A

of 27
-
Upload
dogaru-razvan -
Category
Documents
-
view
42 -
download
1
Transcript of A
Facultatea I.M.S.T.Specializarea T.C.M.
PROIECT DE ANTehnologii de Deformare Plastic la ReceSpecializarea T.C.M.
Dogaru Rzvan Mirel Grupa: 632 AA
2013A. PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE
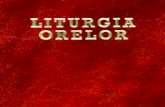
Aceast parte a proiectului are ca scop final stabilirea, pe baza unor considerente tehnice i economice, a succesiunii opreaiilor (n cazul desfurrii procesului de prelucrare pe mai multe tane sau matrie) sau a fazelor (n cazul n care procesului de prelucrare se desfoar pe o singur tan sau matri).1. Analiza pieseiProiectarea tehnologiei de prelucrare precum i a echipamentului necesar se face pe baza datelor iniiale ale temei de proiectare: desenul de execuie al piesei, volumul de producie, productivitatea prelucrrii, costul piesei prelucrate, volumul de investiii necesar, dotarea tehnic etc.1.1 Rolul funcional al pieseiProiectarea formei piesei, stabilirea materialului din care aceasta s se execute, stabilirea dimensiunilor i a abaterilor acestora se fac avnd n vedere rolul funcional al piesei.Pe desenul de execuie al piesei se identific (prin numerotare) suprafeele ce o definesc. Se menioneaz rolul fiecrei suprafee i procedeul de deformare plastic la rece prin care aceasta poate fi realizat.
Fig 1.1 Tabelul 1SkForma nominalaDimensiuni si abateriRugozitatea [Ra]Procedeu de prelucrareToleranta de formaPozitia relativeAlte conditii
S1Plana20 x 2412,5Decupare
Conform STAS 111 11- 88
S2Plana20 x 112,5Decupare
S3Plana10 x 112,5Decupare
S4ProfilataR2x 112,5Indoire
S5Plana14 x 112.5Decupare
S6Cilindrica5 x 112,5Perforare
1.2. Verificarea desenului de execuieAceast etap a procesului de proiectare se realizeaz cu scopul nelegerii formei constructive a piesei, al corectrii eventualelor greeli de proiectoare sau a completrii desenului de execuie cu alte vederi, seciuni sau detalii, n aa fel nct aceasta s ofere o imagine complet i unic a piesei i s conin toate informaiile necesare unei proiectri corecte.n cazul piesei LAMELA DE LEGTUR, se constat c pe desenul de execuie sunt cuprinse toate vederile i informaiile necesare ce ofer o imagine complet i unic a piesei, astfel nct proiectarea ei se poate face n mod corect. Acestea sunt:- scara la care piesa a fost desenat;- piesa este determinat de dimensiunile nscrise pe desen;- sunt indicate toate razele;- este indicat grosimea piesei (1 mm);- indicaii n legatur cu dimensiunile netolerate (acestea au fost prezentate la 1.1);- indicaii referitoare la calitatea suprafeelor ce compun piesa;- este determinat greutatea piesei( 0,006kg);n concluzie, desenul de execuie al piesei este complet i se poate trece la etapa urmtoare.
1.3. Materialul pieseiDeoarece informaiile despre materialul din care se execut piesa vor fi utilizate n etapele viitoare ale procesului de proiectare, acestea se vor extrage din standardele corespunztoare i se refer la:- proprieti fizico-mecanice;- compoziie chimic;- forme i dimensiuni de livrare (n funcie de grosimea materialului din care este executat piesa).Tabelul 2Material STASStare de livrareRezisten la rupere,Rm [N/mm]Compoziie chimic [%]Greutate specific, [kg/dm]Forme i dimensiuni de livrare
benzifoi de tabl
0123456
AlMnMgSTAS8652-89M0HDHH-100180220Mg 0,4-0,8Mn 0,6-1,1Al-restul
3,25,6,8,10,12,14,16,18,20,22,25,28,30,32,35,38,40,42,48,50,52,55,58,60,62,65,68,70,75,80,85,90,95,100,105,110,115,120,125,130,135,140,145,150 1000x17001000x20001100x20001150x25001200x21001250x25001300x22001200x6000
1.4. Stabilirea formei i dimensiunilor semifabricatului planPentru analiza tehnologicitii piesei i pentru studiul croirii semifabricatului este necesar determinarea formei i dimensiunilor semifabricatului plan.Avnd n vedere c n cele mai multe cazuri dimensiunile nscrise pe desenele de execuie ale pieselor ndoite nu pot fi utilizate direct n relaiile de calcul cunoscute, este necesar o redimensionare a piesei care s evidenieze n mod explicit dimensiunile elementelor simple de contur (poriunile rectilinii i arcele de curb).Pentru a obine lungimea total a semifabricatului plan, L, vom folosi formula:
n care: L este lungimea desfurat a piesei; li - lungimea poriunilor rectilinii ale stratului neutru; k - numrul poriunilor rectilinii; l - lungimea stratului neutru pe poriunile ndoite ale piesei i care se determin cu relaia:,n care: unghiul de ndoire; r1 - raza de ndoire interioar; x - coeficient ce ine seama de deplasarea stratului neutru i a crui valoare se alege n funcie de r/g.r/g = 2=> x=0,421l= (* 90)/180 * (1 + 0,421 *1) = 1,57*1,421=2,23L= 10 + 2,227 + 20 + 2,227 + 10=43,52 mm
Fig 1.2
2. Studiul tehnologicitii pieseiTehnologicitatea unei piese este o caracteristic a acesteia care evideniaz gradul n care piesa poate fi executat n condiii normale de lucru. Tehnologicitatea se apreciaz prin diferii indici de tehnologicitate, caracteristici procedeului de deformare respectiv.Tehnologicitatea pieselor prelucrate prin deformare plastic la rece se analizeaz din mai multe puncte de vedere caracteristice fiecrui procedeu de deformare n parte.2.1. Tehnologicitatea condiiilor tehnice impusePentru a face o analiza complet, corect i concis se va completa urmtorul tabel cu valori de precizie extrase din desenul de execuie al piesei i din literatura de specialitate. Tabelul 3Dimen-siunea nomi-nalPrecizia impus piesei prin desenul de execuiePrecizia posibil de realizat prin procedee de deformare plastic la rece
Con-cluzii
Abateri dimen-sionaleAbateri la cote libere STAS 1111-86Abateri de formRugozitatea suprafeeiAbateri dimensionaleAbateri de formRugozi-tatea suprafe-ei
Deformare normalDeformare de precizie
20-0,2-6,30,070,02-3,2DN
10-0,3-6,30,070,02-3,2DN
27-0,5-6,30,070,02-3,2DN
5-0,2-6,30,520,25-3,2DN
7,5-0,3-6,30,520,25-3,2DN
100,2--6,30,120,04-3,2DN
4-0,2-6,30,520,25-3,2DN
50,1--6,30,040,02-3,2DP
1-0,1-6,30,070,02-3,2DN
R1-0,4-6,30,100,03-3,2DN
50,1--6,30,040,02-3,2DN
10-0,3-6,30,070,02-3,2 DN
50,1--6,30,040,02-3,2 DN
10-0,3-6,30,070,02-3,2 DN
Comparnd valorile nscrise pe desenul de execuie cu cele posibil de realizat prin procedee de deformare plastic la rece, se trag concluzii n legatur cu posibilitatea obinerii piesei prin procedee cu precizie normal de prelucrare, cu precizie ridicat, sau se evideniaz faptul c, prin procedee de deformare, piesa nu poate fi obinut n condiiile impuse. n aceast situaie se recomand prelucrarea piesei prin alt metod de prelucrare.
2.2 Tehnologicitatea suprafeelelor obinute prin decupareSe subntelege faptul c, prin procedeul de decupare, nu pot fi realizate orice fel de forme ale suprafeelor i nici orice dimensiuni ale acestora. Pentru aceasta se compar forma i dimensiunile unei piese model cu desfurata piesei.Prin compararea contururilor asemntoare ale piesei cu cele ale piesei model se trag concluzii n legatur cu posibilitatea obinerii, n condiii tehnologice, a piesei al carui proces tehnologic se proiecteaz.
Fig 2.1
h > 1,2gFig 2.2
10> 1,2gFig 2.3Se observ c sunt ndeplinite toate condiiile ceea ce rezult c piesa poate fi obinut prin procedeul de decupare.2.3 Tehnologicitatea suprafeelor obinute prin perforareAvnd n vedere limitele procedeului de perforare n ceea ce privete forma suprafeelor perforate precum i condiiile dimensionale i de poziie relativ, se compar aceste elemente cu piesa model cu situaii asemntoare de pe piesa real.
Fig 2.4
a>gb>1,5gd>0,8g
Fig 2.5
2,5>1 5>1,5 5>0,8
Fig 2.6Analiznd suprafeele prelucrate prin perforare i comparnd dimensiunile prescrise pe desenul de execuie cu cele tehnologic posibile constatm c piesa poate fi realizat, condiii tehnologice, folosind procedeul de perforare.2.4. Tehnologicitatea formelor ndoite ale pieseiPentru piese ndoite apar, n plus, condiii de tehnologicitate referitoare la raza minim de ndoire, distana minim ntre marginea orificiilor i liniile de ndoire, lungimea minim a laturii ndoite etc. Valorile acestor parametrii, rezultai de pe piesa real, se compar cu valorile posibil de realizat, n condiii normale de prelucrare, recomandate de literatura de specialitate.
r>g Fig 2.7 h>2g
1,5>1 Fig 2.8 10>2
d>r+d/25>1,5+5/2 Fig. 2.9 Fig. 2.10
Se observ mai sus c, n cazul piesei studiate cu grosimea de 1mm, toate condiiile tehnologice posibil de realizat sunt ndeplinite, astfel piesa noastr poate fi realizat n condiii normale de prelucrare prin ndoire.
3. Analiza diferitelor variante de proces tehnologicDupa cum este cunoscut, pentru orice problema sociala, tehnica, economica etc., exista mai multe variante de rezolvare. In functie de conditiile concrete, una sau alta din variante poate fi considerata optima la un moment dat.Avand in vedere cazul concret al prelucrarii prin procedee de deformare plastica exista, in general, urmatoarele variante tehnologice de desfasurare a procesului de prelucrare:- pe stante si matrite simple;- pe stante si matrite complexe;- pe matrite combinate.Pentru ca se intalnesc mai rar inc azurile practice si pentru ca orice proces didactic trebuie sa inceapa cu studierea unor cazuri mai simple, in lucrare nu sunt tratate si problemele legate de desfasurarea proceselor tehnologice ce se deruleaza pe stante si matrite de grup, modulate sau prin procedee neconventionale de deformare. Avand in vedere cele mentionate, piesa studiata se poate obtine pe baza urmatoarelor variante de proces tehnologic:
Varianta 1:- decuparea conturului exterior al piesei pe o stanta simpla de decupat (fig. 3.1);
Fig 3
Fig 3.1
- perforarea semifabricatului astfel obtinut (fig. 3.2) pe o stanta simpla de perforat;- indoirea in U (fig. 3.3) a seimfabricatului perforat, pe o matrita simpla de indoit. Fig. 3.2
Fig. 3.3
Varianta 2:- perforarea si decuparea se pot realiza pe o stanta cu actiune succesiva (fig. 3.4);- indoirea se realizeaza similar cu cu cazul precedent (fig. 3.5). Fig. 3.4 Fig. 3.5Varianta 3:- perforarea si decuparea pot fi realizate pe o stanta cu actiune simultana (fig. 3.6);- indoirea se realizeaza la fel ca in cazul precedent (fig. 3.7).
Fig. 3.6 Fig. 3.7
Varianta 4: toate prelucrarile se realizeaza pe o aceeasi matrita combinata cu actiune succesiva (fig.3.8). Fig. 3.8Varianta 5:- toate prelucrarile se realizeaza pe o singura matrita cu actiune succesiv-simultana (fig. 3.9).
Fig. 3.9
4. Analiza croirii semifabricatuluiPonderea mare cu care costul materialului intervine in pretul piesei (peste 70%) impune ca etapa de analiza a croirii semifabricatului sa constituie principala cale de eficientizare a procesului de deformare.Pentru aceasta trebuie luate in considerare toate variantele posibile de croire, incercandu-se ca pe baza unor criterii tehnice, tehnologice si economice sa se selecteze variantele de croire cele mai eficiente. Astefel, pentru piesa din analizata in cazul nostru se pot propune urmatoarele scheme de croire:- croire dreapta, cu deseuri, pe un rand, cu asigurarea pasului prin intermediul poansonului de pas (fig.4.1). Aceasta varianta de croire este cea mai intalnita si se recomanda in cazul pieselor cu forme complexe, cand se utilizeaza ca semifabricat banda, iar avansul benzii se asigura automat prin intermediul unor dispozitive adecvate. Fig.4.1a = k1*k2*k3*a1;b = k1*k2*k3*b1;c = 1,5 mm;p = L + a;a1 = 1,4 mm;b1 = 1,9 mm;p = 20 + 1,68;k1 = 1,2; k1 = 1,2; p = 21,68mm;k2 = 1; k2 = 1; k3 =1; k3 = 1;a = 1,2*1*1*1,4;b = 1,2*1*1*1,9;a = 1,68 mm;b = 2,28 mm. Latimea benzii este: l = 2*b + lp + c = 2*2,28 + 43,52 + 1,5 = 49, 58 mm.Se adopta l=50 mm- croire dreapta, cu deseuri, pe un rand cu asigurarea pasului cu ajutorul opritorului (fig.4.2).Varianta de croire prezentata se aplica in cazul folosirii fasiilor inguste,din materiale cu grosimi mai mari de 0,5mm, cand avansul se realizeaza manual si cand exista posibilitatea dispunerii, in zona deseului, a unui poanson special, care sa lase o urma cararcteristica pe marginea benzii. In urma lasata de poanson va patrunde un opritor special care va asigura marimea pasului. Fig.4.2
a = k1*k2*k3*a1;b = k1*k2*k3*b1;p = L + a;a1 = 1,4 mmb1 = 1,9 mm;p = 20 + 1,68;k1 = 1,2; k1 = 1,2; p = 21,68mm;k2 = 1; k2 = 1; k3 =1; k3 = 1;a = 1,2*1*1*1,4;b = 1,2*1*1*1,9;a = 1,68 mm;b = 2,28 mm. Latimea benzii este: l = 2*b + lp = 2*2,28 + 43,52= 48,08 mm.Se adopta l=50 mm.- croire dreapta, pe un rand, cu deseuri putine, cu poanson de pas (fig.4.4). Atunci cand piesa este marginita si de contururi rectilinii este bine ca acestea sa fie dispuse chiar pe marginea semifabricatului. Dispar astfel, puntitele laterale. Fig.4.3a = k1*k2*k3*a1;c = 1,5 mm;p = L + a;a1 = 1,4 mm;p = 20+ 1,68;k1 = 1,2; p = 21,68 mm;k2 = 1;k3 = 1;a = 1,2*1*1*1,4;a = 1,68 mm.Latimea benzii este: l = lp + c = 43,52 + 1,5 = 45,02 mm.Se adopta l=48 mm.
-croire dreapta, pe un rand cu deseuri putine, cu opritor (fig.4.5).Si in aceasta situatie se poate utiliza opritorul lateral pentru asigurarea marimii pasului, ocazie cu care latimea benzii va fi mai mica cu valoarea puntitei c indepartata ca deseu de poansonul de pas. Fig.4.4a = k1*k2*k3*a1;p = L + a;a1 = 1,4 mm;p = 20+ 1,68;k1 = 1,2; p = 21,68 mm;k2 = 1;k3 = 1;a = 1,2*1*1*1,4;a = 1,68 mm.Latimea benzii este: l = lp = 43,52 mm.Se adopta l=45 mm.
- croire pe doua randuri, cu deseuri, cu poanson de pas (fig.4.6). Piesele de dimensiuni relativ mici, cu forme simple, se recomanda a se dispune pe semifabricat pe mai multe randuri. Croirea pe doua randuri permite o utilizare mai buna a materialului, dar in acelasi timp creste si complexitatea stantei sau matritei utlizate pentru obtinerea piesei finite din semifabricatele dispuse astfel prin multiplicarea corespunzatoare a numarului de poansoane (pentru fiecare rand de croire este nevoie de un rand de poansoane). Fig.4.6a1 = 1,4 mm;p = 20 + 2,016;k1 = 1,2; p = 22,016mm;k2 = 1,2;k3 = 1; a = 1,4*1,2*1,2*1;a = 2,016 mm; c= 1,5.
Latimea benzii este: l = 2*b + 2*lp + a + c = 2*2,736 + 2*43,52 + 2,016+ 1,5 = 96,028 mm.
-croire combinata (fig.4.7). Pentru a utiliza intr-un mod cat mai eficient materialul se incearca dispunerea altor tipuri de piese in zona deseurilor rezultate de la varianta de croire anterioara. Evident acest lucru va duce la cresterea gradului de complexitate a stantei sau matritei, dar, daca acest lucru este compensat de o crestere corespunzatoare a gradului de utilizare a materialului, se recomanda aceasta varianta de croire. Fig.4.7
a1 = 1,4 mmp = 20 + 2,016k1 = 1,2 p = 22,016mmk2 = 1,2k3 = 1 a = 1,4*1,2*1,2*1a = 2,016 mm c = 1,5
Latimea benzii este: l = 2*b + 2*lp + a + c = 2*2,736 + 2*43,52 + 2,016+ 1,5 = 96,028 mm.Toate acestea constituie multimea schemelor de croire tehnice posibile (S.C.T.P.) si vor fi ilustrate in urmatorul tabel:Pe baza unor criterii tehnice si tehnologice, dintre multitudinea de scheme tehnic posibile, se vor selecta schemele de croire tehnic acceptabile (S.C.T.A.). Aceste criterii tehnice se pot referi la posibilitatea realizarii suprafetelor piesei (sau formei acesteia) prin procedee de deformare plastica la rece.Ele sunt:- eliminarea schemelor de croire la care conturul exterior rectiliniu al piesei este tangent la marginea semifabricatului deoarece poate fi afectata forma piesei si precizia impusa acesteia;- eliminarea schemelor de croire la care conturul exterior rectiliniu al piesei este tangent la alta piesa deoarece poate fi afectata forma piesei si precizia impusa acesteia;- eliminarea schemelor de croire in care cantitatea de deseuri este foarte ridicata intrucat productivitatea va fi scazuta.- eliminarea schemelor de croire in care dispunerea semifabricatului necesita realizarea piesei prin intermediul unei scule foarte complexe, lucru care ar afecta costurile implicite si productivitatea.Schemele de croire tehnic acceptabile ramase dupa selectarea tehnica si tehnologica sunt supuse unor noi selectari, economice in urma careia rezulta schema de croire optima (S.C.O.). Concluziile rezultate in urma acestei selectari tehnice se vor prezenta sub forma tabelara:Tabelul 6
Nr. SCTPCRITERII DE SELECTARE
Decizie SCTA sau SCTN
TehniceTehnologice
Contur curb tangentForme complexe ale pieseiConditii tehnice de precizieProductivitateDirectie de laminareComplexitate scula
1AAAAAASCTA
2AAAAAASCTA
3AAAAAASCTA
4AAAAAaSCTN
5AAAAAASCTA
6AAAAAASCTA
7AAANAASCTA
Se constata ca, in urma acestei selectari, s-a eliminat o schema de croire, si anume croirea pe doua randuri, cu deseuri, cu ajutorul unui poanson de pas. S-a eliminat aceasta schema de croire datorita criteriului de productivitate, in urma caruia s-a constatat o cantitate mare de deseu.Criteriul economic aplicat schemelor de croire tehnic acceptabile va conduce la determinarea schemei de croire optime (S.C.O.). Pentru a pune in evidenta acest lucru este necesar, in primul rand, sa calculam lungimea benzii.Aceasta se poate calcula cu formula:
L = 500/(7.85*1) = 63.69 [mm], unde n- nr. de randuri p- pas de croire ls latimea calculata sau standardizata A - aria piesei determinata de conturul exterior al piesei
(coeficient de utilizare) , unde N numarul de piese care rezulta dintr-un semifabricat N=L/p Ao aria efectiva a piesei ls - latimea calculata a fasiei sau latimea standardizata a benzii L - lungimea semifabricatuluiTabelul 7Nr. S.C.T.A.Criteriul economicSuccesiunea economica a schemelor
kc [%]ku [%]
162,9%29,2%1
264,02%29,7%3
371,73%33,27 %4
453,55%51,50%2
5. Proiectarea schemei tehnologiceSchema tehnologica reprezinta o anumita dispunere grafica a poansoanelor, pe schema de croire optima, in asa fel incat coroborata cu avansul semifabricatului sa permita obtinerea piesei. La fel ca si in cazul croirii, pe schema de croire adoptata ( S.C.O.) se pot concepe mai multe variante de scheme tehnologice tehnic posibile (S.T.T.P.). Astfel, se pot imagina mai multe posibilitati de dispunere a poansoanelor:
Din cele prezentate se constat ca pentru o aceeai schem de croire au putut fi concepute 4 variante de dispunere a poansoanelor, iar la sfarsitul prelucrarii s-a obinut aceeai pies. Se pune problema care din ele s fie adoptat i s constituie elementul de baz n proiectarea n continuare a stanei sau matriei. Pentru a determina schema tehnologicoptim trebuie precizate initial restrictiile tehnice i tehnologice impuse procesului de prelucrare. Criteriile tehnice se refer la:- condiiile tehnice impuse (precizia dimensional, de form, pozitie relativ, rugozitate). Avnd n vedere ca profilele perforate sau decupate copieaz forma elementelor active, este evident c precizia dimensional a acestora depinde de precizia de execuie a elementelor active corespunzatoare. Din acest motiv, n general, condiiiletehnice de precizie dimensional i de form sunt asigurate. n ceea ce privete precizia de poziie se face constatarea ca aceasta scade cu cresterea numarului de posturi de lucru la care se realizeaz contururile ce definesc piesa ( varianta 4 (a) este cea mai precisa deoarece numarul de posturi de lucru este cel mai mic,iar perforarea se realizeaza la primul post eliminndu-se astfel eroarea de poziie). n ceea ce privete rugozitatea suprafeelor prelucrate se face precizarea ca pentru obinerea unor rugoziati mai mici de 3,2 m stantarea trebuie sa sedesfaoare pe tane de precizie, care nu fac obiectul acestui proiect. Avnd n vedere cele menionate este bine ca schema tehnologic s fie cat mai scurt ( s conin un numar minim de posturi de lucru). Criteriile tehnologice se refer la:- respectarea condiiei de distan minim ntre orificiile executate n placa activ
g [mm]0,40,60,81,01,21,41,61,82,02,22,42,6
d [mm]1,41,82,32,73,23,64,04,44,95,25,66,0
g [mm]2,83,03,23,43,63,84,04,24,44,64,85,0
d [mm]6,46,77,17,47,78,18,58,89,19,49,710
Valoarea distanei minime ntre orificiile executate n placa activ se regaseste n tabelul urmtor. Tabelul 8
6.Calculul fortelor si stabilirea centrului de presiuneCalculul fortelor de deformare este necesar pentru a putea dimensiona si verifica fiecare poanson, pentru a putea determina pozitia centrului de presiune si pentru a putea alege utilajul de presare(presa).1.Fst=kL1gFsc= Ksc* FstFimp= Kimp* FstFtot= Fst+ Fsc+ Fimp
2. Find=
Forta totalaFtot=91802 N
Conform calculelor efectuate am ales Presa cu excentric cu simplu efect, defabricatie romaneasca PAI 10.
Coordonatele centrului de presiune:
XCP== 148,2 mm
YCP== 4,6 mm
2