Certificarea personalului sudor în conformitate cu noul ... · 114 Sudarea cu arc electric cu...
19
tima12, ISIM Timişoara ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în fabricația de structuri sudate 1 Certificarea personalului sudor în conformitate cu noul standard EN 287-1:2011 Comparaţii cu vechiul standard EN 287- 1:2004 / A2:2005 GAŞPAR AUREL GHENIE MONICA Calificarea sudorilor conform DIN EN 287-1 Principiul acestui standard este că încercarea de calificare, califică sudorul nu numai pentru condiţiile utilizate la încercare, dar şi pentru toate îmbinările care sunt considerate mai uşor de executat, presupunând că sudorul a primit o instruire specifică sau are o practică industrială în cadrul domeniul de calificare. Încercarea de calificare se poate utiliza pentru a califica o procedură de sudare şi un sudor, sub rezerva ca toate condiţiile respective să fie satisfăcute. Standardul EN 287–1:2011 înlocuieşte standardul EN 287– 1:2004/A2:2006.
Transcript of Certificarea personalului sudor în conformitate cu noul ... · 114 Sudarea cu arc electric cu...
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 1
Certificarea personalului sudor în conformitate cu noul standard EN 287-1:2011
Comparaţii cu vechiul standard EN 287-1:2004 / A2:2005
GAŞPAR AUREL
GHENIE MONICA
Calificarea sudorilor conform DIN EN 287-1
� Principiul acestui standard este că încercarea de calificare, califică sudorul nu numai pentru condiţiile utilizate la încercare, dar şi pentru toate îmbinările care sunt considerate mai uşor de executat, presupunând că sudorul a primit o instruire specifică sau are o practică industrială în cadrul domeniul de calificare.
� Încercarea de calificare se poate utiliza pentru a califica o procedură de sudare şi un sudor, sub rezerva ca toate condiţiile respective să fie satisfăcute.
� Standardul EN 287–1:2011 înlocuieşte standardul EN 287–1:2004/A2:2006.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 2
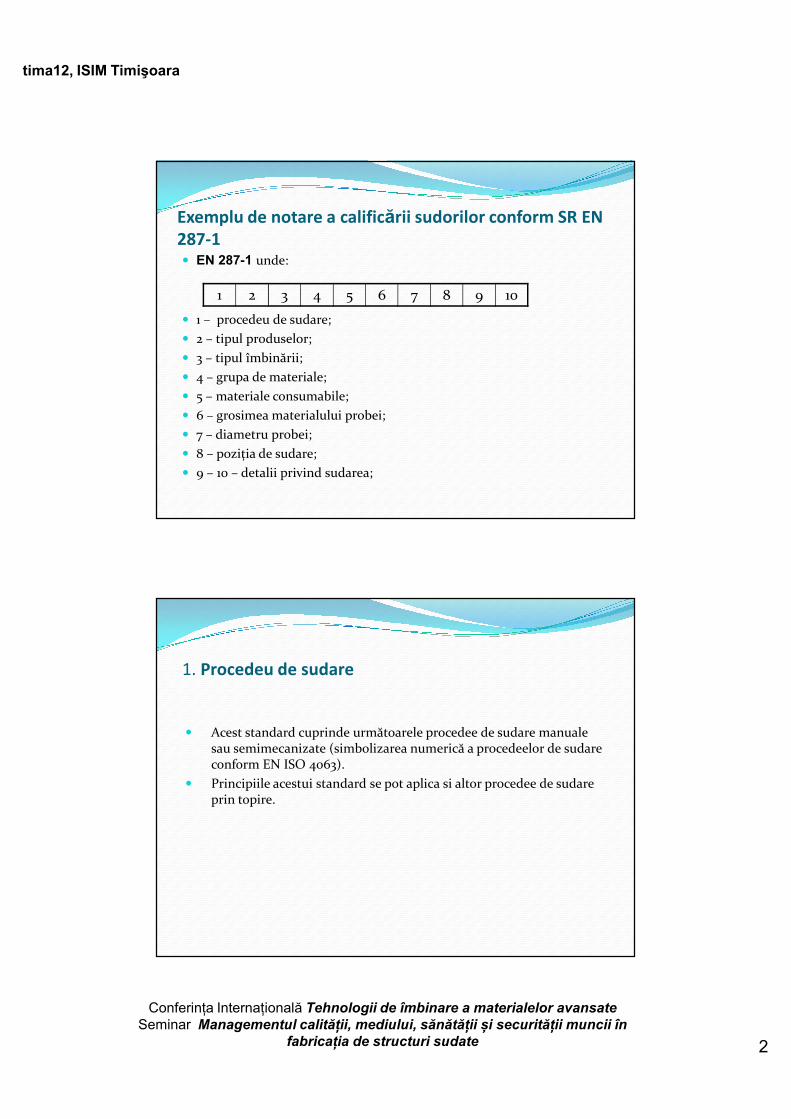
Exemplu de notare a calificării sudorilor conform SR EN
287-1� EN 287-1 unde:
� 1 – procedeu de sudare;
� 2 – tipul produselor;
� 3 – tipul îmbinării;
� 4 – grupa de materiale;
� 5 – materiale consumabile;
� 6 – grosimea materialului probei;
� 7 – diametru probei;
� 8 – poziţia de sudare;
� 9 – 10 – detalii privind sudarea;
1 2 3 4 5 6 7 8 9 10
1. Procedeu de sudare
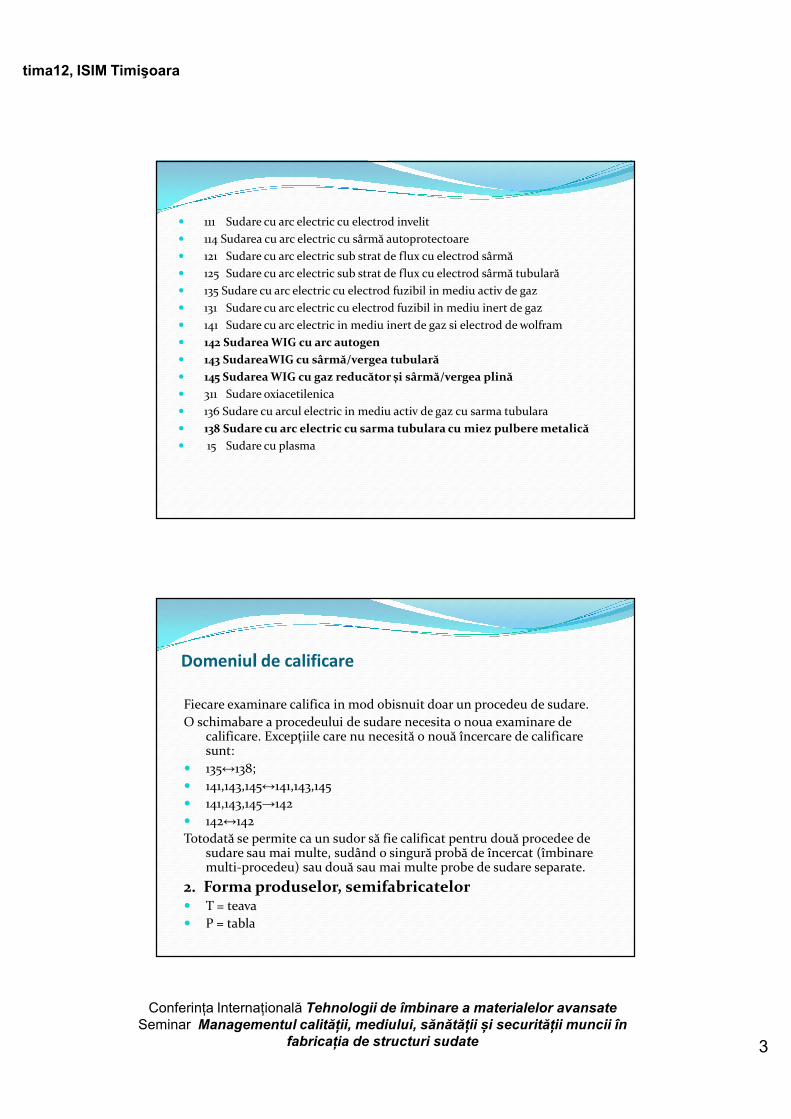
� Acest standard cuprinde următoarele procedee de sudare manuale sau semimecanizate (simbolizarea numerică a procedeelor de sudare conform EN ISO 4063).
� Principiile acestui standard se pot aplica si altor procedee de sudare prin topire.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 3
� 111 Sudare cu arc electric cu electrod invelit
� 114 Sudarea cu arc electric cu sârmă autoprotectoare
� 121 Sudare cu arc electric sub strat de flux cu electrod sârmă
� 125 Sudare cu arc electric sub strat de flux cu electrod sârmă tubulară
� 135 Sudare cu arc electric cu electrod fuzibil in mediu activ de gaz
� 131 Sudare cu arc electric cu electrod fuzibil in mediu inert de gaz
� 141 Sudare cu arc electric in mediu inert de gaz si electrod de wolfram
� 142 Sudarea WIG cu arc autogen
� 143 SudareaWIG cu sârmă/vergea tubulară
� 145 Sudarea WIG cu gaz reducător şi sârmă/vergea plină
� 311 Sudare oxiacetilenica
� 136 Sudare cu arcul electric in mediu activ de gaz cu sarma tubulara
� 138 Sudare cu arc electric cu sarma tubulara cu miez pulbere metalică
� 15 Sudare cu plasma
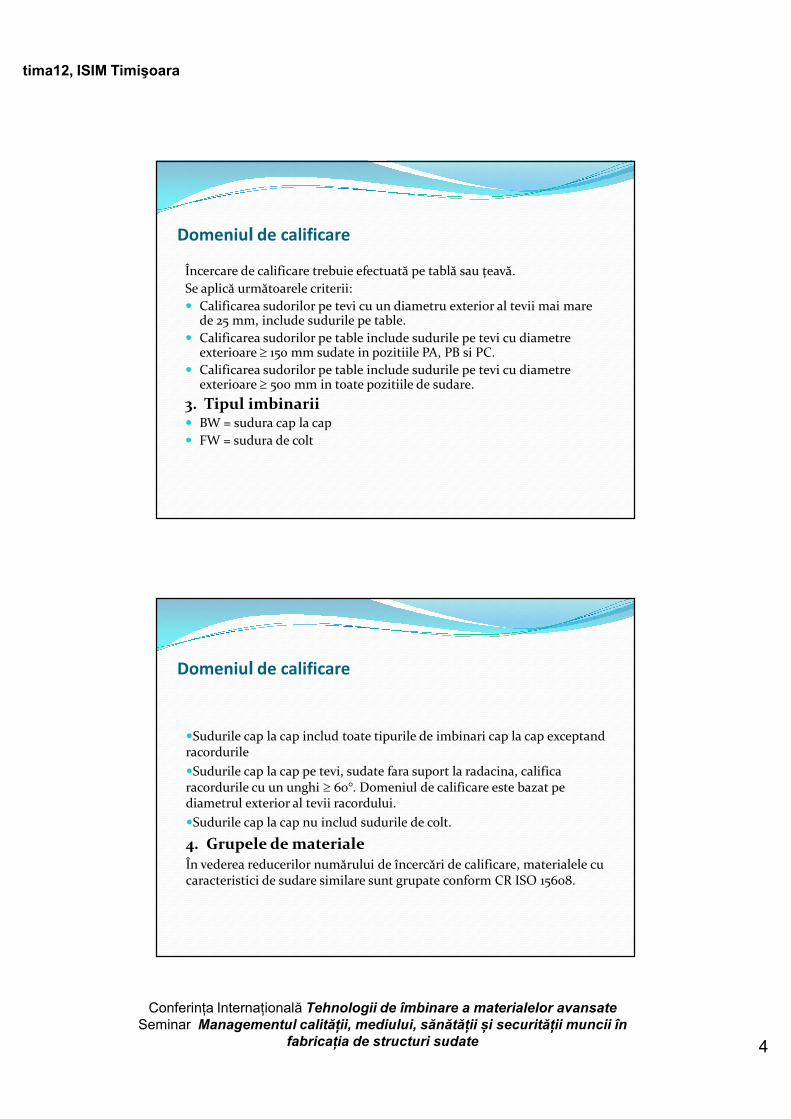
Domeniul de calificare
Fiecare examinare califica in mod obisnuit doar un procedeu de sudare. O schimabare a procedeului de sudare necesita o noua examinare de
calificare. Excepţiile care nu necesită o nouă încercare de calificare sunt:
� 135↔138;� 141,143,145↔141,143,145� 141,143,145→142� 142↔142Totodată se permite ca un sudor să fie calificat pentru două procedee de
sudare sau mai multe, sudând o singură probă de încercat (îmbinare multi-procedeu) sau două sau mai multe probe de sudare separate.
2. Forma produselor, semifabricatelor� T = teava� P = tabla
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 4
Domeniul de calificare
Încercare de calificare trebuie efectuată pe tablă sau ţeavă. Se aplică următoarele criterii:� Calificarea sudorilor pe tevi cu un diametru exterior al tevii mai mare
de 25 mm, include sudurile pe table.� Calificarea sudorilor pe table include sudurile pe tevi cu diametre
exterioare ≥ 150 mm sudate in pozitiile PA, PB si PC.� Calificarea sudorilor pe table include sudurile pe tevi cu diametre
exterioare ≥ 500 mm in toate pozitiile de sudare.
3. Tipul imbinarii� BW = sudura cap la cap� FW = sudura de colt
Domeniul de calificare
�Sudurile cap la cap includ toate tipurile de imbinari cap la cap exceptand racordurile
�Sudurile cap la cap pe tevi, sudate fara suport la radacina, califica racordurile cu un unghi ≥ 60°. Domeniul de calificare este bazat pe diametrul exterior al tevii racordului.
�Sudurile cap la cap nu includ sudurile de colt.
4. Grupele de materialeÎn vederea reducerilor numărului de încercări de calificare, materialele cu caracteristici de sudare similare sunt grupate conform CR ISO 15608.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 5
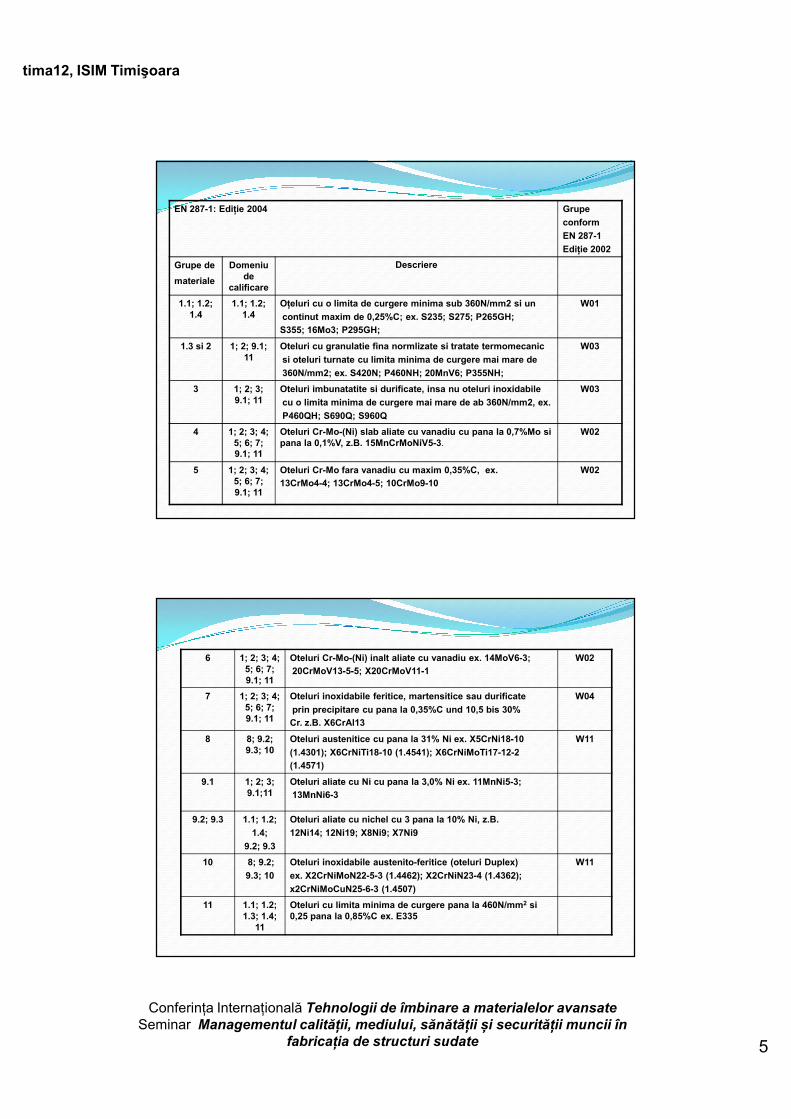
EN 287-1: EdiŃie 2004 GrupeconformEN 287-1EdiŃie 2002
Grupe de
materiale
Domeniu de
calificare
Descriere
1.1; 1.2; 1.4
1.1; 1.2; 1.4
OŃeluri cu o limita de curgere minima sub 360N/mm2 si uncontinut maxim de 0,25%C; ex. S235; S275; P265GH; S355; 16Mo3; P295GH;
W01
1.3 si 2 1; 2; 9.1; 11
Oteluri cu granulatie fina normlizate si tratate termomecanicsi oteluri turnate cu limita minima de curgere mai mare de360N/mm2; ex. S420N; P460NH; 20MnV6; P355NH;
W03
3 1; 2; 3; 9.1; 11
Oteluri imbunatatite si durificate, insa nu oteluri inoxidabilecu o limita minima de curgere mai mare de ab 360N/mm2, ex.P460QH; S690Q; S960Q
W03
4 1; 2; 3; 4; 5; 6; 7; 9.1; 11
Oteluri Cr-Mo-(Ni) slab aliate cu vanadiu cu pana la 0,7%Mo si pana la 0,1%V, z.B. 15MnCrMoNiV5-3.
W02
5 1; 2; 3; 4; 5; 6; 7; 9.1; 11
Oteluri Cr-Mo fara vanadiu cu maxim 0,35%C, ex.13CrMo4-4; 13CrMo4-5; 10CrMo9-10
W02
6 1; 2; 3; 4; 5; 6; 7; 9.1; 11
Oteluri Cr-Mo-(Ni) inalt aliate cu vanadiu ex. 14MoV6-3;20CrMoV13-5-5; X20CrMoV11-1
W02
7 1; 2; 3; 4; 5; 6; 7; 9.1; 11
Oteluri inoxidabile feritice, martensitice sau durificateprin precipitare cu pana la 0,35%C und 10,5 bis 30% Cr. z.B. X6CrAl13
W04
8 8; 9.2; 9.3; 10
Oteluri austenitice cu pana la 31% Ni ex. X5CrNi18-10 (1.4301); X6CrNiTi18-10 (1.4541); X6CrNiMoTi17-12-2 (1.4571)
W11
9.1 1; 2; 3; 9.1;11
Oteluri aliate cu Ni cu pana la 3,0% Ni ex. 11MnNi5-3;13MnNi6-3
9.2; 9.3 1.1; 1.2; 1.4;
9.2; 9.3
Oteluri aliate cu nichel cu 3 pana la 10% Ni, z.B.12Ni14; 12Ni19; X8Ni9; X7Ni9
10 8; 9.2; 9.3; 10
Oteluri inoxidabile austenito-feritice (oteluri Duplex)ex. X2CrNiMoN22-5-3 (1.4462); X2CrNiN23-4 (1.4362);x2CrNiMoCuN25-6-3 (1.4507)
W11
11 1.1; 1.2; 1.3; 1.4;
11
Oteluri cu limita minima de curgere pana la 460N/mm2 si 0,25 pana la 0,85%C ex. E335
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 6
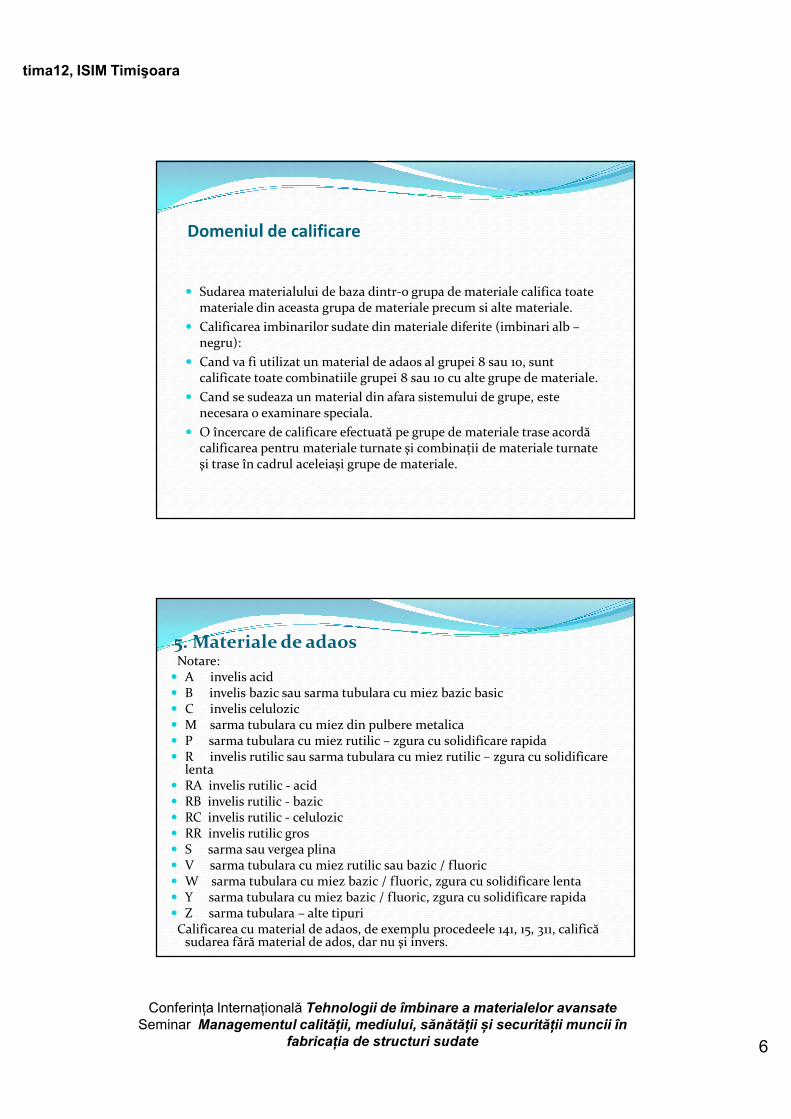
Domeniul de calificare
� Sudarea materialului de baza dintr-o grupa de materiale califica toate materiale din aceasta grupa de materiale precum si alte materiale.
� Calificarea imbinarilor sudate din materiale diferite (imbinari alb –negru):
� Cand va fi utilizat un material de adaos al grupei 8 sau 10, sunt calificate toate combinatiile grupei 8 sau 10 cu alte grupe de materiale.
� Cand se sudeaza un material din afara sistemului de grupe, este necesara o examinare speciala.
� O încercare de calificare efectuată pe grupe de materiale trase acordă calificarea pentru materiale turnate şi combinaţii de materiale turnate şi trase în cadrul aceleiaşi grupe de materiale.
5. Materiale de adaosNotare:
� A invelis acid� B invelis bazic sau sarma tubulara cu miez bazic basic� C invelis celulozic� M sarma tubulara cu miez din pulbere metalica� P sarma tubulara cu miez rutilic – zgura cu solidificare rapida � R invelis rutilic sau sarma tubulara cu miez rutilic – zgura cu solidificare
lenta� RA invelis rutilic - acid� RB invelis rutilic - bazic� RC invelis rutilic - celulozic� RR invelis rutilic gros� S sarma sau vergea plina� V sarma tubulara cu miez rutilic sau bazic / fluoric� W sarma tubulara cu miez bazic / fluoric, zgura cu solidificare lenta� Y sarma tubulara cu miez bazic / fluoric, zgura cu solidificare rapida� Z sarma tubulara – alte tipuriCalificarea cu material de adaos, de exemplu procedeele 141, 15, 311, califică
sudarea fără material de ados, dar nu şi invers.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 7
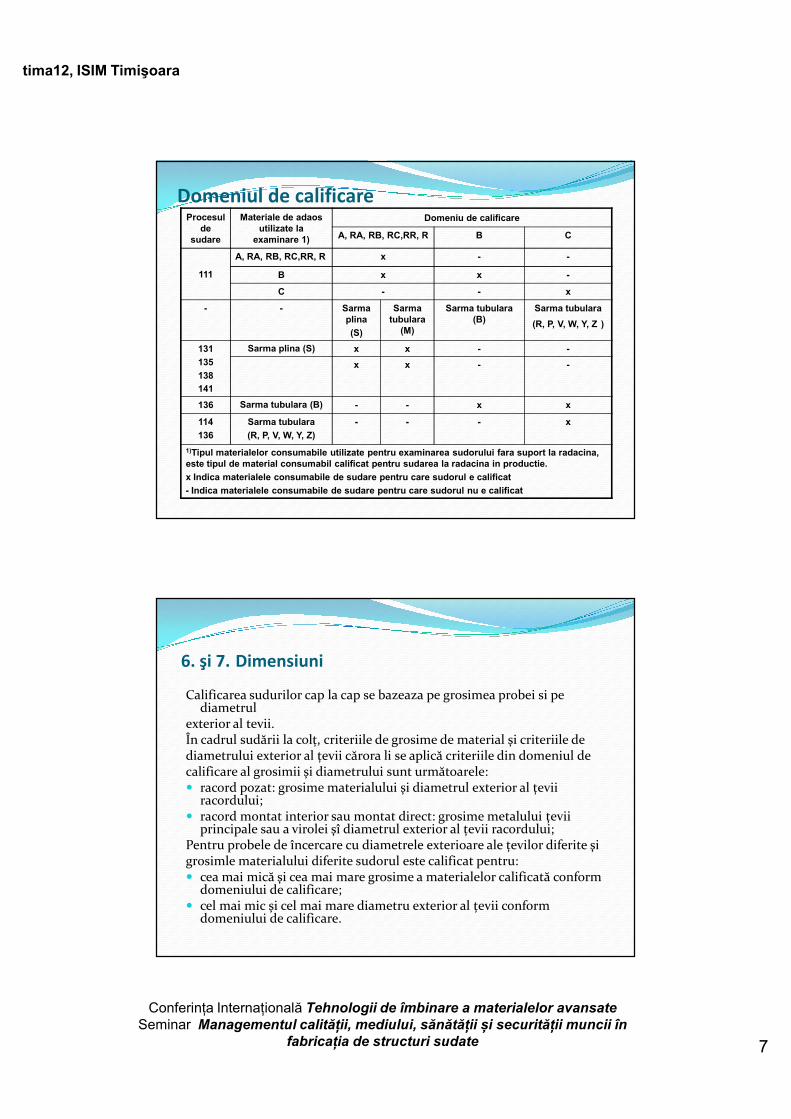
Domeniul de calificareProcesul
de sudare
Materiale de adaos utilizate la
examinare 1)
Domeniu de calificare
A, RA, RB, RC,RR, R B C
111
A, RA, RB, RC,RR, R x - -
B x x -
C - - x
- - Sarma plina (S)
Sarma tubulara
(M)
Sarma tubulara (B)
Sarma tubulara
(R, P, V, W, Y, Z )
131135138141
Sarma plina (S) x x - -
x x - -
136 Sarma tubulara (B) - - x x
114136
Sarma tubulara(R, P, V, W, Y, Z)
- - - x
1)Tipul materialelor consumabile utilizate pentru examinarea sudorului fara suport la radacina, este tipul de material consumabil calificat pentru sudarea la radacina in productie.x Indica materialele consumabile de sudare pentru care sudorul e calificat- Indica materialele consumabile de sudare pentru care sudorul nu e calificat
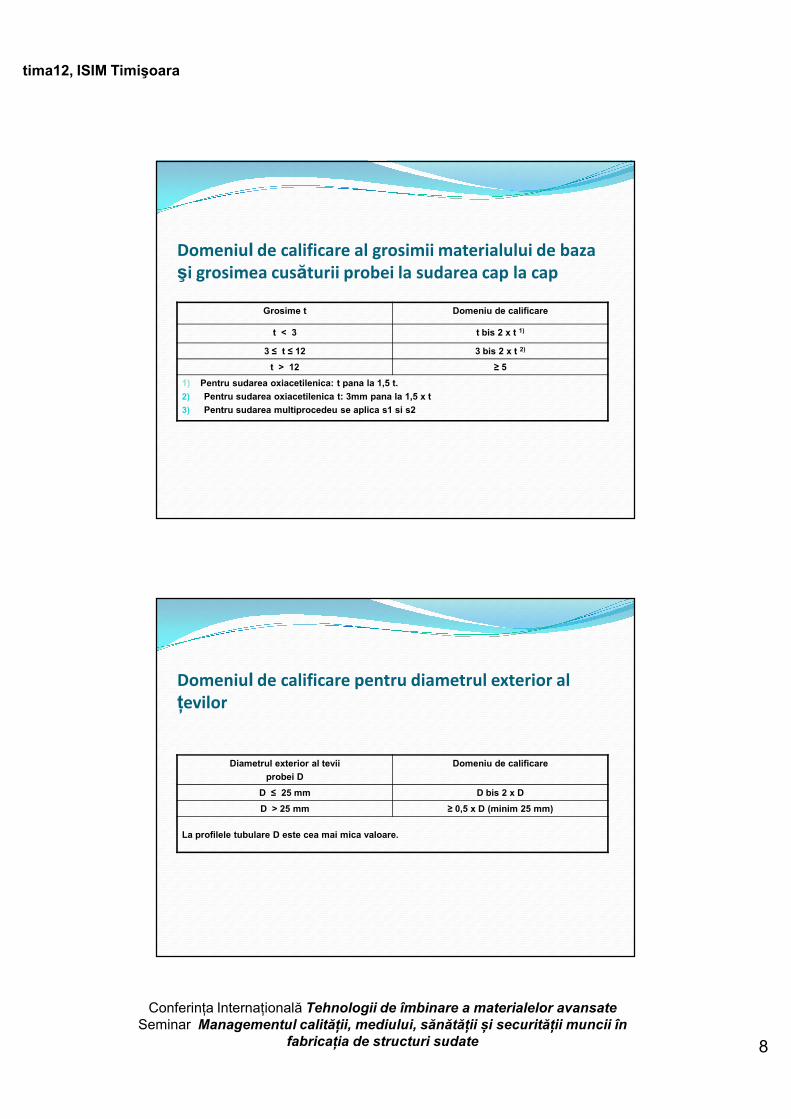
6. şi 7. Dimensiuni
Calificarea sudurilor cap la cap se bazeaza pe grosimea probei si pe diametrul
exterior al tevii.În cadrul sudării la colţ, criteriile de grosime de material şi criteriile de diametrului exterior al ţevii cărora li se aplică criteriile din domeniul de calificare al grosimii şi diametrului sunt următoarele:� racord pozat: grosime materialului şi diametrul exterior al ţevii
racordului;� racord montat interior sau montat direct: grosime metalului ţevii
principale sau a virolei şî diametrul exterior al ţevii racordului;Pentru probele de încercare cu diametrele exterioare ale ţevilor diferite şi grosimle materialului diferite sudorul este calificat pentru:� cea mai mică şi cea mai mare grosime a materialelor calificată conform
domeniului de calificare;� cel mai mic şi cel mai mare diametru exterior al ţevii conform
domeniului de calificare.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 8
Domeniul de calificare al grosimii materialului de baza
şi grosimea cusăturii probei la sudarea cap la cap
Grosime t Domeniu de calificare
t < 3 t bis 2 x t 1)
3 ≤ t ≤ 12 3 bis 2 x t 2)
t > 12 ≥ 5
1) Pentru sudarea oxiacetilenica: t pana la 1,5 t.2) Pentru sudarea oxiacetilenica t: 3mm pana la 1,5 x t3) Pentru sudarea multiprocedeu se aplica s1 si s2
Domeniul de calificare pentru diametrul exterior al
Ńevilor
Diametrul exterior al tevii probei D
Domeniu de calificare
D ≤ 25 mm D bis 2 x D
D > 25 mm ≥ 0,5 x D (minim 25 mm)
La profilele tubulare D este cea mai mica valoare.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 9
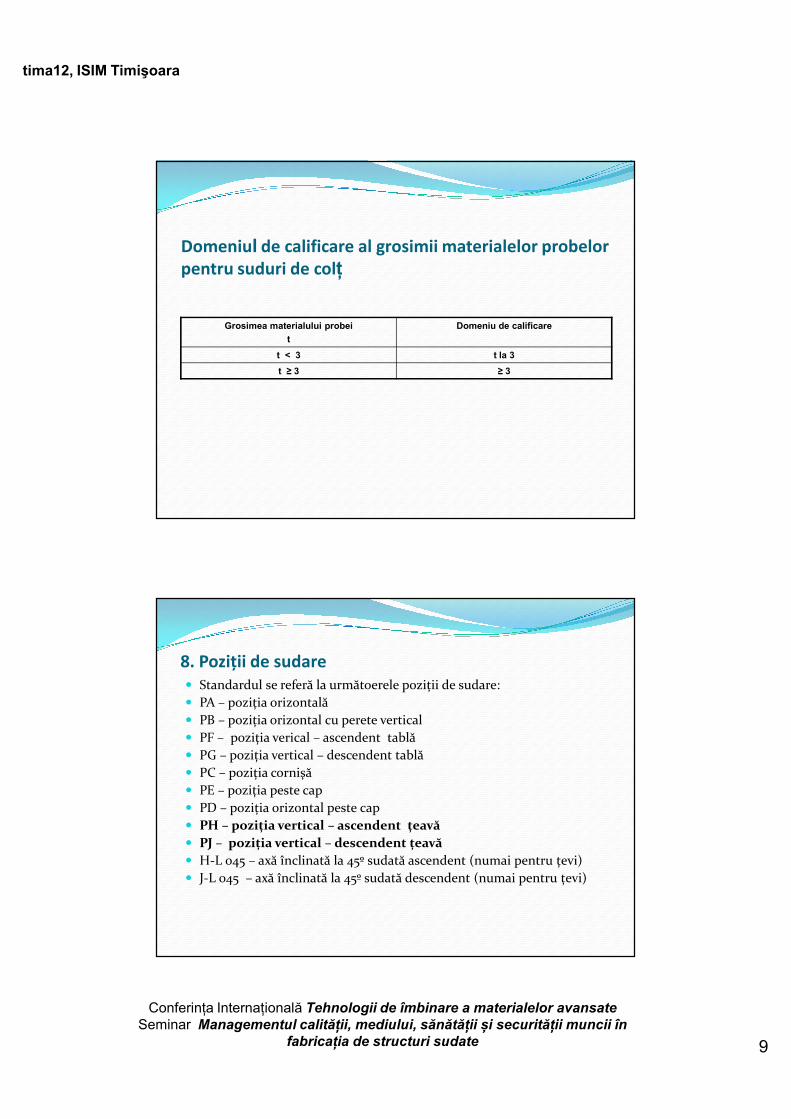
Domeniul de calificare al grosimii materialelor probelor
pentru suduri de colŃ
Grosimea materialului probeit
Domeniu de calificare
t < 3 t la 3
t ≥ 3 ≥ 3
8. Poziţii de sudare
� Standardul se referă la următoerele poziţii de sudare:� PA – poziţia orizontală� PB – poziţia orizontal cu perete vertical� PF – poziţia verical – ascendent tablă� PG – poziţia vertical – descendent tablă� PC – poziţia cornişă� PE – poziţia peste cap� PD – poziţia orizontal peste cap� PH – poziţia vertical – ascendent ţeavă� PJ – poziţia vertical – descendent ţeavă� H-L 045 – axă înclinată la 45º sudată ascendent (numai pentru ţevi)� J-L 045 – axă înclinată la 45º sudată descendent (numai pentru ţevi)
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 10
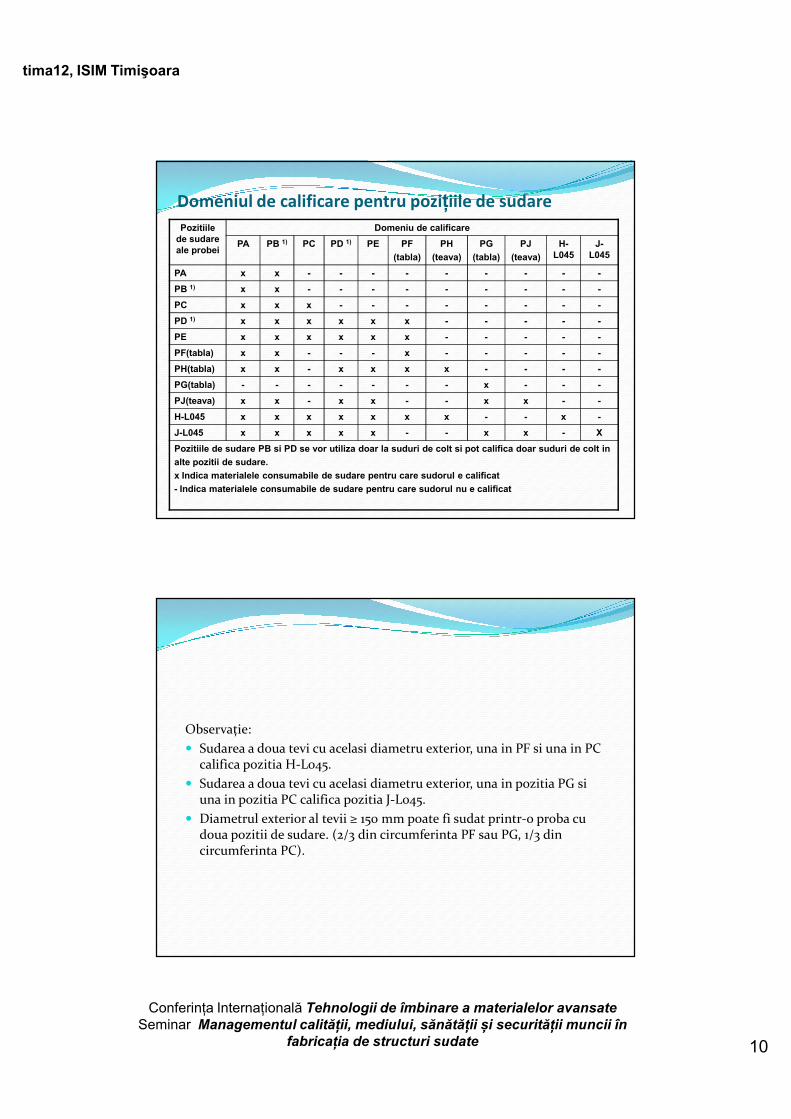
Domeniul de calificare pentru poziŃiile de sudare
Pozitiile de sudare ale probei
Domeniu de calificare
PA PB 1) PC PD 1) PE PF(tabla)
PH(teava)
PG(tabla)
PJ(teava)
H-L045
J-L045
PA x x - - - - - - - - -
PB 1) x x - - - - - - - - -
PC x x x - - - - - - - -
PD 1) x x x x x x - - - - -
PE x x x x x x - - - - -
PF(tabla) x x - - - x - - - - -
PH(tabla) x x - x x x x - - - -
PG(tabla) - - - - - - - x - - -
PJ(teava) x x - x x - - x x - -
H-L045 x x x x x x x - - x -
J-L045 x x x x x - - x x - X
Pozitiile de sudare PB si PD se vor utiliza doar la suduri de colt si pot califica doar suduri de colt inalte pozitii de sudare.x Indica materialele consumabile de sudare pentru care sudorul e calificat- Indica materialele consumabile de sudare pentru care sudorul nu e calificat
Observaţie:
� Sudarea a doua tevi cu acelasi diametru exterior, una in PF si una in PC califica pozitia H-L045.
� Sudarea a doua tevi cu acelasi diametru exterior, una in pozitia PG si una in pozitia PC califica pozitia J-L045.
� Diametrul exterior al tevii ≥ 150 mm poate fi sudat printr-o proba cu doua pozitii de sudare. (2/3 din circumferinta PF sau PG, 1/3 din circumferinta PC).
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 11
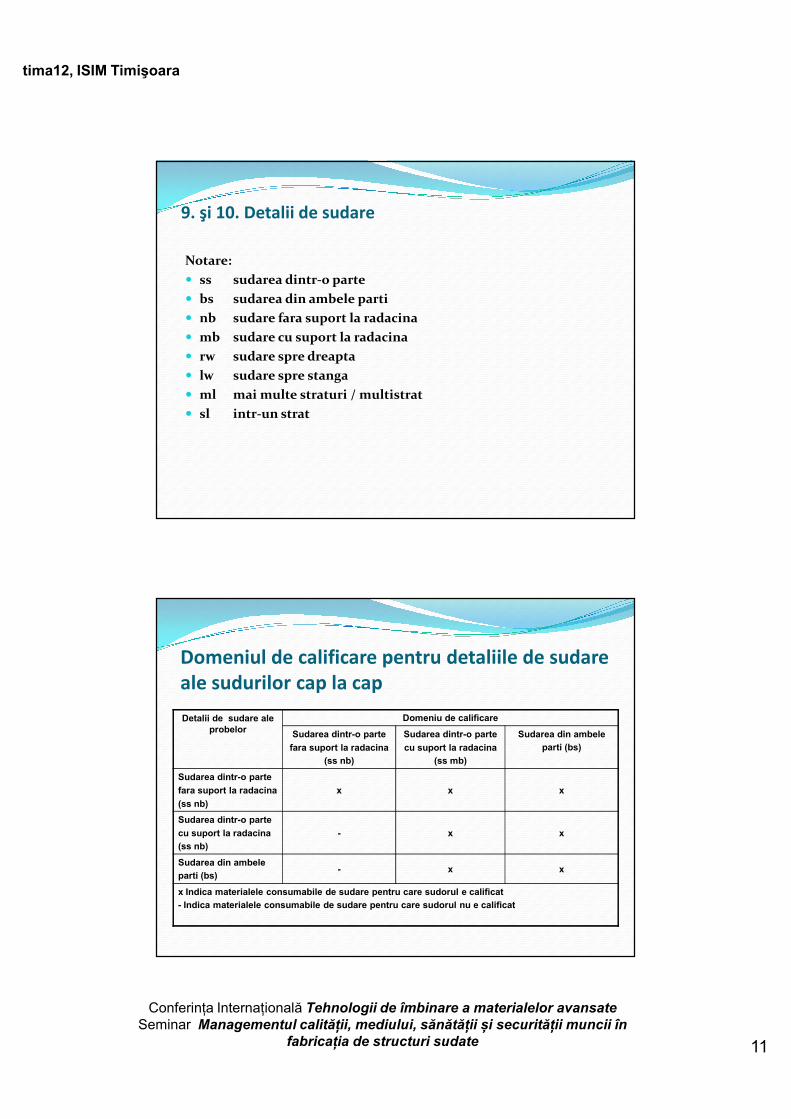
9. şi 10. Detalii de sudare
Notare:
� ss sudarea dintr-o parte
� bs sudarea din ambele parti
� nb sudare fara suport la radacina
� mb sudare cu suport la radacina
� rw sudare spre dreapta
� lw sudare spre stanga
� ml mai multe straturi / multistrat
� sl intr-un strat
Domeniul de calificare pentru detaliile de sudare
ale sudurilor cap la cap
Detalii de sudare ale probelor
Domeniu de calificare
Sudarea dintr-o partefara suport la radacina
(ss nb)
Sudarea dintr-o partecu suport la radacina
(ss mb)
Sudarea din ambeleparti (bs)
Sudarea dintr-o partefara suport la radacina(ss nb)
x x x
Sudarea dintr-o partecu suport la radacina(ss nb)
- x x
Sudarea din ambeleparti (bs)
- x x
x Indica materialele consumabile de sudare pentru care sudorul e calificat- Indica materialele consumabile de sudare pentru care sudorul nu e calificat
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 12
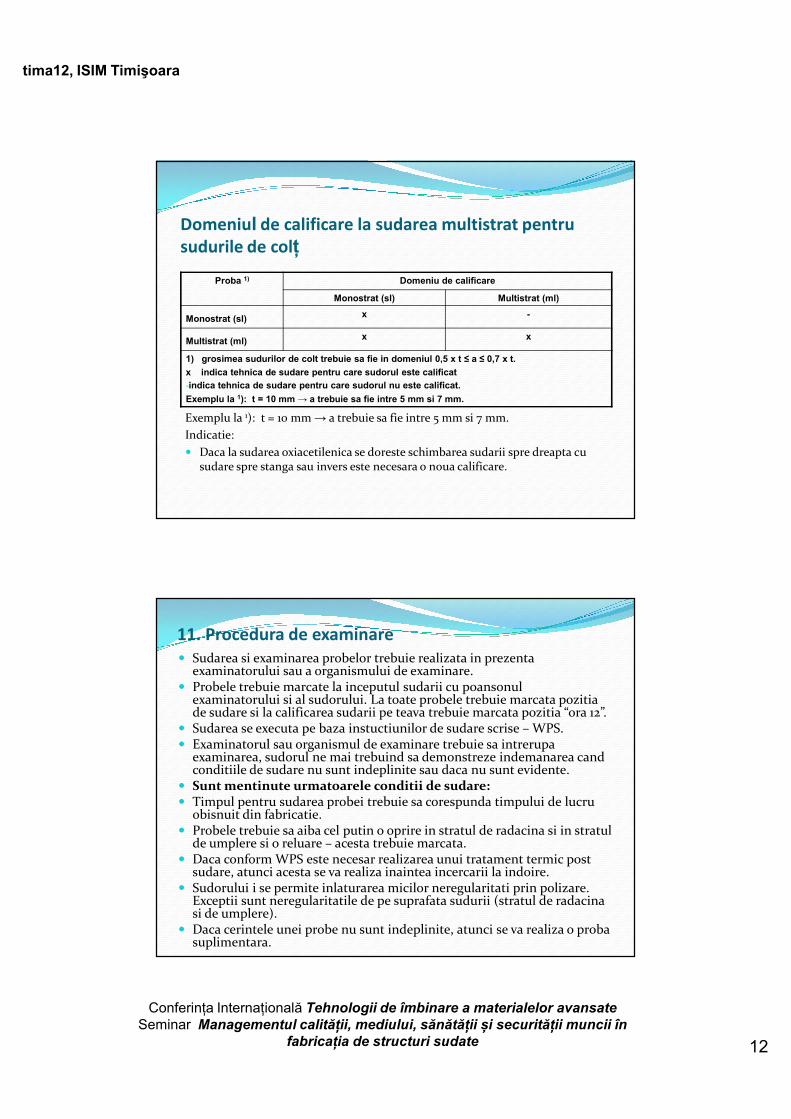
Domeniul de calificare la sudarea multistrat pentru
sudurile de colŃ
Proba 1) Domeniu de calificare
Monostrat (sl) Multistrat (ml)
Monostrat (sl) x -
Multistrat (ml) x x
1) grosimea sudurilor de colt trebuie sa fie in domeniul 0,5 x t ≤ a ≤ 0,7 x t.x indica tehnica de sudare pentru care sudorul este calificat-indica tehnica de sudare pentru care sudorul nu este calificat.Exemplu la 1): t = 10 mm → a trebuie sa fie intre 5 mm si 7 mm.
Exemplu la 1): t = 10 mm → a trebuie sa fie intre 5 mm si 7 mm.
Indicatie:
� Daca la sudarea oxiacetilenica se doreste schimbarea sudarii spre dreapta cu sudare spre stanga sau invers este necesara o noua calificare.
11. Procedura de examinare
� Sudarea si examinarea probelor trebuie realizata in prezenta examinatorului sau a organismului de examinare.
� Probele trebuie marcate la inceputul sudarii cu poansonul examinatorului si al sudorului. La toate probele trebuie marcata pozitia de sudare si la calificarea sudarii pe teava trebuie marcata pozitia “ora 12”.
� Sudarea se executa pe baza instuctiunilor de sudare scrise – WPS.� Examinatorul sau organismul de examinare trebuie sa intrerupa
examinarea, sudorul ne mai trebuind sa demonstreze indemanarea cand conditiile de sudare nu sunt indeplinite sau daca nu sunt evidente.
� Sunt mentinute urmatoarele conditii de sudare:� Timpul pentru sudarea probei trebuie sa corespunda timpului de lucru
obisnuit din fabricatie.� Probele trebuie sa aiba cel putin o oprire in stratul de radacina si in stratul
de umplere si o reluare – acesta trebuie marcata.� Daca conform WPS este necesar realizarea unui tratament termic post
sudare, atunci acesta se va realiza inaintea incercarii la indoire.� Sudorului i se permite inlaturarea micilor neregularitati prin polizare.
Exceptii sunt neregularitatile de pe suprafata sudurii (stratul de radacina si de umplere).
� Daca cerintele unei probe nu sunt indeplinite, atunci se va realiza o proba suplimentara.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 13
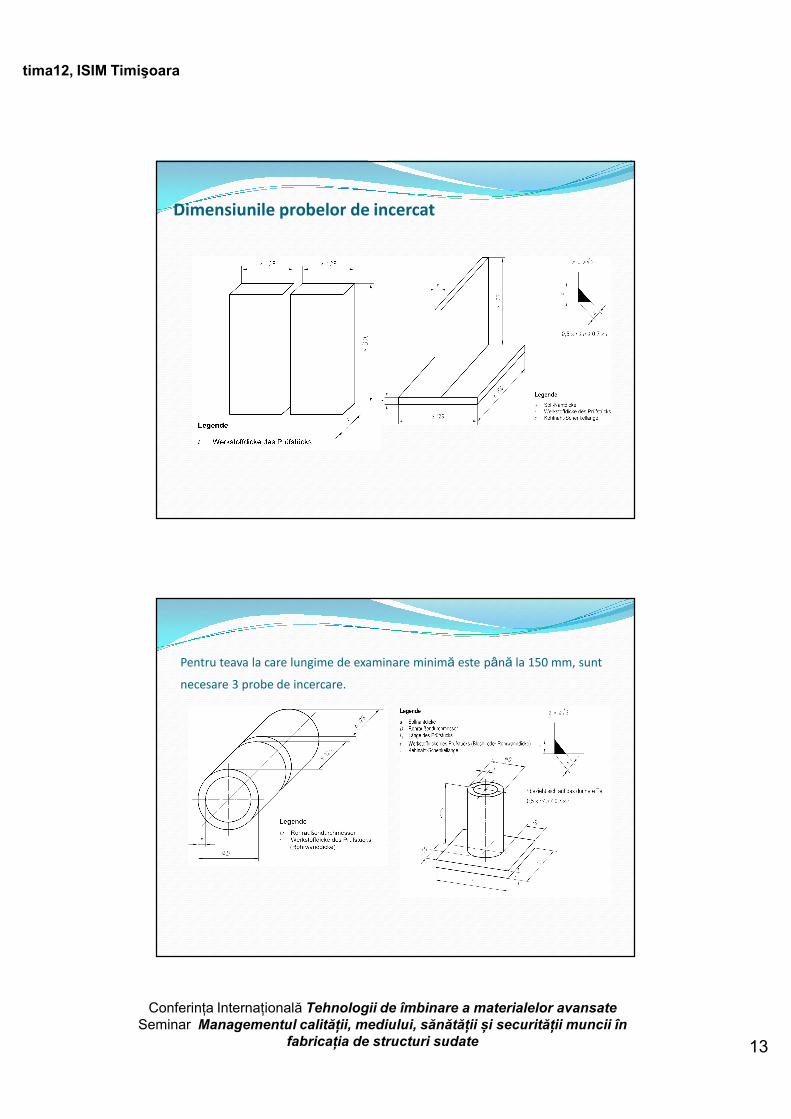
Dimensiunile probelor de incercat
Pentru teava la care lungime de examinare minimă este până la 150 mm, sunt
necesare 3 probe de incercare.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 14
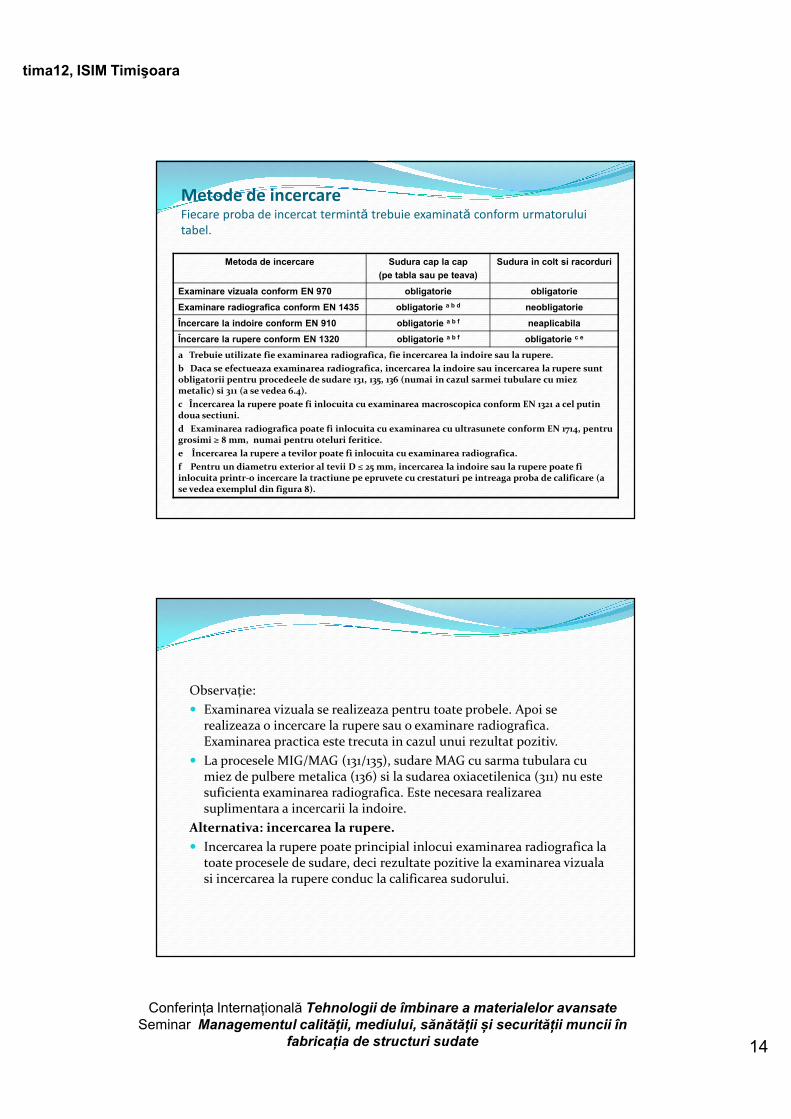
Metode de incercareFiecare proba de incercat termintă trebuie examinată conform urmatorului
tabel.
Metoda de incercare Sudura cap la cap(pe tabla sau pe teava)
Sudura in colt si racorduri
Examinare vizuala conform EN 970 obligatorie obligatorie
Examinare radiografica conform EN 1435 obligatorie a b d neobligatorie
Încercare la indoire conform EN 910 obligatorie a b f neaplicabila
Încercare la rupere conform EN 1320 obligatorie a b f obligatorie c e
a Trebuie utilizate fie examinarea radiografica, fie incercarea la indoire sau la rupere.
b Daca se efectueaza examinarea radiografica, incercarea la indoire sau incercarea la rupere sunt obligatorii pentru procedeele de sudare 131, 135, 136 (numai in cazul sarmei tubulare cu miez metalic) si 311 (a se vedea 6.4).
c Încercarea la rupere poate fi inlocuita cu examinarea macroscopica conform EN 1321 a cel putin doua sectiuni.
d Examinarea radiografica poate fi inlocuita cu examinarea cu ultrasunete conform EN 1714, pentru grosimi ≥ 8 mm, numai pentru oteluri feritice.
e Încercarea la rupere a tevilor poate fi inlocuita cu examinarea radiografica.
f Pentru un diametru exterior al tevii D ≤ 25 mm, incercarea la indoire sau la rupere poate fi inlocuita printr-o incercare la tractiune pe epruvete cu crestaturi pe intreaga proba de calificare (a se vedea exemplul din figura 8).
Observaţie:
� Examinarea vizuala se realizeaza pentru toate probele. Apoi se realizeaza o incercare la rupere sau o examinare radiografica. Examinarea practica este trecuta in cazul unui rezultat pozitiv.
� La procesele MIG/MAG (131/135), sudare MAG cu sarma tubulara cu miez de pulbere metalica (136) si la sudarea oxiacetilenica (311) nu este suficienta examinarea radiografica. Este necesara realizarea suplimentara a incercarii la indoire.
Alternativa: incercarea la rupere.
� Incercarea la rupere poate principial inlocui examinarea radiografica la toate procesele de sudare, deci rezultate pozitive la examinarea vizuala si incercarea la rupere conduc la calificarea sudorului.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 15
Probe de incercat şi epruvete
Daca se realizeaza examinarea radiografica, aceasta trebuie realizata peintreaga lungime a sudurii. La sudurile cap la cap tevi aceastainsemnand circumferinta tevii, la sudurile cap la cap tabla lungimea deexaminat insemnand lungimea probei scazand 25 mm la inceputul si lasfarsitul probei.La incercarea la rupere proba va fi impartita in epruvete de aceasi latime. Latimea minima a epruvetelor este 40 mm. Extremitatile epruvetelor trebuie crestate la o adancime de 5 mm pentru un mai bunefect al crestaturii. Lungimea de examinat este lungimea probei scazand 25 mm la inceputul si sfarsitul probei de incercat.Cand trebuie realizata examinarea macroscopica, sunt necesare minimul
2 epruvete. Una din cele doua trebuie sa contina zona de intrerupere si
zona de reluare a sudarii.
CerinŃe de acceptare la probele de incercare
� Sunt indepartate zgura si stropii si daca este necesar protectia la radacina
� Nici o polizare pe suprafata si radacina cusaturii sudate
� Este marcata zona de intrerupere si de reluare a sudarii in radacina si in stratul de umplere
� Forma si dimensiunea probei de incercat
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 16
NeregularităŃi admise la calificarea sudorilor
Calificarea sudorilor va fi certificata conform DIN EN ISO 5817,
daca nu exista alte cerinte.
Calificarea sudorilor trebuie sa satisfaca cerintele conform grupei
de evaluare B, cu urmatoarele exceptii ale neregularitatilor:
� Prea mare suprainaltare la sudura cap la cap si la sudura de colt
� Prea mare grosime la sudura de colt
� Prea mare exces de patrundere
Aici este necesara aplicarea cerintelor grupei de evaluare C.
Sudorul nu este calificat daca proba de incercat are valori superioare.
12. Reverificări
Pentru orice încercare care nu satisface cerinţele acestui standard, trebuie
acordată sudorului posibilitatea de a repeta încercarea de calificare.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 17
13. Durata de valabilitate
Valabilitatea calificarii incepe din data sudarii probei deincercat, cu conditia ca acesta sa treaca examenul.Certificatul de calificare al sudorului este valabil 2 ani, daca coordonatorul
sudarii sau personalul raspunzator de coordonarea muncii atesta ca sudorul a lucrat de
lainceput in domeniul de calificare.Acesta trebuie sa confirme la fiecare 6 luni pe certificatul de calificare.Certificatul de calificare al sudorului poate fi dupa 2 ani extins pentru
urmatorii 2ani de către un examinator sau organism de examinare în următoarele condiţii:� toate înregistrările şi dovezile utilizate pentru susţinerea prelungirii, asigură
trasabilitatea pentru sudor şi identificarea WPS care a fost utilizată în producţie;
� dovezile utilizate pentru susţinerea prelungirii trebuie să fie de natură volumică (examinare radiografică sau cu ultrasunete) sau, în cazul încercărilor distructive (rupere sau îndoire), trebuie realizate pe două suduri în ultimele 6 luni. Dovezile referitoare la prelungire trebuie păstrate minim 2 ani.
� sudorii trebuie să satisfacă nivelurile de admisibilitate a imperfecţiunilor conform standardului;
14. Certificat
Trebuie să se verifice dacă sudorul a trecut cu succes încercarea de calificare.
Toate variabilele esenţiale trebuie înregistrate în certificat. Dacă proba de
încercare nu satisface oricare dintre încercăriile cerute, nu se eliberează nici un
certificat.
În general, trebuie eliberat un certificat de calificare al sudorului pentru fiecare
probă de încercare.
Fiecare schimbare a variabilelor esenţiale pentru încercarea de calificare în
afara domeniilor permise, necesită o noua încercare şi un nou certificate de
calificare al sudorului.
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 18
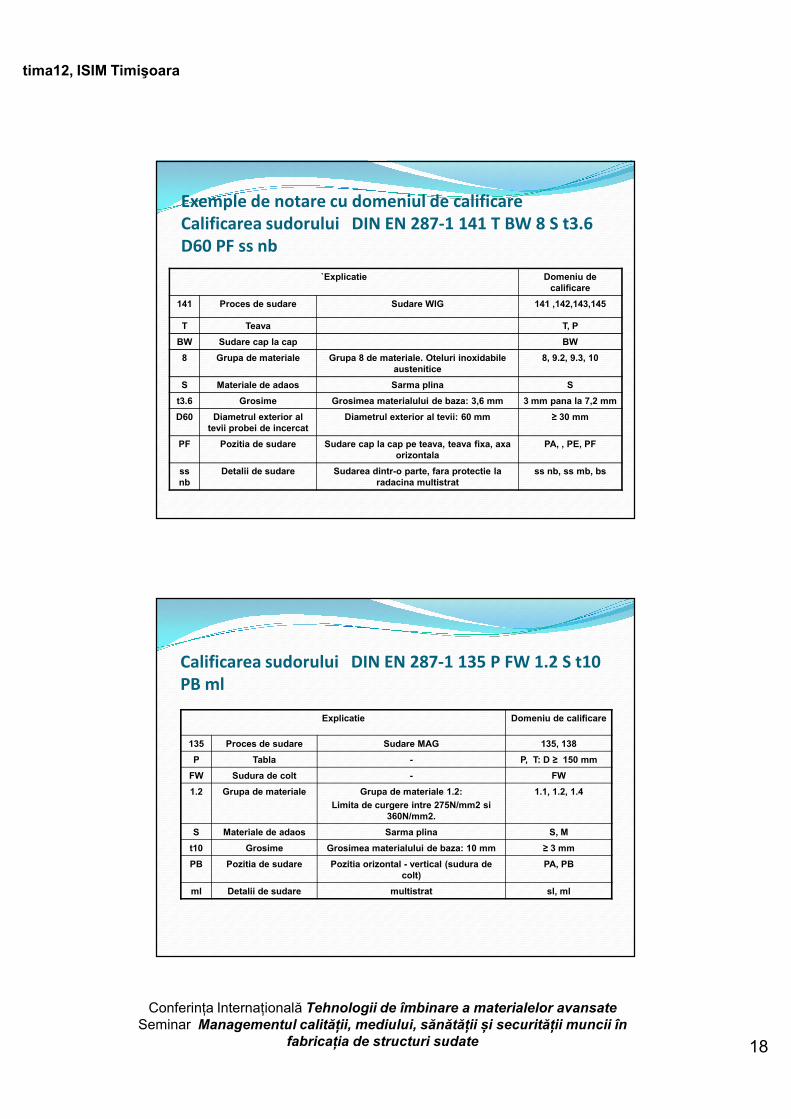
Exemple de notare cu domeniul de calificare
Calificarea sudorului DIN EN 287-1 141 T BW 8 S t3.6
D60 PF ss nb
`Explicatie Domeniu de calificare
141 Proces de sudare Sudare WIG 141 ,142,143,145
T Teava T, P
BW Sudare cap la cap BW
8 Grupa de materiale Grupa 8 de materiale. Oteluri inoxidabile austenitice
8, 9.2, 9.3, 10
S Materiale de adaos Sarma plina S
t3.6 Grosime Grosimea materialului de baza: 3,6 mm 3 mm pana la 7,2 mm
D60 Diametrul exterior al tevii probei de incercat
Diametrul exterior al tevii: 60 mm ≥ 30 mm
PF Pozitia de sudare Sudare cap la cap pe teava, teava fixa, axa orizontala
PA, , PE, PF
ss nb
Detalii de sudare Sudarea dintr-o parte, fara protectie la radacina multistrat
ss nb, ss mb, bs
Calificarea sudorului DIN EN 287-1 135 P FW 1.2 S t10
PB ml
Explicatie Domeniu de calificare
135 Proces de sudare Sudare MAG 135, 138
P Tabla - P, T: D ≥ 150 mm
FW Sudura de colt - FW
1.2 Grupa de materiale Grupa de materiale 1.2: Limita de curgere intre 275N/mm2 si
360N/mm2.
1.1, 1.2, 1.4
S Materiale de adaos Sarma plina S, M
t10 Grosime Grosimea materialului de baza: 10 mm ≥ 3 mm
PB Pozitia de sudare Pozitia orizontal - vertical (sudura de colt)
PA, PB
ml Detalii de sudare multistrat sl, ml
tima12, ISIM Timişoara
ConferinŃa InternaŃională Tehnologii de îmbinare a materialelor avansate Seminar Managementul calității, mediului, sănătății și securității muncii în
fabricația de structuri sudate 19
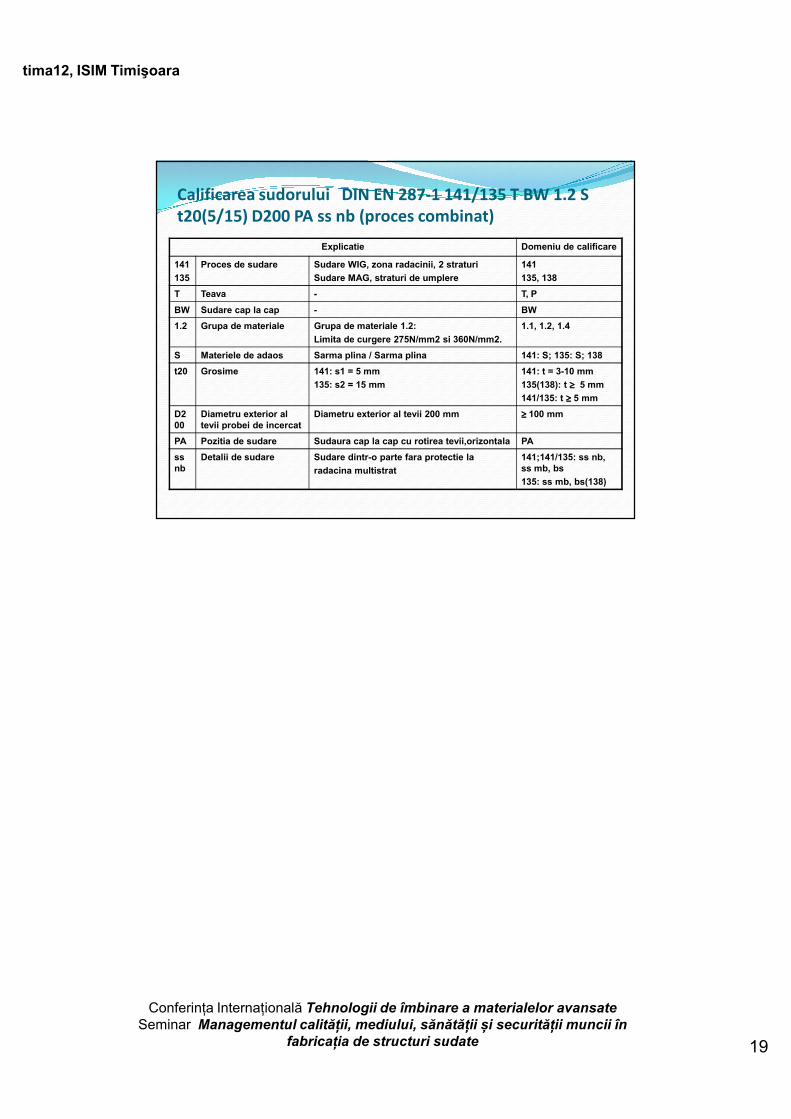
Calificarea sudorului DIN EN 287-1 141/135 T BW 1.2 S
t20(5/15) D200 PA ss nb (proces combinat)
Explicatie Domeniu de calificare
141135
Proces de sudare Sudare WIG, zona radacinii, 2 straturiSudare MAG, straturi de umplere
141135, 138
T Teava - T, P
BW Sudare cap la cap - BW
1.2 Grupa de materiale Grupa de materiale 1.2: Limita de curgere 275N/mm2 si 360N/mm2.
1.1, 1.2, 1.4
S Materiele de adaos Sarma plina / Sarma plina 141: S; 135: S; 138
t20 Grosime 141: s1 = 5 mm135: s2 = 15 mm
141: t = 3-10 mm135(138): t ≥≥≥≥ 5 mm141/135: t ≥≥≥≥ 5 mm
D200
Diametru exterior al tevii probei de incercat
Diametru exterior al tevii 200 mm ≥≥≥≥ 100 mm
PA Pozitia de sudare Sudaura cap la cap cu rotirea tevii,orizontala PA
ss nb
Detalii de sudare Sudare dintr-o parte fara protectie laradacina multistrat
141;141/135: ss nb, ss mb, bs135: ss mb, bs(138)