
Contribuții privind îmbunătățirea proprietăților aliajelor de cobalt ...
MINISTERUL EDUCAŢIEI NAȚIONALE ȘI CERCETĂRII ȘTIINȚIFICE
UNIVERSITATEA TRANSILVANIA DIN BRAŞOV BRAŞOV, EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525
Universitatea "Transilvania" din Brasov
Școala Doctorală Interdisciplinară
Facultatea: Știința Și Ingineria Materialelor
Ing.Marcel DĂIAN
Cercetări privind turnarea centrifugală
a aliajelor neferoase
Researches concerning centrifugal
casting of non-ferrous alloys
Conducător ştiinţific
Prof. univ. dr. ing. Ioan CIOBANU
BRASOV, 2017
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
2
MINISTERUL EDUCAŢIEI NAȚIONALE ȘI CERCETĂRII ȘTIINȚIFICE
UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV
BRAŞOV, B-DUL EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525
RECTORAT
D-lui (D-nei) ..............................................................................................................
COMPONENŢA
Comisiei de doctorat
Numită prin Ordinul Rectorului Universităţii Transilvania din Braşov
Nr. OR 8658 din 13. 07. 2017
PREŞEDINTE prof. univ. dr. ing. MACHEDON T. Pisu Decanul Facult['Ii
SIM, Universitatea "Transilvania" din Brasov
CONDUCĂTOR ŞTIINŢIFIC: prof. univ. dr. ing. CIOBANU Ioan, Universitatea
"Transilvania" din Brasov
REFERENŢI: prof. univ. dr. ing. SOPORAN Vasile, Universitatea
Tehnică Cluj - Napoca
prof. univ. dr. ing. CARCEA Ioan, Universitatea Gheorghe
Asachi Iasi
prof. univ. dr. ing. VARGA Bela, Universitatea
"Transilvania" din Brasov
Data, ora şi locul susţinerii publice a tezei de doctorat: 12 oct. 2017, ora 12 sala
W III 4
Eventualele aprecieri sau observaţii asupra conţinutului lucrării vă rugăm să le
transmiteţi în timp util, pe adresa [email protected]
Totodată vă invităm să luaţi parte la şedinţa publică de susţinere a tezei de
doctorat.
Vă mulţumim.

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
3
CUPRINS
Pg.
teza
Pg.
rezumat
1. STADIUL ACTUAL PRIVIND TURNAREA CENTRIFUGALĂ ................ 4 5
1.1 Istoric............................................................................................................... 4 5
1.2 Hidraulica turnării centrifugale ....................................................................... 7 5
1.3 Cercetări recente in domeniul turnării centrifugale a aliajelor......................... 15 9
1.4 Concluzii ....................................................................................... 31 11
2. OBIECTIVUL CERCETĂRILOR.................................................................... 33 11
2.1 Obiectivul tezei................................................................................................ 33 11
2.2 Strategia și metodologia de lucru ................................................................... 34 14
3. REALIZAREA UNUI SOFT PENTRU SIMULAREA SOLIDIFICĂRII
PIESELOR TURNATE CENTRIFUGAL DIN ALIAJE CARE
SOLIDIFICĂ SUB FORMĂ DE SOLUȚIE SOLIDĂ........................................
35
14
3.1 Introducere ..................................................................................................... 35 14
3.2. Particularităţile modelării matematice a solidificării pieselor turnate
centrifugal ................................................................................................................
36
15
3.3 Principiul modelării matematice 2D în coordonate cilindrice a solidificării
pieselor turnate centrifugal .......................................................................................
38
16
3.4 Explicitarea și rezolvarea modelului matematic ............................................ 41 18
3.5 Elemente privind structura softului ................................................................ 49 22
3.6 Rezultate referitoare la solidificarea pieselor turnate centrifugal obținute cu
softul realizat (SIM-2D-CIL-SOLSOL) ....................................................................
54
22
3.7 Verificare experimentală a softului ................................................................. 62 27
4. CERCETĂRI PRIN SIMULARE PE CALCULATOR PRIVIND
SOLIDIFICAREA PIESELOR TURNATE CENTRIFUGAL .........................
78
\
32
4.1 Scopul studiului ............................................................................................. 78 32
4.1.1 Introducere ........................................................................................... 78 32
4.1.2 Particularitățile simulării solidificării pieselor turnate centrifugal ....... 79 33
4.1.3 Scopul studiului .................................................................................... 80 33
4.2. Solidificarea pieselor din fontă turnate centrifugal....................................... 81 34
4.2.1 Studiu comparativ turnare centrifugală - turnare gravitațională .......... 81 34
4.2.2 Studiu privind influența grosimii miezului exterior asupra
solidificării pieselor din fontă turnate centrifugal .....................................................
97
38
4.2.3 Studiu privind influența grosimii peretelui piesei asupra solidificării
pieselor din fontă turnate centrifugal ........................................................................
103
39
4.2.4 Studiu privind influența conductibilității termice echivalente a
aliajului în stare lichidă asupra solidificării pieselor din fontă turnate centrifugal ...
112
43
4.3 Solidificarea pieselor din bronz turnate centrifugal. .................................... 121 44
4.3.1 Studiu comparativ turnare centrifugală - turnare gravitațională în
cazul bronzurilor........................................................................................................
121
44
4.3.2 Studiu privind influența grosimii peretelui piesei asupra solidificării
în cazul pieselor din bronz turnate centrifugal. ........................................................
141
47
4.3.3 Studiu privind influența temperaturii cochilei asupra solidificării
pieselor turnate centrifugal din bronz ......................................................................
148
48
4.4 Solidificarea pieselor din aliaj pe baza de aluminiu turnate centrifugal ..... 152 50

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
4
4.4.1 Studiu comparativ turnare centrifugală - turnare gravitațională în
cazul pieselor turnate din aliajul Al-Zn10. ................................................................
152
50
4.4.2 Studiu privind influența grosimii peretelui piesei asupra solidificării
în cazul pieselor din AlZn10 turnate centrifugal. .....................................................
162
52
4.4.3 Studiu privind influența temperaturii formei asupra solidificării
pieselor din AlZn10 turnate centrifugal ....................................................................
169
55
5. CERCETĂRI EXPERIMENTALE ................................................................. 175 56
5.1 Scop ................................................................................................................. 175 56
5.2 Cercetari experimentale privind turnarea centrifugală a unor piese din bronz
CuSn10. ....................................................................................................................
175
56
5.2.1 Mod de lucru .......................................................................................... 175 56
5.2.2 Comparație privind structura pieselor turnate gravitațional și
centrifugal din CuSn10 ............................................................................................
176
56
5.2.3. Cercetări experimentale privind influența turaţiei asupra structurii
pieselor turnate centrifugal din CuSn10 ...................................................................
181
58
5.2.4. Influența turaţiei cochilei asupra omogenităţii chimice a pteselor
turnate din CuSn10 ...................................................................................................
187
59
5.2.5 Caracteristici mecanice obținute la piese din aliaj CuSn10 turnate
centrifugal .................................................................................................................
193
61
5.2.6 Influența tratamentului termic asupra structurii și proprietăţilor
mecanice ale pieselor din bronz turnate centrifug ....................................................
198
62
5.2.7 Concluzii ................................................................................................ 208 67
5.3 Cercetări experimentale privind turnarea centrifugală a unor piese din Al-
Zn10 ..........................................................................................................................
209
68
5.3.1 Mod de lucru .......................................................................................... 209 68
5.3.2 Cercetări asupra microstructurii pieselor turnate centrifugal din
AlZn10 .....................................................................................................................
214
68
5.3.3 Comparație turnare centrifugală - turnare statică din punct de vedere
al structurii (aliajul AlZn10) .....................................................................................
224
72
5.3.4 Influența turnării centrifugale asupra compoziției chimice în cazul
pieselor din AlZn10 ...................................................................................................
228
74
5.3.5 Repartizarea durității în peretele pieselor turnate centrifugal din
AlZn10 ......................................................................................................................
230
75
5.3.6 Studiu privind compactitatea peretelui pieselor turnate centrifugal
din AlZn10 ...............................................................................................................
238
78
5.3.7 Influența tratamentului de recoacere de omogenizare asupra structurii
si durității pieselor turnate centrifugal din AlZn10 ..................................................
241 79
5.3.8 Concluzii .............................................................................................. 244 81
6. CONCLUZII, CONTRIBUȚII, DISEMINARE .............................................. 246 82
6.1 Concluzii ........................................................................................................ 246 82
6.2 Contribuții proprii .......................................................................................... 248 83
6.3 Direcții de continuare a cercetărilor ............................................................... 248 84
6.4 Diseminarea rezultatelor ................................................................................ 249 84
BIBLIOGRAFIE (selectiv) ..................................................................................... 251 85
Scurt rezumat (romana/engleza) ........................................................................... - 92
Curiculum Vitae ...................................................................................................... - 93
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
5
CONTENTS
Pg.
thesis
Pg.
abstract
1. STADIUL ACTUAL PRIVIND TURNAREA CENTRIFUGALĂ ............... 4 5
1.1 History............................................................................................................. 4 5
1.2 The hidraulycs of centrifugal casting ............................................................. 7 5
1.3 Recent researches in centrifugal casting field of alloys................................... 15 9
1.4 Conclusions .................................................................................................... 31 11
2. OBJECT OF RESEARCHES .......................................................................... 33 11
2.1 Object of thesis ............................................................................................... 33 11
2.2 Work strategy and methodology ................................................................... 34 14
3. A SOFTWARE ACHIEVEMENT FOR SOLIDIFICATION
SIMULATION OF CENTRIFUGAL CASTING SOLIDIFIED IN SOLID
SOLUTION ..............................................................................................................
35
14
3.1 Introduction .................................................................................................... 35 14
3.2. The particularity of the mathematical modeling of centrifugal casting
solidification ..............................................................................................................
36
15
3.3 The principles of the 2D mathemaical modeling in cilindrical coordinates
of the centrifugal casting solidification .....................................................................
38
16
3.4 The particularization and resolution to mathematical model ................... 41 18
3.5 Elements of software structure ................................................................ 49 22
3.6 Issues obtained by SIM-2D-CIL-SOLSOL software related to centrifugal
casting solidification ........................... ....................................................................
54
22
3.7 Experimental validation of the software ........................................................... 62 27
4. RESEARCHES BY COMPUTER SIMULATION REGARDING THE
CENTRIFUGAL CASTING SOLIDIFICATION ..............................................
78
\
32
4.1 The butt of study ........................................................................................... 78 32
4.1.1 Introduction ........................................................................................... 78 32
4.1.2 The particularity of centrifugal casting solidification simulation . ....... 79 33
4.1.3 Aim of study..... .................................................................................... 80 33
4.2. Iron centrifugal casting solidification ......................................................... 81 34
4.2.1 Comparative study centrifugal casting - gravitational casting ............ 81 34
4.2.2 Study concerning the external core thickness influence on the iron
centrifugal casting solidification ...............................................................................
97
38
4.2.3 Study concerning the casting wall thickness influence on the iron
centrifugal casting solidification ...............................................................................
103
39
4.2.4 Study concerning the equivalent thermal conductibility influence of
liquid alloy on the iron centrifugal casting solidification ........................................
112
43
4.3 The solidification of centrifugal bronze castins ..... .................................... 121 44
4.3.1 Comparative study centrifugal casting - gravitational casting for
bronze ........................................................................................................................
121
44
4.3.2 Study concerning the casting wall thickness influence on the
bronze centrifugal casting solidification ..................................................................
141
47
4.3.3 Study concerning the mould temperature influence on the bronze
centrifugal casting solidification ..............................................................................
148
48
4.4 The solidification of aluminium alloy centrifugal castings ,,,,,,,,,,,,,,,,,, ..... 152 50
4.4.1 Comparative study centrifugal casting - gravitational casting for
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
6
AlZn10 alloy............................................ ................................................................ 152 50
4.4.2 Study concerning the casting wall thickness influence on the
AlZn10 alloy centrifugal casting solidification .......................................................
162
52
4.4.3 3 Study concerning the mould temperature influence on the AlZn10
alloy centrifugal casting solidification ....................................................................
169
55
5. EXPERIMENTAL RESEARCHES ............................................................. 175 56
5.1 Butt ................................................................................................................. 175 56
5.2 Experimental researches concerning CuSn10 bronze centrifugal casting ..... 175 56
5.2.1 Working mode ........................................................................................ 175 56
5.2.2 Comparison concerning the CuSn10 centrifugal and gravitational
castings stucture ......... ............................................................................................
176
56
5.2.3 Experimental researches concerning the rotative speed influence on the
CuSn10 centrifugal casting structure ......................................................................
181
58
5.2.4. The mould rotative speed inflence on the chemical homogeneity of
CuSn10 centrifugal castings .....................................................................................
187
59
5.2.5 Mechanical characteristiques of CuSn10 centrifugal castings ................ 193 61
5.2.6 The influence of heat treatment on the centrifugal castings structure
and mecanical characteristics ................................................................................
198
62
5.2.7 Conclusions ............................................................................................ 208 67
5.3 Experimental researches concerning centrifugal cast of AlZn10 parts ........... 209 68
. 5.3.1 Working method ................................................................................... 209 68
5.3.2 Researches on the AlZn10 centrifugal casting microstructure ............ 214 68
5.3.3 Comparison centifugal casting - gravitational casting relative to alloy
structure i ( AlZn10) ............ .....................................................................................
224
72
5.3.4 The influence of centrifugal cast on chemical composition for
AlZn10 castings .......................................................................................................
228
74
5.3.5 Repartizarea durității în peretele pieselor turnate centrifugal din
AlZn10 .....................................................................................................................
230
75
5.3.6 A study concerning the degree of compaction of AlZn10 castings ..... 238 78
5.3.7 The influence of the sof anealling on the structure and hardness of
AlZn10 centrifugal castings......................................................................................
241
79
5.3.8 Conclusions .......................................................................................... 244 81
6. CONCLUSIONS, CONTRIBUTIONS, DISSEMINATIONS ........................ 246 82
6.1 Conclusions .................................................................................................... 246 82
6.2 Personal contributions .................................................................................... 248 83
6.3 Orientations for next researches .................................................................... 248 84
6.4 Disseminations of results ............................................................................... 249 84
REFERENCES (selective) ..................................................................................... 251 85
Short abstract (romanian/english) ........................................................................ - 92
Curiculum Vitae ...................................................................................................... - 93
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
7
CERCETĂRI PRIVIND TURNAREA CENTRIFUGALĂ A
ALIAJELOR NEFEROASE
1. STADIUL ACTUAL PRIVIND TURNAREA CENTRIFUGALĂ
1.1 Istoric
Ideea rotirii formelor pentru obținerea de piese turnate cu simetrie de rotație a
apărut la începutul secolului XIX. Procedeul a început sa fie aplicat industrial la
începutul secolului XX, după realizarea motoarelor electrice capabile să dezvolte
puterea și turația necesară [123,124]. Odată cu dezvoltarea construcției de mașini s-au
turnat prin acest procedeu piese cu diverse destinații si dimensiuni (bucșe, cuzineți,
cămăși de cilindru, tuburi, bucșe profilate și rotoare cu palete). În anii 1930 - 1939
turnarea centrifugală s-a aplicat industrial pentru fabricarea țevilor de tun și a
cuzineților din bronz. În acest sens cităm cartea Manual de Turnătorie, autor
Dumitrașcu Petru, de la Uzinele de Fier Reșița, din anul 1939 [42].
Piesele turnate centrifugal au ca avantaj compactitate mai mare, structură mai
fină și în consecință rezistență mecanică superioară în raport cu piesele turnate
gravitațional.
In Romania în perioada de dezvoltare industrială de după anul 1950, turnarea
centrifugală a fost pentru turnarea de piese metalice [123,124]. S-au turnat tuburi de
canalizare, de alimentare cu apă sau cu gaze (C.S. Hunedoara), bucșe pentru motoare
cu ardere internă (Tractorul Brașov, Autocamioane Brașov, Dacia Pitești), rotoare
pentru turbosuflante utilizate în industria de aviație (Hidromecanica Brașov), cămăși
bimetalice (fontă albă + fontă cenușie) pentru cilindrii de laminor (ICEM București),
lagăre din bronz și cuzineți bimetalici (Rulmentul Brașov). In prezent in Romania
turnarea centrifugală se utilizează pentru turnarea de bucșe desinate generatoarelor
eoliene și cuzineților, pentru motoare cu ardere internă sau industria petrolieră.
1.2 Hidraulica turnării centrifugale
a.) Considerații generale
În timpul turnării centrifugale forma este rotită în jurul unei axe orizontale,
verticale sau oblice, cu o turație relativ mare. Aliajul lichid este antrenat în mișcare
de rotație și este presat pe pereții formei de forța centrifugă. Se obțin piese tubulare
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
8
fără a utiliza miezuri. În practica industrială se pune problema determinării turației și
a cantității de metal necesare pentru turnarea unei piese date.
b.) Turnarea cu ax de rotație vertical
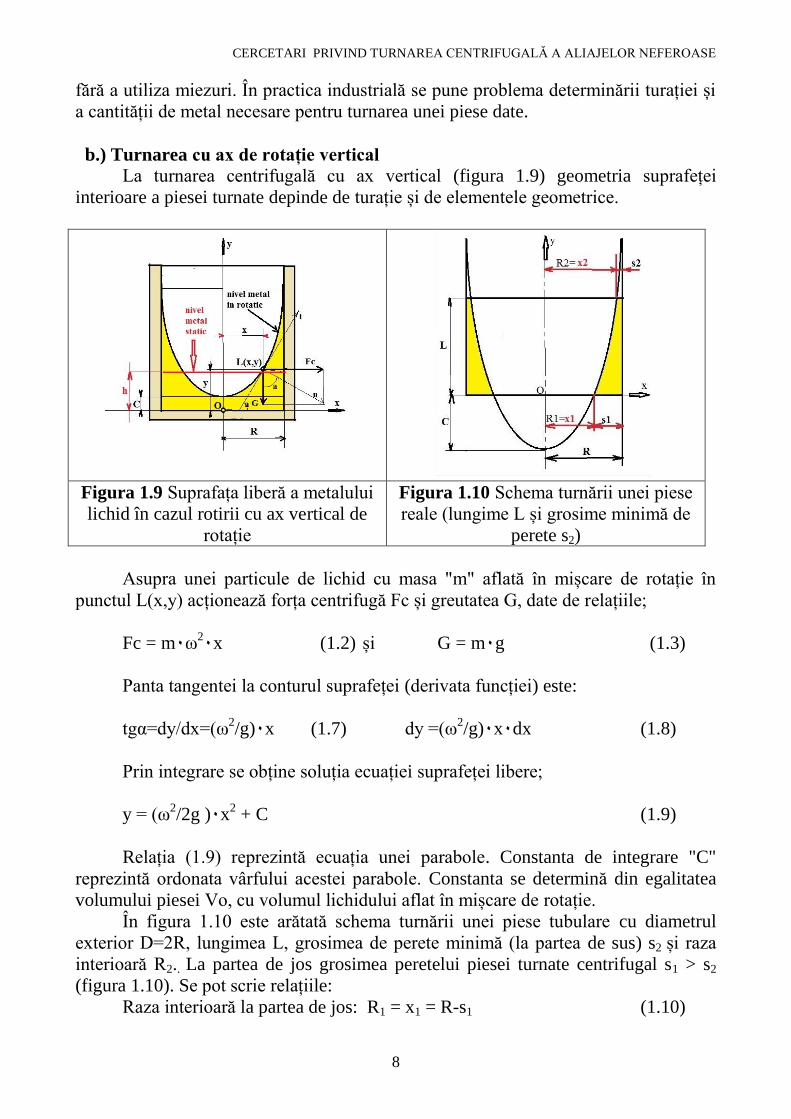
La turnarea centrifugală cu ax vertical (figura 1.9) geometria suprafeței
interioare a piesei turnate depinde de turație și de elementele geometrice.
Figura 1.9 Suprafața liberă a metalului
lichid în cazul rotirii cu ax vertical de
rotație
Figura 1.10 Schema turnării unei piese
reale (lungime L și grosime minimă de
perete s2)
Asupra unei particule de lichid cu masa "m" aflată în mișcare de rotație în
punctul L(x,y) acționează forța centrifugă Fc și greutatea G, date de relațiile;
Fc = m٠ω2٠x (1.2) și G = m٠g (1.3)
Panta tangentei la conturul suprafeței (derivata funcției) este:
tgα=dy/dx=(ω2/g)٠x (1.7) dy =(ω
2/g)٠x٠dx (1.8)
Prin integrare se obține soluția ecuației suprafeței libere;
y = (ω2/2g )٠x
2 + C (1.9)
Relația (1.9) reprezintă ecuația unei parabole. Constanta de integrare "C"
reprezintă ordonata vârfului acestei parabole. Constanta se determină din egalitatea
volumului piesei Vo, cu volumul lichidului aflat în mișcare de rotație.
În figura 1.10 este arătată schema turnării unei piese tubulare cu diametrul
exterior D=2R, lungimea L, grosimea de perete minimă (la partea de sus) s2 și raza
interioară R2.. La partea de jos grosimea peretelui piesei turnate centrifugal s1 > s2
(figura 1.10). Se pot scrie relațiile:
Raza interioară la partea de jos: R1 = x1 = R-s1 (1.10)
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
9
Raza interioară la partea de sus: R2 = x2 = R-s2 (1.11)
Grosimea medie a peretelui: smed= (s1+ s2)/2 (1.12)
Raza interioară medie: Rmed= (R2 + R1)/2 (1.13)
Diferența de grosime a peretelui piesei turnate centrifugal:
∆s = (R2 - R1) = x2 - x1 = s1- s2 (1.14)
Pentru prelucrarea piesei este importantă grosimea de perete la partea de sus s2.
Pentru a se asigura adaosul de prelucrare minim la interior, trebuie să se respecte
cotele de la partea superioară (s2 și R2) .
Constanta de integrare din relația (1.9) trebuie determinată din condiția
asigurării grosimii de perete s2 și a razei R2. Condiția este ca parabola să treacă prin
punctul de coordonate (R2; L). Înlocuind aceste coordonate în relația (1.9) se obține
valoarea constantei de integrare;
L = (ω2/2g )٠R2
2 + C sau C= L - (R2
2٠ω
2 )/(2g ) (1.15)
Ecuația suprafeței libere la turnarea piesei respective devine:
y = (x2- R2
2)٠ ( ω
2/2g) + L (1.16)
Pentru y=0 se determină raza R1 și grosimea de perete s1 la partea de jos.
R12 = R2
2 - 2gL/ω
2 (1.18)
Din această relație se determină turația necesară pentru a se obține o piesă cu
cotele dorite. Se obține relația (1.20):
٠√
٠√
٠
c.) Turnarea cu ax de rotație orizontal
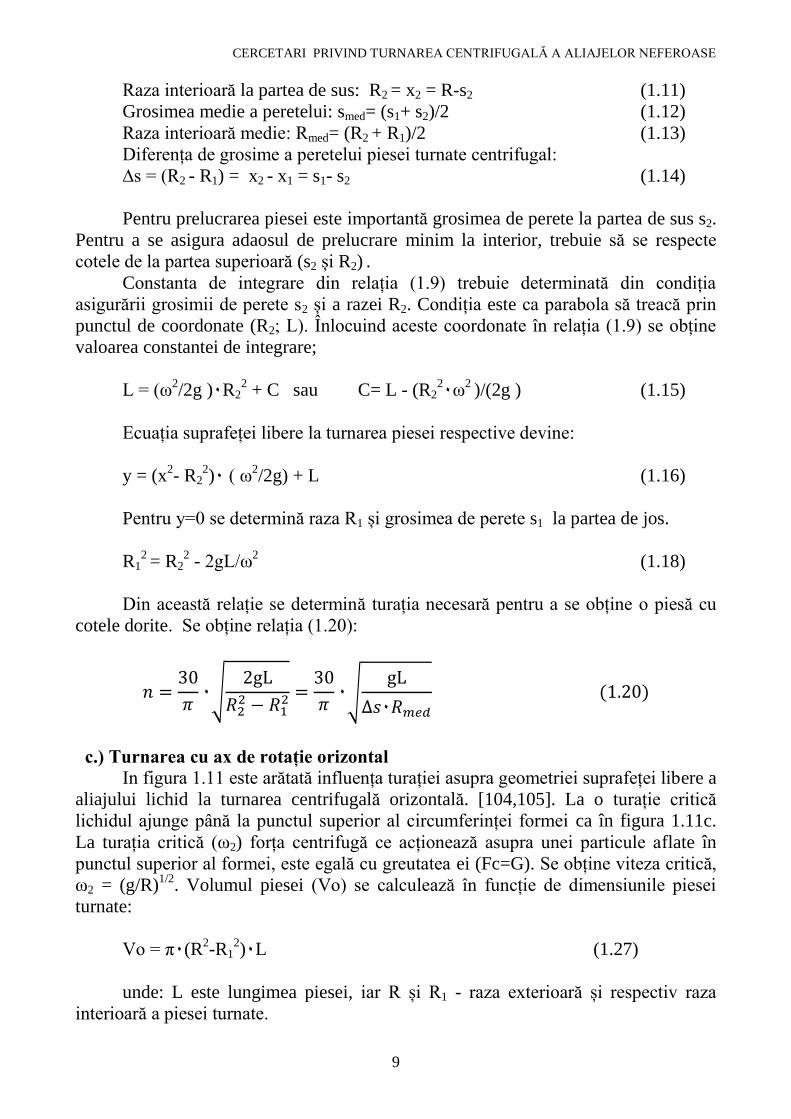
In figura 1.11 este arătată influența turației asupra geometriei suprafeței libere a
aliajului lichid la turnarea centrifugală orizontală. [104,105]. La o turație critică
lichidul ajunge până la punctul superior al circumferinței formei ca în figura 1.11c.
La turația critică (ω2) forța centrifugă ce acționează asupra unei particule aflate în
punctul superior al formei, este egală cu greutatea ei (Fc=G). Se obține viteza critică,
ω2 = (g/R)1/2
. Volumul piesei (Vo) se calculează în funcție de dimensiunile piesei
turnate:
Vo = π٠(R2-R1
2)٠L (1.27)
unde: L este lungimea piesei, iar R și R1 - raza exterioară și respectiv raza
interioară a piesei turnate.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
10
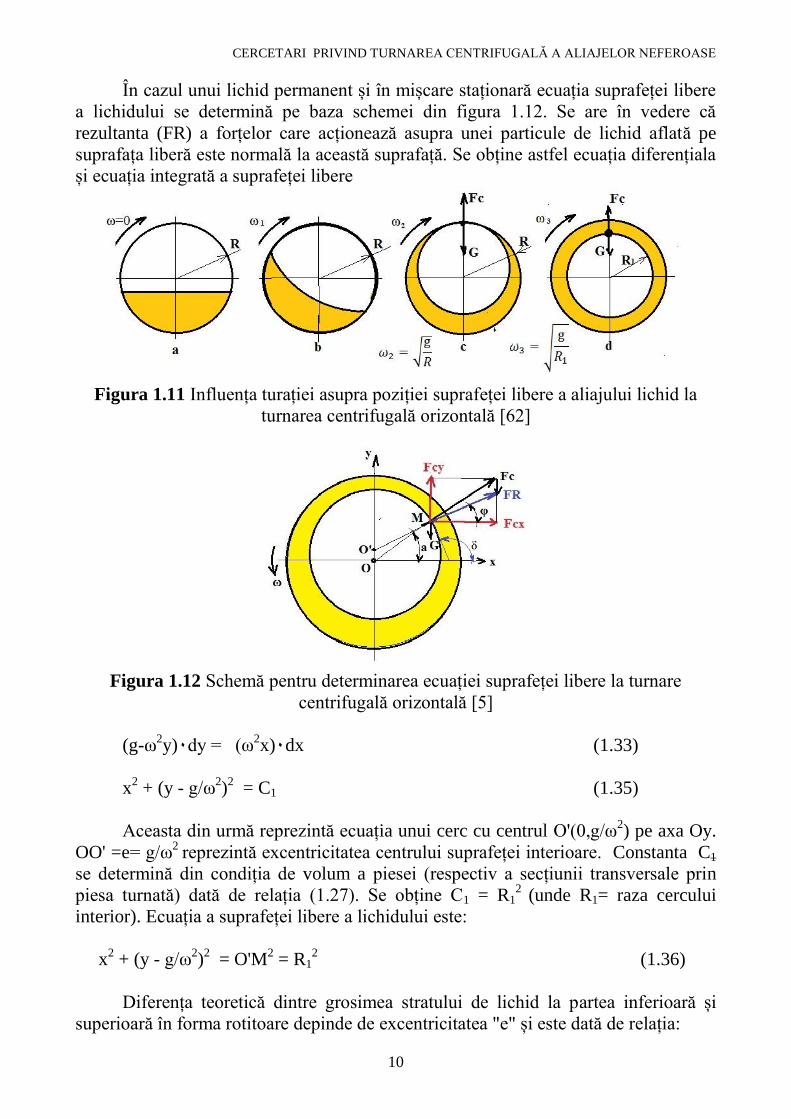
În cazul unui lichid permanent și în mișcare staționară ecuația suprafeței libere
a lichidului se determină pe baza schemei din figura 1.12. Se are în vedere că
rezultanta (FR) a forțelor care acționează asupra unei particule de lichid aflată pe
suprafața liberă este normală la această suprafață. Se obține astfel ecuația diferențiala
și ecuația integrată a suprafeței libere
Figura 1.11 Influența turației asupra poziției suprafeței libere a aliajului lichid la
turnarea centrifugală orizontală [62]
Figura 1.12 Schemă pentru determinarea ecuației suprafeței libere la turnare
centrifugală orizontală [5]
(g-ω2y)٠dy = (ω
2x)٠dx (1.33)
x2 + (y - g/ω
2)
2 = C1 (1.35)
Aceasta din urmă reprezintă ecuația unui cerc cu centrul O'(0,g/ω2) pe axa Oy.
OO' =e= g/ω2
reprezintă excentricitatea centrului suprafeței interioare. Constanta C1
se determină din condiția de volum a piesei (respectiv a secțiunii transversale prin
piesa turnată) dată de relația (1.27). Se obține C1 = R12
(unde R1= raza cercului
interior). Ecuația a suprafeței libere a lichidului este:
x2 + (y - g/ω
2)
2 = O'M
2 = R1
2 (1.36)
Diferența teoretică dintre grosimea stratului de lichid la partea inferioară și
superioară în forma rotitoare depinde de excentricitatea "e" și este dată de relația:
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
11
∆s = s1 - s2 = 2e = 2g/ ω2 (1.37)
Relațiile stabilite sunt valabile în condițiile unui lichid ideal. În cazul real al
turnării centrifugale a unui aliaj lichid, care răcește și se solidifică, situația este
diferită. Particulele de aliaj trec succesiv și cu frecvență mare atât prin punctul
inferior, cât și prin cel superior al formei. Ca urmare viteza de solidificare este
uniformă pe conturul piesei. În final se obține o piesă tubulară cu grosime de perete
uniformă.
1.3 Cercetări recente in domeniul turnării centrifugale a aliajelor
Interesul continuu pentru turnarea centrifugală este pus in evidență de lucrările
de cercetare și brevetele de invenție cu teme din acest domeniu realizate de-a lungul
anilor. Acestea sunt materializate prin teze de doctorat, lucrări de dizertație, cărți și
lucrări științifice publicate [13,85,63,65,83,87,98,123,129,131, 132,134].
Eduardo Trejo a prezentat la Școala de Materiale și Metalurgie de la
Universitatea din Birmingam (UK), în anul 2011 teza de doctorat cu titlul
"Centrifugal Casting of an Aluminium Alloy" (Turnarea Centrifugală a unui Aliaj
de Aluminiu) [123]. Aceasta cuprinde cercetări asupra turnării centrifugale a unor
piese din aliajul 6082 (aliaj AlSi1MgMn) utilizat pentru structuri metalice. S-au
turnat și investigat piese de tipul unor bare paralelipipedice. S-a modelat hidraulic cu
apă și s-a simulat pe calculator umplerea formei. Rezultatele experimentale au arătat
că alimentarea indirectă conduce la compactitate mai mare a pieselor și la proprietăți
mecanice superioare [123].
O alt teză de doctorat în domeniul turnării centrifugale a fost realizată de
Chiriță Georgel Maricel la Universidade do Minho din Portugalia. Teza are titlul
"Mechanical and Fatigue Properties of Functionally Graded Aluminium Silicon
Alloys" (Proprietăți mecanice și de oboseală ale aliajelor de aluminiu cu gradient
funcțional) [12]. In construcția de mașini se întâlnesc deseori piese solicitate diferit în
volum. Optimizarea performanțelor în acest caz necesită piese cu gradient de
proprietăți. Autorul a urmărit să pună în evidență că turnarea centrifugală poate fi
utilizată pentru obținerea de astfel de piese, Autorul a utilizat aliaje AlSi. Au fost
turnate centrifugal cu ax vertical, piese care au fost comparate cu piese turnate
gravitațional static și în forme vibrate [12]. S-a studiat gradientul proprietăților
mecanice pe direcția alimentării [12]. Rezultatele au pus în evidență superioritatea
turnării centrifugale.
În România la Universitatea "Gheorghe Asachi" din Iași, prof. Florin
Diaconescu a realizat și susținut în anul 2006 teza de doctorat cu titlul "Cercetări şi
contribuţii privind influenţa parametrilor tehnologici de turnare centrifugă
asupra calităţii pieselor turnate din unele aliaje neferoase" [30]. Teza de doctorat
a avut ca obiectiv studiul influenței unor parametri tehnologici asupra structurii și
proprietăților mecanice ale pieselor turnate prin acest procedeu din bronzuri cu
plumb. Au fost utilizate bronzuri binare și ternare cu conținut ridicat de plumb [30].
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
12
S-au analizat micro și macrostructura, compoziția chimică și proprietățile mecanice.
Cercetările asupra aliajelor binare (CuPb25, CuPb30 și CuPb35) au pus în evidență
rezultate interesante privind segregarea celor doua elemente (cupru și plumb).
Lucrarea cuprinde de asemenea cercetări privind turnarea centrifugală a unor aliaje
ternare de tip CuPbSn.
O altă lucrare de cercetare în domeniul turnării centrifugale este lucrarea de
disertație realizată la Universitatea Ganpat din India în anul 2014 de Anup R. Patel.
Titlul lucrării este "Mechanical property and microstructural investigation of
aluminium bronze by centrifugal casting process" (Investigare microstructurală și
a proprietăților mecanice ale bronzului cu aluminiu turnat centrifugal) [2]. Autorul a
studiat influența turației și a temperaturii de turnare asupra microstructurii și
proprietăților mecanice (duritate) pentru un bronz cu aluminiu (CuAl11Fe4) turnat
centrifugal cu ax vertical.
La Universitatea Transilvania din Brașov au fost de asemenea realizate și
susținute teze de doctorat în domeniul turnării centrifugale. În anul 2000 a fost
susținută teza cu titlul "Cercetări privind turnarea centrifugală cu plan de
separație a pieselor din fontă cu profil de revoluție", autor prof. univ . Vasile
Jiman [66]. Obiectivul tezei a constat în cercetări privind turnarea centrifugală a
pieselor de revoluție cu configurații speciale. Astfel a fost cercetată experimental
posibilitatea turnării bilelor goale la interior și turnarea de piese cilindrice tubulare cu
generatoare profilată [66].
O altă teză în domeniul turnării centrifugale "Cercetări privind influența
condițiilor de turnare centrifugă asupra structurii și proprietăților fontelor
cenușii cu aplicație la executarea cămășilor pompelor de extracție" a fost
susținută la Universitatea Transilvania din Brasov de Popa Alexandru [89]. Teza
include o cercetare privind realizarea prin turnare centrifugală din fontă, a cămășilor
pentru pompe de extracție din industria de utilaj petrolier, care se executau din
laminate de oțel, prin prelucrare mecanică.
. Un caz particular de prelucrare a aliajelor prin centrifugare în stare lichidă,
cercetat în ultimul timp îl reprezintă centrifugarea aliajelor lichide în câmp
electromagnetic rotitor [133,134]. Procedeul constă în turnarea aliajului lichid într-o
formă staționară cilindrică cu ax vertical realizată din amestec de formare sau
material ceramic, plasată în mijlocul unei bobine inelare de tip stator de motor
electric. La trecerea curentului electric alternativ prin bobină, se creează un câmp
electromagnetic rotitor, iar asupra electronilor din lichid acționează forțe Lorentz.
Aliajul lichid este antrenat în mișcare de rotație și împins pe circumferința formei
asemenea turnării centrifugale cu ax vertical. Recent la Universitatea Transilvania
din Brașov a fost susținută teza de doctorat cu titlul "Îmbunătăţirea structurii
aliajelor de aluminiu prin metode metalurgice şi fizice" realizată de drd. Mirela
Popescu - Drăgoiu [134]. În cadrul cercetărilor a fost realizată o astfel de instalație
de turnare a aliajelor neferoase lichide în câmp electromagnetic rotitor, figura 1.31.
Au fost efectuate cercetări experimentale pe două aliaje, ATSi7Mg0,3 și ZnAl4Cu1
[134].
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
13
În afara tezelor de doctorat, rezultate ale cercetărilor în domeniul turnării
centrifugale au fost diseminate prin lucrări publicate prezentate la conferințe
științifice [14,15,31,67,68,69,70,71,72,73, 90,91,92,93].
Recent, în Revista de turnătorie (România) a fost publicată o lucrare privind
turnarea centrifugală a bucșelor bimetalice din fontă [43]. Lucrarea prezintă
rezultatele experimentale obținute de autor privind obținerea prin acest procedeu a
unor bucșe cu două straturi (fontă albă aliată cu crom la exterior și fontă cenușie la
interior).
Pe plan internațional sunt publicate de asemenea multe lucrări referitoare la
turnarea centrifugală a diverselor aliaje metalice [44,45,54,64,96,117,48,51,63,
65,76,101]. Acestea tratează probleme legate de proprietățile pieselor turnate
centrifugal comparativ cu piesele turnate prin alte procedee [34,35,36,37,38,39,75]
sau de influența parametrilor tehnologici asupra proprietăților
[22,23,24,25,69,70,88,97,103], dar și aspecte constructive ale instalațiilor de turnare
centrifugală [7,29,63,67,68,71, 83,119,132]. Un număr mare de invenții se referă la
perfecționarea tehnologilor și a mașinilor de turnare centrifugală
[27,63,65,98,118,120,121,129,130,131].
1.4 Concluzii
Analiza stadiului actual în domeniul turnării centrifugale și în special
cercetările recente conduc la următoarele concluzii:
- turnarea centrifugală este capabilă să producă piese metalice cu compactitate și
caracteristici mecanice superioare;
- procedeul permite să se obțină piese cu gradient progresiv de compoziție chimică,
structură și proprietăți mecanice dependent de natura aliajului;
- turnarea centrifugală are ca efect segregarea unor elemente.
Cercetările legate de turnarea centrifugală prezintă următoarele tendințe:
- valorificarea posibilităților de obținere a pieselor cu gradient de proprietăți;
- extinderea procedeului de turnare centrifugală orizontală pentru piese de revoluție
cu suprafață exterioară profilată;
- extinderea procedeului de turnare centrifugală cu ax vertical de rotație.
- punerea la punct a procedeului de turnare centrifugală în câmp electromagnetic
rotitor în vederea aplicării industriale.
2. OBIECTIVUL CERCETĂRILOR
2.1 Obiectivul tezei
Cinetica răcirii și solidificării au fost mai puțin studiate, deoarece măsurarea
experimentală a temperaturii în interiorul sistemului piesă turnată - formă este
dificilă, datorită mișcării de rotație. Pe de altă parte studii prin simulare pe calculator
a solidificării nu s-au efectuat deoarece nu s-au realizat softuri specializate pentru
simularea solidificării pieselor turnate centrifugal.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
14
S-a stabilit ca obiectiv al tezei realizarea unor studii și cercetări sistematizate
privind câmpul de temperatură și cinetica răcirii și solidificării pieselor cu simetrie de
rotație turnate centrifugal și de asemenea analiza implicațiilor acestor influențe
asupra structurii și proprietăților pieselor turnate.
Având în vedere analiza stadiului actual, dar și dotarea și posibilitățile de
experimentare și investigare din cadrul laboratoarelor și a centrului de cercetare din
Universitatea Transilvania, cât și cele oferite de agenți economici din Brașov, ca
obiect al cercetărilor au fost alese aliajele CuSn10 si AlZn10. S-a utilizat metoda
turnării centrifugale cu ax orizontal, având în vedere existența în laboratoarele
Departamentului Știința Materialelor de la Universitatea Transilvania a unei astfel de
instalații.
2.2 Strategia și metodologia de lucru
S-a adoptat următoarea strategie de lucru:
- realizarea unui model matematic și a unui soft destinat simulării solidificării
pieselor tubulare turnate centrifugal;
- efectuarea de studii sistematizate, prin simulare pe calculator privind
solidificarea pieselor tubulare turnate centrifugal;
- cercetări experimentale referitoare la efectul turnării centrifugale asupra
structurii, proprietăților și compoziției chimice a pieselor turnate din cele două aliaje
supuse cercetării.
Metodele de lucru utilizate sunt:
- analiza particularităților și a posibilităților de modelare matematică a
solidificării pieselor cu simetrie de rotație turnate centrifugal;
- realizarea unui model matematic și a unui soft specializat pentru simularea
solidificării pieselor turnate centrifugal de acest tip;
- verificarea experimentală a softului;
- efectuarea de studii prin simulare pe calculator privind influența unor factori
tehnologici și constructivi asupra câmpului de temperatură și asupra cineticii și
dinamicii solidificării pieselor tubulare turnate centrifugal;
- prelucrarea și interpretarea rezultatelor obținute prin simulare;
- turnare de piese de probă experimentale și analiza caracteristicilor structurale,
mecanice și chimice;
- prelucrarea și interpretarea rezultatelor și stabilirea de concluzii pentru
practica industrială;
- diseminarea rezultatelor prin publicare în reviste de specialitate.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
15
3. REALIZAREA UNUI SOFT PENTRU SIMULAREA
SOLIDIFICĂRII PIESELOR TURNATE CENTRIFUGAL DIN
ALIAJE CARE SOLIDIFICĂ SUB FORMĂ DE SOLUȚIE SOLIDĂ
3.1 Introducere
Softurile care simulează solidificarea pieselor turnate au la bază modelarea
matematică a procesului de solidificare. Modelele matematice transpun în ecuații,
procesele fizice care însoțesc solidificarea pornind de la bilanțul termic în sistemul
aliaj - formă - mediu înconjurător. În acest scop sistemul piesă turnată - formă este
divizat în elemente volum mici. Starea fiecărui element la un moment dat, este
caracterizată prin temperatură și prin fracția de solid (ξs). Rezolvarea ecuației de
bilanț termic pentru fiecare element de volum și pentru intervale de timp foarte mici
permite să se determine evoluția temperaturii și a cantității de solid din aliajul turnat
în formă [106, 107, 108, 109, 110]. Softurile utilizate pe plan internațional rezolvă
modelul matematic numai în funcție de starea inițială a elementelor. Consecința este
că aceste softuri nu pot simula exact solidificarea la temperatură constantă (metale
pure și aliaje eutectice).
Softurile realizate la Universitatea "Transilvania" din Braşov explicitează
modelul matematic și în funcție de starea finală a elementelor la fiecare pas de timp.
Ca urmare sunt capabile să reproducă exact toate tipurile de solidificare
[15,48,49,72,76]. Sunt realizate softuri distincte pentru simularea solidificării pieselor
turnate din aliaje care se solidifică la temperatură constantă și respectiv cu
solidificare în interval de temperatură.
Pentru a răspunde obiectivului tezei s-a realizat un soft pentru simularea
solidificării pieselor turnate centrifugal din aliaje cu solidificare în interval de
temperatură.
3.2. Particularităţile modelării matematice a solidificării pieselor turnate
centrifugal.
Piesele turnate centrifugal orizontal sunt piese tubulare cu simetrie de rotaţie.
Utilizarea de softuri bazate pe modele matematice în coordonate carteziene implică
divizarea sistemului în elemente de volum cubice. În acest caz apar diferențe între
conturul circular al piesei turnate și cel luat în considerare la simulare. Pentru o
reproducere cât mai fidelă a contururilor rotunde este necesară o divizare foarte fină
a ansamblului. Aceasta duce însă la timp de simulare foarte mare [49].
În cazul pieselor cu simetrie de rotație se pot realiza modele matematice în
coordonate cilindrice. În acest caz volumul pieselor turnate este divizat în elemente
inelare cu secțiune pătrată cu latură "Δ". Între raza interioara (Ri) şi raza exterioară
(Ri+1) a unui element există relația Ri+1= Ri+Δ. Acest sistem de coordonate are mai
multe avantaje; reproduce exact contururile circulare, durata simulării este mult mai
mică( de zeci sau sute de ori) în raport cu simularea 3D în coordonate carteziene.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
16
Din aceste considerente, pentru simularea solidificării pieselor cu simetrie de
rotație turnate centrifugal s-a realizat un model matematic și soft în coordonate
cilindrice. Particularitățile transmisiei căldurii la turnarea centrifugală a pieselor
tubulare sunt:
- suprafața interioară a aliajului turnat în formă se comportă ca un corp negru
deoarece, transmisia de căldură la interior este foarte mică, aproape nulă;
- rotirea formei și a aliajului lichid intensifică transmisia de căldură în interiorul
aliajului lichid și la interfața frontului de solidificare;
- rotirea formei intensifică transmisia de căldură cu mediul înconjurător la exterior.
3.3 Principiul modelării matematice 2D în coordonate cilindrice a solidificării
pieselor turnate centrifugal
Softurile pentru simularea 2D în coordonate cilindrice a solidificării pieselor de
rotație au avantajul că:
- reproduc cu exactitate conturul circular al pieselor:
- modelează mai precis fluxurile de căldură convergent - divergente;
- durata simulărilor este redusă considerabil.
Modelul realizat în coordonate cilindrice pentru solidificarea pieselor turnate
centrifugal are la bază aceleași principii, ipoteze și structură ca și modelele în
coordonate carteziene realizate anterior la Universitatea "Transilvania" din Brașov
[55,56,80,84]. Deosebirile constau în sistemul de coordonate, în variabilele utilizate
și în ecuațiile care explicitează soluțiile. Ecuațiile matematice care descriu procesele
de transfer termic și de răcire - solidificare a pieselor turnate sunt diferite. Modelul
matematic în coordonate cilindrice realizat, foloseşte de asemenea metoda
diferenţelor finite.
Particularitățile turnării centrifugale legate de schimbul de căldură sunt luate în
considerare prin valori adecvate (echivalente) ale coeficientului de schimb de căldură.
Influența mișcării de rotație asupra transmisiei căldurii prin convecție în interiorul
aliajului lichid și la interfața lichid - solid se ia în considerare printr-un coeficient
echivalent de conductibilitate termică a aliajului lichid.
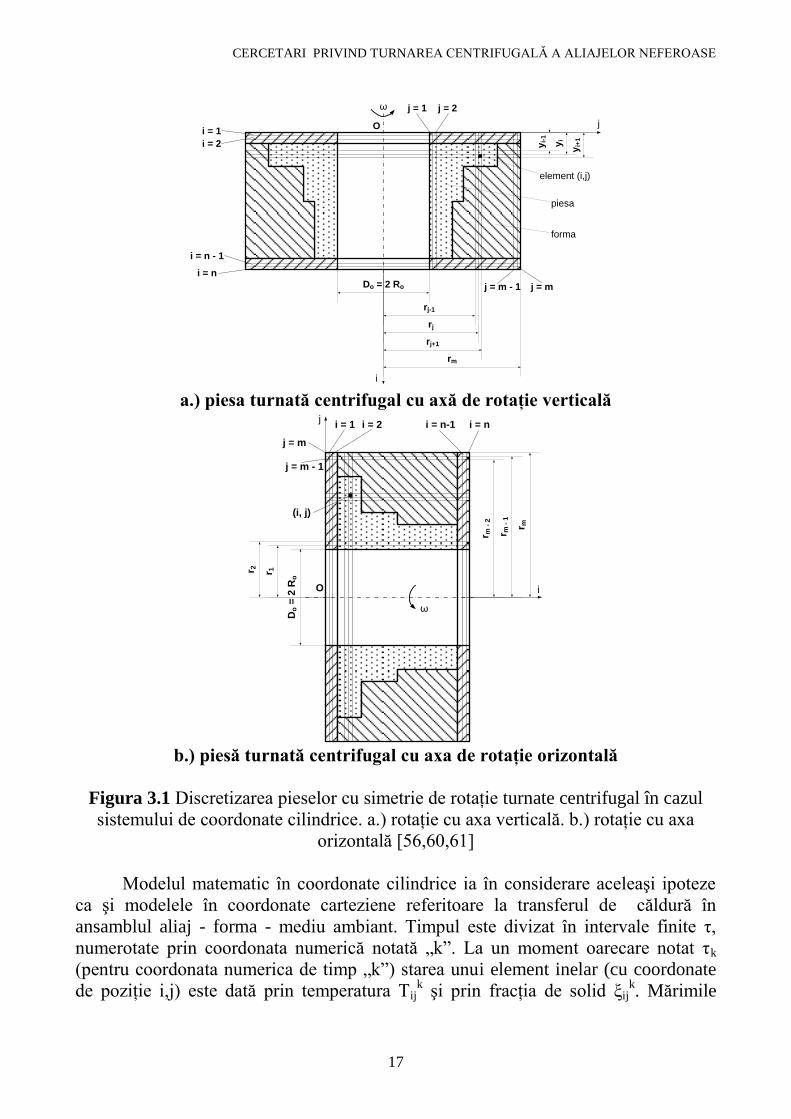
Modelul matematic cu coordonate cilindrice utilizează divizarea sistemului
formă – piesă turnată în elemente (celule) de volum inelare cu secțiune pătrată de
latură Δ. Ca urmare secțiunea transversală este divizată în elemente pătrate.
Discretizarea trebuie să fie realizată astfel încât elementele inelare, să fie constituite
dintr-un singur material. În figura 3.1 este arătat modul de discretizare [56,60,61].
Poziţionarea elementelor în ansamblul sistemului este notată prin doi indici, i – in
direcție axială si j – în direcţie radială, a secțiunii transversale. Numărul total de
elemente în direcţie axială este “n”, iar în direcţie radială este “m” [56]. Raza
interioară a piesei este r0, iar raza exterioară a ansamblului este rm. Lungimea
elementelor inelare cilindrice este Δ. Între zazele unui element există relaţia (figura
3.1) [49]:
Δ = r1 - r0 = rj - rj-1 (3.1)
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
17
Do = 2 Ro
rj-1
rj
rj+1
rm
i = 1
i = 2
i = n - 1
i = n
j = 1 j = 2
yi-
1
yi
yi+
1
j
element (i,j)
piesa
forma
j = mj = m - 1
i
O
ω
a.) piesa turnată centrifugal cu axă de rotație verticală
i = n-1j
i
ω
i = n
j = m
j = m - 1
(i, j)
O
i = 1 i = 2
r m -
2
r m -
1
r m
Do =
2 R
o
r 1r 2
b.) piesă turnată centrifugal cu axa de rotație orizontală
Figura 3.1 Discretizarea pieselor cu simetrie de rotație turnate centrifugal în cazul
sistemului de coordonate cilindrice. a.) rotație cu axa verticală. b.) rotație cu axa
orizontală [56,60,61]
Modelul matematic în coordonate cilindrice ia în considerare aceleaşi ipoteze
ca şi modelele în coordonate carteziene referitoare la transferul de căldură în
ansamblul aliaj - forma - mediu ambiant. Timpul este divizat în intervale finite τ,
numerotate prin coordonata numerică notată „k”. La un moment oarecare notat τk
(pentru coordonata numerica de timp „k”) starea unui element inelar (cu coordonate
de poziție i,j) este dată prin temperatura Tijk şi prin fracția de solid ξij
k. Mărimile
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
18
termofizice sunt notate ρijk - densitate (masă specifică), cij
k – căldură specifică, λij
k –
coeficient de conducție termică, Lij- căldura latentă la topire - solidificare.
3.4 Explicitarea și rezolvarea modelului matematic
La momentul iniţial (coordonata de timp k=0, respectiv τ0=0) mărimile de stare
ale elementelor Tij0 şi ξij
0 sunt cunoscute. În cazul aliajelor cu solidificare în interval
de temperatură (între TL lichidus și TS - solidus) în timpul solidificării se modifică
atât fracția de solid cât și temperatura elementelor. Ecuațiile care exprimă variația
căldurii interne a unui element în timpul solidificării conțin două necunoscute -
fracția de solid ξijk+1
și temperatura Tijk+1
, la sfârșitul unui pas de timp. Rezolvarea
modelului necesită ca ecuațiile să conțină o singură necunoscută. Acest lucru este
posibil întrucât cele două necunoscute - fracția de solid și temperatura elementelor -
sunt interdependente. Dependența exactă ξ = f(T) se poate determina aplicând legea
segmentelor inverse pe diagrama de echilibru. Pentru obținerea unui model
matematic general, aplicabil pentru toate aliajele dependența ξ = f(T) se aproximează
printr-o funcție de grad 1 Această funcție este [55,106,107,108,109]:
SL
L
TT
TT
(3.3)
unde: T - temperatura momentană, TL - temperatura lichidus, TS - temperatura
solidus. Sub forma T = f(ξ) se exprimă prin relația:
T = TL - ξ(TL – TS) (3.4)
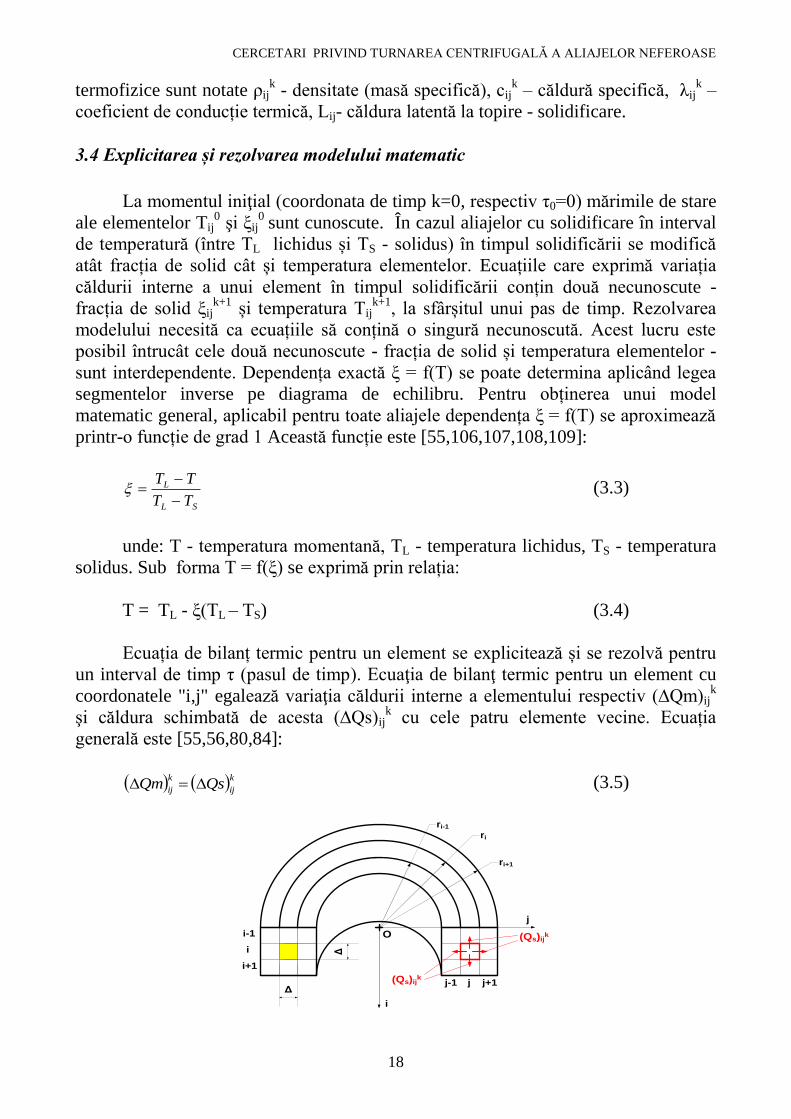
Ecuația de bilanț termic pentru un element se explicitează și se rezolvă pentru
un interval de timp τ (pasul de timp). Ecuaţia de bilanţ termic pentru un element cu
coordonatele "i,j" egalează variaţia căldurii interne a elementului respectiv (∆Qm)ijk
şi căldura schimbată de acesta (∆Qs)ijk cu cele patru elemente vecine. Ecuația
generală este [55,56,80,84]:
kij
k
ijQsQm (3.5)
(Qs)ijk
j-1 j j+1(Qs)ijk
Δ
Δ
ri-1
ri
ri+1
Oi-1
i
i+1
i
j

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
19
Figura 3.4 Transmisia căldurii între celulele (elementele) inelare (rețea în coordonate
cilindrice 2D) [56,60]
Căldura schimbată de elementul “i,j” cu cele patru elemente vecine (vezi figura
3.4) este data de relaţia [56]:
)]()([)(
])()([2)(
1,,11
,111,
k
ji
k
ij
k
ij
k
ji
k
ij
k
ijii
i
k
ji
k
ij
k
iji
k
ji
k
ij
k
ij
k
ij
TTjTThrr
rTTerTTiQs (3.6)
In aceasta relație αhijk, αjij
k, αiij
k, αeij
k - reprezintă coeficienții de schimb de
căldură între elementul (i,j) și elementele vecine. Celelalte simboluri au semnificațiile
precizate mai sus sau în schema din figura 3.4. Variaţia căldurii interne a elementelor
de volum inelare se calculează în funcţie de variaţia temperaturii şi a fracţiei de solid.
Relaţia generală de calcul este:
])()([( 11
ij
k
ij
k
ij
k
ij
k
ij
k
ijijij
k
ijLTTcVQm (3.7)
Vij = este volumul celulei "i,j", cijk – căldura specifică celulei „i,j” la momentul „k”,
ρij - densitatea celulei. Înlocuind volumul elementului inelar în funcție de dimensiuni
(de raze și Δ) relaţia devine:
])()([()( 112
1 ij
k
ij
k
ij
k
ij
k
ij
k
ijijii
k
ijLTTcrrQm
(3.9)
În cazul modelului matematic 2D în coordonate cilindrice pentru aliaje cu
solidificare în interval de temperatură relația (3.7) se explicitează în funcție de
poziția temperaturilor (Tijk) și (Tij
k+1) - înainte și după un pas de timp în raport cu TL și
TS. Rezultă nouă cazuri de particularizare a relației (3.9), respectiv a ecuației de bilanț
termic (3.5) și ale soluțiilor acestei ecuații. Caz 1 - răcire și solidificare parțială din stare lichidă. Ecuația (3.9) se particularizează
astfel:
]2/)()()[()( 112
1 SijLij
k
ijLijij
k
ijLijLij
k
ijijii
k
ijccTTLcTTrrQm
(3.10)
unde: Lij - căldura latentă de solidificare a elementului, cLij , cSij - căldura
specifică în stare lichidă și în stare solidă a elementului (i,j). Soluția cazului este:
2
)()(/)(
)( 2
1
1 SijLij
SijLijijLijLij
k
ij
ijii
k
ijk
ij
ccTTLcTT
rr
Qs
(3.12)
Caz 2 - răcire sau încălzire în stare lichidă. Variația căldurii interne este dată
de:

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
20
Lij
k
ij
k
ijijii
k
ijcTTrrQm
)()( 12
1 (3.13)
Din ecuația de bilanț termic soluția pentru temperatura Tijk+1
este:
Lijijii
k
ijk
ij
k
ijcrr
QsTT
2
1
1
)( (3.14)
Caz 3 - răcire în stare lichidă, urmată de solidificare totală și răcire în
stare solidă. Variația căldurii interne în acest caz este dată de relația:
])(2
))(()[()( 12
1 Sij
k
ijSij
LijSijSijLij
ijLijLij
k
ijijii
k
ij cTTccTT
LcTTrrQm
(3.15)
Din ecuația de bilanț termic (3.5) se calculează temperatura finală Tijk+1
:
Sijijii
k
ij
Sij
LijSijSijLij
Sij
Lij
k
ij
Sij
ijk
ijcrr
Qs
c
ccTT
c
cT
c
LT
2
1
1
)(2
))((
(3.18 )
Caz 4 - topire sau solidificare (parțială) în intervalul de solidificare. Relaţia
de calcul a variației căldurii interne a unui element este:
]2/)()()[()( 112
1 SijLij
k
ij
k
ijij
k
ij
k
ijijii
k
ijccTTLrrQm
(3.19)
Soluția pentru fracția de solid:
]
2
)()([/]
2
)()(
)([
2
1
1 SijLij
SijLijij
SijLijk
ijLijij
k
ij
ijii
k
ijk
ij
ccTTL
ccTTL
rr
Qs
(3.21)
Caz 5. Solidificare totală și răcire pornind din intervalul lichidus - solidus.
Relaţia de calcul a variației căldurii interne se particularizează astfel:
])(2/)()()1[()( 12
1 Sij
k
ijSijSijLijSij
k
ijij
k
ijijii
k
ijcTTccTTLrrQm
(3.22)
Din ecuația de bilanț termic se calculează temperatura finală Tijk+1
prin relația:
Sijijii
k
ij
Sij
Sij
SijLijSij
k
ij
Sij
ij
k
ijk
ijcrr
QsT
c
ccTT
c
LT
2
1
1
)(2
)()()1(
(3.23)

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
21
Caz 6 - topire completă și încălzire în stare lichidă. Relaţia de calcul a
variației căldurii interne este:
])(2/)()([)( 12
1 Lij
k
ijLijSijLijLij
k
ijij
k
ijijii
k
ijcTTccTTLrrQm
(3.24)
Din ecuația de bilanț termic se explicitează temperatura finală Tijk+1
.
Lij
SijLijLij
k
ij
Lij
ij
k
ij
Lijijii
k
ij
Lij
k
ijc
ccTT
c
L
crr
QsTT
2
)()(
)( 2
1
1
(3.25)
Caz 7 - Încălzire pornind din stare solidă și topire parțială. Relaţia de calcul pentru
variația căldurii interne este:
]2/)()()1()[()( 112
1 SijLij
k
ijSijij
k
ijSijSij
k
ijijii
k
ijccTTLcTTrrQm
(3.26)
Din ecuația de bilanț termic se explicitează fracția de solid finală ξij
k+1.
2)(/
2)()(
)( 2
1
1 SijLij
SijLijij
SijLij
LijSijijSijSij
k
ij
ijii
k
ijk
ij
ccTTL
ccTTLcTT
rr
Qs
(3.28)
Caz 8 - Încălzire sau răcire numai în stare solidă. Relaţia de calcul a
variației căldurii interne este:
])[()( 12
1 Sij
k
ij
k
ijijii
k
ijcTTrrQm
(3.29)
Înlouind în ecuația de bilanț termic (3.5) se calculează temperatura Tijk+1
.
Sijijii
k
ijk
ij
k
ijcrr
QsTT
2
1
1
)( (3.30)
Caz 9 - Încălzire pornind din stare solidă urmată de topire completă și încălzire în
stare lichidă. Relaţia de calcul a variației căldurii interne este:
])(2
))(()[()( 12
1 Lij
k
ijLij
LijSijLijSij
ijSijSij
k
ijijii
k
ij cTTccTT
LcTTrrQm
(3.31)
Soluția pentru temperatura finală este.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
22
Lijijii
k
ij
Lij
SijLijSijLij
Lij
ij
Lij
Sijk
ij
k
ijcrr
Qs
c
ccTT
c
L
c
cTT
2
1
1
)(2
))((
(3.32)
Rezolvarea acestui model matematic trebuie să admită o singură soluţie.
3.5 Elemente privind structura softului
Modelul matematic și schema de rezolvare prezentată mai sus, au fost
transpuse într-un soft. El este aplicabil pentru simularea solidificării pieselor turnate
centrifugal (din aliaje de tip soluție solidă). Softul este denumit SIM-2D-CIL-
SOLSOL. S-a utilizat sistemul de programare MATLAB, Alegerea are în vedere
posibilitatea ca ulterior, toate softurile realizate la Brașov să fie asamblate într-un soft
general aplicabil întregii game de aliaje întâlnite în practică [55,56,80,84].
Softul lucrează cu patru tipuri de fișiere, fișiere de tip „_.m”, fișiere de tip
„_.in”, fișiere de tip "_.out" și fișiere "_.jpg". Fișierele de tip "_.m" calculează și
generează matricele cu valorile caracteristicilor termo-fizice și ale mărimilor de stare
ale elementelor în care este divizat sistemul. De asemenea, o parte dintre aceste
fișiere generează reprezentările grafice ale rezultatelor.
ÎN fișierele de tip „_.in” la inițializarea simulărilor, utilizatorul introduce date
privind cererea de rezultatele. La sfârșitul unei simulări rezultatele sunt afișate sub
formă tabelară în fișiere cu extensia „_.out”. Rezultatele sunt redate grafic sub formă
de curbe de dependență sau sub formă de hartă și curbe de nivel în fișiere de tip
„_jpg.
3.6 Rezultate referitoare la solidificarea pieselor turnate centrifugal obținute cu
softul realizat (SIM-2D-CIL-SOLSOL)
Softul realizat furnizează rezultate referitoare la solidificarea pieselor cu
simetrie de rotație turnate centrifugal. Principalele rezultate privind solidificarea
pieselor turnate furnizate de softul realizat sunt: - coordonatele punctelor unde se
termină solidificarea aliajului; - momentul începutului și sfârșitului solidificării
piesei; - temperatura tuturor elementelor din rețea la orice moment; - timpii de
solidificare “tsol” pentru fiecăre element din ansamblu; - evoluția temperaturii, a
fracției de solid și a vitezei de răcire în raport de timp, în orice punct din sistem; -
evoluția în funcție de timp a cantității de metal lichid din sistem; - repartizarea
temperaturii pe diverse linii sau colane din ansamblul formă-piesă la orice moment.
Modul în care softul, destinat simulării solidificării pieselor turnate centrifugal
din aliaje cu solidificare de tip soluție solidă (SIM-2D-CIL-SOLSOL) realizat în
cadrul tezei, afișează rezultatele grafic este exemplificat pentru solidificarea piesei
din figura 3.8. (piesa din bronz CuSn12, aliaj cu solidificare de tip soluție solidă).

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
23
Ø 120
Ø 140
Ø 80
Ø 200
Ø 240
10
20
30
50
10
12
0
ω
piesa
turnata
forma
Figura 3.8 Piesa turnată centrifugal din CuSn12 supusă simulării solidificării
cu softurile SIM-2D-CIL-SOLSOL și SIM-2D-CIL-EUT
Modul de divizare și stabilire a coordonatelor numerice ale elementelor prin
care s-a inițializat această simulare este arătat în figura 3.9. În figurile 3.10 – 3.17
este arătat modul în care softul afișează grafic rezultatele. Pentru a pune în evidență
necesitatea realizării softului SIM-2D-CIL-SOLSOL (pentru aliaje de tip soluție
solidă) se arată diferența între rezultatele furnizate de acest soft și un soft pentru
aliaje cu solidificare la temperatură constantă. În acest scop solidificarea piesei din
figura 3.8 s-a simulat și cu softul SIM-2D-CIL-EUT considerând cazul turnării dintr-
un aliaj eutectic cu caracteristici termofizice similare. În figurile 3.10 - 3.17 sunt
arătate rezultatele obținute cu cele două softuri.
R0 = 40 20 10 30 20
10
20
30
50
10
12
0
80
ω
6 = i
1 = i5 = i
15 = i16 = i
30 = i31 = i
55 = i56 = i60 = i
1 10 16 30 31 40 = j
m = 40 = nr. de coloane
n = 60 = nr. de linii
zona 1
zona 2
zo
na
3
Figura 3.9 Stabilirea coordonatelor numerice (i,j) în cazul discretizării
sistemului formă - piesă turnată centrifugal supus simulării [56]
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
24
a.) simulare cu softul SIM-2D-CIL-
SOLSOL, solidificare de tip soluție
solidă
b.) simulare cu softul SIM-2D-CIL-
EUT, solidificare la temperatură
constantă
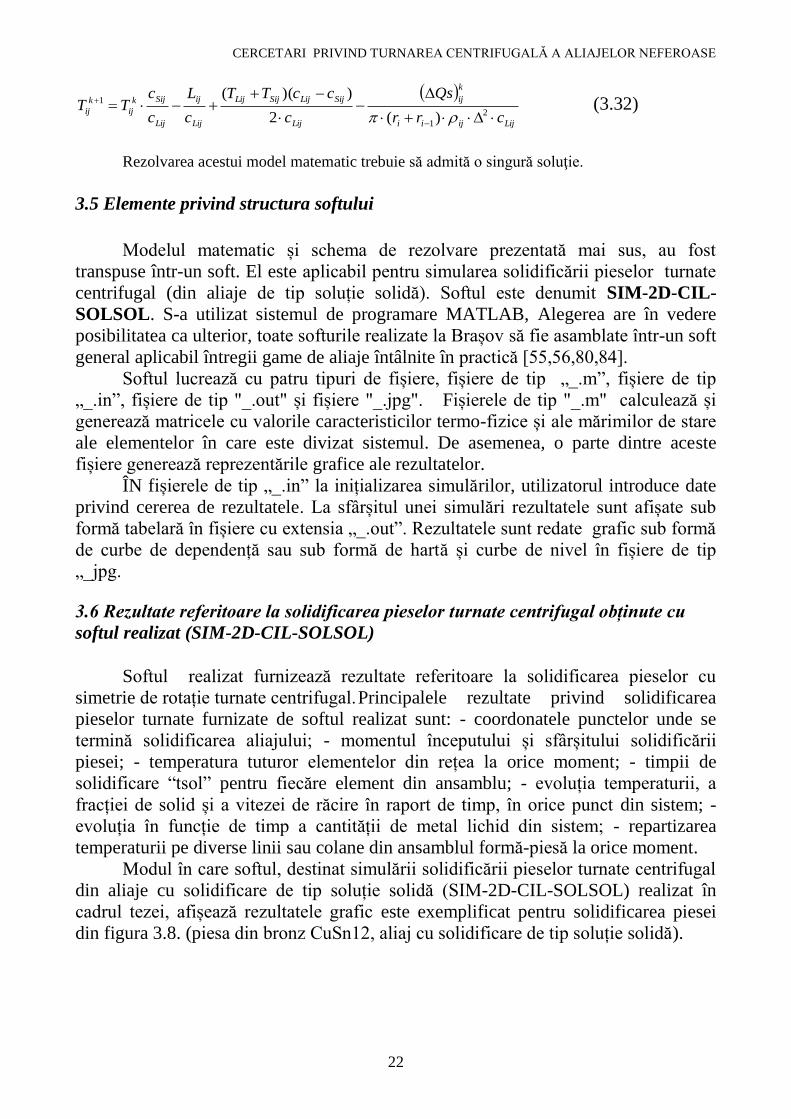
Figura 3.10 Deplasarea frontului de solidificare în piesa turnată centrifugal în
cazul simulării cu cele două softuri
a.) simulare cu softul SIM-2D-CIL-
SOLSOL, solidificare de tip soluție
solidă
b.) simulare cu softul SIM-2D-CIL-
EUT, solidificare la temperatură
constantă
Figura 3.11 Aspectul izotermelor în ansamblul piesă turnată - formă la
sfârșitul solidificării piesei turnate centrifugal în cazul simulării cu cele două softuri
a.) simulare cu softul SIM-2D-CIL- b.) simulare cu softul SIM-2D-CIL-EUT,
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
25
SOLSOL, solidificare de tip soluție
solidă
solidificare la temperatură constantă
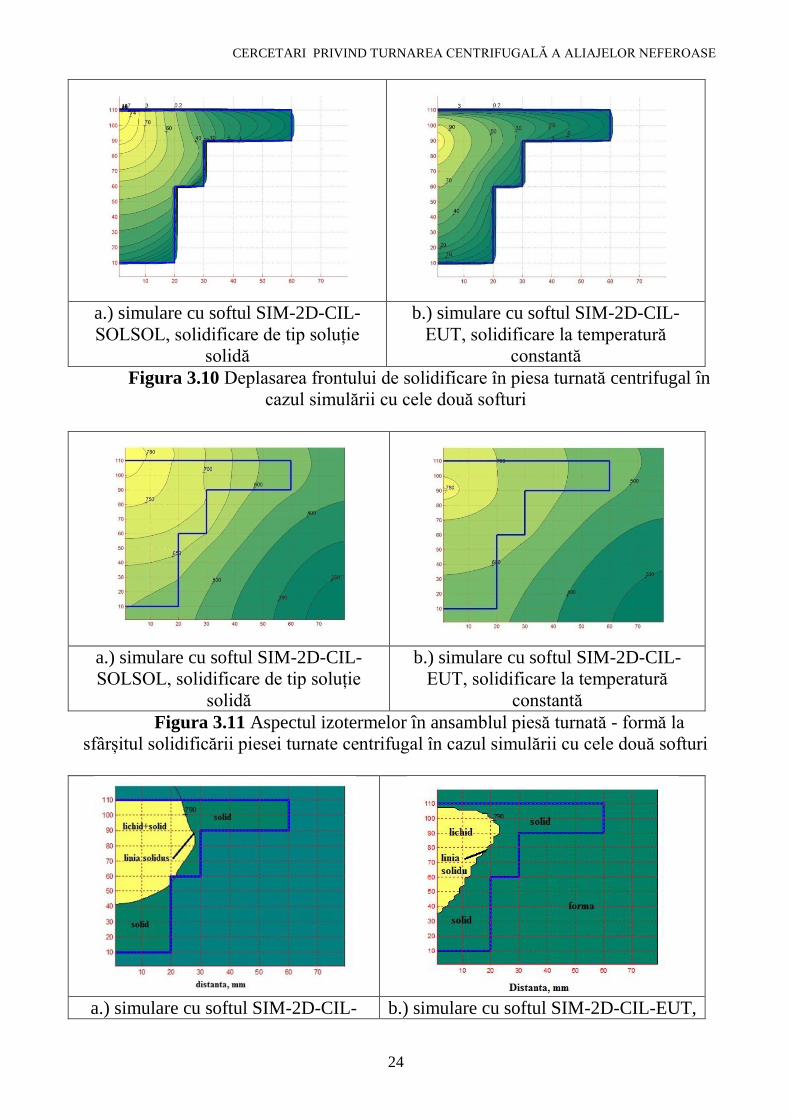
Figura 3.12 Poziția frontului solidus la timpul τ = 40s
a.) simulare cu softul SIM-2D-CIL-
SOLSOL, solidificare de tip soluție
solidă
b.) simulare cu softul SIM-2D-CIL-
EUT, solidificare la temperatură
constantă
Figura 3.13 Variația temperaturii în funcție de timp în nodul termic. a) nod
termic (x,y)=(0,110): b) nod termic (x,y)=(0,99).
a.) simulare cu softul SIM-2D-CIL-
SOLSOL, solidificare de tip soluție
solidă
b.) simulare cu softul SIM-2D-CIL-
EUT, solidificare la temperatură
constantă
Figura 3.14 Variația fracției de solid în funcție de timp în nodul termic. a)
coordonate nod termic (x,y)=(0,110): b) coordonate nod termic (x,y)=(0,99).
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
26
a.) simulare cu softul SIM-2D-CIL-
SOLSOL, solidificare de tip soluție
solidă
b.) simulare cu softul SIM-2D-CIL-
EUT, solidificare la temperatură
constantă
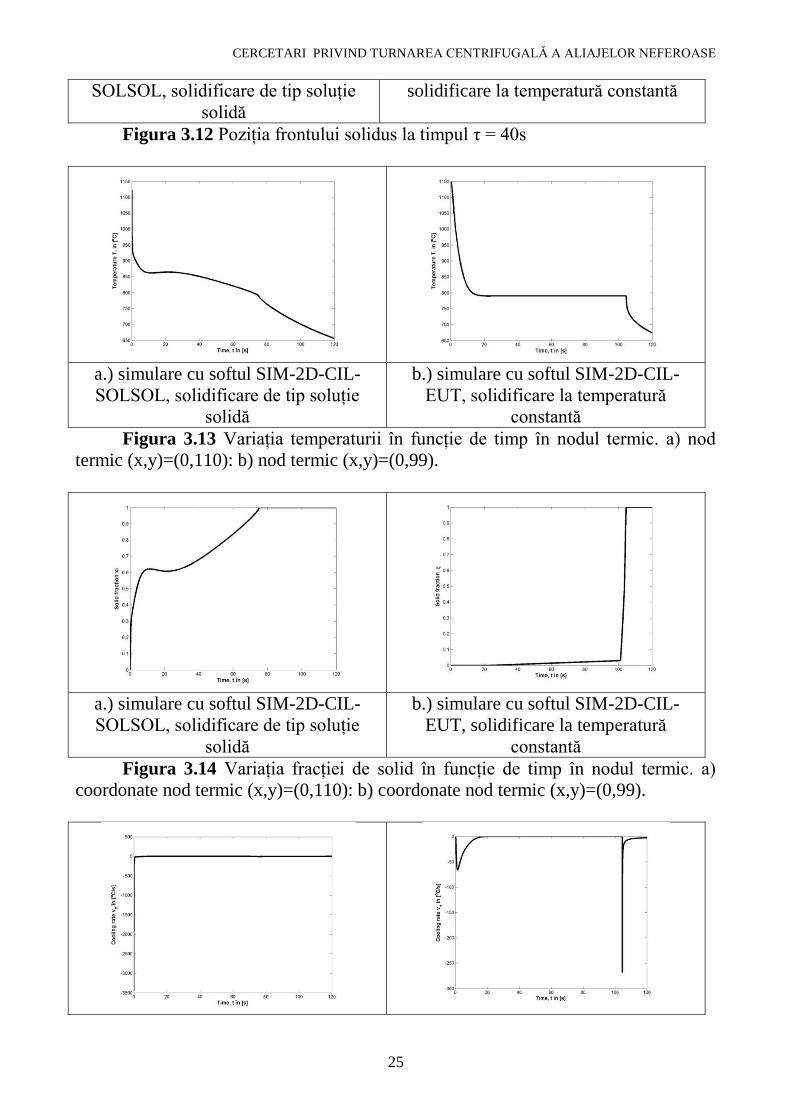
Figura 3.15 Viteza de răcire în funcție de timp în nodul termic a) coordonate
nod termic (x,y)=(0,110): b) coordonate nod termic (x,y)=(0,99).
a.) simulare cu softul SIM-2D-CIL-
SOLSOL, solidificare de tip soluție
solidă
b.) simulare cu softul SIM-2D-CIL-
EUT, solidificare la temperatură
constantă
Figura 3.16 Repartizarea temperaturii pe suprafața interioară a piesei turnate
(coloana nodului termic) la sfârșitul solidificării piesei turnate. a) timp de solidificare
τ=75,216s. b) timp de solidificare τ=104,528s.
3.7 Verificare experimentală a softului
a). Mod de lucru.
Pentru validarea softului s-a aplicat metoda analizei termice experimentale. S-au
înregistrat experimental curbe de variație a temperaturii in diverse puncte ale unor
sisteme piesă turnată - formă de turnare și apoi acestea au fost comparate cu curbele
similare determinate prin simulare [57,73]. Măsurarea variației temperaturii în
interiorul pieselor turnate și a formelor de turnare, la turnarea centrifugală, cu ajutorul
termocuplurilor este dificil de realizat. De aceea verificarea softului s-a realizat în
condiții de turnare gravitațională a unor piese cu simetrie de rotație, similară pieselor
turnate centrifugal.
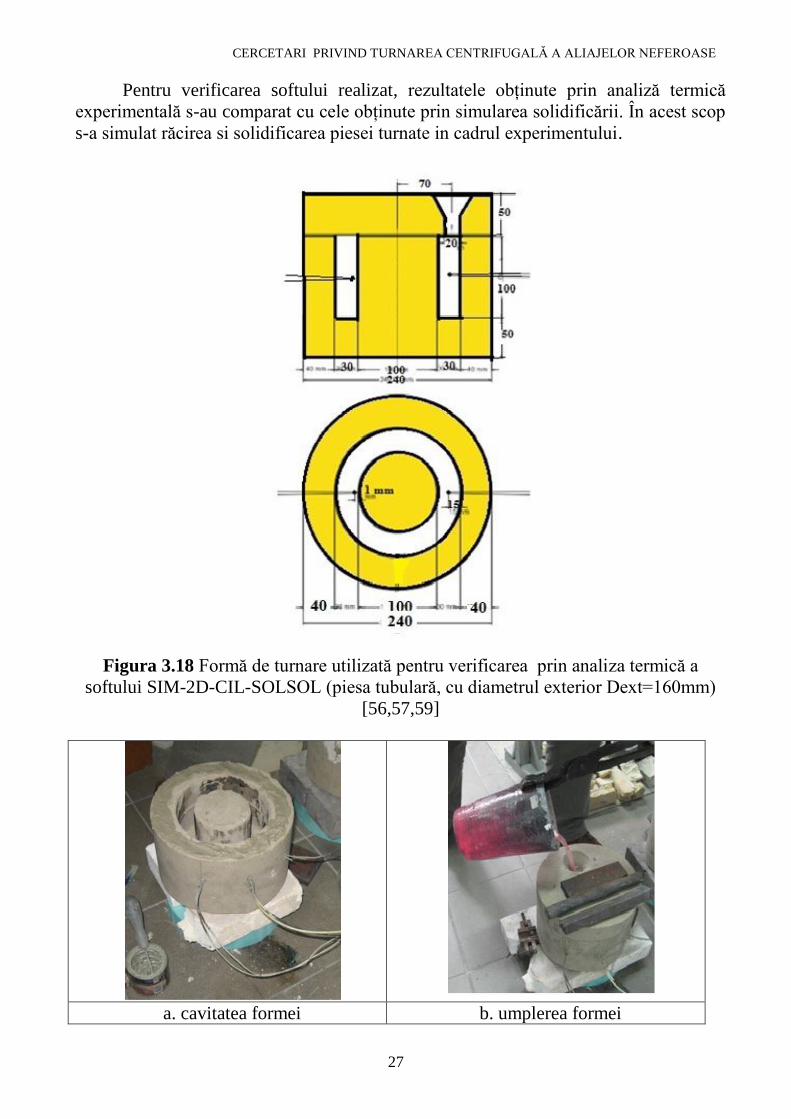
b). Condițiile verificării experimentale 1.
O primă verificare s-a s-a realizat prin turnarea unei piese cilindrice tubulare din
ATSi12. În figura 3.18 este arătată forma de turnare utilizată pentru verificare.
Compoziția chimică a aliajului utilizat este Al=87,29%, Si=9,73%, Cu=0,81%,
Fe=0,79%, Zn=0,72%, Mg=0,27. Au fost montate două termocupluri, unul pe axa
peretelui piesei (punct A) și al doilea în piesă la 1 mm de suprafața interioară, la
mijlocul înălțimii piesei turnate.
c). Rezultate experimentale (experiment 1).
In figurile 3.20 sunt arătate aspecte de la turnarea probei experimentale.
d). Compararea rezultatelor simulare - experiment 1.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
27
Pentru verificarea softului realizat, rezultatele obținute prin analiză termică
experimentală s-au comparat cu cele obținute prin simularea solidificării. În acest scop
s-a simulat răcirea si solidificarea piesei turnate in cadrul experimentului.
Figura 3.18 Formă de turnare utilizată pentru verificarea prin analiza termică a
softului SIM-2D-CIL-SOLSOL (piesa tubulară, cu diametrul exterior Dext=160mm)
[56,57,59]
a. cavitatea formei b. umplerea formei
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
28
Figura 3.20 Aspecte privind efectuarea experimentului [59,60]
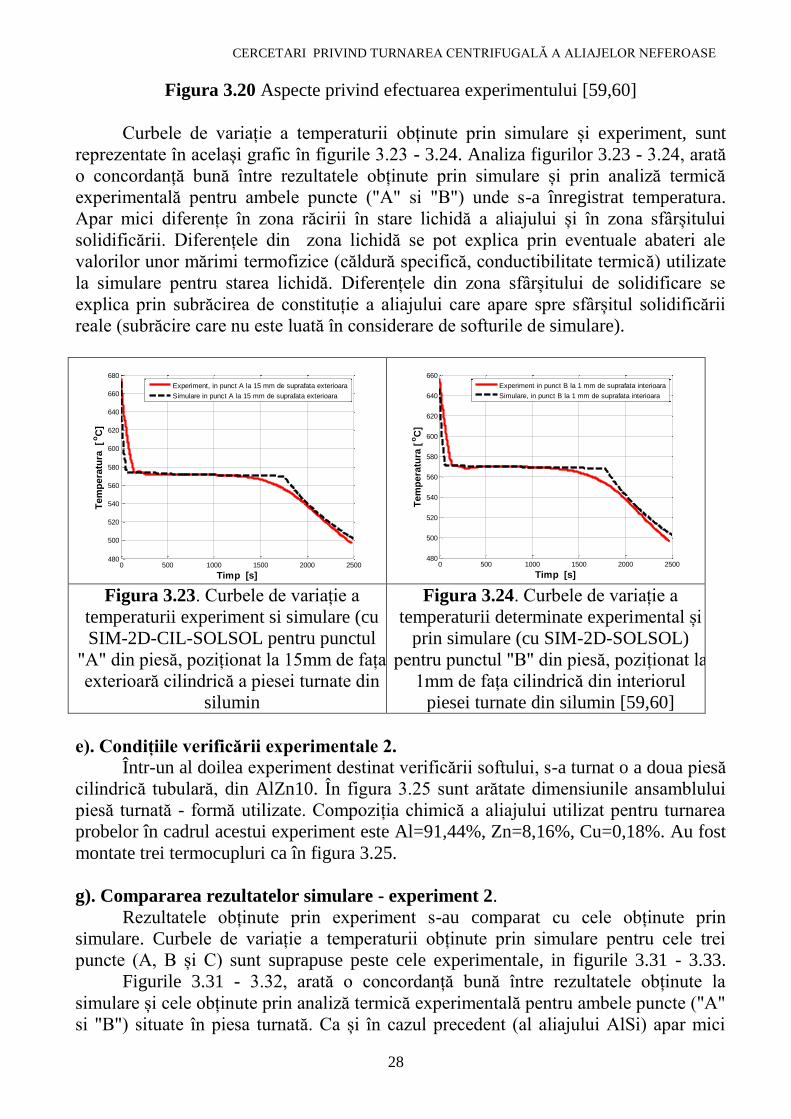
Curbele de variație a temperaturii obținute prin simulare și experiment, sunt
reprezentate în același grafic în figurile 3.23 - 3.24. Analiza figurilor 3.23 - 3.24, arată
o concordanță bună între rezultatele obținute prin simulare și prin analiză termică
experimentală pentru ambele puncte ("A" si "B") unde s-a înregistrat temperatura.
Apar mici diferențe în zona răcirii în stare lichidă a aliajului și în zona sfârșitului
solidificării. Diferențele din zona lichidă se pot explica prin eventuale abateri ale
valorilor unor mărimi termofizice (căldură specifică, conductibilitate termică) utilizate
la simulare pentru starea lichidă. Diferențele din zona sfârșitului de solidificare se
explica prin subrăcirea de constituție a aliajului care apare spre sfârșitul solidificării
reale (subrăcire care nu este luată în considerare de softurile de simulare).
Figura 3.23. Curbele de variație a
temperaturii experiment si simulare (cu
SIM-2D-CIL-SOLSOL pentru punctul
"A" din piesă, poziționat la 15mm de fața
exterioară cilindrică a piesei turnate din
silumin
Figura 3.24. Curbele de variație a
temperaturii determinate experimental și
prin simulare (cu SIM-2D-SOLSOL)
pentru punctul "B" din piesă, poziționat la
1mm de fața cilindrică din interiorul
piesei turnate din silumin [59,60]
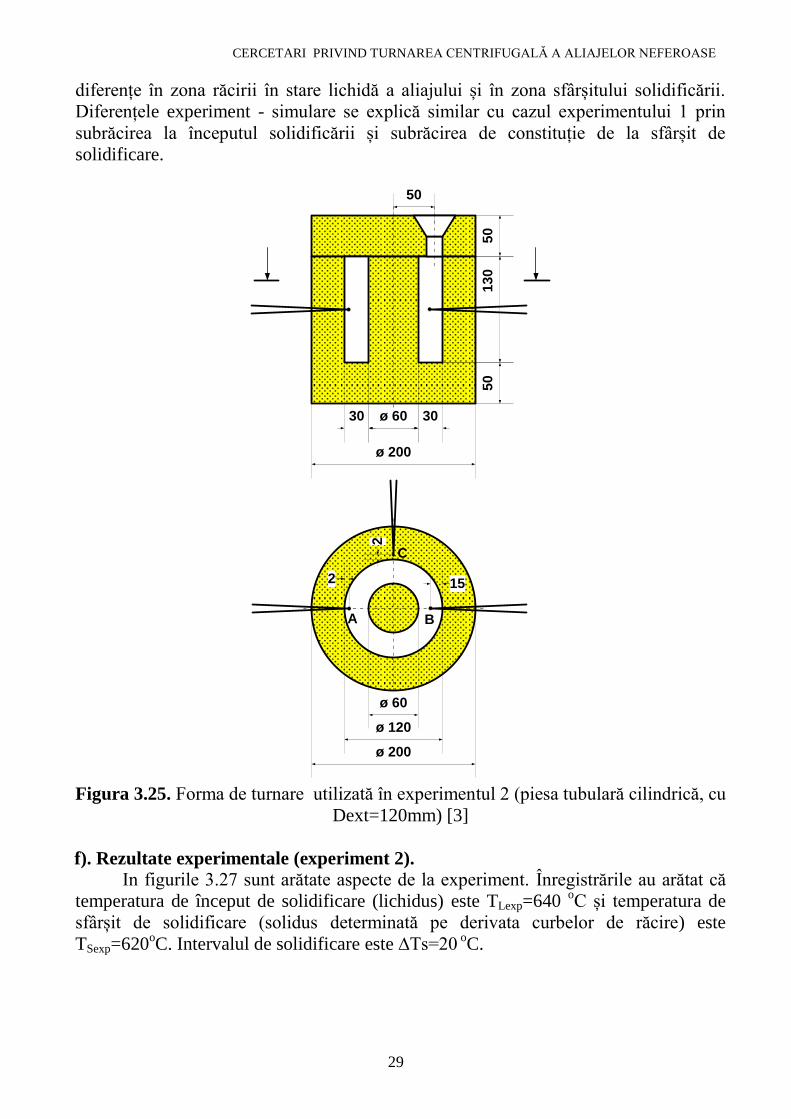
e). Condițiile verificării experimentale 2.
Într-un al doilea experiment destinat verificării softului, s-a turnat o a doua piesă
cilindrică tubulară, din AlZn10. În figura 3.25 sunt arătate dimensiunile ansamblului
piesă turnată - formă utilizate. Compoziția chimică a aliajului utilizat pentru turnarea
probelor în cadrul acestui experiment este Al=91,44%, Zn=8,16%, Cu=0,18%. Au fost
montate trei termocupluri ca în figura 3.25.
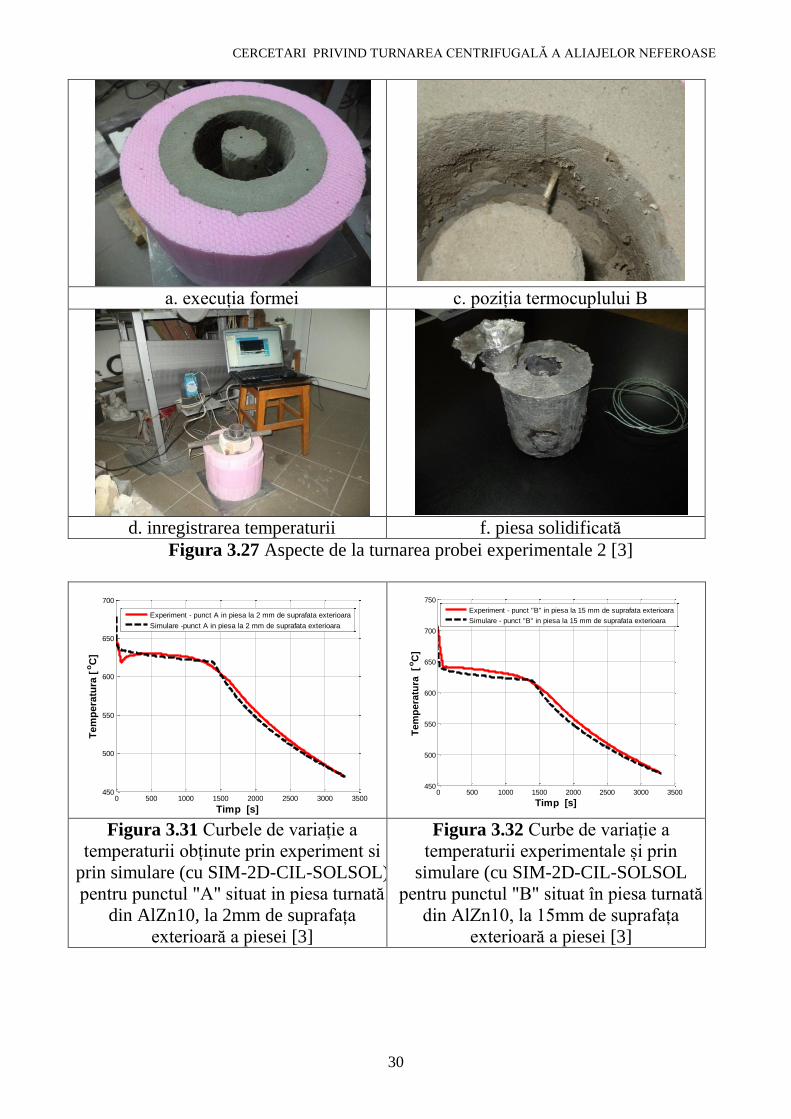
g). Compararea rezultatelor simulare - experiment 2.
Rezultatele obținute prin experiment s-au comparat cu cele obținute prin
simulare. Curbele de variație a temperaturii obținute prin simulare pentru cele trei
puncte (A, B și C) sunt suprapuse peste cele experimentale, in figurile 3.31 - 3.33.
Figurile 3.31 - 3.32, arată o concordanță bună între rezultatele obținute la
simulare și cele obținute prin analiză termică experimentală pentru ambele puncte ("A"
si "B") situate în piesa turnată. Ca și în cazul precedent (al aliajului AlSi) apar mici
0 500 1000 1500 2000 2500480
500
520
540
560
580
600
620
640
660
680
Timp [s]
Te
mp
era
tura
[
oC
]
Experiment, in punct A la 15 mm de suprafata exterioara
Simulare in punct A la 15 mm de suprafata exterioara
0 500 1000 1500 2000 2500480
500
520
540
560
580
600
620
640
660
Timp [s]
Te
mp
era
tura
[oC
]
Experiment in punct B la 1 mm de suprafata interioara
Simulare, in punct B la 1 mm de suprafata interioara
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
29
diferențe în zona răcirii în stare lichidă a aliajului și în zona sfârșitului solidificării.
Diferențele experiment - simulare se explică similar cu cazul experimentului 1 prin
subrăcirea la începutul solidificării și subrăcirea de constituție de la sfârșit de
solidificare.
50
50
13
05
0
ø 60 3030
ø 200
ø 60
ø 120
ø 200
152
2
BA
C
Figura 3.25. Forma de turnare utilizată în experimentul 2 (piesa tubulară cilindrică, cu
Dext=120mm) [3]
f). Rezultate experimentale (experiment 2).
In figurile 3.27 sunt arătate aspecte de la experiment. Înregistrările au arătat că
temperatura de început de solidificare (lichidus) este TLexp=640 oC și temperatura de
sfârșit de solidificare (solidus determinată pe derivata curbelor de răcire) este
TSexp=620oC. Intervalul de solidificare este ∆Ts=20
oC.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
30
a. execuția formei c. poziția termocuplului B
d. inregistrarea temperaturii f. piesa solidificată
Figura 3.27 Aspecte de la turnarea probei experimentale 2 [3]
Figura 3.31 Curbele de variație a
temperaturii obținute prin experiment si
prin simulare (cu SIM-2D-CIL-SOLSOL)
pentru punctul "A" situat in piesa turnată
din AlZn10, la 2mm de suprafața
exterioară a piesei [3]
Figura 3.32 Curbe de variație a
temperaturii experimentale și prin
simulare (cu SIM-2D-CIL-SOLSOL
pentru punctul "B" situat în piesa turnată
din AlZn10, la 15mm de suprafața
exterioară a piesei [3]
0 500 1000 1500 2000 2500 3000 3500450
500
550
600
650
700
Timp [s]
Te
mp
era
tura
[oC
]
Experiment - punct A in piesa la 2 mm de suprafata exterioara
Simulare -punct A in piesa la 2 mm de suprafata exterioara
0 500 1000 1500 2000 2500 3000 3500450
500
550
600
650
700
750
Timp [s]
Te
mp
era
tura
[
oC
]
Experiment - punct "B" in piesa la 15 mm de suprafata exterioara
Simulare - punct "B" in piesa la 15 mm de suprafata exterioara
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
31
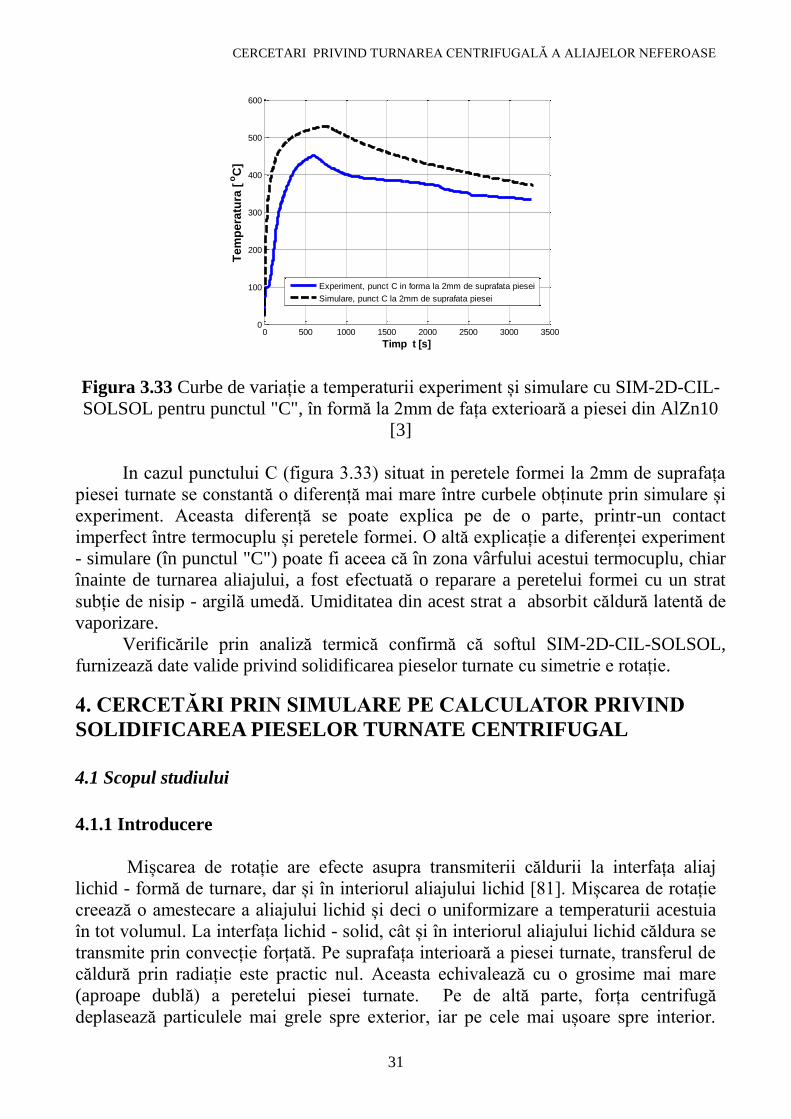
Figura 3.33 Curbe de variație a temperaturii experiment și simulare cu SIM-2D-CIL-
SOLSOL pentru punctul "C", în formă la 2mm de fața exterioară a piesei din AlZn10
[3]
In cazul punctului C (figura 3.33) situat in peretele formei la 2mm de suprafața
piesei turnate se constantă o diferență mai mare între curbele obținute prin simulare și
experiment. Aceasta diferență se poate explica pe de o parte, printr-un contact
imperfect între termocuplu și peretele formei. O altă explicație a diferenței experiment
- simulare (în punctul "C") poate fi aceea că în zona vârfului acestui termocuplu, chiar
înainte de turnarea aliajului, a fost efectuată o reparare a peretelui formei cu un strat
subție de nisip - argilă umedă. Umiditatea din acest strat a absorbit căldură latentă de
vaporizare.
Verificările prin analiză termică confirmă că softul SIM-2D-CIL-SOLSOL,
furnizează date valide privind solidificarea pieselor turnate cu simetrie e rotație.
4. CERCETĂRI PRIN SIMULARE PE CALCULATOR PRIVIND
SOLIDIFICAREA PIESELOR TURNATE CENTRIFUGAL
4.1 Scopul studiului
4.1.1 Introducere
Mișcarea de rotație are efecte asupra transmiterii căldurii la interfața aliaj
lichid - formă de turnare, dar și în interiorul aliajului lichid [81]. Mișcarea de rotație
creează o amestecare a aliajului lichid și deci o uniformizare a temperaturii acestuia
în tot volumul. La interfața lichid - solid, cât și în interiorul aliajului lichid căldura se
transmite prin convecție forțată. Pe suprafața interioară a piesei turnate, transferul de
căldură prin radiație este practic nul. Aceasta echivalează cu o grosime mai mare
(aproape dublă) a peretelui piesei turnate. Pe de altă parte, forța centrifugă
deplasează particulele mai grele spre exterior, iar pe cele mai ușoare spre interior.
0 500 1000 1500 2000 2500 3000 35000
100
200
300
400
500
600
Timp t [s]
Te
mp
era
tura
[oC
]
Experiment, punct C in forma la 2mm de suprafata piesei
Simulare, punct C la 2mm de suprafata piesei
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
32
ceea ce accentuează schimbul de căldură în interiorul aliajului lichid. În plus în
timpul mișcării de rotație, în sistemul formă - aliaj lichid apar vibrații radiale.
Vibrațiile sunt cauzate de excentricitatea centrului de greutate al aliajului lichid, în
raport cu axa de rotație. Aceste procese, au ca efect o conductibilitate termică
echivalentă a aliajului lichid mult mai mare decât în cazul turnării gravitaționale
[1,12,46,53,81].
Din punct de vedere al micro-solidificării mișcarea de rotație și vibrare a
aliajului lichid are ca efect o rupere a cristalelor în curs de formare și creștere. Aceste
efecte sunt mai accentuate în cazul aliajelor cu interval de solidificare mare
[8,40,62,115].
4.1.2 Particularitățile simulării solidificării pieselor turnate centrifugal
Mișcarea de rotație face dificil studiul experimental al câmpului de temperatură
din piesele turnate centrifugal. Dezvoltarea actuală a informaticii permite însă ca
astfel de studii să fie efectuate prin simulare pe calculator. Simularea are și avantajul
că permite modificarea progresivă a oricărui parametru al procesului studiat. Prin
simulare se pot efectua studii sistematizate, asupra turnării centrifugale, care nu pot
fi realizate prin experiment [109,110,116]. Transmiterea căldurii în aliajul lichid se
ia în considerare printr-o conductibilitate termică echivalentă.
O altă particularitate a turnării centrifugale este legată de contactul piesă
turnată - formă. Unii autori consideră că între piesă și formă apare un interstițiu care
influențează (micșorează) transferul de căldură de la aliajul turnat spre formă [40,41].
Referitor la această ipoteză părerea noastră este că atât timp cât aliajul este în stare
lichidă forța centrifugă împinge aliajul spre exterior. Ca urmare aliajul lichid este
presat pe peretele formei, iar contactul aliaj - formă este perfect. După solidificarea
primelor straturi de aliaj la interfața piesă - formă, aliajul solidificat are încă o
temperatură foarte ridicată, apropiată de temperatura lichidus. Ca urmare straturile de
aliaj solidificat (plasate la interfața piesă - formă) sunt ușor deformabile plastic. Ele
sunt de asemenea presate de forța centrifugă pe peretele formei, iar contactul, aliaj
solidificat - formă se menține, pe totă durata solidificării piesei. Apariția unui
interstițiu între piesă și formă ar putea fi luată în considerare eventual numai când
piesa se răcește la temperaturi mult mai scăzute (cu 100 -1500C sub solidus) caz în
care solidificarea nu mai este influențată. Deci atunci când se studiază numai
solidificarea pieselor turnate centrifugal, nu trebuie luată în considerare existența unui
interstițiu între piesă și formă.
4.1.3 Scopul studiului
Realizarea de softuri pentru simularea proceselor termice la turnarea
centrifugală face posibilă efectuarea unor studii privind regimul termic la răcirea și
solidificarea pieselor turnate centrifugal. Cunoașterea acestor influențe face posibilă
optimizarea proceselor de turnare centrifugală în funcție de dimensiunile pieselor și
de structura și proprietățile dorite. Acest capitol al tezei are ca scop efectuarea unui
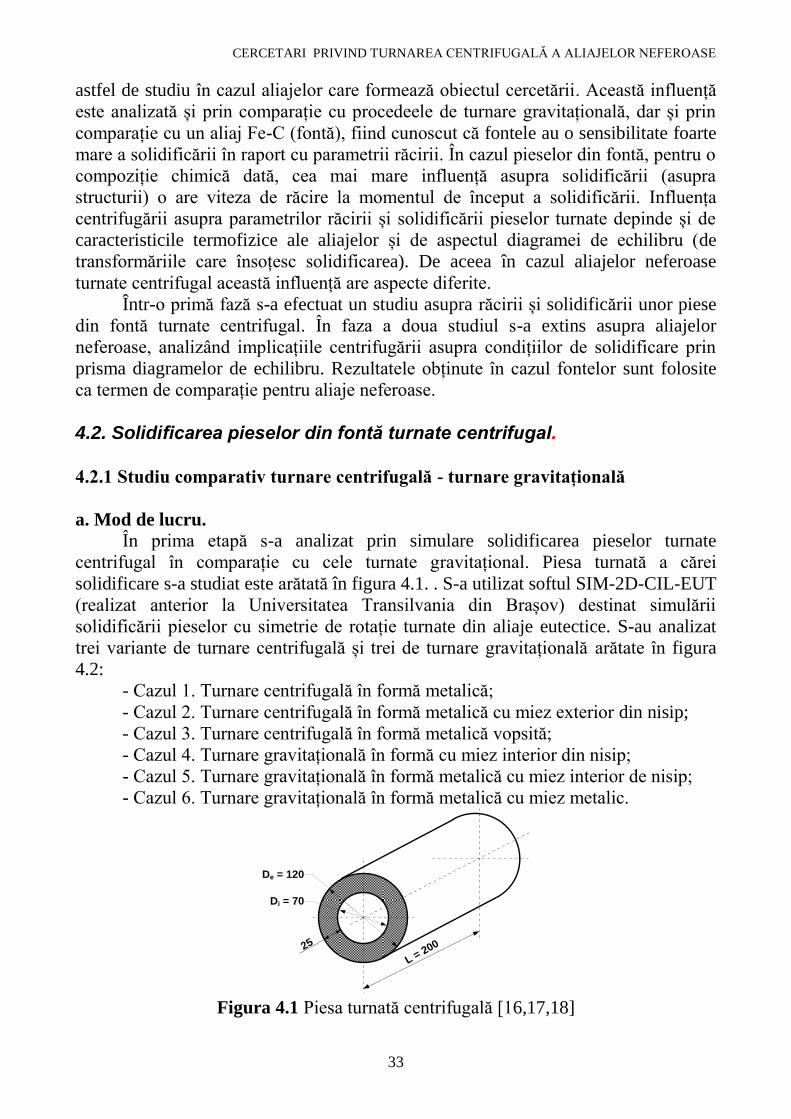
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
33
astfel de studiu în cazul aliajelor care formează obiectul cercetării. Această influență
este analizată și prin comparație cu procedeele de turnare gravitațională, dar și prin
comparație cu un aliaj Fe-C (fontă), fiind cunoscut că fontele au o sensibilitate foarte
mare a solidificării în raport cu parametrii răcirii. În cazul pieselor din fontă, pentru o
compoziție chimică dată, cea mai mare influență asupra solidificării (asupra
structurii) o are viteza de răcire la momentul de început a solidificării. Influența
centrifugării asupra parametrilor răcirii și solidificării pieselor turnate depinde și de
caracteristicile termofizice ale aliajelor și de aspectul diagramei de echilibru (de
transformăriile care însoțesc solidificarea). De aceea în cazul aliajelor neferoase
turnate centrifugal această influență are aspecte diferite.
Într-o primă fază s-a efectuat un studiu asupra răcirii și solidificării unor piese
din fontă turnate centrifugal. În faza a doua studiul s-a extins asupra aliajelor
neferoase, analizând implicațiile centrifugării asupra condițiilor de solidificare prin
prisma diagramelor de echilibru. Rezultatele obținute în cazul fontelor sunt folosite
ca termen de comparație pentru aliaje neferoase.
4.2. Solidificarea pieselor din fontă turnate centrifugal.
4.2.1 Studiu comparativ turnare centrifugală - turnare gravitațională
a. Mod de lucru.
În prima etapă s-a analizat prin simulare solidificarea pieselor turnate
centrifugal în comparație cu cele turnate gravitațional. Piesa turnată a cărei
solidificare s-a studiat este arătată în figura 4.1. . S-a utilizat softul SIM-2D-CIL-EUT
(realizat anterior la Universitatea Transilvania din Brașov) destinat simulării
solidificării pieselor cu simetrie de rotație turnate din aliaje eutectice. S-au analizat
trei variante de turnare centrifugală și trei de turnare gravitațională arătate în figura
4.2:
- Cazul 1. Turnare centrifugală în formă metalică;
- Cazul 2. Turnare centrifugală în formă metalică cu miez exterior din nisip;
- Cazul 3. Turnare centrifugală în formă metalică vopsită;
- Cazul 4. Turnare gravitațională în formă cu miez interior din nisip;
- Cazul 5. Turnare gravitațională în formă metalică cu miez interior de nisip;
- Cazul 6. Turnare gravitațională în formă metalică cu miez metalic.
L = 200
De = 120
Di = 70
25
Figura 4.1 Piesa turnată centrifugală [16,17,18]
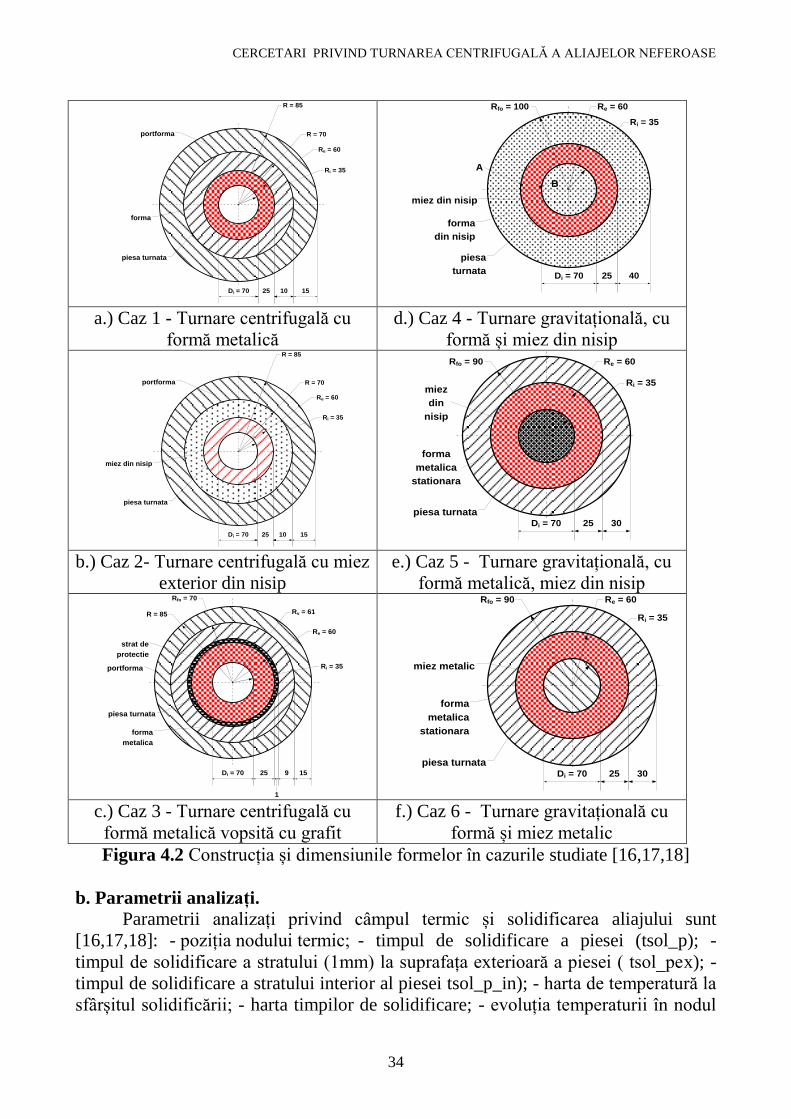
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
34
Re = 60
Ri = 35
forma
piesa turnata
1025 15
R = 70
R = 85
portforma
Di = 70
Re = 60
Ri = 35
forma
din nisip
miez din nisip
piesa
turnata4025
Rfo = 100
A
B
Di = 70
a.) Caz 1 - Turnare centrifugală cu
formă metalică
d.) Caz 4 - Turnare gravitațională, cu
formă și miez din nisip
Re = 60
Ri = 35
miez din nisip
piesa turnata
1025 15
R = 70
R = 85
portforma
Di = 70
Re = 60
Ri = 35
forma
metalica
stationara
miez
din
nisip
piesa turnata3025
Rfo = 90
Di = 70
b.) Caz 2- Turnare centrifugală cu miez
exterior din nisip
e.) Caz 5 - Turnare gravitațională, cu
formă metalică, miez din nisip
Rv = 61
Re = 60
Ri = 35
forma
metalica
piesa turnata
9
1
25
Rfo = 70
strat de
protectie
portforma
R = 85
Di = 70 15
Re = 60
Ri = 35
forma
metalica
stationara
miez metalic
piesa turnata3025
Rfo = 90
Di = 70
c.) Caz 3 - Turnare centrifugală cu
formă metalică vopsită cu grafit
f.) Caz 6 - Turnare gravitațională cu
formă și miez metalic
Figura 4.2 Construcția și dimensiunile formelor în cazurile studiate [16,17,18]
b. Parametrii analizați.
Parametrii analizați privind câmpul termic și solidificarea aliajului sunt
[16,17,18]: - poziția nodului termic; - timpul de solidificare a piesei (tsol_p); -
timpul de solidificare a stratului (1mm) la suprafața exterioară a piesei ( tsol_pex); -
timpul de solidificare a stratului interior al piesei tsol_p_in); - harta de temperatură la
sfârșitul solidificării; - harta timpilor de solidificare; - evoluția temperaturii în nodul
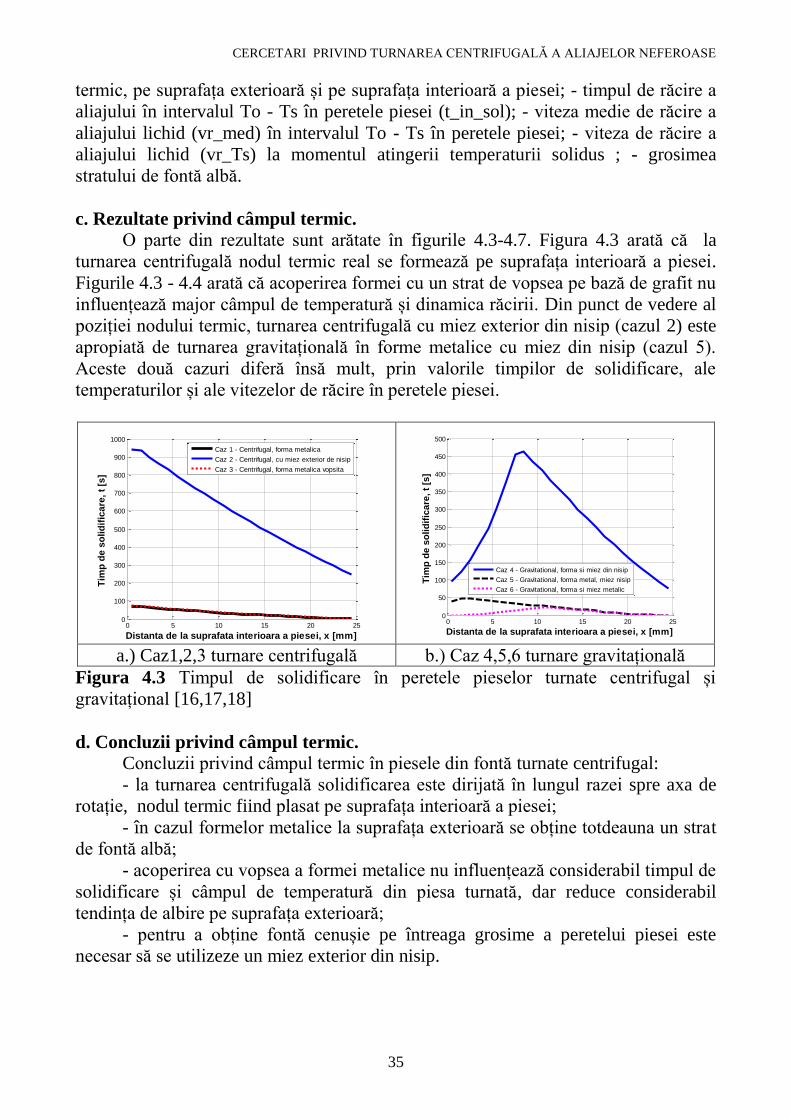
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
35
termic, pe suprafața exterioară și pe suprafața interioară a piesei; - timpul de răcire a
aliajului în intervalul To - Ts în peretele piesei (t_in_sol); - viteza medie de răcire a
aliajului lichid (vr_med) în intervalul To - Ts în peretele piesei; - viteza de răcire a
aliajului lichid (vr_Ts) la momentul atingerii temperaturii solidus ; - grosimea
stratului de fontă albă.
c. Rezultate privind câmpul termic.
O parte din rezultate sunt arătate în figurile 4.3-4.7. Figura 4.3 arată că la
turnarea centrifugală nodul termic real se formează pe suprafața interioară a piesei.
Figurile 4.3 - 4.4 arată că acoperirea formei cu un strat de vopsea pe bază de grafit nu
influențează major câmpul de temperatură și dinamica răcirii. Din punct de vedere al
poziției nodului termic, turnarea centrifugală cu miez exterior din nisip (cazul 2) este
apropiată de turnarea gravitațională în forme metalice cu miez din nisip (cazul 5).
Aceste două cazuri diferă însă mult, prin valorile timpilor de solidificare, ale
temperaturilor și ale vitezelor de răcire în peretele piesei.
a.) Caz1,2,3 turnare centrifugală b.) Caz 4,5,6 turnare gravitațională
Figura 4.3 Timpul de solidificare în peretele pieselor turnate centrifugal și
gravitațional [16,17,18]
d. Concluzii privind câmpul termic.
Concluzii privind câmpul termic în piesele din fontă turnate centrifugal:
- la turnarea centrifugală solidificarea este dirijată în lungul razei spre axa de
rotație, nodul termic fiind plasat pe suprafața interioară a piesei;
- în cazul formelor metalice la suprafața exterioară se obține totdeauna un strat
de fontă albă;
- acoperirea cu vopsea a formei metalice nu influențează considerabil timpul de
solidificare și câmpul de temperatură din piesa turnată, dar reduce considerabil
tendința de albire pe suprafața exterioară;
- pentru a obține fontă cenușie pe întreaga grosime a peretelui piesei este
necesar să se utilizeze un miez exterior din nisip.
0 5 10 15 20 250
100
200
300
400
500
600
700
800
900
1000
Distanta de la suprafata interioara a piesei, x [mm]
Tim
p d
e s
olid
ific
are
, t
[s]
Caz 1 - Centrifugal, forma metalica
Caz 2 - Centrifugal, cu miez exterior de nisip
Caz 3 - Centrifugal, forma metalica vopsita
0 5 10 15 20 250
50
100
150
200
250
300
350
400
450
500
Distanta de la suprafata interioara a piesei, x [mm]
Tim
p d
e s
oli
dif
ica
re,
t [s
]
Caz 4 - Gravitational, forma si miez din nisip
Caz 5 - Gravitational, forma metal, miez nisip
Caz 6 - Gravitational, forma si miez metalic
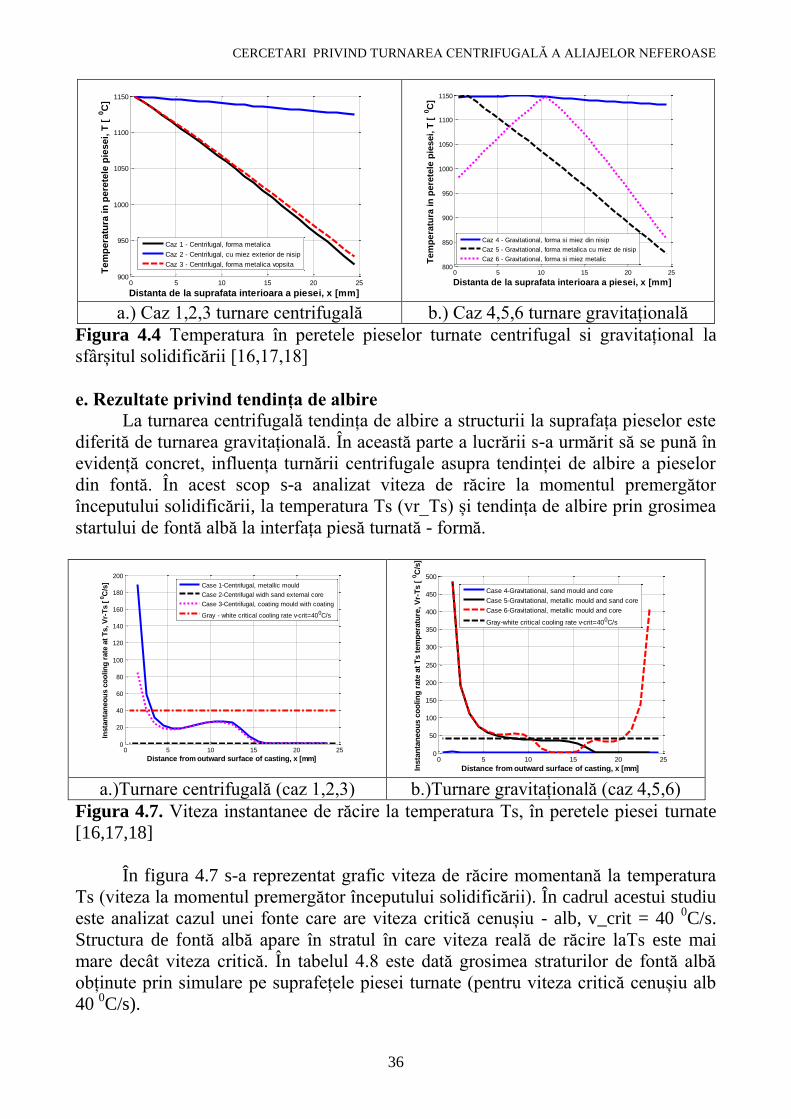
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
36
a.) Caz 1,2,3 turnare centrifugală b.) Caz 4,5,6 turnare gravitațională
Figura 4.4 Temperatura în peretele pieselor turnate centrifugal si gravitațional la
sfârșitul solidificării [16,17,18]
e. Rezultate privind tendința de albire
La turnarea centrifugală tendința de albire a structurii la suprafața pieselor este
diferită de turnarea gravitațională. În această parte a lucrării s-a urmărit să se pună în
evidență concret, influența turnării centrifugale asupra tendinței de albire a pieselor
din fontă. În acest scop s-a analizat viteza de răcire la momentul premergător
începutului solidificării, la temperatura Ts (vr_Ts) și tendința de albire prin grosimea
startului de fontă albă la interfața piesă turnată - formă.
a.)Turnare centrifugală (caz 1,2,3) b.)Turnare gravitațională (caz 4,5,6)
Figura 4.7. Viteza instantanee de răcire la temperatura Ts, în peretele piesei turnate
[16,17,18]
În figura 4.7 s-a reprezentat grafic viteza de răcire momentană la temperatura
Ts (viteza la momentul premergător începutului solidificării). În cadrul acestui studiu
este analizat cazul unei fonte care are viteza critică cenușiu - alb, v_crit = 40 0C/s.
Structura de fontă albă apare în stratul în care viteza reală de răcire laTs este mai
mare decât viteza critică. În tabelul 4.8 este dată grosimea straturilor de fontă albă
obținute prin simulare pe suprafețele piesei turnate (pentru viteza critică cenușiu alb
40 0C/s).
0 5 10 15 20 25900
950
1000
1050
1100
1150
Distanta de la suprafata interioara a piesei, x [mm]
Te
mp
era
tura
in
pe
rete
le p
ies
ei,
T [
0C
]
Caz 1 - Centrifugal, forma metalica
Caz 2 - Centrifugal, cu miez exterior de nisip
Caz 3 - Centrifugal, forma metalica vopsita0 5 10 15 20 25
800
850
900
950
1000
1050
1100
1150
Distanta de la suprafata interioara a piesei, x [mm]
Tem
pera
tura
in
pere
tele
pie
sei, T
[0C
]
Caz 4 - Gravitational, forma si miez din nisip
Caz 5 - Gravitational, forma metalica cu miez de nisip
Caz 6 - Gravitational, forma si miez metalic
0 5 10 15 20 250
20
40
60
80
100
120
140
160
180
200
Distance from outward surface of casting, x [mm]
Insta
nta
neo
us c
oo
lin
g r
ate
at
Ts, V
r-T
s [
0C
/s]
Case 1-Centrifugal, metallic mould
Case 2-Centrifugal widh sand external core
Case 3-Centrifugal, coating mould with coating
Gray - white critical cooling rate v-crit=400C/s
0 5 10 15 20 250
50
100
150
200
250
300
350
400
450
500
Distance from outward surface of casting, x [mm]Insta
nta
neo
us c
oo
lin
g r
ate
at
Ts t
em
pera
ture
, V
r-T
s [
0C
/s]
Case 4-Gravitational, sand mould and core
Case 5-Gravitational, metallic mould and sand core
Case 6-Gravitational, metallic mould and core
Gray-white critical cooling rate v-crit=400C/s
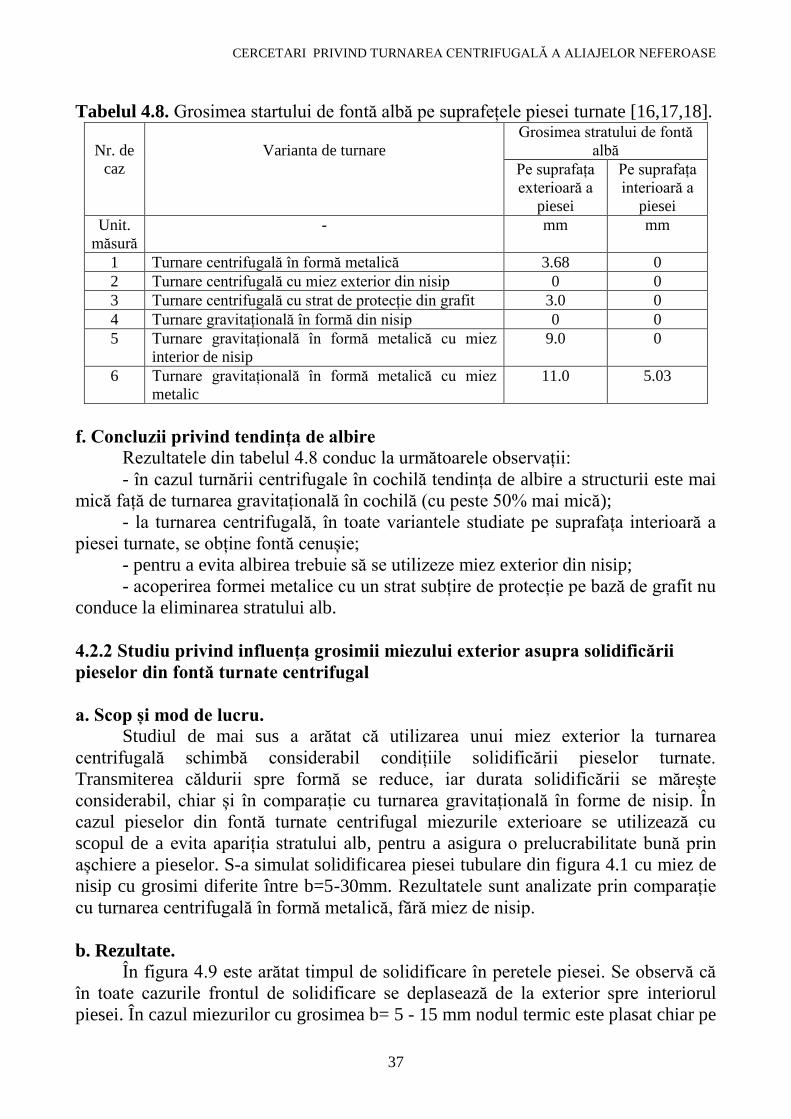
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
37
Tabelul 4.8. Grosimea startului de fontă albă pe suprafețele piesei turnate [16,17,18].
Nr. de
caz
Varianta de turnare
Grosimea stratului de fontă
albă
Pe suprafața
exterioară a
piesei
Pe suprafața
interioară a
piesei
Unit.
măsură
- mm mm
1 Turnare centrifugală în formă metalică 3.68 0
2 Turnare centrifugală cu miez exterior din nisip 0 0
3 Turnare centrifugală cu strat de protecție din grafit 3.0 0
4 Turnare gravitațională în formă din nisip 0 0
5 Turnare gravitațională în formă metalică cu miez
interior de nisip
9.0 0
6 Turnare gravitațională în formă metalică cu miez
metalic
11.0 5.03
f. Concluzii privind tendința de albire
Rezultatele din tabelul 4.8 conduc la următoarele observații:
- în cazul turnării centrifugale în cochilă tendința de albire a structurii este mai
mică față de turnarea gravitațională în cochilă (cu peste 50% mai mică);
- la turnarea centrifugală, în toate variantele studiate pe suprafața interioară a
piesei turnate, se obține fontă cenușie;
- pentru a evita albirea trebuie să se utilizeze miez exterior din nisip;
- acoperirea formei metalice cu un strat subțire de protecție pe bază de grafit nu
conduce la eliminarea stratului alb.
4.2.2 Studiu privind influența grosimii miezului exterior asupra solidificării
pieselor din fontă turnate centrifugal
a. Scop și mod de lucru.
Studiul de mai sus a arătat că utilizarea unui miez exterior la turnarea
centrifugală schimbă considerabil condițiile solidificării pieselor turnate.
Transmiterea căldurii spre formă se reduce, iar durata solidificării se mărește
considerabil, chiar și în comparație cu turnarea gravitațională în forme de nisip. În
cazul pieselor din fontă turnate centrifugal miezurile exterioare se utilizează cu
scopul de a evita apariția stratului alb, pentru a asigura o prelucrabilitate bună prin
așchiere a pieselor. S-a simulat solidificarea piesei tubulare din figura 4.1 cu miez de
nisip cu grosimi diferite între b=5-30mm. Rezultatele sunt analizate prin comparație
cu turnarea centrifugală în formă metalică, fără miez de nisip.
b. Rezultate.
În figura 4.9 este arătat timpul de solidificare în peretele piesei. Se observă că
în toate cazurile frontul de solidificare se deplasează de la exterior spre interiorul
piesei. În cazul miezurilor cu grosimea b= 5 - 15 mm nodul termic este plasat chiar pe
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
38
suprafața interioară a piesei turnate. În cazul miezurilor cu grosime mai mare (20-
30mm) solidificarea se termină din punct de vedere teoretic, la cca 1-2mm de
suprafața interioară. În realitate datorită deplasării particulelor cu densități diferite
sub acțiunea forței centrifuge, nucleele solide care eventual se formează pe suprafața
interioară a aliajului topit sunt deplasate spre exterior. Astfel și în aceste cazuri nodul
termic real este plasat pe suprafața interioară a piesei turnate. Din figura 4.9 rezultă
că creșterea grosimii miezurilor peste o anumită limită nu este recomandată, deoarece
timpul de solidificare total al piesei crește exagerat.
În figura 4.10 este arătată temperatura în peretele piesei turnate la sfârșitul
solidificării acesteia. Utilizarea miezurilor de nisip are influență mare asupra
temperaturii din peretele piesei turnate. Pentru practica turnării pieselor de acest tip,
rezultă că creșterea grosimii miezurilor exterioare peste o anumită limită duce la
creșterea exagerată a duratei solidificării.
Figura 4.9. Timpul de solidificare în
peretele piesei turnate
Figura 4.10. Temperatura în peretele
piesei la sfârșitul solidificării aliajului
c. Concluzii privind influența grosimii miezului exterior.
Principalele concluzii privind influența grosimii miezurilor de nisip la turnarea
centrifugală a pieselor din fontă sunt:
- utilizarea de miezuri exterioare din nisip la turnarea centrifugală modifică
considerabil condițiile de răcire și solidificare la suprafața exterioară;
- viteza de răcire a stratului exterior al piesei, la momentul premergător
solidificării, este foarte mică între 0.3 - 0.80C/s (mult sub viteza critică cenușiu -
alb);
- chiar și în cazul miezurilor exterioare solidificarea este dirijată în de la
exterior spre interior, nodul termic real fiind plasat pe suprafața interioară a piesei;
- creșterea grosimii miezurilor peste o anumită limită nu are influență asupra
cineticii solidificării la suprafața piesei turnate, dar încetinește considerabil răcirea
piesei turnate în stare solidă (după solidificare);
- pentru practică se recomandă ca grosimea miezurilor să fie redusă (corelat cu
grosimea peretelui piesei turnate.
4.2.3 Studiu privind influența grosimii peretelui piesei asupra solidificării
pieselor din fontă turnate centrifugal
0 5 10 15 20 250
200
400
600
800
1000
1200
1400
1600
Distanta de la suprafata interioara a piesei, x [mm]
Tim
p d
e s
oli
dif
ica
re,
t [s
]
Caz 0 - Centrifugal grosime miez nisip b=0mm
Caz 1 - Centifugal grosime miez nisip b=5mm
Caz 2 - Centrifugal grosime miez nisip b=10mm
Caz 3 - Centrifugal grosime miez nisip b=15mm
Caz 4 - Centrifugal grosime miez nisip b=20mm
Caz 5 - Centrifugal grosime miez nisip b=25mm
Caz 6 - Centrifugal grosime miez nisip b=30mm
0 5 10 15 20 25900
950
1000
1050
1100
1150
Distanta de la suprafata interioara a piesei, x [mm]
Te
mp
era
tura
in
pe
rete
le p
ies
ei,
T [
0C
]
Caz 0 - Centrifugal fara miez, b=0mm
Caz 1 - Centifugal miez nisip b=5mm
Caz 2 - Centrifugal miez nisip b=10mm
Caz 3 - Centrifugal miez nisip b=15mm
Caz 4 - Centrifugal miez nisip b=20mm
Caz 5 - Centrifugal miez nisip b=25mm
Caz 6 - Centrifugal miez nisip b=30mm
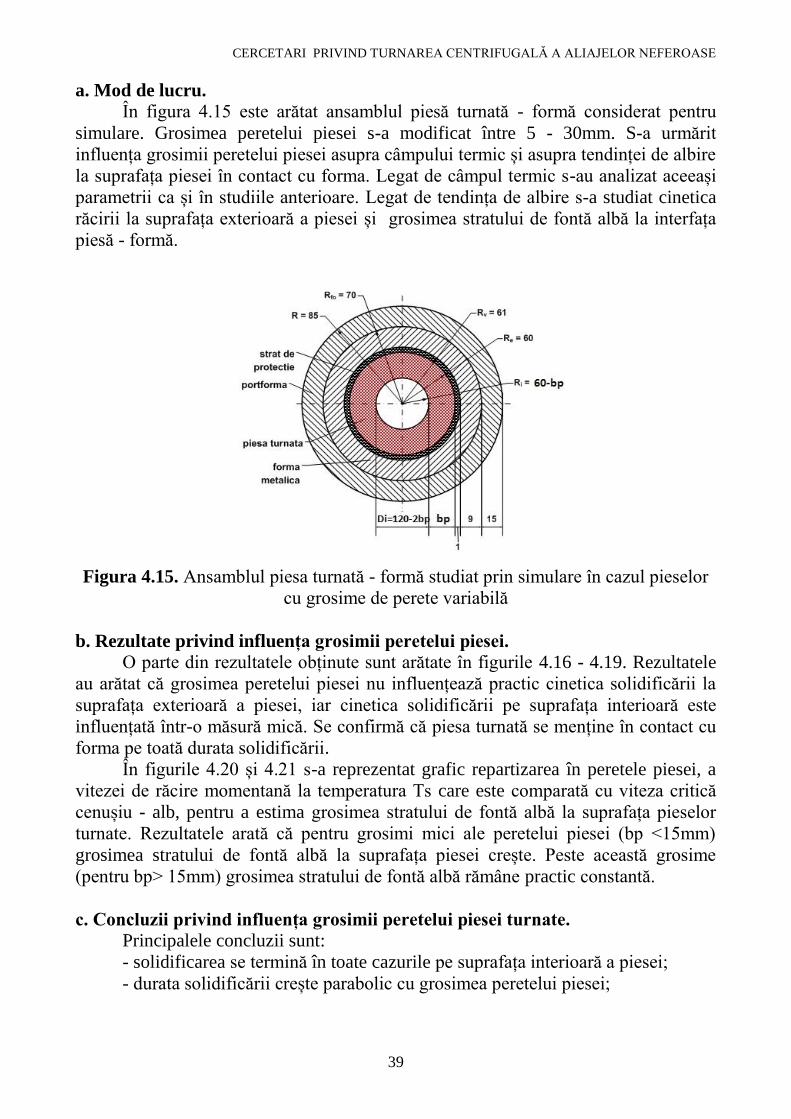
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
39
a. Mod de lucru.
În figura 4.15 este arătat ansamblul piesă turnată - formă considerat pentru
simulare. Grosimea peretelui piesei s-a modificat între 5 - 30mm. S-a urmărit
influența grosimii peretelui piesei asupra câmpului termic și asupra tendinței de albire
la suprafața piesei în contact cu forma. Legat de câmpul termic s-au analizat aceeași
parametrii ca și în studiile anterioare. Legat de tendința de albire s-a studiat cinetica
răcirii la suprafața exterioară a piesei și grosimea stratului de fontă albă la interfața
piesă - formă.
Figura 4.15. Ansamblul piesa turnată - formă studiat prin simulare în cazul pieselor
cu grosime de perete variabilă
b. Rezultate privind influența grosimii peretelui piesei. O parte din rezultatele obținute sunt arătate în figurile 4.16 - 4.19. Rezultatele
au arătat că grosimea peretelui piesei nu influențează practic cinetica solidificării la
suprafața exterioară a piesei, iar cinetica solidificării pe suprafața interioară este
influențată într-o măsură mică. Se confirmă că piesa turnată se menține în contact cu
forma pe toată durata solidificării.
În figurile 4.20 și 4.21 s-a reprezentat grafic repartizarea în peretele piesei, a
vitezei de răcire momentană la temperatura Ts care este comparată cu viteza critică
cenușiu - alb, pentru a estima grosimea stratului de fontă albă la suprafața pieselor
turnate. Rezultatele arată că pentru grosimi mici ale peretelui piesei (bp <15mm)
grosimea stratului de fontă albă la suprafața piesei crește. Peste această grosime
(pentru bp> 15mm) grosimea stratului de fontă albă rămâne practic constantă.
c. Concluzii privind influența grosimii peretelui piesei turnate.
Principalele concluzii sunt:
- solidificarea se termină în toate cazurile pe suprafața interioară a piesei;
- durata solidificării crește parabolic cu grosimea peretelui piesei;
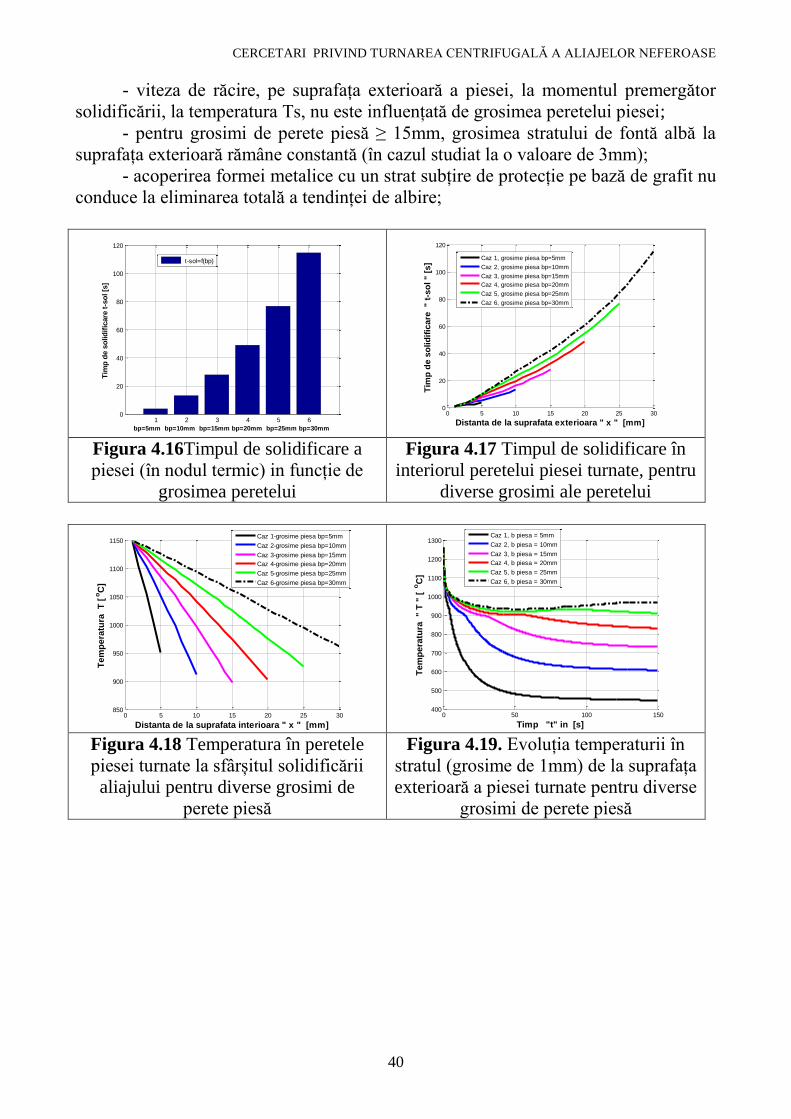
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
40
- viteza de răcire, pe suprafața exterioară a piesei, la momentul premergător
solidificării, la temperatura Ts, nu este influențată de grosimea peretelui piesei;
- pentru grosimi de perete piesă ≥ 15mm, grosimea stratului de fontă albă la
suprafața exterioară rămâne constantă (în cazul studiat la o valoare de 3mm);
- acoperirea formei metalice cu un strat subțire de protecție pe bază de grafit nu
conduce la eliminarea totală a tendinței de albire;
Figura 4.16Timpul de solidificare a
piesei (în nodul termic) in funcție de
grosimea peretelui
Figura 4.17 Timpul de solidificare în
interiorul peretelui piesei turnate, pentru
diverse grosimi ale peretelui
Figura 4.18 Temperatura în peretele
piesei turnate la sfârșitul solidificării
aliajului pentru diverse grosimi de
perete piesă
Figura 4.19. Evoluția temperaturii în
stratul (grosime de 1mm) de la suprafața
exterioară a piesei turnate pentru diverse
grosimi de perete piesă
1 2 3 4 5 60
20
40
60
80
100
120
bp=5mm bp=10mm bp=15mm bp=20mm bp=25mm bp=30mm
Tim
p d
e s
olid
ific
are
t-s
ol [s
]
t-sol=f(bp)
0 5 10 15 20 25 300
20
40
60
80
100
120
Distanta de la suprafata exterioara " x " [mm]T
imp
de s
oli
dif
icare
" t
-so
l " [
s]
Caz 1, grosime piesa bp=5mm
Caz 2, grosime piesa bp=10mm
Caz 3, grosime piesa bp=15mm
Caz 4, grosime piesa bp=20mm
Caz 5, grosime piesa bp=25mm
Caz 6, grosime piesa bp=30mm
0 5 10 15 20 25 30850
900
950
1000
1050
1100
1150
Distanta de la suprafata interioara " x " [mm]
Te
mp
era
tura
T
[oC
]
Caz 1-grosime piesa bp=5mm
Caz 2-grosime piesa bp=10mm
Caz 3-grosime piesa bp=15mm
Caz 4-grosime piesa bp=20mm
Caz 5-grosime piesa bp=25mm
Caz 6-grosime piesa bp=30mm
0 50 100 150400
500
600
700
800
900
1000
1100
1200
1300
Timp "t" in [s]
Tem
pera
tura
" T
" [
oC
]
Caz 1, b piesa = 5mm
Caz 2, b piesa = 10mm
Caz 3, b piesa = 15mm
Caz 4, b piesa = 20mm
Caz 5, b piesa = 25mm
Caz 6, b piesa = 30mm
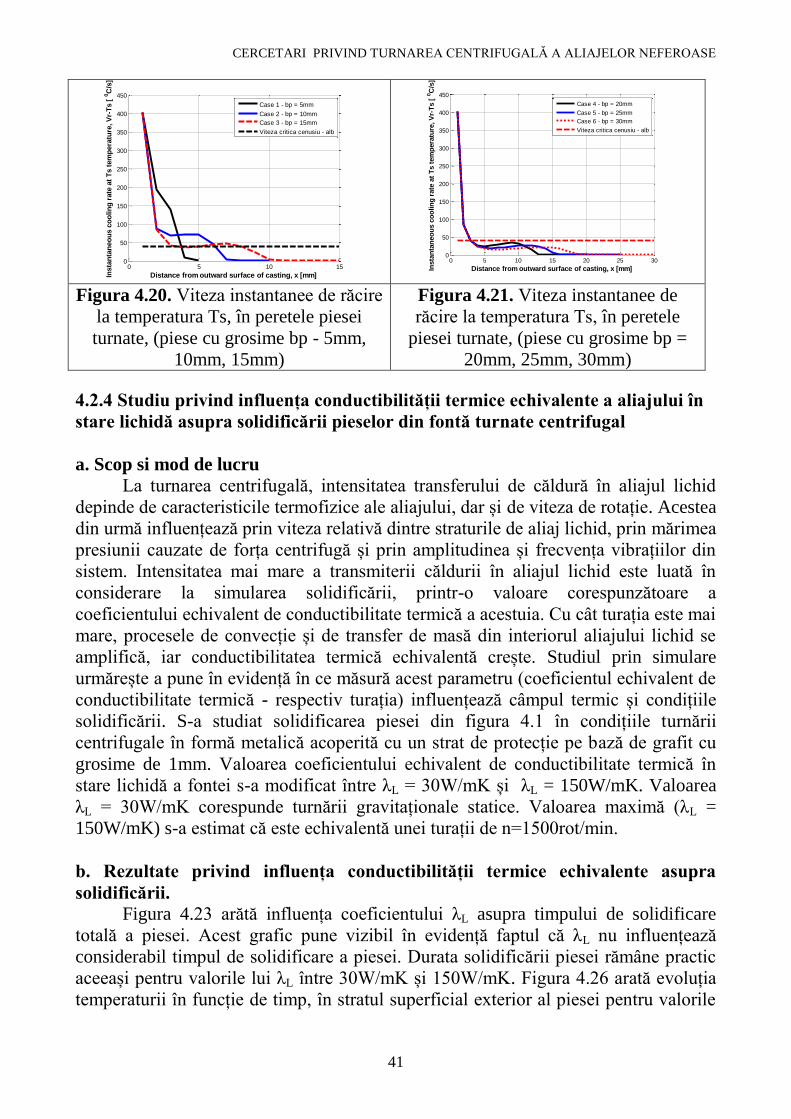
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
41
Figura 4.20. Viteza instantanee de răcire
la temperatura Ts, în peretele piesei
turnate, (piese cu grosime bp - 5mm,
10mm, 15mm)
Figura 4.21. Viteza instantanee de
răcire la temperatura Ts, în peretele
piesei turnate, (piese cu grosime bp =
20mm, 25mm, 30mm)
4.2.4 Studiu privind influența conductibilității termice echivalente a aliajului în
stare lichidă asupra solidificării pieselor din fontă turnate centrifugal
a. Scop si mod de lucru
La turnarea centrifugală, intensitatea transferului de căldură în aliajul lichid
depinde de caracteristicile termofizice ale aliajului, dar și de viteza de rotație. Acestea
din urmă influențează prin viteza relativă dintre straturile de aliaj lichid, prin mărimea
presiunii cauzate de forța centrifugă și prin amplitudinea și frecvența vibrațiilor din
sistem. Intensitatea mai mare a transmiterii căldurii în aliajul lichid este luată în
considerare la simularea solidificării, printr-o valoare corespunzătoare a
coeficientului echivalent de conductibilitate termică a acestuia. Cu cât turația este mai
mare, procesele de convecție și de transfer de masă din interiorul aliajului lichid se
amplifică, iar conductibilitatea termică echivalentă crește. Studiul prin simulare
urmărește a pune în evidență în ce măsură acest parametru (coeficientul echivalent de
conductibilitate termică - respectiv turația) influențează câmpul termic și condițiile
solidificării. S-a studiat solidificarea piesei din figura 4.1 în condițiile turnării
centrifugale în formă metalică acoperită cu un strat de protecție pe bază de grafit cu
grosime de 1mm. Valoarea coeficientului echivalent de conductibilitate termică în
stare lichidă a fontei s-a modificat între λL = 30W/mK și λL = 150W/mK. Valoarea
λL = 30W/mK corespunde turnării gravitaționale statice. Valoarea maximă (λL =
150W/mK) s-a estimat că este echivalentă unei turații de n=1500rot/min.
b. Rezultate privind influența conductibilității termice echivalente asupra
solidificării.
Figura 4.23 arătă influența coeficientului λL asupra timpului de solidificare
totală a piesei. Acest grafic pune vizibil în evidență faptul că λL nu influențează
considerabil timpul de solidificare a piesei. Durata solidificării piesei rămâne practic
aceeași pentru valorile lui λL între 30W/mK și 150W/mK. Figura 4.26 arată evoluția
temperaturii în funcție de timp, în stratul superficial exterior al piesei pentru valorile
0 5 10 150
50
100
150
200
250
300
350
400
450
Distance from outward surface of casting, x [mm]Insta
nta
neo
us c
oo
lin
g r
ate
at
Ts t
em
pera
ture
, V
r-T
s [
0C
/s]
Case 1 - bp = 5mm
Case 2 - bp = 10mm
Case 3 - bp = 15mm
Viteza critica cenusiu - alb
0 5 10 15 20 25 300
50
100
150
200
250
300
350
400
450
Distance from outward surface of casting, x [mm]Insta
nta
neo
us c
oo
lin
g r
ate
at
Ts t
em
pera
ture
, V
r-T
s [
0C
/s]
Case 4 - bp = 20mm
Case 5 - bp = 25mm
Case 6 - bp = 30mm
Viteza critica cenusiu - alb
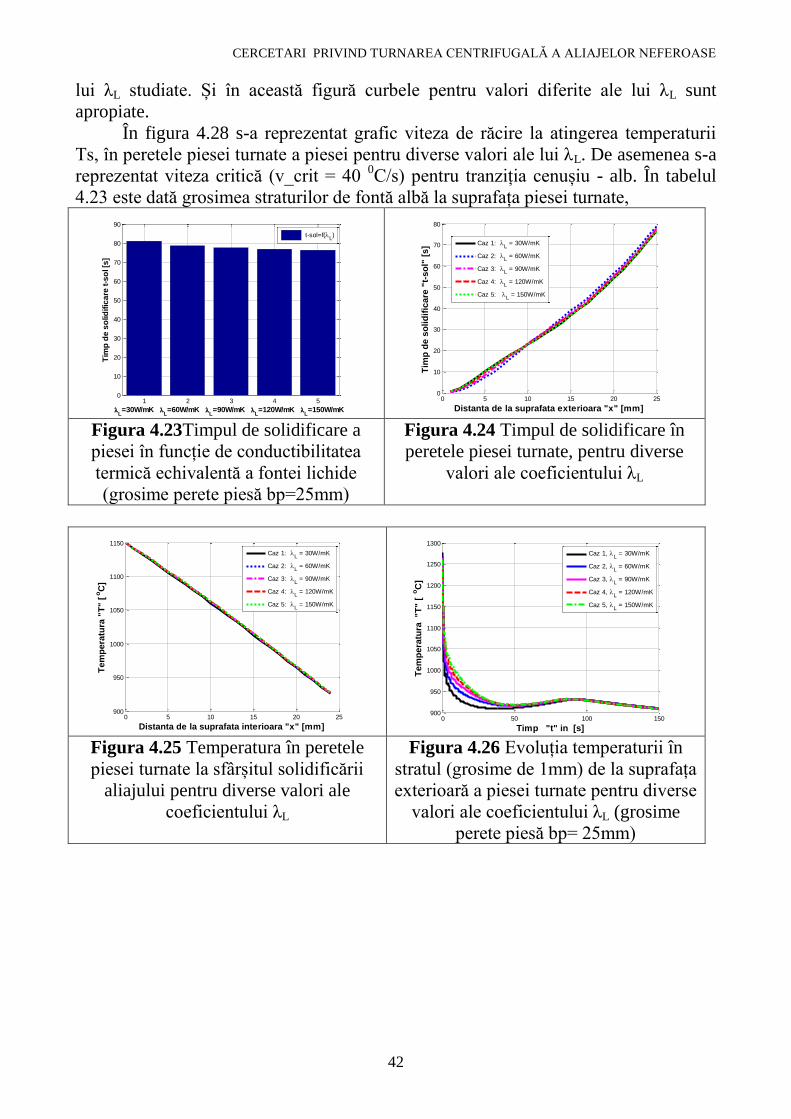
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
42
lui λL studiate. Și în această figură curbele pentru valori diferite ale lui λL sunt
apropiate.
În figura 4.28 s-a reprezentat grafic viteza de răcire la atingerea temperaturii
Ts, în peretele piesei turnate a piesei pentru diverse valori ale lui λL. De asemenea s-a
reprezentat viteza critică (v_crit = 40 0C/s) pentru tranziția cenușiu - alb. În tabelul
4.23 este dată grosimea straturilor de fontă albă la suprafața piesei turnate,
Figura 4.23Timpul de solidificare a
piesei în funcție de conductibilitatea
termică echivalentă a fontei lichide
(grosime perete piesă bp=25mm)
Figura 4.24 Timpul de solidificare în
peretele piesei turnate, pentru diverse
valori ale coeficientului λL
Figura 4.25 Temperatura în peretele
piesei turnate la sfârșitul solidificării
aliajului pentru diverse valori ale
coeficientului λL
Figura 4.26 Evoluția temperaturii în
stratul (grosime de 1mm) de la suprafața
exterioară a piesei turnate pentru diverse
valori ale coeficientului λL (grosime
perete piesă bp= 25mm)
1 2 3 4 50
10
20
30
40
50
60
70
80
90
L=30W/mK
L=60W/mK
L=90W/mK
L=120W/mK
L=150W/mK
Tim
p d
e s
olid
ific
are
t-s
ol [s
]
t-sol=f(L)
0 5 10 15 20 250
10
20
30
40
50
60
70
80
Distanta de la suprafata exterioara "x" [mm]
Tim
p d
e s
olid
ific
are
"t-
so
l" [
s]
Caz 1: L = 30W/mK
Caz 2: L = 60W/mK
Caz 3: L = 90W/mK
Caz 4: L = 120W/mK
Caz 5: L = 150W/mK
0 5 10 15 20 25900
950
1000
1050
1100
1150
Distanta de la suprafata interioara "x" [mm]
Te
mp
era
tura
"T
" [
oC
]
Caz 1: L = 30W/mK
Caz 2: L = 60W/mK
Caz 3: L = 90W/mK
Caz 4: L = 120W/mK
Caz 5: L = 150W/mK
0 50 100 150900
950
1000
1050
1100
1150
1200
1250
1300
Timp "t" in [s]
Te
mp
era
tura
"T
" [
oC
]
Caz 1, L = 30W/mK
Caz 2, L = 60W/mK
Caz 3, L = 90W/mK
Caz 4, L = 120W/mK
Caz 5, L = 150W/mK
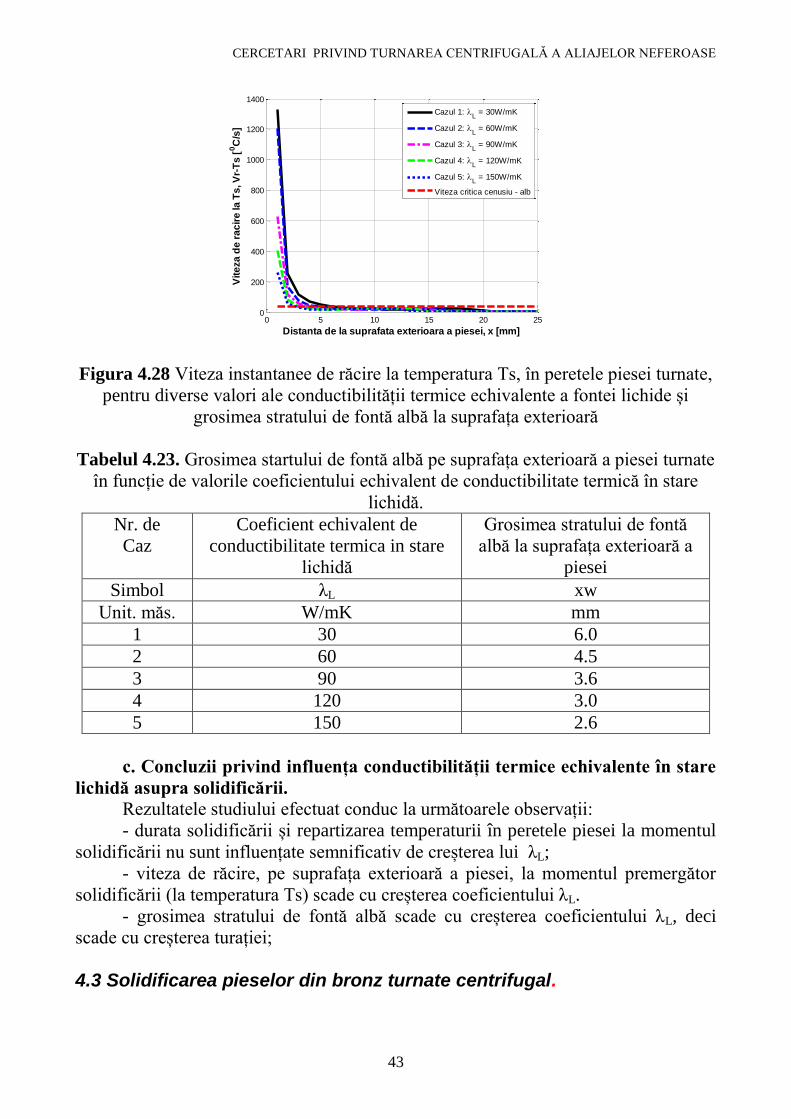
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
43
Figura 4.28 Viteza instantanee de răcire la temperatura Ts, în peretele piesei turnate,
pentru diverse valori ale conductibilității termice echivalente a fontei lichide și
grosimea stratului de fontă albă la suprafața exterioară
Tabelul 4.23. Grosimea startului de fontă albă pe suprafața exterioară a piesei turnate
în funcție de valorile coeficientului echivalent de conductibilitate termică în stare
lichidă.
Nr. de
Caz
Coeficient echivalent de
conductibilitate termica in stare
lichidă
Grosimea stratului de fontă
albă la suprafața exterioară a
piesei
Simbol λL xw
Unit. măs. W/mK mm
1 30 6.0
2 60 4.5
3 90 3.6
4 120 3.0
5 150 2.6
c. Concluzii privind influența conductibilității termice echivalente în stare
lichidă asupra solidificării.
Rezultatele studiului efectuat conduc la următoarele observații:
- durata solidificării și repartizarea temperaturii în peretele piesei la momentul
solidificării nu sunt influențate semnificativ de creșterea lui λL;
- viteza de răcire, pe suprafața exterioară a piesei, la momentul premergător
solidificării (la temperatura Ts) scade cu creșterea coeficientului λL.
- grosimea stratului de fontă albă scade cu creșterea coeficientului λL, deci
scade cu creșterea turației;
4.3 Solidificarea pieselor din bronz turnate centrifugal.
0 5 10 15 20 250
200
400
600
800
1000
1200
1400
Distanta de la suprafata exterioara a piesei, x [mm]
Vit
eza
de
ra
cir
e la
Ts
, V
r-T
s [
0C
/s]
Cazul 1: L = 30W/mK
Cazul 2: L = 60W/mK
Cazul 3: L = 90W/mK
Cazul 4: L = 120W/mK
Cazul 5: L = 150W/mK
Viteza critica cenusiu - alb
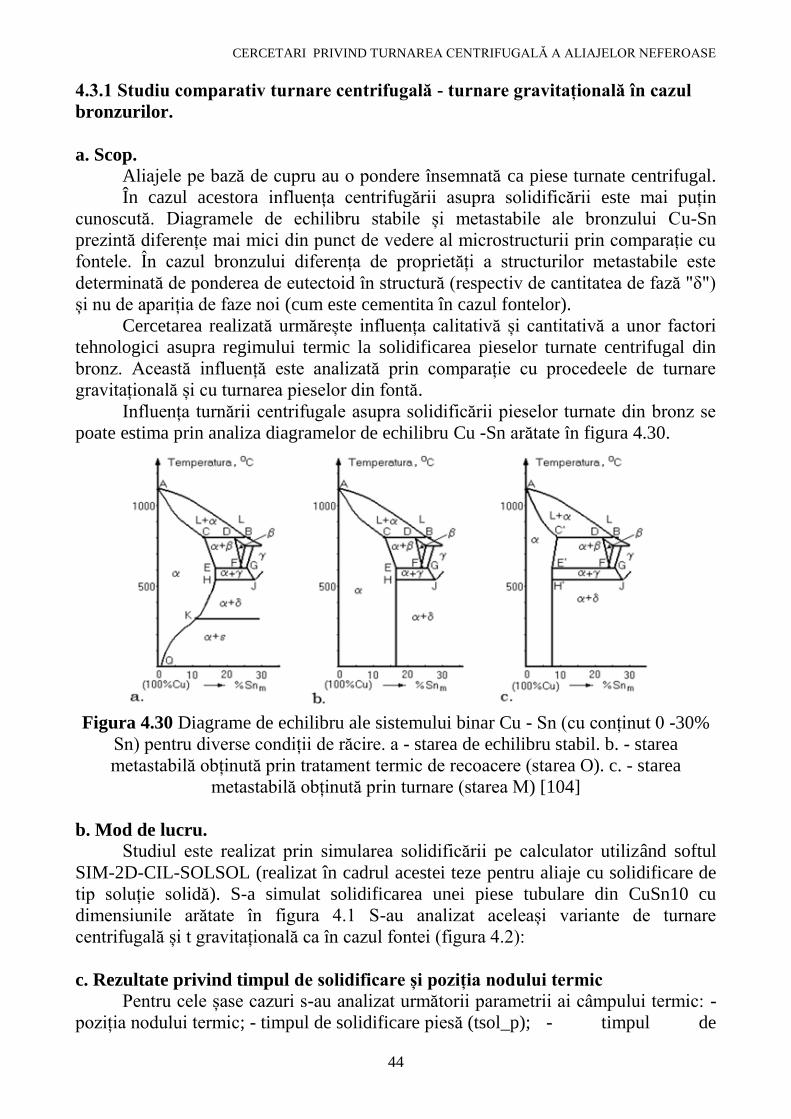
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
44
4.3.1 Studiu comparativ turnare centrifugală - turnare gravitațională în cazul
bronzurilor.
a. Scop.
Aliajele pe bază de cupru au o pondere însemnată ca piese turnate centrifugal.
În cazul acestora influența centrifugării asupra solidificării este mai puțin
cunoscută. Diagramele de echilibru stabile și metastabile ale bronzului Cu-Sn
prezintă diferențe mai mici din punct de vedere al microstructurii prin comparație cu
fontele. În cazul bronzului diferența de proprietăți a structurilor metastabile este
determinată de ponderea de eutectoid în structură (respectiv de cantitatea de fază "δ")
și nu de apariția de faze noi (cum este cementita în cazul fontelor).
Cercetarea realizată urmărește influența calitativă și cantitativă a unor factori
tehnologici asupra regimului termic la solidificarea pieselor turnate centrifugal din
bronz. Această influență este analizată prin comparație cu procedeele de turnare
gravitațională și cu turnarea pieselor din fontă.
Influența turnării centrifugale asupra solidificării pieselor turnate din bronz se
poate estima prin analiza diagramelor de echilibru Cu -Sn arătate în figura 4.30.
Figura 4.30 Diagrame de echilibru ale sistemului binar Cu - Sn (cu conținut 0 -30%
Sn) pentru diverse condiții de răcire. a - starea de echilibru stabil. b. - starea
metastabilă obținută prin tratament termic de recoacere (starea O). c. - starea
metastabilă obținută prin turnare (starea M) [104]
b. Mod de lucru.
Studiul este realizat prin simularea solidificării pe calculator utilizând softul
SIM-2D-CIL-SOLSOL (realizat în cadrul acestei teze pentru aliaje cu solidificare de
tip soluție solidă). S-a simulat solidificarea unei piese tubulare din CuSn10 cu
dimensiunile arătate în figura 4.1 S-au analizat aceleași variante de turnare
centrifugală și t gravitațională ca în cazul fontei (figura 4.2):
c. Rezultate privind timpul de solidificare și poziția nodului termic
Pentru cele șase cazuri s-au analizat următorii parametrii ai câmpului termic: -
poziția nodului termic; - timpul de solidificare piesă (tsol_p); - timpul de

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
45
solidificare a stratului ( tsol_pex); - viteza medie de răcire a stratului exterior
(v_ex_med) în stare lichidă între (To - TL); - viteza momentană de răcire a stratului
exterior (v_ex_Ts) la începutul solidificării (la TL); - timpul de solidificare a stratului
interior (tsol_pin); - viteza medie de răcire în stare lichidă a stratului interior
(v_ex_med); - viteza momentană de răcire a stratului interior (v_in_Ts) la începutul
solidificării (la TL); - viteza medie de răcire în intervalul de solidificare (TL-Ts) în
peretele piesei; - temperatura în peretele piesei turnate la sfârșitul solidificării
acesteia; - timpul de solidificare în peretele piesei turnate.
În figura 4.31 este arătată repartizarea temperaturii în peretele piesei turnate la
sfârșitul solidificării acesteia. În figura 4.32 este reprezentat grafic timpul de
solidificare în peretele piesei. La piesele din bronz turnate centrifugal se observă că
deși solidificarea decurge de la exterior spre interior, dar diferența dintre timpul de
solidificare a suprafeței exterioare și interioare este foarte mică.
a). Cazul 1,2,3 - Centrifugal d.) Cazul 4,5,6 - Gravitațional
Figura 4.31 Temperatura în peretele piesei la sfârșitul solidificării aliajului, piesa din
CuSn10 (piesă tubulară cu diametru exterior Dex=120mm și grosime perete
b=25mm).
Se observă că și în piesele din CuSn10 turnate centrifugal, nodul termic este
plasat pe suprafața interioară. Rezultatele au arătat că și în cazul pieselor turnate din
bronz, acoperirea formei metalice cu un strat de vopsea pe bază de grafit nu
influențează major câmpul de temperatură și dinamica răcirii și solidificării piesei
turnate centrifugal.
0 5 10 15 20 25808
810
812
814
816
818
820
Distanta de la suprafata interioara a piesei, x [mm]
Te
mp
era
tura
in
pe
rete
le p
ies
ei,
T [
0C
]
Caz 1 - Centrifugal, forma metalica
Caz 2 - Centrifugal, cu miez exterior de nisip
Caz 3 - Centrifugal, forma metalica vopsita
0 5 10 15 20 25785
790
795
800
805
810
815
820
Distanta de la suprafata interioara a piesei, x [mm]
Tem
pera
tura
in
pere
tele
pie
sei, T
[0C
]
Caz 4 - Gravitational, forma si miez din nisip
Caz 5 - Gravitational, forma metalica cu miez de nisip
Caz 6 - Gravitational, forma si miez metalic
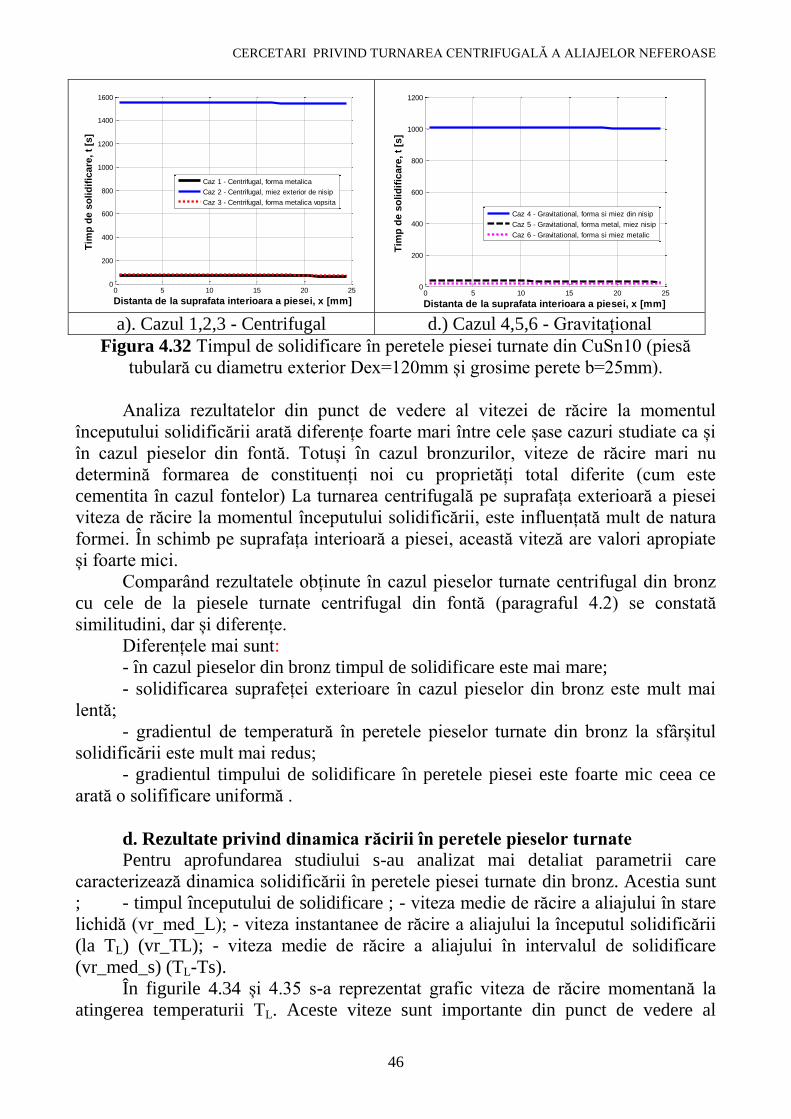
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
46
a). Cazul 1,2,3 - Centrifugal d.) Cazul 4,5,6 - Gravitațional
Figura 4.32 Timpul de solidificare în peretele piesei turnate din CuSn10 (piesă
tubulară cu diametru exterior Dex=120mm și grosime perete b=25mm).
Analiza rezultatelor din punct de vedere al vitezei de răcire la momentul
începutului solidificării arată diferențe foarte mari între cele șase cazuri studiate ca și
în cazul pieselor din fontă. Totuși în cazul bronzurilor, viteze de răcire mari nu
determină formarea de constituenți noi cu proprietăți total diferite (cum este
cementita în cazul fontelor) La turnarea centrifugală pe suprafața exterioară a piesei
viteza de răcire la momentul începutului solidificării, este influențată mult de natura
formei. În schimb pe suprafața interioară a piesei, această viteză are valori apropiate
și foarte mici.
Comparând rezultatele obținute în cazul pieselor turnate centrifugal din bronz
cu cele de la piesele turnate centrifugal din fontă (paragraful 4.2) se constată
similitudini, dar și diferențe.
Diferențele mai sunt:
- în cazul pieselor din bronz timpul de solidificare este mai mare;
- solidificarea suprafeței exterioare în cazul pieselor din bronz este mult mai
lentă;
- gradientul de temperatură în peretele pieselor turnate din bronz la sfârșitul
solidificării este mult mai redus;
- gradientul timpului de solidificare în peretele piesei este foarte mic ceea ce
arată o solifificare uniformă .
d. Rezultate privind dinamica răcirii în peretele pieselor turnate
Pentru aprofundarea studiului s-au analizat mai detaliat parametrii care
caracterizează dinamica solidificării în peretele piesei turnate din bronz. Acestia sunt
; - timpul începutului de solidificare ; - viteza medie de răcire a aliajului în stare
lichidă (vr_med_L); - viteza instantanee de răcire a aliajului la începutul solidificării
(la TL) (vr_TL); - viteza medie de răcire a aliajului în intervalul de solidificare
(vr_med_s) (TL-Ts).
În figurile 4.34 și 4.35 s-a reprezentat grafic viteza de răcire momentană la
atingerea temperaturii TL. Aceste viteze sunt importante din punct de vedere al
0 5 10 15 20 250
200
400
600
800
1000
1200
1400
1600
Distanta de la suprafata interioara a piesei, x [mm]
Tim
p d
e s
olid
ific
are
, t
[s]
Caz 1 - Centrifugal, forma metalica
Caz 2 - Centrifugal, miez exterior de nisip
Caz 3 - Centrifugal, forma metalica vopsita
0 5 10 15 20 250
200
400
600
800
1000
1200
Distanta de la suprafata interioara a piesei, x [mm]
Tim
p d
e s
olid
ific
are
, t
[s]
Caz 4 - Gravitational, forma si miez din nisip
Caz 5 - Gravitational, forma metal, miez nisip
Caz 6 - Gravitational, forma si miez metalic
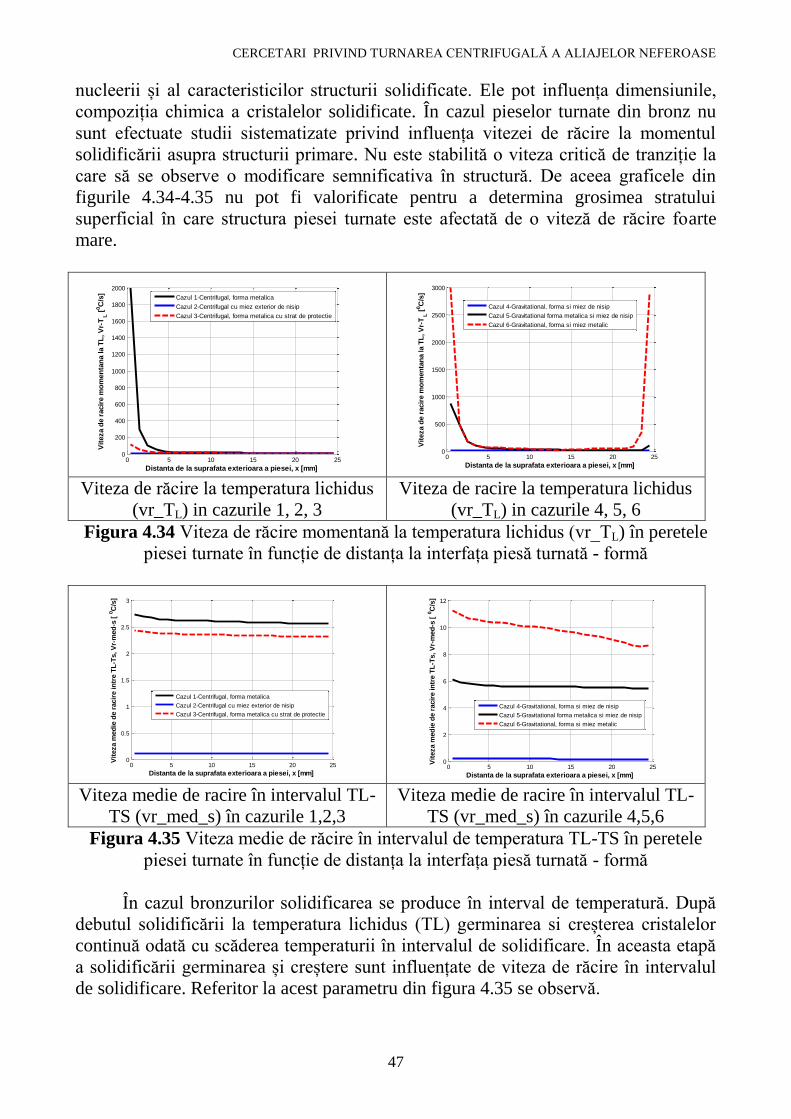
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
47
nucleerii și al caracteristicilor structurii solidificate. Ele pot influența dimensiunile,
compoziția chimica a cristalelor solidificate. În cazul pieselor turnate din bronz nu
sunt efectuate studii sistematizate privind influența vitezei de răcire la momentul
solidificării asupra structurii primare. Nu este stabilită o viteza critică de tranziție la
care să se observe o modificare semnificativa în structură. De aceea graficele din
figurile 4.34-4.35 nu pot fi valorificate pentru a determina grosimea stratului
superficial în care structura piesei turnate este afectată de o viteză de răcire foarte
mare.
Viteza de răcire la temperatura lichidus
(vr_TL) in cazurile 1, 2, 3
Viteza de racire la temperatura lichidus
(vr_TL) in cazurile 4, 5, 6
Figura 4.34 Viteza de răcire momentană la temperatura lichidus (vr_TL) în peretele
piesei turnate în funcție de distanța la interfața piesă turnată - formă
Viteza medie de racire în intervalul TL-
TS (vr_med_s) în cazurile 1,2,3
Viteza medie de racire în intervalul TL-
TS (vr_med_s) în cazurile 4,5,6
Figura 4.35 Viteza medie de răcire în intervalul de temperatura TL-TS în peretele
piesei turnate în funcție de distanța la interfața piesă turnată - formă
În cazul bronzurilor solidificarea se produce în interval de temperatură. După
debutul solidificării la temperatura lichidus (TL) germinarea si creșterea cristalelor
continuă odată cu scăderea temperaturii în intervalul de solidificare. În aceasta etapă
a solidificării germinarea și creștere sunt influențate de viteza de răcire în intervalul
de solidificare. Referitor la acest parametru din figura 4.35 se observă.
0 5 10 15 20 250
200
400
600
800
1000
1200
1400
1600
1800
2000
Distanta de la suprafata exterioara a piesei, x [mm]
Vit
eza d
e r
acir
e m
om
en
tan
a la T
L, V
r-T
L [
0C
/s]
Cazul 1-Centrifugal, forma metalica
Cazul 2-Centrifugal cu miez exterior de nisip
Cazul 3-Centrifugal, forma metalica cu strat de protectie
0 5 10 15 20 250
500
1000
1500
2000
2500
3000
Distanta de la suprafata exterioara a piesei, x [mm]
Vit
eza d
e r
acir
e m
om
en
tan
a la T
L, V
r-T
L [
0C
/s]
Cazul 4-Gravitational, forma si miez de nisip
Cazul 5-Gravitational forma metalica si miez de nisip
Cazul 6-Gravitational, forma si miez metalic
0 5 10 15 20 250
0.5
1
1.5
2
2.5
3
Distanta de la suprafata exterioara a piesei, x [mm]
Vit
eza m
ed
ie d
e r
acir
e in
tre T
L-T
s, V
r-m
ed
-s [
0C
/s]
Cazul 1-Centrifugal, forma metalica
Cazul 2-Centrifugal cu miez exterior de nisip
Cazul 3-Centrifugal, forma metalica cu strat de protectie
0 5 10 15 20 250
2
4
6
8
10
12
Distanta de la suprafata exterioara a piesei, x [mm]
Vit
eza m
ed
ie d
e r
acir
e in
tre T
L-T
s, V
r-m
ed
-s [
0C
/s]
Cazul 4-Gravitational, forma si miez de nisip
Cazul 5-Gravitational forma metalica si miez de nisip
Cazul 6-Gravitational, forma si miez metalic
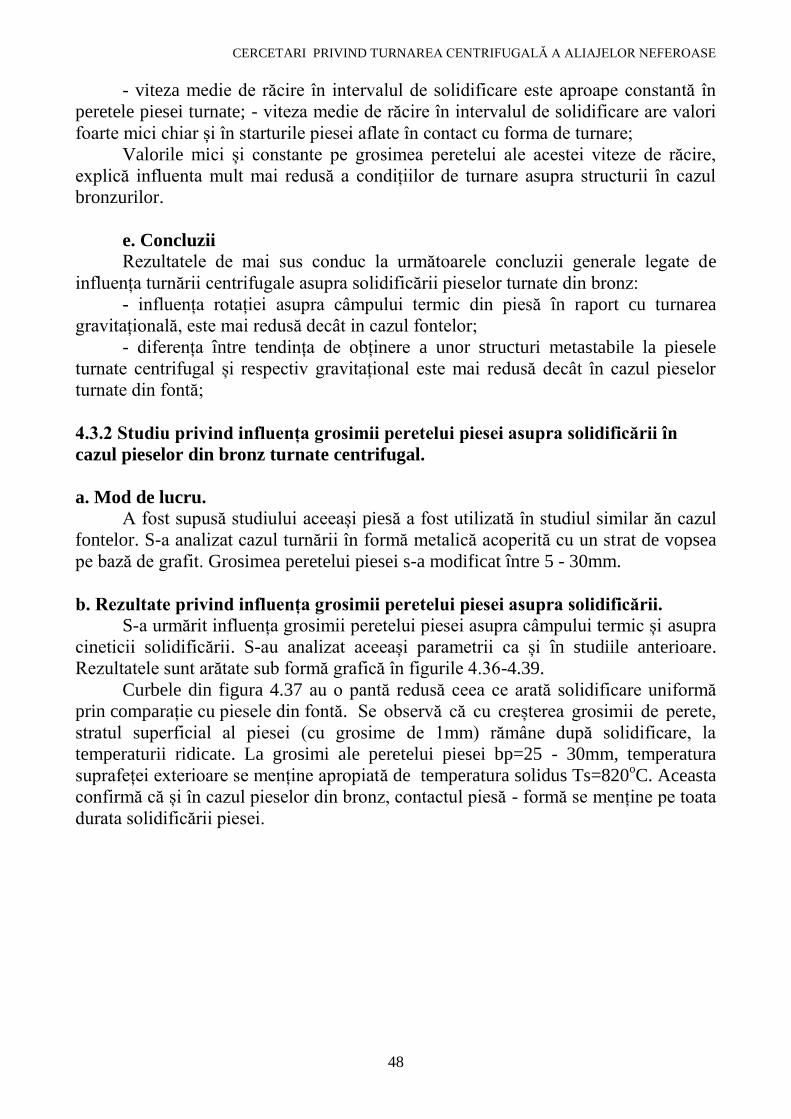
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
48
- viteza medie de răcire în intervalul de solidificare este aproape constantă în
peretele piesei turnate; - viteza medie de răcire în intervalul de solidificare are valori
foarte mici chiar și în starturile piesei aflate în contact cu forma de turnare;
Valorile mici și constante pe grosimea peretelui ale acestei viteze de răcire,
explică influenta mult mai redusă a condițiilor de turnare asupra structurii în cazul
bronzurilor.
e. Concluzii
Rezultatele de mai sus conduc la următoarele concluzii generale legate de
influența turnării centrifugale asupra solidificării pieselor turnate din bronz:
- influența rotației asupra câmpului termic din piesă în raport cu turnarea
gravitațională, este mai redusă decât in cazul fontelor;
- diferența între tendința de obținere a unor structuri metastabile la piesele
turnate centrifugal și respectiv gravitațional este mai redusă decât în cazul pieselor
turnate din fontă;
4.3.2 Studiu privind influența grosimii peretelui piesei asupra solidificării în
cazul pieselor din bronz turnate centrifugal.
a. Mod de lucru.
A fost supusă studiului aceeași piesă a fost utilizată în studiul similar ăn cazul
fontelor. S-a analizat cazul turnării în formă metalică acoperită cu un strat de vopsea
pe bază de grafit. Grosimea peretelui piesei s-a modificat între 5 - 30mm.
b. Rezultate privind influența grosimii peretelui piesei asupra solidificării.
S-a urmărit influența grosimii peretelui piesei asupra câmpului termic și asupra
cineticii solidificării. S-au analizat aceeași parametrii ca și în studiile anterioare.
Rezultatele sunt arătate sub formă grafică în figurile 4.36-4.39.
Curbele din figura 4.37 au o pantă redusă ceea ce arată solidificare uniformă
prin comparație cu piesele din fontă. Se observă că cu creșterea grosimii de perete,
stratul superficial al piesei (cu grosime de 1mm) rămâne după solidificare, la
temperaturii ridicate. La grosimi ale peretelui piesei bp=25 - 30mm, temperatura
suprafeței exterioare se menține apropiată de temperatura solidus Ts=820oC. Aceasta
confirmă că și în cazul pieselor din bronz, contactul piesă - formă se menține pe toata
durata solidificării piesei.
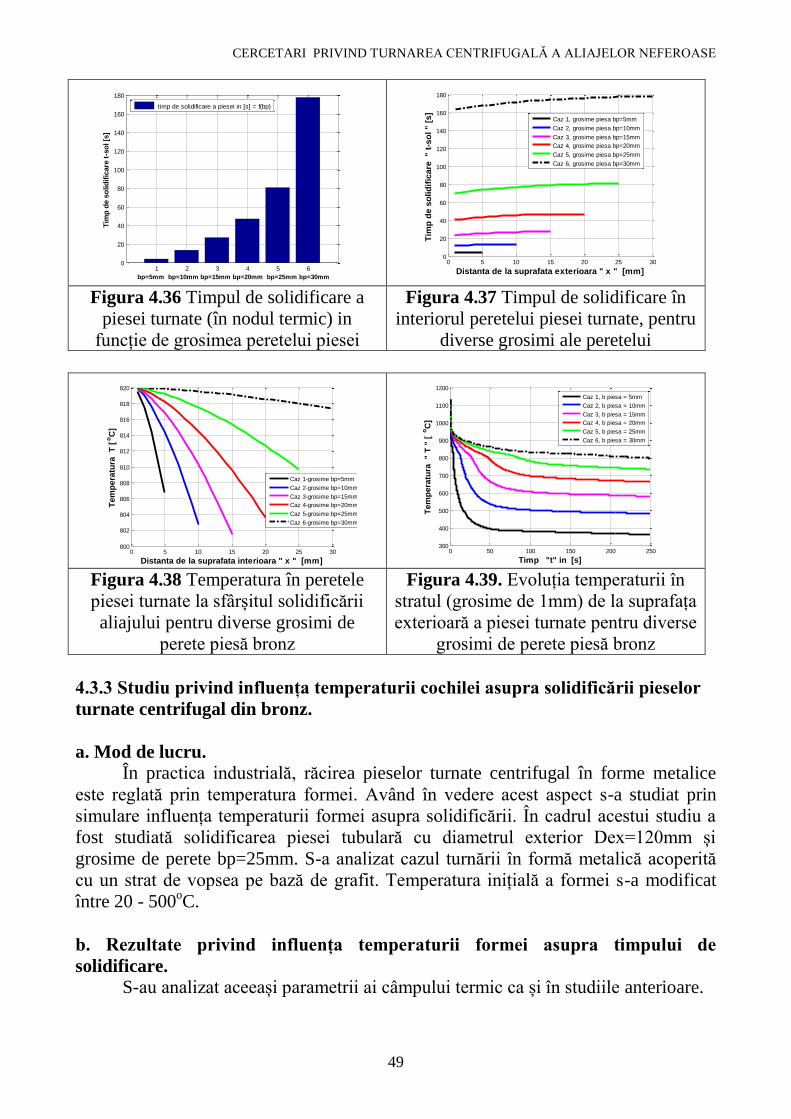
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
49
Figura 4.36 Timpul de solidificare a
piesei turnate (în nodul termic) in
funcție de grosimea peretelui piesei
Figura 4.37 Timpul de solidificare în
interiorul peretelui piesei turnate, pentru
diverse grosimi ale peretelui
Figura 4.38 Temperatura în peretele
piesei turnate la sfârșitul solidificării
aliajului pentru diverse grosimi de
perete piesă bronz
Figura 4.39. Evoluția temperaturii în
stratul (grosime de 1mm) de la suprafața
exterioară a piesei turnate pentru diverse
grosimi de perete piesă bronz
4.3.3 Studiu privind influența temperaturii cochilei asupra solidificării pieselor
turnate centrifugal din bronz.
a. Mod de lucru.
În practica industrială, răcirea pieselor turnate centrifugal în forme metalice
este reglată prin temperatura formei. Având în vedere acest aspect s-a studiat prin
simulare influența temperaturii formei asupra solidificării. În cadrul acestui studiu a
fost studiată solidificarea piesei tubulară cu diametrul exterior Dex=120mm și
grosime de perete bp=25mm. S-a analizat cazul turnării în formă metalică acoperită
cu un strat de vopsea pe bază de grafit. Temperatura inițială a formei s-a modificat
între 20 - 500oC.
b. Rezultate privind influența temperaturii formei asupra timpului de
solidificare.
S-au analizat aceeași parametrii ai câmpului termic ca și în studiile anterioare.
1 2 3 4 5 60
20
40
60
80
100
120
140
160
180
bp=5mm bp=10mm bp=15mm bp=20mm bp=25mm bp=30mm
Tim
p d
e s
olid
ific
are
t-s
ol [s
]
timp de solidificare a piesei in [s] = f(bp)
0 5 10 15 20 25 300
20
40
60
80
100
120
140
160
180
Distanta de la suprafata exterioara " x " [mm]
Tim
p d
e s
oli
dif
ica
re
" t
-so
l " [
s]
Caz 1, grosime piesa bp=5mm
Caz 2, grosime piesa bp=10mm
Caz 3, grosime piesa bp=15mm
Caz 4, grosime piesa bp=20mm
Caz 5, grosime piesa bp=25mm
Caz 6, grosime piesa bp=30mm
0 5 10 15 20 25 30800
802
804
806
808
810
812
814
816
818
820
Distanta de la suprafata interioara " x " [mm]
Tem
pera
tura
T
[oC
]
Caz 1-grosime bp=5mm
Caz 2-grosime bp=10mm
Caz 3-grosime bp=15mm
Caz 4-grosime bp=20mm
Caz 5-grosime bp=25mm
Caz 6-grosime bp=30mm
0 50 100 150 200 250300
400
500
600
700
800
900
1000
1100
1200
Timp "t" in [s]
Tem
pera
tura
" T
" [
oC
]
Caz 1, b piesa = 5mm
Caz 2, b piesa = 10mm
Caz 3, b piesa = 15mm
Caz 4, b piesa = 20mm
Caz 5, b piesa = 25mm
Caz 6, b piesa = 30mm
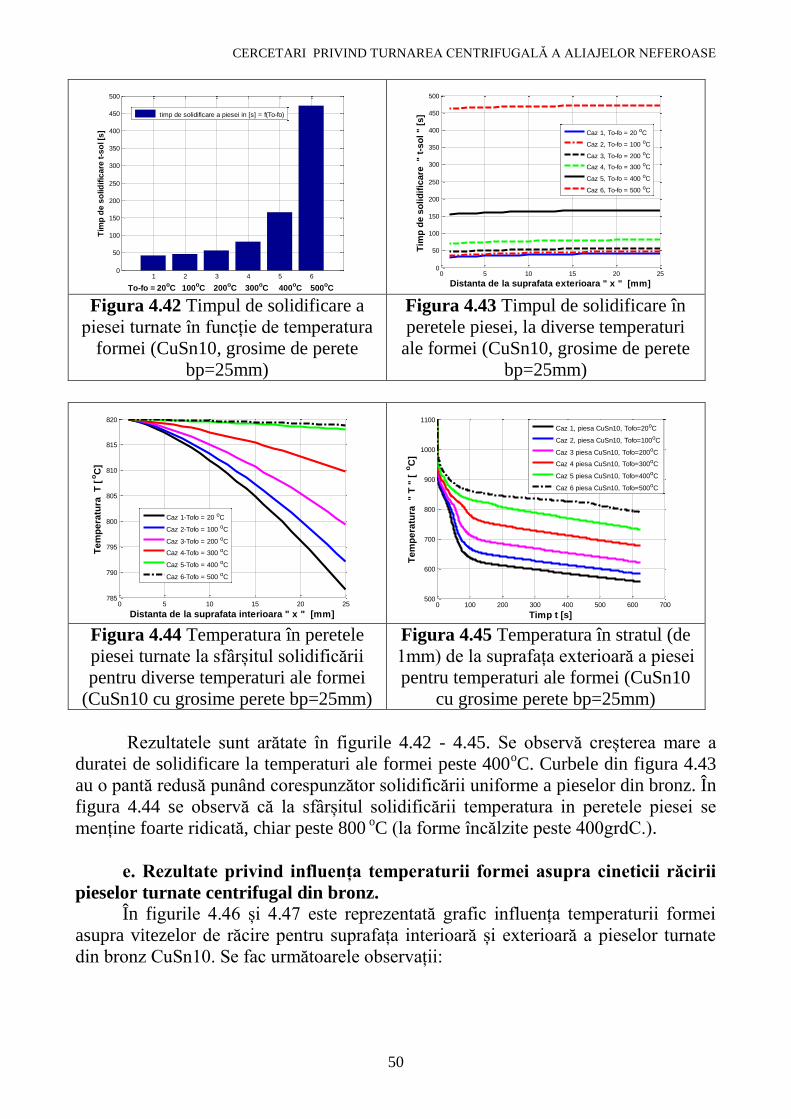
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
50
Figura 4.42 Timpul de solidificare a
piesei turnate în funcție de temperatura
formei (CuSn10, grosime de perete
bp=25mm)
Figura 4.43 Timpul de solidificare în
peretele piesei, la diverse temperaturi
ale formei (CuSn10, grosime de perete
bp=25mm)
Figura 4.44 Temperatura în peretele
piesei turnate la sfârșitul solidificării
pentru diverse temperaturi ale formei
(CuSn10 cu grosime perete bp=25mm)
Figura 4.45 Temperatura în stratul (de
1mm) de la suprafața exterioară a piesei
pentru temperaturi ale formei (CuSn10
cu grosime perete bp=25mm)
Rezultatele sunt arătate în figurile 4.42 - 4.45. Se observă creșterea mare a
duratei de solidificare la temperaturi ale formei peste 400oC. Curbele din figura 4.43
au o pantă redusă punând corespunzător solidificării uniforme a pieselor din bronz. În
figura 4.44 se observă că la sfârșitul solidificării temperatura in peretele piesei se
menține foarte ridicată, chiar peste 800 oC (la forme încălzite peste 400grdC.).
e. Rezultate privind influența temperaturii formei asupra cineticii răcirii
pieselor turnate centrifugal din bronz.
În figurile 4.46 și 4.47 este reprezentată grafic influența temperaturii formei
asupra vitezelor de răcire pentru suprafața interioară și exterioară a pieselor turnate
din bronz CuSn10. Se fac următoarele observații:
1 2 3 4 5 60
50
100
150
200
250
300
350
400
450
500
To-fo = 20oC 100
oC 200
oC 300
oC 400
oC 500
oC
Tim
p d
e s
olid
ific
are
t-s
ol [s
]
timp de solidificare a piesei in [s] = f(To-fo)
0 5 10 15 20 250
50
100
150
200
250
300
350
400
450
500
Distanta de la suprafata exterioara " x " [mm]
Tim
p d
e s
oli
dif
ica
re
" t
-so
l " [
s]
Caz 1, To-fo = 20 oC
Caz 2, To-fo = 100 oC
Caz 3, To-fo = 200 oC
Caz 4, To-fo = 300 oC
Caz 5, To-fo = 400 oC
Caz 6, To-fo = 500 oC
0 5 10 15 20 25785
790
795
800
805
810
815
820
Distanta de la suprafata interioara " x " [mm]
Te
mp
era
tura
T
[oC
]
Caz 1-Tofo = 20 oC
Caz 2-Tofo = 100 oC
Caz 3-Tofo = 200 oC
Caz 4-Tofo = 300 oC
Caz 5-Tofo = 400 oC
Caz 6-Tofo = 500 oC
0 100 200 300 400 500 600 700500
600
700
800
900
1000
1100
Timp t [s]
Te
mp
era
tura
" T
" [
oC
]
Caz 1, piesa CuSn10, Tofo=20oC
Caz 2, piesa CuSn10, Tofo=100oC
Caz 3 piesa CuSn10, Tofo=200oC
Caz 4 piesa CuSn10, Tofo=300oC
Caz 5 piesa CuSn10, Tofo=400oC
Caz 6 piesa CuSn10, Tofo=500oC
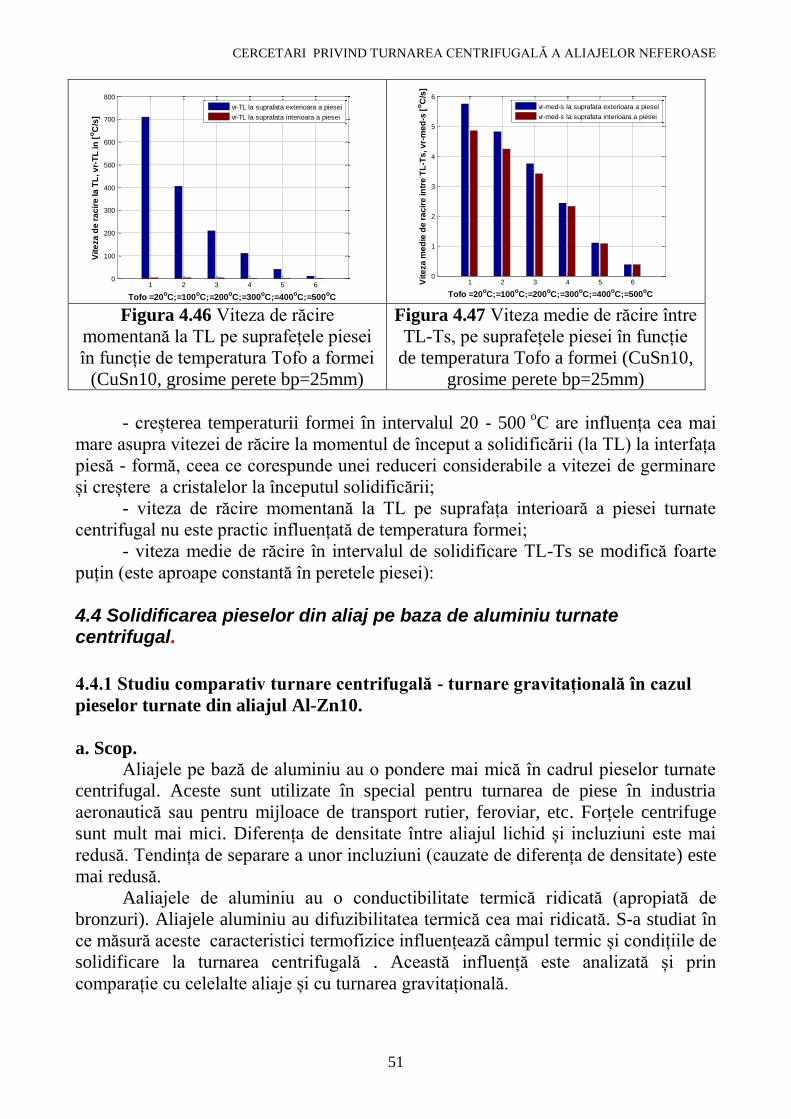
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
51
Figura 4.46 Viteza de răcire
momentană la TL pe suprafețele piesei
în funcție de temperatura Tofo a formei
(CuSn10, grosime perete bp=25mm)
Figura 4.47 Viteza medie de răcire între
TL-Ts, pe suprafețele piesei în funcție
de temperatura Tofo a formei (CuSn10,
grosime perete bp=25mm)
- creșterea temperaturii formei în intervalul 20 - 500 o
C are influența cea mai
mare asupra vitezei de răcire la momentul de început a solidificării (la TL) la interfața
piesă - formă, ceea ce corespunde unei reduceri considerabile a vitezei de germinare
și creștere a cristalelor la începutul solidificării;
- viteza de răcire momentană la TL pe suprafața interioară a piesei turnate
centrifugal nu este practic influențată de temperatura formei;
- viteza medie de răcire în intervalul de solidificare TL-Ts se modifică foarte
puțin (este aproape constantă în peretele piesei):
4.4 Solidificarea pieselor din aliaj pe baza de aluminiu turnate centrifugal.
4.4.1 Studiu comparativ turnare centrifugală - turnare gravitațională în cazul
pieselor turnate din aliajul Al-Zn10.
a. Scop.
Aliajele pe bază de aluminiu au o pondere mai mică în cadrul pieselor turnate
centrifugal. Aceste sunt utilizate în special pentru turnarea de piese în industria
aeronautică sau pentru mijloace de transport rutier, feroviar, etc. Forțele centrifuge
sunt mult mai mici. Diferența de densitate între aliajul lichid și incluziuni este mai
redusă. Tendința de separare a unor incluziuni (cauzate de diferența de densitate) este
mai redusă.
Aaliajele de aluminiu au o conductibilitate termică ridicată (apropiată de
bronzuri). Aliajele aluminiu au difuzibilitatea termică cea mai ridicată. S-a studiat în
ce măsură aceste caracteristici termofizice influențează câmpul termic și condițiile de
solidificare la turnarea centrifugală . Această influență este analizată și prin
comparație cu celelalte aliaje și cu turnarea gravitațională.
1 2 3 4 5 60
100
200
300
400
500
600
700
800
Tofo =20oC;=100
oC;=200
oC;=300
oC;=400
oC;=500
oC
Vit
eza
de
ra
cir
e la
TL
, v
r-T
L in
[oC
/s]
vr-TL la suprafata exterioara a piesei
vr-TL la suprafata interioara a piesei
1 2 3 4 5 60
1
2
3
4
5
6
Tofo =20oC;=100
oC;=200
oC;=300
oC;=400
oC;=500
oC
Vit
eza
me
die
de
ra
cir
e in
tre
TL
-Ts
, v
r-m
ed
-s [
oC
/s]
vr-med-s la suprafata exterioara a piesei
vr-med-s la suprafata interioara a piesei
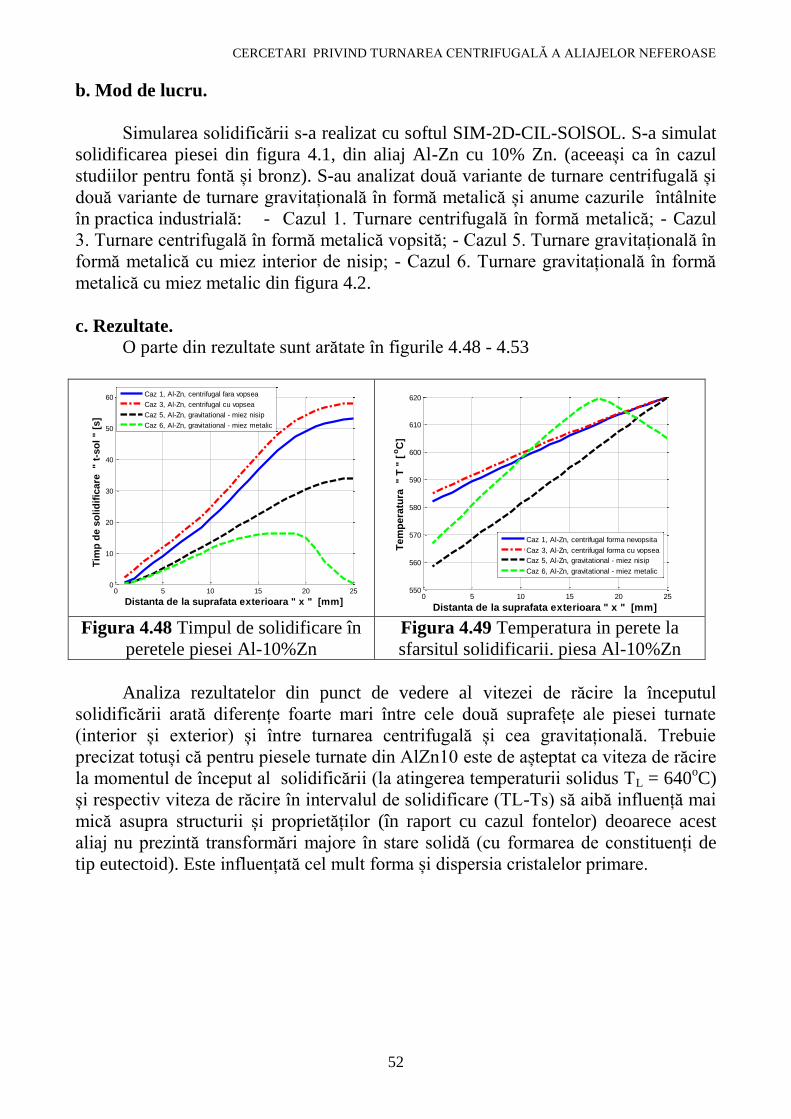
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
52
b. Mod de lucru.
Simularea solidificării s-a realizat cu softul SIM-2D-CIL-SOlSOL. S-a simulat
solidificarea piesei din figura 4.1, din aliaj Al-Zn cu 10% Zn. (aceeași ca în cazul
studiilor pentru fontă și bronz). S-au analizat două variante de turnare centrifugală și
două variante de turnare gravitațională în formă metalică și anume cazurile întâlnite
în practica industrială: - Cazul 1. Turnare centrifugală în formă metalică; - Cazul
3. Turnare centrifugală în formă metalică vopsită; - Cazul 5. Turnare gravitațională în
formă metalică cu miez interior de nisip; - Cazul 6. Turnare gravitațională în formă
metalică cu miez metalic din figura 4.2.
c. Rezultate.
O parte din rezultate sunt arătate în figurile 4.48 - 4.53
Figura 4.48 Timpul de solidificare în
peretele piesei Al-10%Zn
Figura 4.49 Temperatura in perete la
sfarsitul solidificarii. piesa Al-10%Zn
Analiza rezultatelor din punct de vedere al vitezei de răcire la începutul
solidificării arată diferențe foarte mari între cele două suprafețe ale piesei turnate
(interior și exterior) și între turnarea centrifugală și cea gravitațională. Trebuie
precizat totuși că pentru piesele turnate din AlZn10 este de așteptat ca viteza de răcire
la momentul de început al solidificării (la atingerea temperaturii solidus TL = 640oC)
și respectiv viteza de răcire în intervalul de solidificare (TL-Ts) să aibă influență mai
mică asupra structurii și proprietăților (în raport cu cazul fontelor) deoarece acest
aliaj nu prezintă transformări majore în stare solidă (cu formarea de constituenți de
tip eutectoid). Este influențată cel mult forma și dispersia cristalelor primare.
0 5 10 15 20 250
10
20
30
40
50
60
Distanta de la suprafata exterioara " x " [mm]
Tim
p d
e s
olid
ific
are
" t
-so
l " [
s]
Caz 1, Al-Zn, centrifugal fara vopsea
Caz 3, Al-Zn, centrifugal cu vopsea
Caz 5, Al-Zn, gravitational - miez nisip
Caz 6, Al-Zn, gravitational - miez metalic
0 5 10 15 20 25550
560
570
580
590
600
610
620
Distanta de la suprafata exterioara " x " [mm]
Te
mp
era
tura
" T
" [
oC
]
Caz 1, Al-Zn, centrifugal forma nevopsita
Caz 3, Al-Zn, centrifugal forma cu vopsea
Caz 5, Al-Zn, gravitational - miez nisip
Caz 6, Al-Zn, gravitational - miez metalic
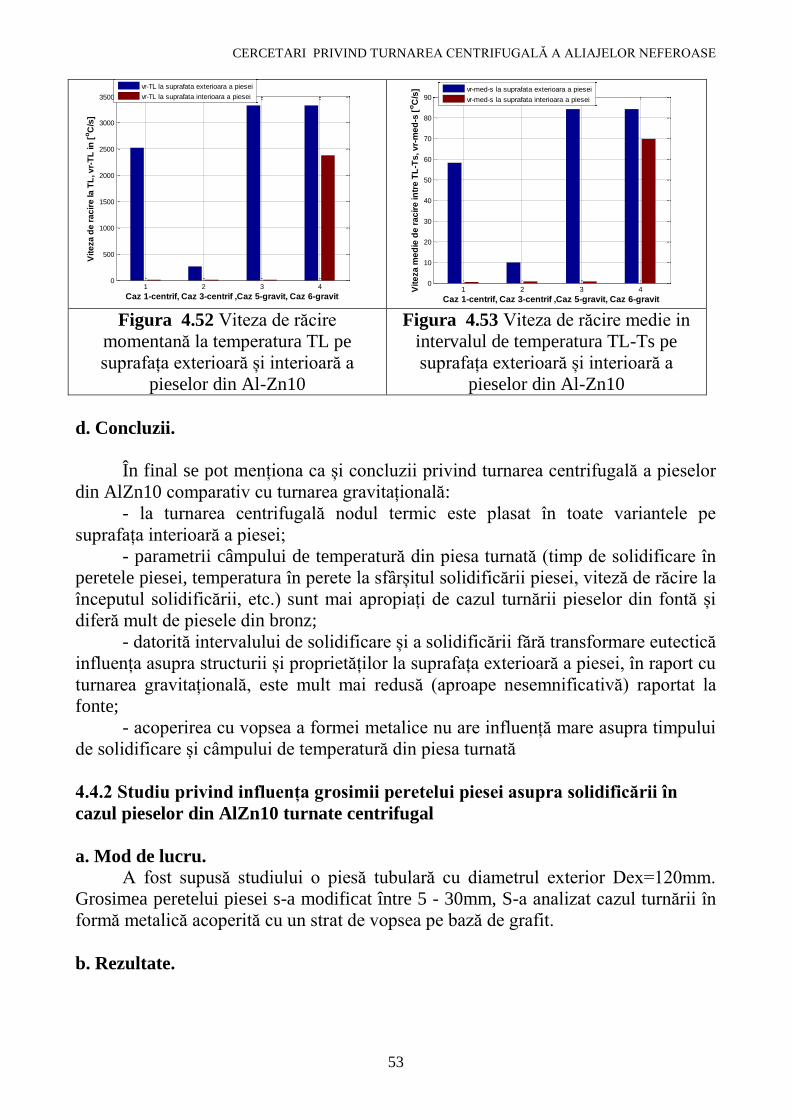
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
53
Figura 4.52 Viteza de răcire
momentană la temperatura TL pe
suprafața exterioară și interioară a
pieselor din Al-Zn10
Figura 4.53 Viteza de răcire medie in
intervalul de temperatura TL-Ts pe
suprafața exterioară și interioară a
pieselor din Al-Zn10
d. Concluzii.
În final se pot menționa ca și concluzii privind turnarea centrifugală a pieselor
din AlZn10 comparativ cu turnarea gravitațională:
- la turnarea centrifugală nodul termic este plasat în toate variantele pe
suprafața interioară a piesei;
- parametrii câmpului de temperatură din piesa turnată (timp de solidificare în
peretele piesei, temperatura în perete la sfârșitul solidificării piesei, viteză de răcire la
începutul solidificării, etc.) sunt mai apropiați de cazul turnării pieselor din fontă și
diferă mult de piesele din bronz;
- datorită intervalului de solidificare și a solidificării fără transformare eutectică
influența asupra structurii și proprietăților la suprafața exterioară a piesei, în raport cu
turnarea gravitațională, este mult mai redusă (aproape nesemnificativă) raportat la
fonte;
- acoperirea cu vopsea a formei metalice nu are influență mare asupra timpului
de solidificare și câmpului de temperatură din piesa turnată
4.4.2 Studiu privind influența grosimii peretelui piesei asupra solidificării în
cazul pieselor din AlZn10 turnate centrifugal
a. Mod de lucru.
A fost supusă studiului o piesă tubulară cu diametrul exterior Dex=120mm.
Grosimea peretelui piesei s-a modificat între 5 - 30mm, S-a analizat cazul turnării în
formă metalică acoperită cu un strat de vopsea pe bază de grafit.
b. Rezultate.
1 2 3 40
500
1000
1500
2000
2500
3000
3500
Caz 1-centrif, Caz 3-centrif ,Caz 5-gravit, Caz 6-gravit
Vit
eza
de
ra
cir
e la
TL
, v
r-T
L in
[oC
/s]
vr-TL la suprafata exterioara a piesei
vr-TL la suprafata interioara a piesei
1 2 3 40
10
20
30
40
50
60
70
80
90
Caz 1-centrif, Caz 3-centrif ,Caz 5-gravit, Caz 6-gravit
Vit
eza
me
die
de
ra
cir
e in
tre
TL
-Ts
, v
r-m
ed
-s [
oC
/s]
vr-med-s la suprafata exterioara a piesei
vr-med-s la suprafata interioara a piesei
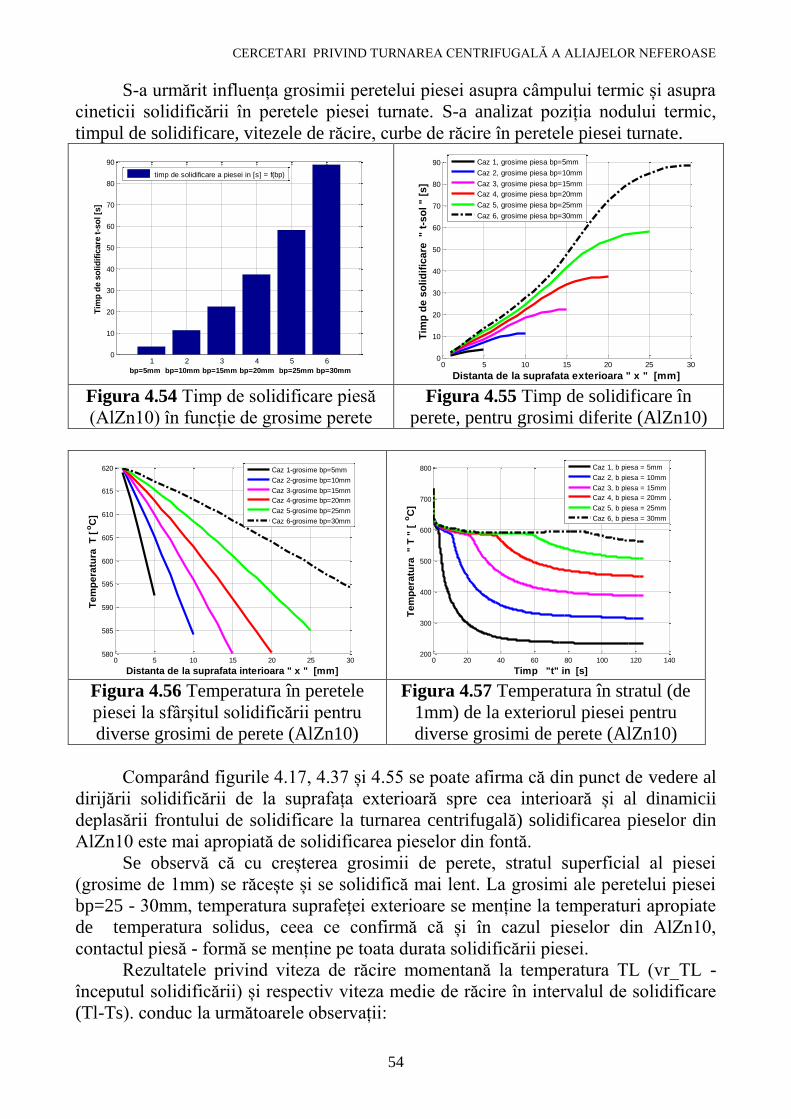
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
54
S-a urmărit influența grosimii peretelui piesei asupra câmpului termic și asupra
cineticii solidificării în peretele piesei turnate. S-a analizat poziția nodului termic,
timpul de solidificare, vitezele de răcire, curbe de răcire în peretele piesei turnate.
Figura 4.54 Timp de solidificare piesă
(AlZn10) în funcție de grosime perete
Figura 4.55 Timp de solidificare în
perete, pentru grosimi diferite (AlZn10)
Figura 4.56 Temperatura în peretele
piesei la sfârșitul solidificării pentru
diverse grosimi de perete (AlZn10)
Figura 4.57 Temperatura în stratul (de
1mm) de la exteriorul piesei pentru
diverse grosimi de perete (AlZn10)
Comparând figurile 4.17, 4.37 și 4.55 se poate afirma că din punct de vedere al
dirijării solidificării de la suprafața exterioară spre cea interioară și al dinamicii
deplasării frontului de solidificare la turnarea centrifugală) solidificarea pieselor din
AlZn10 este mai apropiată de solidificarea pieselor din fontă.
Se observă că cu creșterea grosimii de perete, stratul superficial al piesei
(grosime de 1mm) se răcește și se solidifică mai lent. La grosimi ale peretelui piesei
bp=25 - 30mm, temperatura suprafeței exterioare se menține la temperaturi apropiate
de temperatura solidus, ceea ce confirmă că și în cazul pieselor din AlZn10,
contactul piesă - formă se menține pe toata durata solidificării piesei.
Rezultatele privind viteza de răcire momentană la temperatura TL (vr_TL -
începutul solidificării) și respectiv viteza medie de răcire în intervalul de solidificare
(Tl-Ts). conduc la următoarele observații:
1 2 3 4 5 60
10
20
30
40
50
60
70
80
90
bp=5mm bp=10mm bp=15mm bp=20mm bp=25mm bp=30mm
Tim
p d
e s
olid
ific
are
t-s
ol [s
]
timp de solidificare a piesei in [s] = f(bp)
0 5 10 15 20 25 300
10
20
30
40
50
60
70
80
90
Distanta de la suprafata exterioara " x " [mm]
Tim
p d
e s
olid
ific
are
" t
-so
l " [
s]
Caz 1, grosime piesa bp=5mm
Caz 2, grosime piesa bp=10mm
Caz 3, grosime piesa bp=15mm
Caz 4, grosime piesa bp=20mm
Caz 5, grosime piesa bp=25mm
Caz 6, grosime piesa bp=30mm
0 5 10 15 20 25 30580
585
590
595
600
605
610
615
620
Distanta de la suprafata interioara " x " [mm]
Te
mp
era
tura
T
[oC
]
Caz 1-grosime bp=5mm
Caz 2-grosime bp=10mm
Caz 3-grosime bp=15mm
Caz 4-grosime bp=20mm
Caz 5-grosime bp=25mm
Caz 6-grosime bp=30mm
0 20 40 60 80 100 120 140200
300
400
500
600
700
800
Timp "t" in [s]
Te
mp
era
tura
" T
" [
oC
]
Caz 1, b piesa = 5mm
Caz 2, b piesa = 10mm
Caz 3, b piesa = 15mm
Caz 4, b piesa = 20mm
Caz 5, b piesa = 25mm
Caz 6, b piesa = 30mm
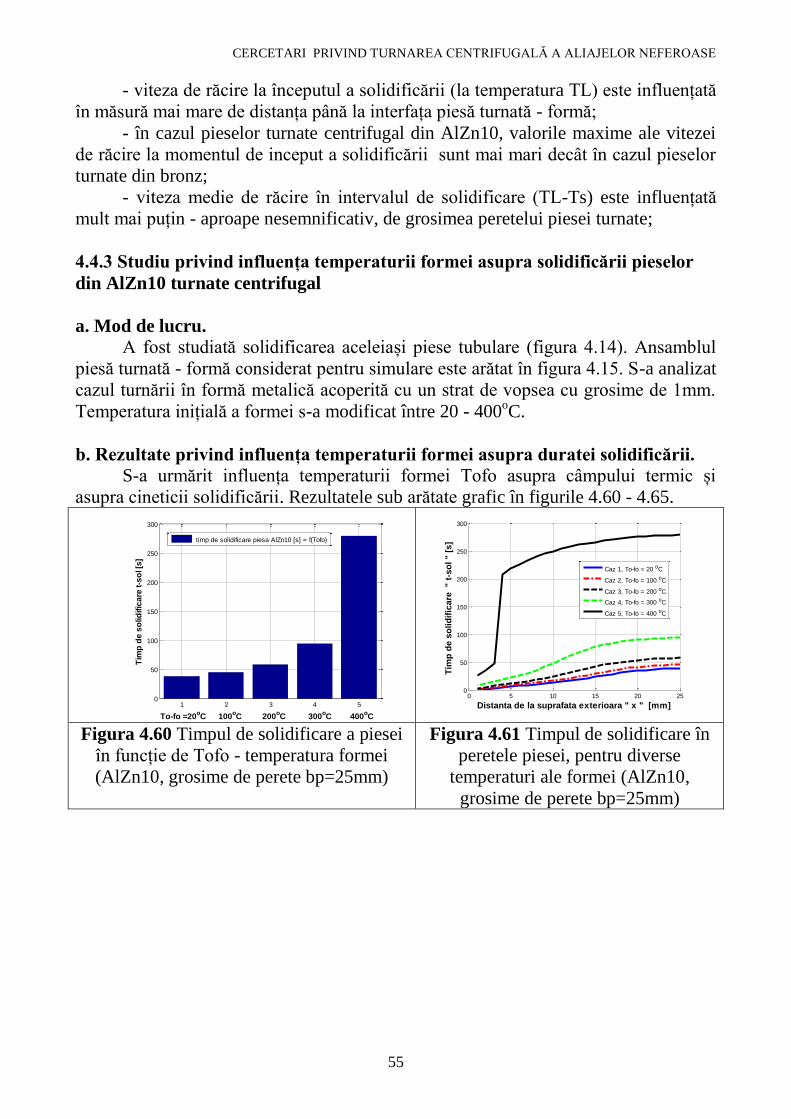
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
55
- viteza de răcire la începutul a solidificării (la temperatura TL) este influențată
în măsură mai mare de distanța până la interfața piesă turnată - formă;
- în cazul pieselor turnate centrifugal din AlZn10, valorile maxime ale vitezei
de răcire la momentul de inceput a solidificării sunt mai mari decât în cazul pieselor
turnate din bronz;
- viteza medie de răcire în intervalul de solidificare (TL-Ts) este influențată
mult mai puțin - aproape nesemnificativ, de grosimea peretelui piesei turnate;
4.4.3 Studiu privind influența temperaturii formei asupra solidificării pieselor
din AlZn10 turnate centrifugal
a. Mod de lucru.
A fost studiată solidificarea aceleiași piese tubulare (figura 4.14). Ansamblul
piesă turnată - formă considerat pentru simulare este arătat în figura 4.15. S-a analizat
cazul turnării în formă metalică acoperită cu un strat de vopsea cu grosime de 1mm.
Temperatura inițială a formei s-a modificat între 20 - 400oC.
b. Rezultate privind influența temperaturii formei asupra duratei solidificării.
S-a urmărit influența temperaturii formei Tofo asupra câmpului termic și
asupra cineticii solidificării. Rezultatele sub arătate grafic în figurile 4.60 - 4.65.
Figura 4.60 Timpul de solidificare a piesei
în funcție de Tofo - temperatura formei
(AlZn10, grosime de perete bp=25mm)
Figura 4.61 Timpul de solidificare în
peretele piesei, pentru diverse
temperaturi ale formei (AlZn10,
grosime de perete bp=25mm)
1 2 3 4 50
50
100
150
200
250
300
To-fo =20oC 100
oC 200
oC 300
oC 400
oC
Tim
p d
e s
olid
ific
are
t-s
ol [s
]
timp de solidificare piesa AlZn10 [s] = f(Tofo)
0 5 10 15 20 250
50
100
150
200
250
300
Distanta de la suprafata exterioara " x " [mm]
Tim
p d
e s
olid
ific
are
" t
-so
l " [
s]
Caz 1, To-fo = 20 oC
Caz 2, To-fo = 100 oC
Caz 3, To-fo = 200 oC
Caz 4, To-fo = 300 oC
Caz 5, To-fo = 400 oC
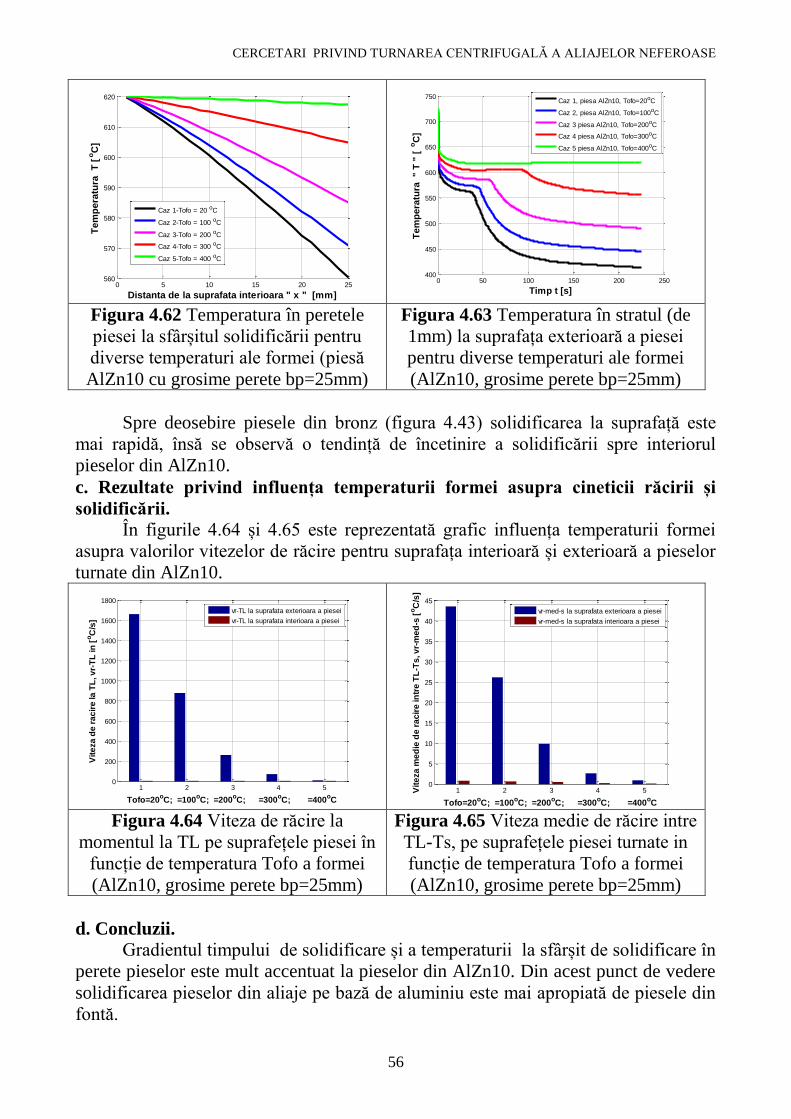
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
56
Figura 4.62 Temperatura în peretele
piesei la sfârșitul solidificării pentru
diverse temperaturi ale formei (piesă
AlZn10 cu grosime perete bp=25mm)
Figura 4.63 Temperatura în stratul (de
1mm) la suprafața exterioară a piesei
pentru diverse temperaturi ale formei
(AlZn10, grosime perete bp=25mm)
Spre deosebire piesele din bronz (figura 4.43) solidificarea la suprafață este
mai rapidă, însă se observă o tendință de încetinire a solidificării spre interiorul
pieselor din AlZn10.
c. Rezultate privind influența temperaturii formei asupra cineticii răcirii și
solidificării.
În figurile 4.64 și 4.65 este reprezentată grafic influența temperaturii formei
asupra valorilor vitezelor de răcire pentru suprafața interioară și exterioară a pieselor
turnate din AlZn10.
Figura 4.64 Viteza de răcire la
momentul la TL pe suprafețele piesei în
funcție de temperatura Tofo a formei
(AlZn10, grosime perete bp=25mm)
Figura 4.65 Viteza medie de răcire intre
TL-Ts, pe suprafețele piesei turnate in
funcție de temperatura Tofo a formei
(AlZn10, grosime perete bp=25mm)
d. Concluzii. Gradientul timpului de solidificare și a temperaturii la sfârșit de solidificare în
perete pieselor este mult accentuat la pieselor din AlZn10. Din acest punct de vedere
solidificarea pieselor din aliaje pe bază de aluminiu este mai apropiată de piesele din
fontă.
0 5 10 15 20 25560
570
580
590
600
610
620
Distanta de la suprafata interioara " x " [mm]
Te
mp
era
tura
T
[oC
]
Caz 1-Tofo = 20 oC
Caz 2-Tofo = 100 oC
Caz 3-Tofo = 200 oC
Caz 4-Tofo = 300 oC
Caz 5-Tofo = 400 oC
0 50 100 150 200 250400
450
500
550
600
650
700
750
Timp t [s]
Tem
pera
tura
" T
" [
oC
]
Caz 1, piesa AlZn10, Tofo=20oC
Caz 2, piesa AlZn10, Tofo=100oC
Caz 3 piesa AlZn10, Tofo=200oC
Caz 4 piesa AlZn10, Tofo=300oC
Caz 5 piesa AlZn10, Tofo=400oC
1 2 3 4 50
200
400
600
800
1000
1200
1400
1600
1800
Tofo=20oC; =100
oC; =200
oC; =300
oC; =400
oC
Vit
eza
de
ra
cir
e la
TL
, v
r-T
L in
[oC
/s]
vr-TL la suprafata exterioara a piesei
vr-TL la suprafata interioara a piesei
1 2 3 4 50
5
10
15
20
25
30
35
40
45
Tofo=20oC; =100
oC; =200
oC; =300
oC; =400
oC
Vit
eza
me
die
de
ra
cir
e in
tre
TL
-Ts
, v
r-m
ed
-s [
oC
/s]
vr-med-s la suprafata exterioara a piesei
vr-med-s la suprafata interioara a piesei
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
57
La aceeași grosime de perete și supraîncălzire față de temperatura lichidus
solidificarea pieselor din AlZn10 este mai rapidă. De asemenea temperatura cochilei
influențează asupra timpului de solidificare in același mod, in cazul ambelor tipuri de
aliaje AlZn10 si CuSn10). Creșterea temperaturii cochilei peste o anumită limită
(400oC la AlZn și 500
oC la CuSn) conduce la o încetinire substanțială a solidificării.
Rezultatele obținute cât și sensibilitatea mai redusă (la viteza de răcire) a
aliajelor care solidifică total sub formă de soluție solidă, duc la concluzia că
modificarea parametrilor tehnologici (temperatura formei) și constructivi (grosimea
de perete a piesei) la turnarea centrifugală a pieselor din AlZn10, are influență foarte
redusă asupra structurii și proprietăților.
5. CERCETĂRI EXPERIMENTALE
5.1 Scop
Cercetările experimentale s-a efectuat cu scopul de a verifica în ce măsură
concluziile studiului prin simulare sunt confirmate în practică. Acestea au fost
realizate pentru aceleași aliaje neferoase CuSn10 și AlZn10. S-au urmărit aspecte
legate de influența turației, a grosimii peretelui piesei și a distanței față de interfața
piesă - cochilă asupra structurii, compoziției chimice și a unor proprieti mecanice.
5.2 Cercetari experimentale privind turnarea centrifugală a unor piese din bronz
CuSn10.
5.2.1 Mod de lucru
Structura pieselor turnate din bronz se poate modifica fie în faza de elaborare,
fie în perioada de solidificare (prin condițiile de turnare în firmă) sau prin operaţii de
tratament termic ulterioare [3, 9, 11, 25, 26, 31, 33, 36, 47, 48, 74, 75].
Aspectele legate de germinarea și creșterea cristalelor și de segregarea
elementelor pot fi studiate numai prin experiment. Cercetările experimentale
urmăresc în general în ce măsură fortele dinamice influenţează compoziția, structura
și proprietăţile mecanice ale pieselor turnate centrifugal. În cazul aliajului CuSn10
programul de cerceare experimentală a urmărit aceste aspecte. Variaţia forţelor
dinamice (centrifuge, frecare și de inerție) s-a realizat prin modificarea turaţiei
cochilei. De asemenea s-a studiat și efectul unor tratamente termice (recoacere și
călire) ulterioare asupra structurii și proprietatilor mecanice.
5.2.2 Comparație privind structura pieselor turnate gravitațional și
centrifugal din CuSn10
Au fost turnate piese din CuSn10, gravitațional în nisip (AdF), gravitațional în
cochile cu temperatura 3000C și centrifugal în forme metalice cu temperatura 250
0C.
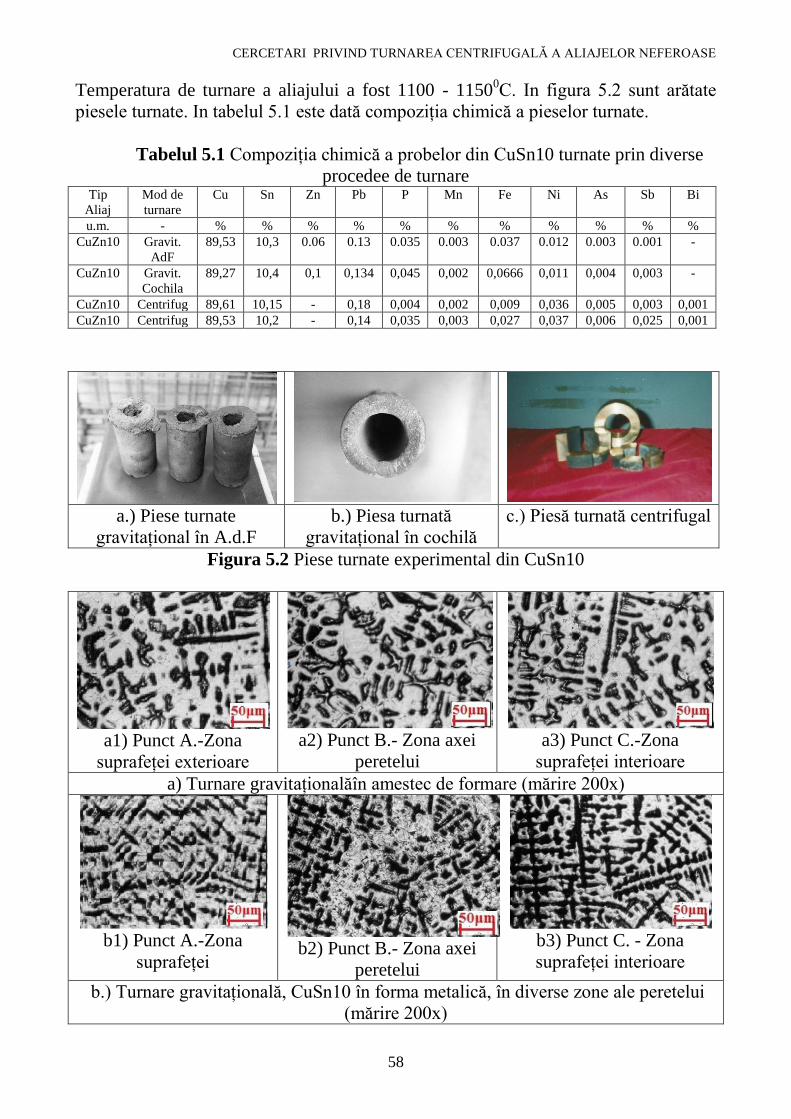
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
58
Temperatura de turnare a aliajului a fost 1100 - 11500C. In figura 5.2 sunt arătate
piesele turnate. In tabelul 5.1 este dată compoziția chimică a pieselor turnate.
Tabelul 5.1 Compoziția chimică a probelor din CuSn10 turnate prin diverse
procedee de turnare Tip
Aliaj
Mod de
turnare
Cu Sn Zn Pb P Mn Fe Ni As Sb Bi
u.m. - % % % % % % % % % % %
CuZn10 Gravit.
AdF
89,53 10,3 0.06 0.13 0.035 0.003 0.037 0.012 0.003 0.001 -
CuZn10 Gravit.
Cochila
89,27 10,4 0,1 0,134 0,045 0,002 0,0666 0,011 0,004 0,003 -
CuZn10 Centrifug 89,61 10,15 - 0,18 0,004 0,002 0,009 0,036 0,005 0,003 0,001
CuZn10 Centrifug 89,53 10,2 - 0,14 0,035 0,003 0,027 0,037 0,006 0,025 0,001
a.) Piese turnate
gravitațional în A.d.F
b.) Piesa turnată
gravitațional în cochilă
c.) Piesă turnată centrifugal
Figura 5.2 Piese turnate experimental din CuSn10
a1) Punct A.-Zona
suprafeței exterioare
a2) Punct B.- Zona axei
peretelui
a3) Punct C.-Zona
suprafeței interioare
a) Turnare gravitaționalăîn amestec de formare (mărire 200x)
b1) Punct A.-Zona
suprafeței
b2) Punct B.- Zona axei
peretelui
b3) Punct C. - Zona
suprafeței interioare
b.) Turnare gravitațională, CuSn10 în forma metalică, în diverse zone ale peretelui
(mărire 200x)
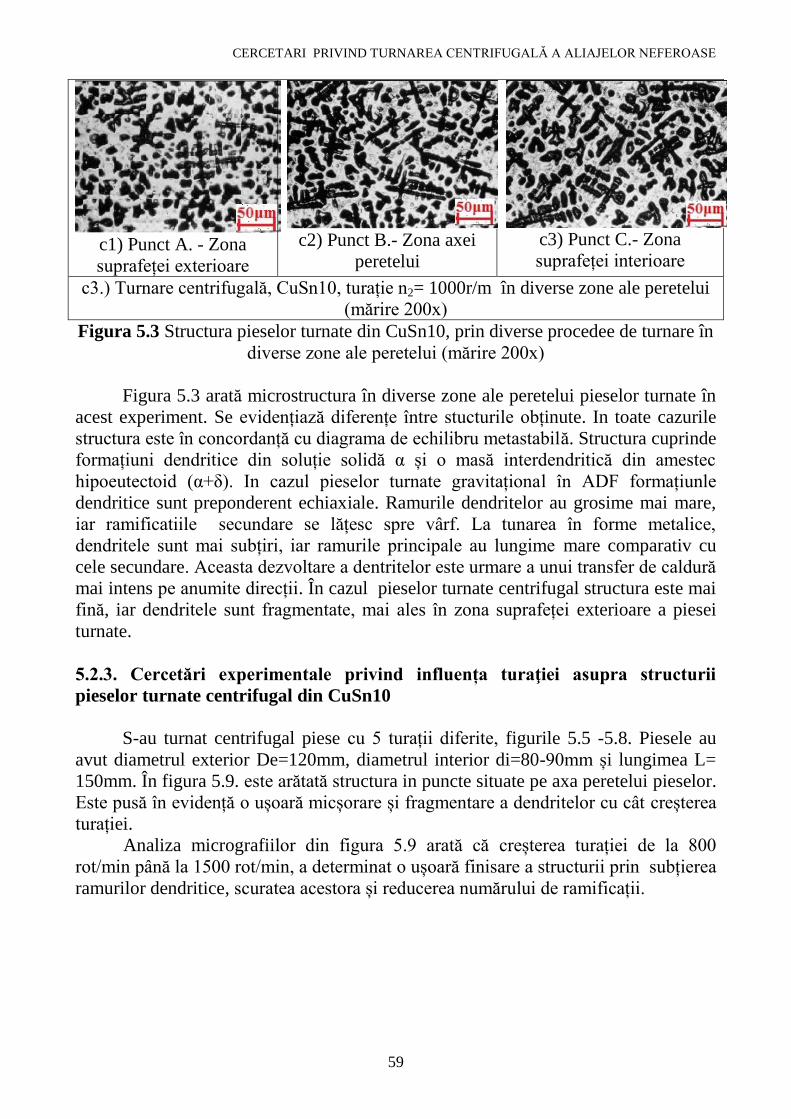
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
59
c1) Punct A. - Zona
suprafeței exterioare
c2) Punct B.- Zona axei
peretelui
c3) Punct C.- Zona
suprafeței interioare
c3.) Turnare centrifugală, CuSn10, turație n2= 1000r/m în diverse zone ale peretelui
(mărire 200x)
Figura 5.3 Structura pieselor turnate din CuSn10, prin diverse procedee de turnare în
diverse zone ale peretelui (mărire 200x)
Figura 5.3 arată microstructura în diverse zone ale peretelui pieselor turnate în
acest experiment. Se evidențiază diferențe între stucturile obținute. In toate cazurile
structura este în concordanță cu diagrama de echilibru metastabilă. Structura cuprinde
formațiuni dendritice din soluție solidă α și o masă interdendritică din amestec
hipoeutectoid (α+δ). In cazul pieselor turnate gravitațional în ADF formațiunle
dendritice sunt preponderent echiaxiale. Ramurile dendritelor au grosime mai mare,
iar ramificatiile secundare se lățesc spre vârf. La tunarea în forme metalice,
dendritele sunt mai subțiri, iar ramurile principale au lungime mare comparativ cu
cele secundare. Aceasta dezvoltare a dentritelor este urmare a unui transfer de caldură
mai intens pe anumite direcții. În cazul pieselor turnate centrifugal structura este mai
fină, iar dendritele sunt fragmentate, mai ales în zona suprafeței exterioare a piesei
turnate.
5.2.3. Cercetări experimentale privind influența turaţiei asupra structurii
pieselor turnate centrifugal din CuSn10
S-au turnat centrifugal piese cu 5 turații diferite, figurile 5.5 -5.8. Piesele au
avut diametrul exterior De=120mm, diametrul interior di=80-90mm și lungimea L=
150mm. În figura 5.9. este arătată structura in puncte situate pe axa peretelui pieselor.
Este pusă în evidență o ușoară micșorare și fragmentare a dendritelor cu cât creșterea
turației.
Analiza micrografiilor din figura 5.9 arată că creșterea turației de la 800
rot/min până la 1500 rot/min, a determinat o ușoară finisare a structurii prin subțierea
ramurilor dendritice, scuratea acestora și reducerea numărului de ramificații.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
60
Figura 5.6 Piese turnate centrifugal,
epruvete de reziliență, de tracțiune și
șlifuri
Figura 5.8 Șlifuri din CuSn10 utilizate
pentru studiul structurii și a compoziției
chimice
a.) CuSn10, Turașie
n=800 rot/min, 150x
b.) CuSn10, Turație
n=1000 rot/min, 150x
c.) CuSn10, Turație
n=1000 rot/min, 150x
d.) CuSn10, Turație
n=1200 rot/min, 150x
e.) CuSn10, Turație
n=1300 rot/min, 150x
f.) CuSn10, Turație
n=1500 rot/min, 150x
Figura 5.9 Influența turației asupra structurii in mijlocul peretelui pieselor (marimea
dendritelor) in cazul pieselor turnate centrifugal din CuSn10 (150x, reactiv - 1900ml
H2O+50ml H2SO4+50ml HNO3 +40g CrO2+7,5g NH4Cl)
5.2.4. Influența turaţiei cochilei asupra omogenităţii chimice a pteselor turnate
din CuSn10.
Tendința de segregare a fost studiată pentru piesele turnate centrifugal cu cele
două turații extreme (n1=800 rot/min si n5=1500rot/min). Piesele au fost turnate din
aceeași şarjă de bronz cu compoziţia: Cu-89,6%, Sn-10,1%, P-0,001%, Ni-0,026%,
Fe-0,071%, Al-0,006. Temperatura de turnare s-a menţinut în limitele 1100 - 1150
C. S-a analizat compoziția chimică în secțiunea transversală la mijlocul lungimii la
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
61
razele ri = 45mm, 50mm, 53mm, 56mm si 60mm. Rezultatele obţinute sunt
prezentate în tabelul 5.2.
Tabelul 5.2 Compoziţia chimică în peretele pieselor turnate centrifugal din CuSn10
în funcţie de turaţie şi rază Nr.
crt
Turaţia
cochilei
[rot/min]
Raza
[mm]
Compoziţia chimică a bronzului turnat centrifugal [%]
Cu Sn
Pb
P
Ni
Fe
Al
Rest
1
800
45 89.69 9,88 0,086 0,001 0,026 0.06 0.0068 urme
2 50 89,52 10.02 0,105 0,001 0,026 0,06 0,0069 urme
3 53 89,48 10,13 0,111 0,001 0,030 0,07 0,0067 urme
4 56 89,42 10,23 0,116 0,001 0.039 0,07 0,0065 urme
5 60 89,38 10,31 0,123 0,001 0,026 0,07 0,0068 urme
6
1500
45 89,63 10,04 0,104 0,001 0,031 0,07 0,0060 urme
7 50 89,59 10,11 0,111 0,001 0,029 0,07 0,0069 urme
8 53 89,57 10,19 0,123 0,001 0,034 0,07 0,0059 urme
9 56 89,43 10,25 0,129 0,001 0,036 0,06 0,0068 urme
10 60 89,37 10,29 0,135 0,001 0,032 0,08 0,0066 urme
Elementele principale ale aliajului Cu şi Sn, nu prezintă segregaţii
semnificative. Aceasta se poate explica și prin grosimea mică a peretelui piesei
turnate (15mm). Se fac urmatoarele observații:
- procentul de cupru scade continu de la interior spre exterior (de la raze mici spre
raze mari) deși densitatea cuprului este mai mare (8,9 g/cm3).
- rezultatele de mai sus arată că cu creșterea turației tendința de segregare a cuprului
scade ușor;
- în cazul staniului variația de compozitie chimică în perete este opusă cuprului.
Procentul de staniu crește de la interior (rază mică) spre exteriorul piesei (spre raza
mare) deși densitatea acestui element este mai mică;
Segregarea inversă cu densitatea pe raza piesei a cuprului nu poate fi explicată
ca efect al acțiunii forței centrifuge și respectiv al creșterii turației, deoarece cuprul
are densitate mai mare decât staniul. Parțial această segregare ar putea fi explicată
prin densitatea mai mică a cuprului în raport cu plumbul, însă procentul de plumb în
aliajul utilizat este nesemnificativ. Acest tip de segregație (inversă cu densitățile a
cuprului și staniului) se explică prin influența condițiilor de răcire (respectiv a
gradientului de viteză de răcire) în peretele piesei turnate, asupra diagramei de
echilibru. Lângă peretele cochilei, deci la suprafașa exterioară a piesei, viteza de
răcire este mult mai mare, solidificarea fiind aproape instantanee (așa cum au arătat și
studiile prin simulare). Ca urmare la suprafața exterioară solidificarea se produce
după o diagramă metastabilă care corespunde unor viteze mari de răcire. Cristalele
formate au un conținut mai mare de staniu. In schimb pe suprafața liberă răcirea este
mai lentă, iar solidificarea se produce după o diagramă de echilibru mai apropiată de
cea stabilă.
Plumbul este elementul cu densitatea cea mai mare (11,34g/cm3) dintre cele
prezente în CuSn10 analizat, deci și cu tendinţa cea mai mare de segregare spre
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
62
exterior din punct de vedere al fortți centrifuge. Rezultatele arată că întradevăr
concentrația de plumb crește cu creșterea razei și a turației, deși conținutul de plumb
este redus.
Într-o a doua etapă a cercetărilor s-au efectuat măsurători privind distribuția
plumbului în peretele unor piese turnate centrifugal dintr-un aliaj CuSn10 cu un
conținut mai mare de plumb. Au fost analizate trei piese selectate dintr-un lot de piese
din producția unui atelier de turnare centrifugală de pe platforma METROM Brașov.
Piesele au avut dimensiunile De=200mm, Di=120mm, si lungimea L=240mm.
Compoziţia chimică corespunde aliajului CuSn10, având plumbul în concentraţie
medie de 1,6%. Piesele au avut o grosime de perete de 40 mm, la turația cochilei
n=750rot/min. În tabelul 5.3 sunt prezentate compoziţiile chimice determinate pe
suprafața interioară şi respectiv exterioară a pieselor.
Tabelul 5.3 Compoziţia chimică la interiorul şi exteriorul piesei turnate din CuSn10
cu 1,6%Pb Nr.l
ot.
Turaţia
cochilei
[rot/min]
Raza
[mm]
Compoziţia chimică medie pe loturi de 5 piese [%]
Cu Sn Pb Ni Fe Zn Rest
1 750 60 88,29 6,73 1,22 0,031 0,06 3,26 urme
100 87,80 7,08 1,67 0,033 0,06 3,14 urme
2 750 60 88.02 6,70 1,25 0,032 0,05 3,29 urme
100 87,40 6,96 1,72 0,031 0,05 3,18 urme
3 750 60 88,16 6,85 1,35 0,035 0,06 3,24 urme
100 87,63 7,29 1,86 0,033 0,04 3,08 urme
Au fost determinate valorile procentuale ale elementelor care sunt supuse mai puternic
fenomenului de segregaţie. Sunt puse în evidență influențe similare, cu cele din tabelul 5.2.
Studiul pune în evidență că tendința de segregare a elementelor la turnarea
centrifugă trebuie analizată pentru fiecare tip de aliaj în corelație cu diagrama de
echilibru, cu natura elementelor și cu condițiile locale de răcire.
5.2.5 Caracteristici mecanice obținute la piese din aliaj CuSn10 turnate
centrifugal
a) Influenţa turaţiei cochilei asupra durităţii bronzului CuSn10
S-au turnat în aceleaşi condiţii de temperatură, răcire şi timp de menţinere în
formă, loturi de piese având dimensiunile D=120 mm, d=80 mm, L=150 mm şi
compoziţia chimică: Cu-89,6%, Sn-10,0%, Pb-0,111%, P-0,001%, Ni-0,026%, Fe-
0,051%, Al-0,003%. S-a turnat și un lot de piese gravitațional, în amestec de formare.
Piesele turnate centrifugal și în amestec de formare au avut aceeaşi compoziţie
chimică, aceeaşi parametrii tehnologici şi geometrici. Rezultatele sunt reprezentate
grafic în figura 5.14. Duritatea crește cu turația, iar în cazul pieselor turnate în
amestec de formare, are valori mult mai reduse.
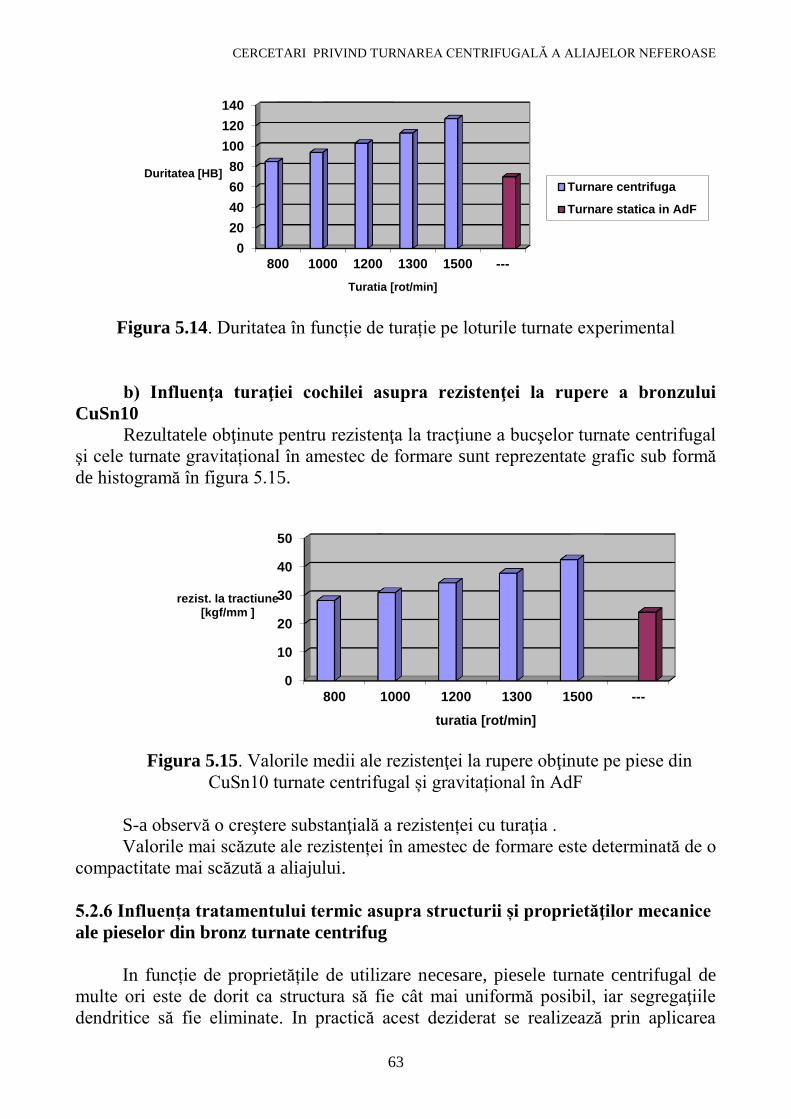
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
63
Figura 5.14. Duritatea în funcție de turație pe loturile turnate experimental
b) Influenţa turaţiei cochilei asupra rezistenţei la rupere a bronzului
CuSn10
Rezultatele obţinute pentru rezistenţa la tracţiune a bucşelor turnate centrifugal
şi cele turnate gravitațional în amestec de formare sunt reprezentate grafic sub formă
de histogramă în figura 5.15.
Figura 5.15. Valorile medii ale rezistenţei la rupere obţinute pe piese din
CuSn10 turnate centrifugal și gravitațional în AdF
S-a observă o creştere substanţială a rezistenței cu turaţia .
Valorile mai scăzute ale rezistenței în amestec de formare este determinată de o
compactitate mai scăzută a aliajului.
5.2.6 Influența tratamentului termic asupra structurii și proprietăţilor mecanice
ale pieselor din bronz turnate centrifug
In funcție de proprietățile de utilizare necesare, piesele turnate centrifugal de
multe ori este de dorit ca structura să fie cât mai uniformă posibil, iar segregaţiile
dendritice să fie eliminate. In practică acest deziderat se realizează prin aplicarea
0
20
40
60
80
100
120
140
800 1000 1200 1300 1500 ---
Duritatea [HB]
Turatia [rot/min]
Turnare centrifuga
Turnare statica in AdF
0
10
20
30
40
50
800 1000 1200 1300 1500 ---
rezist. la tractiune [kgf/mm ]
turatia [rot/min]
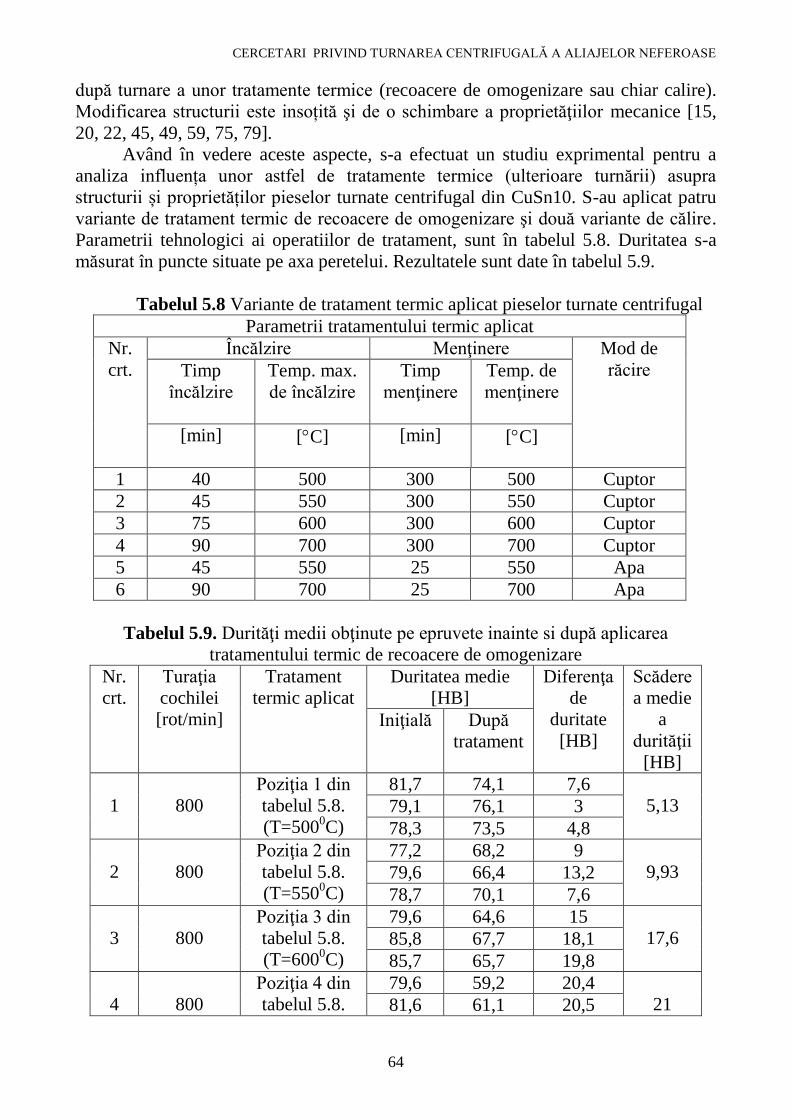
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
64
după turnare a unor tratamente termice (recoacere de omogenizare sau chiar calire).
Modificarea structurii este insoțită şi de o schimbare a proprietăţiilor mecanice [15,
20, 22, 45, 49, 59, 75, 79].
Având în vedere aceste aspecte, s-a efectuat un studiu exprimental pentru a
analiza influența unor astfel de tratamente termice (ulterioare turnării) asupra
structurii și proprietăților pieselor turnate centrifugal din CuSn10. S-au aplicat patru
variante de tratament termic de recoacere de omogenizare şi două variante de călire.
Parametrii tehnologici ai operatiilor de tratament, sunt în tabelul 5.8. Duritatea s-a
măsurat în puncte situate pe axa peretelui. Rezultatele sunt date în tabelul 5.9.
Tabelul 5.8 Variante de tratament termic aplicat pieselor turnate centrifugal
Parametrii tratamentului termic aplicat
Nr.
crt.
Încălzire Menţinere Mod de
răcire Timp
încălzire
Temp. max.
de încălzire
Timp
menţinere
Temp. de
menţinere
[min] [C] [min] [C]
1 40 500 300 500 Cuptor
2 45 550 300 550 Cuptor
3 75 600 300 600 Cuptor
4 90 700 300 700 Cuptor
5 45 550 25 550 Apa
6 90 700 25 700 Apa
Tabelul 5.9. Durităţi medii obţinute pe epruvete inainte si după aplicarea
tratamentului termic de recoacere de omogenizare
Nr.
crt.
Turaţia
cochilei
[rot/min]
Tratament
termic aplicat
Duritatea medie
[HB]
Diferenţa
de
duritate
[HB]
Scădere
a medie
a
durităţii
[HB]
Iniţială După
tratament
1
800
Poziţia 1 din
tabelul 5.8.
(T=5000C)
81,7 74,1 7,6
5,13 79,1 76,1 3
78,3 73,5 4,8
2
800
Poziţia 2 din
tabelul 5.8.
(T=5500C)
77,2 68,2 9
9,93 79,6 66,4 13,2
78,7 70,1 7,6
3
800
Poziţia 3 din
tabelul 5.8.
(T=6000C)
79,6 64,6 15
17,6 85,8 67,7 18,1
85,7 65,7 19,8
4
800
Poziţia 4 din
tabelul 5.8.
79,6 59,2 20,4
21 81,6 61,1 20,5
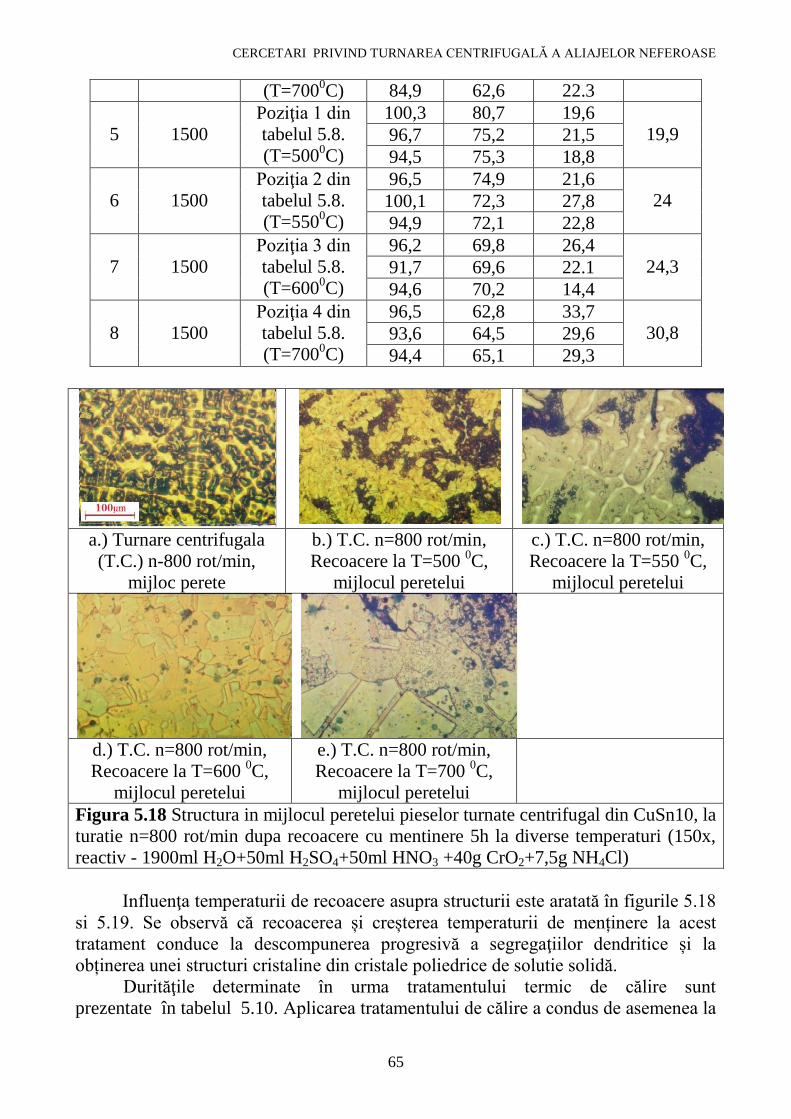
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
65
(T=7000C) 84,9 62,6 22.3
5
1500
Poziţia 1 din
tabelul 5.8.
(T=5000C)
100,3 80,7 19,6
19,9 96,7 75,2 21,5
94,5 75,3 18,8
6
1500
Poziţia 2 din
tabelul 5.8.
(T=5500C)
96,5 74,9 21,6
24 100,1 72,3 27,8
94,9 72,1 22,8
7
1500
Poziţia 3 din
tabelul 5.8.
(T=6000C)
96,2 69,8 26,4
24,3 91,7 69,6 22.1
94,6 70,2 14,4
8
1500
Poziţia 4 din
tabelul 5.8.
(T=7000C)
96,5 62,8 33,7
30,8 93,6 64,5 29,6
94,4 65,1 29,3
a.) Turnare centrifugala
(T.C.) n-800 rot/min,
mijloc perete
b.) T.C. n=800 rot/min,
Recoacere la T=500 0C,
mijlocul peretelui
c.) T.C. n=800 rot/min,
Recoacere la T=550 0C,
mijlocul peretelui
d.) T.C. n=800 rot/min,
Recoacere la T=600 0C,
mijlocul peretelui
e.) T.C. n=800 rot/min,
Recoacere la T=700 0C,
mijlocul peretelui
Figura 5.18 Structura in mijlocul peretelui pieselor turnate centrifugal din CuSn10, la
turatie n=800 rot/min dupa recoacere cu mentinere 5h la diverse temperaturi (150x,
reactiv - 1900ml H2O+50ml H2SO4+50ml HNO3 +40g CrO2+7,5g NH4Cl)
Influenţa temperaturii de recoacere asupra structurii este aratată în figurile 5.18
si 5.19. Se observă că recoacerea și creșterea temperaturii de menținere la acest
tratament conduce la descompunerea progresivă a segregaţiilor dendritice și la
obținerea unei structuri cristaline din cristale poliedrice de solutie solidă.
Durităţile determinate în urma tratamentului termic de călire sunt
prezentate în tabelul 5.10. Aplicarea tratamentului de călire a condus de asemenea la
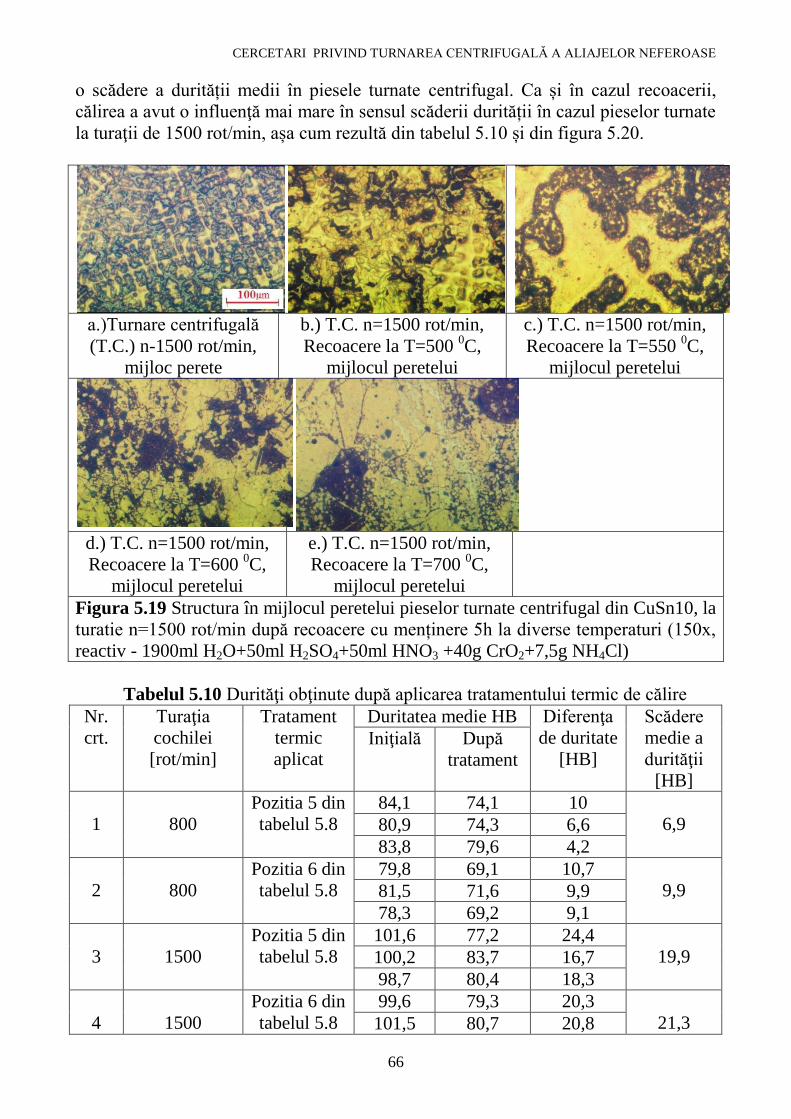
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
66
o scădere a durității medii în piesele turnate centrifugal. Ca și în cazul recoacerii,
călirea a avut o influenţă mai mare în sensul scăderii durității în cazul pieselor turnate
la turaţii de 1500 rot/min, așa cum rezultă din tabelul 5.10 și din figura 5.20.
a.)Turnare centrifugală
(T.C.) n-1500 rot/min,
mijloc perete
b.) T.C. n=1500 rot/min,
Recoacere la T=500 0C,
mijlocul peretelui
c.) T.C. n=1500 rot/min,
Recoacere la T=550 0C,
mijlocul peretelui
d.) T.C. n=1500 rot/min,
Recoacere la T=600 0C,
mijlocul peretelui
e.) T.C. n=1500 rot/min,
Recoacere la T=700 0C,
mijlocul peretelui
Figura 5.19 Structura în mijlocul peretelui pieselor turnate centrifugal din CuSn10, la
turatie n=1500 rot/min după recoacere cu menținere 5h la diverse temperaturi (150x,
reactiv - 1900ml H2O+50ml H2SO4+50ml HNO3 +40g CrO2+7,5g NH4Cl)
Tabelul 5.10 Durităţi obţinute după aplicarea tratamentului termic de călire
Nr.
crt.
Turaţia
cochilei
[rot/min]
Tratament
termic
aplicat
Duritatea medie HB Diferenţa
de duritate
[HB]
Scădere
medie a
durităţii
[HB]
Iniţială După
tratament
1
800
Pozitia 5 din
tabelul 5.8
84,1 74,1 10
6,9 80,9 74,3 6,6
83,8 79,6 4,2
2
800
Pozitia 6 din
tabelul 5.8
79,8 69,1 10,7
9,9 81,5 71,6 9,9
78,3 69,2 9,1
3
1500
Pozitia 5 din
tabelul 5.8
101,6 77,2 24,4
19,9 100,2 83,7 16,7
98,7 80,4 18,3
4
1500
Pozitia 6 din
tabelul 5.8
99,6 79,3 20,3
21,3 101,5 80,7 20,8
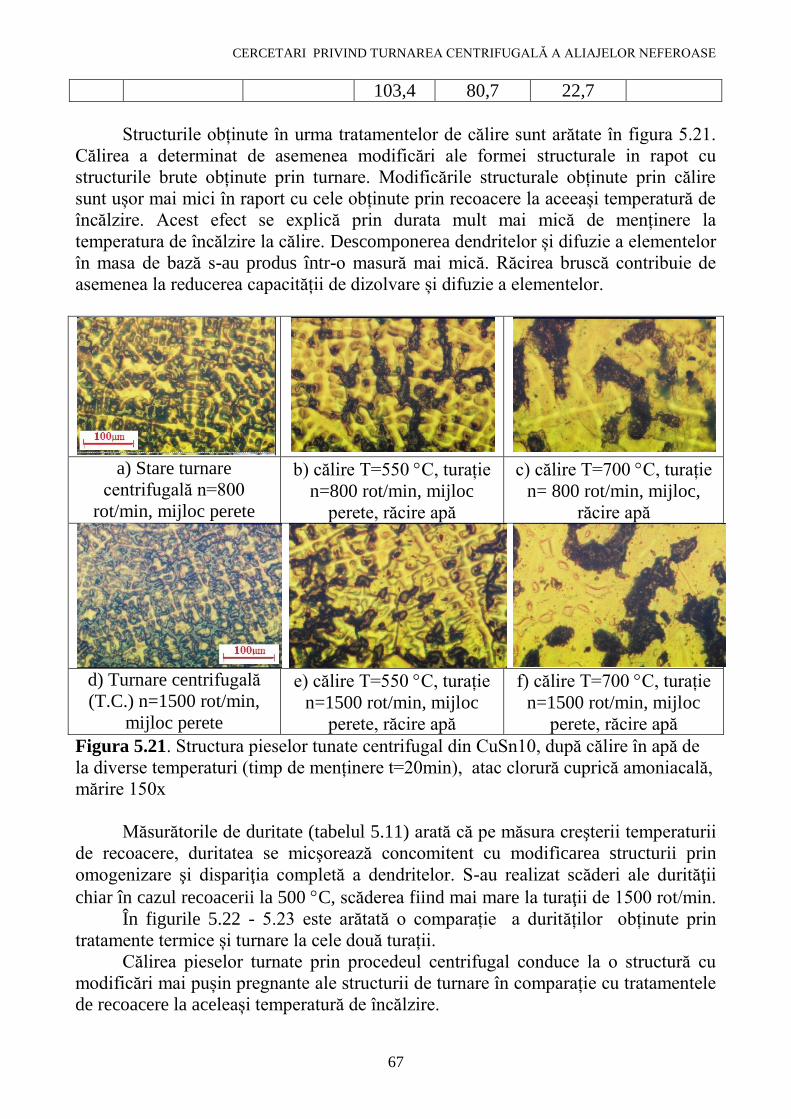
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
67
103,4 80,7 22,7
Structurile obținute în urma tratamentelor de călire sunt arătate în figura 5.21.
Călirea a determinat de asemenea modificări ale formei structurale in rapot cu
structurile brute obținute prin turnare. Modificările structurale obținute prin călire
sunt ușor mai mici în raport cu cele obținute prin recoacere la aceeași temperatură de
încălzire. Acest efect se explică prin durata mult mai mică de menținere la
temperatura de încălzire la călire. Descomponerea dendritelor și difuzie a elementelor
în masa de bază s-au produs într-o masură mai mică. Răcirea bruscă contribuie de
asemenea la reducerea capacității de dizolvare și difuzie a elementelor.
a) Stare turnare
centrifugală n=800
rot/min, mijloc perete
b) călire T=550 C, turație
n=800 rot/min, mijloc
perete, răcire apă
c) călire T=700 C, turație
n= 800 rot/min, mijloc,
răcire apă
d) Turnare centrifugală
(T.C.) n=1500 rot/min,
mijloc perete
e) călire T=550 C, turație
n=1500 rot/min, mijloc
perete, răcire apă
f) călire T=700 C, turație
n=1500 rot/min, mijloc
perete, răcire apă
Figura 5.21. Structura pieselor tunate centrifugal din CuSn10, după călire în apă de
la diverse temperaturi (timp de menținere t=20min), atac clorură cuprică amoniacală,
mărire 150x
Măsurătorile de duritate (tabelul 5.11) arată că pe măsura creşterii temperaturii
de recoacere, duritatea se micşorează concomitent cu modificarea structurii prin
omogenizare şi dispariţia completă a dendritelor. S-au realizat scăderi ale durităţii
chiar în cazul recoacerii la 500 C, scăderea fiind mai mare la turaţii de 1500 rot/min.
În figurile 5.22 - 5.23 este arătată o comparație a durităților obținute prin
tratamente termice și turnare la cele două turații.
Călirea pieselor turnate prin procedeul centrifugal conduce la o structură cu
modificări mai pușin pregnante ale structurii de turnare în comparație cu tratamentele
de recoacere la aceleași temperatură de încălzire.

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
68
Figura 5.22 Duritatea în peretele
pieselor turnate centrifugal cu turația
n1=800 rot/min după turnare și după
tratamente termice
Figura 5.23 Duritatea medie în
peretele pieselor turnate centrifugal cu
turația n2=1500 rot/min după turnare și
după diverse tratamente termice
5.2.7 Concluzii
Rezultatele cercetărilor experimentale privind turnarea centrifugală a pieselor
din CuSn10 au condus la mai multe concluzii:
- comparativ cu turnarea gravitatională, turnarea centrifugală a pieselor din
CuSn10 conduce la structuri formate din aceași constituenți (soluție solidă α +
eutectoid α +δ) cu dendritele din soluție solidă α, dar cu finețe mai mare;
- structura în peretele pieselor turnate centrifugal prezintă mici diferențieri în
sensul unei structuri mai fine în stratul exterior al pieselor;
- la turații mai mari (peste 1300 rot/min) se obțin structuri mai fine:
- influența turației asupra structurii este corelată cu o creștere a proprietăților
mecanice (duritate, rezistență la rupere) în stare brută după turnare;
- turnarea centrifugă determină segregarea unora din elementele din compoziția
aliajului;
- caracteristic pentru acest aliaj este separarea inversă cu densitatea a staniului
și cuprului;
- segregarea inversă a staniului și cuprului este explicabilă prin influența pe
care creșterea vitezei de răcire o are asupra diagramei de echilibru;
- tratamentelele termice de recoacere și călire determină o descompunere a
formațiunilor dendritice și de scădere a fazei δ insoțită de creșterea fazei α;
- la temperaturi de peste 700oC structura devine preponderent poliedrică fiind
formată din soluție solidă α, acest efect fiind mai accentuat la turații de centrifugare
mai mari (1500 rot/min);
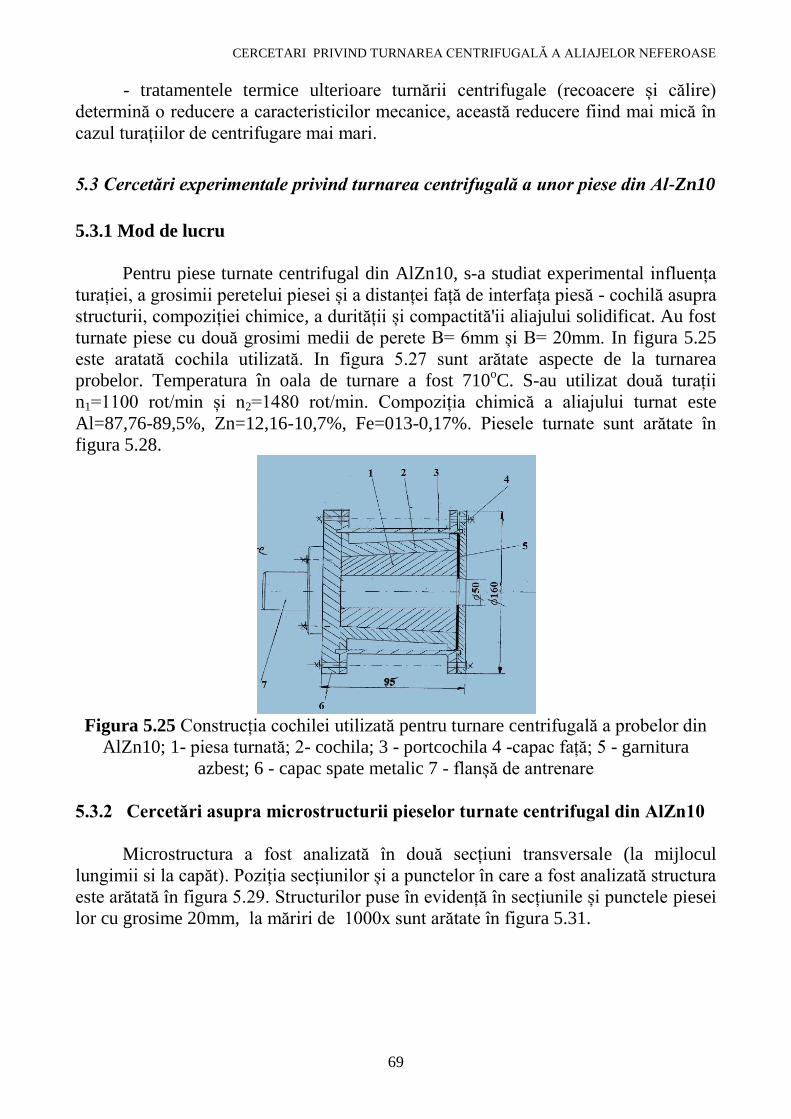
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
69
- tratamentele termice ulterioare turnării centrifugale (recoacere și călire)
determină o reducere a caracteristicilor mecanice, această reducere fiind mai mică în
cazul turațiilor de centrifugare mai mari.
5.3 Cercetări experimentale privind turnarea centrifugală a unor piese din Al-Zn10
5.3.1 Mod de lucru
Pentru piese turnate centrifugal din AlZn10, s-a studiat experimental influența
turației, a grosimii peretelui piesei și a distanței față de interfața piesă - cochilă asupra
structurii, compoziției chimice, a durității și compactită'ii aliajului solidificat. Au fost
turnate piese cu două grosimi medii de perete B= 6mm și B= 20mm. In figura 5.25
este aratată cochila utilizată. In figura 5.27 sunt arătate aspecte de la turnarea
probelor. Temperatura în oala de turnare a fost 710oC. S-au utilizat două turații
n1=1100 rot/min și n2=1480 rot/min. Compoziția chimică a aliajului turnat este
Al=87,76-89,5%, Zn=12,16-10,7%, Fe=013-0,17%. Piesele turnate sunt arătate în
figura 5.28.
Figura 5.25 Construcția cochilei utilizată pentru turnare centrifugală a probelor din
AlZn10; 1- piesa turnată; 2- cochila; 3 - portcochila 4 -capac față; 5 - garnitura
azbest; 6 - capac spate metalic 7 - flanșă de antrenare
5.3.2 Cercetări asupra microstructurii pieselor turnate centrifugal din AlZn10
Microstructura a fost analizată în două secțiuni transversale (la mijlocul
lungimii si la capăt). Poziția secțiunilor și a punctelor în care a fost analizată structura
este arătată în figura 5.29. Structurilor puse în evidență în secțiunile și punctele piesei
lor cu grosime 20mm, la măriri de 1000x sunt arătate în figura 5.31.
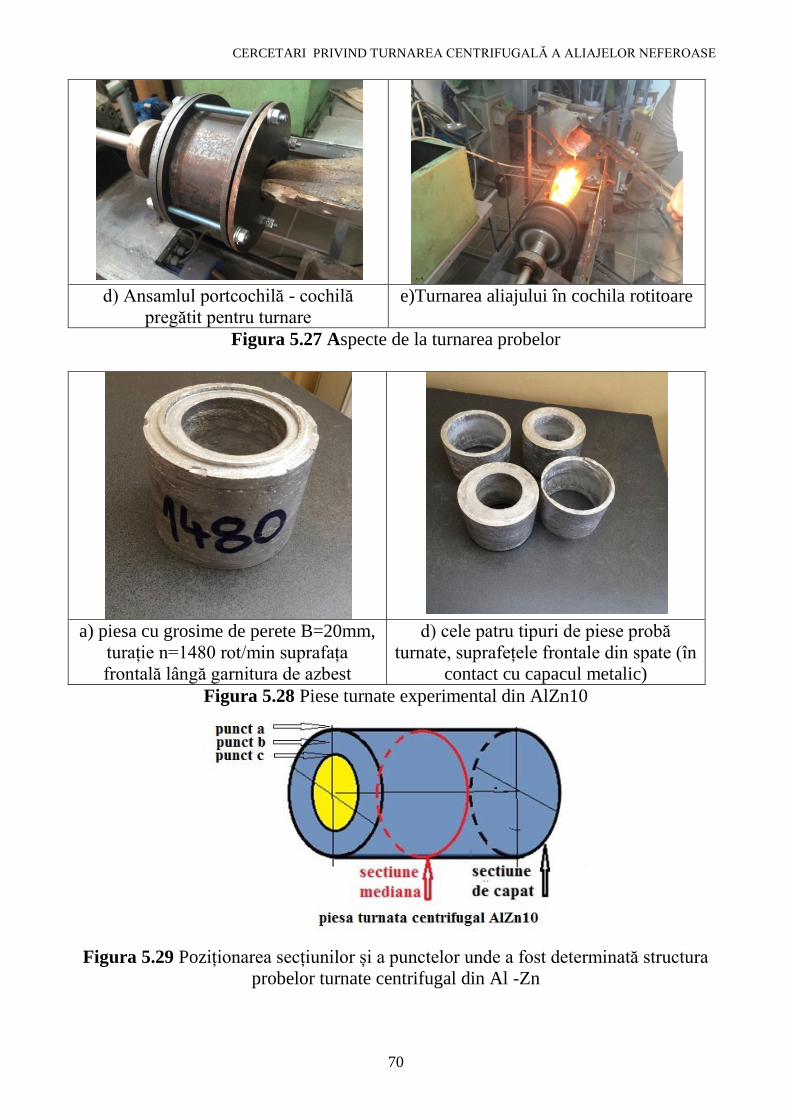
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
70
d) Ansamlul portcochilă - cochilă
pregătit pentru turnare
e)Turnarea aliajului în cochila rotitoare
Figura 5.27 Aspecte de la turnarea probelor
a) piesa cu grosime de perete B=20mm,
turație n=1480 rot/min suprafața
frontală lângă garnitura de azbest
d) cele patru tipuri de piese probă
turnate, suprafețele frontale din spate (în
contact cu capacul metalic)
Figura 5.28 Piese turnate experimental din AlZn10
Figura 5.29 Poziționarea secțiunilor și a punctelor unde a fost determinată structura
probelor turnate centrifugal din Al -Zn
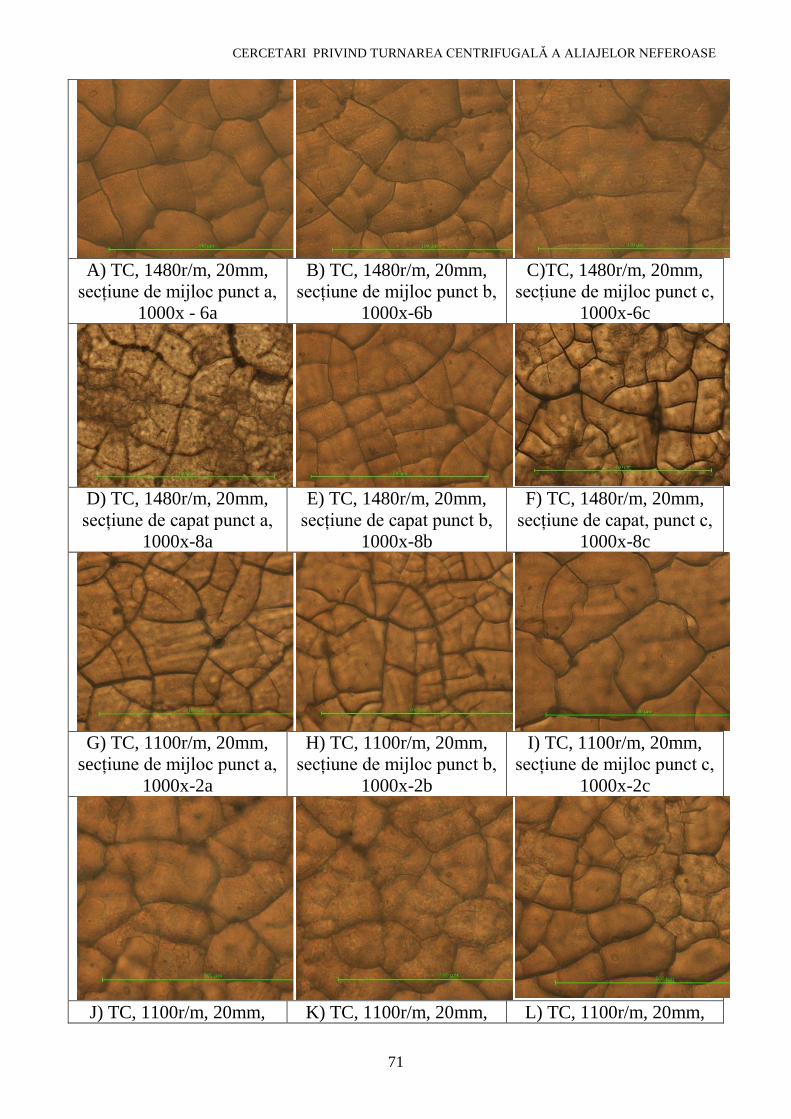
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
71
A) TC, 1480r/m, 20mm,
secțiune de mijloc punct a,
1000x - 6a
B) TC, 1480r/m, 20mm,
secțiune de mijloc punct b,
1000x-6b
C)TC, 1480r/m, 20mm,
secțiune de mijloc punct c,
1000x-6c
D) TC, 1480r/m, 20mm,
secțiune de capat punct a,
1000x-8a
E) TC, 1480r/m, 20mm,
secțiune de capat punct b,
1000x-8b
F) TC, 1480r/m, 20mm,
secțiune de capat, punct c,
1000x-8c
G) TC, 1100r/m, 20mm,
secțiune de mijloc punct a,
1000x-2a
H) TC, 1100r/m, 20mm,
secțiune de mijloc punct b,
1000x-2b
I) TC, 1100r/m, 20mm,
secțiune de mijloc punct c,
1000x-2c
J) TC, 1100r/m, 20mm, K) TC, 1100r/m, 20mm, L) TC, 1100r/m, 20mm,
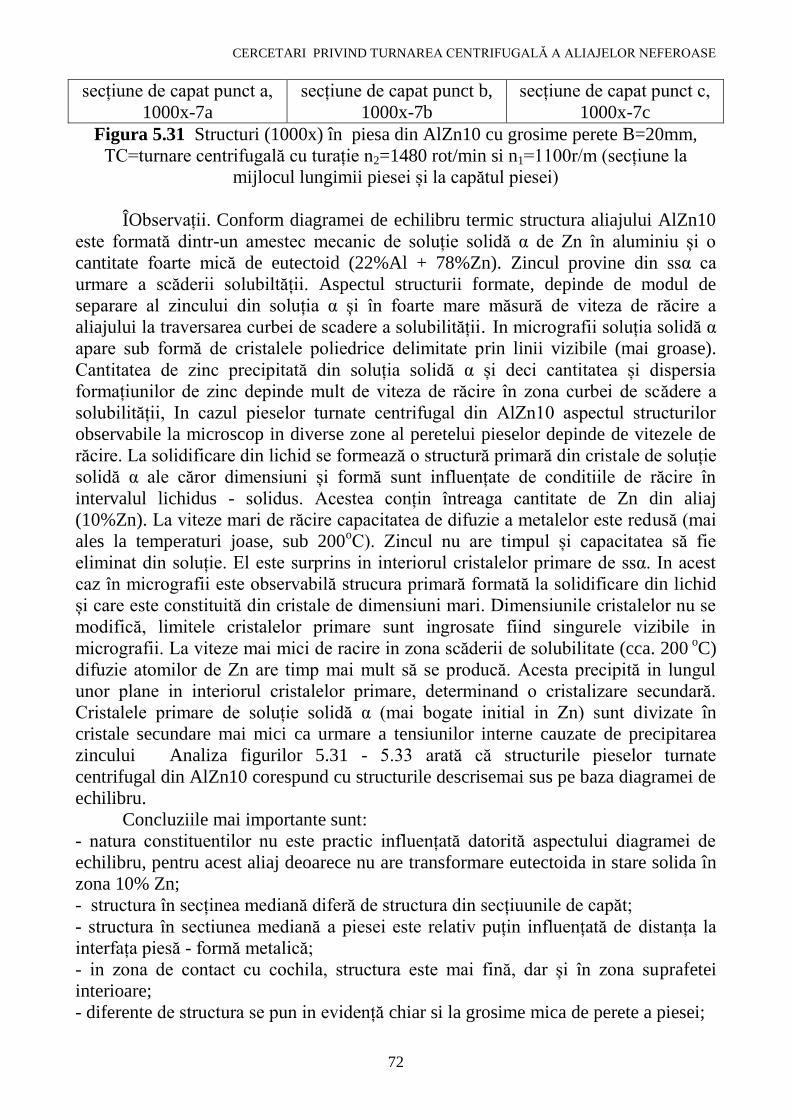
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
72
secțiune de capat punct a,
1000x-7a
secțiune de capat punct b,
1000x-7b
secțiune de capat punct c,
1000x-7c
Figura 5.31 Structuri (1000x) în piesa din AlZn10 cu grosime perete B=20mm,
TC=turnare centrifugală cu turație n2=1480 rot/min si n1=1100r/m (secțiune la
mijlocul lungimii piesei și la capătul piesei)
ÎObservații. Conform diagramei de echilibru termic structura aliajului AlZn10
este formată dintr-un amestec mecanic de soluție solidă α de Zn în aluminiu și o
cantitate foarte mică de eutectoid (22%Al + 78%Zn). Zincul provine din ssα ca
urmare a scăderii solubiltății. Aspectul structurii formate, depinde de modul de
separare al zincului din soluția α și în foarte mare măsură de viteza de răcire a
aliajului la traversarea curbei de scadere a solubilității. In micrografii soluția solidă α
apare sub formă de cristalele poliedrice delimitate prin linii vizibile (mai groase).
Cantitatea de zinc precipitată din soluția solidă α și deci cantitatea și dispersia
formațiunilor de zinc depinde mult de viteza de răcire în zona curbei de scădere a
solubilității, In cazul pieselor turnate centrifugal din AlZn10 aspectul structurilor
observabile la microscop in diverse zone al peretelui pieselor depinde de vitezele de
răcire. La solidificare din lichid se formează o structură primară din cristale de soluție
solidă α ale căror dimensiuni și formă sunt influențate de conditiile de răcire în
intervalul lichidus - solidus. Acestea conțin întreaga cantitate de Zn din aliaj
(10%Zn). La viteze mari de răcire capacitatea de difuzie a metalelor este redusă (mai
ales la temperaturi joase, sub 200oC). Zincul nu are timpul și capacitatea să fie
eliminat din soluție. El este surprins in interiorul cristalelor primare de ssα. In acest
caz în micrografii este observabilă strucura primară formată la solidificare din lichid
și care este constituită din cristale de dimensiuni mari. Dimensiunile cristalelor nu se
modifică, limitele cristalelor primare sunt ingrosate fiind singurele vizibile in
micrografii. La viteze mai mici de racire in zona scăderii de solubilitate (cca. 200 o
C)
difuzie atomilor de Zn are timp mai mult să se producă. Acesta precipită in lungul
unor plane in interiorul cristalelor primare, determinand o cristalizare secundară.
Cristalele primare de soluție solidă α (mai bogate initial in Zn) sunt divizate în
cristale secundare mai mici ca urmare a tensiunilor interne cauzate de precipitarea
zincului Analiza figurilor 5.31 - 5.33 arată că structurile pieselor turnate
centrifugal din AlZn10 corespund cu structurile descrisemai sus pe baza diagramei de
echilibru.
Concluziile mai importante sunt:
- natura constituentilor nu este practic influențată datorită aspectului diagramei de
echilibru, pentru acest aliaj deoarece nu are transformare eutectoida in stare solida în
zona 10% Zn;
- structura în secținea mediană diferă de structura din secțiuunile de capăt;
- structura în sectiunea mediană a piesei este relativ puțin influențată de distanța la
interfața piesă - formă metalică;
- in zona de contact cu cochila, structura este mai fină, dar și în zona suprafetei
interioare;
- diferente de structura se pun in evidență chiar si la grosime mica de perete a piesei;
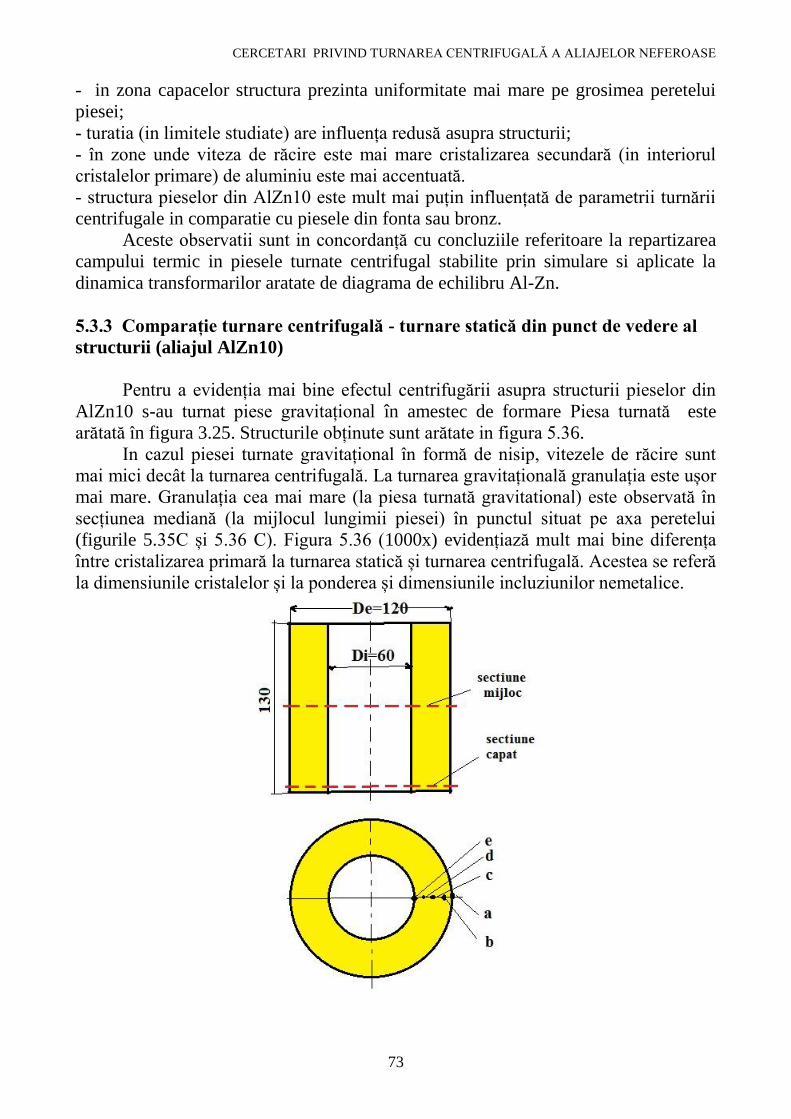
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
73
- in zona capacelor structura prezinta uniformitate mai mare pe grosimea peretelui
piesei;
- turatia (in limitele studiate) are influența redusă asupra structurii;
- în zone unde viteza de răcire este mai mare cristalizarea secundară (in interiorul
cristalelor primare) de aluminiu este mai accentuată.
- structura pieselor din AlZn10 este mult mai puțin influențată de parametrii turnării
centrifugale in comparatie cu piesele din fonta sau bronz.
Aceste observatii sunt in concordanță cu concluziile referitoare la repartizarea
campului termic in piesele turnate centrifugal stabilite prin simulare si aplicate la
dinamica transformarilor aratate de diagrama de echilibru Al-Zn.
5.3.3 Comparație turnare centrifugală - turnare statică din punct de vedere al
structurii (aliajul AlZn10)
Pentru a evidenția mai bine efectul centrifugării asupra structurii pieselor din
AlZn10 s-au turnat piese gravitațional în amestec de formare Piesa turnată este
arătată în figura 3.25. Structurile obținute sunt arătate in figura 5.36.
In cazul piesei turnate gravitațional în formă de nisip, vitezele de răcire sunt
mai mici decât la turnarea centrifugală. La turnarea gravitațională granulația este ușor
mai mare. Granulația cea mai mare (la piesa turnată gravitational) este observată în
secțiunea mediană (la mijlocul lungimii piesei) în punctul situat pe axa peretelui
(figurile 5.35C și 5.36 C). Figura 5.36 (1000x) evidențiază mult mai bine diferența
între cristalizarea primară la turnarea statică și turnarea centrifugală. Acestea se referă
la dimensiunile cristalelor și la ponderea și dimensiunile incluziunilor nemetalice.
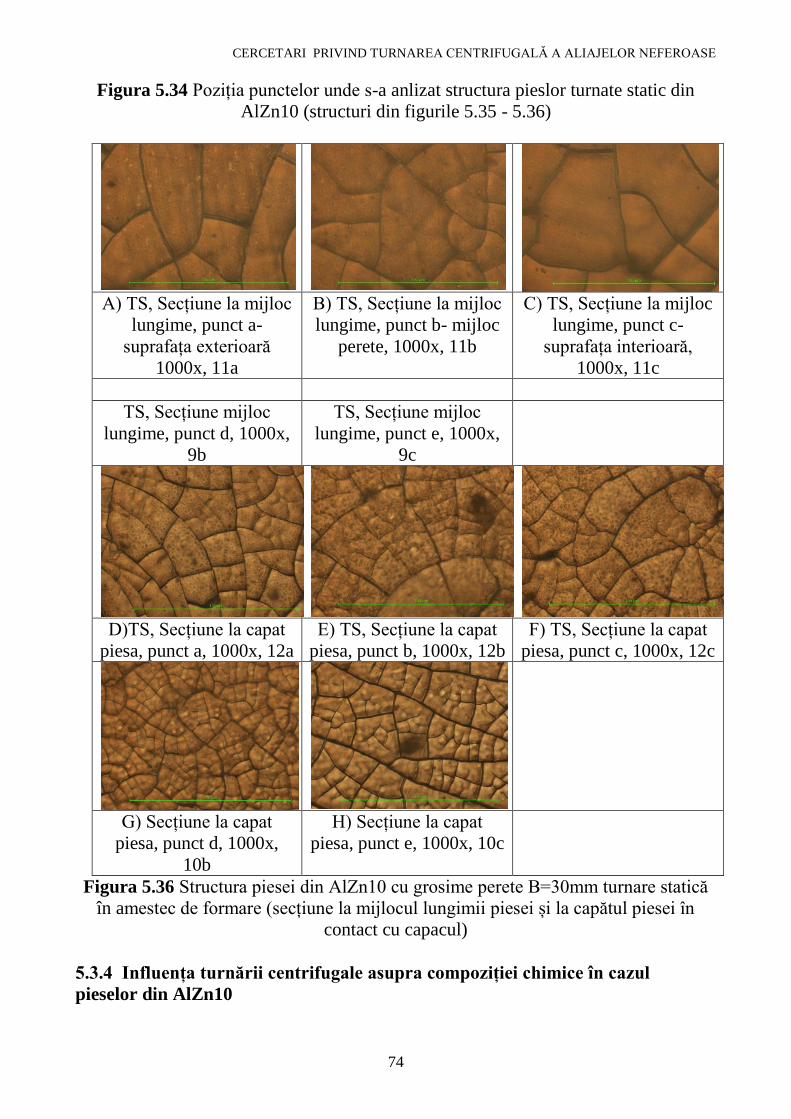
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
74
Figura 5.34 Poziția punctelor unde s-a anlizat structura pieslor turnate static din
AlZn10 (structuri din figurile 5.35 - 5.36)
A) TS, Secțiune la mijloc
lungime, punct a-
suprafața exterioară
1000x, 11a
B) TS, Secțiune la mijloc
lungime, punct b- mijloc
perete, 1000x, 11b
C) TS, Secțiune la mijloc
lungime, punct c-
suprafața interioară,
1000x, 11c
TS, Secțiune mijloc
lungime, punct d, 1000x,
9b
TS, Secțiune mijloc
lungime, punct e, 1000x,
9c
D)TS, Secțiune la capat
piesa, punct a, 1000x, 12a
E) TS, Secțiune la capat
piesa, punct b, 1000x, 12b
F) TS, Secțiune la capat
piesa, punct c, 1000x, 12c
G) Secțiune la capat
piesa, punct d, 1000x,
10b
H) Secțiune la capat
piesa, punct e, 1000x, 10c
Figura 5.36 Structura piesei din AlZn10 cu grosime perete B=30mm turnare statică
în amestec de formare (secțiune la mijlocul lungimii piesei și la capătul piesei în
contact cu capacul)
5.3.4 Influența turnării centrifugale asupra compoziției chimice în cazul
pieselor din AlZn10
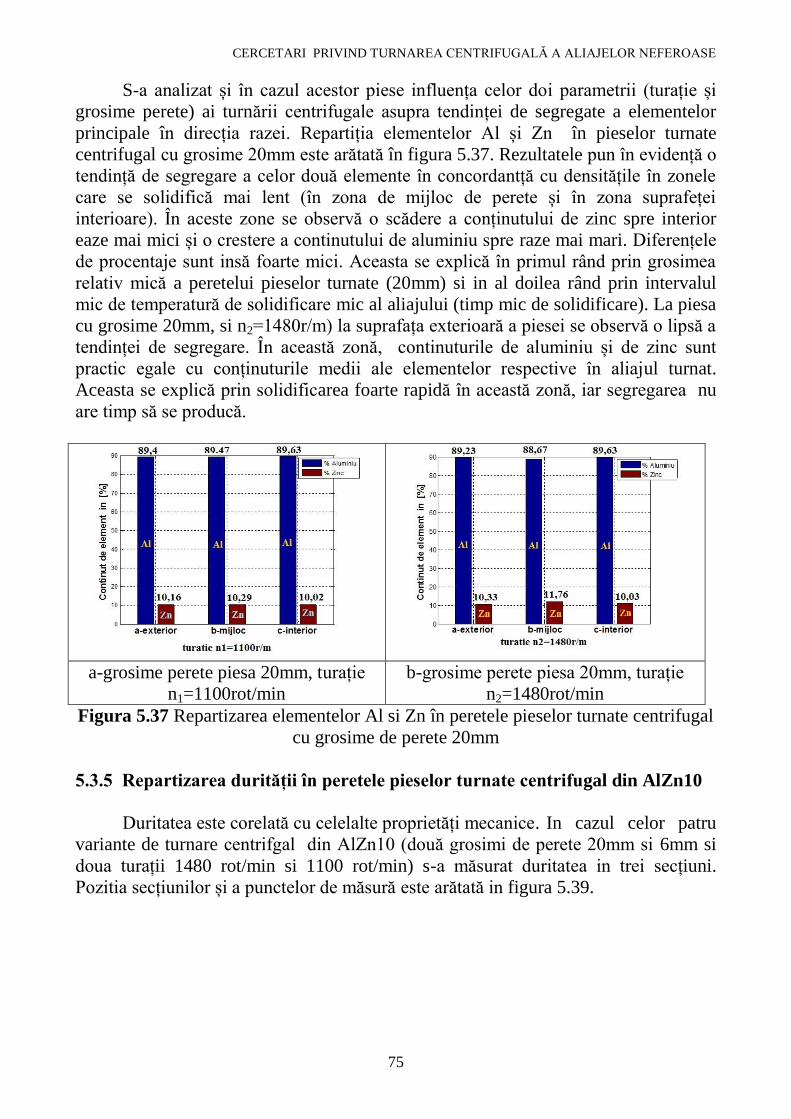
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
75
S-a analizat și în cazul acestor piese influența celor doi parametrii (turație și
grosime perete) ai turnării centrifugale asupra tendinței de segregate a elementelor
principale în direcția razei. Repartiția elementelor Al și Zn în pieselor turnate
centrifugal cu grosime 20mm este arătată în figura 5.37. Rezultatele pun în evidență o
tendință de segregare a celor două elemente în concordantță cu densitățile în zonele
care se solidifică mai lent (în zona de mijloc de perete și în zona suprafeței
interioare). În aceste zone se observă o scădere a conținutului de zinc spre interior
eaze mai mici și o crestere a continutului de aluminiu spre raze mai mari. Diferențele
de procentaje sunt insă foarte mici. Aceasta se explică în primul rând prin grosimea
relativ mică a peretelui pieselor turnate (20mm) si in al doilea rând prin intervalul
mic de temperatură de solidificare mic al aliajului (timp mic de solidificare). La piesa
cu grosime 20mm, si n2=1480r/m) la suprafața exterioară a piesei se observă o lipsă a
tendinței de segregare. În această zonă, continuturile de aluminiu și de zinc sunt
practic egale cu conținuturile medii ale elementelor respective în aliajul turnat.
Aceasta se explică prin solidificarea foarte rapidă în această zonă, iar segregarea nu
are timp să se producă.
a-grosime perete piesa 20mm, turație
n1=1100rot/min
b-grosime perete piesa 20mm, turație
n2=1480rot/min
Figura 5.37 Repartizarea elementelor Al si Zn în peretele pieselor turnate centrifugal
cu grosime de perete 20mm
5.3.5 Repartizarea durității în peretele pieselor turnate centrifugal din AlZn10
Duritatea este corelată cu celelalte proprietăți mecanice. In cazul celor patru
variante de turnare centrifgal din AlZn10 (două grosimi de perete 20mm si 6mm si
doua turații 1480 rot/min si 1100 rot/min) s-a măsurat duritatea in trei secțiuni.
Pozitia secțiunilor și a punctelor de măsură este arătată in figura 5.39.
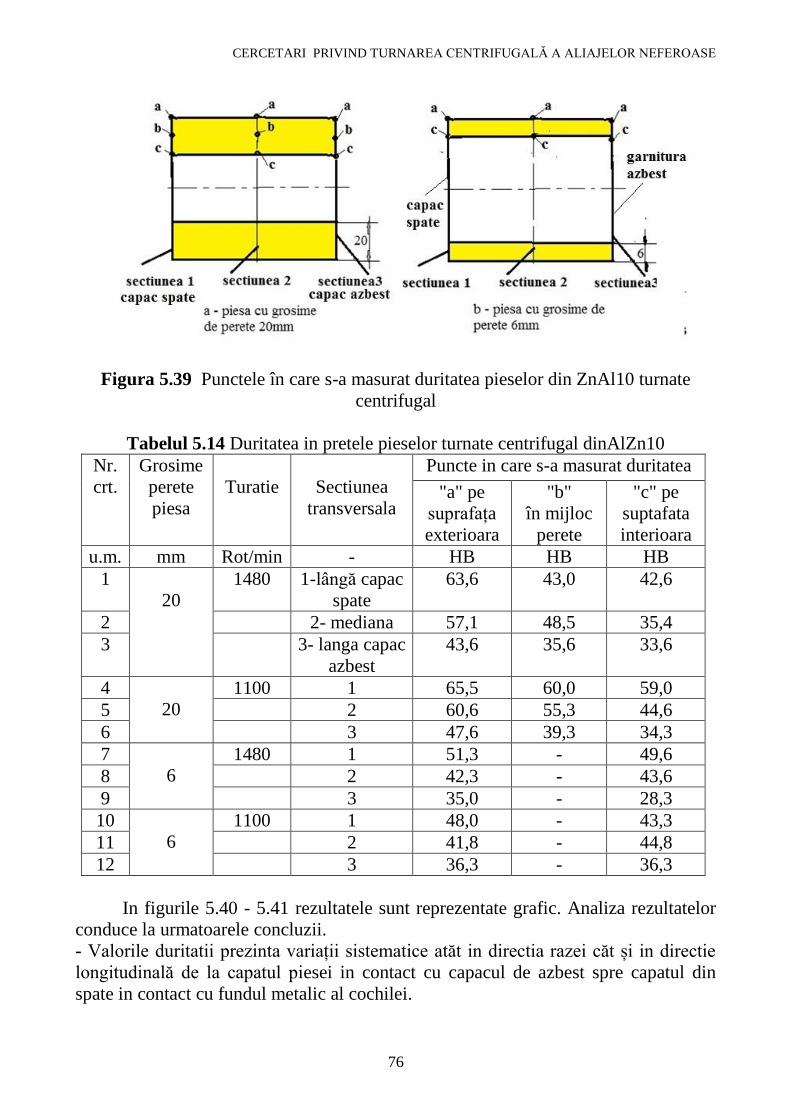
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
76
Figura 5.39 Punctele în care s-a masurat duritatea pieselor din ZnAl10 turnate
centrifugal
Tabelul 5.14 Duritatea in pretele pieselor turnate centrifugal dinAlZn10
Nr.
crt.
Grosime
perete
piesa
Turatie
Sectiunea
transversala
Puncte in care s-a masurat duritatea
"a" pe
suprafața
exterioara
"b"
în mijloc
perete
"c" pe
suptafata
interioara
u.m. mm Rot/min - HB HB HB
1
20
1480 1-lângă capac
spate
63,6 43,0 42,6
2 2- mediana 57,1 48,5 35,4
3 3- langa capac
azbest
43,6 35,6 33,6
4
20
1100 1 65,5 60,0 59,0
5 2 60,6 55,3 44,6
6 3 47,6 39,3 34,3
7
6
1480 1 51,3 - 49,6
8 2 42,3 - 43,6
9 3 35,0 - 28,3
10
6
1100 1 48,0 - 43,3
11 2 41,8 - 44,8
12 3 36,3 - 36,3
In figurile 5.40 - 5.41 rezultatele sunt reprezentate grafic. Analiza rezultatelor
conduce la urmatoarele concluzii.
- Valorile duritatii prezinta variații sistematice atăt in directia razei căt și in directie
longitudinală de la capatul piesei in contact cu capacul de azbest spre capatul din
spate in contact cu fundul metalic al cochilei.

CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
77
- In cazul tuturor pieselor duritatea scade de la capătul din spate în contact cu peretele
frontal metalic al cochilei, spre capătul din față in contact cu garnitura de azbest.
- In cazul pieselor cu grosime mai mare de perete (B=20mm) duritatea scade continuu
de la suprafața exterioară spre suprafața cilindrica interiaoră;
- din punct de vedere al influenței turației se observă că la turația mai mare, duritățile
sunt mai mici cu câteva unități, ceea ce se explică prin amestecarea mai intensă a
aliajului lichid la turație mai mare și o încetinire a răcirii în acest caz.
a) duritatea HB in perete,
secțiunea 1 - lângă capacul
metalic din spate,
n=1480rot/min
b) duritatea HB în perete,
secțiunea 2 - sectiunea
mediana, n=1480rot/min
c) duritatea HB în,
secțiunea 3 - lângă
capacul cu azbest din
față, n=1480rot/min
Figura 5.40 Duritatea in peretele pieselor turnate centrifugal din AlZn10, cu grosime
de perete 20mm, turația n=1480rot/min
a) duritatea HB în perete,
secțiunea 1 - lânga
capacul metalic din spate,
n=1100rot/min
b) duritatea HB în perete,
secțiunea 2 - secțiunea
mediana, n=1100rot/min
c) duritatea HB în perete,
secțiunea 3 - lângă capacul
cu garnitura din azbest din
fata, n=1100rot/min
Figura 5.41 Duritatea in peretele pieselor turnate centrifugal din AlZn10, cu grosime
de perete 20mm, turația n=1100rot/min
Pentru a evalua mai bine efectul centrifugării asupra repartizării durității în
peetele pieselor turnate dinAlZn10 s-a efectuat o comparatie cu duritatea din peretele
unei piese turnată gravitational în nisip. Piesa turnată gravitațional punctele unde s-a
măsurat duritatea sunt aratate în figura 5.44. Rezultatele au fost reprezentate grafic în
figura 5.45.
1 2 30
10
20
30
40
50
60
70
punct a, punct b, punct c
du
rita
te H
B
TC-AlZn10, 1480rot/min, perete B=20mm, sectiune 1
1 2 30
10
20
30
40
50
60
punct a, punct b, punct c
du
rita
te H
B
TC-AlZn10, 1480rot/min, perete B=20mm, sectiune 2
1 2 30
5
10
15
20
25
30
35
40
45
punct a, punct b, punct c
du
rita
te H
B
TC-AlZn10, 1480rot/min, perete B=20mm, sectiune 3
1 2 30
10
20
30
40
50
60
70
punct a, punct b, punct c
du
rita
te
HB
TC-AlZn10, 1100rot/min, perete B=20mm, sectiune 1
1 2 30
10
20
30
40
50
60
70
punct a, punct b, punct c
du
rita
te H
B
TC-AlZn10, 1100rot/min, perete B=20mm, sectiune 2
1 2 30
5
10
15
20
25
30
35
40
45
50
punct a, punct b, punct c
du
rita
te H
B
TC-AlZn10, 11000rot/min, perete B=20mm, sectiune 3
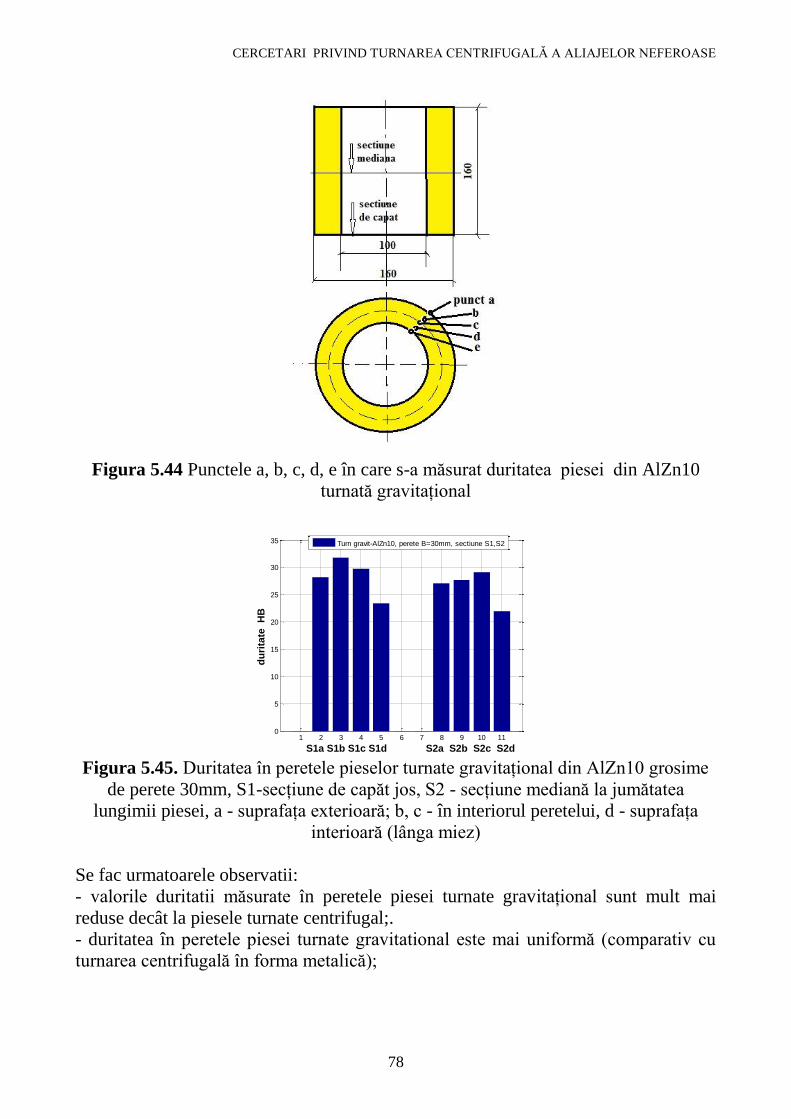
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
78
Figura 5.44 Punctele a, b, c, d, e în care s-a măsurat duritatea piesei din AlZn10
turnată gravitațional
Figura 5.45. Duritatea în peretele pieselor turnate gravitațional din AlZn10 grosime
de perete 30mm, S1-secțiune de capăt jos, S2 - secțiune mediană la jumătatea
lungimii piesei, a - suprafața exterioară; b, c - în interiorul peretelui, d - suprafața
interioară (lânga miez)
Se fac urmatoarele observatii:
- valorile duritatii măsurate în peretele piesei turnate gravitațional sunt mult mai
reduse decât la piesele turnate centrifugal;.
- duritatea în peretele piesei turnate gravitational este mai uniformă (comparativ cu
turnarea centrifugală în forma metalică);
1 2 3 4 5 6 7 8 9 10 110
5
10
15
20
25
30
35
S1a S1b S1c S1d S2a S2b S2c S2d
du
rita
te H
B
Turn gravit-AlZn10, perete B=30mm, sectiune S1,S2
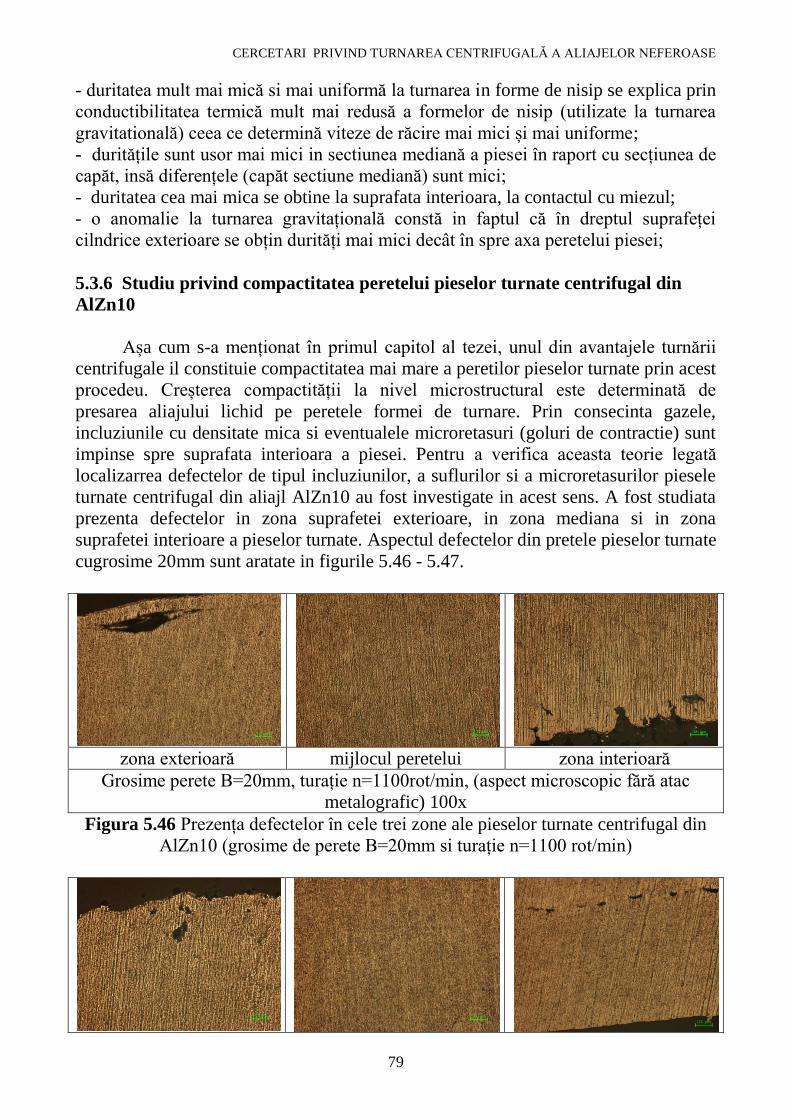
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
79
- duritatea mult mai mică si mai uniformă la turnarea in forme de nisip se explica prin
conductibilitatea termică mult mai redusă a formelor de nisip (utilizate la turnarea
gravitatională) ceea ce determină viteze de răcire mai mici și mai uniforme;
- duritățile sunt usor mai mici in sectiunea mediană a piesei în raport cu secțiunea de
capăt, insă diferențele (capăt sectiune mediană) sunt mici;
- duritatea cea mai mica se obtine la suprafata interioara, la contactul cu miezul;
- o anomalie la turnarea gravitațională constă in faptul că în dreptul suprafeței
cilndrice exterioare se obțin durități mai mici decât în spre axa peretelui piesei;
5.3.6 Studiu privind compactitatea peretelui pieselor turnate centrifugal din
AlZn10
Așa cum s-a menționat în primul capitol al tezei, unul din avantajele turnării
centrifugale il constituie compactitatea mai mare a peretilor pieselor turnate prin acest
procedeu. Creșterea compactității la nivel microstructural este determinată de
presarea aliajului lichid pe peretele formei de turnare. Prin consecinta gazele,
incluziunile cu densitate mica si eventualele microretasuri (goluri de contractie) sunt
impinse spre suprafata interioara a piesei. Pentru a verifica aceasta teorie legată
localizarrea defectelor de tipul incluziunilor, a suflurilor si a microretasurilor piesele
turnate centrifugal din aliajl AlZn10 au fost investigate in acest sens. A fost studiata
prezenta defectelor in zona suprafetei exterioare, in zona mediana si in zona
suprafetei interioare a pieselor turnate. Aspectul defectelor din pretele pieselor turnate
cugrosime 20mm sunt aratate in figurile 5.46 - 5.47.
zona exterioară mijlocul peretelui zona interioară
Grosime perete B=20mm, turație n=1100rot/min, (aspect microscopic fără atac
metalografic) 100x
Figura 5.46 Prezența defectelor în cele trei zone ale pieselor turnate centrifugal din
AlZn10 (grosime de perete B=20mm si turație n=1100 rot/min)
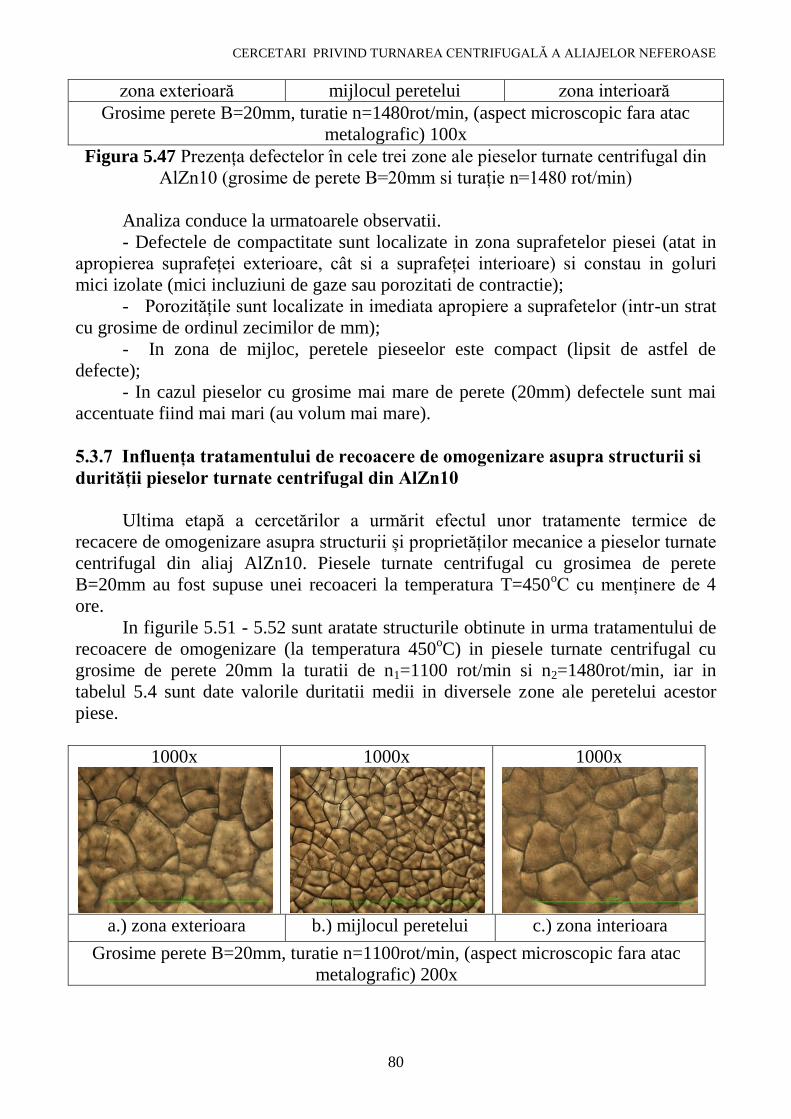
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
80
zona exterioară mijlocul peretelui zona interioară
Grosime perete B=20mm, turatie n=1480rot/min, (aspect microscopic fara atac
metalografic) 100x
Figura 5.47 Prezența defectelor în cele trei zone ale pieselor turnate centrifugal din
AlZn10 (grosime de perete B=20mm si turație n=1480 rot/min)
Analiza conduce la urmatoarele observatii.
- Defectele de compactitate sunt localizate in zona suprafetelor piesei (atat in
apropierea suprafeței exterioare, cât si a suprafeței interioare) si constau in goluri
mici izolate (mici incluziuni de gaze sau porozitati de contractie);
- Porozitățile sunt localizate in imediata apropiere a suprafetelor (intr-un strat
cu grosime de ordinul zecimilor de mm);
- In zona de mijloc, peretele pieseelor este compact (lipsit de astfel de
defecte);
- In cazul pieselor cu grosime mai mare de perete (20mm) defectele sunt mai
accentuate fiind mai mari (au volum mai mare).
5.3.7 Influența tratamentului de recoacere de omogenizare asupra structurii si
durității pieselor turnate centrifugal din AlZn10
Ultima etapă a cercetărilor a urmărit efectul unor tratamente termice de
recacere de omogenizare asupra structurii și proprietăților mecanice a pieselor turnate
centrifugal din aliaj AlZn10. Piesele turnate centrifugal cu grosimea de perete
B=20mm au fost supuse unei recoaceri la temperatura T=450oC cu menținere de 4
ore.
In figurile 5.51 - 5.52 sunt aratate structurile obtinute in urma tratamentului de
recoacere de omogenizare (la temperatura 450oC) in piesele turnate centrifugal cu
grosime de perete 20mm la turatii de n1=1100 rot/min si n2=1480rot/min, iar in
tabelul 5.4 sunt date valorile duritatii medii in diversele zone ale peretelui acestor
piese.
1000x
1000x
1000x
a.) zona exterioara b.) mijlocul peretelui c.) zona interioara
Grosime perete B=20mm, turatie n=1100rot/min, (aspect microscopic fara atac
metalografic) 200x
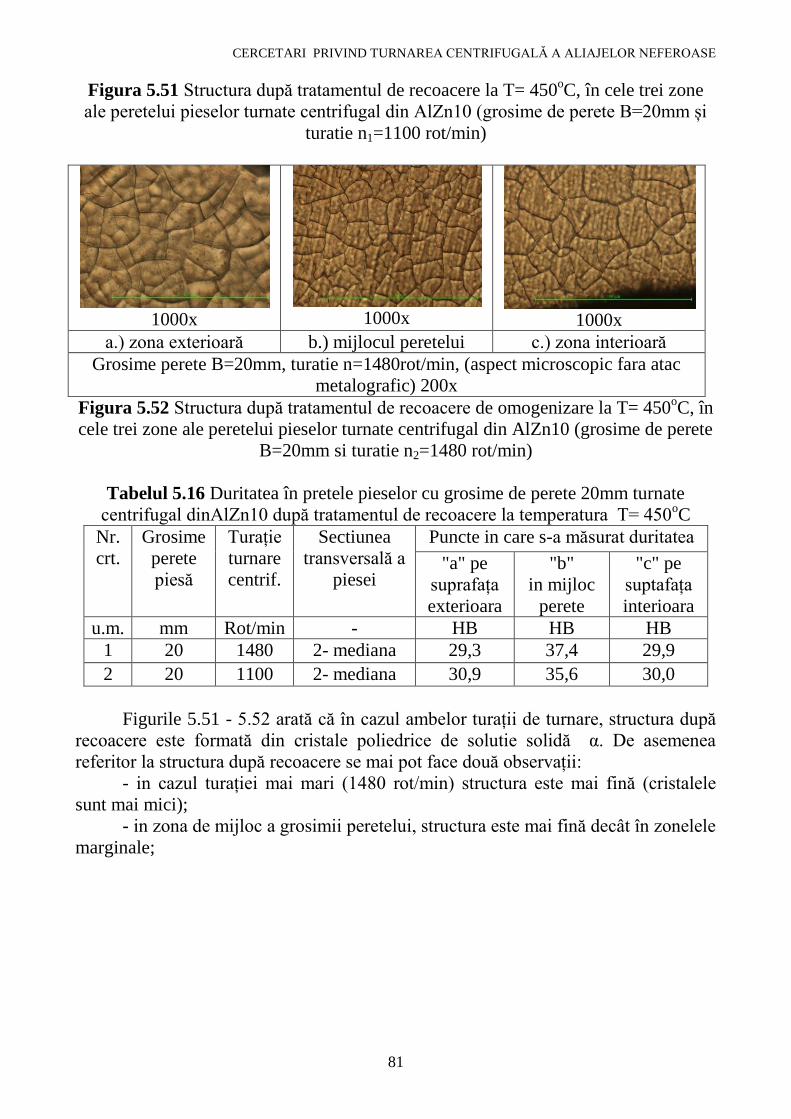
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
81
Figura 5.51 Structura după tratamentul de recoacere la T= 450oC, în cele trei zone
ale peretelui pieselor turnate centrifugal din AlZn10 (grosime de perete B=20mm și
turatie n1=1100 rot/min)
1000x
1000x
1000x
a.) zona exterioară b.) mijlocul peretelui c.) zona interioară
Grosime perete B=20mm, turatie n=1480rot/min, (aspect microscopic fara atac
metalografic) 200x
Figura 5.52 Structura după tratamentul de recoacere de omogenizare la T= 450oC, în
cele trei zone ale peretelui pieselor turnate centrifugal din AlZn10 (grosime de perete
B=20mm si turatie n2=1480 rot/min)
Tabelul 5.16 Duritatea în pretele pieselor cu grosime de perete 20mm turnate
centrifugal dinAlZn10 după tratamentul de recoacere la temperatura T= 450oC
Nr.
crt.
Grosime
perete
piesă
Turație
turnare
centrif.
Sectiunea
transversală a
piesei
Puncte in care s-a măsurat duritatea
"a" pe
suprafața
exterioara
"b"
in mijloc
perete
"c" pe
suptafața
interioara
u.m. mm Rot/min - HB HB HB
1 20 1480 2- mediana 29,3 37,4 29,9
2 20 1100 2- mediana 30,9 35,6 30,0
Figurile 5.51 - 5.52 arată că în cazul ambelor turații de turnare, structura după
recoacere este formată din cristale poliedrice de solutie solidă α. De asemenea
referitor la structura după recoacere se mai pot face două observații:
- in cazul turației mai mari (1480 rot/min) structura este mai fină (cristalele
sunt mai mici);
- in zona de mijloc a grosimii peretelui, structura este mai fină decât în zonelele
marginale;
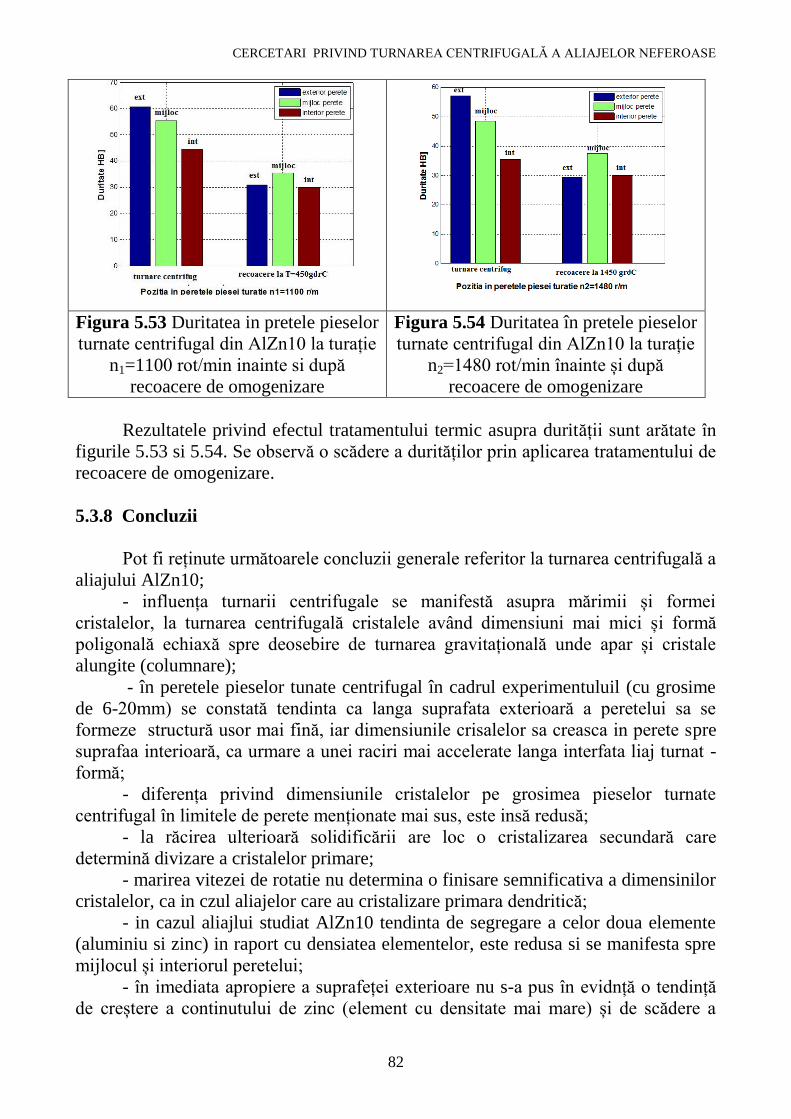
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
82
Figura 5.53 Duritatea in pretele pieselor
turnate centrifugal din AlZn10 la turație
n1=1100 rot/min inainte si după
recoacere de omogenizare
Figura 5.54 Duritatea în pretele pieselor
turnate centrifugal din AlZn10 la turație
n2=1480 rot/min înainte și după
recoacere de omogenizare
Rezultatele privind efectul tratamentului termic asupra durității sunt arătate în
figurile 5.53 si 5.54. Se observă o scădere a durităților prin aplicarea tratamentului de
recoacere de omogenizare.
5.3.8 Concluzii
Pot fi reținute următoarele concluzii generale referitor la turnarea centrifugală a
aliajului AlZn10;
- influența turnarii centrifugale se manifestă asupra mărimii și formei
cristalelor, la turnarea centrifugală cristalele având dimensiuni mai mici și formă
poligonală echiaxă spre deosebire de turnarea gravitațională unde apar și cristale
alungite (columnare);
- în peretele pieselor tunate centrifugal în cadrul experimentuluil (cu grosime
de 6-20mm) se constată tendinta ca langa suprafata exterioară a peretelui sa se
formeze structură usor mai fină, iar dimensiunile crisalelor sa creasca in perete spre
suprafaa interioară, ca urmare a unei raciri mai accelerate langa interfata liaj turnat -
formă;
- diferența privind dimensiunile cristalelor pe grosimea pieselor turnate
centrifugal în limitele de perete menționate mai sus, este insă redusă;
- la răcirea ulterioară solidificării are loc o cristalizarea secundară care
determină divizare a cristalelor primare;
- marirea vitezei de rotatie nu determina o finisare semnificativa a dimensinilor
cristalelor, ca in czul aliajelor care au cristalizare primara dendritică;
- in cazul aliajlui studiat AlZn10 tendinta de segregare a celor doua elemente
(aluminiu si zinc) in raport cu densiatea elementelor, este redusa si se manifesta spre
mijlocul și interiorul peretelui;
- în imediata apropiere a suprafeței exterioare nu s-a pus în evidnță o tendință
de creștere a continutului de zinc (element cu densitate mai mare) și de scădere a
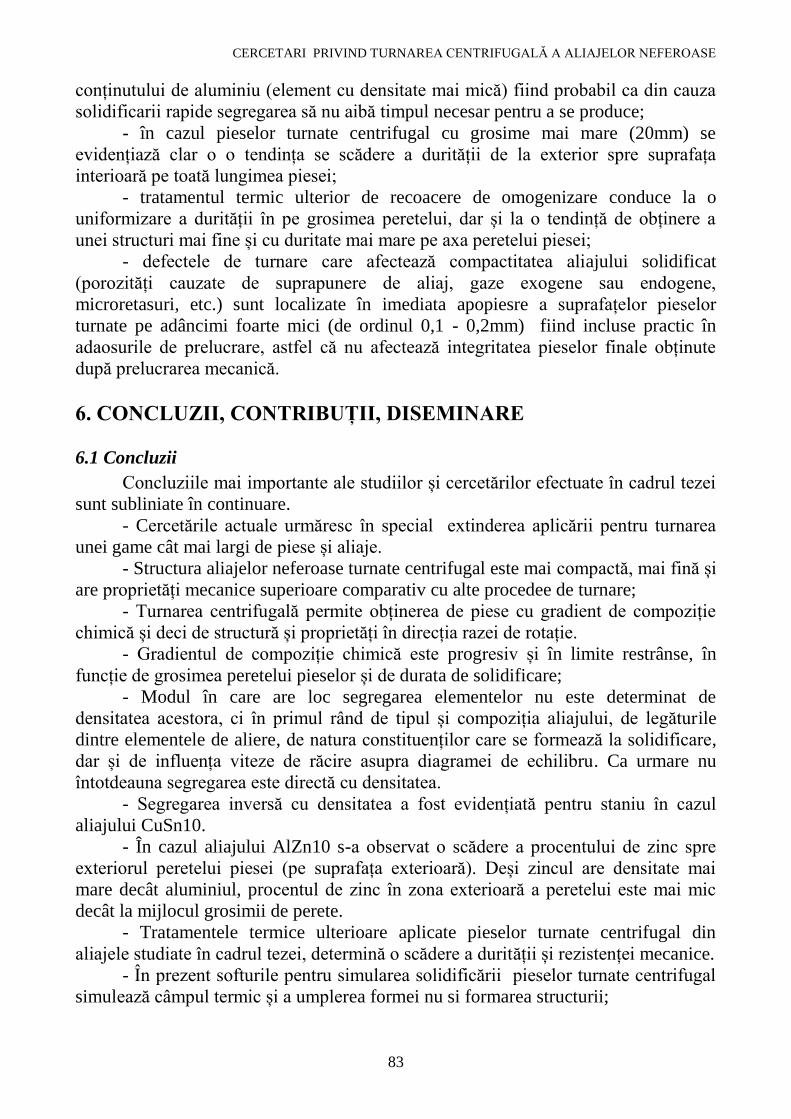
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
83
conținutului de aluminiu (element cu densitate mai mică) fiind probabil ca din cauza
solidificarii rapide segregarea să nu aibă timpul necesar pentru a se produce;
- în cazul pieselor turnate centrifugal cu grosime mai mare (20mm) se
evidențiază clar o o tendința se scădere a durității de la exterior spre suprafața
interioară pe toată lungimea piesei;
- tratamentul termic ulterior de recoacere de omogenizare conduce la o
uniformizare a durității în pe grosimea peretelui, dar și la o tendință de obținere a
unei structuri mai fine și cu duritate mai mare pe axa peretelui piesei;
- defectele de turnare care afectează compactitatea aliajului solidificat
(porozități cauzate de suprapunere de aliaj, gaze exogene sau endogene,
microretasuri, etc.) sunt localizate în imediata apopiesre a suprafațelor pieselor
turnate pe adâncimi foarte mici (de ordinul 0,1 - 0,2mm) fiind incluse practic în
adaosurile de prelucrare, astfel că nu afectează integritatea pieselor finale obținute
după prelucrarea mecanică.
6. CONCLUZII, CONTRIBUȚII, DISEMINARE
6.1 Concluzii
Concluziile mai importante ale studiilor și cercetărilor efectuate în cadrul tezei
sunt subliniate în continuare.
- Cercetările actuale urmăresc în special extinderea aplicării pentru turnarea
unei game cât mai largi de piese și aliaje.
- Structura aliajelor neferoase turnate centrifugal este mai compactă, mai fină și
are proprietăți mecanice superioare comparativ cu alte procedee de turnare;
- Turnarea centrifugală permite obținerea de piese cu gradient de compoziție
chimică și deci de structură și proprietăți în direcția razei de rotație.
- Gradientul de compoziție chimică este progresiv și în limite restrânse, în
funcție de grosimea peretelui pieselor și de durata de solidificare;
- Modul în care are loc segregarea elementelor nu este determinat de
densitatea acestora, ci în primul rând de tipul și compoziția aliajului, de legăturile
dintre elementele de aliere, de natura constituenților care se formează la solidificare,
dar și de influența viteze de răcire asupra diagramei de echilibru. Ca urmare nu
întotdeauna segregarea este directă cu densitatea.
- Segregarea inversă cu densitatea a fost evidențiată pentru staniu în cazul
aliajului CuSn10.
- În cazul aliajului AlZn10 s-a observat o scădere a procentului de zinc spre
exteriorul peretelui piesei (pe suprafața exterioară). Deși zincul are densitate mai
mare decât aluminiul, procentul de zinc în zona exterioară a peretelui este mai mic
decât la mijlocul grosimii de perete.
- Tratamentele termice ulterioare aplicate pieselor turnate centrifugal din
aliajele studiate în cadrul tezei, determină o scădere a durității și rezistenței mecanice.
- În prezent softurile pentru simularea solidificării pieselor turnate centrifugal
simulează câmpul termic și a umplerea formei nu si formarea structurii;
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
84
- Pentru modelarea matematică a solidificării pieselor tubulare cu simetrie de
rotație turnate centrifugal se recomandă coordonate cilindrice 2D;
- Studiile efectuate prin simulare asupra câmpului de temperatură din
ansamblul piesă turnată - formă au arătat că gradientul de temperatură în aliajul turnat
este mai mic, iar răcirea si solidificarea aliajului la interfața piesă turnată - formă este
mai lentă în comparație cu turnarea gravitațională în cochilă metalică ;
- Grosimea straturilor a căror structură este influențată de viteza de răcire la
momentul solidificării și al transformărilor în stare solidă (de exemplu transformări
eutectoide de tip fontă albă) este mai mică în comparație cu turnarea gravitațională.
- Timpul de solidificare al pieselor tubulare turnate centrifugal este mai mare
decât în cazul pieselor turnate gravitațional, ceea ce corespunde cu o grosime de
solidificare mai mare.
6.2 Contribuții proprii
În continuare sunt precizate câteva dintre contribuțiile aduse prin această teză,
bazei de date în domeniu cercetat;
- Studiu de sinteză privind cercetări actuale în domeniul turnării centrifugale a
unor aliaje neferoase;
- Realizarea unui soft destinat simulării pe calculator a transmisiei de căldură și
solidificării pieselor turnate centrifugal din aliaje cu solidificare in interval de
temperatură.
- Studii prin simulare pe calculator privind influenta unor parametrii
tehnologici și dimensionali asupra câmpului de temperatura si a cineticii solidificării
și răcirii unor piese turnate centrifugal din aliajele supuse studiului;
- Compararea din punct de vedere a câmpului de temperatura si a cineticii
macro-solidificării a turnării centrifugale a aliajelor neferoase supuse studiului
(CuSn10 și AlZn10) cu turnarea centrifugală a unor piese similare din fontă;
- Realizarea de cercetări experimentale privind influența unor parametrii
tehnologici și geometrici la turnarea centrifugală asupra structurii și proprietăților
unor piese din cele două aliaje neferoase, obiect de studiu.
- Punerea în evidență și explicarea tendinței de segregare inversă cu densitatea
și creșterea razei a unor elemente chimice în cele două aliaje stdiate;
- Prelucrarea și analiza rezultatelor experimentale urmată de stabilirea de
concluzii utile pentru practica industrială.
6.3 Direcții de continuare a cercetărilor
Direcții de continuare a cercetărilor mai importante sunt;
- evidențierea influenței altor parametrii tehnologici asupra structurii și
proprietăților aliajelor;
- studiul tendinței de segregare a elementelor chimice si a gradientului de
structură și proprietăți pentru piese turnate centrifugal cu grosime mare de perete;
- identificarea tendințelor de segregare inversă și explicarea acestor procese;
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
85
- identificarea de aliaje care permit obținerea de gradient mare de structură și
proprietăți;
- experimentarea de piese care reclamă gradient compoziție, structură și de
proprietăți și care sunt susceptibile a fi turnate centrifugal.
6.4 Diseminarea rezultatelor
O parte din rezultatele obținute au fost diseminate prin publicare in reviste de
specialitate și prin comunicări științifice la conferințe tehnico științifice.
Lucrări publicate în reviste și buletine tehnico-științifice.
Reviste cotate B+.
1. Dăian M., Ciobanu I., Crişan A. - On The Opportunity to Manufacturing of
Metallic Balls with Cavity by Centrifugal Casting, Recent, vol 16, no. 3 (46)
noiembrie, 2015, pag. 206 - 215, ISSN 1582-0246
2 Ciobanu Ioan, Dăian Marcel, Munteanu Sorin Ion, Crisan Aurel, Bedo Tibor, A
Comparative Study on Gravitational and Centrifugal Casting Solidification, Recent,
vol 17, no. 1 (47) martie, 2016, pag. 11 - 25, ISSN 1582-0246
3. Ionescu Ionuț, Dăian Marcel, Ciobanu Ioan, Varga Bela, Bedo Tibor, Stoicînescu
Maria, Experimental Verification of a Software for Simulation of Centrifugal Casting
Solidification, Recent, vol 17, no. 1 (47) martie, 2016, pag. 26 - 32, ISSN 1582-0246
4. Tibor Bedo, Marcel Dăian, Bela Varga, Maria, Stoicănescu, Aurel Crișan, Ioan
Ciobanu, A Simulation and Experiment Concerning the Solidification of an Al-Zn
Alloy Casting, Recent, vol 17, no. 2 (48) iulie, 2016, pag. 83 - 91, ISSN 1582-0246
5. Ciobanu Ioan, Dăian Marcel, Munteanu Ion Sorin, Crișan Aurel, Bedo Tibor,
Aspects Regarding the Solidification Kinetics of a Cast Iron Centrifugal Casting,
Recent, vol 17, no. 2 (48) iulie, 2016, pag. 92 - 101, ISSN 1582-0246
6. Daian Marcel, Ciobanu Ioan, Pop Alin Mihai, The Influence of Speed on the Wall
Thickness of Centrrifugally Cast Parts, Recent, vol 18, no. 1 (51) martie, 2017,
pag.12-21, ISSN 1582-0246
7. Daian Marcel, Monescu Vlad, Ciobanu Ioan, Mathematic Modeling and Software
for the Solidification Simulation of Centrifugal Castings, Recent, vol 18, no. 2 (52)
iulie, 2017, pag. 77-92, ISSN 1582-0246
Alte reviste tehnico - științifice
1. Dăian M., Ciobanu I., Crişan A. - Aspecte privind turnarea centrifugală a aliajelor
de aluminiu, Revista de turnatorie, nr. 11-12, 2015, pag.16-21, ISSN 1224-21-44
2. Dăian M., Ciobanu I., Crişan A. - Analiza multicriterială avansată a unor
procedee de fabricație a bilelor pentru morile de măcinat, Revista de turnatorie, nr. 9-
10, 2015, pag.2-11, ISSN 1224-21-44
3. Ciobanu Ioan, Dăian Marcel, Crișan Aurel, Bedo Tibor, Munteanu Sorin Ion,
Studiu prin simulare pe calculator privind solidificarea unei piese din fontă eutectică
turnată centrifugal, Revista de turnatorie, nr. 1-2, 2016, pag.19-31, ISSN 1224-21-44
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
86
4. Daian Marcel, Ciobanu Ioan, Pop Alin Mihai, Cercetari privind structura pieselor
turnate centrifugal din bronz cu 10% Staniu, Revista de turnatorie, nr. 11-12, 2016,
pag.2-7, ISSN 1224-21-44
5. Daian Marcel, Ciobanu Ioan, Calculul turației la turnarea centrifugală cu ax de
rotație vertical, Revista de turnatorie, nr. 1-2, 2017, pag.14-20, ISSN 1224-21-44
6. Dăian Marcel, Ciobanu Ioan, Istoric, prezent și tendințe în turnarea centrifugală,
Revista de turnatorie, nr. 3-4, 2017, pag.10-31, ISSN 1224-21-44.
7. Daian Marcel, Monescu Vlad, Ciobanu Ioan, Simularea Solidificării Pieselor din
CuSn12 Turnate Centrifugal, Revista de turnatorie, nr. 5-6, 2017, pag. 2-18, ISSN
1224-21-44
BILBLIOGRAFIE (selectiv)
[2]. Anup R. Patel - Mechanical property and microstructural investigation of
aluminium bronze by centrifugal casting process, Dissertation for the degree master
of technology in mechanical engeneering U. V. Patel College Of Engineering,
Ganpat University, Kherva, Mehsana-382711 (North Gujarat), June, 2014
[3]. Bedo T., Dăian M., Varga B., Stoicănescu Maria, Crișan A., Ciobanu I.- A
Simulation and Experiment Concerning the Solidification of an Al-Zn Alloy Casting,
Recent, vol 17, no. 2 (48) iulie, 2016, pag. 83 - 91, ISSN 1582-0246
[4]. Bratu C., Cernat C. – Determinarea conductivităţii termice a vopselelor folosite
în turnătorie, Metalurgia, nr. 4, 1976
[7]. Buzilă S., ş.a. – Cercetări privind turnarea centrifugă a pieselor fasonate.
Culegerea “Tehnologii noi în sectoarele calde”, C.N.I.T. – I.C.P.T.S.L., Bucureşti,
1974
[8]. Carcea Ioan, Gherghe Matei, Turnarea aliajelor neferoase, Editura
Performantica, Iasi, 2009, ISBN 978-973-730-578-7.
[10]. Chira I., Sofroni L., Brabie V. – Procedee speciale de turnare, E.D.P.,
Bucureşti, 1980
[12]. Chiriță G.M. - Mechanical and Fatigue Properties of Functionally Graded
Aluminium Silicon Alloys, Teza de doctorat, Universidade do Minho, Escola de
Engenharia, Fevereiro de 2011, Portugalia,
[13]. Chiriță G., Soares D., Silva S.F. - Advantages of centrifugal casting technique
for the production of structural components with Al-Si alloys, Materials and design
29, 2008.p 20-27.
[14]. Chiriță G. M., Stefanescu I, Barbosa J, Puga H, Soares D, Silva F.S. - On the
assessment of processing variables in a vertical centrifugal casting technique.
Internationl Journal Cast Metals Resesrgh, 2009, 22(5), 82–389.
[15]. Chiriță G. M., Stefanescu I., Cruz D., Soares D., Silva F.S. - Sensitivity of
different Al–Si alloys to centrifugal casting effect, Materials and Design 31 (2010)
2867–2877
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
87
[16]. Ciobanu I., Daian M., Munteanu S. I., Crisan A., Bedo T. - Aspects Regarding
the Solidification Kinetics of a Cast Iron Centrifugal Casting, Recent, vol 17, no. 2
(48) iulie, 2016, pag. 92 - 101 , ISSN 1582-0246
[17]. Ciobanu I., Dăian M., Crișan A., Bedo T., Munteanu S. I. - Studiu prin simulare
pe calculator privind solidificarea unei piese din fontă eutectică turnată centrifugal,
Revista de turnatorie, nr. 1-2, 2016, pag.19-31, ISSN 1224-21-44
[18]. Ciobanu I., Dăian M., Munteanu S. I., Crisan A., Bedo T. - A Comparative
Study on Gravitational and Centrifugal Casting Solidification, Recent, vol 17, no. 1
(47) martie, 2016, pag. 11 - 25, ISSN 1582-0246
[22]. Dăian M. – Influenţa turnării centrifuge asupra proprietăţilor mecanice a
pieselor turnate din aliaj CuSn10, "Noutăți în domeniul tehnologiilor și utilajelor
pentru prelucrarea la cald a metalelor", volum I, Universitatea Transilvania din
Braşov, 1993. pag. 273-277.
[25]. Dăian M. – Cercetări experimentale asupra cineticii de solidificare a
bronzurilor cu staniu la turnarea centrifugă, "Noutăți în domeniul tehnologiilor și
utilajelor pentru prelucrarea la cald a metalelor", volum I, Universitatea Transilvania
din Braşov, Braşov, 1993, pag. 278-283
[26]. Dăian M., Ciobanu I., Crişan A. - On The Opportunity to Manufacturing of
Metallic Balls with Cavity by Centrifugal Casting, Recent, vol 16, no. 3 (46)
noiembrie, 2015, pag. 206 - 215, ISSN 1582-0246
[27]. Dăian M., Ciobanu I., Crişan A. - Aspecte privind turnarea centrifugală a
aliajelor de aluminiu, Revista de turnatorie, nr. 11-12, 2015, pag.16-21, ISSN 1224-
21-44
[28]. Dăian M., Ciobanu I., Crişan A. - Analiza multicriterială avansată a unor
procedee de fabricație a bilelor pentru morile de macinat, Revista de turnatorie, nr. 9-
10, 2015, pag.2-11, ISSN 1224-21-44
[30]. Diaconescu Florin – Cercetări şi contribuţii privind influenţa parametrilor
tehnologici de turnare centrifugă asupra calităţii pieselor turnate din unele aliaje
neferoase, Teză de doctorat, Universitatea Tehnică „Gh. Asachi” din Iaşi, 2006.
[31]. Diaconescu Florin – Consideraţii privind cinetica de solidificare a pieselor
turnate centrifugal, în Buletinul Stiintific al Conferinţei Internaţionale “Tehnologii şi
materiale avansate” Editura Fundaţiei Universitare “Dunărea de Jos” Galaţi, 2003,
ISBN 973-627-066-1.
[32]. Diaconescu Florin – Cercetări privind influenţa unor parametri tehnologici de
turnare centrifugă asupra cineticii de solidificare a bronzului CuSn5Pb25, în
Buletinul Stiintific al Conferinţei Internaţionale “Tehnologii şi materiale avansate”
Editura Fundaţiei Universitare “Dunărea de Jos” Galaţi, 2003, ISBN 973-627-066-1.
[33]. Diaconescu Florin – Experimental research concerning the influence of the
casting die rotation speed on the wear resistance of centrifugal cast parts made in
bronze CuPb10Sn10, în Buletinul Stiintific al Conferinţei Internaţionale „ Prof. Emil
Gaiginschi’s jubilee” publicat în Buletinul Institutului Politehnic Iaşi, Tomul L (LIV)
Fascicula 6A, Secţia Construcţii de maşini,pag.133 - 139., 2004, ISSN 1011-2855.
[34]. Diaconescu Florin – Experimental research concerning the influence of the
casting die temperature on the wear resistance of centrifugal cast parts made in
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
88
bronze CuPb10Sn10, în Buletinul Stiintific al Conferinţei Internaţionale ″Prof. Emil
Gaiginschi’s jubilee″, publicat în Buletinul Institutului Politehnic Iaşi, Tomul L
(LIV), Fascicula 6 A, Secţia Construcţii de maşini, pag. 125 -131, 2004, ISSN 1011-
285.
[35]. Diaconescu Florin – Investigations regarding the influence of some tehnological
parameters of centrifugal casting on the structure of castings at the CuPb25 alloy, în
Buletinul Institutului Politehnic Iaşi, Tomul XLIX (LIII), Fasc. 1-4, Secţia Ştiinţa şi
Ingineria Materialelor, pag. 121-126, 2004, ISSN 1453-1690.
[36]. Diaconescu Florin – Researches regarding to the influence of the rotation speed
on the chemical and structural homogeneity of centrifugal castings of copper – lead
alloys, în Buletinul Institutului Politehnic Iaşi, Tomul XLIX (LIII), Fasc.1-4, Secţia
Ştiinţa şi Ingineria Materialelor, pag. 79-84, 2004, ISSN 1453-1690.
[40]. Diaconescu Florin - Turnarea centrifugala a aliajelor neferoase, Editura
Tehnopress, Iaşi- 2011, ISBN 978-973-702-797-9.
[41]. Dubinin N. P - Turnarea fontei in forme metalice, Editura Tehnica, Bucuresti,
1985
[43]. Duță Vasile - Consideraţii privind turnarea centrifugală a cilindrilor cu crustă
dură pentru industria alimentară (The Considerations About Centrifugal Casting Of
The Cylinders With Hard Crust For The Food Industry), Revista de turnătorie, no. 3-
4, 2016, pag. 19-25
[44]. Efimov V.A., Sevcenko A.I., Semenenko A.I. – Ţentrobejnoe litie aliuminevoi
bronzî, în Liteinoe proizvodstvo, nr. 1/1971, pag. 10 -11.
[45]. Efimov V.A., Şevcenko A. I., Konopelko B. B., Semenenko, A. I.,
Geru N., ş.a. – Analiza structurii materialelor metalice, Ed. Tehnică, Bucureşti, 1991
[51]. Giro Akiama – Centrifugal casting proceeding, în Forging and Heat Treatment,
nr.12 / 1988, pag. 9 -14, Japonia.
[53]. Guliaev B. B., ş.a. – Procedee speciale de turnare, Ed. Tehnică, Bucureşti, 1972
[55]. Ionescu Daniela – Simularea Solidificării pieselor turnate din aliaje cu
solidificare in interval de temperatura (Computer Simulation of the Solidification of
Castings from Alloys Solidifying within a Temperature Interval, Teză de doctorat,
Universitatea Transilvania din Brașov, Brașov, 2014
[56]. Ionescu Ionuț Cristian - Cercetări Privind Simularea Solidificării Pieselor
Turnate cu Simetrie de Rotatie, Teză de doctorat, Universitatea Transilvania din
Brașov, Brașov, 2015
[57]. Ionescu I., Dăian, M., Ciobanu, I., Varga, B., Bedo, T., Stoicănescu Maria. -
Experimental Verification of a Software for Simulation of Centrifugal Casting
Solidification. Recent, ISSN 1582-0246, vol. 17, no. 1 (47), 2016, p. 26-32
[58]. Ionescu I., Ionescu Daniela, Ciobanu I., Jiman V. – Matehematical Modelling of
eutectic alloy cilindrical castings solidification, Metalurgia, vol 64, no. 8, 2012, pag.
10 – 20, ISSN 0461/9579.
[59]. Daian Marcel, Monescu Vlad, Ciobanu Ioan, Mathematic Modeling and
Software for the Solidification Simulation of Centrifugal Castings, Recent, vol 18,
no. 2 (52) iulie, 2017, ISSN 1582-0246
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
89
[60]. Ionescu I., Ciobanu I., Munteanu S. T., Bedo T. - Studiu prin Simulare privind
Solidificarea Pieselor Cilindrice Tubulare din Aliaj Al – Si si din Fonta, Cercetări
metalurgice și noi materiale, vol. XXI, nr.3, 2014, pag. 37 - 48, ISSN 1221-5503.
[61]. Ionescu I., Ciobanu I., Munteanu S. I., Bedo T. - Studiu privind solidificarea
pieselor tubulare cilindrice, Revista de turnatorie, nr. 7-8, 2014, pag. 2-7, ISSN 1224-
21-44
[62]. Iudin S. B., ş.a. - Turnarea centrifugă, Ed. Tehnică, Bucureşti, 1976
[63]. Iuiti Saigo, Naoki Haiakawa – Equipment for centrifugal casting, Patent
Japonia, nr. 61-287729 /1988, clasa B 22 D 13 / 04
[64]. Kasumzade, N.G., Abassov M.I. – Modifiţirovanie stali pri ţentrobejnom litie,
în Liteinoe proizvodstvo, nr. 7/1981, p.1 - 2.
[66]. Jiman V. - Cercetări privind turnarea centrifugală a pieselor din fontă cu profil
de revoluție, Teză de doctorat, Universitatea Transilvania din Brasov, 2000.
[68]. Jiman V., Constantinescu A., Ioan, A – Maşină pentru turnare centrifugală cu ax
de rotaţie vertical şi turaţie variabilă, a IV-a sesiune de comunicări tehnico-stiinţifice
“Tehnologii şi utilaje noi pentru prelucrări la cald”, Braşov, 1984
[70]. Jiman V. - Cercetări in domeniul turnării centrifugale a cămășilor de cilindru
pentru motoare Diesel, Buletin științific al sesiunii naționale de comunicări a
Academiei Aviației si Apărării Antiaeriene Henri Coandă Brașov, 19-20 noiembrie
1998, Brașov.
[71]. Jiman V. - Studii si cercetări asupra comportării in exploatare a cochilelor
utilizate la turnarea centrifugala, Buletinul Stiintific al Conferinței Internationale de
Comunicari Stiintifice consacrata aniversarii a 35-a a Universitatii Tehnice a
Moldovei "TMCR", Chisinau, 27-29 mai, 1999.
[72]. Jiman V., Ciobanu I., Munteanu S.I., - Particularities of the Mathematical
Modelling of Centrifugally Cast Part Solidification, Metalurgia Internaţional, Special
Issue no. 10, 2009., pag. 84 - 88, ISSN 1582-2214.
[73]. Jiman V., Ciobanu I., Carcea I., Munteanu S..I, Bedo T., Monescu V., - The
verification by Experiment of Sim 3D Software Intented for Castings Solidification
Simulation, Metalurgia Internaţional, nr.5, 2011, pag. 67 - 70, ISSN 1582-2214 (Ro).
[74]. Jiman V., Samoila C. - Cercetări privind posibilitatea de obtinere a pieselor
sferice cu cavitate interioara care nu comunica cu exteriorul; Buletinul Stiintific al
Conferintei Internationale de Comunicari Stiintifice consacrata aniversarii a 35-a a
Universitatii Tehnice a Moldovei "TMCR", Chisinau, 27-29 mai, 1999.
[79]. Madhusudhan S., Narendranath S., Kumar G.C.M, Mukunda P.G. -
Experimental study on rate of solidification of centrifugal casting, International
Journal of Mechanical and Materials Engineering (IJMME), Vol. 5 (2010), No. 1,
101-105.
[83]. Molceanov F.V. ş.a. – Ţentrobejnaia maşina dlea litia s vertikalinoi osiiu
vraşceniea, Brevet de invenţie nr.942 871 / 1982, clasa B 22 D 13 /04.
[84]. Monescu V. - Realizarea unui program 3D pentru simularea solidificarii
pieselor turnate, Teza de doctorat, Universitatea Transilvania din Brasov, Brasov,
2010.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
90
[85]. Novikov P.G., Rozenfeld S.E., Klocinev N.U. -, Saveiko V.N. – Osnovî
ţentrobejnogo litia, Maşghizdat, Moskva, 1974.
[86]. Munteanu Sorin Ion - Cercetari privind turnarea continua in camp
electromagnetic, Teza de doctorat, Universitatea Transilvania din Brasov, 2000
[87]. Okasaki Kazuhiro, Giken Michihiro – Centrifugal casting mould, Patent Japonia
nr. 62-134 627 / 1987, Patent SUA nr. 4 901 782 / 1990, clasa B 22 D 13 / 04, B 22 D
13 / 10.
[88]. Pavan B B, Keerthiprasad K S, Prakash H.R, Deepika H.J. - Optimization of
Rotational Speed for Casting Al-Si Alloy Using Centrifugal Casting, International
Journal of Engineering and Applied Sciences (IJEAS) ISSN: 2394-3661, Volume-2,
Issue-5, May 2015 , pp89-91
[89]. Popa A. - Cercetări privind influenta condițiilor de turnare centrifuga asupra
structurii si proprietăților fontelor cenușii cu aplicație la executarea cămășilor
pompelor de extracție, Teza de doctorat, Universitatea Transilvania din Brașov,
Brașov, 1987
[90]. Popa A. – Studiul influenţei grosimii stratului de protecţie a cochilei asupra
durităţii bucşelor turnate centrifug, a V-a sesiune de comunicări tehnico ştiinţifice
Tehnologii şi utilaje noi pentru prelucrări la cald, Braşov, 1986
[91]. Popa A. - Studiu privind influenţa vitezei de rotaţie a cochilei asupra rezistenţei
la uzare a cămăşilor pentru extracţia ţiţeiului, executate din fontă cenuşie, prin turnare
centrifugă, Revista de turnătorie, nr. 2, 1996
[92]. Popa A. - Studiu privind influenţa vitezei de rotaţie a cochilei asupra rezistenţei
la uzare a cămăşilor pentru extracţia ţiţeiului, executate din fontă cenuşie, prin turnare
centrifugă, Revista Metalurgia, nr. 1, 1996
[96]. Protasov P.A. ş.a. – Izmerenie rashoda metalla pri ţentrobejnom litie trub, în
Liteinoe proizvodstvo, nr 9 / 1975, pag. 21 - 22.
[98]. Semovski S.S. – Metallopriemnik dlia ţentrobejnogo litia, Brevet de invenţie nr.
969 445 / 1982, clasa B 22 D 13 / 10.
[101]. Singh J.K., Ojha S.N. - Preparation of Leaded Aluminum-Silicon Alloys by
Modified Vertical Centrifugal Casting Machine, International Journal of Engineering
and Innovative Technology (IJEIT) Volume 2, Issue 9, March 2013,pag 230-234,
ISSN , 2277-3754
[102]. Sleziona J., Zagorski R. - Pouring mould during centrifugal casting process,
Archives of Materials Science and Engineering, International Scientific Journal, Vol
28, Issue 7, July 2007.
[107]. Soporan V., Constantinescu V. – Modelarea la nivel macrostructural a
solidificării aliajelor, Ed. Dacia, Cluj-Napoca, 1995
[110]. Soporan V., Vamoş C., Pavai C. – Modelarea numerică a solidificării, Editura
Dacia, Cluj–Napoca, 2003, ISBN973-35-1645-7.
[113]. Ştefănescu Cl. – Îndrumătorul proiectantului de tehnologii în turnătorii, Ed.
Tehnică, Bucureşti, 1985
[118]. Timofeev G.I., Filatov V. Ia. – Ţentrobejnaia maşina dlea fassonâh otlivok, în
Liteinoe proizvodstvo, nr. 8 / 1970, pag. 38 - 39.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
91
[121]. Tiutin P.N. ş.a. – Ţentrobejnaia liteinaia maşina s vertikalinoi osiiu
vraşceniea, Brevet de invenţie nr.1 006 051/1983, clasa B 22D13/02.
[122]. Tokaro Harada Yosio – Centrifugal casting mould, Patent nr. 62-243
615/1987, Japonia, clasa B22D13/10.
[123]. Treho Eduardo - Centrifugal Casting of an Aluminium Alloy, A thesis for the
degree of Doctor of Philosophy, University of Birmingham
[124]. Tripsa I., ş.a. – Din istoria metalurgiei româneşti, Ed. Tehnică, Bucureşti, 1981
[130]. Vulcu V., Bobancu Ş., Samoilă C.- Brevet de invenţie 66622, 1976, Procedeu
pentru turnarea centrifugală a cuzineţilor, România
[131]. Vulcu V., Bobancu Ş., Samoilă C. - Brevet de invenţie nr.72721, 1979,
Instalaţie pentru turnarea centrifugală a metalelor, România
[132]. Bobancu, Ş. - Contribuţii la analiza şi sinteza structurală şi numerică a
mecanismelor cu roţi dinţate cu axe mobile – Contributions in numerical and
structural synthesis and analysis for mobile shafts gears mechanisms, Teză de
doctorat, Institutul Politehnic Braşov, 1977
[133]. Bruno Fragoso, Henrique Santos - Effect of a rotating magnetic field at the
microstructure of an A354, Journal of Materials Research and Technology, Elsevier,
2013 2 (2), pag. 100-109.
[134]. Popescu Mirela Drăgoiu - Îmbunătăţirea structurii aliajelor de aluminiu prin
metode metalurgice şi fizice, Teză de doctorat, Universitatea Transilvania din Brasov,
2017.
[135]. Daian Marcel, Ciobanu Ioan, Pop Alin Mihai - Cercetări privind structura
pieselor turnate centrifugal din bronz cu 10% Staniu, Revista de turnatorie, nr. 11-12,
2016, pag.2-7, ISSN 1224-21-44
[136]. Daian Marcel, Ciobanu Ioan, Calculul turației la turnarea centrifugală cu ax
de rotație vertical - Revista de turnatorie, nr. 1-2, 2017, pag.14-20, ISSN 1224-21-44
[137]. Daian Marcel, Ciobanu Ioan, Pop Alin Mihai - Influența turației asupra
grosimii peretelui pieselor la turnarea centrifugală verticală, Recent, vol. 18, no. 1
(51) martie, 2017, pag. 12-21, ISSN 1582-0246
[138]. Dăian Marcel, Ciobanu Ioan - Istoric, prezent și tendințe în turnarea
centrifugală, Revista de turnatorie, nr. 3-4, 2017, pag.10-31, ISSN 1224-21-44, în
curs de publicare.
[139]. Ionescu Ionuț, Dăian Marcel, Ciobanu Ioan, Varga Bela, Bedo Tibor,
Stoicanescu Maria - Experimental Verification of a Software for Simulation of
Centrifugal Casting Solidification, Recent, vol 17, no. 1 (47) martie, 2016, pag. 26 -
32, ISSN 1582-0246
[140]. Daian Marcel, Monescu Vlad, Ciobanu Ioan, Simularea Solidificării Pieselor
din CuSn12 Turnate Centrifugal, Revista de turnatorie, nr. 5-6, 2017, pag. 2-18, ISSN
1224-21-44
[141]. Daian Marcel, Monescu Vlad, Ciobanu Ioan, Mathematic Modeling and
Software for the Solidification Simulation of Centrifugal Castings, Recent, vol 18,
no. 2 (52) iulie, 2017, pag. 77-92, ISSN 1582-0246
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
92
CERCETĂRI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR
NEFEROASE
- Rezumat -
Sunt trecute în revistă cercetări recente în domeniul turnării centrifugale a
aliajelor neferoase. Este stabilit ca obiectiv al tezei realizarea de cercetări privind
turnarea centrifugală și efectul acesteia asupra proprietăților a două aliaje neferoase
din categoria CuSn și AlZn. S-au utilizat două metode de cercetare: simularea
solidificării pe calculator și turnarea și investigarea de probe experimentale.
A fost realizat un soft destinat simulării solidificării pieselor turnate centrifugal
din aliaje cu solidificare de tip soluție solidă. Validitatea softului a fost verificată prin
analiză termică experimentală.
S-a studiat prin simulare influența mai multor factori tehnologici și geometrici
asupra solidificării pieselor turnate centrifugal din CuSn, AlZn, și fontă.
Partea finală a tezei cuprinde cercetările experimentale. Se arată modul de
lucru, rezultatele obținute și interpretarea acestora. Au fost turnate centrifugal și
gravitațional piese din CuSn10 și AlZn10. S-a analizat microstructura, tendința de
segregare a unor elemente chimice, proprietăți mecanice, apariția unor defecte de
turnare.
RESEARCH CONCERNING THE CENTRIFUGAL CASTING OF NON-
FERROUS ALLOYS
- Abstract -
Are review recent researches in the field of centrifugal casting of non-ferrous
alloys. The conducting of research concerning centrifugal casting and its effects on
the properties of two non-ferrous alloys of the CuSn and AlZn category is set as the
objective of the thesis. Two research methods were deployed: simulation by
computer and casting and analysis of experimental samples.
As the alloys considered by the study solidify in solid solutions, a simulation
software of the solidification of parts centrifugally cast from such alloys was
developed. The validity of the software was verified by experimental thermal
analysis.
Simulation was used to study the influence of several technological and
geometrical factors on the solidification of parts centrifugally cast from CuSn, AlZn
and iron. The final part of the thesis concerns the conducted experimental
research. Working methodology, results and result interpretation are presented. Parts
from CuSn10 and AlZn10 were cast centrifugally and by gravity procedures. The
microstructure and segregation tendency of certain chemical elements were analysed,
as well as mechanical properties and aspects related to casting defects.
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
93
Curriculum Vitae Europass
INFORMAȚII PERSONALE
Nume /prenume DĂIAN Marcel Adresă Str. Brandușelor nr. 94, bl. 41, sc. D, ap. 22, Braşov, România
Telefon
Mobil - 0726675306
Fax E-
mail [email protected]
Naţionalitate română Data naşterii 21.04.1963
Sex Masculin
EXPERIENŢĂ PROFESIONALĂ
Perioada 2016-2017
Activitate didactica (lucrari de laborator ls disciplinele "Acționari hidraulice si pneumatice, Teoria deformarilor plastice") la Universitatea Transilvania Brașov ( Facultatea Știința si Ingineria Materialelor) in calitate de doctorand cu frecvență
Perioada Mai 2013 – 2016
Funcția sau postul ocupat Inginer prelucrări metalurgice
Activități și responsabilități principale Coordonare activități de producție și montaj confecții metalice, coordonare echipe de execuție si montaj, colaborare cu proiectanții si beneficiarii, lansare comenzi materiale, lansare proiecte in execuție, verificare stadii de producție, verificare măsurători, intocmire schițe
Numele si adresa angajatorului SC Rampad Construct SRL, Str. Grivitei A 44, Brașov, România
Perioada Mai 2006 – 2013
Funcția sau postul ocupat Director 2007 – 2013, administrator 2006-2007 Activități și responsabilități principale Coordonare activități de producție și montaj confecții metalice,
coordonare echipe de execuție si montaj, colaborare cu proiectanții si beneficiarii, lansare comenzi materiale, lansare proiecte in execuție, verificare stadii de producție, verificare măsurători, intocmire schițe
Numele si adresa angajatorului SC Rampad Construct SRL, Str. Grivitei A 44, Brașov, România
Perioada 2005-2005
Funcția sau postul ocupat Inginer mecanic
Activități și responsabilități principale Urmărirea activităţii, documentației si proiectelor de investiţii Numele si adresa angajatorului SC Metrom Trading S.A, Str. Carpaţilor nr. 60, Braşov, România
Perioada 2002-2004
Funcția sau postul ocupat Şef atelier Reparaţii, Antrepriza Construcţii Montaj
Activități și responsabilități principale Conducerea, coordonarea şi organizarea activităţii de întreţinere şi reparaţii utilaje, montaj utilaje in regim de investitii, construcţii
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
94
specifice procesului de producţie
Numele si adresa angajatorului SC Metrom S.A, Str. Carpaţilor nr. 60, Braşov, România
Perioada 1996-2002
Funcția sau postul ocupat Şef secţie Antrepriză Construcţii Montaj
Activități și responsabilități principale Conducerea, organizarea şi coordonarea activităţilor: autoutilări, execuție utilaje si părți componente pentru utilaje, montaj şi punere în funcţiune utilaje; montaj şi punere în funcţiune utilaje de proveniența străina achiziţionate in regim de investiții, lucrări de construcţii specifice activităţii de montaj
Numele si adresa angajatorului SC Metrom S.A, Str. Carpaţilor nr. 60, Braşov, România
Perioada 1990-1996
Funcția sau postul ocupat Ofițer activ, reprezentant militar
Activități și responsabilități principale Urmărirea activității de producție specială; verificarea produselor speciale realizate din punct de vedere cantitativ, dimensional și calitativ; verificarea calității produselor speciale în laboratoarele chimic, fizic și incercări dinamice
Numele si adresa angajatorului U.M. 02550 București, Comisia de reprezentanți militari Metrom
Perioada 1990-1990
Funcția sau postul ocupat Inginer tehnolg
Activități și responsabilități principale Urmărirea activitătilor de elaborare și turnare a semifabricatelor din aliaje neferoase grele
Numele si adresa angajatorului Uzina Metrom Brașov, Str. Carpaților Nr.60, Brașov, România
Perioada 1988-1990
Funcția sau postul ocupat Inginer teholog de produs
Activități și responsabilități principale Urmărirea activității de elaborare a oțelurilor și fontelor și turnarea pieselor din fontă cenușie și fontă nodulară
Numele si adresa angajatorului Uzina Mecanica Plopeni, orașul Plopeni, Judetul Prahova, România
EDUCATIE SI FORMARE
Perioada 2014 - 2017
Calificarea/Diploma obtinută
Doctorand in cadrul Școlii Doctorale din Universitatea Transilvania, domeniul fundamental Științe Inginerești, domeniul de doctorat Ingineria Materialelor, tema:” Cercetări privind turnarea centrifugală a aliajelor neferoase”
Perioada 2011- 2013
Calificarea/Diploma obtinută
Studii aprofundate ( Master) in domeniul Știința și Ingineria Materialelor
Disciplinele principale studiate/ competente profesionale dobandite
Ingineria si Managementul Materialelor Avansate – metalice ceramice si compozite
Numele si tipul institutiei de invatamant/ furnizorul de formare
Universitatea Transilvania din Brașov, România
Nivelul in clasificarea națională sau internațională
Studii postuniversitare
Perioada 1991-1992
Calificarea/Diploma obtinuta Atestat de absolvire în domeniul Managementului
Disciplinele principale studiate/ competente profesionale dobandite
Inițiere în Management
Numele si tipul institutiei de invatamant/ furnizorul de formare
Facultatea de Știinte Economice, Universitatea Transilvania din Brașov, România
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
95
Nivelul in clasificarea nationala sau internațională
Studii postuniversitare
Perioada 1983-1988
Calificarea/Diploma obtinuta Diploma de inginer, specializare: Metalurgie
Disciplinele principale studiate/ competente profesionale dobandite
Elaborarea si turnarea aliajelor feroase si neferoase,Bazele teoretice ale turnării, Tehnologii neconvenționale de turnare, Studiul materialelor, Deformări plastice, Tratamente termice
Numele si tipul institutiei de invatamant/ furnizorul de formare
Universitatea Brașov, România
Nivelul in clasificarea nationala sau internațională
Studii universitare
APTITUDINI ŞI COMPETENŢE
PERSONALE
Limba maternă Româna
Limbi străine cunoscute Franceză Aptitudini şi competenţe sociale Comunicativitate si spirit de echipă, capacitatea de a colabora
pentru rezolvarea problemelor, dobândite in posturile ocupate
Aptitudini şi competenţe organizatorice Coordonare grupuri de persoane si activități, capacitatea de a lua decizii, spirit organizatoric, dobândite in funcțiile ocupate
Aptitudini şi competenţe tehnice Cunoștințe de operare PC Windows(Word, Excel,Power point) Permis de conducere Categoria B
INFORMATII SUPLIMENTARE
Asociatii • Membru al Asociatiei Tehnice de Turnătorie din România
Publicații • 16 Lucrari stiintifice in domeniul turnarii centrifugale a aliajelor, prezentate si publicate in reviste de specialitate (Revista de Turnatorie (ATTR),, Revista Recent (Universitatea Transilvania din Brasov) si in Buletinul Stiintific – Noutati in Domeniul Tehnologiilor si Utilajelor prntru Prelucrarea la Cald a Metalelor (Universitatea “Transylvania” din Brașov)
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
96
Curriculum Vitae Europass
PERSONAL INFORMATION
Name Marcel DĂIAN Address Str. Brandușelornr. 94, bl. 41, sc. D, ap. 22, Braşov, Romania
Telephone Mobile - 0726675306 Fax
E-mail [email protected] Nationality Romanian
Date of birth 21.04.1963 Gender Male
PROFESSIONAL EXPERIENCE
Period 2016-2017
Didactic activities (laboratory works for the subjects “Hydraulic and pneumatic drives” and “Theory of plastic deformations”) with “Transilvania” University in Brașov (Faculty of Materials Science and Engineering), within the Doctoral Schools, as Ph.D. active student
Period May 2013 – 2016
Position held Metallurgic works engineer
Main activities and responsibilities Coordination of production and installation of iron works, coordination of the production and installation teams, cooperation with the engineers and the beneficiaries, launching of raw materials orders, stating the execution of projects, verification of production stages
Employer name and address SC Rampad Construct SRL, Str. Grivitei A 44, Brașov, Romania
Period Mai 2006 – 2013
Position held Manager 2007 – 2013, administrator 2006-2007 Main activities and responsibilities Coordination of production and installation of ironworks,
coordination of the production and installation teams, cooperation with the engineers and the beneficiaries, launching of raw materials orders, stating the execution of projects, verification of production stages,
Employer name and address SC Rampad Construct SRL, Str. Grivitei A 44, Brașov, Romania
Period 2005-2005
Position held Mechanical engineer
Main activities and responsibilities Surveillance of the investment projects activities Employer name and address SC Metrom Trading S.A, Str.Carpaţilornr. 60, Braşov, Romania
Period 2002-2004
Position held Head of Repairs workshop, Enterprise for Constructions and Installations
Main activities and responsibilities Management, coordination and organization of the activity of machinery maintenance and repairs, machinery installation for
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
97
investments, constructions specific to the production process
Employer name and address SC Metrom S.A, Str. Carpaţilornr. 60, Braşov, Romania
Period 1996-2002
Position held Head of Division, Enterprise for Constructions and Installations
Main activities and responsibilities Management, organization and coordination of the following activities: machinery provisioning; execution of machinery and machinery parts; machinery installation and commissioning; installation and commissioning of the external machinery purchased as part of an investment
Employer name and address SC Metrom S.A, Str. Carpaţilornr. 60, Braşov, Romania
Period 1990-1996
Position held Active officer, military representative
Main activities and responsibilities Surveillance of military special production activities; verification of the special products manufactured regarding quantity, dimensions and quality issues
Employer name and address U.M. 02550 Bucharest (Military Unit), Metrom military representatives committee
Period 1990-1990
Position held Technological engineer
Main activities and responsibilities Surveillance of the activities of processing and casting of the blank products made of hard non-ferrous alloys
Employer name and address Metrom Factory Brașov, Str. Carpaților Nr.60, Brașov, Romania
Period 1988-1990
Position held Product technological engineer
Main activities and responsibilities Surveillance of the activity of processing of steel and crude iron and casting of parts made of silvery pig iron and nodular cast iron
Employer name and address Plopeni Mechanical Factory,Plopeni Town, Prahova County, Romania
EDUCATION AND TRAINING
Period 2014 - 2017
Qualification / Degree
Ph.D. student within the Doctoral School of “Transilvania” University of Brasov, main field: “Engineering studies”, Ph.D. field: “Materials Engineering”, subject: “Researches regarding the centrifugal casting of non-ferrous alloys”
Period 2011- 2013
Qualification / Degree Advanced studies (Master) in the field Materials Science and Engineering
Main fields of study / acquired professional competences
Advanced Materials Engineering and Management – metallic, ceramic and composite
Name and type of the education / training provider
“Transylvania” University in Brașov, Romania
Level of national or international classification
Postgraduate studies
Period 1991-1992
Qualification / Degree Graduation diploma in Management
Main fields of study / acquired professional competences
Management Basics
Name and type of the education / training provider
Faculty of Economic Sciences, “Transylvania” University of Brasov, Romania
Level of national or international classification
Postgraduate studies
CERCETARI PRIVIND TURNAREA CENTRIFUGALĂ A ALIAJELOR NEFEROASE
98
Period 1983-1988
Qualification / Degree Engineer Degree, field: Metallurgy
Main fields of study / acquired professional competences
Development and casting of ferrous and non-ferrous alloys; Theoretical basis of the casting; Non-conventional casting technologies; Plastic deformations; Heat treatments
Name and type of the education / training provider
Transylvania University of Brasov, Romania
Level of national or international classification
University studies
PERSONAL SKILLS
Mother tongue Romanian
Other languages French Social skills Communication and teamwork skills, capacity to cooperate for
problems solving, acquired during the work experience
Organizational skills Coordination of groups of persons and activities, capacity to make decisions, organizational skills, acquired during the work experience
Technical skills PC, Windows, MS Suite (Word, Excel, Powerpoint) independent user
Driving license B Category
ADDITIONAL INFORMATION Asociations • Member of the Technical Foundry Association of Romania
(AsociaţiaTehnică de Turnătorie din România)
Publications • Scientific papers presented and published: 16 papers in the field of centrifugal casting published in specialized journals (Foundry Journal (ATTR), “Recent” journal (“Transylvania” University in Brașov) and in the Scientific Bulletin – News in the field of technologies and machinery for metals hot processing (“Transylvania” University of Brașov)


















