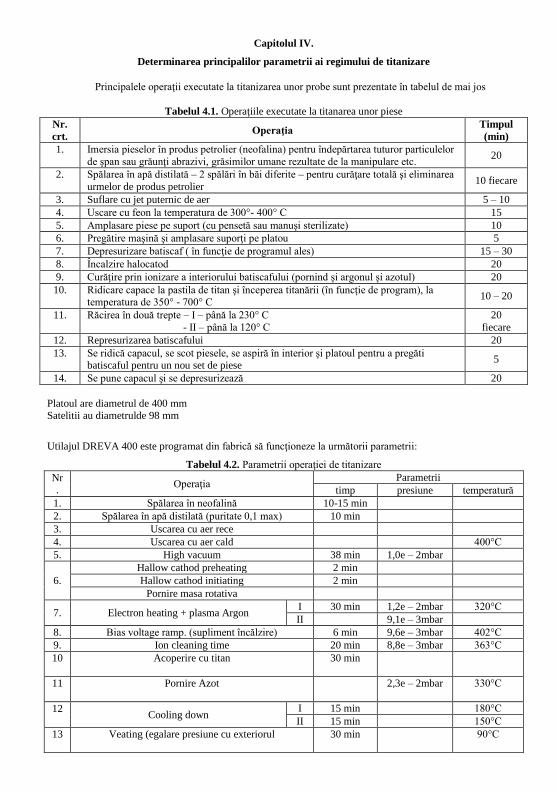
Principalele operaţii executate la titanizarea unor probe sunt prezentate în tabelul de mai jos
Tabelul 4.1. Operaţiile executate la titanarea unor piese
Nr.
crt. Operaţia
Timpul
(min)
1. Imersia pieselor în produs petrolier (neofalina) pentru îndepărtarea tuturor particulelor
de şpan sau grăunţi abrazivi, grăsimilor umane rezultate de la manipulare etc. 20
2. Spălarea în apă distilată – 2 spălări în băi diferite – pentru curăţare totală şi eliminarea
urmelor de produs petrolier 10 fiecare
3. Suflare cu jet puternic de aer 5 – 10
4. Uscare cu feon la temperatura de 300°- 400° C 15
5. Amplasare piese pe suport (cu pensetă sau manuşi sterilizate) 10
6. Pregătire maşină şi amplasare suporţi pe platou 5
7. Depresurizare batiscaf ( în funcţie de programul ales) 15 – 30
8. Încalzire halocatod 20
9. Curăţire prin ionizare a interiorului batiscafului (pornind şi argonul şi azotul) 20
10. Ridicare capace la pastila de titan şi începerea titanării (în funcţie de program), la temperatura de 350° - 700° C
10 – 20
11. Răcirea în două trepte – I – până la 230° C
- II – până la 120° C
20
fiecare
12. Represurizarea batiscafului 20
13. Se ridică capacul, se scot piesele, se aspiră în interior şi platoul pentru a pregăti batiscaful pentru un nou set de piese
5
14. Se pune capacul şi se depresurizează 20
Platoul are diametrul de 400 mm Satelitii au diametrulde 98 mm
Utilajul DREVA 400 este programat din fabrică să funcţioneze la următorii parametrii:
Tabelul 4.2. Parametrii operaţiei de titanizare
Nr.
Operaţia Parametrii
timp presiune temperatură
1. Spălarea în neofalină 10-15 min
2. Spălarea în apă distilată (puritate 0,1 max) 10 min
3. Uscarea cu aer rece
4. Uscarea cu aer cald 400°C
5. High vacuum 38 min 1,0e – 2mbar
6.
Hallow cathod preheating 2 min
Hallow cathod initiating 2 min
Pornire masa rotativa
7. Electron heating + plasma Argon I 30 min 1,2e – 2mbar 320°C
II 9,1e – 3mbar
8. Bias voltage ramp. (supliment încălzire) 6 min 9,6e – 3mbar 402°C
9. Ion cleaning time 20 min 8,8e – 3mbar 363°C
10
.
Acoperire cu titan 30 min
11.
Pornire Azot 2,3e – 2mbar 330°C
12
. Cooling down
I 15 min 180°C
II 15 min 150°C
13
.
Veating (egalare presiune cu exteriorul 30 min 90°C
4.1. Determinarea condiţiilor de spălare uscare
Pentru a determina condiţiile de spălare uscare vom organiza un experiment full factorial de spălare
a unor epruvete paralelipipedice cu dimensiunile 40x60x3 mm, rectificate plan în aceleaşi condiţii, cu o
rugozitate a suprafeţei uniformă şi de valoare Ra = 0,5 micrometri. Aceste epruvete au fost spălate variind
parametrii regimului de spălare, conform planului experimental de mai jos :
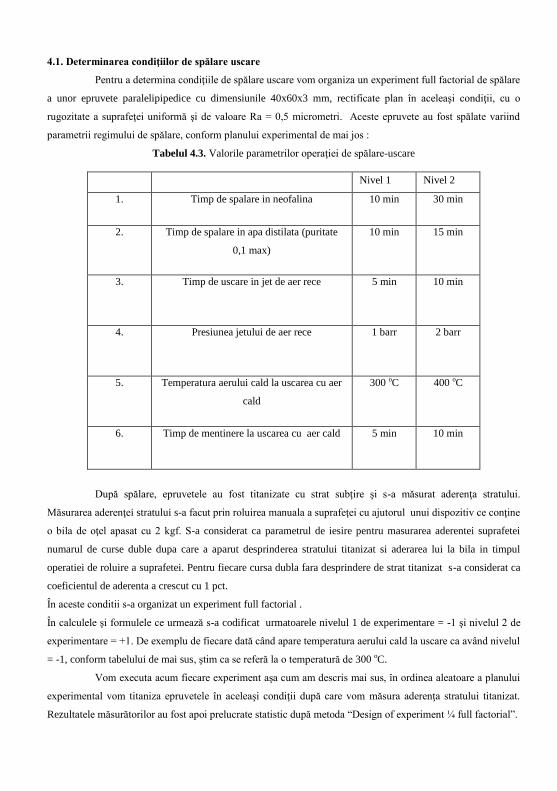
Tabelul 4.3. Valorile parametrilor operaţiei de spălare-uscare
Nivel 1 Nivel 2
1. Timp de spalare in neofalina 10 min 30 min
2. Timp de spalare in apa distilata (puritate
0,1 max)
10 min 15 min
3. Timp de uscare in jet de aer rece 5 min 10 min
4. Presiunea jetului de aer rece 1 barr 2 barr
5. Temperatura aerului cald la uscarea cu aer
cald
300 oC 400 oC
6. Timp de mentinere la uscarea cu aer cald 5 min 10 min
După spălare, epruvetele au fost titanizate cu strat subţire şi s-a măsurat aderenţa stratului.
Măsurarea aderenţei stratului s-a facut prin roluirea manuala a suprafeţei cu ajutorul unui dispozitiv ce conţine
o bila de oţel apasat cu 2 kgf. S-a considerat ca parametrul de iesire pentru masurarea aderentei suprafetei
numarul de curse duble dupa care a aparut desprinderea stratului titanizat si aderarea lui la bila in timpul
operatiei de roluire a suprafetei. Pentru fiecare cursa dubla fara desprindere de strat titanizat s-a considerat ca
coeficientul de aderenta a crescut cu 1 pct.
În aceste conditii s-a organizat un experiment full factorial .
În calculele şi formulele ce urmează s-a codificat urmatoarele nivelul 1 de experimentare = -1 şi nivelul 2 de
experimentare = +1. De exemplu de fiecare dată când apare temperatura aerului cald la uscare ca având nivelul
= -1, conform tabelului de mai sus, ştim ca se referă la o temperatură de 300 oC.
Vom executa acum fiecare experiment aşa cum am descris mai sus, în ordinea aleatoare a planului
experimental vom titaniza epruvetele în aceleaşi condiţii după care vom măsura aderenţa stratului titanizat.
Rezultatele măsurătorilor au fost apoi prelucrate statistic după metoda “Design of experiment ¼ full factorial”.
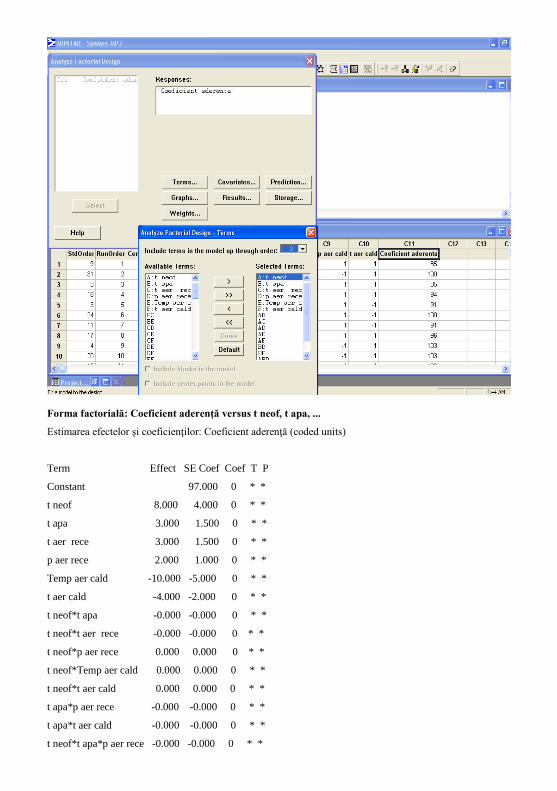
Forma factorială: Coeficient aderenţă versus t neof, t apa, ...
Estimarea efectelor şi coeficienţilor: Coeficient aderenţă (coded units)
Term Effect SE Coef Coef T P
Constant 97.000 0 * *
t neof 8.000 4.000 0 * *
t apa 3.000 1.500 0 * *
t aer rece 3.000 1.500 0 * *
p aer rece 2.000 1.000 0 * *
Temp aer cald -10.000 -5.000 0 * *
t aer cald -4.000 -2.000 0 * *
t neof*t apa -0.000 -0.000 0 * *
t neof*t aer rece -0.000 -0.000 0 * *
t neof*p aer rece 0.000 0.000 0 * *
t neof*Temp aer cald 0.000 0.000 0 * *
t neof*t aer cald 0.000 0.000 0 * *
t apa*p aer rece -0.000 -0.000 0 * *
t apa*t aer cald -0.000 -0.000 0 * *
t neof*t apa*p aer rece -0.000 -0.000 0 * *
t neof*t apa*t aer cald 0.000 0.000 0 * *
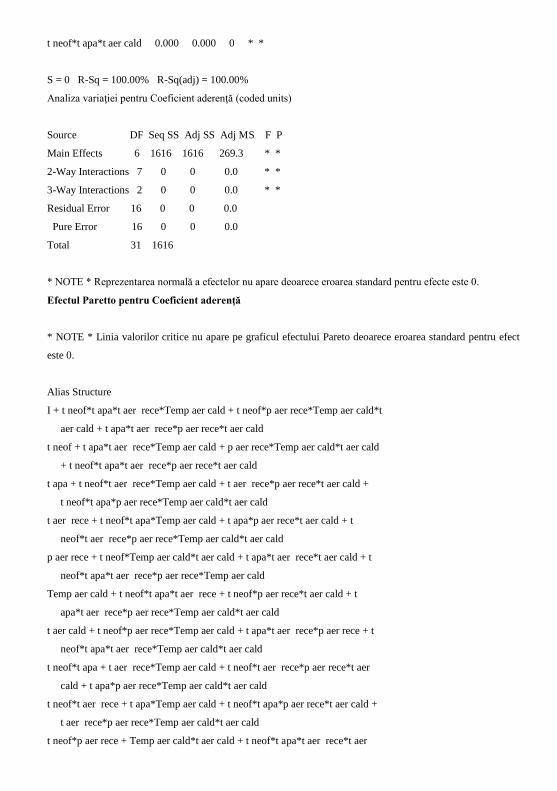
S = 0 R-Sq = 100.00% R-Sq(adj) = 100.00%
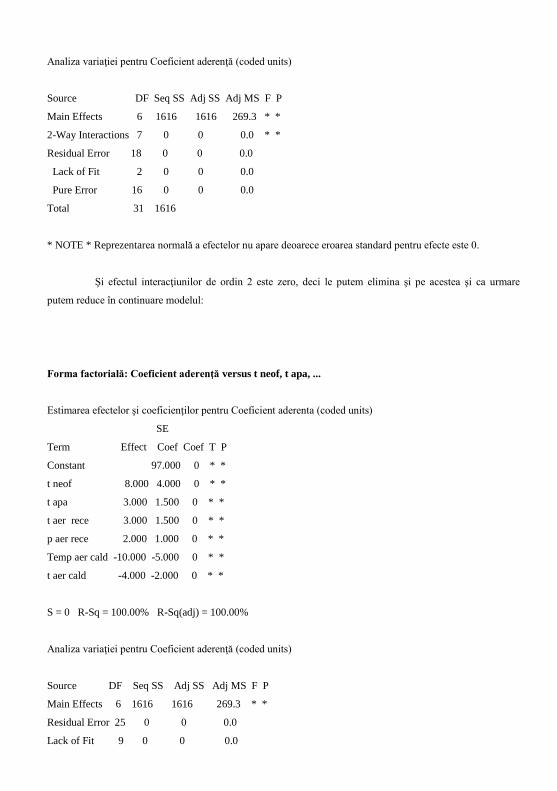
Analiza variaţiei pentru Coeficient aderenţă (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 6 1616 1616 269.3 * *
2-Way Interactions 7 0 0 0.0 * *
3-Way Interactions 2 0 0 0.0 * *
Residual Error 16 0 0 0.0
Pure Error 16 0 0 0.0
Total 31 1616
* NOTE * Reprezentarea normală a efectelor nu apare deoarece eroarea standard pentru efecte este 0.
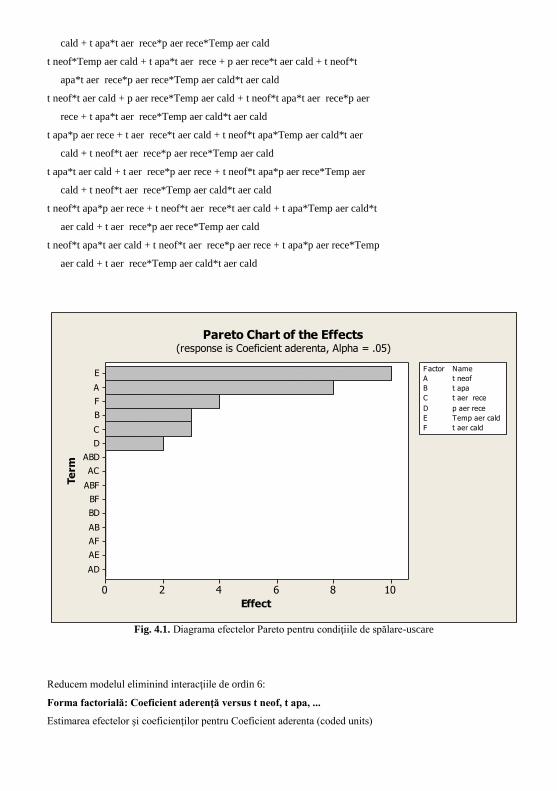
Efectul Paretto pentru Coeficient aderenţă
* NOTE * Linia valorilor critice nu apare pe graficul efectului Pareto deoarece eroarea standard pentru efect
este 0.
Alias Structure
I + t neof*t apa*t aer rece*Temp aer cald + t neof*p aer rece*Temp aer cald*t
aer cald + t apa*t aer rece*p aer rece*t aer cald
t neof + t apa*t aer rece*Temp aer cald + p aer rece*Temp aer cald*t aer cald
+ t neof*t apa*t aer rece*p aer rece*t aer cald
t apa + t neof*t aer rece*Temp aer cald + t aer rece*p aer rece*t aer cald +
t neof*t apa*p aer rece*Temp aer cald*t aer cald
t aer rece + t neof*t apa*Temp aer cald + t apa*p aer rece*t aer cald + t
neof*t aer rece*p aer rece*Temp aer cald*t aer cald
p aer rece + t neof*Temp aer cald*t aer cald + t apa*t aer rece*t aer cald + t
neof*t apa*t aer rece*p aer rece*Temp aer cald
Temp aer cald + t neof*t apa*t aer rece + t neof*p aer rece*t aer cald + t
apa*t aer rece*p aer rece*Temp aer cald*t aer cald
t aer cald + t neof*p aer rece*Temp aer cald + t apa*t aer rece*p aer rece + t
neof*t apa*t aer rece*Temp aer cald*t aer cald
t neof*t apa + t aer rece*Temp aer cald + t neof*t aer rece*p aer rece*t aer
cald + t apa*p aer rece*Temp aer cald*t aer cald
t neof*t aer rece + t apa*Temp aer cald + t neof*t apa*p aer rece*t aer cald +
t aer rece*p aer rece*Temp aer cald*t aer cald
t neof*p aer rece + Temp aer cald*t aer cald + t neof*t apa*t aer rece*t aer
cald + t apa*t aer rece*p aer rece*Temp aer cald
t neof*Temp aer cald + t apa*t aer rece + p aer rece*t aer cald + t neof*t
apa*t aer rece*p aer rece*Temp aer cald*t aer cald
t neof*t aer cald + p aer rece*Temp aer cald + t neof*t apa*t aer rece*p aer
rece + t apa*t aer rece*Temp aer cald*t aer cald
t apa*p aer rece + t aer rece*t aer cald + t neof*t apa*Temp aer cald*t aer
cald + t neof*t aer rece*p aer rece*Temp aer cald
t apa*t aer cald + t aer rece*p aer rece + t neof*t apa*p aer rece*Temp aer
cald + t neof*t aer rece*Temp aer cald*t aer cald
t neof*t apa*p aer rece + t neof*t aer rece*t aer cald + t apa*Temp aer cald*t
aer cald + t aer rece*p aer rece*Temp aer cald
t neof*t apa*t aer cald + t neof*t aer rece*p aer rece + t apa*p aer rece*Temp
aer cald + t aer rece*Temp aer cald*t aer cald
Te
rm
Effect
AD
AE
AF
AB
BD
BF
ABF
AC
ABD
D
C
B
F
A
E
1086420
Factor
p aer rece
E Temp aer cald
F t aer cald
Name
A t neof
B t apa
C t aer rece
D
Pareto Chart of the Effects(response is Coeficient aderenta, Alpha = .05)
Fig. 4.1. Diagrama efectelor Pareto pentru condiţiile de spălare-uscare
Reducem modelul eliminind interacţiile de ordin 6:
Forma factorială: Coeficient aderenţă versus t neof, t apa, ...
Estimarea efectelor şi coeficienţilor pentru Coeficient aderenta (coded units)

SE
Term Effect Coef Coef T P
Constant 97.000 0 * *
t neof 8.000 4.000 0 * *
t apa 3.000 1.500 0 * *
t aer rece 3.000 1.500 0 * *
p aer rece 2.000 1.000 0 * *
Temp aer cald -10.000 -5.000 0 * *
t aer cald -4.000 -2.000 0 * *
t neof*t apa -0.000 -0.000 0 * *
t neof*t aer rece -0.000 -0.000 0 * *
t neof*p aer rece 0.000 0.000 0 * *
t neof*Temp aer cald 0.000 0.000 0 * *
t neof*t aer cald 0.000 0.000 0 * *
t apa*p aer rece -0.000 -0.000 0 * *
t apa*t aer cald -0.000 -0.000 0 * *
t neof*t apa*p aer rece -0.000 -0.000 0 * *
t neof*t apa*t aer cald 0.000 0.000 0 * *
S = 0 R-Sq = 100.00% R-Sq(adj) = 100.00%
Analiza variaţiei pentru Coeficient aderenţă (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 6 1616 1616 269.3 * *
2-Way Interactions 7 0 0 0.0 * *
3-Way Interactions 2 0 0 0.0 * *
Residual Error 16 0 0 0.0
Pure Error 16 0 0 0.0
Total 31 1616
* NOTE * Reprezentarea normală a efectelor nu apare deoarece eroarea standard pentru efecte este 0.
Efectele Pareto pentru Coeficient aderenţă
* NOTE *.Linia valorilor critice nu apare pe diagrama Pareto deoarece eroarea standard pentru efecte este 0.
Deci putem elimina şi interacţiunile de ordin 5 din modelul redus şi obţinem:

Forma factorială: Coeficient aderenţă versus t neof, t apa, ...
Estimarea efectelor şi coeficienţilor pentru Coeficient aderenţă (coded units)
SE
Term Effect Coef Coef T P
Constant 97.000 0 * *
t neof 8.000 4.000 0 * *
t apa 3.000 1.500 0 * *
t aer rece 3.000 1.500 0 * *
p aer rece 2.000 1.000 0 * *
Temp aer cald -10.000 -5.000 0 * *
t aer cald -4.000 -2.000 0 * *
t neof*t apa -0.000 -0.000 0 * *
t neof*t aer rece -0.000 -0.000 0 * *
t neof*p aer rece 0.000 0.000 0 * *
t neof*Temp aer cald 0.000 0.000 0 * *
t neof*t aer cald 0.000 0.000 0 * *
t apa*p aer rece -0.000 -0.000 0 * *
t apa*t aer cald -0.000 -0.000 0 * *
t neof*t apa*p aer rece -0.000 -0.000 0 * *

t neof*t apa*t aer cald 0.000 0.000 0 * *
S = 0 R-Sq = 100.00% R-Sq(adj) = 100.00%
Analiza variaţiei pentru Coeficient aderenta (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 6 1616 1616 269.3 * *
2-Way Interactions 7 0 0 0.0 * *
3-Way Interactions 2 0 0 0.0 * *
Residual Error 16 0 0 0.0
Pure Error 16 0 0 0.0
Total 31 1616
* NOTE * Reprezentarea normală a efectelor nu apare deoarece eroarea standard pentru efecte este 0.
Eliminăm în continuare interacţiunile de ordin 4 şi 3
Forma factorială: Coeficient aderenţă versus t neof, t apa, ...
Estimarea efectelor şi coeficienţilor pentru Coeficient aderenţă (coded units)
SE
Term Effect Coef Coef T P
Constant 97.000 0 * *
t neof 8.000 4.000 0 * *
t apa 3.000 1.500 0 * *
t aer rece 3.000 1.500 0 * *
p aer rece 2.000 1.000 0 * *
Temp aer cald -10.000 -5.000 0 * *
t aer cald -4.000 -2.000 0 * *
t neof*t apa -0.000 -0.000 0 * *
t neof*t aer rece -0.000 -0.000 0 * *
t neof*p aer rece 0.000 0.000 0 * *
t neof*Temp aer cald 0.000 0.000 0 * *
t neof*t aer cald 0.000 0.000 0 * *
t apa*p aer rece -0.000 -0.000 0 * *
t apa*t aer cald -0.000 -0.000 0 * *
S = 0 R-Sq = 100.00% R-Sq(adj) = 100.00%
Analiza variaţiei pentru Coeficient aderenţă (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 6 1616 1616 269.3 * *
2-Way Interactions 7 0 0 0.0 * *
Residual Error 18 0 0 0.0
Lack of Fit 2 0 0 0.0
Pure Error 16 0 0 0.0
Total 31 1616
* NOTE * Reprezentarea normală a efectelor nu apare deoarece eroarea standard pentru efecte este 0.
Şi efectul interacţiunilor de ordin 2 este zero, deci le putem elimina şi pe acestea şi ca urmare
putem reduce în continuare modelul:
Forma factorială: Coeficient aderenţă versus t neof, t apa, ...
Estimarea efectelor şi coeficienţilor pentru Coeficient aderenta (coded units)
SE
Term Effect Coef Coef T P
Constant 97.000 0 * *
t neof 8.000 4.000 0 * *
t apa 3.000 1.500 0 * *
t aer rece 3.000 1.500 0 * *
p aer rece 2.000 1.000 0 * *
Temp aer cald -10.000 -5.000 0 * *
t aer cald -4.000 -2.000 0 * *
S = 0 R-Sq = 100.00% R-Sq(adj) = 100.00%
Analiza variaţiei pentru Coeficient aderenţă (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 6 1616 1616 269.3 * *
Residual Error 25 0 0 0.0
Lack of Fit 9 0 0 0.0

Pure Error 16 0 0 0.0
Total 31 1616
* NOTE * Reprezentarea normală a efectelor nu apare deoarece eroarea standard pentru efecte este 0.
Efectele Pareto pentru Coeficient aderenţă
* NOTE * Linia valorilor critice nu apare pe diagrama Pareto deoarece eroarea standard pentru efecte este 0.
Te
rm
Effect
p aer rece
t aer rece
t apa
t aer cald
t neof
Temp aer cald
1086420
Pareto Chart of the Effects(response is Coeficient aderenta, Alpha = .05)
Fig. 4.2. Diagrama efectelor Pareto pentru modelul redus a condiţiilor de spălare-uscare
Reducem în continuare modelul eliminind, pe baza graficului Pareto, unde se vede că cea mai mică
influenţă, o are presiunea aerului rece:
Forma Factorială: Coeficient aderenţă versus t neof, t apa, ...
Estimarea efectelor şi coeficienţilor pentru Coeficient aderenţă (coded units)
SE
Term Effect Coef Coef T P
Constant 97.000 0.1961 494.60 0.000
t neof 8.000 4.000 0.1961 20.40 0.000
t apa 3.000 1.500 0.1961 7.65 0.000
t aer rece 3.000 1.500 0.1961 7.65 0.000
Temp aer cald -10.000 -5.000 0.1961 -25.50 0.000
t aer cald -4.000 -2.000 0.1961 -10.20 0.000
S = 1.10940 R-Sq = 98.02% R-Sq(adj) = 97.64%
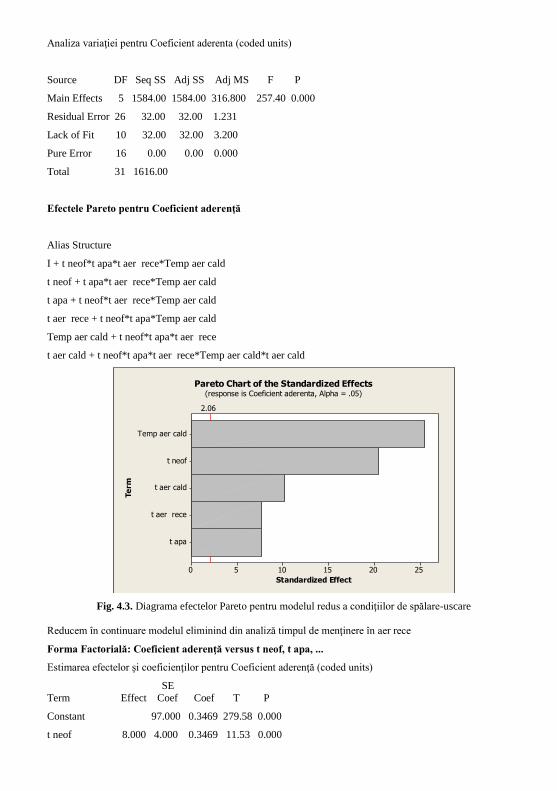
Analiza variaţiei pentru Coeficient aderenta (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 5 1584.00 1584.00 316.800 257.40 0.000
Residual Error 26 32.00 32.00 1.231
Lack of Fit 10 32.00 32.00 3.200
Pure Error 16 0.00 0.00 0.000
Total 31 1616.00
Efectele Pareto pentru Coeficient aderenţă
Alias Structure
I + t neof*t apa*t aer rece*Temp aer cald
t neof + t apa*t aer rece*Temp aer cald
t apa + t neof*t aer rece*Temp aer cald
t aer rece + t neof*t apa*Temp aer cald
Temp aer cald + t neof*t apa*t aer rece
t aer cald + t neof*t apa*t aer rece*Temp aer cald*t aer cald
Te
rm
Standardized Effect
t apa
t aer rece
t aer cald
t neof
Temp aer cald
2520151050
2.06
Pareto Chart of the Standardized Effects(response is Coeficient aderenta, Alpha = .05)
Fig. 4.3. Diagrama efectelor Pareto pentru modelul redus a condiţiilor de spălare-uscare
Reducem în continuare modelul eliminind din analiză timpul de menţinere în aer rece
Forma Factorială: Coeficient aderenţă versus t neof, t apa, ...
Estimarea efectelor şi coeficienţilor pentru Coeficient aderenţă (coded units)
SE
Term Effect Coef Coef T P
Constant 97.000 0.3469 279.58 0.000
t neof 8.000 4.000 0.3469 11.53 0.000
t apa 3.000 1.500 0.3469 4.32 0.000
Temp aer cald -10.000 -5.000 0.3469 -14.41 0.000
t aer cald -4.000 -2.000 0.3469 -5.76 0.000
S = 1.96261 R-Sq = 93.56% R-Sq(adj) = 92.61%
Analiza variaţiei pentru Coeficient aderenţă (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 4 1512.0 1512.0 378.000 98.13 0.000
Residual Error 27 104.0 104.0 3.852
Lack of Fit 11 104.0 104.0 9.455
Pure Error 16 0.0 0.0 0.000
Total 31 1616.0
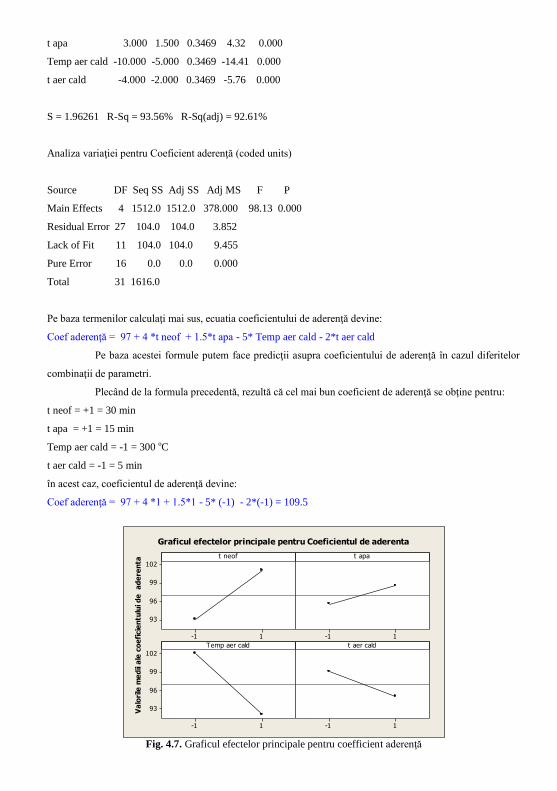
Pe baza termenilor calculaţi mai sus, ecuatia coeficientului de aderenţă devine:
Coef aderenţă = 97 + 4 *t neof + 1.5*t apa - 5* Temp aer cald - 2*t aer cald
Pe baza acestei formule putem face predicţii asupra coeficientului de aderenţă în cazul diferitelor
combinaţii de parametri.
Plecând de la formula precedentă, rezultă că cel mai bun coeficient de aderenţă se obţine pentru:
t neof = +1 = 30 min
t apa = +1 = 15 min
Temp aer cald = -1 = 300 oC
t aer cald = -1 = 5 min
în acest caz, coeficientul de aderenţă devine:
Coef aderenţă = 97 + 4 *1 + 1.5*1 - 5* (-1) - 2*(-1) = 109.5
Va
lori
le m
ed
ii a
le c
oe
ficie
ntu
lui d
e
ad
ere
nta
1-1
102
99
96
93
1-1
1-1
102
99
96
93
1-1
t neof t apa
Temp aer cald t aer cald
Graficul efectelor principale pentru Coeficientul de aderenta
Fig. 4.7. Graficul efectelor principale pentru coefficient aderenţă

Din acest grafic se observă că cel mai bun coeficient de aderenţă se obţine pentru:
timpul de menţinere în neofalină = 1, adică pentru 30 minute timp de spălare în
neofalină;
timp de spălare în apă distilată (puritate 0,1 max) = 1, adică pentru 15 min timp de
spălare în apă distilată;
temperatura aerului cald la uscarea cu aer cald = -1, adică pentru temperatura aerului
cald la uscarea cu aer cald de 300 oC;
timp de menţinere la uscarea cu aer cald = -1, adică timp de menţinere la uscarea cu
aer cald = 5 min.
De asemenea , tot din acest grafic putem vedea cât este influenţa fiecărui parametru asupra
coeficientului de aderenţă. De exemplu scăderea temperaturii aerului cald de la 400 oC la 300 oC duce la o
cresşere a coeficientului de aderenţă cu 10 puncte (de la 92 la 102)
Graficul interactiunilor:
t neof
Temp aer cald
t aer cald
t apa
1-1 1-1 1-1
102
96
90
102
96
90
102
96
90
t neof
-1
1
t apa
-1
1
Temp
aer
cald
-1
1
Graficul interactiunilor de ordin 2 pentru coeficientul de aderenta
Fig. 4.8. Graficul interacţiunilor de ordin 2 pentru coeficient aderenţă
4.2. Analiza parametrilor procesului de acoperire cu titan
Testarea ipotezelor (Hypothesis Testing)
În continuarea vom aplica metoda testării ipotezelor, folosind diverse teste statistice (F-test,
ANOVA pentru a determina dacă sau nu următorii parametri sunt parametrii critici ai procesului de titanizare :
1. Timpul pentru Electron heating + plasma Argon
2. Tempertura pentru Electron heating + plasma Argon
3. Timpul pentru Bias voltage ramp. (supliment incalzire)
4. Temperatura pentru Bias voltage ramp. (supliment incalzire)
5. Temperatura pentru Ion cleaning
6. Timpul pentru acoperirea cu titan
7. Presiune azot
8. Temperatura azot
Pentru toţi aceşti parametrii s-au prelevat probe în cadrul procesului de titanizare, probe în care aceşti
parametrii aveau diferite valori. Probele s-au analizat statistic şi s-a determinat dacă parametrii respectivi sunt
sau nu importanţi pentru procesul de titanizare. S-a măsurat grosimea stratului de titan şi aderenţa stratului de
titan.
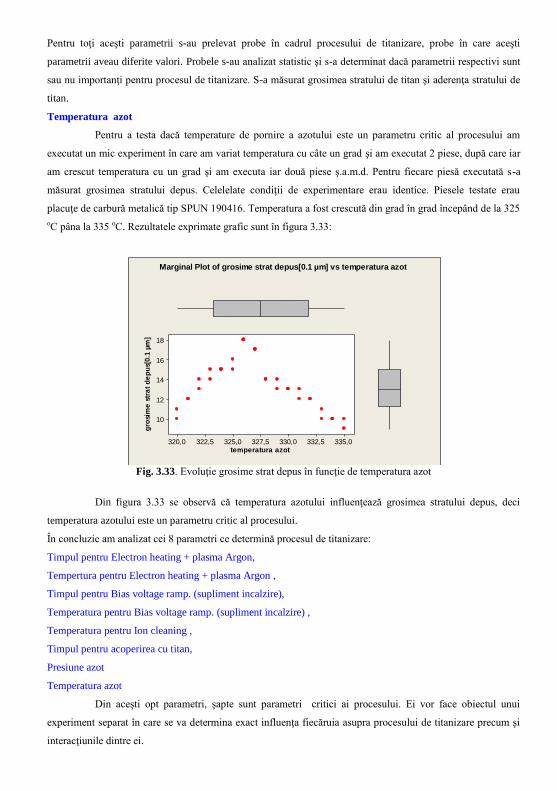
Temperatura azot
Pentru a testa dacă temperature de pornire a azotului este un parametru critic al procesului am
executat un mic experiment în care am variat temperatura cu câte un grad şi am executat 2 piese, după care iar
am crescut temperatura cu un grad şi am executa iar două piese ş.a.m.d. Pentru fiecare piesă executată s-a
măsurat grosimea stratului depus. Celelelate condiţii de experimentare erau identice. Piesele testate erau
placuţe de carbură metalică tip SPUN 190416. Temperatura a fost crescută din grad în grad începând de la 325
oC pâna la 335 oC. Rezultatele exprimate grafic sunt în figura 3.33:
temperatura azot
gro
sim
e s
tra
t d
ep
us[
0.1
µm
]
335,0332,5330,0327,5325,0322,5320,0
18
16
14
12
10
Marginal Plot of grosime strat depus[0.1 µm] vs temperatura azot
Fig. 3.33. Evoluţie grosime strat depus în funcţie de temperatura azot
Din figura 3.33 se observă că temperatura azotului influenţează grosimea stratului depus, deci
temperatura azotului este un parametru critic al procesului.
În concluzie am analizat cei 8 parametri ce determină procesul de titanizare:
Timpul pentru Electron heating + plasma Argon,
Tempertura pentru Electron heating + plasma Argon ,
Timpul pentru Bias voltage ramp. (supliment incalzire),
Temperatura pentru Bias voltage ramp. (supliment incalzire) ,
Temperatura pentru Ion cleaning ,
Timpul pentru acoperirea cu titan,
Presiune azot
Temperatura azot
Din aceşti opt parametri, şapte sunt parametri critici ai procesului. Ei vor face obiectul unui
experiment separat în care se va determina exact influenţa fiecăruia asupra procesului de titanizare precum şi
interacţiunile dintre ei.
Capitolul V.
Planul experimental pentru titanizare şi testări accelerate
În secţiunea precedentă am stabilit parametrii importanţi pentru procesul de acoperire cu titan. În
continuare se pune problema de a determina nivelurile optime pentru aceşti parametri şi interacţiunile dintre ei.
Pentru acest lucru vom planifica şi executa un experiment conform metodei “Design of Experiment” din
cadrul Six Sigma. Parametrii care îi vom testa în continuare pentru a determina nivelul lor optim sunt:
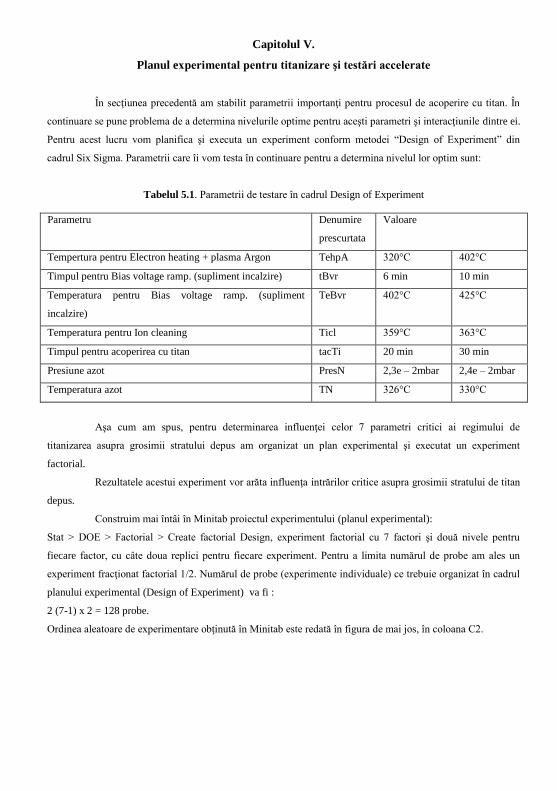
Tabelul 5.1. Parametrii de testare în cadrul Design of Experiment
Parametru Denumire
prescurtata
Valoare
Tempertura pentru Electron heating + plasma Argon TehpA 320°C 402°C
Timpul pentru Bias voltage ramp. (supliment incalzire) tBvr 6 min 10 min
Temperatura pentru Bias voltage ramp. (supliment
incalzire)
TeBvr 402°C 425°C
Temperatura pentru Ion cleaning Ticl 359°C 363°C
Timpul pentru acoperirea cu titan tacTi 20 min 30 min
Presiune azot PresN 2,3e – 2mbar 2,4e – 2mbar
Temperatura azot TN 326°C 330°C
Aşa cum am spus, pentru determinarea influenţei celor 7 parametri critici ai regimului de
titanizarea asupra grosimii stratului depus am organizat un plan experimental şi executat un experiment
factorial.
Rezultatele acestui experiment vor arăta influenţa intrărilor critice asupra grosimii stratului de titan
depus.
Construim mai întâi în Minitab proiectul experimentului (planul experimental):
Stat > DOE > Factorial > Create factorial Design, experiment factorial cu 7 factori şi două nivele pentru
fiecare factor, cu câte doua replici pentru fiecare experiment. Pentru a limita numărul de probe am ales un
experiment fracţionat factorial 1/2. Numărul de probe (experimente individuale) ce trebuie organizat în cadrul
planului experimental (Design of Experiment) va fi :
2 (7-1) x 2 = 128 probe.
Ordinea aleatoare de experimentare obţinută în Minitab este redată în figura de mai jos, în coloana C2.

După executarea tuturor experimentelor, din planul experimental probele rezultate au fost măsurate
(s-a masurat grosimea stratului de titan) iar rezultatele măsurătorilor au fost intoduse în fişierul din Minitab ce
conţinea experimentul (coloana C12 din figura de mai jos)

După aceasta am prelucrat datele asa cum am arătat anterior în acest capitol:
Stat > DOE > Factorial > Analyze Factorial Design deoarece, conform literaturii de specialitate, interacţiunile
de ordin mare au probabilitate mică să aiba loc, excludem din start în analiza pe care o facem interacţiunile
mai mari de ordin 4. În ipoteza că această excludere este greşită, vom avea rezultatele în analiza statistică,
unde, dacă eroarea faţă de modelul fără interacţiunile de ordin > 3 este mare, înseamnă că acestea erau
importante şi nu ar fi trebuit reduse.
Forma Factorială: Grosime strat [µm] versus TehpA; tBvr; ...
Estimarea efectelor şi coeficienţilor pentru Grosime strat [µm] (coded units)
Term Effect Coef SE Coef T P
Constant 2,8000 0,004688 597,33 0,000
TehpA 0,4125 0,2063 0,004688 44,00 0,000
tBvr 0,1906 0,0953 0,004687 20,33 0,000
TeBvr 0,3031 0,1516 0,004687 32,33 0,000
Ticl -0,1000 -0,0500 0,004688 -10,67 0,000
tacTi -0,3906 -0,1953 0,004687 -41,67 0,000
PresN 0,0844 0,0422 0,004688 9,00 0,000
TN -0,2063 -0,1031 0,004688 -22,00 0,000
TehpA*tBvr 0,0031 0,0016 0,004687 0,33 0,740
TehpA*TeBvr 0,0031 0,0016 0,004687 0,33 0,740
TehpA*Ticl -0,0062 -0,0031 0,004688 -0,67 0,507
TehpA*tacTi -0,0031 -0,0016 0,004687 -0,33 0,740
TehpA*PresN -0,0094 -0,0047 0,004687 -1,00 0,321
TehpA*TN 0,0063 0,0031 0,004688 0,67 0,507
tBvr*TeBvr -0,0000 -0,0000 0,004688 -0,00 1,000
tBvr*Ticl 0,0094 0,0047 0,004687 1,00 0,321
tBvr*tacTi 0,0062 0,0031 0,004688 0,67 0,507
tBvr*PresN 0,0062 0,0031 0,004687 0,67 0,507
tBvr*TN 0,0156 0,0078 0,004687 1,67 0,100
TeBvr*Ticl -0,0031 -0,0016 0,004687 -0,33 0,740
TeBvr*tacTi -0,0125 -0,0062 0,004687 -1,33 0,187
TeBvr*PresN -0,0063 -0,0031 0,004687 -0,67 0,507
TeBvr*TN -0,0031 -0,0016 0,004688 -0,33 0,740
Ticl*tacTi -0,0031 -0,0016 0,004688 -0,33 0,740
Ticl*PresN 0,0156 0,0078 0,004688 1,67 0,100
Ticl*TN -0,0062 -0,0031 0,004687 -0,67 0,507
tacTi*PresN 0,0063 0,0031 0,004688 0,67 0,507
tacTi*TN 0,0031 0,0016 0,004687 0,33 0,740
PresN*TN -0,0031 -0,0016 0,004687 -0,33 0,740
TehpA*tBvr*TeBvr 0,0125 0,0062 0,004687 1,33 0,187
TehpA*tBvr*Ticl -0,0219 -0,0109 0,004688 -2,33 0,023
TehpA*tBvr*tacTi -0,0063 -0,0031 0,004687 -0,67 0,507
TehpA*tBvr*PresN 0,0000 0,0000 0,004687 0,00 1,000
TehpA*tBvr*TN -0,0219 -0,0109 0,004687 -2,33 0,023
TehpA*TeBvr*Ticl 0,0031 0,0016 0,004688 0,33 0,740
TehpA*TeBvr*tacTi -0,0000 -0,0000 0,004687 -0,00 1,000
TehpA*TeBvr*PresN -0,0125 -0,0063 0,004687 -1,33 0,187
TehpA*TeBvr*TN -0,0031 -0,0016 0,004688 -0,33 0,740
TehpA*Ticl*tacTi 0,0031 0,0016 0,004688 0,33 0,740
TehpA*Ticl*PresN 0,0031 0,0016 0,004687 0,33 0,740
TehpA*Ticl*TN -0,0000 -0,0000 0,004687 -0,00 1,000
TehpA*tacTi*PresN 0,0000 0,0000 0,004688 0,00 1,000
TehpA*tacTi*TN 0,0031 0,0016 0,004688 0,33 0,740
TehpA*PresN*TN 0,0031 0,0016 0,004688 0,33 0,740
tBvr*TeBvr*Ticl -0,0000 -0,0000 0,004688 -0,00 1,000
tBvr*TeBvr*tacTi 0,0031 0,0016 0,004687 0,33 0,740
tBvr*TeBvr*PresN 0,0094 0,0047 0,004687 1,00 0,321
tBvr*TeBvr*TN -0,0000 -0,0000 0,004687 -0,00 1,000
tBvr*Ticl*tacTi -0,0000 -0,0000 0,004687 -0,00 1,000
tBvr*Ticl*PresN -0,0188 -0,0094 0,004687 -2,00 0,050
tBvr*Ticl*TN 0,0094 0,0047 0,004688 1,00 0,321
tBvr*tacTi*PresN 0,0094 0,0047 0,004688 1,00 0,321
tBvr*tacTi*TN 0,0063 0,0031 0,004687 0,67 0,507
tBvr*PresN*TN 0,0000 0,0000 0,004687 0,00 1,000
TeBvr*Ticl*tacTi -0,0062 -0,0031 0,004687 -0,67 0,507
TeBvr*Ticl*PresN 0,0062 0,0031 0,004687 0,67 0,507
TeBvr*Ticl*TN -0,0094 -0,0047 0,004688 -1,00 0,321
TeBvr*tacTi*PresN -0,0094 -0,0047 0,004688 -1,00 0,321
TeBvr*tacTi*TN 0,0062 0,0031 0,004687 0,67 0,507
TeBvr*PresN*TN 0,0063 0,0031 0,004687 0,67 0,507
Ticl*tacTi*PresN 0,0125 0,0062 0,004687 1,33 0,187
Ticl*tacTi*TN 0,0031 0,0016 0,004688 0,33 0,740
Ticl*PresN*TN 0,0031 0,0016 0,004687 0,33 0,740
tacTi*PresN*TN -0,0062 -0,0031 0,004687 -0,67 0,507
S = 0,0530330 R-Sq = 98,92% R-Sq(adj) = 97,85%
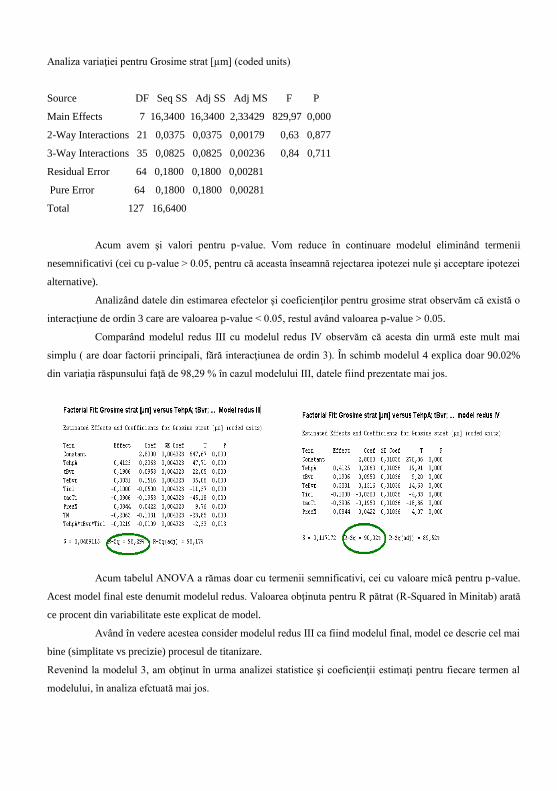
Analiza variaţiei pentru Grosime strat [µm] (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 7 16,3400 16,3400 2,33429 829,97 0,000
2-Way Interactions 21 0,0375 0,0375 0,00179 0,63 0,877
3-Way Interactions 35 0,0825 0,0825 0,00236 0,84 0,711
Residual Error 64 0,1800 0,1800 0,00281
Pure Error 64 0,1800 0,1800 0,00281
Total 127 16,6400
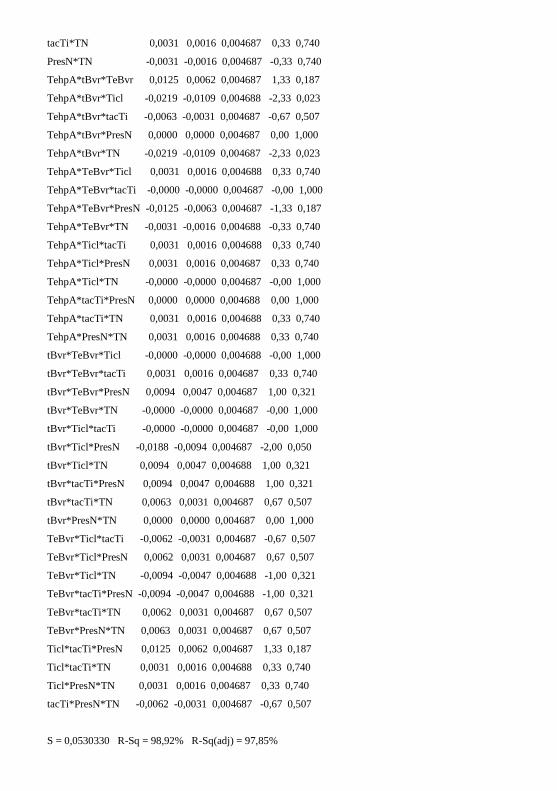
Acum avem şi valori pentru p-value. Vom reduce în continuare modelul eliminând termenii
nesemnificativi (cei cu p-value > 0.05, pentru că aceasta înseamnă rejectarea ipotezei nule şi acceptare ipotezei
alternative).
Analizând datele din estimarea efectelor şi coeficienţilor pentru grosime strat observăm că există o
interacţiune de ordin 3 care are valoarea p-value < 0.05, restul având valoarea p-value > 0.05.
Comparând modelul redus III cu modelul redus IV observăm că acesta din urmă este mult mai
simplu ( are doar factorii principali, fără interacţiunea de ordin 3). În schimb modelul 4 explica doar 90.02%
din variaţia răspunsului faţă de 98,29 % în cazul modelului III, datele fiind prezentate mai jos.
Acum tabelul ANOVA a rămas doar cu termenii semnificativi, cei cu valoare mică pentru p-value.
Acest model final este denumit modelul redus. Valoarea obţinuta pentru R pătrat (R-Squared în Minitab) arată
ce procent din variabilitate este explicat de model.
Având în vedere acestea consider modelul redus III ca fiind modelul final, model ce descrie cel mai
bine (simplitate vs precizie) procesul de titanizare.
Revenind la modelul 3, am obţinut în urma analizei statistice şi coeficienţii estimaţi pentru fiecare termen al
modelului, în analiza efctuată mai jos.

În figura 5.1 este reprezentat graficul tuturor interacţiilor de ordin 2. Se vede că linile sunt paralele. Aceasta indică faptul ca aceste interacţiuni sunt nesemnificative pentru procesul studiat.
Ele nu fac decât să confirme valorile lui p din tabelul ANOVA pentru aceste interacţiuni.
TehpA
TeBv r
Ticl
tacTi
PresN
TN
tBv r
10 min6 min 425°C402°C 363°C359°C 30 min20 min 2,4e2,3e 330°C326°C
3,2
2,8
2,43,2
2,8
2,43,2
2,8
2,43,2
2,8
2,43,2
2,8
2,43,2
2,8
2,4
TehpA
320°C
402°C
tBvr
6 min
10 min
TeBvr
402°C
425°C
Ticl
359°C
363°C
tacTi
20 min
30 min
PresN
2,3e
2,4e
Graficul tuturor interactiilor
Fig. 5.1. Graficele interacţiunilor între factori
Graficul tuturor interacţiunilor posibile între factori este dat în figura 5.2.
330°C326°C
2,4e
2,3e
30 min
20 min
363°C359°C
425°C
402°C
10 min
6 min
402°C320°C
TN
PresN
tacTi
Ticl
TeBvrtBvr
TehpA
2,95
2,30
2,50
2,30
2,80
2,652,75
2,10
3,15
2,953,00
2,40
3,45
2,85
2,95
2,70
2,65
2,452,55
1,90
3,00
2,40
2,50
2,25
3,25
2,60
2,75
2,60
3,20
2,903,05
2,45
2,95
2,752,85
2,30
3,25
2,65
2,75
2,55
3,55
3,00
3,05
2,80
3,40
3,203,35
2,75
3,05
2,45
2,55
2,35
3,00
2,702,85
2,30
3,30
3,053,15
2,55
3,60
3,00
3,05
2,80
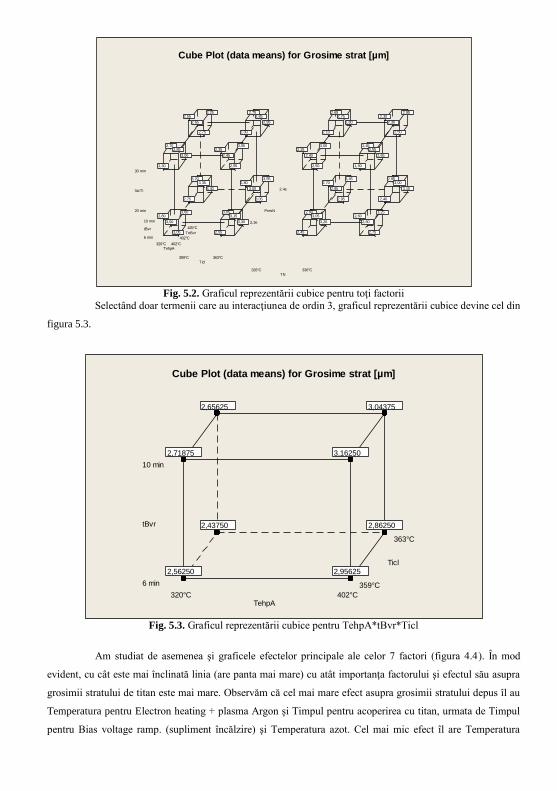
Cube Plot (data means) for Grosime strat [µm]
Fig. 5.2. Graficul reprezentării cubice pentru toţi factorii
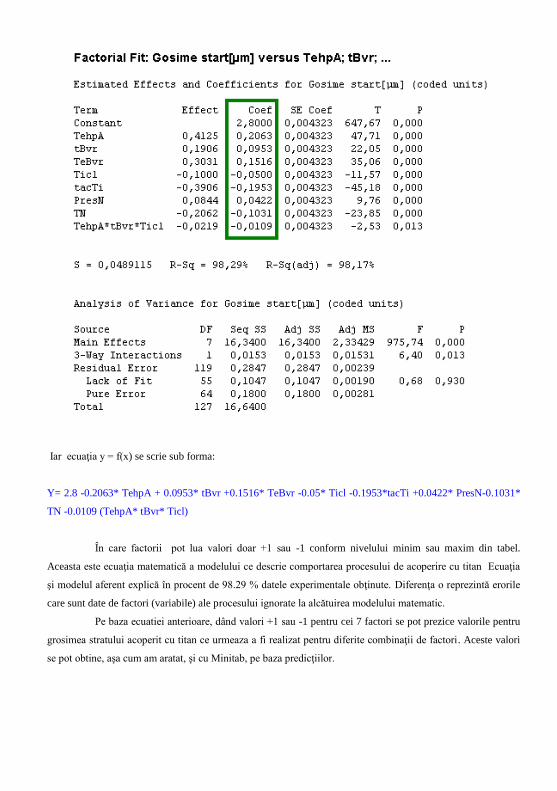
Selectând doar termenii care au interacţiunea de ordin 3, graficul reprezentării cubice devine cel din
figura 5.3.
363°C
359°C
10 min
6 min
402°C320°C
Ticl
tBvr
TehpA
3,04375
2,862502,43750
2,65625
3,16250
2,956252,56250
2,71875
Cube Plot (data means) for Grosime strat [µm]
Fig. 5.3. Graficul reprezentării cubice pentru TehpA*tBvr*Ticl
Am studiat de asemenea şi graficele efectelor principale ale celor 7 factori (figura 4.4). În mod
evident, cu cât este mai înclinată linia (are panta mai mare) cu atât importanţa factorului şi efectul său asupra
grosimii stratului de titan este mai mare. Observăm că cel mai mare efect asupra grosimii stratului depus îl au
Temperatura pentru Electron heating + plasma Argon şi Timpul pentru acoperirea cu titan, urmata de Timpul
pentru Bias voltage ramp. (supliment încălzire) şi Temperatura azot. Cel mai mic efect îl are Temperatura

pentru Ion cleaning. Acestea nu reprezintă nimic nou, ele fiind confirmate şi de coeficienţii din modelul redus
III.
Me
an
of
Gro
sim
e s
tra
t [µ
m]
402°C320°C
3,0
2,8
2,6
10 min6 min 425°C402°C
363°C359°C
3,0
2,8
2,6
30 min20 min 2,4e2,3e
330°C326°C
3,0
2,8
2,6
TehpA tBv r TeBv r
Ticl tacTi PresN
TN
Graficul efectelor principale
Fig. 5.4. Graficele efectelor principale ale celor 7 factori
Din graficele din figura 5.4 rezultă că cea mai bună combinaţie pentru creşterea grosimii stratului
acoperit cu titan este pentru următoarea combinaţie de factori (valorile marcate cu galben). Combinaţia exact
opusă duce la cele mai mici valori pentru grosimea stratului acoperit cu titan.
Tabelul 5.2. Combinaţia principalilor factori
Parametru Denumire
prescurtata
Valoare
Tempertura pentru Electron heating + plasma Argon TehpA 320°C 402°C
Timpul pentru Bias voltage ramp. (supliment incalzire) tBvr 6 min 10 min
Temperatura pentru Bias voltage ramp. (supliment incalzire) TeBvr 402°C 425°C
Temperatura pentru Ion cleaning Ticl 359°C 363°C
Timpul pentru acoperirea cu titan tacTi 20 min 30 min
Presiune azot PresN 2,3e –
2mbar
2,4e – 2mbar
Temperatura azot TN 326°C 330°C
În modelul redus III, care este modelul nostru final, pe baza coeficienţilor pentru fiecare factor sau
combinaţie de factori din acest model şi notând codificat nivelul minim din tabelul 4.2 al fiecărui factor cu “-
1” şi nivelul maxim al fiecărui factor cu “1” avem următoarele valori ale coeficienţilor fiecărui factor:
Iar ecuaţia y = f(x) se scrie sub forma:
Y= 2.8 -0.2063* TehpA + 0.0953* tBvr +0.1516* TeBvr -0.05* Ticl -0.1953*tacTi +0.0422* PresN-0.1031*
TN -0.0109 (TehpA* tBvr* Ticl)
În care factorii pot lua valori doar +1 sau -1 conform nivelului minim sau maxim din tabel.
Aceasta este ecuaţia matematică a modelului ce descrie comportarea procesului de acoperire cu titan Ecuaţia
şi modelul aferent explică în procent de 98.29 % datele experimentale obţinute. Diferenţa o reprezintă erorile
care sunt date de factori (variabile) ale procesului ignorate la alcătuirea modelului matematic.
Pe baza ecuatiei anterioare, dând valori +1 sau -1 pentru cei 7 factori se pot prezice valorile pentru
grosimea stratului acoperit cu titan ce urmeaza a fi realizat pentru diferite combinaţii de factori. Aceste valori
se pot obtine, aşa cum am aratat, şi cu Minitab, pe baza predicţiilor.

Şi din acest tabel se observă ca cea mai mare valoare pentru MTBF se obţine pentru :
Concluzionând, cei 7 factori sunt inputuri critice pentru procesul de acoperire cu titan al
epruvetelor analizate. Influenţa acestor factori asupra grosimii stratului de titan (y) este :
Y= 2.8 -0.2063* TehpA + 0.0953* tBvr +0.1516* TeBvr -0.05* Ticl -0.1953*tacTi +0.0422* PresN-0.1031*
TN -0.0109 (TehpA* tBvr* Ticl)
După determinarea relaţiei de corelaţie a ruzultat următorul program pentru a putea titaniza
materialul utilizat la axe 40Cr10 sau C120.
Tabelul 5.3. Valorile parametrilor utilizaţi la titanizare
Nr. Operatia Parametrii
timp presiune temperatură
1. Spalarea in neofalina 30 min
2. Spalarea in apa distilata (puritate 0,1 max) 15 min
3. Uscarea cu aer rece
4. Uscarea cu aer cald 300°C
5. High vacuum 45 min 1,1e – 2mbar

6.
Hallow cathod preheating 2 min
Hallow cathod initiating 2 min
Pornire masa rotativa
7. Electron heating + plasma Argon I 20 min 1,2e – 2mbar 402°C
II 9,1e – 3mbar
8. Bias voltage ramp. (supliment incalzire) 10 min 9,6e – 3mbar 425°C
9. Ion cleaning time 20 min 8,8e – 3mbar 359°C
10. Acoperire cu titan 20 min
11. Pornire Azot 2,4e – 2mbar 326°C
12. Cooling down I 15 min 180°C
II 20 min 150°C
13. Veating (egalare presiune cu exteriorul 45 min 90°C
Fig. 5.12. Probele după efectuarea operaţiei de titanizare
Pe parcursul derulării testărilor am realizat o serie de verificări ale probelor etapizate conform
figurilor de mai jos. Acestea au fost realizate cu Microscopul electronic QUANTA 200 3D după un atac cu
ioni de galiu.
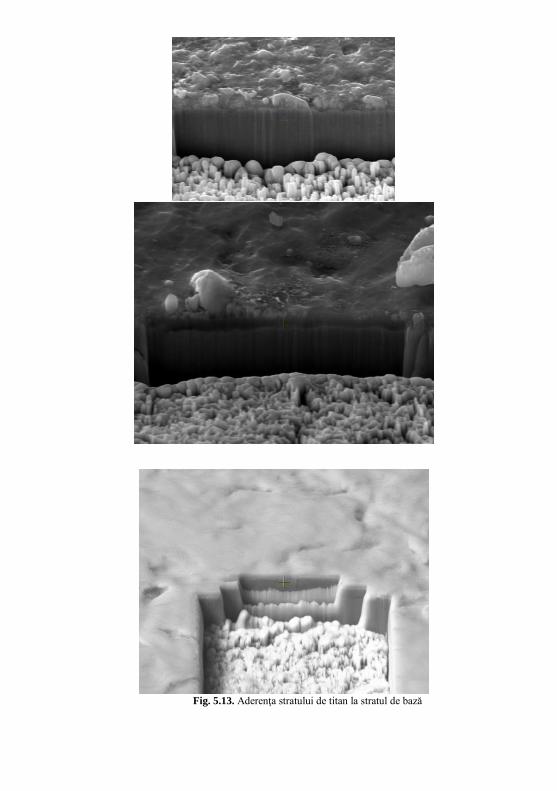
Fig. 5.13. Aderenţa stratului de titan la stratul de bază

S-au efectuat probe în cadrul laboratorului Metalografic din cadrul S.C. Rulmenţi S.A. Bârlad, iar
conform buletinului de analiză emis probele finale, ale testului final rezultat după aplicarea modelului
matematic emis, au o duritate cuprinsă între 1212 şi 1433 Hv iar grosimea stratului depus este între 0,6 μm şi
1,4 μm.
Fig. 5.14. Axe titanate după realizarea analizei parametrilor
După realizarea operaţiei de titanare, axele vor fi supuse unei testări accelerate pe un stand de
încercări. În cadrul testărilor vor fi utilizate atât axe titanate cât şi netitanate pentru a putea determina durata de
viaţă a celor două produse.
5.2. Testări accelerate
Supraalimentarea cu ajutorul turbosuflantei prezintă o creştere a performanţelor energetice de
putere ale motorului, deoarece utilizează o parte din energia gazelor arse pentru a creşte presiunea de admisie.
Totodată, debitul de aer admis depinde atât de turaţia motorului cât şi de sarcina lui, astfel ca atunci când
motorul funcţionează la turaţii şi sarcini joase, energia gazelor de evacuare este mică, iar din această cauză
presiunea de supraalimentare fiind foarte apropiată de cea atmosferică, performanţele energetice ajung să fie
mai mici decât la un motor cu aspiraţie naturală care funcţionează în aceeleaşi condiţii. O altă caracterisitcă
nedorită a motoarelor supraalimentate prin intermediul turbosuflantei convenţionale este, raspunsul întarziat la
o creştere bruscă de sarcină datorită inerţiei rotoarelor turbosuflantei, acestea neputând fi reduse oricât de mult,
deoarece, odată cu scăderea dimensiunilor agregatului de turbosupraalimentare scade şi eficenţa lui. De
asemenea, realizarea tehnologică a unor turbosuflante cu diametre foarte mici este limitată.
Astfel am urmărit realizarea unui stand experimental pentru o mai bună punere în evidenţă timpului
de defectare pentru cele două tipuri de axe.
Standul a fost realizat utilizând o turbosuflantă de supraalimentare KM Germany ASAM, produsă
sub licenţa Garrett, ce echipează autoturismul Dacia Logan 1.5 DCI.
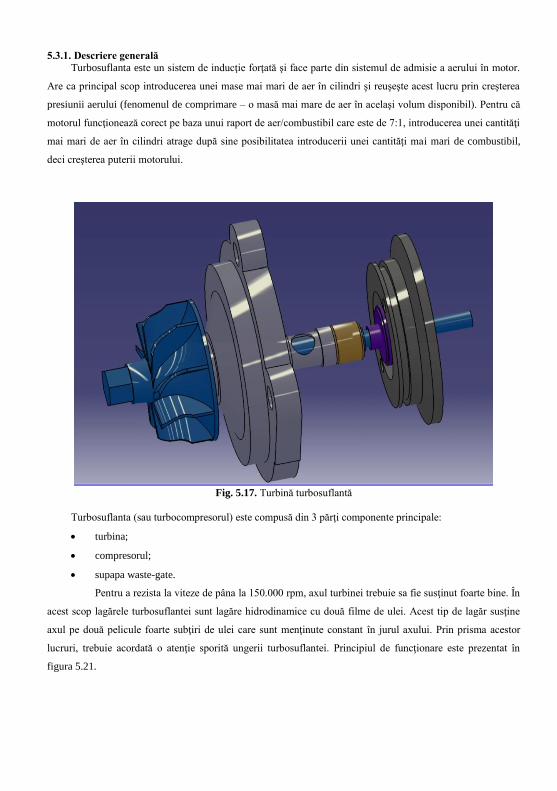
5.3.1. Descriere generală
Turbosuflanta este un sistem de inducţie forţată şi face parte din sistemul de admisie a aerului în motor.
Are ca principal scop introducerea unei mase mai mari de aer în cilindri şi reuşeşte acest lucru prin creşterea
presiunii aerului (fenomenul de comprimare – o masă mai mare de aer în acelaşi volum disponibil). Pentru că
motorul funcţionează corect pe baza unui raport de aer/combustibil care este de 7:1, introducerea unei cantităţi
mai mari de aer în cilindri atrage după sine posibilitatea introducerii unei cantităţi mai mari de combustibil,
deci creşterea puterii motorului.
Fig. 5.17. Turbină turbosuflantă
Turbosuflanta (sau turbocompresorul) este compusă din 3 părţi componente principale:
turbina;
compresorul;
supapa waste-gate.
Pentru a rezista la viteze de pâna la 150.000 rpm, axul turbinei trebuie sa fie susţinut foarte bine. În
acest scop lagărele turbosuflantei sunt lagăre hidrodinamice cu două filme de ulei. Acest tip de lagăr susţine
axul pe două pelicule foarte subţiri de ulei care sunt menţinute constant în jurul axului. Prin prisma acestor
lucruri, trebuie acordată o atenţie sporită ungerii turbosuflantei. Principiul de funcţionare este prezentat în
figura 5.21.

Fig. 5.21. Principiul de ungere al lagărelor
Lagărele turbosuflantei ASAM (Figura 5.21.) sunt din bronz şi prezintă pe corp 6 perforaţii cu ø1.25 mm prin
care circula uleiul necesar creării peliculei.
Presiunea normală de funcţionare în sarcină maximă : 0.8 bar
Presiunea normală de funcţionare în sarcină uşoară şi medie : 0.5 bar
Presiune deschidere waste-gate : 1 bar
5.3.2.Standul experimental pentru turbosuflantă
Acest stand experimental este realizat pentru a se putea studia dar si a experimenta cum
functioneaza o turbosuflanta dar si alte componente impreuna cu aceasta. Standul experimental este cel mai
simplu si mai usor mod de a studia adevarata functionare a turbosuflantei de autovehicul, acest lucru ajutand
să înţelegem fenomenele reale care se întâmplă în timpul acţionarii acesteia.

Fig. 5.22. Schema de funcţionare a standului experimental

Instalaţia experimentală se compune din:
1. EC - electrocompresor tip
2. M1 - manometru măsurare presiune aer comprimat
3. RR1 – robinet reglare presiune
4. TM1 – tub de masura cu apa, ce masoare caderea de presiune
5. TTM1 – termocuplă
6. V – tub venturi caracterizat de următoarele mărimi şi rapoarte:
7. IA – Încalzitor de aer, care consta in doua circuite gazodinamice concentrice, legate printr-o
camera de incalzire
8. Ta – termocuplă intrare aer în suflantă
9. M2 – manometru masură presiune la iesirea din compressor
10. V – tub Venturi ieșire aer compressor caracterizat de următoarele mărimi
11. TM2 – tub de masura cu Hg
12. Tb – temocupla cromel-alumel – masurarea temperaturii la iesirea din compressor
13. Tc – termocupla cromel-alumel – masurarea temperaturii la iesirea din suflantă
14. M3 – manometru – masurarea presiunii de ulei
15. ME – motor electric
16. P – pompă de ulei
17. RR2 – robinet reglare presiune ulei
18. RU – rezervor ulei caracterizat de următoarele mărimi:
L x l x H
Capacitate rezervor: 10 litri
19. RE – rezistență electrică de 2 kW
5.3.3. Modul de funcţionare al instalaţiei
Se porneşte electrocompresorul care produce şi trimite aerul comprimat prin conducta principală
spre instalaţie, pătrunzând prin robinetul RR şi urmând apoi să intre în blocul încălzitor pe circuitul
gazodinamic exterior. În continuare, pe acest circuit gazodinamic aerul intră în camera de încălzire apoi
străbate în sens contrar traseul interior şi este trimis spre evacuarea încălzitorului. La capătul acestuia este
montată turbosuflanta, şi astfel aerul încălzit intră în turbină, punând în mişcare palele acesteia, apoi iese în
atmosferă. Ştiind că turbina şi compresorul de aer sunt acţionate de un ax comun, vedem cum turbina pune în
mişcare palele compresorului care aspiră aer din atmosferă, îl comprimă şi îl trimite spre evacuarea din
compresor.
Un lucru foarte important de care trebuie să se ţină cont este ungerea turbosuflantei înainte de
pătrunderea aerului pentru a nu se defecta. Astfel va trebui să pornim motorul electric care antrenează pompa
de ulei şi astfel asigurăm ungerea optimă a turbosuflantei. Instalaţia de pompare a uleiului este dotată cu un
manometru dar şi cu un circuit alternativ de ulei care pleacă din circuitul principal de pompare spre rezervorul
de ulei, scăzând presiunea în cazul în care aceasta creşte nejustificativ. Acest lucru este făcut deoarece trebuie
menţinută o presiune optimă pentru buna funcţionare a ansamblului de supraalimentare şi astfel protejarea
acestuia de la defectare.
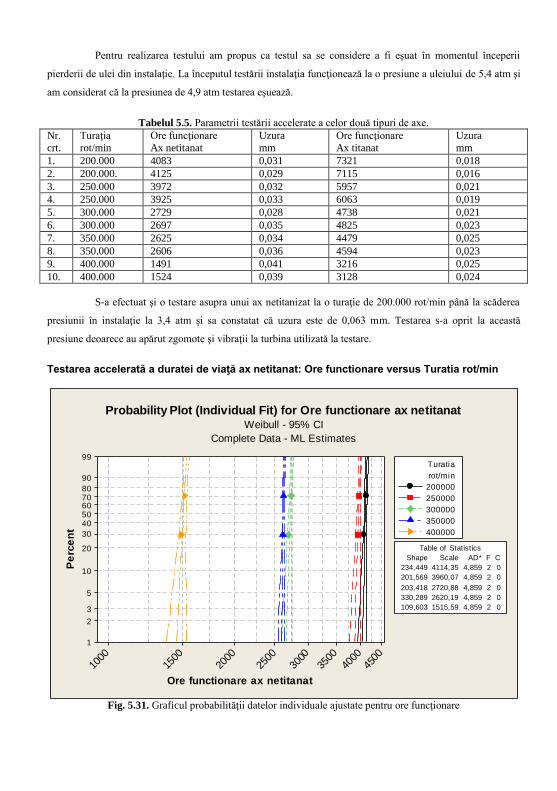
Pentru realizarea testului am propus ca testul sa se considere a fi eşuat în momentul începerii
pierderii de ulei din instalaţie. La începutul testării instalaţia funcţionează la o presiune a uleiului de 5,4 atm şi
am considerat că la presiunea de 4,9 atm testarea eşuează.
Tabelul 5.5. Parametrii testării accelerate a celor două tipuri de axe.
Nr.
crt.
Turaţia
rot/min
Ore funcţionare
Ax netitanat
Uzura
mm
Ore funcţionare
Ax titanat
Uzura
mm
1. 200.000 4083 0,031 7321 0,018
2. 200.000. 4125 0,029 7115 0,016
3. 250.000 3972 0,032 5957 0,021
4. 250.000 3925 0,033 6063 0,019
5. 300.000 2729 0,028 4738 0,021
6. 300.000 2697 0,035 4825 0,023
7. 350.000 2625 0,034 4479 0,025
8. 350.000 2606 0,036 4594 0,023
9. 400.000 1491 0,041 3216 0,025
10. 400.000 1524 0,039 3128 0,024
S-a efectuat şi o testare asupra unui ax netitanizat la o turaţie de 200.000 rot/min până la scăderea
presiunii în instalaţie la 3,4 atm şi sa constatat că uzura este de 0,063 mm. Testarea s-a oprit la această
presiune deoarece au apărut zgomote şi vibraţii la turbina utilizată la testare.
Testarea accelerată a duratei de viaţă ax netitanat: Ore functionare versus Turatia rot/min
Ore functionare ax netitanat
Pe
rce
nt
4500
4000
3500
3000
2500
2000
1500
1000
99
90
8070605040
30
20
10
5
3
2
1
Table of Statistics
2 0
201,569 3960,07 4,859 2 0
203,418 2720,88 4,859
Shape
2 0
330,289 2620,19 4,859 2 0
109,603 1515,59 4,859
Scale
2 0
AD* F C
234,449 4114,35 4,859
Turatia
300000
350000
400000
rot/min
200000
250000
Probability Plot (Individual Fit) for Ore functionare ax netitanat
Complete Data - ML Estimates
Weibull - 95% CI
Fig. 5.31. Graficul probabilităţii datelor individuale ajustate pentru ore funcţionare

Turatia rot/min
Ore
fu
ncti
on
are
ax
ne
tita
na
t
400000350000300000250000200000150000100000
8000
7000
6000
5000
4000
3000
2000
1500
Percentiles
90
50
10
Relation Plot (Fitted Linear) for Ore functionare ax netitanat
Complete Data - ML Estimates
Weibull - 95% CI
Fig. 5.35. Graficul probabilităţii valorilor ajustate linear a relaţiei dintre turaţie şi ore funcţionare
Step Log-Likelihood 0 -73,9790
1 -72,6922
2 -72,5989 3 -72,5956
4 -72,5956
5 -72,5956
Response Variable: Ore functionare ax netitanat
Censoring Information Count
Uncensored value 10
Estimation Method: Maximum Likelihood
Distribution: Weibull
Relationship with accelerating variable(s): Linear
Regression Table
Standard 95,0% Normal CI
Predictor Coef Error Z P Lower Upper
Intercept 9,30684 0,187357 49,67 0,000 8,93963 9,67406 Turatia rot/min -0,0000044 0,0000006 -7,03 0,000 -0,0000056 -0,0000031

Shape 9,53838 2,46475 5,74806 15,8281
Log-Likelihood = -72,596
Anderson-Darling (adjusted) Goodness-of-Fit At each accelerating level
Fitted Level Individual Fit Model
200000 4,859 4,547
250000 4,859 6,218 300000 4,859 4,512
350000 4,859 7,024 400000 4,859 5,206
Standardized Residuals = 1,817 Cox-Snell Residuals = 1,817
Table of Percentiles
Turatia Standard 95,0% Normal CI Percent rot/min Percentile Error Lower Upper
50 120000 6281,44 722,329 5013,90 7869,41
Table of Cumulative Failure Probabilities
Turatia 95,0% Normal CI Time rot/min Probability Lower Upper
7500 120000 0,976739 0,316313 1
Testarea accelerată a duratei de viaţă ax titanat: Ore funcţionare versus Turatia rot/min
Ore functionare ax titanat
Pe
rce
nt
800070006000500040003000
99
90
80
706050
40
30
20
10
5
3
2
1
Table of Statistics
2 0
136,036 6036,04 4,859 2 0
131,864 4802,87 4,859
Shape
2 0
94,644 4564,67 4,859 2 0
86,480 3193,53 4,859
Scale
2 0
AD* F C
84,065 7268,39 4,859
Turatia
300000
350000
400000
rot/min
200000
250000
Probability Plot (Individual Fit) for Ore functionare ax titanat
Complete Data - ML Estimates
Weibull - 95% CI
Fig. 5.36. Graficul probabilităţii datelor individuale ajustate pentru ore funcţionare

Turatia rot/min
Ore
fu
ncti
on
are
ax
tit
an
at
400000350000300000250000200000150000100000
10000
9000
8000
7000
6000
5000
4000
3000
Percentiles
90
50
10
Relation Plot (Fitted Linear) for Ore functionare ax titanat
Complete Data - ML Estimates
Weibull - 95% CI
Fig. 5.40. Graficul probabilităţii valorilor ajustate linear
a relaţiei dintre turaţie şi ore funcţionare
Step Log-Likelihood
0 -73,7512
1 -73,2813 2 -71,9462
3 -71,6993
4 -71,6837 5 -71,6836
6 -71,6836
Response Variable: Ore functionare ax titanat
Censoring Information Count
Uncensored value 10
Estimation Method: Maximum Likelihood
Distribution: Weibull
Relationship with accelerating variable(s): Linear
Regression Table
Standard 95,0% Normal CI
Predictor Coef Error Z P Lower Upper Intercept 9,57429 0,0855213 111,95 0,000 9,40667 9,74191
Turatia rot/min -0,0000035 0,0000003 -12,13 0,000 -0,0000040 -0,0000029
Shape 18,2696 4,72913 11,0000 30,3434
Log-Likelihood = -71,684
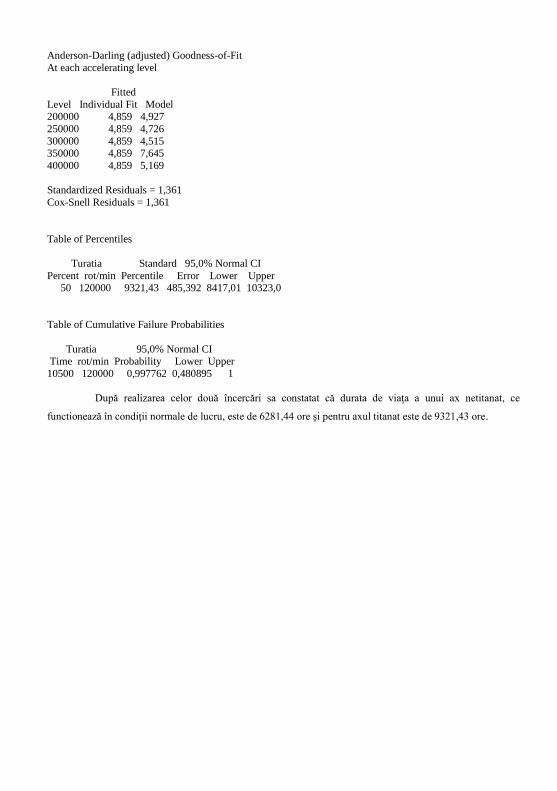
Anderson-Darling (adjusted) Goodness-of-Fit
At each accelerating level
Fitted
Level Individual Fit Model 200000 4,859 4,927
250000 4,859 4,726
300000 4,859 4,515 350000 4,859 7,645
400000 4,859 5,169
Standardized Residuals = 1,361
Cox-Snell Residuals = 1,361
Table of Percentiles
Turatia Standard 95,0% Normal CI
Percent rot/min Percentile Error Lower Upper 50 120000 9321,43 485,392 8417,01 10323,0
Table of Cumulative Failure Probabilities
Turatia 95,0% Normal CI Time rot/min Probability Lower Upper
10500 120000 0,997762 0,480895 1
După realizarea celor două încercări sa constatat că durata de viaţa a unui ax netitanat, ce
functionează în condiţii normale de lucru, este de 6281,44 ore şi pentru axul titanat este de 9321,43 ore.
CAPITOLUL VI
Concluzii și contribuții personale
6.1. Concluzii
Cercetarea bibliografică efectuată a evidențiat importanța acoperirilor metalice asupra durabilității.
Sunt prezentate metodele actuale de realizare a acoperirilor.
Pentru determinarea microstructurii și a corectitudinii depunerii stratului de titan pe suprafața lamei
s-a utilizat microscopul electronic QUANTA 200 3D (SEM/FIB – scanning electron microscope/ion beam
system).
Testul de impact perpendicular a fost aplicat cu succes pentru caracterizarea proprietăților de
oboseală a stratului depus. Adeziunea stratului de titan poate fi cuantificată și, în plus, uzura poate fi verificată
în condiții normale, la sarcini mai mari sau mai mici de încărcare cu privire la
oboseala stratului depus.
ANOVA este o formă specială de testare a ipotezelor statistice, intens folosită în analiza datelor
experimentale. În statistică testarea ipotezelor este o metodă de a lua decizii folosind date.
Un rezultat al testului (calcul dintre ipoteza nulă și probă) este denumit semnificativ statistic, dacă
se consideră ca puțin probabil ca acesta să fi avut loc întâmplător, deci presupunând ipoteza nulă ca fiind
adevărată. Un rezultat semnificativ statistic când probabilitatea (p-value) este mai mică decât un prag (denumit
nivel de semnificație) justifică respingerea ipotezei nule.
A fost realizată operația de titanare a pieselor supuse experimentării, fiind prezentată succesiunea
operațiilor efectuate. S-a organizat un experiment full factorial. A fost folosit un model redus de tipul ¼
factorial, reducând astfel numărul experimentelor la 32.
Fiecare experiment a fost executat în ordinea aleatoare a planului experimental. După titanizarea
epruvetelor, în aceleași condiții, s-a măsurat aderența stratului titanizat. Rezultatele măsurătorilor au fost apoi
prelucrate statistic după metoda „Design of experiment ¼ full factorial”.
Cel mai bun coeficient de aderență s-a obținut pentru condițiile: tneof = +1 = 30 min, tapă = +1 =
15 min, taer cald = -1 = 300°C, taer cald = -1 = 5 min, în acest caz, coeficientul de aderență având valoarea
109,5.
A fost prezentat „Graficul rezidualelor pentru coeficientul de aderență” și „Graficul efectelor
principale”.
Din ultimul grafic se observă că cel mai bun coeficient de aderență se obține pentru:
• timpul de menținere în neofalină = 1, adică pentru 30 minute timp de spălare în neofalină; 181
• timp de spălare în apă distilată (puritate 0,1 max.) = 1, adică pentru 15 min timp de spălare în apă
distilată;
• temperatura aerului cald la uscarea cu aer cald = -1, adică pentru temperatura aerului cald la
uscarea cu aer cald de 300°C;
• timp de menținere la uscarea cu aer cald = -1, adică timp de menținere la uscarea cu aer cald = 5
min.

De asemenea, tot din acest grafic putem vedea cât este influența fiecărui parametru asupra
coeficientului de aderență. De exemplu scăderea temperaturii aerului cald de la 400°C la 300°C duce la o
creștere a coeficientului de aderență cu 10 puncte (de la 92 la 102).
Din graficul interacțiunilor de ordin 2 pentru coeficientul aderență a rezultat că paralelismul liniilor
ne indică absența interacțiunilor. Observăm că nu avem nici o interacțiune. Rezultă că au fost determinate cele
mai bune condiții de spălare-uscare pentru a obține aderența maximă a stratului de titan după depunere
Prin metoda testării ipotezelor, folosind diverse teste statistice (F-test, ANOVA) s-au determinat
parametrii critici ai procesului de titanizare. Pentru toți acești parametri s-au prelevat probe în cadrul
procesului de titanizare, probe în care acești parametri aveau diferite valori. Probele s-au analizat statistic și s-a
determinat dacă parametrii respectivi sunt sau nu importanți pentru procesul de titanizare. S-au măsurat
grosimea ṣi aderența stratului de titan.
Au fost determinați șapte parametri critici ai procesului. Ei au făcut obiectul unui experiment
separat în care se va determina exact influența fiecăruia asupra procesului de titanizare precum și interacțiunile
dintre ei.
Pe parcursul derulării testărilor s-au realizat o serie de verificări ale probelor etapizate. Acestea au
fost realizate cu Microscopul electronic QUANTA 200 3D după un atac cu ioni de galiu.
Conform buletinului de analiză emis probele finale, ale testului final rezultat după aplicarea
modelului matematic emis, au o duritate cuprinsă între 1212 și 1433 HV iar grosimea stratului depus este între
0,6 μm și 1,4 μm.
După realizarea operației de titanare, axele au fost supuse unei testări accelerate pe un stand de
încercări. În cadrul testărilor vor fi utilizate atât axe titanate cât și netitanate pentru a putea determina durata de
viață (durabilitatea sau MTTF) a celor două produse.
A fost conceput ṣi realizat un stand experimental pentru o mai bună punere în evidență a timpului
de defectare pentru cele două tipuri de axe.
Standul a fost realizat utilizând o turbosuflantă de supraalimentare KM Germany ASAM, produsă
sub licenţa Garrett, ce echipează autoturismul Dacia Logan 1.5 DCI.
S-a efectuat o testare asupra unui ax netitanizat la o turaţie de 20.000 rot/min până la scăderea
presiunii în instalaţie la 3,4 atm şi s-a constatat că uzura este de 0,063 mm.
După realizarea celor două încercări s-a constatat că durata de viaţa a unui ax netitanat, ce
functionează în condiţii normale de lucru, este de 6281,44 ore şi pentru axul titanat este de 9321,43 ore.
Bibliografie
1. Ralph B. D'Agostino (1986). "Tests for the Normal Distribution". In D'Agostino, R.B. and Stephens,
M.A. Goodness-of-Fit Techniques. New York: Marcel Dekker. ISBN 0-8247-7487-6.
2. Aijaz, A., Lundin, D., Larsson, P. şi Helmersson, U., "Dual-magnetron open field sputtering system for
sideways deposition of thin films," Surf. Coat. Technol., vol. 204, p. 2165, 2010.
3. AJA International, Inc., "Sources stiletto, http://www.ajaint.com " 2011.
4. AlacritasConsulting, "www.alacritas-consulting.com " 2011.
5. Aldrich, John (1997). "R.A. Fisher and the making of maximum likelihood 1912–1922". Statistical
Science 12 (3): 162–176. doi:10.1214/ss/1030037906
6. Anderson, T. W.; Darling, D. A. (1952). "Asymptotic theory of certain "goodness-of-fit" criteria based on
stochastic processes". Annals of Mathematical Statistics 23: 193–212. doi: 10. 1214/aoms/1177729437.
7. Anderson, T.W. and Darling, D.A. (1954). "A Test of Goodness-of-Fit". Journal of the American Statistical
Association 49: 765–769.
8. Anscombe, F. J. (1948). "The Validity of Comparative Experiments". Journal of the Royal Statistical
Society. Series A (General) 111 (3): 181-211. doi:10.2307/2984159 JSTOR 2984159. MR 30181.
9. Antonevici, A. şi colab., "Coated Conductors under Tensile Stress," Journal of Physics: Conference Series,
vol. 43, 2006.
10. Arendt, Wolfgang; Batty, Charles J.K.; Hieber, Matthias; Neubrander, Frank (2002), Vector-Valued
Laplace Transforms and Cauchy Problems, Birkhäuser Basel, ISBN 3-7643-6549-8.
11. Arendt, P. N., Foltyn, S. R., Civale, L., DePaula, R. F., Dowden, P. C., Groves, J. R., Holesinger, T. G.,
Jia, Q. X., Kreiskott, S., Stan, L., Usov, I., Wang, H. şi Coulter, J. Y., "High critical current YBCO cnoated
conductors based on IBAD MgO," Physica C: Superconductivity, vol. vol. 412-414, pp. pp. 795-800, 2004.
12. Astrand, M., Selinder, T. I. şi Sjostrand, M. E., "Deposition of Ti1−xAlxN using bipolar pulsed dual
magnetron sputtering," Surf. Coat. Technol., vol. 200, p. 625, 2005.
13. Axen, N., Botton, G. A., Lou, H. Q., Somekh, R. E. şi Hutchings, I. M., "Incorporation of nitrogen in
sputtered carbon films," Surface and Coatings Technology, vol. 81, p. 262, 1996.
14. Aytug, T., Kang, B. W., Cantoni, C., Specht, E. D., Paranthaman, M., Goyal, A. şi Christen, D. K.,
"Growth and characterization of conductive SrRuO3 and LaNiO3 multilayer on textured Ni tapes for high-Jc
YB2C3O7-δ coated conductors," J. Mater. Res, 2001.
57. Colan, H., Bicsak, E., Firanescu, M., chioreanu, D., Dobra, T. şi Candea, V., "Studiul metalelor,
Îndrumător de lucrări de laborator," Atelierul de multiplicare al Institutului politehnic Cluj-Napoca, 1988.
58. Corder; Foreman (2009) Nonparametric Statistics for Non-Statisticians: A Step-by-Step Approach, John
Wiley & Sons, ISBN 978-0-470-45461-9
59. Cox, David R. (1958). Planning of experiments. Reprinted as ISBN 978-0-471-57429-3
60. Cox, David R. & Reid, Nancy M. (2000). The theory of design of experiments. (Chapman &
Hall/CRC). ISBN 978-1-58488-195-7
61. Cox, D. R. (2006). Principles of statistical inference. Cambridge New York: Cambridge University
Press. ISBN 978-0-521-68567-2.

62. Crisan A., Munteanu S. I., Ciobanu I., : Optimization of the Chemical Composition of Cast Iron Used for
Casting Ball Bearing Grinding Disks, Tsinghua Science & Technology, Volume 13, April 2008, p. 164-169,
ISSN 1007-0214 CN 11-3745 / N.
63. Cullity, B. D., Elements of X-ray Diffraction, New York,1978.
64. Danisman, K., Danisman, S., Savas, S. şi Dalkiran, I., "Modelling of the hysteresis effect of target voltage
in reactive magnetron sputtering process by using neural networks," Surface & Coatings Technology, vol. 204,
pp. 610–614, 2009.
65. L. David, D. Biro, N. Kutasi, P. B. Barna, M. Berger: Adaptiv fuzzy-logic control in reactive magnetron
sputtering process for thin film deposition, Proceedings of the 3rd COST 516 Tribology Symposium, Eibar,
Spain, 18-19 May (2000), 155-162, (2000).
66. Davies, Brian (2002), Integral transforms and their applications (Third ed.), New York: Springer, ISBN 0-
387-95314-0.
67. Dawley, J. T., Siegal, M. P., Overmyer, D. L., Richardson, J. J. şi Voight, J. A., "Epitaxial solution
deposition of YBa2Cu3O7-δ coated conductors," Int. J. Appl. Ceram. Technol, vol. 2, pp. 24-32 2005.
68. Debajyoti, B., Arnab, G., Soumya, G. şi Soumitra, P., "Effect of target frequency, bias voltage and bias
frequency on microstructure and mechanical properties of pulsed DC CFUBM sputtered TiN coating," Surface
& Coatings Technology, vol. 204, pp. 3684– 3697, 2010.
69. Depla, D., Mahieu, S. şi Gryse, R. De, "Magnetron sputter deposition: linking discharge voltage with
target properties," Thin Solid Films, vol. 517, p. 2825, 2009.
70. Depla, D. şi Mahieu, S., "Reactive Sputter Deposition," Berlin: Springer, 2008.
71. Deville, J. P. şi Cornet, A., Physics et inginerie des surfaces: E.D.P. Science, 1998.
98. Frigg, R. and S. Hartmann, Models in Science, in: The Stanford Encyclopedia of Philosophy, (Spring
2006 Edition).
99. Frigg, Roman and Hartmann, Stephan (2006). Models in Science. In: Stanford Encyclopedia of
Phylosophy.
100. Alex Gaina, Details on Biography of Jerzy Neyman., Moldavian Journal of the physical Sciences, Vol. 2,
N.3-4, 2003
101. Gallistel. The Organization of Learning. 1990.
102. Galerie, A., Traitementes des surface en phase vapeur: Ed. Hermes Science Publication, 2002.
103. Gangopadhyay, S., Acharya, R., Chattopadhyay, A. K. şi Paul, S., "Effect of substrate bias voltage on
structural and mechanical properties of pulsed DC magnetron sputtered TiN–MoSx composite coatings,"
Vacuum, vol. 84, pp. 843–850, 2010.
104. Gâdea, S. şi Petrescu, M., Metalurgie fizică şi studiul metalelor vol. 3: Editura didactică şi pedagogică
Bucureşti, 1983.
105. Geisser, S.; Johnson, W.M. (2006) Modes of Parametric Statistical Inference, John Wiley & Sons, ISBN
978-0-471-66726-1
106. Gelman, Andrew (2005). "Analysis of variance? Why it is more important than ever". The Annals of
Statistics 33: 1–53. doi:10.1214/009053604000001048.

107. Gelman, Andrew (2008). "Variance, analysis of". The new Palgrave dictionary of economics (2nd ed.).
Basingstoke, Hampshire New York: Palgrave Macmillan. ISBN 978-0-333-78676-5.
108. Gershenfeld, N. (1998) The Nature of Mathematical Modeling, Cambridge University Press ISBN 0-521-
57095-6 .
109. Gómez, A. G., Recco, A. A. C., Lima, N. B., Martinez, L. G., Tschiptschin, A. P. şi Souza, R. M.,
"Residual stresses in titanium nitride thin films obtained with step variation of substrate bias voltage during
deposition," Surface & Coatings Technology, vol. 204, pp. 3228–3233, 2010.
110. Goodhew, P. J. şi Humphreys, F. J., Electron Microscopy and Analysis vol. Second Edition. London:
Taylor & Francis, 1988.
111. Gözel, O. F., "The growth of patterned ceramics thin films from polymeric precursor solutions," PhD.
Thesis, Universitatea din Groninger, Olanda 2002.
112. Groves, J. R., Arendt, P. N., Foltyn, S. R., DePaula, R. F., Wang, C. P. şi Hammond, R. H., "Ion-beam
assisted deposition of biaxially aligned MgO template films for YBCO coated conductors," IEEE Transactions
on applied superconductivity, vol. 9, p. 1964, 1999.
113. Griffiths, E. C. (2010) What is a model?
279. Yu, L. S., Harper, J. M. E., Cuomo, J. J. şi Smith, D. A., "Alignment of Thin-Films by Glancing Angle
Ion-Bombardment During Deposition," Appl. Phys. Lett., vol. 47, p. 932, 1985.
280. Yusupov, M., Bultinck, E., Depla, D. şi Bogaerts, A., "Behavior of electrons in a dualmagnetron sputter
deposition system: a Monte Carlo model," 2011, vol. 13, 2011.
281. Wang, M., Beasley, M. R., Geballe, T. H. şi Hammond, R. H., "Deposition of in-plane textured MgO on
amorphous Si3N4 substrates by ion-beam-assisted deposition and comparisons with ion-beam-assisted
deposited yttria-stabilized-zirconia," Appl. Phys. Lett., vol. 71, p. 2955, 1997.
282. Wang, M., Miyake, S. şi Saito, T., "Nanoindentation and nanowear of extremely thin protective layers of
C–N and B–C–N," Tribology Int., vol. 38, pp. 657–664, 2005.
283. Wasa, K. şi Hayakawa, S., Handbook of Sputter Deposition Technology New York: Noyes Publications,
1992.
284. Weissmantel, C., Applications of ion beams for the preparation of thin films. Madrid, Spain: Proc. IX
IVC-VICES, 1983.
285. West, A. R., Basic Solid State Chemistry. New York, 1996.
286. IQ Whishaw, DJ Hines, DG Wallace - Dead reckoning (path integration) requires the hippocampal
formation: evidence from spontaneous exploration and spatial learning tasks in light (allothetic) and dark
(idiothetic) tests, Behavioural Brain Research 127 (2001) 49 – 69
287. Wiemer, C., Levy, F. şi Messier, R., "Langmuir probe evaluation of ion bombardment during Ti-N
growth by unbalanced magnetron sputtering," Thin Solid Films, vol. 281- 282, p. 52, 1996.
288. Wilkinson, Leland (1999). "Statistical Methods in Psychology Journals; Guidelines and
Explanations". American Psychologist 54 (8): 594–604.
289. Wichura, Michael J. (2006). The coordinate-free approach to linear models. Cambridge Series in
Statistical and Probabilistic Mathematics. Cambridge: Cambridge University Press. pp. xiv+199. ISBN 978-0-
521-86842-6, ISBN 0-521-86842-4. MR 2283455

290. Winkler, Robert L.; Hays, William L. (1975). Statistics: Probability, Inference, and Decision (2nd ed.).
New York: Holt, Rinehart and Winston. p. 761.
64. 291. Wolfowitz, J. (1942) Annals of Mathematical Statistics, XIII, p. 264 (1942)
292. Williams, D. B. şi Carter, C. B., Transmission Electron Microscopy: Basics, Plenum Press, New York,
1996.
293. Window, B. şi Savvides, N., "Charged particle fluxes from planar magnetron sputter sources," J. Vac. Sci.
Technol., vol. 4, pp. 196–202, 1986.