Aplicare de Enzime Pt Grabirea Maturarii F BUN
11
International Dairy Journal 15 (2005) 929–939 Application of encapsulated enzymes to accelerate cheese ripening K. Kailasapathy , S.H. Lam Centre for Advanced Food Research, University of Western Sydney, Locked Bag 1797, SPDC 1797, NSW 1797, Australia Received 30 April 2004; accepted 5 November 2004 Abstract The suitability of gellan, k-carrageenan and a high-melting-fat-fraction of milk fat (HMFF) to encapsulate protease enzymes (Flavourzyme) and impact in accelerating Cheddar cheese ripening were studied. The rates of enzyme entrapment were 48.2%, 55.6%, and 38.9% for gellan, k-carrageenan and HMFF, respectively. The enzyme capsules were incorporated into milk during cheese manufacture. The moisture content of cheeses with added gum capsules was higher than control cheeses. Casein (b) degradation was monitored by High-Performance Capillary Electrophoresis. All cheeses treated with encapsulated enzyme showed higher rates of proteolysis than the control cheese throughout the ripening period. The rate of proteolysis was greater with cheeses made incorporating k-carrageenan capsules containing protease. Cheese texture and sensory quality were not significantly influenced by the type of encapsulating material (gum or milk fat). Differences in textural and sensory quality between treated and control cheeses were consistent with release of protease enzymes from capsules. r 2005 Elsevier Ltd. All rights reserved. Keywords: Cheddar cheese; Accelerated cheese ripening; Enzyme encapsulation; Gellan; k-carrageenan 1. Introduction Cheese maturation may take 6 months to 2 years depending on the cheese variety. It is important for the development of unique flavour, aroma and texture of cheese (Gripon, Monnet, Lambert, & Desmazeaud, 1991). Long maturation periods of cheeses, however, represent a significant cost in handling and capital (Fox, 1993; Law, 1987). Several attempts have been made to reduce the ripening period by addition of enzymes (Law, 1987) some of which have been reported to halve the normal maturation period of cheese (Law & Wigmore, 1983). Direct addition of enzyme to the cheese milk was not successful due to loss of enzymes in the whey, poor enzyme distribution, reduced yield and poor-quality cheese. Incorporation of encapsulated enzyme elimi- nated the problems associated with direct enzyme addition. Enzyme microcapsules physically separate the enzyme from the substrate in the curd and the enzyme is only released into the curd upon capsule breakdown during ripening (Karel, 1990). Enzyme encapsulation in milk fat (Magee, Olson, & Lindsay, 1981; Braun & Olson, 1986a, b) and in liposomes (Law & King, 1985; Kirby, Brooker, & Law, 1987) for application during small-scale cheese production trials has been reported. Milk fat, however, is unstable at curd cooking temperatures due to its low melting point (33 1C) and hence is unsuitable for application in Cheddar cheese types. An alternative would be to use higher melting fractions of milk fat. The use of liposomes or artificial lipid membrane vesicles as enzyme encapsulating material also has drawbacks. These drawbacks include expensive ingredients, use of materials for liposome production that are not generally regarded as safe and edible, lack of suitable method for large-scale production and low encapsulation efficiency of liposomes. One group of materials that exhibit excellent encapsu- lating abilities are food gums or hydrophilic hydrocolloids ARTICLE IN PRESS www.elsevier.com/locate/idairyj 0958-6946/$ - see front matter r 2005 Elsevier Ltd. All rights reserved. doi:10.1016/j.idairyj.2004.11.006 Corresponding author. Tel.: +61 2 45 701 653; fax: +61 2 45 701 954. E-mail address: [email protected] (K. Kailasapathy).
-
Upload
capatina-victor-octavian -
Category
Documents
-
view
7 -
download
1
description
enzime
Transcript of Aplicare de Enzime Pt Grabirea Maturarii F BUN

ARTICLE IN PRESS
0958-6946/$ - se
doi:10.1016/j.id
�Correspondfax: +612 45 70
E-mail addr
International Dairy Journal 15 (2005) 929–939
www.elsevier.com/locate/idairyj
Application of encapsulated enzymes to accelerate cheese ripening
K. Kailasapathy�, S.H. Lam
Centre for Advanced Food Research, University of Western Sydney, Locked Bag 1797, SPDC 1797, NSW 1797, Australia
Received 30 April 2004; accepted 5 November 2004
Abstract
The suitability of gellan, k-carrageenan and a high-melting-fat-fraction of milk fat (HMFF) to encapsulate protease enzymes
(Flavourzyme) and impact in accelerating Cheddar cheese ripening were studied. The rates of enzyme entrapment were 48.2%,
55.6%, and 38.9% for gellan, k-carrageenan and HMFF, respectively. The enzyme capsules were incorporated into milk during
cheese manufacture. The moisture content of cheeses with added gum capsules was higher than control cheeses. Casein (b)degradation was monitored by High-Performance Capillary Electrophoresis. All cheeses treated with encapsulated enzyme showed
higher rates of proteolysis than the control cheese throughout the ripening period. The rate of proteolysis was greater with cheeses
made incorporating k-carrageenan capsules containing protease. Cheese texture and sensory quality were not significantly influenced
by the type of encapsulating material (gum or milk fat). Differences in textural and sensory quality between treated and control
cheeses were consistent with release of protease enzymes from capsules.
r 2005 Elsevier Ltd. All rights reserved.
Keywords: Cheddar cheese; Accelerated cheese ripening; Enzyme encapsulation; Gellan; k-carrageenan
1. Introduction
Cheese maturation may take 6 months to 2 yearsdepending on the cheese variety. It is important for thedevelopment of unique flavour, aroma and texture ofcheese (Gripon, Monnet, Lambert, & Desmazeaud,1991). Long maturation periods of cheeses, however,represent a significant cost in handling and capital (Fox,1993; Law, 1987).
Several attempts have been made to reduce theripening period by addition of enzymes (Law, 1987)some of which have been reported to halve the normalmaturation period of cheese (Law & Wigmore, 1983).Direct addition of enzyme to the cheese milk was notsuccessful due to loss of enzymes in the whey, poorenzyme distribution, reduced yield and poor-qualitycheese. Incorporation of encapsulated enzyme elimi-nated the problems associated with direct enzyme
e front matter r 2005 Elsevier Ltd. All rights reserved.
airyj.2004.11.006
ing author. Tel.: +612 45 701 653;
1 954.
ess: [email protected] (K. Kailasapathy).
addition. Enzyme microcapsules physically separatethe enzyme from the substrate in the curd and theenzyme is only released into the curd upon capsulebreakdown during ripening (Karel, 1990).
Enzyme encapsulation in milk fat (Magee, Olson, &Lindsay, 1981; Braun & Olson, 1986a, b) and inliposomes (Law & King, 1985; Kirby, Brooker, &Law, 1987) for application during small-scale cheeseproduction trials has been reported. Milk fat, however,is unstable at curd cooking temperatures due to its lowmelting point (33 1C) and hence is unsuitable forapplication in Cheddar cheese types. An alternativewould be to use higher melting fractions of milk fat. Theuse of liposomes or artificial lipid membrane vesicles asenzyme encapsulating material also has drawbacks.These drawbacks include expensive ingredients, use ofmaterials for liposome production that are not generallyregarded as safe and edible, lack of suitable method forlarge-scale production and low encapsulation efficiencyof liposomes.
One group of materials that exhibit excellent encapsu-lating abilities are food gums or hydrophilic hydrocolloids

ARTICLE IN PRESSK. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939930
(Dziezak, 1988). Very little, however, has been documen-ted on their application to encapsulate enzymes foraccelerating cheese ripening. Gums have been extensivelyused for immobilisation of living cells (Willaert & Baron,1996) and, to a lesser extent, enzymes (Roig, Rashid, &Kennedy, 1995; Chang, Joo, & Ghim, 1984). Gumcapsules are easy to prepare and gums are relativelywidely available, cheap, and food and biologicallycompatible.
Therefore, we have investigated food gums as analternate to liposomes and milk fat for enzymeencapsulation for accelerating cheese ripening. Twogums (gellan and k-carrageenan), together with higher-melting-fat-fraction of milk fat (HMFF) were used toencapsulate enzymes for application to cheese milk. Thecheeses produced were tested for the effect of the addedenzyme capsules on rates of maturation and quality.
2. Materials and methods
2.1. Gums, enzymes and chemicals
k-Carrageenan (Caragem 107) and Gellan (Kelcogel)gums were supplied by Germantown Company (Sydney,Australia). The enzyme, Flavourzyme (activity 250LAPUg�1), was from NOVO-Nordisk A/S (Sydney,Australia). Emulsifier, distilled monoglycerol (Myverol)was supplied by Swift and Co., Ltd (Sydney, Australia).Direct Set Frozen lactic acid starter cultures(DS5CW3—0.1 units) were obtained from MauriLaboratories (Sydney, Australia). Rennet (Fromase)and Annato (colorant) were from Home Cheese MakingSupplies (Victoria, Australia). HMFF (melting point43 1C) was obtained from Australia Food IndustryScience Centre, (Melbourne, Australia). Casein stan-dards, electrophoresis grade buffers, urea and D,L-dithiothreitol (DTT) were obtained from Sigma Chemi-cals (Sydney, Australia). All other reagents used were ofanalytical grade.
2.2. Preparation of gum capsules
k-Carrageenan enzyme capsules were prepared by amodified method of Audet and Lacroix (1989). Gumpowder (1.5 g) was suspended in three lots of 50mLdeionised water, heated to 80 1C, stirred and kept at thattemperature for 20min to completely dissolve thepolymer. The solutions were cooled to 40 1C, and eachmixed with 5.0, 12.7 and 16.2mL of 7.5% solution ofFlavourzyme to produce three batches of capsules. Themix was rapidly poured into 150mL soybean oilcontaining 0.2% emulsifier in a beaker kept in a waterbath at 40 1C while stirring (2000 rpm) with a marineimpeller. The water-in-oil emulsions were cooled to25 1C to allow the gum droplets to gel. The oil phase was
decanted and the resulting gel capsules harvested bycentrifuging (100� g, 2min). The gel beads were washedtwice with distilled water and capsules were separatedfrom the supernatant by sieving. The formed beads werehardened soaking in 0.07% calcium chloride solutionfor 2 h.
Gellan capsules were prepared by dispersing 0.3 g ofgellan powder in 50mL of deionised water. Thedispersion was heated to 90 1C with magnetic stirringfor 10min. The solutions were cooled to 45 1C and eachmixed with 5.0, 12.7 and 16.2mL of a 7.5% solution ofFlavourzyme to produce three batches of capsules. Therest of the preparation procedure was as described fork-carrageenan. The size of the capsules was determinedby the method of Arnaud and Lacroix (1991).
2.3. Preparation of HMFF capsules
HMFF capsules were prepared according to amodified method described by Magee and Olson(1981). HMFF (150 g) melted in a steam bath washeated further to 62 1C. Emulsifier (0.25%) was addedand stirred with a magnetic stirrer. The melted HMFFand emulsifier blend was cooled to 38 1C. Flavourzymesolution (7.5%) was added while stirring at one of thethree levels �5.0, 12.7, or 16.2mL. The HMFF–enzymemix was then added while stirring (1200 rpm) to 250mLcold distilled water (10 1C) in a beaker to form theHMFF capsules. The capsules were left in the cold waterto stabilise for 30min. The capsules were separated bycentrifuging (100� g, 3min), washed twice in 250mL ofcold distilled water (10 1C), kept for a further 1 h in coldwater and sieved using a stainless steel strainer.
2.4. Rates of enzyme entrapment
The efficiency of enzyme encapsulation in three typesof capsules was measured by determining the proteolyticactivity of the enzyme using casein as a substrate(Sarath, De La Motte, & Wagner, 1989). Proteolyticactivity of the enzyme was determined as trichloroaceticacid (TCA) soluble peptides and amino acids followingthe precipitation of intact casein with TCA. Capsulesprepared by addition of 5.0mL of a 7.5% solution ofFlavourzyme to the encapsulant solutions were used forthis purpose. The total enzyme activity was determinedin a bulk solution of capsules (before separation ofcapsules from the un-encapsulated material). The bulksolutions (10mL) containing k-carrageenan and gellancapsules were separately dispersed in 50mL of 0.4% tri-sodium citrate solutions and stirred for 30min at roomtemperature (23–24 1C) until completely dissolved.Separated gum capsules were treated similarly in tri-sodium citrate solution. The bulk solutions (10mL)containing HMFF capsules in a beaker were placed in awater bath at 43 1C to melt the fat. The dissolved gum

ARTICLE IN PRESSK. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939 931
capsules and melted HMFF capsule solutions (5mL)were added to 20mL of 2% casein solution in buffer(pH 7.6) and mixed thoroughly. The mixture wasincubated at room temperature for 20min. Ten milli-litres of 5% TCA was then added to terminate thereaction. A blank was prepared by combining the TCAand the enzyme capsule dispersions prior to adding thesubstrate. The assay mixture and the blank were allowedto stand for 30min before filtering through Whatman# 42 filter paper. Absorbances were read at 280 nm withreference to the blank on a spectrophotometer (Ultros-pect-LKB Biochrom 000122, Sydney).
One unit of specific enzyme activity was defined as theincrease in absorbance at 280 nm across a 1 cm pathlength caused by a unit amount (1mg) of enzyme(expressed as total nitrogen) under the conditions of theassay. The rate of enzyme entrapment or encapsulationefficiency was the percentage of enzyme encapsulated(expressed as units enzyme activity) in capsules dividedby the total units of enzyme in bulk solution multipliedby 100.
2.5. Cheese making
Control cheese was manufactured according to themethod described by the Australian Society of DairyTechnology (1977) using pasteurised milk (72 1C; 15 s)with 2% mixed starter culture (Lactococcus lactis andL. cremoris) and 0.25% (v/v) calf rennet. The pas-teurised milk was standardised to a casein:fat ratio of0.70 using skim milk. Annato and calcium chloridesolutions were added at a rate of 0.25% each. Cheesemanufacture was carried out in a 10L water-jacketedvat fitted with a variable speed agitator blade (ArmfieldFT20-A, Ringwood, England). After milling the curd,salt (NaCl) was applied at a rate of 2.5% (w/w) to thecurd. The curd was pressed under an 8 kg weight in acheese press overnight, packaged in Cryovac film andkept in a cheese room (9–10 1C) to ripen. Three batchesof the control cheeses were produced in similar ways.
For the experimental cheeses, enzyme capsules madewith gellan, and k-carrageenan gums and HMFF wereintroduced into the cheese milk at 32 1C just before theaddition of rennet. Both gums and HMFF had capsulesprepared with three levels of enzyme; 0.34, 1.10, and2.10mg enzyme per kg of cheese. Stirring was continuedafter enzyme capsule addition up to the point of rennetaddition. From this point, the same procedure as used incontrol cheese manufacture was followed.
2.6. Estimation of enzyme capsules in cheese curd
Capsule retention in cheese curd was measuredindirectly by determining the quantity of capsules lostin the cheese whey. The entire volume of cheese wheywas collected during the manufacturing and strained
using a 120 mm stainless steel sieve. The capsules werecollected on the sieve and the volume measured in a50mL measuring cylinder. Retention of enzyme cap-sules was then expressed as a percentage of the totalvolume of capsules applied in the cheese milk.
2.7. Cheese composition analysis
The fat content of cheese was determined by theBabcock test (Bartels, Johnson, & Olson, 1987). Themoisture was determined by the oven drying method(AOAC, 1990). Total protein was determined by thesemi-micro-Kjeldahl method. Salt (NaCl) was deter-mined by the Volhard method as described by Bartelset al. (1987).
2.8. Determination of proteolysis
Cheese protein (casein) degradation during ripeningwas evaluated after 1 day and 2, 4, 8, 12, and 16 weeksusing a High-Performance Capillary Electrophoresis(HPCE) method. Cheese was dispersed in a buffersolution by the method of Gripon, Desmazeaud, LeBars, and Bergere (1975) and whole casein extractedfrom the cheese dispersion by the method described byMcKenzie (1971). Sample solutions and running bufferswere prepared according to a modified method ofCattaneo, Nigro, Toppino, and Denti (1996). Samplebuffer was prepared by dissolving urea and DTT in100mL of 0.1M phosphate buffer (pH 7.0) to giveconcentrations of 9M and 30mM for urea and DTT,respectively. DTT was used as an internal marker. Therun buffer was made by dissolving urea in 100mL of0.1 M phosphate buffer (pH 7.0) to give a concentrationof 6M. Sample solutions were prepared by dissolving80mg of the extracted casein powder or 10mg purecasein (standard) in 10mL of the sample buffer. Thesolution was centrifuged at 2000 rpm for 10min andthen filtered (0.45 mm filter) before use.
Capillary electrophoresis separations were performedaccording to a modified method of Kristiansen, Otte,Zakora, and Qvist (1994) using a Hewlett Packard3DCE System G1600AX (Waldbronn, Germany) com-prising a capillary electrophoresis unit with a built-inDiode array detector. HP Chemstation software wasused for system control, data collection and analysis. Anuntreated silica capillary column of 64.5 cm total length,56.0 cm effective length, and 50.0mm internal diameterwas used. Each standard and sample solution wasinjected hydrostatically for 15 s and separated at aconstant voltage of 10 kV and current of 112 mA at 36 1Cfor 25min. UV detection was performed at 214 nm.After each separation, the column was sequentiallyflushed for 3 s with 1.0 M sodium hydroxide and the runbuffer. Standard and sample solutions were run through

ARTICLE IN PRESS
Table 1
Encapsulation efficiency of Flavourzyme in different capsules
Capsule type Encapsulation efficiency (%)a
Gellan 48.273.4b
k-Carrageenan 55.672.1
HMFFc 38.971.5
aMean of triplicate determinations.bResults are given as mean7standard deviation.cHigh melting milk fat fraction.
Table 2
Retention of enzyme capsules in cheese curd
Capsule type Capsule size (mm)a Capsule retention (%)b
k-Carrageenan 473.6 90.0 (2.1)c
Gellan 389.1 91.2 (2.3)
Milk Fat 658.2 73.5 (7.4)
aMean of duplicate determinations.bMean of the three levels of capsules applications; each determined
in duplicate.cSEM in brackets.
K. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939932
the HPCE system in duplicate and results wereexpressed as concentration of b-casein in mgmL�1.
2.9. Determination of Free Amino Groups
Proteolysis in the ripening cheese was also monitoredby measuring free amino groups by the trinitrobenze-nesulphonic (TNBS) acid method (Polychroniadou,1988). One gram of cheese was dispersed in 20mL of0.1M sodium borate buffer (pH 9.5), warmed at 45 1Cfor 15min with stirring and centrifuged at 4300 rpm for20min. A 6mL portion of the supernatant was dilutedto 100mL with distilled water. Five dilutions of glycine(used as standard amino acid) solution were prepared in0.1 M HCl to give solutions of 0.01, 0.1, 1.0, 2.5, and4.5mgmL�1 glycine for the standard curve. A portionof the cheese extract and the standard solution (0.5mL)was added to 0.5mL borate buffer and TNBS reagent(1mL, 1mgmL�1) was added. After mixing, thesolution was incubated at 37 1C for 60min. Blanks wereprepared with 0.5mL of water instead of cheese extract.The reaction was stopped by adding 2mL of 0.1M
sodium phosphate containing 1.5mM sodium sulphateand the absorbance was read at 420 nm on a spectro-photometer (Ultrospec-LKB Biochrom 000122, Syd-ney). Results were expressed as mgmL�1 of amino acidwith the assumption that the concentration of glycinewas equivalent to the concentration of free aminogroups
2.10. Cheese Texture Profile
Texture Profile Analysis (TPA) was conducted oncheese curds according to the modified method ofRaphaelides, Antoniou, and Petridis (1995). Four cubicsamples (1.3� 1.3� 1.3 cm) were obtained from eachcheese block at different depths to minimise the effectsof surface drying (Jack, Paterson, & Piggott, 1993). Thesamples were held at room temperature (21�24 1C) for1 h before testing. Each sample was compressed axially(using a TPA, TA, XT2, Version 5.15) to 50% of theiroriginal height in two consecutive compression cycles bya 30mm diameter flat crosshead (crosshead speed:1.0mm s�1 and contact speed: 5.0 g).
2.11. Sensory evaluation
Samples of mature experimental cheeses (enzyme-treated) were assessed by a sensory panel when the levelof casein degradation (HPCE method) was equivalent tothat observed in a 6 month old untreated cheese(according to the procedure of Muir, Hunter, Banks,and Horne, (1995). Panel members were asked to ratethe sensory attributes of each cheese on a 12.5 cmundifferentiated scale with anchor points at each end.
3. Results and discussion
3.1. Encapsulation efficiency
The encapsulation efficiencies for the three encapsu-lants were significantly different (po0.05) (Table 1)possibly due to the enzyme release method. While theenzyme from the gum capsules was released byredissolving them in a buffer solution, the enzyme fromHMFF was released by melting the capsules. Also, theionic strength of the capsule hardening solution (calciumchloride) may have had an effect on the activity ofenzyme (Kilara & Shahani, 1985).
The observed encapsulation efficiencies for the threeencapsulants in this study were, however, higher thanthose for liposomes as reported by Kirby et al. (1987).
3.2. Retention of Capsules in Cheese Curd
All encapsulants showed very high entrapment rates(Table 2). The retention rate for the two gum capsules,k-carrageenan (90.0%) and gellan (91.5%) was notsignificantly different (p40.05) but was significantlyhigher (po0.05) than that of milk fat (73.5%) capsules.The retention rates of the two gums are comparable tothat of dehydrated-rehydrated (DRV) liposomes (90%),the highest reported for liposomes (Kirby et al., 1987).The retention rates for both gums and milk fat in thisstudy were higher than those observed by Alkhalafet al.(1988) for free Neutrase in cheeses (20%).
Unlike smaller-sized liposomes that were poorlyretained in the cheese curd, compared with larger sized

ARTICLE IN PRESSK. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939 933
liposomes as described by Kirby et al. (1987), gumcapsules in this study were smaller in size than milk fatcapsules, but exhibited higher retention (Table 2). Thedifference in the retention rate between the two gumcapsules and HMFF capsules observed could be due tothe fact that while the gum capsules remained in thecheese milk during cheese making and were entrapped inthe curd matrix when the milk set, a proportion of themilk fat capsules tended to float, hence reducing theirchance of being trapped in the curd matrix. Both gellanand k-carrageenan gums are known to interact withmilk proteins (Sanderson & Clark, 1983) and this couldbe another reason for their higher retention. Theretention rate of capsules in the cheese curd is importantbecause it influences the amount of enzyme activityavailable for casein degradation. The rate of capsuleentrapment in the cheese curd is also another factor thatsignificantly influences the cost of using enzyme capsulesin cheese ripening. A high level of capsule retentionwould therefore not only guarantee increased proteoly-tic activity but also reduces the cost of the process ofenzyme encapsulation.
3.3. Effect of treating cheese with enzyme capsules on
cheese composition
The compositions of cheeses are shown in Table 3.Moisture content ranged from 37.4% to 40.3%, fatranged from 31.5% to 33.8% and the salt content
Table 3
Chemical composition of experimental cheesesa
Cheese Enzymeb Salt Moisture Fat MNFSc FDMd S/Me
(%) (%) (%)
Control C 1.89 37.6 32.6 55.8 50.8 5.0
k-Carrageenan Kl 1.88 38.4* 31.8 56.3 51.6 4.9
Km 1.86 38.7* 32.1 57.0 52.4 4.8
Kh 1.90 38.2* 31.7 56.0 51.3 4.9
Gellan Gl 1.82 39.7* 32.0 58.4 53.1 4.6
Gm 1.87 40.3* 31.5 58.8 52.8 4.6
Gh 1.91 39.9* 31.8 58.5 52.9 4.8
Milk fat Fl 1.80 37.8 33.0 56.4 53.1 4.8
Fm 1.89 37.5 33.4 56.3 53.4 5.0
Fh 1.87 37.6 33.8 56.8 54.2 5.0
aResults are the mean of six determinations; *Indicates significant
difference (po0.01), compared with control cheese.bC, control (no enzyme); K, k-carrageenan; G, gellan; F, milk fat.
l, m and h are low, medium and high levels (respectively) of enzyme
applications where low, medium, and high refers to capsules prepared
by adding 5.0, 12.7 and 16.2mL of a 7.5% solution of Flavourzyme,
respectively, to 50mL of the encapsulant solutions.cMNFS ¼
moisture ð%Þ
ð100�fat ð%ÞÞ� 100:
dFDM ¼fat ð%Þ
ð100�moisture ð%ÞÞ� 100:
eS=M ¼salt ð%Þ
moisture ð%Þ� 100:
ranged from 1.67% to 1.89%. The moisture content ofall gum capsules-treated cheeses was significantly higher(po0.01) than that of control cheese. The moisturecontent of HMFF capsules-treated cheeses were, how-ever, not significantly different from that of controlcheeses. The moisture content of gum capsules treated-cheeses was also above the maximum allowable moist-ure content (39%) in Cheddar cheese as stipulated bythe Australian Standards (Anonymous, 1994). Thisfinding is similar to that of Manning, Witt, and Ames(1986) and Kanombirira and Kailasapathy (1995) whoreported high moisture content in cheeses where gumwas incorporated. The high moisture content of gumcapsules-treated cheese curds was due to the hydrophilicnature of both carrageenan and gellan gums retainingmoisture in cheese.
The salt and fat contents of the experimental cheeseswere comparable with those of the control. The fatcontent of the milk fat capsules-treated cheeses was,however, higher; but not significantly higher (p40.05)than the other cheeses (both experimental and control).This may be due to the extra fat added to the cheese, asthe capsules were made in an oil emulsification process.Thus, it may be concluded that application of enzymecapsules had minimal effects on the fat and salt contentsof the cheeses. Application of gum capsules howeverincreased the moisture content of cheeses.
3.4. Effect of treating cheese with enzyme capsules on
casein degradation during ripening as determined by the
HPCE method
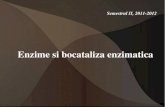
Most of the as1-casein in milk was broken downduring the cheese making process (Fig. 1). Therefore, b-casein remained as the major component of milk proteinin the cheese curd. This observation is in agreement withthat of McSweeney, Olson, Fox, Healy, and Hojrup(1993), who reported that chymosin substantially breaksdown as1-casein during the early stage of cheesemanufacture. In our study, proteolysis during cheeseripening was assessed based on the degradation of b-casein, as determined by the HPCE method. Theobserved degradation of b-casein was used as a basisfor determining the extent and rate of acceleration ofcheese ripening.
Cheeses were sampled at various time intervals duringripening and the protein separated by HPCE. There wasa marked reduction in b-casein content in all cheesetreatments after the 5 months storage period (Table 4).All k-carrageenan capsules-treated cheeses, plus cheesestreated with gellan and HMFF capsules with a high levelof enzyme content showed significant differences(po0.05) in b-casein content compared to controlcheeses after 5 months. Treatments incorporating eithergellan or milk fat capsules at both low- or medium-levelenzyme content were not significantly different. In

ARTICLE IN PRESS
(a)
80
70
60
50
40
30
20
10
0
5 10 15 20 25
DT
T κ-ca
sein
β-ca
sein
α-ca
sein
(b)
80
70
60
50
40
30
20
10
0
5 10 15 20 25
DTT
β-casein
DTTβ-casein
(c)
80
70
60
50
40
30
20
10
0
5 10 15 20 25
(d)
80
70
60
50
40
30
20
10
0
5 10 15 20 25
DTT
Time (min)
Abs
orba
nce
(mA
U)
β-casein
Fig. 1. Electrophoretograms of: (a) a mixture of pure caseins (a, b, andk-caseins) and protein from cheese treated with encapsulated enzyme
(k-carrageenan capsules-low level of enzyme after (b) 1, (c) 30, and
(d) 90 days of ripening. (DTT: D,L- dithiothreitol, internal marker).
Table 4
Changes in b-casein content of ripening cheeses (HPCE method)
Treatmenta b-Casein content (mgmL�1) Casein remaining
after 5m (%)
1 d 1m 3m 5m 6m
C 2.34 1.83 1.64 1.42 1.39 60.68
Kl 2.32 1.69 1.55 0.79* — 34.05
Km 2.22 1.62 1.43 0.65* — 29.28
Kh 2.11 1.48 1.26 0.52* — 24.65
Gl 2.49 1.87 1.77 1.34 — 53.82
Gm 2.38 1.92 1.57 1.24 — 52.10
Gh 2.32 1.73 1.48 1.05* — 45.26
Fl 2.30 1.96 1.84 1.34 — 58.26
Fm 2.19 1.91 1.81 1.25 — 57.08
Fh 2.16 1.85 1.78 1.08* — 50.00
aResults are the mean of duplicate determinations; *Indicates
significant difference (po0.05), compared with control cheese. C,
control; K, k-carrageenan; G, gellan; F, HMFF. l, m and h are levels
low, medium and high, respectively, of enzyme applications.
K. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939934
general, cheeses treated with capsules containing largerconcentrations of enzyme contained progressively lesserb-casein from 1 day to 5-month period of ripening. Theobserved levels of b-casein for all treatments after 5months of ripening were, however, below that of a6-month-old untreated cheese (1.39mgmL�1) preparedin the conventional way.
The percentage of b-casein remaining (expressed aspercentage of the amount present in control cheese
immediately after pressing) for all treatments showed asimilarly decreasing trend as ripening progressed.Control cheese had 60.68% b-casein remaining after 5months while the treated cheeses had 24.65–58.26% ofb-casein remaining. This finding is consistent with thatof Kirby et al. (1987) who reported that 68% of the b-casein remained intact in the untreated cheese after 3months of ripening. Law and Wigmore (1982) alsonoted a progressive decrease in b-casein levels in freebacterial proteinase enzyme treated cheeses after 2months ripening and a reduction in the amount of b-casein of approximately 60% in treated cheeses after4 months.
The higher rate of b-casein hydrolysis in the k-carrageenan capsules-treated cheeses was probably dueto low stability of k-carrageenan gels in solutions withacidic pH similar to that encountered in ripening cheese(Lam, 1997). Thus lactate in the cheese may have playeda role in the release of enzyme from k-carrageenancapsules by chelating calcium and disrupting thecapsules (Roy, Goulet, & Le Duy, 1987). Interactionthat normally occurs between k-carrageenan and casein(Snoeren, Payens, Jeunink, & Both, 1975) may have alsoinfluenced the rate of b-casein breakdown in cheese.This interaction, especially that between b-casein andcarrageenan with Ca2+ as a cross-linker (Dalgleish &Morris, 1988), might bring the substrate (casein) intocloser proximity to the enzyme entrapped in thecarrageenan gel. This may enhance the chance for theencapsulated enzyme to interact with casein and hencethe observed higher rate of b-casein degradation. It maybe said that the interaction between casein andcarrageenan has both minimal effect on casein con-formation or poses no steric hindrance on casein

ARTICLE IN PRESSK. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939 935
molecular structure. Thus enzyme–casein couplingoccurs even when the casein has already interacted withcarrageenan. This is in agreement with the views ofOakenfull, Miyoshi, Nishinari and Scott (1996) whoindicated that interaction between casein and carragee-nan does not affect their individual molecular beha-viour.
The observed slower rate of b-casein degradation incheeses treated with gellan capsules suggests that thesecapsules probably release their enzyme contents veryslowly. This implies that gellan capsules remain rela-tively stable within the cheese curd. This is consistentwith an observation that gellan gels are relatively stableunder acidic pH conditions similar to those encounteredduring cheese making (Lam, 1997). Stability of thegellan capsules could be attributed to its ability to formgels with a wide variety of ions (Grasdalen & Smidsrod,1987) besides Ca2+. Thus, even if lactic acid in cheesechelated Ca2+ in gellan capsules, the capsules main-tained their integrity due to interaction with other ionspresent in the complex cheese curd system. Gellan guminteraction with casein under normal conditions ofacidity has not been confirmed (Sanderson & Clark,1983). Hence, unlike carrageenan that interacts withcasein, there is a lower chance for casein to come incontact with gellan-encapsulated enzyme. This may havecontributed to the lower rate of b-casein degradation ascompared to carrageenan-encapsulated enzyme.
HMFF capsules seem to have been stable becausecheese treated with these capsules showed a slowdegradation of b-casein. Magee et al. (1981) suggestedthat the activity of lipase enzyme on milk fat capsulesfacilitates enzyme release from these capsules. In ourstudy, this mechanism was probably very slow to bringabout a significant initial reduction in b-casein content.Heat is another means by which milk fat-encapsulatedenzyme is released when the milk fat melts. Heat was noteffective in this study because the milk fat used in thepreparation of capsules in this experiment had a highermelting point (43 1C) than the highest temperature(38 1C) applied during cheese production. The slower
Table 5
Changes in the content of free amino group in ripening cheese by TNBS me
Age (d) Free amino group (mgmL�1)a
C Kl Km Kh Gl
0 0.055 0.026 0.068 0.072 0.047
14 0.695 1.364 1.496 1.262 1.100
30 0.708 1.454 1.682 3.187 1.171
60 0.821 1.550 1.794 3.306 1.242
90 0.972 1.676 1.805 3.570 1.351
120 1.139 1.794 2.013 3.641 1.402
150 1.286 1.983 2.172 3.686 1.497
aResults are the mean of triplicate determinations. C, control; K, k-carragerespectively, of enzyme applications.
rate of degradation of b-casein in milk fat capsulestreated cheeses could also be attributed to the relativelyhigher loss (�18%) of the added enzymes into cheesewhey (Lam, 1997) as compared to the gum capsules(5.6–8.6%).
3.5. Effect of adding enzyme capsules on proteolysis in
cheese as determined by the TNBS method
There were significantly (po 0.05) higher levels of freeamino groups in treated cheeses as compared to thecontrol cheese and the difference increased as ripeningprogressed (Table 5).
Cheeses treated with k-carrageenan capsules showed ahigh rate of increase in free amino groups during thefirst month of ripening before dropping to a similar levelas those of gellan and HMFF capsules treatments. Theincrease in free amino groups paralleled b-caseinbreakdown (Table 4). This was expected because aminogroups are produced in cheese as a consequence ofprotein breakdown during ripening (Fox, Law,McSweeney, & Wallace, 1993). Thus an increase infree amino groups in treated cheese over that of controlat any given time during ripening indicates an accelera-tion of ripening. Using the TNBS method, Kuchroo,Rahilly, and Fox, (1983) and Lemieux, Puchades, andSimard (1990) also showed that the concentration offree amino acids generally increased with cheese ripen-ing time.
3.6. Influence of adding gum and milk-fat enzyme
capsules on ripened cheese texture
There were significant differences between the experi-mental and control cheeses for all the textural para-meters (as determined by TPA) between theexperimental and the control cheeses (Table 6). Therewas reduction in the mean score of most texturalparameters when k-carrageenan capsules of higherenzyme concentrations were used. The mean scores forgumminess, hardness and chewiness were significantly
thod
Gm Gh Fl Fm Fh
0.055 0.302 0.421 0.622 0.681
1.382 1.276 0.664 0.727 0.800
1.524 1.584 0.795 1.041 1.176
1.671 1.758 0.941 1.273 1.368
1.738 1.947 1.266 1.385 1.574
1.815 2.198 1.301 1.502 1.639
1.873 2.233 1.390 1.567 1.715
enan; G, gellan; F, milkfat. l, m and h are levels low, medium and high,

ARTICLE IN PRESS
Table 6
Changes in textural properties of cheeses ripened for 5 months
Sample Textural propertiesa
Springiness Gumminess (� 102) Cohesiveness Hardness (� 102) Chewiness (� 102)
Controlb 0.79 7.41* 0.49 14.37* 5.54*
Kl 0.61 3.39 0.33 9.49 1.91
Km 0.48 0.72 0.26 2.71 0.37
Kh 0.27 2.11 0.18 1.35 0.24
Gl 0.79 2.09 0.51 4.08 1.67
Gm 0.76 4.92 0.38 13.38 3.45
Gh 0.61 1.73 0.36 4.80 1.24
Fl 0.74 2.28 0.41 9.68 3.11
Fm 0.65 1.99 0.21 8.54 1.29
Fh 0.78 2.77 0.36 5.96 2.16
aTextural properties were determined using a TPA, values are given as mean of four measurements; *Indicates significant difference (po0.01),
compared with experimental cheeses (Kl to Fh).bUntreated cheese ripened for 6 month.
K. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939936
(po0.01) higher for control cheese than for theexperimental cheeses. This finding was in agreementwith that of Alkhalaf et al. (1988) who reported areduction in hardness, gumminess and chewiness inSaint Paulin cheeses treated with free or liposome-encapsulated Neutrase.
The reduction in gumminess, hardness and chewinessin experimental cheeses was most likely due to thedegradation of casein as a result of the activities of theenzymes released from the capsules. It is known thatcasein is largely responsible for forming the cheesestructure. Thus, lower scores noted for k-carrageenanwere expected since cheeses treated with enzymesencapsulated in k-carrageenan exhibited the highestlevel of b-casein degradation (Table 4).
The changes in the texture of the experimental cheesesare also consistent with the values of MNFS and S/M ofthese cheeses (Table 3). Most of the treated cheeses hadhigher MNFS value and lower S/M values than thecontrol cheeses. High MNFS values and lower S/Mvalues bring about a high rate of casein breakdown incheeses (Lawrence, Creamer, Gilles, & Martley, 1987)hence the low scores for texture parameters as obtainedin treated cheeses.
Although use of enzyme capsules resulted in a higherrate of protein breakdown in the cheese and henceaccelerated ripening, the lower mean score fortextural parameters of the experimental cheeses ascompared to the control cheese (Table 6) may presenta problem with product acceptance. The lower meanscore for textural parameters for experimental cheesescould have also been as a result of moisture retention ingum-treated cheese. Excessive moisture retention incheese during manufacture is known to result insoft and crumbly texture in finished cheese (Manning,1985).
3.7. Influence of adding gum and milk fat enzyme
capsules on sensory quality
The control cheese scored highest for appearance butwas not significantly different (p40.05) from the scoresof cheeses treated with Gl and Fh capsules (Table 7).Cheeses treated with k-carrageenan capsules (Kl, Kmand Kh) gained the lowest score for appearance. Thiscould be due to higher level of proteolysis in the cheeseas compared to the other experimental cheeses, whichled to a crumbly and less cohesive texture. Excessiveproteolysis in cheese is considered to lead to a low scorefor the textural properties of cheese (Law & Wigmore,1982).
There were no significant differences in flavour andaroma characteristics (p40.05) between the experimen-tal cheeses (5 months ripened) and the control cheese (6months ripened). This may be because of the acceleratedripening of the experimental cheeses. However, thestrongest flavour was noted in cheeses treated with k-carrageenan capsules. This may be due to the increasedlevel of amino acid produced in those cheeses (Table 5).Free amino acids are considered to be flavour precursorsin ripening cheese (Law & Wigmore, 1982).
Cheeses treated with Fm, Fl, Gh and Gm capsulesscored higher for texture but were not significantlydifferent (p40.05) from the control cheese. Increasedpeptidolysis as experienced in the experimental cheesesin this study, expose more ionic groups, which wouldbind the available water resulting in less solvation of theremaining casein (Creamer & Olson, 1982). In addition,when the elasticity of the cheese has been reduced byproteolytic cleavage of the as1-casein (mainly caused bychymosin), which is regarded as a link in the proteinnetwork (McSweeney et al., 1993), the cheese might beperceived by the sensory panel as harder, more brittle

ARTICLE IN PRESS
Table 7
Sensory scores of cheeses ripened for 5 monthsa
Treatment Appearance Flavour Aroma Texture Bitter aftertaste Overall acceptance
Control** 8.48 6.18 6.19 5.06b 5.11 7.05
Kl 3.74 7.13 5.51 4.83b 9.55 3.26
Km 3.29 6.98 5.23 4.30b 9.49 3.04
Kh 2.51 7.54 3.47 2.79a,* 9.87 1.18
Gl 7.09 6.67 6.59 4.11b 4.92 7.34
Gm 5.70 6.46 6.84 5.25b 5.81 6.57
Gh 4.94 5.63 5.37 5.33b 7.32 4.43
Fl 4.55 6.14 6.36 5.91b 6.20 6.08
Fm 5.28 6.44 6.32 6.10b 5.46 6.00
Fh 7.22 6.45 6.85 4.75b 5.80 6.57
aSensory scores were assessed by a sensory panel. Values with different superscript letters are statistically different from each other within a
column; *Texture score for treatment Kh is significantly (po0.05) different from all other texture scores. **Untreated cheese ripened for 6 months.
K. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939 937
and less elastic. This was observed for cheeses treatedwith Fm, Fl, Gh and Gm capsules (less proteolyticactivity as discussed earlier, Section 3.4) because theywere perceived as firmer than the control cheese. Thiswas however, not observed for k-carrageenan capsulestreated cheeses probably because of the very high levelof proteolysis experienced.
Except for the cheese treated with k-carrageenan(high level) capsules (Table 7) the difference in texture asassessed by the sensory panel was not significant(p40.05) between the experimental cheeses and controlcheese. This implies that although hydrocolloids (San-derson & Clark, 1983) and fat (Stampanoni & Noble,1991) are known to modify food texture, the levels atwhich they were used in this study had little or noinfluence on cheese curd texture. The results of ourstudy showed that textural attributes as determined byTPA do not necessarily agree with the scores from ahuman sensory panel.
Except for cheeses treated with Gl capsules, allexperimental cheeses scored higher than control cheesefor bitterness, but only cheeses treated with k-carragee-nan and Gh capsules were significantly (po0.05) morebitter than control cheese. This could be attributable tothe relatively high proteolytic activities in cheesestreated with k-carrageenan and Gh capsules leading tobitter flavour. This is consistent with earlier reports fromstudies with slurries and whole cheese (Kosikowski &Iwasaki, 1975; Sood & Kosikowski, 1979) whereexcessive proteolysis brought about bitter taste incheese. The bitter defect is due to the production ofpeptides that characteristically contain a high propor-tion of aromatic and bulky hydrophobic amino acidresidues (Richardson & Creamer, 1973). Bitterness washowever not expected in this study as Flavourzyme wassupposed to bring about increased proteolysis withoutgenerating bitterness according to its manufacturer(Novo-Nordisk). The bitterness experienced in cheeses
treated with Kl and Gh capsules therefore shows thatbeyond a certain level of proteolysis, irrespective of thetype of enzymes involved, there can be bitterness incheese.
There were no significant differences in overallacceptance (p40.001) for the experimental cheeses andthe control cheese except for cheeses treated with Ghand k-carrageenan capsules. This was due to both theirhigh levels of bitterness and poor textural appearancesobserved in this study. Cheeses treated with Gl capsuleswere the most acceptable, even more so than the controlcheese. This is consistent with earlier studies where itwas reported that gellan gum-treated cheeses havesuperior flavour to those treated by carrageenan(Kanombirira & Kailasapathy, 1995). This is becausegellan gum has excellent flavour release properties(Sanderson & Clark, 1983).
4. Conclusions
This study has demonstrated that encapsulatedenzyme in gum capsules can be effectively incorporatedinto cheese matrix. k-Carrageenan and gellan capsulesshowed higher retention (90.0% and 91.5%) than milkfat capsules (73.5%). Enzyme losses from gum gelcapsules were also lower (5.62% and 8.66% for gellanand k-carrageenan gums, respectively, compared with17.93% for HMFF capsules).
The study has shown that the encapsulation ofenzyme in food gum gels for accelerated cheese ripeningis feasible. This study also reveals that the impact ofencapsulated enzymes in cheese ripening is influencedgreatly by the nature of the gum itself. However, theparticular combination of gum capsules and addedenzyme used in this study did not significantly improvethe sensory or textural properties of the experimentalcheeses. This is despite cheeses treated with enzyme

ARTICLE IN PRESSK. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939938
capsules showing increased rates of proteolysis ascompared to the untreated cheese.
Cheeses treated with k-carrageenan capsules showedthe highest rate of proteolysis as compared to thosetreated with gellan and HMFF capsules. Conditions incheese such as the presence of ions and lactic acidappeared to influence the stability of gum capsules incheese. Interaction between milk protein and k-carra-geenan gum capsules most likely enhanced the inter-action between the encapsulated enzyme and milkproteins.
Gum gels disrupted under cheese manufacturingconditions appeared to be more suitable than HMFFcapsules for encapsulating enzyme to be used foraccelerating cheese ripening. However, the use ofcapsules from a gum easily disrupted under cheesemanufacturing conditions may lead to rapid release ofenzyme and excessive proteolysis early during ripening.This is consistent with what was observed in this studyfor k-carrageenan. Cheeses that showed high levels ofproteolysis scored poorly for texture and sensoryproperties. This was one major drawback observedfrom this study. It is therefore important in futurestudies to consider combining such unstable gums withgums that produce more stable gels.
References
Alkhalaf, W., Piard, J. C., El Soda, M., Gripon, J. C., Desmazeaud,
M., & Vassal, L. (1988). Liposomes as proteinase carriers for the
accelerated ripening of Saint-Paulin type cheese. Journal of Food of
Science, 53, 1674–1679.
Anonymous (1994). Australian Food Standard Code. Canberra:
Nutritional Health and Medical Research Council, Australian
Government Printing Services.
AOAC (1990). Official methods of analysis. (15th ed). Washington,
DC: Association of Official Analytical Chemists.
Arnaud, J. P., & Lacroix, C. (1991). Diffusion of lactose in k-
carrageenan/locust bean gum gel beads with or without entrapped
lactic acid bacteria. Biotechnology and Bioengineering, 38,
1041–1049.
Audet, P., & Lacroix, C. (1989). Two-phase dispersion process for the
production of biopolymer gel beads; effect of various parameters
on bead size and their distribution. Process Biochemistry, 24,
217–223.
Australian Society of Dairy Technology (1977). A pocket book of
Cheddar cheese manufacture (pp. 7�9). Highett: Australian Society
of Dairy Technology.
Bartels, H. J., Johnson, M. E., & Olson, N. F. (1987). Accelerated
ripening of Gouda cheese: II. Effect of freeze-shocked Lactobacillus
helveticus on proteolysis and flavour development. Milchwis-
senschaft, 42, 139–144.
Braun, S. D., & Olson, N. F. (1986a). Microencapsulation of cell-free
extracts to demonstrate the possibility of heterogeneous enzyme
systems and cofactor recycling for development of flavour in
cheese. Journal of Dairy Science, 69, 1202–1208.
Braun, S. D., & Olson, N. F. (1986b). Encapsulation of proteins
and peptides in milkfat: encapsulation efficiency and temperature
and freezing stabilities. Journal of Microencapsulation, 3(2),
115–126.
Cattaneo, T. M. P., Nigro, F., Toppino, P. M., & Denti, V. (1996).
Characterization of ewe’s milk by capillary zone electrophoresis.
Journal of Chromatography, 721, 345–349.
Chang, H. N., Joo, I. S., & Ghim, Y. S. (1984). Performance of
rotating packed disc reactor with immobilised glucose oxidase.
Biotechnology Letters, 6, 487–491.
Creamer, L. K., & Olson, N. F. (1982). Rheological evaluation of
maturing Cheddar cheese. Journal of Food Science, 47, 631�636
646.
Dalgleish, D. G., & Morris, E. R. (1988). Interactions between
carrageenan and casein micelles. Food Hydrocolloids, 2, 311–320.
Dziezak, J. D. (1988). Microencapsulation and encapsulated ingre-
dients. Food Technology, 42, 136–151.
Fox, P. F. (1993). Exogenous enzymes in dairy technology: a review.
Journal of Food Biochemistry, 17, 173–199.
Fox, P. F., Law, J., McSweeney, P. L. H., & Wallace, J. (1993).
Biochemistry of cheese ripening. In P. F. Fox (Ed.), Cheese:
chemistry, physics and microbiology (pp. 389–438). London:
Chapman & Hall.
Grasdalen, H., & Smidsrod, O. (1987). Gelation of gellan gum.
Carbohydrate Polymers, 7, 371–378.
Gripon, J. C., Desmazeaud, M. J., Le Bars, D., & Bergere, J. L. (1975).
Etude du role des microorganisms et des enzymes au cours de la
maturation des fromages. II Influence de la pressure commerciale.
Lait, 55, 502–507.
Gripon, J. C., Monnet, V., Lambert, G., & Desmazeaud, M. J. (1991).
Microbial enzymes in cheese ripening. In P. F. Fox (Ed.), Food
enzymology, Vol. 1 (pp. 131–168). London: Elsevier Applied
Science.
Jack, F. R., Paterson, A., & Piggott, J. R. (1993). Relationships
between rheology and composition of Cheddar cheeses and texture
as perceived by consumers. International Journal of Food Science
and Technology, 28, 293–302.
Kanombirira, S., & Kailasapathy, K. (1995). Effects of interactions of
carrageenan and gellan gum on yields, textural and sensory
attributes of Cheddar cheese. Milchwissenschaft, 50, 452–457.
Karel, M. (1990). Encapsulation and controlled release of food
components. In G. Schwartzberg, & M. A. Rao (Eds.), Biotechnol-
ogy and food process engineering, (pp. 277–294). New York: Marcel
Dekker.
Kilara, A., & Shahani, K. M. (1985). Enzymes in food technology. In
M. Moo-Young, A. T. Bull, & H. Dalton (Eds.), Comprehensive
biotechnology, Vol. 3 (pp. 1045–1063). Oxford: Pergamon Press.
Kirby, C. J., Brooker, B. E., & Law, B. A. (1987). Accelerated ripening
of cheese using liposome-encapsulated enzyme. International
Journal of Food Science and Technology, 22, 355–375.
Kosikowski, F. V., & Iwasaki, T. (1975). Changes in Cheddar cheese
by commercial enzyme preparations. Journal of Dairy Science, 58,
963–970.
Kristiansen, K. R., Otte, J., Zakora, M., & Qvist, K. B. (1994).
Capillary electrophoresis used to monitor the enzymatic hydrolysis
of caseins and the fractionation of hydrolysis products. Milchwis-
senschaft, 49, 683–688.
Kuchroo, C. N., Rahilly, J., & Fox, P. F. (1983). Assessment of
proteolysis in cheese by reaction with trinitrobenzenesulphonic
acid. Irish Journal of Food Science and Technology, 7, 129–133.
Lam, S. H. (1997). An evaluation of food gums for encapsulating
enzymes to accelerate cheese ripening. MSc. Thesis, University of
Western Sydney, Hawkesbury, Sydney, Australia.
Law, B. A. (1987). Proteolysis in relation to normal and accelerated
cheese ripening. In P. F. Fox (Ed.), Cheese: chemistry, physics and
microbiology, Vol. 1 (pp. 365–392). London: Elsevier Applied
Science.
Law, B. A., & King, J. S. (1985). Use of liposomes for proteinase
addition to Cheddar cheese. Journal of Dairy Research, 52,
183–188.

ARTICLE IN PRESSK. Kailasapathy, S.H. Lam / International Dairy Journal 15 (2005) 929–939 939
Law, B. A., & Wigmore, A. S. (1982). Accelerated cheese ripening with
food grade proteinases. Journal of Dairy Research, 49, 137–146.
Law, B. A., & Wigmore, A. S. (1983). Accelerated ripening of Cheddar
cheese with a commercial proteinase and intracellular enzymes
from starter streptococci. Journal of Dairy Research, 50, 519–525.
Lawrence, R. C., Creamer, L. K., Gilles, J., & Martley, F. G. (1987).
Texture development during cheese ripening. Journal of Dairy
Science, 70, 1748–1760.
Lemieux, L., Puchades, R., & Simard, R. E. (1990). Free amino acids
in Cheddar cheese: comparison of quantitation methods. Journal of
Food Science, 55, 1552–1558 1578.
Magee, E. L., & Olson, N. F. (1981). Microencapsulation of cheese
ripening systems: stability of microcapsules. Journal of Dairy
Science, 64, 611–615.
Magee, F. L., Olson, N. F., & Lindsay, R. C. (1981). Microencapsula-
tion of cheese ripening systems; production of diacetyl and acetoin
in cheese by encapsulated bacterial cell-free extract. Journal of
Dairy Science, 64, 616–621.
Manning Jr., D. W. (1985). Increasing cheese yields with carrageenan.
The Cheese Reporter, (October), 1–25.
Manning, D. J., Witt, H., & Ames, J. (1986). Increasing cheese yields
with carrageenan. In G. O. Phillips, D. J. Wedlock, & P. A.
Williams (Eds.), Gums and stabilisers for the food industry, Vol. 3
(pp. 379–398). New York: Applied Science Publisher.
McKenzie, H. A. (1971). In H. A. McKenzie (Ed.), Milk proteins:
chemistry and molecular biology, Vol. II (pp. 257–330). New York:
Academic Press.
McSweeney, P. L. H., Olson, N. F., Fox, P. F., Healy, A., & Hojrup,
P. (1993). Proteolytic specificity of chymosin on bovine as1-casein.
Journal of Dairy Research, 60, 401–412.
Muir, D. D., Hunter, E. A., Banks, J. M., & Horne, D. S. (1995).
Sensory properties of hard cheese: identification of key attributes.
International Dairy Journal, 5, 157–177.
Oakenfull, D., Miyoshi, E., Nishinari, K., & Scott, A. (1996).
Rheological and thermal properties of milk gels formed with
k-carrageenan. Proceedings of food gums and hydrocolloids, Sydney,
Australia.
Polychroniadou, A. (1988). A simple procedure using trinitrobenze-
nesulphonic acid for monitoring proteolysis in cheese. Journal of
Dairy Research, 55, 585–596.
Raphaelides, S., Antoniou, K. D., & Petridis, D. (1995). Texture
evaluation of ultrafiltered Teleme cheese. Journal of Food Science,
60, 1211–1215.
Richardson, B. C., & Creamer, L. K. (1973). Casein proteolysis and
bitter peptides in Cheddar cheese. New Zealand Journal of Dairy
Science, 8, 46–51.
Roig, M. G., Rashid, D. H., & Kennedy, J. F. (1995). High-alkaline
protease from Bacillus PB92 entrapped in calcium alginate gel
Applied. Biochemistry and Biotechnology, 55, 95–121.
Roy, D., Goulet, J., & Le Duy, A. (1987). Continuous production of
lactic acid from whey permeate by free and calcium alginate
entrapped Lactobacillus helveticus. Journal of Dairy Science, 70,
506–513.
Sanderson, G. R., & Clark, R. C. (1983). Gellan gum. Food
Technology, 37, 63–70.
Sarath, G., De La Motte, R. S., & Wagner, F. W. (1989). Protease
assay methods. In R. J. Beynon, & J. S. Bond (Eds.), Proteolytic
enzymes, a practical approach (pp. 25–55). Oxford: IRL Press.
Snoeren, T. H. M., Payens, T. A. J., Jeunink, J., & Both, P. (1975).
Electrostatic interaction between k-carrageenan and k-casein.
Milchwissenschaft, 30, 393–396.
Sood, V. K., & Kosikowski, F. V. (1979). Ripening changes and
flavour development in microbial enzyme treated Cheddar cheese
slurries. Journal of Food Science, 44, 1690–1694.
Stampanoni, K., & Noble, P. (1991). The influence of fat, acid and salt
on the perception of selected taste and texture attributes of cheese
analogs: a scalar study. Journal of Texture Studies, 22, 367–380.
Willaert, R. G., & Baron, G. V. (1996). Gel entrapment and micro-
encapsulation. Reviews of Chemical Engineering, 12, 5–161.