
Aspecte tehnologice la sudarea ... - revista-sudura-asr.ro · PDF fileanihilat prin protejarea...
5
24 SUDURA , XXII - 3/2012 1.Introducere Rezistenþa la coroziune a îmbinãrilor sudate în cazul oþelurilor înalt aliate este asiguratã printr-un tratament superficial, numit tratament de decapare. Tratamentul de decapare nu poate fi însã aplicat întotdeauna fie din motive ecologice fie din lipsa de accesibilitate. O alternativã la tratamentul termic suplimentar al îmbinã- rilor sudate constã în evitarea preventivã a oxidãrii. Pentru aceasta efectul dãunãtor al oxigenului conþinut în aer trebuie anihilat prin protejarea sudurii cu gaze protectoare. Rezumat Sudarea þevilor, în special a stratului de rãdãcinã, este o problemã relativ dificilã. Datoritã accesului unilateral trebuie realizatã calitatea stratului de rãdãcinã, fãrã defecte de tipul lipsei de pãtrundere sau a supratopirii, prin luarea unor mãsuri tehnologice. În cazul sudãrii þevilor din oþeluri inoxidabile o mãsurã tehnologicã frecvent uzitatã este asigurarea unei protecþii la rãdãcinã cu ajutorul unui gaz de protecþie, numit „gaz de formare” de obicei argon. Problema protecþiei la rãdãcinã a oþelurilor carbon nealiate ºi slab aliate împotriva oxidãrii nu este una de actualitate putându-se afirma cã ea constituie, la prima vedere, chiar o problemã falsã, deoarece aceste oþeluri nu prezintã rezistenþã la oxidare în aer. În practicã existã situaþii când se recomandã protecþia la sudarea stratului de rãdãcinã, folosind aºa numitele „gaze de formare” ºi în cazul oþelurilor carbon, în cazul îmbinãrilor sudate de mare rezistenþã din componenþa unor structuri sudate importante, puternic solicitate din domeniul energetic nuclear sau termoenergetic, supuse la valori ridicate de presiune ºi temperaturã. Este cazul sudãrii oþelurilor slab aliate din categoria oþelurilor termorezistente cu 5-9% Cr, Mo, V, B, cu tendinþã puternicã de oxidare, care permit exploatarea pânã la temperaturi de 700°C în centralele termoenergetice din ultima generaþie ºi unde la sudarea stratului de rãdãcinã a þevilor din componenþa pereþilor membranã este obligatorie utilizarea gazului de protecþie la rãdãcinã în cazul sudãrii WIG a acestora. Lucrarea prezintã rezultatele cercetãrilor experimentale privind tehnologia de sudare WIG a þevilor din oþel carbon cu diametrul de 121mm x 8mm, folosind protecþie de gaz la rãdãcinã cu argon cu ajutorul unui dispozitiv de distribuþie a gazului proiectat special în acest sens. Sunt evidenþiate avantajele susþinerii sudurii cu gaz de protecþie, comparativ cu sudarea standard, privind calitatea sudurii, geometria rãdãcinii, reducerea pericolului de formare a defectelor la rãdãcinã, susþinerea bãii metalice prin suprapresiunea realizatã în interiorul þevii de cãtre perna de gaz, reducerea fenomenului de oxidare la rãdãcinã a metalului topit ºi a zonelor adiacente sudurii, respectiv particularitãþile ºi facilitãþile de ordin tehnologic. Abstract Pipe Welding, especially root layer is a relatively difficult problem. Due to the unilaterally access the quality of the root layer must be achieved, without defects such as lack of penetration or over melting, by taking technological measures. When welding stainless steel pipes a commonly used measure is to provide a common technological protection for the root with a protective gas called "gas forming" which is usually argon. The protection of the root in the case of alloy and low-alloy carbon steels against oxidation is not a current one as one can say that it is, at first glance, even a false problem because these steels are not resistant to oxidation in air. In practice there are situations where protection is recommended when welding the root layer, using so-called "gas forming” for carbon steels, too. It is the case of high strength welded joints of which are part of important welded structures, strongly loaded, in the nuclear or thermal energy field, subject to elevated pressure and temperature. Appropriate to the welding of low alloy steels in the heat resistant steels category with 5-9% Cr, Mo, V, B, with strong tendency to oxidation, which allows operation at temperatures up to 700°C. These are to be found in the last generation thermal power plants when welding the root layer of the pipe wall membrane. It is mandatory to use gas protection for the root TIG welding. This paper presents the results of experimental research on TIG welding technology of carbon steel pipes with a diameter of 121mm x 8mm using the root protection with argon with a gas distribution device designed specifically for this purpose. Are highlighted advantages of gas welding protection support compared with standard welding as regards the weld quality, root geometry, reducing the risk of defects in root formation, supporting metal bath by the overpressure produced within the cushion gas pipe, reducing the phenomenon of the root oxidation of molten metal and weld adjacent areas, namely the technological features and facilities. Aspecte tehnologice la sudarea manual@ WIG a ]evilor din o]el inoxidabil folosind protec]ie de gaz la r@d@cin@ Technological aspects in manual TIG welding of stainless steel pipes using gas protection for the root S.l.dr. ing. Mircea BURC~, Universitatea „POLITEHNICA” din Timi}oara, S.l.dr.ing. Daniel [UNEA, Universitatea „POLITEHNICA” din Timi}oara, Ing. Master Traian Aurel BENA, Universitatea „POLITEHNICA” din Timi}oara, Prof. Ing. Ion B~LEA, Grupul {colar Industrial Bal}
Transcript of Aspecte tehnologice la sudarea ... - revista-sudura-asr.ro · PDF fileanihilat prin protejarea...
24 SUDURA , XXII - 3/2012
1.IntroducereRezistenþa la coroziune a îmbinãrilor sudate în cazuloþelurilor înalt aliate este asiguratã printr-un tratamentsuperficial, numit tratament de decapare. Tratamentul dedecapare nu poate fi însã aplicat întotdeauna fie din motive
ecologice fie din lipsa de accesibilitate.O alternativã la tratamentul termic suplimentar al îmbinã-rilor sudate constã în evitarea preventivã a oxidãrii. Pentruaceasta efectul dãunãtor al oxigenului conþinut în aer trebuieanihilat prin protejarea sudurii cu gaze protectoare.
RezumatSudarea þevilor, în special a stratului de rãdãcinã, este o problemã relativ dificilã. Datoritã accesului unilateral trebuierealizatã calitatea stratului de rãdãcinã, fãrã defecte de tipul lipsei de pãtrundere sau a supratopirii, prin luarea unormãsuri tehnologice. În cazul sudãrii þevilor din oþeluri inoxidabile o mãsurã tehnologicã frecvent uzitatã este asigurareaunei protecþii la rãdãcinã cu ajutorul unui gaz de protecþie, numit „gaz de formare” de obicei argon.Problema protecþiei la rãdãcinã a oþelurilor carbon nealiate ºi slab aliate împotriva oxidãrii nu este una de actualitateputându-se afirma cã ea constituie, la prima vedere, chiar o problemã falsã, deoarece aceste oþeluri nu prezintãrezistenþã la oxidare în aer.În practicã existã situaþii când se recomandã protecþia la sudarea stratului de rãdãcinã, folosind aºa numitele „gazede formare” ºi în cazul oþelurilor carbon, în cazul îmbinãrilor sudate de mare rezistenþã din componenþa unor structurisudate importante, puternic solicitate din domeniul energetic nuclear sau termoenergetic, supuse la valori ridicatede presiune ºi temperaturã. Este cazul sudãrii oþelurilor slab aliate din categoria oþelurilor termorezistente cu 5-9%Cr, Mo, V, B, cu tendinþã puternicã de oxidare, care permit exploatarea pânã la temperaturi de 700°C în centraleletermoenergetice din ultima generaþie ºi unde la sudarea stratului de rãdãcinã a þevilor din componenþa pereþilormembranã este obligatorie utilizarea gazului de protecþie la rãdãcinã în cazul sudãrii WIG a acestora.Lucrarea prezintã rezultatele cercetãrilor experimentale privind tehnologia de sudare WIG a þevilor din oþel carboncu diametrul de 121mm x 8mm, folosind protecþie de gaz la rãdãcinã cu argon cu ajutorul unui dispozitiv de distribuþiea gazului proiectat special în acest sens. Sunt evidenþiate avantajele susþinerii sudurii cu gaz de protecþie, comparativcu sudarea standard, privind calitatea sudurii, geometria rãdãcinii, reducerea pericolului de formare a defectelor larãdãcinã, susþinerea bãii metalice prin suprapresiunea realizatã în interiorul þevii de cãtre perna de gaz, reducereafenomenului de oxidare la rãdãcinã a metalului topit ºi a zonelor adiacente sudurii, respectiv particularitãþile ºifacilitãþile de ordin tehnologic.
AbstractPipe Welding, especially root layer is a relatively difficult problem. Due to the unilaterally access the quality of theroot layer must be achieved, without defects such as lack of penetration or over melting, by taking technologicalmeasures. When welding stainless steel pipes a commonly used measure is to provide a common technologicalprotection for the root with a protective gas called "gas forming" which is usually argon.The protection of the root in the case of alloy and low-alloy carbon steels against oxidation is not a current one asone can say that it is, at first glance, even a false problem because these steels are not resistant to oxidation in air.In practice there are situations where protection is recommended when welding the root layer, using so-called "gasforming” for carbon steels, too. It is the case of high strength welded joints of which are part of important weldedstructures, strongly loaded, in the nuclear or thermal energy field, subject to elevated pressure and temperature.Appropriate to the welding of low alloy steels in the heat resistant steels category with 5-9% Cr, Mo, V, B, with strongtendency to oxidation, which allows operation at temperatures up to 700°C. These are to be found in the last generationthermal power plants when welding the root layer of the pipe wall membrane. It is mandatory to use gas protectionfor the root TIG welding.This paper presents the results of experimental research on TIG welding technology of carbon steel pipes with adiameter of 121mm x 8mm using the root protection with argon with a gas distribution device designed specificallyfor this purpose. Are highlighted advantages of gas welding protection support compared with standard welding asregards the weld quality, root geometry, reducing the risk of defects in root formation, supporting metal bath by theoverpressure produced within the cushion gas pipe, reducing the phenomenon of the root oxidation of molten metaland weld adjacent areas, namely the technological features and facilities.
Aspecte tehnologice la sudarea manual@ WIG a ]evilor dino]el inoxidabil folosind protec]ie de gaz la r@d@cin@
Technological aspects in manual TIG welding of stainlesssteel pipes using gas protection for the root
S.l.dr. ing. Mircea BURC~, Universitatea „POLITEHNICA” din Timi}oara, S.l.dr.ing. Daniel [UNEA, Universitatea„POLITEHNICA” din Timi}oara, Ing. Master Traian Aurel BENA, Universitatea „POLITEHNICA” din Timi}oara,Prof. Ing. Ion B~LEA, Grupul {colar Industrial Bal}
Oþeluri inoxidabile se considerã oþelurile cu un conþinut încrom de peste 12%. Rezistenþa la coroziune a acestor oþelurise realizeazã prin formarea la suprafaþã a unei peliculefoarte subþiri ºi vulnerabile de oxid de crom care apare înurma interacþiunii cu atmosfera, purtând denumirea de"strat pasiv". Grosimea acestui strat este de ordinul a5...10µm. Dacã pelicula este distrusã mecanic, ea se refacecu condiþia sã existe o cantitate suficientã de oxigen ladispoziþie respectiv sã nu existe alte substanþe contaminantepe suprafaþa respectivþ.În urma acþiunii aerului pe suprafaþa metalului se formeazãstraturi de oxizi care pot fi recunoscute dupã culoarea lorgalben deschisã, cu grosime de circa 0,2 mm. Acest stratconstituie baza aºa numitei culori de revenire, înconformitate cu DIN 50930 - partea 4, "Coroziuneamaterialelor metalice din interiorul conductelor, recipienþilorºi aparatelor supuse acþiunii de corodare datoritã apelor;aprecierea probabilitãþii de corodare a oþelurilor inoxidabile".Materialele care prezintã aceastã culoare galbenã, laacþiunea de corodare a apei, sunt considerate încã, ca fiindrezistente la coroziune. Dacã apare o altã coloraþie derevenire, acest lucru este considerat un semnal cã stratuleste mai gros ºi în consecinþã existã o nesiguranþã în ceeace priveºte corodarea.Un procedeu economic, curat ºi ecologic destinat formãriiculorilor de revenire, deci implicit de asigurare a rezistenþeila coroziune este "spãlarea", adicã protejarea în timpulsudãrii a rãdãcinii sudurii cu gaze de protecþie, procedeudenumit pe scurt „formare”. Toate regiunile influenþatetermic ale metalului de bazã precum ºi sudura trebuieacoperite cu gaz de protecþie atât la partea inferioarã cât ºila partea superioarã a sudurii. Protecþia gazoasã trebuie sãfie pãstratã pânã la o temperaturã limitã, adicã ºi în cursulrãcirii de la temperaturile înalte.Drept valori orientative pentru temperaturile începând dela care poate avea loc o absorbþie criticã a oxigenului sunturmãtoarele:w 250°C pentru oþelurile crom-nichel;w 200°C pentru materialele reactive adicã sensibile la
acþiunea gazelor, cum ar fi aliajele de titan ºi zirconiu.Sub denumirea de „gaze de formare” în accepþiunea clasicã,s-au înþeles amestecurile de azot-hidrogen. În prezent subdenumirea de „gaze de formare” se înþeleg toate gazelefolosite la protejarea rãdãcinii sudurii, cum ar fi:w argon - ca ºi gaz inert;w azot - ca ºi gaz cu reactivitatea înceatã;w amestecuri de azot-hidrogen - ca ºi gaze de formare;w amestecuri de argon-azot - folosite de exemplu la
sudarea oþelurilor duplex.Aºadar problema protecþiei rãdãcinii la sudarea WIG cuajutorul „gazelor de formare” este o problemã specificã îngeneral oþelurilor înalt aliate.Problema protecþiei la rãdãcinã a oþelurilor carbon nealiateºi slab aliate împotriva oxidãrii nu este una acutã, mai multputându-se spune cã ea constituie la prima vedere chiar oproblemã falsã. Aceasta deoarece aceste oþeluri nu prezintãrezistenþã la oxidare în aer datoritã faptului cã stratul deoxid de fier ce se formeazã la suprafaþa materialului esteneaderent ºi poros spre deosebire de stratul de oxid decrom din cazul oþelurilor inoxidabile care este unul aderentºi compact.Prin urmare utilizarea gazului de protecþie la rãdãcinã lasudarea acestor oþeluri pentru evitarea oxidãrii metaluluisudurii ºi a zonelor adiacente acesteia nu are obiect ºi estelipsit de sens atâta vreme cât restul suprafeþelor materialuluisunt oxidate.
În general se considerã cã protecþia realizatã de gazul deprotecþie propriu zis utilizat la sudare pentru protecþia bãiimetalice, a arcului electric ºi a electrodului nefuzibil dewolfram, prin pãtrunderea gazului la rãdãcinã pe parteaopusã acesteia prin spaþiul realizat de deschiderea rostuluieste suficientã în acest caz pentru protecþia metalului topitºi formarea unei rãdãcini acceptabile.Desigur cã datoritã temperaturii ridicate a metalului topitºi a zonelor adiacente o oxidare mai puternicã decât asuprafeþei metalului de bazã totuºi are loc, dar aceasta nuiese din limitele normale de oxidare a acestor oþeluri. Totuºiaceastã tendinþã de oxidare la rãdãcinã este nefavorabilãdin punct de vedere a calitãþii sudurii, a geometrieidefectuoase a stratului de rãdãcinã, a esteticii suprafeþeistratului de rãdãcinã ºi nu în ultimul rând a pericolului dedefecte la rãdãcinã precum lipsã de topire, lipsã depãtrundere, pori, incluziuni de oxizi, scurgeri de material.În unele cazuri când materialul este puternic supraîncãlzit,în timpul sudãrii oxidarea este atât de puternicã încâtsuprafaþa prezintã o rugozitate foarte pronunþatã sub formaunor crãpãturi (fisuri superficiale) sau asperitãþi la suprafaþã,asemeni unui teren selenar. Acestea pot constituiconcentratori pe suprafaþa rãdãcinii sudurii cu efectenefavorabile în exploatarea produsului (de obicei þeavã),precum scurtarea duratei de viaþã în cazul solicitãrilorvariabile, modificarea modului de curgere a fluiduluirespectiv fixarea unor impuritãþi din fluidul de lucru înaceste asperitãþi ºi obturarea în timp a orificiului þevii.Din acest motiv în practicã sunt situaþii când se recomandãprotecþia la sudarea stratului de rãdãcinã folosind aºanumitele „gaze de formare” ºi în cazul oþelurilor carbon înspecial a oþelurilor slab aliate, în principal din categoriaoþelurilor termorezistente, dar nu numai.Astfel de situaþii se întâlnesc în cazul îmbinãrilor sudate demare rezistenþã din componenþa unor construcþii metaliceimportante puternic solicitate ºi cu implicaþii deosebite încazul apariþiei unor avarii, în domeniul energetic nuclearsau termoenergetic la sudarea construcþiilor de formãtubularã (în principal þevi), schimbãtoare de cãldurã, supusela solicitãri ridicate de presiune ºi temperaturã de ordinulsutelor de bari respectiv a sutelor de grade ºi, nu în ultimulrând la sudarea oþelurilor slab aliate cu tendinþã puternicãde oxidare ca de exemplu sudarea oþelurilor termorezistentedin ultima generaþie oþeluri slab aliate cu 5-9% Cr, Mo, V, B,etc. care permit exploatarea pânã la temperaturi de 700°Cîn centralele termoenergetice din ultima generaþie ºi undela sudarea stratului de rãdãcinã a þevilor din componenþapereþilor membranã este obligatorie utilizarea gazului deprotecþie la rãdãcinã în cazul sudãrii WIG a acestora.Prin urmare utilizarea gazului de protecþie la sudareastratului de rãdãcinã a þevilor din oþel carbon nealiat sauslab aliat nu are drept scop protecþia acestor zone împotrivaoxidãrii ci se referã la obþinerea unor suduri cu caracteristicisuperioare. Printre efectele cele mai importante a suflãriiunui gaz de protecþie sau gaz de formare la sudarea stratuluide rãdãcinã se amintesc:•calitate ºi rezistenþã superioarã a sudurii;•îmbunãtãþirea geometriei stratului de rãdãcinã;•esteticã deosebitã a suprafeþei stratului de rãdãcinã,uniformã ºi puþin oxidatã;•reducerea pericolului de formare a defectelor la rãdãcinã:lipsã de topire, crestãturi marginale, pori, incluziuni deoxizi, scurgeri de material pe suprafaþa materialului, etc.;•reducerea fenomenului de oxidare la rãdãcinã a metaluluitopit ºi a zonelor adiacente sudurii;•susþinerea bãii metalice prin suprapresiunea realizatã în
SUDURA , XXII - 3/2012 25

interiorul þevii de cãtre perna de gaz, cu efecte beneficeasupra geometriei stratului de rãdãcinã respectiv a reduceriitendinþei de scurgere a metalului topit ºi obturarea þevii;de aici ºi denumirea de "gaze de formare" pentru protecþiarãdãcinii;•nu în ultimul rând execuþie mai uºoarã ºi mai sigurã astratului de rãdãcinã, reducând stresul operatorului sudor.
2.Prezentarea dispozitivului de protecþie cu gazla rãdãcinãPe baza celor prezentate mai sus privind protecþia cu gaz astratului de rãdãcinã a fost proiectat ºi realizat un dispozitivcare sã permitã studiul influenþei gazului de protecþie asupraformãrii stratului de rãdãcinã ºi asupra calitãþii acestuia.Dispozitivul a fost conceput pentru sudarea þevilor cudiametrul interior de 105+/-2mm.
În figura 1 se prezintã o vedere de ansamblu al dispozitivuluiîn reprezentare 3D realizat în SOLID WORKS, iar în figura 2.ase prezintã o imagine a dispozitivului de protecþie realizat.
Principalele pãrþi componente ale dispozitivului realizat sunt:1. corpul dispozitivului;2. capacele cu garniturile de etanºare;3. sistemul de mãsurare a suprapresiunii;4. racorduri ºi furtunuri pentru intrarea ºi ieºirea gazului;Corpul dispozitivului este executat din dintr-o þeavã cu
dimensiunile Ø121x8x250 mm. El este prevãzut la mijloc cuun ºtuþ pentru racordarea sistemului de mãsurare a presiuniidin interiorul þevii. Asigurarea etanºeitãþii se realizeazã cuajutorul a douã capace prin intermediul a douã garnituride formã toroidalã (O-ring) din silicon rezistent la temperaturiridicate de 300 - 400°C la cât se estimeazã sã ajungãtemperatura þevii în zona etanºãrii în timpul sudãrii.Capacele sunt prevãzute cu douã ºtuþuri pentru racordareafurtunelor de intrare ºi de ieºire a gazului de protecþie.Racordul de intrare are un diametru fix, iar racordul deieºire permite modificarea diametrului de ieºire a gazului(ºi implicit a presiunii din interior) prin intermediul unorºaibe interschimbabile cu diametrul de 1,5; 2,0; 3,0; 4,0;5,0; 6,0 mm fixate în racord.Pentru asigurarea unei protecþii cât mai eficiente la rãdãcinãrespectiv pentru o curgere laminarã a gazului de protecþieracordul de intrare este prevãzut cu un difuzor de gaz radial- axial care distribuie gazul de protecþie uniform în interiorulþevii. Pentru realizarea suprapresiunii gazului de protecþiedin interiorul þevii orificiul de ieºire trebuie sã fie întotdeaunamai mic decât orificiul de intrare, ceea ce este asigurat dinproiectarea celor douã racorduri.Având în vedere cã suprapresiunea din interiorul þevii este sautrebuie sã fie relativ micã pentru a evita pericolul de suflarea metalului topit in timpul sudãrii de cãtre gazul de protecþie,este nevoie de un manometru sensibil ºi de mare precizie, iarfolosirea unui manometru clasic nu este posibilã în acest caz.Din acest motiv a fost proiectat ºi realizat un manometrude concepþie proprie care sã satisfacã pretenþiile demãsurare a presiunilor foarte mici. În literatura de speciali-tate se recomandã ca presiunea gazului de protecþie larãdãcinã sã fie de ordinul a 50 - 70 mm coloanã de H2O,adicã foarte micã din motivul prezentat mai sus. În figura2.b se prezintã manometrul utilizat pentru mãsurãtorileexperimentale.Manometrul se compune din urmãtoarele pãrþi componente:
1.douã tuburi verticale (coloane) paralele pentru mãsu-rarea diferenþei de presiune;
2.fluidul de lucru;3.echipamentul de mãsurare a diferenþei de nivel;4.cadrul suport metalic;5.racorduri ºi furtunuri;Coloanele manometrului sunt executate dintr-un furtun de plastic transparent pentru vizualizareapoziþiei fluidului în funcþie de diferenþa de presiunemãsuratã. Pentru rigidizarea tubului de plasticacesta este introdus în douã þevi calibrate pediametrul exterior al tubului ºi prevãzute cu niºtefante frezate. În dreptul coloanei din stânga estepoziþionatã o riglã gradatã în milimetri pentrumãsurarea diferenþei de nivel a lichidului. Întregansamblul este fixat pe un cadru metalic compusdintr-o placã suport, doi tiranþi de fixare respectivdoi montanþi pentru poziþionarea ºi fixarea celordouã coloane ºi a riglei gradate. Pentru a avea oprecizie de mãsurare cât mai mare lichidul de lucruutilizat este apa, iar pentru o vizualizare cât maibunã apa a fost coloratã cu cernealã. Determinareapresiunii din interiorul þevii se face prin calcul dupã
ce în prealabil a fost mãsuratã diferenþa de nivel din celedouã coloane, cu ajutorul relaþiei cunoscute:
p = ρ x g x h [Pa]
unde: ρ - densitatea apei (kg/m3); g - acceleraþia gravitaþionalã (m/s2); h - diferenþa de nivel din cele doup coloane (m).
SUDURA , XXII - 3/201226
Figura 1. Perspectiva dispozitivului de protec]ie cu gaz la r@d@cin@^n reprezentare 3D
Figura 2. Dispozitiv de m@surare a presiunii gazului de formare }iprotec]ie a r@d@cinii
a b
Determinãrile experimentale au permis stabilirea interde-pendenþelor dintre influenþa debitului gazului de protecþieasupra suprapresiunii din interiorul þevii, respectiv influenþaorificiului de ieºire a gazului asupra suprapresiunii dininteriorul þevii, informaþii importante pentru studiuluiinfluenþei debitului gazului asupra formãrii rãdãcinii sudate.Determinãrile sunt valabile ºi adevãrate doar în cazul folosiriiunor rosturi cu deschidere a rostului b = aprox. 0mm sauîn cazul unor îmbinãri prin suprapunere, folosind rosturide tip "lacãt". În cazul rosturilor cu deschideri b diferite de0mm, suprapresiunile din interiorul þevii scad considerabilºi tind spre zero datoritã faptului cã secþiunea pecircumferinþã corespunzãtoare deschiderii rostului estemult mai mare decât secþiunea orificiului de ieºire adispozitivului ceea ce face ca gazul sã iasã în principal prinrost ºi aproape neglijabil prin orificiu; mai mult pentruevitarea pierderilor de gaz orificiul de ieºire se obtureazã.În acest caz aproape cã dispare efectul de susþinere arãdãcinii exercitat de perna de gaz cu efecte asupra calitãþiistratului de rãdãcinã, pentru asigurarea unei anumitesuprapresiuni a gazului la rãdãcinã în acest caz se proce-deazã în special la diametre de þevi mari la acoperirea ros-tului pe aproape întreaga circumferinþã, mai puþin zona su-dãrii cu folii adezive din aluminiu, urmând ca pe mãsurã cese avanseazã cu sudarea stratului de rãdãcinã folia sã seîndepãrteze treptat. În acest caz acþiunea ºi influenþaorificiului de ieºire se manifestã în faza de închidere a sudu-rii la rãdãcinã când gazul de protecþie iese prin orificiucreând suprapresiunea necesarã pentru evitarea defectelor.Dacã orificiul a fost obturat anterior începutului sudãrii el trebuiedeschis înainte de închiderea sudurii la rãdãcinã, în caz contrarapare pericolul unei suprapresiuni mãrite in interiorul þeviideterminatã de dilatarea gazului de protecþie care conduceinevitabil la aparitia porilor în craterul de închidere a sudurii,pori de formã vermicularã cu orientare radialã.Determinãrile sunt de asemenea importante la sudareastratului al doilea, aºa numitul "hot pass-strat cald" când deasemenea se recomandã sã se asigure protecþia cu gazavând în vedere pericolul de oxidare a suprafeþei stratuluide rãdãciã la interiorul þevii ca efect a încãlzirii puternice,la roºu, a materialului depus anterior. Dacã presiuneagazului de protecþie din interiorul þevii este prea mare aparepericolul strãpungerii stratului ºi împroºcarea de material,respectiv apariþia porilor în sudurã.Rezultatele ºi concluziile determinãrilor efectuate în aceststadiu au fost utilizate în cadrul cercetãrilor experimentaleprivind sudarea þevilor cu protecþie de gaz la rãdãcinãprezentate in continuare.
3.Cercetãri experimentaleCercetãrile experimentale au urmãrit studiul influenþeigazului de formare asupra geometriei rãdãcinii suduriirespectiv esteticii acesteia folosind sudarea manualã WIG.În acest sens se propune execuþia unor suduri a stratuluide rãdãcinã cu ºi fãrã gaz de protecþie, respectiv în cel de-al doilea caz sudarea acestuia folosind diferite debite alegazului de protecþie suflat la rãdãcinã între 5 ºi 20l/min.Condiþiile generale de sudare sunt prezentate mai jos:o Material de bazã: S275J2H;o Tipul semifabricatului: þeavã Ø121mm;o Grosimea peretelui þevii: s = 8 mm;o Poziþia de sudare: PA - þeavã orizontalã;o Material de adaos: W2Si;o Diametrul vergelei: dv = Ø 3,2 mm;o Gazul de protecþie: Argon 100 %;
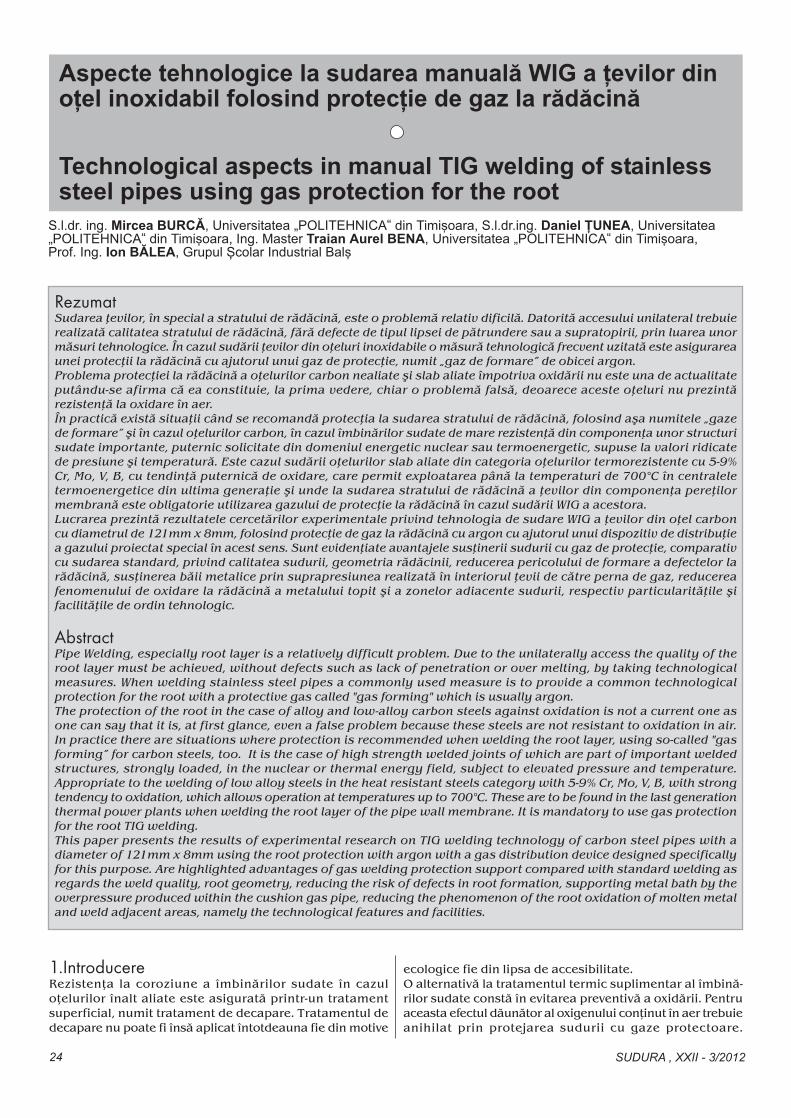
o Debitul gazului: Q = 7 l/ min;o Gazul de formare al rãdãcinii: Argon 100 %;o Tipul electrodului nefuzibil: WTh 20;o Diametrul electrodului nefuzibil: de= Ø 2,4 mm.În figura 3 se prezintã forma ºi dimensiunile rostului utilizatîn cadrul cercetãrilor experimentale.
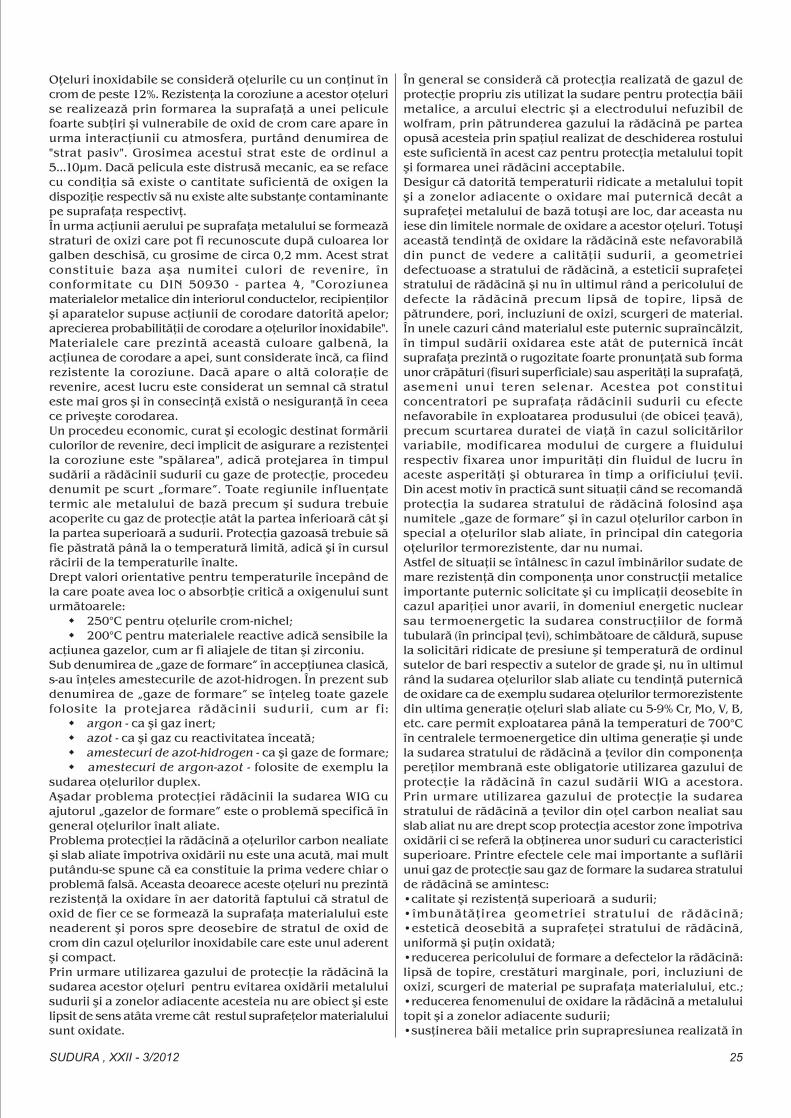
În toate cazurile s-a folosit aceeaºi tehnologie de sudareprezentatã mai jos:o Curentul de sudare Is: Is = 120 A;o Tensiunea arcului Ua: Ua = 11 V;o Viteza de sudare vs: vs = 7 cm/min;o Debitul de gaz: Q = 7 l/min.o Debitul gazului de formare ºi protecþie a rãdãcinii Q = 5 l/min.În figura 4 se prezintã aspectul suprafeþei exterioare a statuluide rãdãcinã la interiorul þevii, cu ºi fãrã gaz de formare.
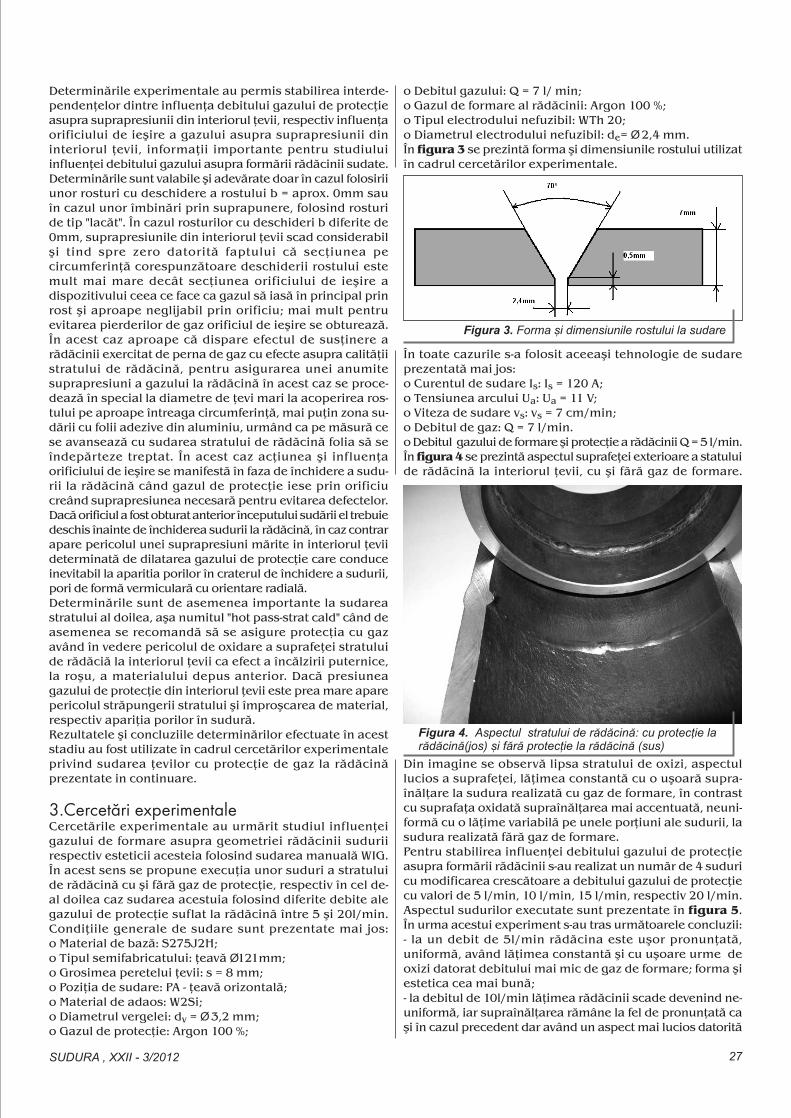
Din imagine se observã lipsa stratului de oxizi, aspectullucios a suprafeþei, lãþimea constantã cu o uºoarã supra-înãlþare la sudura realizatã cu gaz de formare, în contrastcu suprafaþa oxidatã supraînãlþarea mai accentuatã, neuni-formã cu o lãþime variabilã pe unele porþiuni ale sudurii, lasudura realizatã fãrã gaz de formare.Pentru stabilirea influenþei debitului gazului de protecþieasupra formãrii rãdãcinii s-au realizat un numãr de 4 suduricu modificarea crescãtoare a debitului gazului de protecþiecu valori de 5 l/min, 10 l/min, 15 l/min, respectiv 20 l/min.Aspectul sudurilor executate sunt prezentate în figura 5.În urma acestui experiment s-au tras urmãtoarele concluzii:- la un debit de 5l/min rãdãcina este uºor pronunþatã,uniformã, având lãþimea constantã ºi cu uºoare urme deoxizi datorat debitului mai mic de gaz de formare; forma ºiestetica cea mai bunã;- la debitul de 10l/min lãþimea rãdãcinii scade devenind ne-uniformã, iar supraînãlþarea rãmâne la fel de pronunþatã caºi în cazul precedent dar având un aspect mai lucios datoritã
27SUDURA , XXII - 3/2012
Figura 3. Forma }i dimensiunile rostului la sudare
Figura 4. Aspectul stratului de r@d@cin@: cu protec]ie lar@d@cin@(jos) }i f@r@ protec]ie la r@d@cin@ (sus)
folosind gaz de formare la sudarea stratului de rãdãcinã ºila sudarea stratului al doilea aºa numitul „hot pass”, carepoate influenþa negativ stratul de rãdãcinã ºi chiar dete-riorarea acestuia prin fenomenul de „suck back”. Debitulgazului de formare este de 5l/min. Regimul de sudare utilizateste prezentat în tabelul 1.
Aºa cum s-a menþionat anterior, utilizarea gazului de pro-tecþie la sudarea stratului de rãdãcinã a þevilor din oþelcarbon nealiat sau slab aliat nu are drept scop principalprotecþia acestor zone împotriva oxidãrii ci se referã laobþinerea unor suduri cu caracteristici superioare, aºa cumse poate observa din analiza aspectului macroscopic asudurii, figura 7.
4.ConcluziiSudarea þevilor, în special a stratului de rãdãcinã, este oproblemã relativ dificilã. Datoritã accesului unilateral trebuierealizatã calitatea stratului de rãdãcinã, fãrã defecte detipul lipsei de pãtrundere sau a supratopirii, prin luareaunor mãsuri tehnologice. În cazul sudãrii þevilor din oþeluriinoxidabile o mãsurã tehnologicã frecvent uzitatã este asigu-rarea unei protecþii la rãdãcinã cu ajutorul unui gaz deprotecþie, numit "gaz de formare" de obicei argon. Lucrareaprezintã rezultatele cercetãrilor experimentale privindstabilirea tehnologiei de sudare a þevilor din oþel cu diame-trul de 121mm x 8mm, folosind protecþie de gaz la rãdãcinãcu argon cu ajutorul unui dispozitiv de distribuþie a gazuluiproiectat special în acest sens. Sunt evidenþiate avantajelesusþinerii sudurii cu gaz de protecþie, comparativ cu sudareastandard, privind calitatea sudurii, geometria rãdãciniirespectiv particularitãþile ºi facilitãþile de ordin tehnologic.Sunt evidenþiate în special reducerea fenomenului de oxi-dare la rãdãcinã a metalului topit ºi a zonelor adiacente su-durii, respectiv susþinerea bãii metalice prin suprapresiunearealizatã în interiorul þevii de cãtre perna de gaz, cu efectebenefice asupra geometriei stratului de rãdãcinã respectiva reducerii tendinþei de scurgere a metalului topit ºi obtu-rarea þevii, de aici ºi denumirea de "gaze de formare" pentruprotecþia rãdãcinii. Lucrarea îºi propune diseminarearezultatelor cercetãrii în rândul specialiºtilor din domeniu.
[1] Burcã, M., Bena, A. s.a. - Aspects of root protection inwelding, Nonconventional Technologies Review, Vol.Xv, Nr.2,2011, Editura POLITEHNICA Timiºoara[2] Dehelean, D. - Sudarea prin topire, Editura Sudura,Timiºoara, 1997[3][4] *** - Welding Handbook, Welding Processes, vol.2, EightsEdition, R.L. O'Brien Editor, AWS, Miami, 1991
28
reducerii fenomenului de oxidare datorat creºterii debituluide gaz;- la 15l/min supraînãlþarea începe sã scadã pe unele porþiuniajungînd chiar la nivelul suprafeþei interioare a piesei,lãþimea rãdãcinii devine aproape cât deschiderea rostului,neuniformã, cu aspect lucios ºi fãrã urme de oxizi;- la 20l/min lãþimea rãdãcinii devine aproape egalã cudeschiderea rostului, supraînãlþarea este la nivelul su-prafeþei celor douã componente, iar pe unele porþiuni seobservã chiar ºi lipsa de pãtrundere, defect ce nu este admisîn cazul sudurilor pe componente de tipul þevilor.Þinând cont de toate aceste influenþe ale gazului si avândîn vedere ºi anumite aspecte din punct de vedere economics-a ales ca pentru realizarea sudurii cap la cap cu gaz de
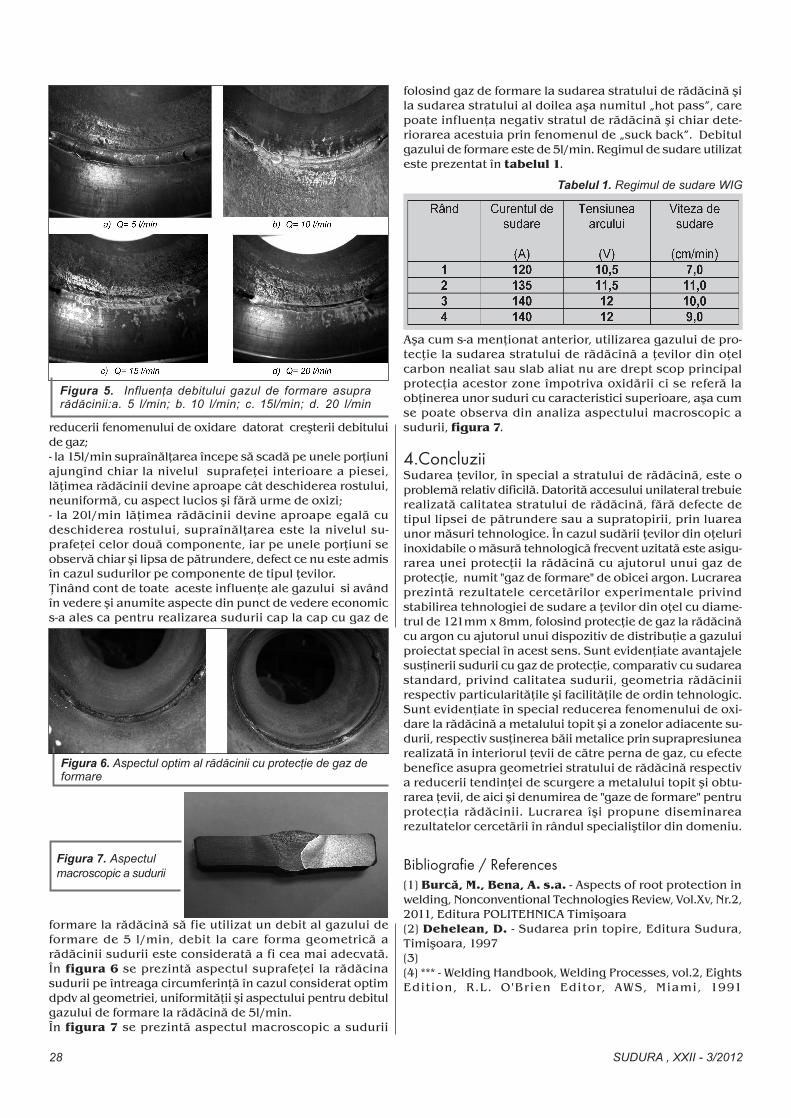
formare la rãdãcinã sã fie utilizat un debit al gazului deformare de 5 l/min, debit la care forma geometricã arãdãcinii sudurii este consideratã a fi cea mai adecvatã.În figura 6 se prezintã aspectul suprafeþei la rãdãcinasudurii pe întreaga circumferinþã în cazul considerat optimdpdv al geometriei, uniformitãþii ºi aspectului pentru debitulgazului de formare la rãdãcinã de 5l/min.În figura 7 se prezintã aspectul macroscopic a sudurii
Bibliografie / References
SUDURA , XXII - 3/2012
Figura 5. Influen]a debitului gazul de formare asuprar@d@cinii:a. 5 l/min; b. 10 l/min; c. 15l/min; d. 20 l/min
Figura 6. Aspectul optim al r@d@cinii cu protec]ie de gaz deformare
Figura 7. Aspectulmacroscopic a sudurii
Tabelul 1. Regimul de sudare WIG


















