Ax InslaŢie Pompaj
15
AX INSLAŢIE POMPAJ AX INSLAŢIE POMPAJ
-
Upload
alexandrina-buga -
Category
Documents
-
view
220 -
download
4
description
sdfg
Transcript of Ax InslaŢie Pompaj
www.referat.ro
ax inslaie pompaj
cuprins
Capitolulpag.
Rolul Piesei3
Alegerea materialului4
Calculul adaosului de prelucrare5
Tehnologia de execuie a piesei7
Descrierea procesului tehnologic7
Maina unealt8
Calculul regimului de achiere9
normarea tehnic10
norme de tehnica securitii muncii i psi12
Bibliografie13
Desenul de execuie al piesei
Fia tehnologic
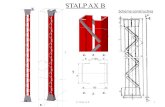
1. Rolul PieseiPiesa Ax instalaie pompaj este o pies de rotaie, obinut prin strunjire n cazul tuturor suprafeelor.
Piesa face parte din construcia unui automacara telescopice montat pe un asiu de camion i folosete la sprijinirea (mpreun cu alte 3 axe identice) pe sol a automacaralei atunci cnd aceasta este n regim de lucru, pentru transportul la diferite alte puncte de lucru acestea fiind demontate.
Cu ajutorul filetului Pt 50x6, axul atinge rapid i sigur solul, sprijinindu-se pe o talp care la rndul acesteia preia o parte din fora de apsare pe sol a automacaralei mpreun cu sarcina acesteia.
Din desenul de execuie a piesei i datele nscrise n indicator, se observ c piesa Ax instalaie pompaj este o pies de rotaie, se execut prin strunjire dintr-un semifabricat laminat din oel OL 50. Piesa are o form constructiv tehnologic simpl alctuit dintr-o succesiune de cilindri. Este suficient o singur proiecie, reprezentat n seciune longitudinal complet pentru a determina complet forma i dimensiunile acesteia.
Forma constructiv - tehnologic este compus din:
un cilindru filetat Pt 50x6, de lungime 350 mm, cu o teitur 2,5x45;
un canal cilindric (degajare filet) de lungime 13 mm la diametrul 50;
un cilindru avnd diametrul 50 pe o lungime de 116 mm;
un cilindru cu diametrul 55 pe o lungime a piesei de 41 mm.
Toate razele de racordare, rezultate n urma strunjirii sunt max. R1, cu excepia
fundurilor flancurilor filetului care sunt R0,3.
Piesa se nscrie n clasa de execuie mijlocie. n timpul prelucrrii la astfel de piese trebuie respectat coaxialitatea suprafeelor cilindrice.
Fiind vorba de o pies de rotaie cotarea este simpl, se folosete o singur suprafa de cotare, ceea ce simplific executarea piesei.
n concluzie piesa Ax instalaie pompaj este tehnologic i nu ridic probleme de execuie.
2. Alegerea materialului
Notarea mrcilor de oel de uz general se face prin simbolul OL (oel laminat) urmat de dou cifre care reprezint valoarea rezistenei minime de rupere la traciune exprimate n kgf/mm2. Oelul OL 50 este un oel de uz general cu rezistena minim la rupere la traciune de 500 N/mm2 (50 kgf/mm2), din clasa de calitate 1.
Acest material se folosete pentru elemente de construcii mecanice supuse la solicitri mecanice ridicate, cum ar fi: bare de traciune, arbori drepi i cotii, arbori pentru pompe i turbine, etc.
a) Compoziia chimic a materialului
Conform STAS 500/2 80, compoziia chimic a oelului OL 50 este indicat n tabelul urmtor:
Marca oeluluiCompoziia chimic %
CMnPS
OL 500,40 0,520,48 0,78Max. 0,042Max. 0,038
b) Caracteristici mecanice i tehnologice (conform STAS 500/2 80)
Marca oeluluiClasa de calitateLimita de curgere Rp0,2[N/mm2]Rezistena la traciune Rm[N/mm2]Alungirea la rupere
A
[%]Rezistena KCU
J/cm2Energia de rupere
Temperatura
CKV,
J
OL 501280490 610 2159+2027
Semifabricatul este o bucat de material sau o pies brut care a suferit o serie de prelucrri mecanice sau tehnice, dar care necesit n continuare alte prelucrri pentru a deveni o pies finit.
Piesa finit rezult n urma prelucrrii semifabricatului cu respectarea tuturor condiiilor impuse prin desenul de execuie (form, dimensiune, toleran, calitatea suprafeelor).
Semifabricatul supus prelucrrii prin achiere are una sau mai multe dimensiuni mai mari dect al piesei finite.
Surplusul de material care trebuie ndeprtat de pe suprafaa semifabricatului poart denumirea de adaos de prelucrare. Un semifabricat bun re ct mai multe suprafee identice cu ale piesei finite, iar adaosul de prelucrare este redus la minimum.
Principalele tipuri de semifabricate folosite la prelucrarea prin achiere sunt:
buci debitate din produse laminate (bare, profile, srme);
piese brute obinute prin turnare;
piese brute forjate liber;
piese brute forjate n matri (matriate);
produse trase la rece.
Din semifabricatele enumerate, unele sunt caracterizate de o precizie ridicat, cum ar fi cele matriate, cele presate, din pulberi i cele turnate (n special cele turnate sub presiune).
Alegerea unui anumit tip de semifabricat este legat de seria de fabricaie.
Semifabricatele turnate sau matriate nu pot fi folosite dect atunci cnd numrul pieselor de acelai tip prelucrat este mare.
n cazul piesei Ax instalaie pompaj unde avem o producie individual vom alege ca semifabricat bar laminat 52.
3. calculul adaosului de prelucrare
Adaosul total (pe lungime):
, unde:
- lungimea semifabricatului, = 115 mm
- lungimea piesei finite, = 111 mm
524-520=4
[mm]
Adaosurile de prelucrare (intermediare, simetrice) sunt:
[mm]
Adaosul total simetric:
4. tehnologia de execuie a piesei
4.1. Descrierea procesului tehnologic (v. i anexa)
Avnd n vedere desenul de execuie al piesei i condiiile tehnologice legate de funcionarea piesei s-au stabilit operaiile de prelucrare cu fazele lor.
Operaia I
Faza 1 - Orientare i fixare semifabricat la L=524
Faza 2 - Executat gaur A3 STAS 1361-82
Faza 3 - Strunjit ext. 50x479
Faza 4 - Strunjit degajare filet b=13
Faza 5 - Strunjit ext. 50-0,15x337
Faza 6 - Teit exterior 2,5x45
Faza 7 - Filetat Pt50x6
Faza 8 - Retezat la L=520
SDV uri: cuit de strunjit exterior, cuit de filetat pentru filet cu profil ptrat p=6, cuit de canelat, cuit profilat 45, cuit de retezat, cuit de centruit A3 STAS 1361-82, vrf rotativ, ubler.
Main unealt: strung SN 400, universal cu 3 bacuri, suport portcuit cu 4 poziii pentru prinderea cuitului.
Operaia II Desprins, control CTC: se verific conform desen execuie.
4.2. Maina - unealt
Strungul SN400 este un strung de mrime mijlocie iar prelucrrile pe acest strung au un caracter universal, putndu-se efectua toate operaiile de strunjire i filetare.
Turaiile axului principal se pot schimba cu ajutorul a dou manete, un ghidaj, pe partea lateral a batiului permite instalarea ablonului sau a unei piese etalon pentru cazul cnd strungul este dotat cu dispozitiv hidraulic de copiere. Strungul SN400 se execut n patru variante care se deosebesc prin distana dintre vrfuri. La acest tip de strung este posibil montarea unui portcuit pe sania transversal permind-ui prelucrarea unei piese cu dou cuite n acelai timp contribuind astfel la mrirea productivitii.
Caracteristicile tehnice (dimensiuni liniare n mm):
distana ntre vrfuri: 750; 1000; 1500; 2000;
nlimea vrfurilor: 200;
distana maxim de strunjire: 400 deasupra ghidajelor;
diametrul maxim de prelucrare: 210 deasupra saniei;
conul alezajului axului principal: Morse nr. 6;
pasul urubului conductor: 12;
numrul de turaii distincte ale arborelui principal: 22;
turaia minim i maxim a axului principal: 12 1500.
turaiile strungului normal SN400: 12, 15, 19, 24, 30, 38, 46, 58, 76, 96, 120, 150, 185, 230, 305, 380, 480,600, 765, 955, 1200, 1500.
puterea/ turaia motorului principal: 7,5 kW/1000 rot/min;
puterea/turaia motorului deplasri rapide: 1,1 kW/1500 rot/min;
avansurile longitudinale minime i maxime: 0,046 3,52 mm/rot;
cursa maxim a cruciorului: 650, 900, 1400, 1900;
unghiul de rotire a saniei portcuit: ;
pasul urubului saniei transversale: 5.
4.3. Calculul regimului de achiere (pentru strunjire cilindric 50x350)1) Adncimea de achiere: se alege t=2 mm
2) Avansul: din tabelul cu regimul de achiere pentru strunjire longitudinal a oelului a oelului cu rezisten la rupere daN/mm2, cu cuit din oel rapid Rp3 se alege avansul s=0,30 mm/rot.
3) Viteza de achiere: tot din tabel se alege viteza de achiere v=37 m/min.
Determinarea turaiei: rot/min
Din cartea mainii se adopt o valoare imediat inferioar mrimii calculate: 230 rot/min
Cu aceast valoare a turaiei se face determinarea vitezei de achiere reale:
m/min
5. normarea tehnic
Calculul timpului operativ pentru strunjirea cilindric 50x350
min
= lungimea de prelucrare
l1= 2 mm lungimea de apropiere a sculei
l2= 2 mm lungimea de ieire din achiere
l = 350 mm lungimea suprafeei de prelucrat
tb = 5,130 min
- timp ajuttor strunjire cilindric 50 mm
ta1 = 0,14 min timp ajuttor pentru manevrarea strungului
ta2 = 0,16 min timp ajuttor legat de faz
ta3 = 0,11 min timp ajuttor pentru msurarea cu ublerul
min
Timp operativ (timp de main) min
Timpul unitar -
Timpul de deservire -
min
min
min
6. norme de tehnice securitii muncii i PSI
Pentru prentmpinarea unor eventuale accidente la prelucrarea pieselor pe strungul normal este necesar ca personalul s-i nsueasc normele de tehnica securitii muncii.
Normele de protecia muncii n ramura construciilor de maini i prelucrarea metalelor au fost ntocmite n baza legii nr. 5/1965 (cu modificrile ulterioare), a normelor republicane de protecie a muncii. Decretul nr. 112/1973 dat de Ministerul Muncii i nr. 39/1977 al Ministerului Sntii.
Scopul prezentelor norme este s contribuie la mbuntirea continu a condiiilor de munc i la nlturarea cauzelor care pot provoca accidente de munc i profesionale, prin aplicarea de procedee tehnice moderne, folosirea rezultatelor cercetrilor tiinifice i organizarea corespunztoare a locului de munc.
Aplicarea prezentelor norme de protecia muncii este obligatorie pentru toate unitile din economie, avnd activitate cu specific de construcii de maini.
nainte de nceperea lucrului, strungarul trebuie s verifice starea de funcionare a fiecrui bac de strngere. Dac bacurile sunt uzate, au joc, prezint deformri sau fisuri, mandrina sau platoul trebuie nlocuite.
nainte de nceperea lucrrii, muncitorul trebuie s verifice cuitul n sensul dac acesta are profilul corespunztor prelucrrii pe care trebuie s o execute, precum i materialului din care este confecionat piesa.
La cuitele de strung prevzute cu plcue de carburi metalice se vor controla cu atenie fixarea plcuei pe cuit, precum i starea acestuia. Nu se permite folosirea cuitelor de strung care prezint fisuri sau deformri. Cuitele cu plcue din carburi metalice sau ceramice vor fi ferite de jocuri mecanice.
Lungimea cuitului care iese din suport trebuie s fie corespunztoare iar fixarea acestuia se face cu cel puit dou uruburi bine strnse.
BIBLIOGRAFIE
1. M. Voicu Utilajul i tehnologia prelucrrilor prin achiere
2. Gh. Biber Manualul strungarului
3. G.S. Georgescu ndrumtor pentru ateliere mecanice
4. C. Pico Calculul adaosurilor de prelucrare i al regimurilor de achiere
5. C. Dragu Tolerane i ajustaje
6. N. Stoica Manual de organizare a producii i a muncii
7. *** - Fonte i oeluri Standarde i comentarii
_1209800183.unknown
_1209935968.unknown
_1209936118.unknown
_1209936254.unknown
_1209938950.unknown
_1209939075.unknown
_1209938836.unknown
_1209936296.unknown
_1209936127.unknown
_1209936197.unknown
_1209936122.unknown
_1209936072.unknown
_1209936075.unknown
_1209936059.unknown
_1209935841.unknown
_1209935848.unknown
_1209935791.unknown
_1206040729.unknown
_1206881034.unknown
_1208279755.unknown
_1208811698.unknown
_1209800146.unknown
_1208797185.unknown
_1206881279.unknown
_1206881310.unknown
_1206124097.unknown
_1206127178.unknown
_1206040761.unknown
_1206040695.unknown
_1206040710.unknown
_1206039326.unknown