CAP VI - Rugozitatea Tolerante si control dimensional
14
97 Capitolul VI Rugozitatea suprafeţelor este definită ca fiind ansamblul neregularităţilor ce formează relieful suprafeţei reale şi a căror pas este relativ mic în raport cu adâncimea lor. Neregularităţile care pot fi urme ale sculei de prelucrare pe suprafaţa piesei, pori, zgârieturi, smulgeri de material, etc., apar datorită mişcării oscilatorii a tăişului sculei (datorate elasticităţii inerente a sistemului maşină unealtă – sculă – piesă), sau frecării dintre sculă şi piesă. Forma şi dimensiunile neregularităţilor sunt considerate abateri de ordinul III şi IV (vezi capitolul IV şi figura 6.1). Abaterile suprafeţelor Abateri de ordinal I – abaterile formei Abateri de ordinal II – ondulaţiile Abateri de ordinal III – rugozitatea Abateri de ordinal IV – rugozitatea Abaterile rectilinităţii, planităţii, circularitătii Ondulaţiile Relieful real Pori, microfisuri, smulgeri Defecte ale părţilor componente ale maşinii unelte (ghidaje), fixare incorectă a piesei, uzură, etc. Fixare excentrică a piesei, abateri de bătaie a cuţitului, vibraţii, etc. Abateri de formă ale sculei, variaţii ale avansului sculei, etc. Microsuduri pe tăisul sculei, imperfecţiuni ale materialului, erc. După DIN 4760
-
Upload
fetti-alin -
Category
Documents
-
view
354 -
download
6
description
tcd
Transcript of CAP VI - Rugozitatea Tolerante si control dimensional

97
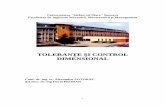
Capitolul VI � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � Rugozitatea suprafeţelor este definită ca fiind ansamblul neregularităţilor ce formează relieful suprafeţei reale şi a căror pas este relativ mic în raport cu adâncimea lor. Neregularităţile care pot fi urme ale sculei de prelucrare pe suprafaţa piesei, pori, zgârieturi, smulgeri de material, etc., apar datorită mişcării oscilatorii a tăişului sculei (datorate elasticităţii inerente a sistemului maşină unealtă – sculă – piesă), sau frecării dintre sculă şi piesă. Forma şi dimensiunile neregularităţilor sunt considerate abateri de ordinul III şi IV (vezi capitolul IV şi figura 6.1).
� � � � � � � � Abaterile suprafeţelor
Abateri de ordinal I – abaterile formei
Abateri de ordinal II – ondulaţiile
Abateri de ordinal III – rugozitatea
Abateri de ordinal IV – rugozitatea
Abaterile rectilinităţii, planităţii, circularitătii
Ondulaţiile
Relieful real
Pori, microfisuri, smulgeri
Defecte ale părţilor componente ale maşinii unelte (ghidaje), fixare incorectă a piesei, uzură, etc.
Fixare excentrică a piesei, abateri de bătaie a cuţitului, vibraţii, etc.
Abateri de formă ale sculei, variaţii ale avansului sculei, etc.
Microsuduri pe tăisul sculei, imperfecţiuni ale materialului, erc.
După DIN 4760

� � � � � � � � � � � � � � � � � � � �
98
Existenţa neregularităţilor pe suprafaţa piesei prezintă o serie de dezavantaje: reduce suprafaţa reală de contact, uzura sau ruperea acestora duce la înrăutăţirea condiţiilor de frecare şi a celor de funcţionare normală, fisurile reprezintă concentratori de tensiuni ce duc la scăderea rezistenţei la solicitări alternante, aplatisarea microneregularităţilor în timpul montării cu strângere a ajustajelor duce la micşorarea strângerii efective, etc. Pe de altă parte, lipsa microneregularităţilor ar duce la imposibilitatea formării şi menţinerii "filmului" (peliculei) de lubrifiant pe suprafeţele de contact ale pieselor ce execută mişcări de rotaţie relativă. Practic, suprafeţele de contact trebuie să aibă o rugozitate stabilită în funcţie de condiţiile funcţionale cum ar fi: viteza de lucru, dimensiunile suprafeţelor de contact, mărimea şi distribuţia sarcinilor ce solicită suprafeţele, precizia dimensională şi de formă, etc.
� � � � � � � � Suprafaţa geometrică ideală şi cea reală
Prin intersecţia suprafeţei reale cu un plan transversal sau longitudinal se obţine profilul suprafeţei în plan transversal respectiv în plan longitudinal (fig. 6.3.). Profilul "extras" prin secţionarea suprafeţei reale serveşte ca bază pentru estimarea mărimii rugozităţii. În funcţie de direcţia de secţionare (transversală sau longitudinală) se va putea defini o valoare a rugozităţii pe direcţie transversală şi o altă valoare în direcţie longitudinală. Direcţia de secţionare este aleasă în funcţie de orientarea neregularităţilor suprafeţei, care depinde de procedeul de prelucrare folosit pentru obţinerea suprafeţei respective. Este evident
Suprafaţă geometrică ideală Suprafaţă geometrică reală

� � � � � � � � � � � � � � � � � � � �
99
că rugozitatea în secţiune transversală va avea valoare mai mare şi acestea este motivul pentru care de cele mai multe ori aceasta este cea indicată în documentaţiile tehnice.
� � � � � � � � Secţiune transversală şi longitudinală
Profilul real al suprafeţei poate fi "extras" prin diferite metode: optice, mecanice cu palpare, optic tridimensional, etc. (fig. 6.4.).
� � � � � � � � Profil real extras: a. prin palpare; b. tridimensional
Profilul extras este împărţit în mai multe lungimi de bază λc, suma acestora constituind lungimea de măsurare lm. Aceasta este o porţiune caracteristică aleasă din întreaga lungime palpată lt.
plan transversal de secţionare
plan longitudinal de secţionare
secţiune transversală
secţiune longitudinală
profil transversal
profil longitudinal
[BLU.01]
a. b.

� � � � � � � � � � � � � � � � � � � �
100
Mărimea rugozităţii se estimează prin calcularea unor parametrii definiţi în standarde (ISO 4287). Definirea şi calcularea celor mai utilizaţi se poate vedea în tabelul 6.1. De multe ori se utilizează linia medie a profilului, care este linia ce împarte profilul astfel încât în limitele lungimii de bază, suma pătratelor abaterilor profilului să fie minimă. � � � � � � � � � � �
Parametri de rugozitate (selecţie ISO 4287-1998) � � � � � � � � � � � � � � � � � � � � � �� �� �� �
� �- înălţimea maximă a
profilului – distanţa dintre cel mai înalt vârf şi linia medie în limitele lungimii de referinţă. � �
– adâncimea maximă a profilului - distanţa maximă dintre punctul corespunzător celui mai adânc gol şi linia medie, în limitele lungimii de referinţă. � �
– lăţimea maximă a profilului – distanţa dintre cel mai înalt vârf şi cel mai adânc gol. � �
� � – abaterea medie aritmetică
a profilului – valoarea medie a modulului abaterilor profilului faţă de linia medie. Este cel mai utilizat parametru de rugozitate. � �
� �
– înălţimea în zece puncte a profilului – media valorilor absolute ale înălţimilor celor mai de sus cinci proeminenţe âncimilor celor mai de jos cinci goluri în limitele lungimii de referinţă (ISO 4287:1998)
tttt
t
vvvv
0
1( )
rl
r
Ra z x dxl∫=
Rvv vv � � � � � � � �

� � � � � � � � � � � � � � � � � � � �
101
Rq
Rq – Rugozitatea medie pătratică – abaterea standard a distribuţiei înălţimilor profilului.
Rugozitatea este caracterizată de neregularităţile inerente procesului de producţie, cauzate de factorii care contribuie la prelucrarea suprafeţei, cum ar fi aşchierea, ruperea şi oboseala suprafeţei.
Ondulaţia (W) este cauzată de abateri ale componentelor maşinilor sau ale celorlalţi factori care contribuie la fabricaţie, vibraţii de frecvenţă scăzută ale piesei sau ale sculei, ghidare sau echilibrare greşită a elementelor maşinilor unelte, ascuţire greşită a sculei etc.
Profilul elementar (P) este cauzat de imprecizii ale elementelor maşinilor ca erori ale componentelor de mişcare ale maşinilor unelte sau ale fixării piesei.
Acest capitol se concentrează asupra parametrilor de rugozitate, dar trebuie menţionat că pentru fiecare definiţie este şi una pentru W (ondulaţii) sau P (profil elementar) în concordanţă cu ISO 4287:1998.
Valorile parametrilor de rugozitate sunt standardizate şi indicate tabelar. În tabelul 6. 2. se prezintă aceste valori, făcându-se menţiunea că valorile marcate sunt cele preferenţiale. � � � � � � � � � � �
Valori numerice ale parametrilor de rugozitate recomandate de ISO 4287
0,025 0,080 0,25 0,80 2,5 8,0 25 80 250 800
0,032 0,100 0,32 1,00 3,2 10,0 32 100 320 1000 0,040 0,125 0,40 1,25 4,0 12,5 40 125 400 1250
0,050 0,160 0,50 1,60 5,0 16,0 50 160 500 1600 0,063 0,20 0,63 2,0 6,3 20 63 200 630 -
2
0
1( )
lr
r
Rq z x dxl
= ∫

� � � � � � � � � � � � � � � � � � � �
102
În tabelul 6.3. se indică intervale de valori pentru rugozitatea medie Ra indicate de literatura de specialitate [Şte.99]. Aceste valori sunt orientative ele fiind folosite atunci când nu există date mai precise privind alegerea valorilor parametrilor de rugozitate (prima valoare reprezintă calitatea arborilor iar cel de al doilea calitatea alezajelor). � � � � � � � � � � �
Valori recomandate pentru Ra [ŞTE.99]
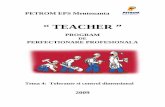
De asemenea literatura de specialitate indică diferite nomograme de conversie între parametrii de rugozitate, cel mai frecvent între Ra şi Rz. În figura 6.5. se prezintă o astfel de nomogramă [OSA.99]. În figura 6.6 se prezintă o nomogramă pentru determinarea valorii optime a rugozităţii Ra în funcţie de precizia piesei respective.

� � � � � � � � � � � � � � � � � � � �
103
Există indicaţii privind alegerea valorilor numerice pentru lungimea de bază pe care se măsoară rugozitatea. Acestea trebuie să se aleagă din următorul şir de valori: 0,08; 0,25; 0,8; 2,5; 8; 25.
� � � � � � � � Corelarea Ra - Rz [OSA.99].
În ceea ce priveşte corelarea Ra - Rz , există şi alte relaţii empirice, aproximative, aşa cum este relaţia 6.1.
Rz = 4,5Ra0,97 [6.1]
� � � � � � � � � � � � � � � � � � � � � �� � � � � � � � � � � � � � � � � � � � � � � � �� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �� � � � � �
� � � � � � �� �� ���
� � � � �

� � � � � � � � � � � � � � � � � � � �
104
� � � � � � � � Nomogramă pentru determinarea valorilor parametrului Ra
[OSA.99].
Toleranţa fundamentală ISO [µm]
Dim
ensi
unea
[m
m]
Treapta de toleranta ISO

� � � � � � � � � � � � � � � � � � � �
105
� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �
Prescrierea valorilor parametrilor de rugozitate în desenele de execuţie este o problemă deosebit de importantă, cu implicaţii majore în ceea ce priveşte funcţionarea corectă a piesei respective dar şi asupra costurilor de fabricaţie ale acesteia. La prescrierea rugozităţii unei suprafeţe trebuie să se aibă în vedere rolul funcţional al suprafeţei respective, toleranţele dimensionale dar nu în ultimul rând posibilităţile de execuţie. Corelarea dintre valoarea rugozităţii şi toleranţele dimensionale trebuie făcută în special la acele suprafeţe care formează ajustaje, analizându-se tipul ajustajului precum şi solicitările la care acesta este supus. În general în cazul ajustajelor se recomandă alegerea mărimii rugozităţii la aceeaşi valoare pentru ambele piese care formează ajustajul. La ajustajele cu strângere este indicată alegerea unei rugozităţi cât mai mici, datorită faptului că în timpul montajului, microneregularităţile de dimensiuni mai mari pot fi aplatisate, influenţându-se caracterul ajustajului. Alegerea rugozităţii trebuie făcută în strânsă legătură cu clasa de precizie a ajustajului, influenţa rugozităţii fiind cu atât mai mare cu cât clasa de precizie este mai mică. Pentru suprafeţe intens solicitate la oboseală, alegerea unei valori a rugozităţii mai mici este esenţială, golurile dintre neregularităţi putând constitui amorse de fisurare ce duc la ruperea la oboseală. În cazul suprafeţelor de frecare între care se găseşte un lubrifiant, trebuie avută în vedere prescrierea unei valori maximale a rugozităţii, astfel încât suma înălţimilor neregularităţilor celor două suprafeţe să fie mai mică decât grosimea peliculei de lubrifiant. Valoarea rugozităţii are influenţă directă asupra durabilităţii, neregularităţile suprafeţei constituind amorse de gripare, rupere, fisurare sau coroziune. Valoarea maximă a rugozităţii poate să ajungă până la 20% din toleranţa dimensională. Nu în ultimul rând trebuie avută în vedere influenţa rugozităţii asupra designului piesei, suprafaţă cu rugozitate mai mică având un aspect lucios, plăcut, contribuind la ridicarea aspectului comercial al piesei respective. Obţinerea unei suprafeţe mai fine, mai îngrijit prelucrate, are însă un efect direct asupra măririi costurilor de fabricaţie. Rezultă deci că la prescrierea valorii rugozităţii unei

� � � � � � � � � � � � � � � � � � � �
106
suprafeţe, trebuie analizată o serie de factori, astfel încât să nu se impună execuţiei condiţii mai severe decât cele strict necesare realizării conforme a produsului. � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � Suprafeţele a căror rugozitate este indicată pe desenele de execuţie se consideră că sunt în stare finită din punct de vedere al prelucrării, inclusiv cu tratamente termice, termochimice sau acoperiri electrochimice, însă înainte de vopsire, lăcuire sau acoperire decorativă. Simbolul utilizat pentru indicarea valorii rugozităţii este prezentat în figura 6.6.a, alături fiind alte variante posibile.
� � � � � � � � Cele trei variante ale simbolului de bază pentru indicarea rugozităţii pe desenele de execuţie
Simbolul din figura 6.6.b. se utilizează in cazurile în care se doreşte indicarea explicită "suprafaţă obţinută prin îndepărtare de material". Simbolul din figura 6.6.c. se utilizează pentru situaţiile în care îndepărtarea de material este interzisă. Alături de simbolul fundamental (una dintre cele trei variante prezentate mai sus) se înscrie valoarea parametrului de rugozitate prescris sau valorile limită admise, acolo unde este cazul (fig. 6.7.a şi b.). de asemenea mai pot fi înscrise şi alte indicaţii privind realizarea sau măsurarea valorii parametrului de rugozitate prescris (fig.6.7.c.).
� � � � � � � � Indicarea valorii parametrului de rugozitate prescris
a. b. c.
Ra1,6
Ra1,6 Ra0,8
a
b
c (f) d e
a. b. c.

� � � � � � � � � � � � � � � � � � � �
107
În figura 6.7.c. s-au folosit următoarele notaţii: a. Valoarea numerică a parametrului de rugozitate precedată
de simbolul acesteia. Exemplu: Ra3,2, Rz100. b. Specificarea procedeului de fabricaţie, indicaţii privind
tratamentul termic, termochimic, acoperire sau alte condiţii referitoare la fabricaţie. Exemplu:
� � � � � � � � Exemple de indicare a rugozităţii suprafeţei
c. Înălţimea ondulaţiei, în micrometri, precedată de simbol sau de valoarea numerică a lungimii de bază în milimetri. d. Simbolul orientării neregularităţilor (tab. 6.4.) e. Valoarea numerică a adaosului de prelucrare f. Valoarea numerică a unui alt parametru de rugozitate, în
micrometri, precedată de simbolul acestuia.
� � � � � � � � Exemplu de indicare a valorii rugozităţii
Dacă este cazul se poate simboliza, aşa cum se vede în figura 6.9., orientarea neregularităţilor suprafeţei, acestea fiind de fapt urmele lăsate de scula aşchietoare pe suprafaţa piesei. În tabelul 6.4. se indică simbolurile standardizate pentru orientarea acestor urme de aşchiere.
Rectificat
Ra0,8
Fe/Ni 20
Ra0,4
Frezat
Ra6,3
Fe/Ni 10 b Cr r
Ra3,2 0,8 Rz16
⊥⊥⊥⊥
Suprafaţă acoperită electochimic cu nichel şi crom având rugozitatea Ra 3,2 µm şi Rz maxim 16 µm, cu striaţii perpendiculare faţă de direcţia de măsurare, lungimea de bază fiind 0,8 mm.

� � � � � � � � � � � � � � � � � � � �
108
� � � � � � � � � � � Simbolizarea direcţiilor urmelor de aşchiere � � �� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �� �
Paralel cu planul de proiecţie a suprafeţei simbolizate
� � ⊥⊥⊥⊥
Perpendiculară pe planul de proiecţie a suprafeţei simbolizate
� �
Încrucişat, înclinată faţă de planul de proiecţie a suprafeţei simbolizate
� �
În mai multe direcţii
� �
Aproximativ circula-ră şi concentrică faţă de centrul suprafeţei simbolizate
� �
Aproximativ radială faţă de centrul su-prafeţei simbolizate
Direcţia striaţiilor
Direcţia striaţiilor
Direcţia striaţiilor

� � � � � � � � � � � � � � � � � � � �
109
ISO 1302 prevede că indicarea rugozităţii pe desene se face doar o singură dată pentru o suprafaţă şi numai pe una din proiecţiile piesei reprezentate, dacă este posibil acolo unde sunt indicate cotele dimensionale ale suprafeţei respective. Simbolurile se dispun astfel încât să poată fi citite de jos în sus şi din dreapta desenului, în limitele înclinării admise, fără a fi întrerupte sau întretăiate de linii de cotă sau ajutătoare (fig. 6.10).
� � � � � � � � � Amplasarea simbolurilor de indicarea a valorii rugozităţii
Dacă un număr mic din suprafeţele unei piese au altă rugozitate (faţă de celelalte care au toate aceiaşi rugozitate), aceasta se indică explicit pe suprafeţele respective. Notarea rugozităţii majorităţii suprafeţelor se specifică pe desen, după care, între paranteze se trece simbolul rugozităţii. Acesta semnifică faptul că toate suprafeţele a căror stare nu este indicată pe piesă au aceeaşi rugozitate şi anume cea din faţa parantezei (fig. 6.11).
� � � � � � � � � Piese la care majoritatea suprafeţelor au aceiaşi valoare a
rugozităţii
� �

� � � � � � � � � � � � � � � � � � � �
110
Pentru suprafeţe care formează ajustaje, reprezentate asamblat, rugozitatea se indică pentru fiecare dintre suprafeţele respective, chiar dacă aceasta este identică pentru ambele suprafeţe (fig. 6.12.)
Fig. 6.12. Notarea stării suprafeţelor care formează ajustaje
1
2
Ø90 k7
Ø90 H7
Ra3,2
Ra1,6