Cap 5 - Sisteme Avansate de Productie
24
5. SISTEME AVANSATE DE PRODUC|IE Problematica dezvolt[rii ]n continuare a produc\iei de bunuri a fost subiectul multor dezbateri, lucr[rii =i teorii care, ]ntr-o form[ sau alta presupun o reducere drastic[ a acesteia ]n favoarea produc\iei =i valorific[rii informa\iei. Sub diverse denumiri - <epoca tehnotronic[> (Zbigniew Brzezinscki), <societatea supraindustrial[> (Alvin Tofler), <societatea postindustrial[> (Daniel Bell), se reg[sesc acelea=i idei esen\iale care, av`nd la baz[ muta\iile profunde provocate de revolu\ia tehnico- =tiin\ific[ actual[, prev[d declinul industriei =i reducerea rolului for\ei de munc[ productive. }n prezent asist[m la o revizuire a acestor teorii at`t pe plan teoretic c`t =i practic. F[r[ a nega rolul dinamizator pe care ]l au ]n prezent electronica, informatica =i sistemele de calcul electronic autori de prestigiu (St. Cohen, J. Zysman _ The myth of the post-industrial economy, 1987) analiz`nd principalele caracteristici =i tendin\e ale sistemelor economice actuale, subliniaz[ faptul c[ acestea nu vor putea fi pe de-a-ntregul informa\ionale sau post industriale. Produc\ia de bunuri se va men\ine deoarece se vor men\ine nevoile obi=nuite ale oamenilor: ]mbr[c[minte, locuin\e, alimente etc., nepun`ndu-se problema unui sistem economic care s[ produc[ =i s[ valorifice numai informa\ie. }n acest context se poate afirma c[ produc\ia de bunuri va continua dar vor avea loc modific[ri profunde care nu vor mai fi compatibile cu concep\iile =i metodele actuale de produc\ie. Principala transformare a mediului economic, care impune sistemelor de produc\ie un continuu proces de adaptare, const[ ]n accentuarea fenomenului de <nevoi strict individualizate>.
-
Upload
alexalivia -
Category
Documents
-
view
695 -
download
3
Transcript of Cap 5 - Sisteme Avansate de Productie

5. SISTEME AVANSATE DE PRODUC|IE
Problematica dezvolt[rii ]n continuare a produc\iei de bunuri a
fost subiectul multor dezbateri, lucr[rii =i teorii care, ]ntr-o form[ sau
alta presupun o reducere drastic[ a acesteia ]n favoarea produc\iei =i
valorific[rii informa\iei.
Sub diverse denumiri - <epoca tehnotronic[> (Zbigniew
Brzezinscki), <societatea supraindustrial[> (Alvin Tofler), <societatea
postindustrial[> (Daniel Bell), se reg[sesc acelea=i idei esen\iale care,
av`nd la baz[ muta\iile profunde provocate de revolu\ia tehnico-
=tiin\ific[ actual[, prev[d declinul industriei =i reducerea rolului for\ei de
munc[ productive.
}n prezent asist[m la o revizuire a acestor teorii at`t pe plan
teoretic c`t =i practic. F[r[ a nega rolul dinamizator pe care ]l au ]n
prezent electronica, informatica =i sistemele de calcul electronic autori
de prestigiu (St. Cohen, J. Zysman _ The myth of the post-industrial
economy, 1987) analiz`nd principalele caracteristici =i tendin\e ale
sistemelor economice actuale, subliniaz[ faptul c[ acestea nu vor putea fi
pe de-a-ntregul informa\ionale sau post industriale. Produc\ia de bunuri
se va men\ine deoarece se vor men\ine nevoile obi=nuite ale oamenilor:
]mbr[c[minte, locuin\e, alimente etc., nepun`ndu-se problema unui
sistem economic care s[ produc[ =i s[ valorifice numai informa\ie.
}n acest context se poate afirma c[ produc\ia de bunuri va continua
dar vor avea loc modific[ri profunde care nu vor mai fi compatibile cu
concep\iile =i metodele actuale de produc\ie.
Principala transformare a mediului economic, care impune
sistemelor de produc\ie un continuu proces de adaptare, const[ ]n
accentuarea fenomenului de <nevoi strict individualizate>.

cap.5 Sisteme avansate de produc\ie
217
Problema principal[ a noilor sisteme de produc\ie, denumite
<avansate> (SAP - sisteme avansate de produc\ie) const[ ]n a r[spunde
acestor nevoi ]n condi\ii de eficien\[ =i timp de r[spuns minim.
Astfel sistemele avansate de produc\ie se vor constitui ]ntr-o
sintez[ a celorlalte dou[ tipuri de sisteme de produc\ie: de tip
manufacturier =i de tip ma=inist prin urm[toarele caracteristici generale:
- factorul uman ]=i recap[t[ rolul avut ]n primul caz, ]n\eleg`ndu-se
faptul c[ <oamenii fac competitiv[ o ]ntreprindere>;
- ma=inile, utilajele, sistemul de fabrica\ie ]n ansamblu, de tip flexibil,
permite realizarea unor produse unicat dup[ principiile produc\iei de
serie mare =i mas[, deci cu costuri reduse =i productivitate ridicat[;
- tehnica de calcul =i produsele software devin elemente cheie ale noii
structuri, asigur`nd coordonarea =i conducerea procesului de produc\ie;
- ]ntreaga activitate este privit[ sistemic, toate compartimentele fiind
integrate organic =i subordonate \elului comun.
5.1 Transform[ri structural calitative ale bazei tehnice ]n
perspectiva SAP
Elementele principale ale bazei tehnice le constitue ma=inile
unelte cu comand[ numeric[, centrele de prelucrare, manipulatoarele,
robo\ii, transportoarele automate care conduc la:
A. SFF - sisteme flexibile de fabrica\ie;
B. CIM - sisteme de produc\ie integrate prin intermediul
calculatorului (Computer Integrated Manufacturing).
A. SFF nu constitue o solu\ie universal[, aplicabil[ ]n orice
condi\ii, ci un mod de r[spuns la un anumit tip de cerin\[.
Supraestimarea importan\ei acestui tip de sistem de fabrica\ie =i

INGINERIA SISTEMELOR DE PRODUC|IE
218
adoptarea ideii c[ prin flexibilizarea fabrica\iei se rezolv[ automat toate
problemele unei produc\ii modeerne, nu poate avea ca rezultat dec`t
dotarea cu utilaje foarte sofisticate care s[ func\ioneze cu o eficien\[
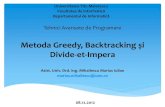
economic[ mai mic[ dec`t a celor pe care le-au ]nlocuit. Rolul SFF ]n
cadrul sistemelor avansate de produc\ie poate fi ]n\eles din analiza
prezentat[ ]n figura 5.1. Se observ[ c[ SFF devine eficient doar ]n
anumite limite, atunci c`nd se realizeaz[ serii scurte sau medii de
fabrica\ie, care se repet[ frecvent ]n timp.
Implementarea unui astfel de sistem de fabrica\ie trebuie s[ \in[
seama de costul lor foarte ridicat =i de economia realizat[ prin eliberarea
for\ei de munc[ umane (care ]n cadrul unor economii ]n tranzi\ie
constitue un impediment major, av`ndu-se ]n vedere nivelul foarte sc[zut
a costurilor cu for\a de munc[ - salariile).
Fig. 5.1
B. Sistemul CIM - de produc\ie integrat[ cu ajutorul calculatorului
- este un sistem de pproduc\ie cu bucl[ de reglare ]nchis[, pentru care

cap.5 Sisteme avansate de produc\ie
219
]ntr[rile sunt comenzile generale, iar ie=irile - produsele finite, expediate
]n momentul cerut de beneficiari.
Sistemul poate fi complet automatizat: sistemul informatic
coordoneaz[ =i conduce ]ntregul proces productiv, de la proiectare,
]ntocmirea specifica\iilor de materiale, transportul =i manipularea
acestora, p`n[ la fabricarea proprizis[ =i expedierea produselor.
}n aceste condi\ii for\a de munc[ va fi folosit[ ]n special ]n
procesele informa\ionale =i cele legate de men\inerea sistemului de
produc\ie ]n stare de func\ionare.
Structura CIM trebuie s[ aib[ ]n vedere toate activit[\ile cerute de
procesul de produc\ie. O astfel de structur[ cuprinde:
CAD + CAT
CAD - proiectare asistat[ de calculator (Computer Aided Desing)
- ]nglobeaz[ seturi de programe de calcul specifice urm[toarelor
activit[\i:
- efectuarea calculelor inginere=ti de proiectare;
- realizarea de schi\e, planuri =i proiecte;
- elaborarea specifica\iei de materiale =i materii prime;
- proiectarea =i realizarea documenta\iei tehnologice;
- evaluarea costurilor de produc\ie.
CAT - testare =i verificare asistat[ de calculator (Computer Aided
Testing) cuprinde seturi de programe pentru:
- simularea pe calculator a condi\iilor de lucru;
- sinteze grafice pentru reproiectarea unor modele;
- analiza =i selec\ia variantelor optime.
Sistemul CAT u=ureaz[ =i simplific[ munca de testare, nemaifiind
necesare experine\e costisitoare =i de lung[ durat[.
Importan\a sistemelor CAD + CAT trebuie apreciat[ prin faptul
c[, de=i cheltuielile de proiectare nu reprezint[ dec`t 5 ... 6 % din

INGINERIA SISTEMELOR DE PRODUC|IE
220
cheltuielile totale de produc\ie, deciziile adoptate ]n aceast[ faz[ a
procesului de produc\ie antreneaz[ aproximativ 85 % din resursele
productive.
CAL + CAP + CFP
Planificarea, pregatirea si controlul fabricatiei se realizeaza prin
intermediul urmatoarelor sisteme:
CAL - aprovizionarea si desfacerea asistata de calculator
(Computer Aided Logistic) este asigurata prin:
- lansarea de ordine de intrare/iesire a materialelor si materiilor prime
necesare/produse finite;
- planificarea si distribuirea mijloacelor de productie necesare ;
- controlul calitatiiproduselor finite.
CAP - pregatirea si programarea fabricatiei asistata de calculator
(Computer Aided Planing), contine pachetele de programare pentru:
- lansarea bonurilor de materiale, a fiselor de insotire (manopera)si a
documentatiei tehnologice de executie;
- pregatirea si planificarea capacitatii existente;
- lansare in fabricatie a SDV-urilor necesare.
CFP - activitatea financiar-contabila asistata de calculator
(Computer Financial Planing), cuprinde pachete de programe pentru:
- evidentele financiar-contabile;
- calculul costurilor si preturilor;
- gestiunea stocurilor.
Prelucrarea rapida a datelor (informatiei) intr-un sistem de calcul
integrat permite reducerea ciclului de fabricatie prin scurtarea fazei
pregatitoare. Se pot adopta variante optime prin simularea costurilor
inc[ din faza de planificare =i pregatire.

cap.5 Sisteme avansate de produc\ie
221
CAM - fabricarea asistat[ de calculator Computer Aided
Manufacturing) - partea central[ a sistemului CIM integreaza
activitatiile:
- deplasarea, stocarea si urmarirea materialelor pe fluxul de fabricatie;
- conducerea directa a masinilor si utilajelor (MCN, roboti,
manipulatori);
- controlul calitatii dupa fiecare faza de fabricatie.
Utilizarea MCN -masinilor de comanda numerica, controlate de
calculatorul central sau local, permite prelucrarea unor piese complexe
]ntr-un timp scurt, elimin`ndu-se fazele transpunerii programelor pe
suport material, iar trecerea de la un tip de pies[ la altul se face rapid
astfel ]nc`t este posibil[ atingerea unui grad mare de flexibilitate.
Procesul de produc\ie din construc\ia de ma=ini caracterizat prin
discontinuitate cap[t[ astfel un pronun\at caracter de flux continuu.
Sistemul CAM are o structur[ piramidal[, fiind ierarhizat ]n
func\ie de subsistemul condus: fabric[, sec\ie, atelier, punct de lucru.
Pentru o conducere optim[ a procesului de fabrica\ie, op\iunile de
operare la fiecare nivel ierarhic pot fi utilizate ]n orice combina\ie.
Aceea=i informa\ie poate fi afi=at[ la mai multe posturi de operare =i
astfel se poate controla procesul de fabica\ie din mai multe puncte. }n
vederea elimin[rii suprapunerilor, se incorporeaz[ priorit[\i , asigur`ndu-
se accesul ]n mod univoc. Priorit[\ile de operare direct[ cresc cu
apropierea de punctul de lucru.
CC - calculatorul central asigur[ leg[turi func\ionale ]ntre toate
sta\iile de operare, realiz`nd, prin intermediul unei re\ele de comunica\i,
trasnsferul de date (informa\ie, comenzi) privind urm[toarele:
- nivelul parametrilor sistemului de fabrica\ie;
- acumulare de date de la sta\iile de operare;
- optimizarea proceselor la nivel local;

INGINERIA SISTEMELOR DE PRODUC|IE
222
- dialoguri cu sistemele CAD, CAT, CAL, CAP;
- semnalarea defec\iunilor, localizarea =i diagnoza lor =i emiterea
instruc\iunilor (comenzi) necesare pentru restabilirea lor la func\onarea
normal[ a sistemului.
Fiabilitatea CIM trebuie s[ fie foarte ridicat[, deoarece conducerea
direct[ a ma=inilor se realizeaz[ f[r[ interven\ia operatorului uman.
Aceast[ fiabilitate se ob\ine prin:
- func\ionarea automat[ a sta\iilor de operare (fa\[ de unitatea central[);
- asigurarea unui grad de redundan\[ care s[ permit[ func\ionarea
sistemului dac[ anumite elemente se defecteaz[;
- func\ionarea independent[ =i autonom[ a modeulelor de interfa\[.
Redundan\a trebuie asigurat[ func\ional la toate nivelurile:
calculator central, sta\ie de proces, re\ea de comunic\ie, sistem de
alimentare. La nivelul sta\iilor de proces, redundan\a este asigurat[ prin
existen\a unor modeule care dubleaz[ unitatea central[ de procesare,
modulul de cuplare cu re\eua de comunica\ii etc. Unitatea central[ de
procesare redundant[ con\ine acelea=i programe ca =i cea func\ional[ =i
stocheaz[ ]n memorie toate datele curente ]n cicluri temporale
prestabilite. }n caz de defec\iune, modulele redundante intr[ automat ]n
func\iune, semnaliz`nd totodat[ acest lucru calculatorului central.
Punerea la punct =i implementarea unui sistem CIM este dificil[ =i
dureaz[ o mare perioad[ de timp (4 ... 5 ani). Acest lucru se realizeaz[ ]n
mai multe etape: introducerea sistemelor CAD, CAT, CAP, CAM etc.
urmate de integrarea lor ]n sistemul CIM. Etapa integratoare este cea mai
complicat[, reclam`nd fonduri mari de investi\ii, oprirea fabrica\iei =i
adoptarea de noi metode de conducere.

cap.5 Sisteme avansate de produc\ie
223
5.2 Rolul factorului uman ]n perspectiva SAP
Fa\[ de sistemele de produc\ie conven\ionale ]n care for\a de
munc[ avea rol strict de execu\ie a unor sarcini bine stabilite =i
determinate, ]n sistemle avansate de produc\ie aprecierea individual[ =i
colectiv[ se face pe baza prestigiului profesional care devine =i
elementul motiva\ional predominant.
SAP implic[ o descentralizare ]n luarea deciziilor, plasarea
responsabilit[\ilor c`t mai aproape de locul ]n care sunt efectuate
activit[\ile productive. Aceasta ]nseamn[ mai mult[ autoritate la nivelul
echipelor de lucru formate din 5 ... 7 membri =i care se ocup[
concomitent cu sarcinile productive, de calitate, costuri, siguran\a
muncii.
Datorit[ acestor elemente a fost posibil[ introducerea conceptului
de <]mbun[t[\ire continu[> (KAIZEN - ]n japonez[) care presupune ca
fiecare om, la locul de munc[, s[ fac[ propuneri de ]mbun[t[\ire a
produsului sau a procesului productiv.
Prin introducerea SAP (CIM =i SFF) se reduce num[rul de
personal direct productiv, dar concomitent, spore=te nivelul de calificare
=i cuno=tin\e, pun`ndu-se problema, chiar, a priorit[\ii <capitalului
intelectual> fa\[ de cel clasic.
Devine evident c[ f[r[ o preocupare permanent[ =i riguroas[
pentru preg[tirea =i perfec\ionarea for\ei de munc[, SAP nu pot
func\iona ]n condi\ii bune. Ca urmare problemele care se impun a fi
analizate sunt:
- modific[rile structurii profesionale =i de calificare a for\ei de
munc[;
- cerin\ele =i exigen\ele preg[tirii profesionale.

INGINERIA SISTEMELOR DE PRODUC|IE
224
A. Implementarea SAP bazate pe microelectronic[, ]n spe\[
robotizarea =i automatizarea genereaz[ procese =i fenomene cu efecte
contradictorii ]n evolu\ia con\inutului muncii, ]n structura profesional[ =i
de calificare a for\ei de munc[, astfel:
A1. Diminuarea rolului muncii fizice, a celei necalificate
monoton], grea =i periculoas[ =i cre=terea ]n importan\[ a muncii
intelectuale.
A2. Cre=terea gradului de standardizare =i tipizare a proceselor de
munc[: meseriile =i profesiile operative cap[t[, ]n condi\iile
automatiz[rii flexibile =i a robotiz[rii, un con\inut de supraveghere,
control =i paz[ a func\ion[rii =i integrit[\ii utilajelor, care execut[
]ntreaga gam[ de opera\ii =i lucr[ri ]ntr-un ritm =i cu o frecven\[
imposibil de realizat pe calea proceselor manual mecanizate.
A3. Apari\ia de noi meserii =i profesiuni, grupate pe trei mari
categorii de personal:
a) ingineri =i tehnicieni ]n domeniile electronicii, mecanicii,
sistemelor de control, sistemelor de produc\ie;
b) inginerii, tehnicieni =i anali=ti de sistem califica\i ]n domeniul
logicii sistemelor =i al software - lui;
c) muncitori califica\i, de tip contemporan, ]n domeniul prelucr[rii
datelor, regl[rii, repar[rii =i ]ntre\inerii sistemelor automatozate.
A4. Integrarea accentuat[ a meseriilor =i profesuinilor ]n echipe de
mici dimensiuni cu caracter multidisciplinar. Trecerea de la
<specializarea> caracteristic[ proceselor de produc\ie mecanizate la
<polivalen\a> muncitorului, posesor al unei diversit[\i de aptitudini =i
cuno=tin\e, m[re=te flexibilitatea resurselor umane. Se modific[
semnifica\ia indicatorilor cu care se apreciaz[ nivelul de calificare:
nivelul de =colarizare devine indicator principal cu reducerea

cap.5 Sisteme avansate de produc\ie
225
considerabil[ a importan\ei indicatorului/criteriului experine\[
profesional[.
B. }n condi\iile ]n care decalajul dintre evolu\ia tehnicii =i nivelul
de calificare al for\ei de munc[ este ]n continu[ cre=tere, formarea
profesional[ a for\ei de munc[ devine un proces ne]ntrerupt care trebuie
s[ ocupe 10 ... 15% din timpul de munc[ al lucr[torului.
De asemenea, av`nd ]n vedere c[ pe parcursul vie\ii active
lucr[torul va trebui s[-=i schimbe de cel pu\in dou[ sau trei ori meseria,
preg[tirea permanent[ devine o condi\ie esen\ial[.
}n privin\a educa\iei =i form[rii profesionale se apreciaz[ c[,
pentru a face fa\[ progresului tehnic =i tehnologic, sistemul de
]nv[\[m`nt are nevoiede o strategie grupat[ ]n jurul a trei direc\ii
principale:
a) modernizarea ]nv[\[m`ntului =tiin\ific =i tehnic =i edificarea
unei culturi tehnologice bazat[ pe utilizarea calculatorului =i pe
st[p`nirea noilor tehnologii;
b) transformarea sistemelor de ]nv[\[m`nt =i de formare astfel
]nc`t ele s[ fie ]n m[sur[ s[ anticipeze pentru a deveni factor de inovare
=i progres tehnic; acest lucru este posibil prin ]ncurajarea fiec[rui individ
s[ <]nve\e arta de a ]nv[\a>;
c) sporirea flexibilit[\ii sistemelor de educa\ie =i formare
profesional[ prin colaborarea cu industria =i institu\iile specializate ]n
elaborarea noilor tehnici =i tehnologii; reexaminarea periodic[ a
programelor pentru ca acestea s[ reflecte exigen\ele economice ]n
materie de calificare, cuno=tiin\e =i comportament.

INGINERIA SISTEMELOR DE PRODUC|IE
226
5.3 Metode de conducere, organizare =i asigurarea calit[\ii
specifice SAP
5.3.1 Metoda <exact la timp> - JIT (Just In Time)
Metoda denumit[ =i <zero stocuri> (KANBAN) are la baz[ ideea
reducerii cantit[\ii de munc[ trecut[ ]nmagazinat[ ]n stocurile de materii
prime, materiale, piese, subansamble =i implicit reducerea global[ a
costurilor aferente men\inerii acestor stocuri, indiferent de volumul
produc\iei.
Minimizarea stocurilor are loc concomitent cu sporirea calit[\ii
produselor.
Aplicarea metodei se face pe dou[ planuri distincte:
A. ]n interiorul sistemului productiv;
B. ]n rela\iile cu furnizorii.
A. Metoda se bazeaz[ pe principiul <cerere - tragere> a
subansamblelor =i pieselor de la centrele de fabrica\ie (sec\ii, ateliere)
anterioare celui de montaj. Ordine de fabrica\ie prime=te doar ultimul
centru (sec\ia sau atelierul de montaj). Aceasta este deosebirea esen\ial[
fa\[ de sistemul ma=inist care se bazeaz[ pe principiul <]mpingerii>
]nainte a pieselor f[r[ a interesa faptul dac[ ele vor intra ]n produsul finit
gata de expediere sau se va stoca ]n magazii.
Fiecare pies[ este produs[ doar pentru a satisface o cerere care
vine de la urm[torul loc de munc[, deci orice activitate ]n ]ntreprindere
este dictat[ de sec\ia (atelierul) de montaj. Acesta este =i punctul de unde
]ncepe implementarea metodei JIT. Pentru aceasta este nevoie ca
procesul de fabrica\ie s[ fie ra\ionalizat =i simplificat, ]n primul r`nd prin
eliminarea stocurilor intermediare dintre sec\ii =i a stocurilor de produse
finale.

cap.5 Sisteme avansate de produc\ie
227
Se produce =i se livreaz[ produse finite doar la cererea unui
beneficiar.
Metoda impune o calitate irepro=abil[ a produselor, deoarece orice
pies[ se execut[ numai ]n cantitatea necesar[ =i neexist`nd stocuri
intermediare, piesele defecte vor compromite produc\ia finit[ zilnic[.
B. A doua etap[ a implement[rii metodei JIT se refer[ la rela\iile
cu furnizorii care trebuiesc convin=i s[ livreze produse de calitate, ]n
loturi mici, zilnic.
5.3.2 Metoda de conducere prin costuri
Metoda analizeaz[ costurile ]n toate etapele de realizare a
produsului =i cu prec[dere ]n etapa de proiectare. Compartimentele
financiar contabile trec de la un rol pasiv, de inregistrare, control =i
informare la unul activ , de participare la cre=terea competitivit[\ii pe
ansamblu a firmei. Rolul inginerilor proiectan\i =i tehnologi este
principal ]n reducerea costurilor =i prin colaborarea cu aceste
compartimente.
Etapele de aplicare a metodei sunt urm[toarele:
1. Stabilirea caracteristicilor minime (tehnice, func\ionale, design
etc.) necesare noului produs.
2. Stabilirea <pre\ului de v`nzare \int[> pe baza unei prognoze
care avalueaz[ pre\urile ce vor fi practicate pe un anumit segment de
pia\[ sau ]ntr-o anumit[ zon[ geografic[. <Pre\ul \int[> reflect[ planurile
strategice ale firmei de a ob\ine un anumit profit din v`nzarea unui
anumit produs.

INGINERIA SISTEMELOR DE PRODUC|IE
228
Nu se dezvolt[ noi produse doar pentru a utiliza capacit[\ile de
produc\ie de care se dispune, ci pentru a le vinde cu succes pe o pia\[
prestabilit[.
3. Stabilirea unui <profit marginal minim>.
4. Diferen\a dintre <pre\ul \int[> =i <profitul minim> reprezint[
<costul acceptabil> de produc\ie pentru noul produs.
5. Compartimentele specializate calculeaz[ <costul practic> de
produc\ie bazat pe tehnologiile curente, consumurile normate,
standardele existente etc.
De obicei costul practic este mai mare dec`t cel acceptabil.
6. Conducerea stabile=te un <cost \int[> ]ntre cele dou[, cost care
devine scopul pentru care lucreaz[ to\i angaja\ii: proiectare,
aprovizionare, produc\ie, financiar contabil.
7. Atingerea costului \int[ devine punct de plecare pentru
reducerea permanent[ a acestuia. Prin motivarea tuturor angaja\ilor se
planific[ diminu[ri lunare a costurilor de produc\ie.
5.3.3 Metode de asigurare a calit[\ii
A. Cre=terea importan\ei calit[\ii produselor; conceptul de
asigurare a calit[\ii
Calitatea produselor - m[sura ]n care complexul de ]nsu=iri ale
acestora (tehnice, economice, sociale =i de utilizare) satisfac cerin\ele
pentru care au fost create - constitue un factor decisiv al competitivit[\ii
unei ]ntreprinderi, ridicarea continu[ a acesteia reprezent`nd un obiectiv
prioritar al oric[rei firme moderne.
Caracteristicile de calitate ale produselor sunt: tehnice, economice,
de exploatare, estetico-ergonomice =i sociale.

cap.5 Sisteme avansate de produc\ie
229
Caracteristicile tehnice - definite de propriet[\ile fizice =i chimice,
de parametrii constructivi, tehnologici =i func\ionali ai produsului - sunt
determinate nemijlocit de solu\iile adoptate ]n activitatea de cercetare =i
proiectare; ele confer[ produsului poten\ial de a satisface, ]ntr-o m[sur[
mai mare sau mai mic[, necesit[\ile consumatorilor.
Caracteristicile economice eviden\iaz[ eforturile necesare fabic[rii
=i exploat[rii produsului (consumuir specifice de fabrica\ie =i exploatare,
pierderi ]n produc\ie, piese de schimb, manoper[ etc.) =i sunt ]n str`ns[
dependen\[ de celelalte caracteristici (]n special tehnice).
Caracteristicile de exploatare definesc u=urin\a =i securitatea
exploat[rii, capacitatea produsului de a func\iona f[r[ defect[ri
(fiabilitate) =i pposibilitatea de a fi men\inut ]n func\iune o anumit[
perioad[ de timp (mentenabilitate). Aceste caracteristici sunt dependente
de cele tehnice =i, de obicei, sunt analizate ]mpreun[.
Caracteristici estetice - specifice laturii emo\ionale pe care o
satisface produsul - se refer[ la culoare, aspect, form[, mod de
prezentare =i ambalare etc.
Caracteristici sociale se refer[ la efecte ca: protec\ia utilizatorului,
toxicitate, nivelul noxelor generate ]n func\ionare etc.
Cerin\ele actuale ale consumatorilor se ]ndreapt[ c[tre produse
superioare calitativ =i se prevede accentuarea acordat[ calit[\ii din
urm[toarele motive:
a) s-a ]n\eles faptul c[ un nivel calitativ superior trebuie asigurat
de c[tre produc[tori, nu pentru a se proteja de eventualele reclama\ii ci
pentru a satisface c`t mai complet cerin\ele consumatorilor;
b) livrarea de produse, ]n condi\iile globaliz[rii este =i va fi strict
reglementat[ de standarde =i norme referitoare la calitate (de exemplu
seria ISO 9000);

INGINERIA SISTEMELOR DE PRODUC|IE
230
c) exinderea sistemelor avansate de fabirc\ie =i a principiilor
acestora impune asigurarea unor standarde ridicate de calitate (v. metoda
JIT).
Problema calit[\ii este deosebit de complex[ deoarece este
rezultatul unei activit[\i care se desf[=oar[ pe o lung[perioad[ de timp,
fiind influen\at[ de diver=i factori care, de multe ori nu au leg[tur[ ]ntre
ei. Din acxcest motiv calitatea trebuie abordat[ global, ]n toate fazele de
realizare a produsului, prin intermediul unor programe de asigurare a
calit[\ii.
Asigurarea calit[\ii se define=te astfel:<ansamblul opera\iunilor
prev[zute =i sistematice care sunt necesare pentru a asigura, la un nivel
de ]ncredere satisf[c[tor, c[ un produs sau o instala\ie func\ioneaz[
conform cerin\elor> (Agen\ia Interna\ional[ pentru Energie Atomic[,
codul 50 - c- QA).
Aceast[ defini\ie are la baz[ trei idei cadru:
a) asigurarea calit[\ii implic[ toate ac\iunile ce pot influen\a
calitatea unui produs, adic[ activit[\ile de cercetare, proiectare, execu\ie,
montaj, ]ncercare =i exploatare;
b) aplicarea concret[ numai a ac\iunilor prev[zute de metodele de
asigurare a calit[\ii, orice ini\iativ[ ]nt`mpl[toare fiind exclus[;
c) prin asigurarea calit[\ii se confer[ un anumit grad de ]ncredere
]n func\ionarea ulterioar[ a produsului.
Orice metod[ de asigurare a calit[\ii are la baz[ urm[toarele patru
principii:
I. Existen\a unei documenta\ii tehnice precise =i detaliate.
II. Existen\a unor mijloace tehnice corespunz[toare at`t pentru
fabrica\ie c`t =i pentru verificare calit[\ii.

cap.5 Sisteme avansate de produc\ie
231
III. Toate organismele implicate trebuiesc integrate ]ntr-o structur[
organizatoric[ bine definit[ care s[ permit[ aplicarea m[surilor de
asigurare a calit[\ii ]n ac\iunile ]ntreprinse.
IV. Posibilitatea dovedirii ac\iunii de asigurare a calit[\ii prin
]ntocmirea =i p[strarea pe o durat[ determinat[ a documentelor necesare.
B. Modalit[\i de abordare a calit[\ii produselor
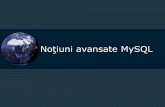
}n tabelul 4.1 se prezint[ modul de con=tientizare, ]n cadrul firmei,
a importan\ei pe care trebuie s[ o aib[ calitatea produselor =i m[surile
necesare care trebuiesc adoptate pentru atingerea etapei corespunz[toare
metodelor evoluate de asigurare a calit[\ii. Dac[ primele dou[ etape pot
fi parcurse ]n mod incon=tient, celelalte trebuie s[ aib[ la baz[ un plan
director, deoarece implementarea metodelor evoluate de asigurare a
calit[\ii se realizeaz[ pe perioade relativ lungi, 4 ... 5 ani =i necesit[
eforturi investi\ionale =i organizatorice.
Modalit[\ile de abordare a problemei calit[\ii sunt :
a) Strategie defensiv[ de men\inere a pozi\iei pe pia\[
Aceasta pune accent pe m[suri de eliminare a defectelor prin
opera\ii de testare, triere, analize, probe, verificarea loturilor de produse
etc. care sunt ]n sarcina serviciului CTC. Rezult[ o <separare” a acestuia
de restul activit[\ilor din ]ntreprindere, el fiind singurul responsabil de
asigurarea calit[\ii.
Aceast[ strategie impune o activitate de service bine pus[ la punct.
Costurile legate de asigurarea calit[\ii sunt mari.
b) Strategie ofensiv[ de cucerire a noi pie\e pe baza unei calit[\i
ridicate ca o component[ major[ a competitivit[\ii.
Aceasta are ]n vedere ]ntreaga gam[ de activit[\i care concur[ la
realizarea produsului: cercetare, proiectare, aprovizionare, fabrica\ie,

INGINERIA SISTEMELOR DE PRODUC|IE
232
desfacere, marketing =i are drept scop prevenirea defectelor =i doar ]n
cazuri excep\ionale eliminarea lor.
C. Costurile calit[\ii
Costurile calit[\ii cuprind toate consumurile materiale =i de munc[
vie care se efectueaz[ de c[tre o unitate productiv[ pentru asigurarea
calit[\ii unui produs. Aceste costuri sunt:
a) Costuri de prevenire a defectelor =i de realizare a fiabilit[\ii,
cuprind costurile pentru:
- elaborarea standardelor de calitate, verificarea calit[\ii proiect[rii
constructive =i tehnologice;
- controlul proceselor;
- prelucrarea suplimentar[ a unor intr[ri necorespunz[toare;
- perfec\ionarea preg[tirii personalului;
- dot[ri necorespunz[toare;
- ambalaje;
- depozitarea =i conservarea materiilor prime =i a produselor;
- recep\ia materialelor;
- controlul pe fluxul de fabrica\ie;
- ]ntre\inerea =i verificarea Sdv – urilor =i AMC – urilor.
b) Costul defectelor, care poate fi:
b1) – interne: valoarea rebuturilordefinitive, a remanierilor =i
verific[rilor de calitate, penalit[\i achitate beneficiarului datorit[ lipsei
de calitate =i pentru stingerea reclama\iilor, alte pierderi (sta\ion[ri de
utilaje, stoc[ri);
b2) – externe: valoarea remedierii defectelro constatate la
beneficiar, cheltuieli cu service –ul ]n perioada de garan\ie, pierderi
datorate trecerii produsului ]n alt[ clas[, alte pierderi (ambalare,
depozitare, transport, declas[ri).

cap.5 Sisteme avansate de produc\ie
233
Tabelul 5.1
Elemente de apreciere
Etapa I INCERTITU-
DINE
Etapa II CON+TI-
ENTIZARE
Etapa III CUNOA+-
TERE
Etapa IV SIGURAN-
|{
Etapa V CERTITU-
DINE A.La nivelul conducerii: - ]n\elegerea de care d[ dovad[ conducerea firmei fa\[ de serviciul CTC; - atitudinea conducerii fa\[ de serviciul CTC
-neacceptarea calit[\ii ca instrument de conducere; - tendin\a de a ]nvinov[\ii serviciul CTC pentru problemele de calitate
- recunoa=terea faptului c[ activitatea de asigurare a calit[\ii poate fi rentabil[; - nu exist[ dorin\a de a aloca timp =i fonduri pentru asigurarea calit[\ii
- se intereseaz[ de metodele de asigurare a calit[\ii; - devine mai ]nclinat[ spre sprijin =i ajutor
-Participare, ]n\elegere absolut[ a faptului c[ asigurarea calit[\ii este o condi\ie a competitivit[\ii
Implementarea =i perfec\ionarea metodelor avansate de asigurare a calit[\ii care devin parte integrant[ a metodelor de conducere
B. La nivelul serviciului de asigurare a calit[\ii: Stadiile de organizare
Calitatea este ascuns[ ]n compartimentele de preg[tire tehnologic[ =i de fabrica\ie. Accent asupra controlului prin apreciere =i sortare
Este numit un conduc[tor mai activ la serviciul CTC Nu sunt c[utate cauzele noncalit[\ii
Serviciul CTC raporteaz[ direct conducerii firmei Seful CTC are un rol ]n conducerea firmei
Seful CTC face parte din conducerea firmei Se raporteaz[ nivelul calit[\ii existent =i se ]ntreprind ac\iuni preventive
Exist[ un director cu calitatea Prevenirea este activitatea principal[ Calitatea este determinat[ de activitatea de concep\ie
C. Modul de tratarea problemelor
Problemele sunt atacate dup[ cum apar; multe lament[ri =i acuza\ii
Sunt constituite comisii pentru atacarea problemelor Nu sunt acceptate solu\ii pe termen lung
S-a stabilit modul de comunicare a ac\iunilor corective. Problemele sunt solu\ionate ]ntr-un mod ordonat
Problemele sunt identificate ]n stadii incipiente
Cu excep\ia unor cazuri ie=ite din comun problemele sunt preventive
D. Costul calit[\ii ca procent din valoarea produc\iei
Raportat: necunoscut Real = 20
Raportat = 3 Real = 18
Raportat = 6 Real = 12
Raportat = 6,5 Real = 8
Raportat = 2,5 Real = 2,5
E. Ac\iuni ]ntreprinse pentru asigurarea calit[\ii
Activit[\ile de asigurare a calit[\ii sunt neorganizate =i nu se ]n\elege necesitatea organiz[rii lor
Se propun ac\iuni pe termen scurt
Implementarea metodelor de asigurare a calit[\ii prin ]n\elegerea lor =i stabilirea etapelor par\iale
Continuarea aplic[rii ac\iunilor de asigurare a calit[\ii
Activitatea de asigurare a calit[\ii constitue o prezen\[ normal[, continu[
F. Pozi\ia adoptat[ fa\[ de calitate
Nu =tim de ce avem probleme cu calitatea !
Este absolut necesar s[ avem probleme cu calitatea ?
Putem s[ identific[m =i s[ rezolv[m problemele de calitate.
Prevenirea defectelor este o problem[ ]n activitatea noastr[
Stim de ce nu avem probleme cu calitatea !

INGINERIA SISTEMELOR DE PRODUC|IE
234
Dac[ ]n totalul costurlor calit[\ii sunt preponderente costurile
defectelor atunci unitatea aplic[ o strategie a calit[\ii de tip defensiv ( de
]nl[turare a defectelor ) iar dac[ preponderente sunt costurile prevenirii
atunci avem de aface cu o strategie de tip ofensiv, ]n care accentul este
pus pe prevenire.
D. Pentru a avea o imagine asupra calit[\ii proceselor =i a
produselor este nevoie de un sistem de indicatori de calitate, care
cuprinde:
- indicatorul de nivel tehnic al produselor;
- indicatorul complex al calit[\ii produselor calculat ca raport
dintre efectul util =i suma costurilor realiz[rii =i exploat[rii produsului;
- indicele costului total al calit[\ii;
- ponderea, ]n costul calit[\ii, a costului prevenirii defectelor =i al
defectelor;
- ponderea costului calit[\ii ]n valoarea produc\iei;
- coeficientul calit[\ii de conforman\[.
E. Metoda <zero defecte>
}n prezent metodele evoluate de asigurare a calit[\ii poart[ nume
diferite, uneori simbolice (Total Quality Control - T.Q.C, Sistem
integrat de asigurare a calit[\ii, Zero defecte etc.) dar ele urm[resc
acela=i lucru: asigurarea unei calit[\i de conforman\[ irepro=abil[ (zero
disparit[\i de la proiect).
Modalit[\ile concrete prin care se rezolv[ aceast[ problem[ impun
necesitatea abord[rii sistemice a tuturor factorilor determinan\i:
- calitatea materiei prime =i a materialelor;
- nivelul tehnologiilor utilizate;
- nivelul de calificare al for\ei de munc[;

cap.5 Sisteme avansate de produc\ie
235
- nivelul tehnic =i calitativ al echipamentelor din dotare inclusiv
al aparaturii de m[sur[ =i control;
- organizarea fabrica\iei;
- calitatea conducerii.
}n general metodele evoluate de asigurare a calit[\ii, ]ncadrate
generic sub denumirea <zero defecte> au drep obiectiv realizarea
produc\iei f[r[ nici-un defect.
Implementarea metodei se realizeaz[ pe dou[ planuri distincte:
a) }n interiorul unit[\ii productive
Se porne=te de la depistarea defectelor ce apar ]ntr-un interval de
timp si presupune:
- analiza defectelor =i a cauzelor determinate de condi\iile
tehnice, economice =i organizatorice;
- determinarea cheltuielilor necesare pentru eliminarea lor;
- analiza economic[ comparativ[ a variantelor =i adoptarea
deciziilor.
b) }n rela\iile cu furnizorii se impune trecerea de la metoda AQL –
nivel de calitate acceptabil la metoda PPM – p[r\i per milion (sintagm[
folosit[ ]n chimie pentru a desemna substan\e pure care con\in u=oare
urme de alte elemente).
Metoda AQL are la baz[ gruparea defectelor pe clase, de exemplu:
- minore – care nu influen\eaz[ semnificativ posibilitatea de
utilizare a unui produs;
- majore – care pot provoca reducerea substan\ial[ a gradului de
utilizare a produsului;
- critice – compromit func\iile esen\iale ale produsului.
Valorile AQL ( care sunt reglementate prin standarde sau
normative specifice fiec[rei fabrica\ii) reprezint[ nivelul maxim al

INGINERIA SISTEMELOR DE PRODUC|IE
236
produselor cu defecte, exprimat procentual, din cadrul lotului livrat,
considerat acceptabil, pentru clasa de defect constatat[.
Metoda PPM este similar[ AQL dar mult mai drasnic[, merg`ndu-
se la o pondere a produselor cu defect (minore, cele majore =i critice
conduc`nd direct la respingerea lotului) de sub 0,1 % fa\[ de p`n[ la 10
% conform metodei AQL.
F. Calitatea – obiectiv strategic multidimensional
}mbun[t[\irea calit[\ii este un obiectiv continuu pentru atingerea
c[ruia trebuie ac\ionat pe mai multe planuri ]n conformitate cu o
strategie de ansamblu.
Pentru aceasta vor fi vizate toate caracteristicile de calitate:
tehnice, economice, de exploatare, estetic-ergonomice =i sociale.
a) Caracteristicile tehnice trebuie s[ situeze produsul printre cele
mai bune din clasa din care face parte. Aceasta implic[:
- performan\e ridicate ale principalilor parametri specifici care se
pot m[sura. Pe aceast[ baz[ se alc[tuiesc ierarhi =i clasamente cu
indicarea obiectiv[ a locului ocupat deprodusul propriu.
- fiabilitate ridicat[: media timpului de bun[ func\ionare devine un
indicator important relevant pentru produsele complexe, mai ales ]n
cazurile c`nd ]ntre\inerea =i piesele de schimb sunt scumpe sau c`nd
perioadele de func\ionare sunt limitate ]n timp.
- durabilitatea sau durata de via\[ este un indicator specific
produselor care nu mai pot fi reparate sau repararea lor cost[ foarte
scump. Sunt preferate produse cu durabilitate mare ]n str`ns[ dependen\[
cu al\i factori de natur[ economic[ ( ]n principal pre\ul).
- conforman\a este, ]n sens clasic, atributul cel mai important, care
reflect[ cocncordan\a dintre propriet[\ile produsului =i proiect sau
normativ. Principala problem[ este de a stabili toleran\ele admisibile fa\[

cap.5 Sisteme avansate de produc\ie
237
de cele teoretice, determinate prin calcul, =tiut fiind c[ toleran\e str`nse
determin[ costuri de fabricare ridicate.
b) Caracteristicile economice, str`ns legate de cele tehnice trebuie
s[ asigure produsului competitivitate ridicat[. Reducerea consumurilor
specifice, utilizarea materialelor noi, cre=terea productivit[\ii sunt
principalele c[i de reducere a costurilor de produc\ie.
Costurile calit[\ii sunt elemente utile de compara\ie cu situa\ii
anterioare sau cu al\i produc[tori, ]n vederea atingerii unui nivel calitativ
c`t mai ]nalt.
c) Caracteristicile de exploatare: un produs de calitate trebuie s[
fie u=or depanabil (mentenabilitate ridicat[) =i sigur ]n func\ionare.
Asigurarea unor servicii post-v`nzare (reclam[, ]ndrumare,
service, asigurarea cu piese de schimb) constitue elemente decisive de
diferen\iere a produselor care, din punct de vedere al celorlalte criterii
sunt similare.
Acordarea termenelor de garan\ie c`t mai lungi, ]n concordan\[ cu
calitatea produselor livrate, constitue un alt mod de a asigura
competitivitatea produselor.
d) Caracteristicile estetice constitue o component[ esen\ial[ a
calit[\ii (necesar[ dar nu suficient[).
}n prezent se manifest[ tendin\a unor game largi de modele sau
producerea conform cerin\elor explicite ale beneficiarului.
e) Caracteristicile de marc[ sau imaginea de marc[ constitue un
element primordial ]n percep\ia calit[\ii =i vine de la analogia simpl[:
calitatea unui produs nou este similar[ sau chiar mai bun[ dec`t cea a
unui produs vechi al aceleia=i firme.

INGINERIA SISTEMELOR DE PRODUC|IE
238
5.4 Timpul – m[sur[ critic[ a performan\elor unui SAP
Orice firm[ industrial[ ]=i bazeaz[ activitatea pe o strategie de
ansamblu care s[-i permit[ ob\inerea de avantaje ]n compara\ie cu
firmele competitoare. }n industria constructoare de ma=ini, de-a lungul
timpului au fost folosite mai multe strategii, func\ie de importan\a
acordat[ anumitor factori.
Strategii bazate pe costuri sc[zute, sunt folosite de firmele care
doresc s[-=i promoveze produsele; ele folosesc resurse ieftine (materii
prime, for\[ de munc[, utilaje =i tehnologii). Aceast[ strategie este
caracteristic[ firmelor care nu dispun de tehnologii avansate sau
produsele lor sunt de un nivel tehnic =i calitativ redus.
Strategii bazate pe economii de scar[, corespund ]n general
sistemelor de produ\ie ma=iniste cu produc\ie de serie mare =i mas[, care
nu pot face fa\[ la cereri variabile datorit[ rigidit[\ii liniilor de fabrica\ie.
Costurile ridicate cu tehnologia (]n principal liniile tehnologice) sunt
repartizate unei cantit[\i foarte mari de produse de acela=i fel realizate.
Strategii bazate pe calitate sunt specifice firmelor care dispun de
tehnologii avansate =i pot realiza produse la un nivel ridicat de calitate pe
toate planurile (tehnic, economic, estetic etc.). Problema pre\ului devine
secundar[, deoarece se adreseaz[ unui segment redus de pia\[, cu
posibilit[\i materiale care solicit[ =i accept[ produse perfecte.
Strategii bazate pe timp =i varietate specifice firmelor ]n care toate
activit[\ile se desf[=oar[ ]n a=a fel ]nc`t timpul de r[spuns la solicit[rile
pie\ei s[ fie minim f[r[ a reduce diversitatea produselor fabricate sau
eficien\a de ansamblu. }n cazul unei astfel de strategii trebuie realizate
dou[ deziderate:
- capacitate organizatoric[ care s[ permit[ func\ionarea f[r[
locuri ]nguste, excedent de capacitate, stocuri mari =i eori de

cap.5 Sisteme avansate de produc\ie
239
fabrica\ie. Aceasta implic[ o circula\ie rapid[ a fluxului de
materiale =i de informa\ii =i adaptabilitate rapid[ la
modific[rile mediului economic, cerin\e indeplinite de SAP.
- capacitate de conducere care s[ permit[ luarea rapid[ a
deciziilor optime.
O firm[ bazat[ pe timp reduce la minim timpul consumat ]n
etapele de cercetare – dezvoltare, programare a produc\iei, fabrica\ie,
v`nzare – desfacere =i nu mai consider[ volumul mare al produc\iei ca
unic[ surs[ a eficien\ei economice.