Calibrarea Profilului Fasonat U Profilele Fasonate U
43
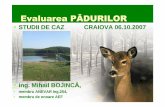
Calibrarea profilului fasonat U Profilele fasonate U se laminează în principiu pe aceleaşi tipuri de laminoare ca şi profilele I standard : laminoare liniare, semicontinue şi continue. Caracteristicile profilelor U sunt cuprinse în STAS 564-79, pentru profilele standard nr. 6,5 — 30 şi în STAS 7551-66, pentru profilele economice. Primele profile U au fost laminate începînd cu anul 1873 în S.U.A. În (fig.) este prezentată calibrarea profilului U de 266,7 mm laminat la Pittsburg în acel an, prin metoda îndoirii aripilor (metoda „fluture"). Calibre de tip fluture pentru laminarea profilului U ( Pittsburg – S.U.A. , 1873 )
-
Upload
stoianofdiana -
Category
Documents
-
view
341 -
download
1
Transcript of Calibrarea Profilului Fasonat U Profilele Fasonate U

Calibrarea profilului fasonat U
Profilele fasonate U se laminează în principiu pe aceleaşi tipuri de laminoare ca şi profilele I standard : laminoare liniare, semicontinue şi continue. Caracteristicile profilelor U sunt cuprinse în STAS 564-79, pentru profilele standard nr. 6,5 — 30 şi în STAS 7551-66, pentru profilele economice.Primele profile U au fost laminate începînd cu anul 1873 în S.U.A. În (fig.) este prezentată calibrarea profilului U de 266,7 mm laminat la Pittsburg în acel an, prin metoda îndoirii aripilor (metoda „fluture").
Calibre de tip fluture pentru laminarea profilului U ( Pittsburg – S.U.A. , 1873 )
Particularitatea esenţială a laminării profilelor U comparativ cu profilele I este aceea că în timp ce laminarea profilelor I se realizează prin alternanţa aripilor deschise cu aripile închise, profilele U se laminează numai prin deformare în aripi deschise.
Sisteme de calibrare a profilului U. Ca şi pentru celelalte profile fasonate şi pentru profilul U există mai multe sisteme de calibrare. Dintre acestea cele mai utilizate sunt : sistemul de calibrare de tip I cu înclinări mici (sub 3%) ; sistemul cu inimă curbată şi aripi înclinate (15—25)% şi sistemul cu aripi desfăşurate (fig.).

Sisteme de calibrare pentru profil U :
a – cu aripi drepte ; b – cu aripi înclinate ; c – cu aripi desfasurate.

Sistemul de calibrare de tip I (fig., a)
a
a avut o larga răspândire în primele decenii ale secolului, având avantajul că se pot utiliza cilindrii cajelor degrosisoare şi pregătitoare pentru aceleaşi numere de profile I şi U. În aceste condiţii parcul de cilindri este mai redus, micşorandu-se şi numărul de cilindri care trebuiau restrunjiţi. În prezent aceste avantaje nu mai există deoarece la actualele întreprinderi metalurgice, programul de producţie nu poate asigura succesiunea în timp a

laminării profilelor I şi U de acelaşi număr, iar restrunjirea poate fi realizată concomitent pentru cilindrii tuturor cajelor. Dezavantajele acestui sistem sunt :— înălţimea mare a semifabricatului-priză care se deformează cu un consum mare de energie datorită reducerii suplimentare a aripilor calibrelor de tip I, producându-se şi o pronunţată uzură a calibrelor pregatitoare, în care are loc această reducere ; consum ridicat de cilindri datorită înclinării mici a aripilor, diametre mari ale cilindrilor la cajele cu calibre de control de tip închis şi altele.
În prezent, practic acest sistem nu se mai utilizează.Sistemul de calibrare cu aripi înclinate şi inimă curbată (fig. , b),
cu păstrarea unghiului de 90° între aripi şi inimă. La această metodă toate calibrele cu excepţia celui finisor au înclinări de 15. . .25%. Aripile suplimentare care asigură volumul de oţel necesar pentru menţinerea temperaturii la muchiile superioare ale inimii

sunt cu mult mai reduse decât în cazul calibrării de tip I. Înclinările mari ale aripilor permit aplicarea unor reduceri intense, cu un consum de cilindri redus. Această metodă de calibrare dă rezultate bune în practică. Ca dezavantaj s-ar putea enumera numai creşterea lăţimii calibrului la cordoanele cilindrilor datorită creşterii înclinării aripilor comparativ cu calibrarea de tip I, dezavantaj compensat încă prin numărul mai redus de treceri şi micşorarea consumului de cilindri. Comparativ cu metoda cu aripi desfăşurate, consumul de energie este pe ansamblu mai ridicat.
Sistemul de calibrare cu aripi desfăşurate (fig. , c)
c
este după cum s-a arătat cea mai veche metodă de calibrare, dar fundamentarea sa teoretică s-a făcut numai în ultima perioadă. După cum se poate constata metoda este o combinaţie de calibre cu aripi desfăşurate pregătitoare şi calibre cu aripi cu înclinaţie mărită pentru ultimele calibre (în sensul laminării). Trecerea de la calibrele desfăşurate la calibrele cu înclinare marita se poate face fie într-un singur calibru (metoda Ross Beynon — varianta americană) fie în mai multe calibre prin îndoirea treptată a aripilor (metoda Starcenko — varianta sovietică). Avantaje ale sistemului : intensificarea procesului de deformare în calibrele pregătitoare ca urmare a aplicării unei reduceri directe şi în consecinţă reducerea numărului total de treceri; eliminarea calibrului de spintecare şi micşorarea numarului de calibre fasonate ; reducerea consumului de cilindri datorită configuraţiei calibrelor şi reducerii vitezelor relative dintre laminat şi cilindri ; consum redus de energie; repartizarea uniformă a deformării pe diversele elemente ale profilului.

Particularităţi ale laiminării profilului U. Datorită configuraţiei sale finale, profilul U impune realizarea unor condiţii specifice la laminare pentru obţinerea corectă a profilului finit :1) Întrucît la acest profil nu se poate aplica principiul de calibrare de la profilul I, cu aripi deschise şi închise, pentru menţinerea temperaturii de laminare în vederea asigurării unei plasticităţi corespunzătoare la muchiile inimii sunt prevăzute aripi suplimentare (cu excepţia calibrului finisor).2) Alternanţa aripilor deschise cu aripile închise la calibrarea pentru profilele I cu reducerea aripilor deschise în aripile închise ale calibrului următor asigură permanent în fiecare calibru controlul înălţimii aripii respective. Pentru asigurarea realizării înălţimii aripilor la laminarea profilului U sunt prevăzute calibre de control, unde ca urmare a reducerii pe înălţime aripile pot fi obţinute la dimensiunile dorite.3) Formarea aripilor profilului U se desfăşoară în permanenţă numai în aripi deschise (între doi cilindri), cu reduceri laterale importante, care pot asigura obţinerea profilului U, cu un număr necesar mai redus de treceri comparativ cu acelaşi număr de profile I. De obicei la sistemul de calibrare cu aripi drepte şi cu aripi înclinate, acestea au deschiderile în jos. La sistemul de calibrare cu aripi desfăşurate, în varianta americană, deschiderea aripilor se realizează în sus, deoarece în acest mod se poate asigura „autocentrarea" laminatului, la trecerea de la calibrele cu aripi desfăşurate la cele cu aripi înclinate.
Recomandări privind calculul dimensiunilor calibrelor1) Calculul dimensiunilor calibrului finisor cuprinde aceleaşi etape ca şi la
profilul I. La calculul dimensiunilor la rece şi la cald se ţine cont de abaterile negative prescrise pentru grosimea aripilor şi lăţimea inimii. La calculul înălţimii aripilor se va ţine cont de abaterea pozitivă prescrisă prin standarde, pentru a preveni formarea bavurilor în acest calibru, ce pot fi provocate de variaţiile de temperatură, sau de supraumplerea sau uzura calibrului prefinisor.
2) Calculul dimensiunilor aripilor suplimentare. Calibrele de tip U pot fi divizate în următoarele zone de calcul: inima profilului, aripile propriu-zise (deschise) şi aripile suplimentare (fig.).
Divizarea calibrelor de tip U în zone de calcul :
1 – aripă deschisă ; 2 – inimă ; 3 – aripă suplimentară .
Dimensionarea aripilor deschise şi a inimii calibrelor se face cu ajutorul relaţiilor de calcul specifice metodelor de calibrare. Dimensionarea aripilor suplimentare se face de

obicei cu ajutorul unor relaţii semiempirice determinate pe baza urmăririi în exploatare a calibrărilor profilelor U existente. Trebuie menţionat că aripile suplimentare constituie elementul care determină gradul de neuniformitate al deformării în calibrele de tip U. Pentru calculul lor, Bahtinov propune utilizarea următoarelor relaţii (fig. ) :
Tipuri de aripi suplimentare pentru calibrele de tip U :a – pentru calibrul finisor ; b şi c – pentru calibrele intermediare : metoda Bahtinov ( b )
şi CSH ( c ) ; d – calibre de control semideschise ; e – calibre de control inchise
hs = (0,03-0,05)h(n - 1) ; bs= (1,0-1.3)b ; as =(0,6—0,65)b s, unde : hs şi h sunt înălţimea aripii suplimentare şi a celei deschise ; bs şi b — lăţimea aripii suplimentare şi a celei deschise ; as- grosimea la vârf a aripei suplimentare ; n — numărul calibrului în sens contrar laminării.
Uneori se recomanda utilizarea unor aripi suplimentare şi in calibrul finisor cu scopul realizării unei muchii ascuţite a inimii şi a asigurării unei prinderi uşoare în rolele maşinii de îndreptat. Aceste aripi suplimentare au formă triunghiulară (v. fig.), iar dimensiunile lor se determină cu relaţiile : ∆h = 0,15 — 0,30 mm; bs = (1,25 — l,50)b.
3) Calibrele de control. În principiu, există doua tipuri de calibre de control : închise şi semideschise (v. fig.). În realitate, întrucât calibrele de control închise se utilizeaza la calibrările de tip I cu aripi drepte şi numai uneori la calibrarea cu aripi desfaşurate, se poate afirma că în prezent se utilizează numai calibrele de control semideschise. Comparativ, aceste calibre prezintă următoarele avantaje : a) micşorarea adâncimii de prelucrare în cilindrii: b) înclinare mărita a aripilor cu toate avantajele corespunzătoare, consum redus de cilindri, reducerea consumului de energie, eliminarea îndoirii aripilor la introducerea în calibru ; c) se realizează. nu numai o reducere a

înălţimii aripilor ci şi o reducere laterală a grosimii acestora ; d) se elimină cazurile de avarie de armături de ghidare, sau de ruperi de cilindri.
Se pot utiliza unul sau două calibre de control semideschise la sistemul de calibrare cu aripi înclinate, din care de obicei unul este prefinisor iar celălalt pregătitor, amplasat în apropierea calibrului de spintecare. La metoda cu aripi desfăşurate se utilizează un singur calibru de control, prefinisor. În practică există situatia când datorită supraumplerii calibrului de control prefinisor (înălţime sau grosime prea mare a laminatului din calibrul anteprefinisor, deplasare axiala a cilindrilor) în calibrul finisor se produce o microsuprapunere, care se amplifică pe măsura uzării locale a calibrului. Acest defect se poate elimina prin utilizarea unui calibru de control anteprefinisor.
Pentru construcţia calibrului de control se dau următoarele indicatii: a) grosimea aripii la vârf ac se determină cu relatia ac = (1,04 — l,05)a', unde : a' este grosimea aripii la vârful aripii laminatului care se introduce în calibrul de control: b) distanţa de la vârful aripii la saltul cilindrilor hx= 7. . .20 mm, valoare care creşte odată cu creşterea numărului profilului: c) înclinarea părţii inferioare a aripii, 10 — 15% ; d) razele de rotunjire se adoptă constructiv.
4) Calibrele care preced calibrele de control. Aceste calibre au de obicei forma obişnuită a calibrelor de tip U, cu o singură înclinare interioară a aripilor. Uneori însa se pot adopta forme cu două înclinări interioare ale aripilor. În felul acesta se poate evita supraumplerea calibrului de control. Această formă se recomandă în special la laminarea profilelor U de număr mare şi în cazul în care în calibrul de control se utilizează reduceri laterale mari.
Pentru dimensionarea aripilor în aceste calibre se recomandă relatiile: b’ = (l,10-l,15)a' ; h' = (1,05-1,10) (hx + t) unde : t este saltul cilindrilor.
5) Calibrele de spintecare şi scmifabricatul-priză. Determinareadimensiunilor calibrului de spintecare se face în general cu relaţiile specifice metodei de calibrare adoptată, pentru calculul dimensiunilor calibrelor U fasonate. Consideraţiile privind influenţa formei şi unghiului penei de spintecare asupra caracterului deformării în calibrele de spintecare stabilite pentru profilele I, rămân valabile şi pentru profilele U. Înclinarea peretilor calibrului de spintecare se poate adopta egală cu cea a calibrelor fasonate : 3...5% pentru calibrarea de tip I şi 15. . .25% pentru calibrarea cu aripi înclinate ; la calibrarea cu aripi desfăşurate înclinarea variază intre 8. . .10%, la varianta americană de calibrare şi 75%, la varianta sovietică ,,Azovstali". Lăţirea în calibrul de spintecare se determină cu ajutorul graficului din fig., sau se adoptă în limitele 5.. .10 mm. Înălţimea semifabricatului-priză poate fi calculată cu ajutorul relaţiilor prezentate la calibrarea profilului I. Orientativ, înălţimea acestui semifabricat, trebuie să fie mai mare decât înălţimea aripilor profilului finit, respectiv Ho = (2,0 — 2,2)h.
Pentru asigurarea stabilităţii la laminarea în calibrul de spintecare, respectiv a condiţiilor pentru autocentrarea semifabricatului-priză,este necesară îndeplinirea aceleeaşi condiţii ca şi la profilul I ; lăţimea la fundul calibrului cutie în care se obţine semifabricatul-priză. (bf) trebuie să fie astfel determinată încât aceasta, la introducerea în calibrul de spintecare să atingă mai intâi conturul lateral, înainte de a ajunge în contact cu penele de spintecare. În acelaşi timp înclinarea calibrului cutie în care se obţine semifabricatul trebuie să fie egală cu înclinarea calibrului de spintecare (fig.).

Asigurarea stabilităţii la laminarea în calibrul de spintecare pentru profile U :
6) Lăţirea in calibrele fasonate se poate calcula cu aceleaşi relaţii ca şi la profilul I, se poate determina cu ajutorul graficului din fig. sau se aleg egale cu cele ale calibrărilor de profile U cu numere similare.
7) Reducerile la inima profilului pot fi adoptate similar ca şi cele de la profilul I.8) Repartizarea coeficienţilor de deformare pe elementele calibrelor. Între
zonele de calcul ale calibrelor profilelor ponderea cea mai importantă o ocupă desigur inima şi aripile deschise, de aceea şi coeficienţii de deformare care caracterizează procesul de deformare se referă la aceste zone. Dupa I. I. Kuciko, regula generală de repartizare a coeficienţilor de reducere pe elementele profilului U este următoarea : a) în calibrele prefinisoare, intermediare şi pregătitoare χ a > χ b; b) în calibrul finisor : χ a ≤ ; χ b c) în calibrele pregătitoare : χ i > χ a > χ b ; d) în calibrele intermediare şi prefinisoare : χ a > χ i > χ b .
În calibrul finisor, toţi coeficienţii de deformare trebuie să fie practic egali. În aceste relaţii : χ a si χ b sunt coeficienţii de reducere la baza şi vârful aripii iar χ i — coeficientul de reducere al inimii.
Aceste indicaţii privind coeficienţii de reducere pot fi utilizate la verificarea corectitudinii determinării dimensiunilor după o anumită metodă de calibrare.
Ca şi în cazul profilelor I, exista posibilitatea ca în cazul unor lungiri neegale (μi≠μa), determinată de aceleaşi cauze, să aibă loc deplasări ale materialului metalic între inima si aripile profilului.
METODE DE CALIBRARE. Există un mare număr de metode de calibrare pentru profilul U, dintre care se amintesc metodele lui B. P. Bahtinov, I. I. Kuciko, F. Kosters, R. Beynon, B. V. Merekin, D. I. Starcenko, I. M. Kocetov, S. V. Makaev, B. M. Iliukovici. În continuare se va prezenta metoda lui B. V. Merekin şi metoda utilizată la C.S.H., pentru calculul calibrelor dupa metoda aripilor înclinate şi principiile metodei de calibrare cu aripi desfăşurate utilizată la ..Azovstali" - U.R.S.S.
Metoda B. V. Merekin. Ca şi la profilul I metoda se bazeaza pe alegerea unor coeficienţi de similitudine K pentru întreg profilul şi Ka pentru aripi. Valorile coeficienţilor de similitudine diferă însă comparativ cu cele utilizate la profilul I. Întrucât

neuniformitatea deformaţiei determinată de existenţa aripilor suplimentare este mai pronuntată la calibrele pregătitoare, unde reducerea lor este mai intensă, cu cât valoarea coeficientului de similitudine K este mai mare, cu atât se produce o trecere mai intensa a materialului metalic din aripile suplimentare în inimă. Din această cauză la calibrările cu rezultate bune în practică coeficientul de similitudine K după o creştere de la calibrul finisor spre trecerile pregătitoare scade spre calibrul de spintecare (fig.).
Variaţia coeficienţilor de similitudine K pentru treceri pentru diverse profile U1 ; 2 ; 3 – U30 ; 4 – U18 ; 5 – U24 .
Pentru calibrul finisor, coeficientul de similitudine K este întotdeauna egal cu 100%. În primul calibru, după calibrul de spintecare, coeficientul de similitudine K are valoarea : Kn+1 = 100 + (1 — — 2)n [%], unde n este numărul trecerii în sens contrar laminării.
Deoarece calibrul finisor nu are aripi suplimentare, coeficientul de similitudine Ka
= 0, iar pentru celelalte calibre creşte continuu (fig).
Numărul calibrului

Variatia coeficientilor de similitudine Ka pe treceri pentru diverse profile U ( v.fig. )
În calibrul de spintecareKa(n+1) ≥ (6... 10) n [%] X 100.
Diferenţa între valorile coeficienţilor de similitudine Ka între două treceri succesive poate fi în limitele ∆Ka = 5 — 18%, diferenţa crescând de la trecerea prefinisoare spre calibrul de spintecare. În fig.
Coeficienţi de similitudine K si Ka pentru profilul U24.
Numărul calibrului
Numărul calibrului

sunt prezentaţi coeficienţi de similitudine K si Ka pentru profilul U 24. Reducerea inimii se determină după calcularea coeficientului de reducere total χ t= H0 /hf , unde H0 este grosimea inimii în calibrul de spintecare, care după recomandarea lui Merekin trebuie să fie de 40 mm ; hf — grosimea inimii în calibrul finisor.
Repartizarea coeficientului total de reducere pe treceri se face ţinând cont că reducerea inimii creşte de la calibrul finisor spre calibrul de spintecare.
Lăţirea inimii se adoptă în limitele de 2. . .5 mm pe trecere şi creşte de la calibrul finisor spre calibrul de spintecare.
Suprafaţa aripilor se determină cu relaţiile :- pentru aripi deschise Sa = m ×K ×Si /100, unde m =2 Sa / S i ;- pentru aripi suplimentare : Sas = 0,01 KSa /(1 + 0,01 Ka).
Grosimea aripii la vârf, determinată de aceeaşi cotă a calibrului anterior (în sensul laminării), an+1 = an + 0,25(3an +bn )(μn — 1),unde : an, bn sunt grosimile la vârf şi la bază ale aripii anterioare ; μn-coeficientul de lungire a aripilor în calibrul anterior.
Rezultatele calculului dimensiunilor pentru profilul U 24, după metoda Merekin sunt prezentate in tabelul . Semnificaţia notaţiilor rezultă din fig. .
Simbolizarea calibrelor pentru metoda Merekin.
Metoda de calibrare aplicată la C.S.H. pentru gama de profile U14 — U24. Neuniformitatea deformaţiei la laminarea profilului U este data în principal de existenţa aripilor suplimentare. Deformarea aripilor suplimentare face dificil de realizat în practică principiul egalităţii coeficienţilor de lungire ai inimii şi aripii, în special în calibrele pregătitoare. Examinând însă forma calibrelor se poate constata că neuniformitatea deformaţiei se manifestă cu precădere în zonele dintre inimă şi aripi, în care se produce şi deplasarea materialului metalic din aripile suplimentare. Plecând de la această constatare şi pe baza analizelor calibrărilor din literatura de specialitate (în special de la ,,Azovstali" U.R.S.S.), care au dat rezultate bune în practică, la C.S.H. s-au calibrat şi asimilat profilele U14 — U24, aplicând principiul egalităţii coeficienţilor de lungire al inimii şi aripilor μi ≈μa. Metoda de calibrare face parte din metodele de calibrare cu aripi înclinate şi menţinerea unghiului de 90° între aripi şi inima. Înclinarea exterioară aripilor este de 15%.
Calculul de calibrare cuprinde urmatoarele etape :1) Determinarea dimensiunilor calibrului finisor. Se aleg dimensiunile
corespunzătoare numărului profilului din standard si se calculează grosimea la vîrful şi la baza aripei, conform metodologiei expuse la calibrarea profilului I.

— înaltimea aripii la rece se calculează cu relatia ha = han + KA, unde: han este înăltimea nominală prevăzută în standard (b) ; ∆ — abaterea pozitivă admisă ; K — coeficient de utilizarea abaterii pozitive (K = = 0,8... 1,0).
Calculul dimensiunilor la cald se face ţinând cont de valoarea binomului de dilatare liniară, corespunzător temperaturii inimii şi aripilor ,care pot fi adoptate similar cu cele de la profilele I. JH
Pentru calculul înălţimii aripii la calibrul prefinisor, se va utiliza mărimea hfc = han
(1+αt), corespunzător înălţimii nominale din standard şi lăţimea inimii determinabilă cu relaţia. Bf = (Bn-K1∆BB)(1 + αt). unde : Bn este lăţimea nominală a inimii din standard (h) ; ∆BB-abaterea negativă admisă ; K1-coeficient de utilizare a abaterii negative, la inima profilului (K =0,8—0,9); 1+αt-binomul de dilatare liniară, corespunzător temperaturii inimii.
Înclinarea aripilor în calibrul finisor se alege de 1% (în standard se admite 1,5%), cu menţinerea unghiului de 90° între aripi şi inimă.
2) Lăţirea inimii se determină cu relaţiile de la profilul I sau utilizând valorile practice de la calibrări similare. În tabelul sunt prezentate valorile lăţirilor utilizate pentru profilele U14 —U24.
Valorile lăţirilor pentru profilele U.14-U.24
Numarului calibrului
in sens contrar
laminarii
1 2 3 4 5 6 7 8
U14U16U18U20U22U24
1,51,52,32,53,02,9
2,02,23,02,53,03,0
3,02,53,03,03,13,5
3,03,03,53,53,53,5
3,03,53,54,03,54,0
4,04,04,04,04,56,0
5,05,06,05,06,06,0
----
6,06,0
3) Reducerile inimii se pot alege similar ca şi la profilul I. Valorile i practice utilizate pentru profilele U14 — U24 sunt prezentate în tabelul

Reducerile inimii pentru profilele U.14-U.24
Numarului calibrului
in sens contrar
laminarii
1 2 3 4 5 6 7 8
U14U16U18U20U22U24
0,50,50,50,50,50,3
1,00,71,21,01,01,0
1,51,31,51,21,51,5
3,02,52,01,52,02,0
5,05,03,53,53,53,5
10,09,55,55,55,55,5
22,0*
23,0*
8,5**
8,5**
7,57,0
----
15,0**
15,0**
* Calibru de spintecare cu o trecere** Calibru de spintecare cu două treceri
4) Calculul grosimii di şi lăţimii Bi pentru inima calibrelor dn-1 =dn+∆hi; Bn-1 = Bn-∆Bi, unde dn-1, dn, Bn-1, Bn sunt grosimile şi lăţimile inimii pentru două calibre succesive în sensul calibrării; ∆h1, ∆Bi — reducerea şi lăţirea inimii.
5) Calculul suprafeţelor inimii şi determinarea coeficienţilor de lungire (μi) : Sn = Bndn şi μi = Sn-1/Sn în care : n ; n — l ; n—2... sunt. numărul calibrelor în sens invers laminării.
6) Stabilirea coeficienţilor de lungire pentru aripile profilului. Principiul metodei de calibrare utilizată la C.S.H. constă în egalitatea coeficienţilor de lungire ai inimii şi aripilor. Se caută în acest fel să se asigure micşorarea sau chiar eliminarea deplasărilor de metal între elementele calibrelor în procesul de deformare, cu reducerea corespunzătoare a consumului de cilindri şi energie.
În calibrul finisor şi prefinisor, în cazul unor diferenţe mari între temperatura inimii şi a aripilor coeficientul de lungire μi≥ μa, în intenţia de a asigura valori reale ale coeficienţilor cît mai apropiate: μa≤ μi -(0,5...1,5)[%].
7) Calculul dimensiunilor aripilor suplimentare. Pentru menţinerea temperaturii în zona muchiilor inimii şi pentru asigurarea stabilităţii în toate calibrele începând cu calibrul prefinisor se prevăd aripi suplimentare. Forma aripilor suplimentare se adoptă triunghiulară şi, în general, se caută ca suprafaţa lor să fie pe cît posibil mai redusă, pentru a elimina neuniformitatea deformaţiei determinată de rezistenţa la deformare a acestor aripi.
Întrucît în aripile suplimentare trebuie să se menţină temperatura corespunzătoare în zona muchiilor inimii, dimensiunile lor (hs şi bs) sunt legate de paramaterii dimensionali din această zonă : grosimea inimii (hi) şi lăţimea aripii la bază (b). De aceea, pentru calculul acestor dimensiuni, propunem utilizarea relaţiilor : a) pentru calculul lăţimii la bază, bs = K1b, unde K1 = 1,75. . .1,25, cu valori descrescătoare de la calibrul prefinisor spre calibrul de spintecare; b) pentru calculul inaltimii, hs/hsn-1= hsn + K2∆h, unde hsn ; hsn-l sunt înălţimile aripilor suplimcntare în două calibre succesive, în sensul

calibrării;∆h— reducerea inimii; K2 — 1,25. .. 1,5 pentru calibrul anteprefinisor şi K3hi= 1.. .0,75 pentru celelalte calibre în sensul calibrării.
Înalţimea aripei suplimentare în calibrul prefinisor (hsp) se calculeaza în funcţie de grosimea inimii (hi) în acest calibru, respectiv hsp=K3hi, unde K3 = 0,55.. .0,80 ; valoarea coeficientului creşte odată cu creşterea numărului profilului.
Bazele de rotunjire la vârful aripilor suplimentare se adoptă între limitele 1...20 mm, crescând de la calibrul prefinisor spre calibrul de spintecare. Razele de rotunjire dintre aripile suplimentare şi inimă se adoptă constructiv : R2 = 30 mm pentru calibrul prefinisor şi calibrele intermediare; R2 = 35...4O mm pentru calibrele pregătitoare şi pot atinge valori de 60 mm pentru calibrele de spintecare.
8) Calculul dimensiunilor calibrului prefinisor (fig.).

Simbolizarea dimensiunilor calibrelor : finisor (a), prefinisor (b) si anteprefinisor (c)
Prin schema de laminare, calibrul prefinisor va fi şi calibrul de control semideschis.— Aripile suplimentare, reducerea şi lăţirea inimii, suprafaţa inimii şi coeficientul de lungire (μi) se calculează cu relaţiile prezentate anterior.— Suprafaţa aripii Sap = Saf μa, unde: Saf este suprafaţa aripei în calibrul finisor; μa — coeficientul de lungire al aripei în calibrul finisor.— Grosimea medie a aripii tmp = tmf χa, unde: tmp, tmf — grosimile medii în calibrele prefinisor şi finisor ; χa — coeficientul de reducere al grosimii aripei în calibrul finisor. Neglijând lăţirea aripei în calibrul finisor se adoptă χa = μa.

— Înălţimea calibrului prefinisor (ha). Ţinând cont de influenţa reducerii inimii, reducerii grosimii aripii şi a reducerii aripii suplimentare asupra creşterii înălţimii aripii în calibrul finisor propunem ca înălţimea aripei în calibrul prefinisor să se determine cu relaţia :
ha = hfc + 0,5(∆d + ∆t) + (0,5 - 0,7)∆as,unde : hfc este înălţimea aripii în calibrul finisor ; ∆d ; ∆t — reducerea inimii şi a grosimii aripilor în calibrul finisor ; ∆as — reducerea aripilor suplimentare în calibrul finisor.
Construcţia calibrului prefinisor mai presupune determinarea următorilor parametri : a) Înălţimea aripii de. la vîrf până la saltul cilindrilor f = 6 — 15 mm (v. fig.).Această valoare creşte odată cu numărul profilului; b) Pentru evitarea formării bavurilor în calibrul prefinisor şi asigurarea obţinerii unei muchii ascuţite la vârful aripii în calibrul finisor se execută o degajare m = (2 — 2,5) mm ; c) Raza de racordare (R) tangentă la conturul aripii, dusă de la distanţa m, se adoptă în limitele 30. . .40 mm. d) Restul razelor de racordare se adoptă constructiv r = 5... 10 mm.
— Grosimea aripii la vârf (a) se determină cu relaţia :a = af χa unde : af este grosimea aripei în calibrul finisor (corespunzătoare înălţimii nominale la cald hfc) ; χa — coeficientul de reducere al vârfului aripii în calibrul finisor [χa = (ha/hfc)μa].
Deoarece ha > hfc şi χa > μa se va asigura umplerea corespunzătoare la vârful aripii în calibrul finisor. Grosimea aripii la bază (b) se determină cu relaţia : b = (2Sap/ha) — a.
— Grosimea aripii în punctul de tangenţă al razei R cu conturul aripii (t) se determină cu relaţia t = a_+ (b — a)l/ha, unde : l = f + s + g (v. fig.). Segmentul g =
= ( /2) — tg α , iar din relaţia : R=( F2 + 4 )/8CD rezultă =
; în care : = tg α ; ED = m (2—2,5) mm. tg α — înclinarea ari-pilor (%).în cazul în care se utilizează un calibru anteprefinisor cu două înclinări interioare ale aripilor, înălţimea ha — l = C se va menţine constantă la toate celelalte calibre. Raza de rotunjire interioară dintre inimă şi aripi Rp — Rf μi, unde : Rf este raza de rotunjire în calibrul finisor, iar raza de rotunjire la vîrful aripii rp = rf μa unde : rf este raza de rotunjire la vîrful aripii în calibrul finisor.
9) Calculul dimensiunilor calibrului anteprefinisor. Vom adopta un calibru anteprefinisor cu două înclinări interioare ale aripilor :
— Aripile suplimentare, reducerea şi lăţirea inimii, suprafaţa şi coeficientul de lungire al inimii se calculează cu relaţiile prezentate anterior.
— Suprafaţa totală a aripii S’a = Sap μa , unde: μa este coeficientul de lungire al aripii în calibrul prefinisor : μa = μi — (0,005.. .0,01)].
— Grosimea aripii, corespunzătoare înălţimii C(tn) se determină ţinând cont că pentru prevenirea formării bavurilor în calibrul semideschis de control, această grosime trebuie să îndeplinească condiţia : tn = t — (0,1. ..0,15) mm.
— Înălţimea totală a aripii în calibrul anteprefinisor, se determină cu relaţia han = ha + ∆ha, în care : ∆ha este reducerea înălţimei aripei în calibrul de control. Reducerea ∆ha = (4. . . 6,5) mm pentru asigurarea obţinerii unei înălţimi constante a aripei în calibrul de control. O reducere mai mare, provoacă uzura rapidă a vârfului aripei calibrului de control semideschis, cu producerea de defecte sub formă de striuri pe produsul finit. Reduceri mari, produc de asemenea supraumplerea calibrului de control care provoacă apariţia de defecte în calibrul finisor (bavuri longitudinale cu variaţii ale înălţimii aripilor) şi uzarea rapidă a cilindrilor în caja finisoare.

— Grosimea aripii la vârf se determină cu relaţia an = a — ∆a, unde : ∆a este micşorarea vârfului aripii în calibrul anteprefinisor, [∆a = (0,5-0,6)mm].în felul acesta la calibrele cu aripi având două înclinări, suprafaţa totală a aripii se divizează în două părţi: suprafaţa superioară a aripei S’as, corespunzătoare înălţimii constante C şi suprafaţa inferioară corespunzătoare înălţimii X', S’ai;. Suprafaţa inferioară a aripei se determină cu relaţia : F'ai = 0,5 (an + tn) X', unde X' = X + ∆ha iarX - înălţimea corespunzătoare suprafeţei inferioare a aripei din calibrul prefinisor.
— Suprafaţa superioară a aripii va fi S'as = S'a — S'ai, iar grosimea aripii superioare la bază este bn = (2S’as)/C — tn. Raza de rotunjire între inimă şi aripă Rn = Rp μi , unde: RP este raza de rotunjire la calibrul prefinisor.
Înclinarea exterioară a aripelor va fi ψc = ψp— 1 [%] unde: ψp este înclinarea exterioară a aripilor în calibrul prefinisor (%).
În cazul nostru ψc = 14%. Înclinarea se micşorează pentru ca la introducerea laminatului în calibrul de control semideschis, vârful aripilor să nu fie prins între cordoanele cilindrilor acestui calibru.
10) Calculul dimensiunilor pentru celelalte calibre. Aripile suplimentare, reducerea şi lăţirea inimii, suprafaţa inimii şi coeficientul de lungire al inimii (μi) se determină cu relaţiile cunoscute.
Înălţimea totală a aripii, se determină cu relaţia hn = hn-1 - ∆ha, unde: hn-1 este înălţimea calibrului anterior, în sensul calibrării; ∆ha — micşorarea înălţimii aripei între două treceri succesive. Analiza comportării calibrărilor pentru profilele U arată că valoarea ∆ha se poate adopta în limitele 0,5.. .2,5 mm, crescând odată cu numărul profi-lului şi apropierea de calibrul de spintecare.
Calculul grosimii aripei corespunzătoare înălţimii C la calibrele CU două înclinări interioare sau grosimea medie a aripei, în cazul calibrelor cu o singură înclinare, se face cu relaţia tn = tn-1 ha, unde: tn-1 este grosimea corespunzătoare înălţimii C sau grosimea medie în calibrul precedent, în sensul calibrării.
Coeficientul de reducere al grosimii aripii χa = μa.Calculul suprafeţelor superioare şi inferioare ale aripilor, în cazul calibrelor cu
două înclinări se face similar ca şi pentru calibrul prefinisor.Grosimea aripii la vârf se determină cu relaţia : an = an-1 χa, unde : an-1 este
grosimea la vârf în calibrul anterior în sensul calibrării; χa – μa hn-1/hn (pentru calibrele cu o singură înclinare) ; hn-1 şi hn — inălţimile totale ale aripilor în două calibre succesive; χa = μa X/X' pentru calibrele cu două înclinări. Cum întotdeauna hn-1 < hn şi X > X', χa = μa.
Grosimea aripii la bază se determină cu relaţiile : bn = (2Sa/hn) — tm sau bn = (2Sa)/C — tn , unde : Sa este suprafaţa totală a aripei pentru calibrele cu o singură înclinare interioară; Sa — suprafaţa superioara a aripii pentru calibrarea cu două înclinări; tm — grosimea medie a aripii; tn — grosimea aripii corespunzătoare înălţimii aripii superioare (C = constantă).
Raza de desfăşurare pentru inima profilului R1 = Bi, unde R1 este lăţimea inimii în calibrul respectiv.
Restul razelor de rotunjire se determină în conformitate cu indicaţiile anterioare.11) Calibrul de spintecare. Suprafaţa inimii, suprafaţa aripilor,coeficienţii
de lungire, grosimea la vîrf şi la bază se determină similar ca şi la celelalte calibre. Pentru dimensiunile aripilor suplimentare se utilizează relaţiile : bs=(1,0 + 1,2)b şi hs=(0,6-0,8)hi, unde hi este grosimea inimii. Construcţia penei se caracterizează prin utilizarea a două

raze de rotunjire ; practica a dovedit că această construcţie este optimă pentru obţinerea unor aripi corespunzătoare. Se vor respecta de asemenea condiţiile privind „autocentrarea" semifabricatului— priză în calibrul de spintecare, lăţimea calibrului cutie în care se obţine semifabricatul şi egalitatea înclinării celor două calibre.
12) Amplasarea pe cilindri. Pentru amplasarea calibrelor de tip U cu aripi înclinate, pe cilindri este necesară determinarea prealabilă a liniei neutre a calibrelor respectiv a liniei orizontale faţă de care momentele forţelor care apar pe partea superioară şi inferioară a calibrului sunt egale. Pentru determinarea liniei neutre se utilizează metoda Dahl,care se bazează pe ipoteza că forţele de frecare în fiecare punct al conturului superior al calibrului se repartizează uniform şi sunt egale cu forţele de frecare de pe conturul inferior.În acest caz momentele forţelor care apar pe partea superioară şi inferioară a cilindrilor, deci şi vitezele de ieşire din cilindri, corespunzătoare conturului superior şi inferior vor fi egale,în cazul egalităţii diametrelor de lucru ale cilindrilor superior şi inferior. Ordonatele medii ale conturului superior şi inferior al calibrului,se calculează cu relaţiile : y's = Ss/B şi Si/B,iar distanţele de la laturile dreptunghiului care delimitează calibrul pînă la linia neutră se determină cu relaţiile: ys=y’s+ 0,5Sc/B şi yi=y's+0,5Sc/B(fig.).
Determinarea liniei neuter a calibrelot de tip U.
unde:Sc este suprafaţa dreptunghiului care delimitează calibrul,iar suprafeţele Ss,Si şi Sc se determină prin planimetrare sau analitic.
Configuraţia calibrelor de tip U, impune realizarea unei presiuni superioare care să uşureze desprinderea laminatului de pe cilindri.
Pe baza experienţei laminării profilelor U normale,valorile presiunii superioare sunt:la calibrele finisoare 2...3 mm;la calibrele prefinisoare 2...4 mm;la calibrele intermediare şi pregătitoare 5. . .10 mm;la calibrele degrosisoare 30.. .40 mm;la calibrul de spintecare 50...60 mm,putând ajunge chiar până la 80 mm.
Explicaţia acestor valori mari ale presiunilor în calibrul de spintecare constă în aceea că la profilul U (spre deosebire de profilul I) nu se utilizează dălţi de ghidare pentru desprinderea laminatului de pe cilindri la calibrele din cajele degrosisoare.
În fig.

Desene de calibre pentru profilul U16 (cu dimensiuni determinate cu metoda C.S.H.)
sunt prezentate desenele de calibre pentru profilul Ul6 iar în fig.

de cilindri pentru cajele I, II trio şi pentru caja III duo.Aceste desene prezintă şi informaţiile necesare pentru stabilirea mărimii lăţimii
cordoanelor marginale şi intermediare.Determinarea valorii diametrelor necesare pentru amplasarea calibrelor pe
cilindri, precum şi a valorilor lăţimilor necesare pentru amplasare,dar şi pentru calculul plăcilor — şablon sunt prezentate în anexa X.
13) Restrunjirea Cilindrilor.La calibrele de tip U sunt valabile aceleaşi constatări ca şi la profilul I privind refacerea formei şi dimensiunilor iniţiale cu utilizarea lărgirii calibrelor.Experienţa restrunjirii calibrelor de tip U, arată însă că în acest caz lărgirile la

prima restrunjire pot fi de numai 0,1.. .0,5 mm, iar la următoarele restrunjiri,între două calibre succesive,corelaţia între lăţimile calibrelor,trebuie să fie:Bn-1—Bn≤0,1—0,5 mm.
Valoarea maximă a lărgirii calibrului finisor este limitată de abaterea pozitivă admisă de standarde.
SISTEMUL DE CALIBRARE CU ARIPI DESFĂŞURATE.Există mai multe variante pentru sistemul de calibrare cu aripi desfăşurate.Cu toate acestea,metode analitice de calcul pentru acest sistem de calibrare nu au fost publicate decît în ultimii 20—30 ani.În anul 1952,D. I. Starcenko a publicat o metodă pentru calculul calibrelor U cu aripi desfăşurate într-o variantă la care desfăşurarea se realizează prin curbarea aripilor,iar calibrele cu aripi desfăşurate sunt combinate cu calibre cu aripi drepte cu înclinare mare,de obicei prefinisoare şi anteprefinisoare.
Din analiza diverselor calibrări cu aripi desfăşurate rezultă următoarele:1) Toate variantele constituie de fapt o combinaţie între calibre cu aripi drepte şi
calibre cu aripi desfăşurate după diverse metode.Înclinarea calibrelor cu aripi drepte variază de la 10% la 40%.
Înclinarea calibrului finisor variază de asemenea de la valori de 1% la valori de 10%.Numărul calibrelor cu aripi drepte variază de la trei (pentru profilul U5) la cinci (pentru profilul U40),iar calibrul prefinisor este şi calibru de control semideschis.
2) Metodele de desfăşurare completă a aripilor,prin îndoirea(sau curbarea) acestora,având şi porţiuni orizontale ale capetelor aripilor,prezintă dezavantajul unei prinderi dificile în primul calibru cu aripi drepte şi a necesităţii unor eforturi mari pentru îndreptarea aripilor.Prinderea dificilă se datoreşte diferenţelor mari(30. . .65 mm)dintre protecţiile orizontale ale calibrelor şi dificultăţilor legate de îndreptarea aripilor pentru care este nevoie de obicei de armături de introducere suplimentare. Toate aceste motive,limitează utilizarea acestei metode la profilele U cu numere mici sau mijlocii.
3) Metoda de desfăşurare cu îndoirea treptată a aripilor în câteva calibre intermediare(de „trecere")elimină în parte aceste dezavantaje,deoarece permite reducerea diferenţelor dintre proiecţiile orizontale ale calibrelor la 15. . .30 mm funcţie de numărul profilului.Îndoirea treptată a aripilor se realizează în 1...3 calibre de „trecere".
4) Metoda de calibrare la care desfăşurarea aripilor se realizează prin creşterea unghiului dintre inimi şi aripi,concomitent cu îndoirea inimii.Aripile la ultimul calibru desfăşurat în sensul laminării nu sunt indoite.Trecerea de la calibrele desfăşurate la cele cu aripi drepte se face într-un singur calibru(v. fig.). La această metodă se utilizează 2...3 calibre cu aripi drepte cu înclinări similare cu cele folosite la sistemul cu aripi înclinate. Proiecţiile orizontale ale calibrelor desfăşurate sunt aproximativ egale(descresc uşor spre calibrul de spintecare),ceea ce asigură o prindere uşoară între cilindri,o bună stabilitate în timpul laminării şi presiuni mici pe armăturile de ghidare.
Avantajele metodei cu aripi desfăşurate, comparativ cu celelalte metode:număr redus de treceri cu creşterea productivităţii laminorului până la 15. . .20%,ca urmare a reducerii ciclului de laminare;reducerea consumului de energie cu cca 5% determinată de utilizarea unui semifabricat de înălţime mai redusă(1,05...1,5)b,comparativ cu (2,0...2,2)b la celelalte sisteme, reducerea forţelor de frecare dintre laminat şi cilindri datorită vitezelor relative mai mici,temperatura mai ridicată a laminatului cu 2O...5O°C; calitate superioară a producţiei datorită unor reduceri uniforme ale inimii şi aripilor în calibrele desfăşurate cu asigurarea unor diferenţe de temperatură de max 10°C între

acestea;consum de cilindri mai redus,deşi lăţimea calibrelor este mai mare,cu posibilitatea refacerii dimensiunilor cilindrilor la valorile nominale,dupa restrunjire.
Dezavantajele au fost menţionate la prezentarea metodelor de calibrare cu aripi desfăşurate.
În prezent, în ţara nostră metodele cele mai utilizate pentru laminarea profilelor U sunt cele cu aripi cu înclinare redusă (C.S.R.) şi cu aripi înclinate (fig.).
Avantajele deosebite ale metodei cu aripi desfăşurate ne permit să recomandăm trecerea treptată la utilizarea acestei metode.În continuare se va prezenta metoda de calcul pentru calibrarea cu îndoirea treptată a aripilor „Azovostal" U.K.S.S şi unele date privind

calibrarea pentru profilul U12 de laminorul de profile mijlocii C.S.H. care utilizează principiile de calcul ale metodei Ross Beynon.
1) Metoda de calibrare “Azvostali”. Se utilizează în special pentru laminarea profilelor U cu numere mici şi mijlocii (experimentări s-au făcut însă până la U30, inclusiv). În fig.
Calibrarea profilului U16 după metoda “Azovstali”
sunt prezentate dimensiunile calibrării pentru profilul U16 pe un laminor 650 compus dintr-o cajă degrosisoare, două caje trio şi o cajă duo finisoare. Metoda de calcul se bazează pe respectarea egalităţii coeficienţilor de lungire ai inimii şi aripilor, cu utilizarea liniei medii a calibrelor.
Dimensiunile.calibrului finisor se determină cu ajutorul relaţiilor cunoscute; înclinarea exterioară a aripilor se stabileşte la 3,25% fiind compusă din înclinarea admisă de GOST-56 (1,25%) şi posibilităţile de îndreptare ale maşinilor de îndreptat (2%).
Din datele practice rezultă că numărul de treceri fasonate la calibrarea cu îndoirea treptată a aripilor este d: şase pentru U5 —U8; opt pentru U10 —U30; nouă pentru U33 —U40.
Pentru profilul U16, se aleg, în afara calibrului finisor (VIII), încă două calibre cu aripi drepte (VII) şi (VI) cu înclinări de 40% respectiv 39%, un calibru intermediar, de trecere (V), trei calibre cu aripi îndoite (IV, III, II) şi calibrul de spintecare (I).
Calibrul prefinisor este şi calibrul de control semideschis.Calculul dimensiunilor calibrelor se face cu stabilirea prealabilă a reducerii inimii
(fig. 4.98).

Variaţia reducerii a inimii (∆d) şi a coeficientului de lungire pe treceri la calibrarea profilului U16
Valorile reducerii inimii pentru profile cu număr mai mic sunt situate deasupra, iar pentru profilele cu număr mai mare dedesubtul curbelor pentru profilul U16. Lăţirea în calibrele VIII-V se adoptă de 1—3 mm pentru întreg sortimentul de profile U: în calibrele IV—I, unde temperatura este suficient de ridicată, lăţirea se poate limita, iar uneori laminarea decurge cu micşorarea lăţimii (în sensul laminării), cu valori de 1—6 mm. Pentru profilul U16 această micşorare este de 3 mm iar pentru U30 se poate adopta de 5 mm. Creşterea aripilor, în sensul laminării este ∆ha = 0,5. . .3,0 mm.
Aripile calibrelor cu aripi îndoite se compun de fapt din două părţi: o parte dreaptă şi una curbată; înălţimea părţii drepte ( ) este egală cu lungimea conturului său exterior, iar a părţii curbate ( ), egală cu lungimea arcului determinat de raza medie (Ra
m). Această rază se determină cu relaţia : Ram= Ra + 0,5a , unde Ra este raza conturului
exterior; a — grosimea aripei la capăt.Practica laminării cu această metodă demonstrează că prinderea între cilindri şi
stabilitatea de laminare în calibrele intermediare (de „trecere") depinde de diferenţa dintre proiecţiile orizontale, dintre două calibre succesive; această diferenţă poate fi de maximum 5. . .30 mm, valorile mari referindu-se la profilele U cu număr mare.
Pentru profilul U 16, diferenţele între proiecţiile orizontale ale calibrelor IV—V şi VI (calibrul V este calibrul intermediar de trecere) | sunt de 10,4 mm şi 12,5 mm între calibrele V şi VI.
Proiecţia orizontală a calibrelor cu aripi îndoite (fig.)
Numarul calibrului

Dimensiunile calibrelor intermediare la metoda “cu îndoire treptată” a aripilor.
se determină cu relaţia:Bo = {360[ -Rtg(45 - γ'/2)cosγ'—0,5 d)]-2aπα sinα. sin(α+γ)/πα+2[R+R'tg(45°—γ'/2)cosγ+0,5d]sinγ+2Bcosγ, în care semnificaţia simbolurilor rezultă din fig..
Unghiul 2α, variază în limitele 0<2≤90°—(γ+γ').Dimensiunile calibrului prefinisor (VII) şi anteprefinisor (VI) se pot determina cu ajutorul relaţiilor prezentate la metoda de calibrare cu aripi înclinate. În continuare se va prezenta metodologia de calcul pentru primul calibru cu aripi îndoite (V), care este şi calibru de trecere.
— Înclinarea porţiunii drepte a aripii se alege 40%.— Grosimea inimii, d5 = d6 + ∆d6, unde d6 şi ∆d6 sunt grosimea şi reducerea
inimii în calibrul VI.— Lăţimea inimii, B5 = B6 — ∆b6.— Raza de curbare a inimii R5 = 75 mm.— Lăţimea porţiunii curbe a inimii, B5 = 2πR52γ5/3600
— Lăţimea porţiunii drepte a inimii = 0,5(B5 — B5).— Proiecţia orizontală a inimii; 0,5 5i = 5/cosγ5+(R5— 5tgγ5)sinγ5.— Dimensiunile aripilor suplimentare se adoptă constructiv.— Lăţimea calibrului la vârful aripilor suplimentare, B5s = 550—
2(0,5d5+C5)sinγ5, unde: C5 este înălţimea aripei suplimentare.— Creşterea aripei ∆ha în calibrul VI, 0,5 mm.— Înălţimea aripii în calibrul V, h5 = h6 — ∆h6.— Se adoptă înălţimea porţiunii drepte a aripei (K5).— Înălţimea porţiunii curbe a aripii, 5 = h5— K5.— Suprafaţa inimii la calibrul V, S5i = d5 B5.— Coeficientul de lungire a inimii în calibrul VI μ6=S5i/S6i.— Suprafaţa aripii în calibrul V, S5a == S6a μ6.— Grosimea aripei la vârf, a6 μ6.Pentru determinarea grosimei aripei la trecerea de la partea dreaptă la cea curbă se
determină în prealabil grosimea aripii în calibrul VI la înălţimea k5, t6k=b6a—(b6a—t6)K5/U6, unde : b6a este lăţimea aripei la bază t6=t7+0,1 mm; t7-grosimea aripei în calibrul

prefinisor (VII) corespunzătoare punctului de tangenţă dintre raza R şi conturul aripei (v. fig.); U6—înălţimea porţiunii superioare a aripii (corespunzătoare grosimii tb)—similară înalţimii constante C de la calibrarea profilelor U cu aripi înclinate (v. fig.)
— Grosimea aripii în punctul de trecere de la porţiunea dreaptă la cea curbă ; t5k=t6kμ6.
— Suprafaţa porţiunii curbe a aripei, 5a= 0,5(t5k+a5) 5.— Suprafaţa porţiunii drepte a aripii 5a = S5a — S5a;— Grosimea aripei la bază : b5 = 2S5a/k5—t5k.— Raza interioară dintre aripă şi inimă, R’5=R'6 μ6. Pentru prinderea sigură a
laminatului între cilindri trebuie să se realizeze o trecere lină de la capătul aripei spre saltul cilindrilor. Alegerea valorii razei de. racordare este foarte importantă deoarece aceasta determină unghiul de îndoire al capătului aripei şi prin urmare mărimea proiecţiei orizontale a calibrului. Pentru conturul exterior se adoptă o rază de îndoire : R5a = 70 mm.
— Raza de îndoire pe linia medie va fi R5m=R5a+0,5a5;
— Unghiul de îndoire al porţiunii curbe β5=h5-360o/2πR5a;— Proiecţia orizontală a aripilor B50
n=(k5+0,5d5)sinγ5+R5sin(90°-γ5)-R5sin(90°- γ5-B5).
— Proiecţia orizontală totală a calibrului, B50 = B5i+2Ba50.
Dimensiunile calibrelor pentru celelalte treceri se determină în mod similar.2) Calibrarea după varianta americană.

Fig. Calibrarea profilului U 228,6X88,9x11,43 mm cu desfăşurarea aripilor după metoda americană.
În fig. este prezentată calibrarea profilului U de 228,6 x 88,9 x 11,43 mm după varianta americană. Din analiza acestei calibrări se pot constata următoarele:
-Calibrarea constă din calibre cu aripi înclinate şi calibre cu aripi desfăsurate. Înclinarea calibrelor cu aripi înclinate creşte de la 0,5° în calibrul finisor la 9° în primul calibru cu aripi înclinate. Calibrul prefinisor este şi calibru de control semi-deschis. Deschiderile calibrelor cu aripi înclinate sunt de tipul „în sus", pentru asigurarea condiţiilor de stabilitatea laminatului la trecerea de la calibrele cu aripi desfăşurate la primul calibru cu aripi înclinate. Aripile suplimentare sunt de formă triunghiulară şi au suprafaţa redusă comparativ cu alte calibrări, deci deformarea este mai uniformă.
-Reducerea inimii creşte, de la calibrul finisor spre calibrul de spintecare de la 0,8 la 46,9 mm, fiind mai intensă în calibrele cu aripi desfăşurate. Reducerile relative sunt de

6,4—33,8% în calibrele cu aripi înclinate (patru calibre) şi de 35— 48% în calibrele desfăşurate (3 calibre).
-Desfăşurarea aripilor, nu se realizează prin îndoirea acestora (ele rămân drepte şi în primul calibru cu aripi desfăşurate) ci prin creşterea unghiului dintre aripi şi inimă şi îndoirea corespunzătoare a inimii. La următorul calibru desfăşurat se realizează o uşoară curbare a aripilor, în intenţia de a nu creşte prea mult înălţimea totală a calibrului. Calibrele cu aripi desfăşurate au deschiderile alternate, cu înclinări de 5 şi 10°.
-În calibrele desfăşurate se aplică o reducere uniforma a inimii şi aripilor, ceea ce asigură o calitate superioară a producţiei.
-Trecerea de la calibrele cu aripi desfăşurate la cele cu aripi înclinate se realizează fără deformări prealabile ale aripilor sau cu ajutorul unor armături suplimentare; presiunile pe dălţile pentru aripi sunt relativ reduse, având o durabilitate ridicată.
-Înălţimea semifabricatului priză este foarte redusă [~ 1,1 b (b este lăţimea aripii în calibrul finisor)], cu consecinţele care decurg consum redus de energie, de cilindri ş.a.
Principiile variantei americane de calibrare cu aripi desfăşurate au fost utilizate pentru calibrarea profilului U12, la laminorul de profile mijlocii G.S.H. S-au stabilit următoarele :
1) Metoda poate fi aplicată pe laminoarele liniare din ţară cu utilizarea actualelor calibrări, cu aripi drepte cu înclinarea redusă (3.. .5%) sau mărită (15... .20%) la ultimele 3—4 treceri, în sensul laminării deci cu folosirea actualelor garnituri de cilindri.
2) Deoarece calibrele existente au deschiderile în „jos", pentru asigurarea stabilităţii în primul calibru cu aripi înclinate, se va realiza o construcţie specială a cordoanelor cilindrilor. Considerăm că această construcţie asigură o prindere sigură între cilindri şi o stabilitate mai bună în timpul procesului de deformarea aripilor decât în cazul calibrării cu aripi complet desfăşurate şi chiar a celei cu îndoire treptată (fig.).
Asigurarea stabilităţii la prinderea în calibre la sistemul de calibrare cu aripi desfăşurate : a — metoda Starcenko ; b — metoda Azovstali ; c — metoda C.S.H.

3) Pentru construirea primului calibru cu aripi desfăşurate, este necesar să se ţină cont de forma actualelor calibre cu aripi înclinate, care vor deveni, în sensul calibrării, primele calibre cu aripi desfăşurate. În aceste condiţii, aceste calibre vor deveni calibre „convenţionale" pentru construirea calibrelor de tip desfăşurat. În fig. sunt prezentate dimensiunile calibrului cu aripi înclinate existent (convenţional) şi a calibrului cu aripi desfăşurate derivat pentru profilul U12. Calculul dimensiunilor se face pe baza determinării liniei medii pentru inimă şi aripile calibrelor.
Dimensiunile calibrului convenţional cu aripi înclinate (a) şi cu aripi desfăşurate (b) pentru profilul U 120.