56508386-Curs-11-13-Sudura
23
Poduri metalice I, An III CFDP, Îmbinări sudate Î M B I N Ǎ R I S U D A T E Generalităţi Datorită avantajelor pe care le prezintă, sudura este în prezent mijlocul de îmbinare cel mai utilizat în construcţiile metalice. Aceste avantaje rezultă atât din simplitatea execuţiei cât şi a modului mai direct de scurgere a fluxului de eforturi. Calitatea construcţiilor metalice sudate depinde de o serie de factori cum sunt: alegerea procedeului de sudare şi a utilajelor folosite, alegerea calităţii corespunzătoare a materialului folosit la execuţia elementelor, alegerea materialului de adaos folosit la sudură, alcătuirea constructivă a elementelor construcţiilor metalice etc. Dacă la început construcţiile sudate au imitat într-o măsură largă construcţiile nituite, cu timpul ele au început a-şi crea forme proprii, corespunzătoare posibilităţilor de realizare prin sudare şi a modului de comportare la diferite solicitări. Construcţiile sudate impun o gândire tehnică specifică sudării, adică un mod de a judeca cum trebuie procedat în fiecare caz, atât din punct de vedere constructiv, cât şi din punct de vedere al posibilităţilor de execuţie pentru a se obţine avantaje tehnico-economice maxime. O construcţie sudată poate fi realizată mult mai raţional şi mai economic decât o construcţie nituită; pentru aceasta trebuie să fie bine cunoscute posibilităţile pe care le oferă sudura. În aceeaşi măsură trebuie cunoscute defectele şi dezavantajele care pot rezulta dintr-o folosire neraţională şi dintr-o execuţie necorespunzătoare a sudurii. O îmbinare sudată trebuie să corespundă unor anumite condiţii de solicitare. Se urmăreşte ca prin sudare să se realizeze o îmbinare cu calităţi echivalente calităţilor materialului care se sudează, asigurându-se o continuitate cât mai perfectă a pieselor ce se îmbină. Procedee de sudare Sudarea constă în îmbinarea metalelor cu o compoziţie chimică identică sau asemănătoare, cu ajutorul căldurii sau presiunii, sau cu amândouă împreună, cu sau fără adaos de material, material similar materialului din elementele ce se îmbină. După natura lor procedeele de sudare se grupează în două grupe şi anume: -procedee de sudare prin topire ce constau în topirea marginilor pieselor ce se îmbină şi a materialului de adaos; -procedee de sudare prin presiune la care îmbinarea se realizează prin încălzirea locală a pieselor în zona de îmbinat, urmată de aplicarea unei presiuni asupra celor două piese, cordonul de sudură relizându-se fără adaos de material. Metalele aduse la o temperatură ridicată, datorită mobilităţii mari a atomilor, se pot lega intim uşor prin exercitarea unei presiuni care învinge forţele de legătură atomică. PROCEDEE DE SUDARE PRIN TOPIRE Aceste procedee cuprind sudarea cu flacără oxiacetilenică şi sudarea cu arc electric. Sudarea cu flacără oxiaxetilenică se utilizează tot mai puţin, deoarece protecţia pe care o dă flacăra este ineficientă, în cordonul de sudură pătrunzând oxigen şi azot din aer, cordonul rezultat fiind de calitate inferioară. De asemenea, prin utilizarea acestui procedeu rezultă o zonă mare influenţată termic, ceea ce duce la apariţia unor deformaţii mari. Sudarea cu arc electric constituie unul din procedeele cele mai utilizate la îmbinarea elementelor metalice, căldura fiind concentrată pe o suprafaţă restrânsă face ca zona influenţată termic să fie redusă. Căldura necesară topirii se datoreşte arcului electric
description
Sudura
Transcript of 56508386-Curs-11-13-Sudura
Poduri metalice I, An III CFDP, Îmbinări sudate
Î M B I N Ǎ R I S U D A T E
Generalităţi Datorită avantajelor pe care le prezintă, sudura este în prezent mijlocul de îmbinare
cel mai utilizat în construcţiile metalice. Aceste avantaje rezultă atât din simplitatea execuţiei cât şi a modului mai direct de scurgere a fluxului de eforturi.
Calitatea construcţiilor metalice sudate depinde de o serie de factori cum sunt: alegerea procedeului de sudare şi a utilajelor folosite, alegerea calităţii corespunzătoare a materialului folosit la execuţia elementelor, alegerea materialului de adaos folosit la sudură, alcătuirea constructivă a elementelor construcţiilor metalice etc. Dacă la început construcţiile sudate au imitat într-o măsură largă construcţiile nituite, cu timpul ele au început a-şi crea forme proprii, corespunzătoare posibilităţilor de realizare prin sudare şi a modului de comportare la diferite solicitări. Construcţiile sudate impun o gândire tehnică specifică sudării, adică un mod de a judeca cum trebuie procedat în fiecare caz, atât din punct de vedere constructiv, cât şi din punct de vedere al posibilităţilor de execuţie pentru a se obţine avantaje tehnico-economice maxime.
O construcţie sudată poate fi realizată mult mai raţional şi mai economic decât o construcţie nituită; pentru aceasta trebuie să fie bine cunoscute posibilităţile pe care le oferă sudura. În aceeaşi măsură trebuie cunoscute defectele şi dezavantajele care pot rezulta dintr-o folosire neraţională şi dintr-o execuţie necorespunzătoare a sudurii.
O îmbinare sudată trebuie să corespundă unor anumite condiţii de solicitare. Se urmăreşte ca prin sudare să se realizeze o îmbinare cu calităţi echivalente calităţilor materialului care se sudează, asigurându-se o continuitate cât mai perfectă a pieselor ce se îmbină.
Procedee de sudare Sudarea constă în îmbinarea metalelor cu o compoziţie chimică identică sau
asemănătoare, cu ajutorul căldurii sau presiunii, sau cu amândouă împreună, cu sau fără adaos de material, material similar materialului din elementele ce se îmbină.
După natura lor procedeele de sudare se grupează în două grupe şi anume: -procedee de sudare prin topire ce constau în topirea marginilor pieselor ce
se îmbină şi a materialului de adaos; -procedee de sudare prin presiune la care îmbinarea se realizează prin
încălzirea locală a pieselor în zona de îmbinat, urmată de aplicarea unei presiuni asupra celor două piese, cordonul de sudură relizându-se fără adaos de material. Metalele aduse la o temperatură ridicată, datorită mobilităţii mari a atomilor, se pot lega intim uşor prin exercitarea unei presiuni care învinge forţele de legătură atomică.
PROCEDEE DE SUDARE PRIN TOPIRE Aceste procedee cuprind sudarea cu flacără oxiacetilenică şi sudarea cu arc
electric. Sudarea cu flacără oxiaxetilenică se utilizează tot mai puţin, deoarece protecţia pe
care o dă flacăra este ineficientă, în cordonul de sudură pătrunzând oxigen şi azot din aer, cordonul rezultat fiind de calitate inferioară. De asemenea, prin utilizarea acestui procedeu rezultă o zonă mare influenţată termic, ceea ce duce la apariţia unor deformaţii mari.
Sudarea cu arc electric constituie unul din procedeele cele mai utilizate la îmbinarea elementelor metalice, căldura fiind concentrată pe o suprafaţă restrânsă face ca zona influenţată termic să fie redusă. Căldura necesară topirii se datoreşte arcului electric

Poduri metalice I, An III CFDP, Îmbinări sudate
ce se dezvoltă între electrod şi piesa ce se sudează. În cadrul acestui procedeu sunt incluse mai multe metode de sudare, cele mai utilizate pentru construcţiile metalice fiind:
-sudarea cu arc electric descoperit; -sudarea cu arc acoperit sub strat de flux; -sudarea cu arc electric în mediu de gaz protector.
1.Sudarea cu arc electric descoperit Acest procedeu se bazează pe arcul electric ce ia naştere între electrod şi piesă,
căldura rezultată topind marginile pieselor ce se sudează.
Sudarea cu arc electric descoperit;1.metal de bază;2.zonă de trecere;3.metal
depus;4.zgură solidă;5.zgură topită;6.electrod;7.miez metalic;8.înveliş;9.arc;10.crater; 11.metal topit;12.sensul de înaintare al electrodului
Prin topirea electrodului se topeşte atât
sârma metalică cât şi învelişul acestuia. Metalul topit trece de la vârful electrodului în baia de metal topit a pieselor, indiferent de poziţia de sudare. Trecerea picăturilor de la electrod la piesă se produce datorită forţelor electromagnetice şi forţelor de presiune a gazelor. Prin topirea învelişului se formează zgura ce are rol de a proteja cordonul de sudură de contactul cu atmosfera. După răcire, zgura se înlătură cu ciocanul, iar cordonul de sudură se curăţă cu peria de sârmă, înaintea depunerii
următorului strat de sudură. Sudarea cu arc electric descoperit se execută manual. 2.Sudarea cu arc acoperit sub strat de flux
Sudarea cu arc acoperit sub strat de
flux este procedeul cel mai răspândit pentru executarea sudurii automate sau semiautomate. Locul electrodului, utilizat la sudarea cu arc electric descoperit, este luat de o sârmă neînvelită ce este înfăşurată pe un tambur, de pe care se derulează pe măsură ce se consumă. Acest procedeu se caracterizează prin faptul că arcul electric este acoperit cu un strat de flux. Fluxul, ce reprezintă o pulbere minerală, este depus pe
Poduri metalice I, An III CFDP, Îmbinări sudate
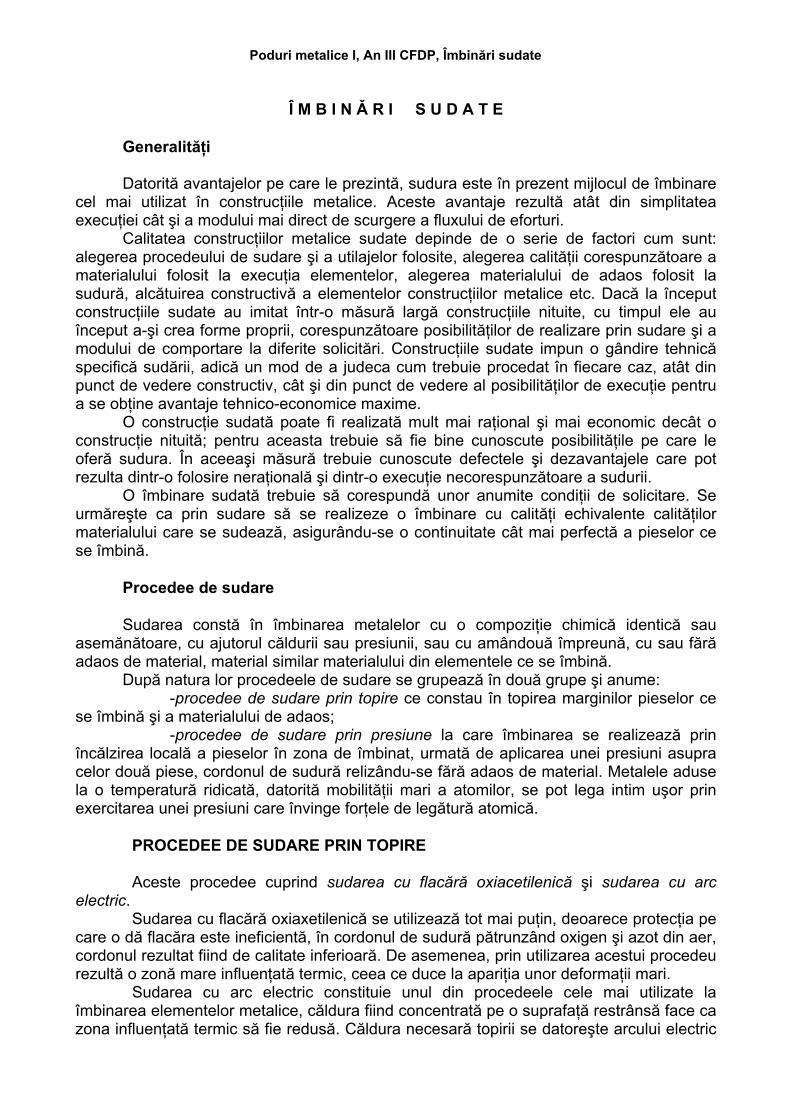
piesele ce se sudează în faţa aparatului de sudură, cu ajutorul unui buncăr, fiind împiedicat să se împrăştie în afara cusăturii de nişte ghidaje.
După efectuarea sudurii, fluxul neconsumat este recuperat cu ajutorul unui furtun de recuperare.
Fluxul are rol de stabilizator, protector al arcului şi de furnizor de elemente de aliere.
Sudarea cu arc acoperit sub strat de flux
La sudarea automată mişcările de apropiere a sârmei şi de înaintare în direcţia
sudării se fac automat, prin dispozitivul de sudare; la sudarea semiautomată se foloseşte un dispozitiv portabil, rezemat pe piesă, dispozitiv mişcat de sudor, apropierea sârmei de piesă făcându-se automat.
Acest procedeu de sudare prezintă următoarele avantaje: productivitate mare (de 5-10 ori mai mare ca la sudarea manuală),calitate superioară a cordonului de sudură, consum redus de electrozi, consum mic de energie electrică (arcul fiind acoperit, căldura lui este concentrată pentru topire, fără a exista pierderi de căldură în aer), nu necesită o pregătirre specială a sudorilor, deoarece calitatea sudurii nu depinde prea mult de calificarea sudorilor.
Dezavantajul acestui procedeu este faptul că nu poate fi utilizat decât pentru suduri în plan orizontal sau puţin înclinate şi de lungime mare.
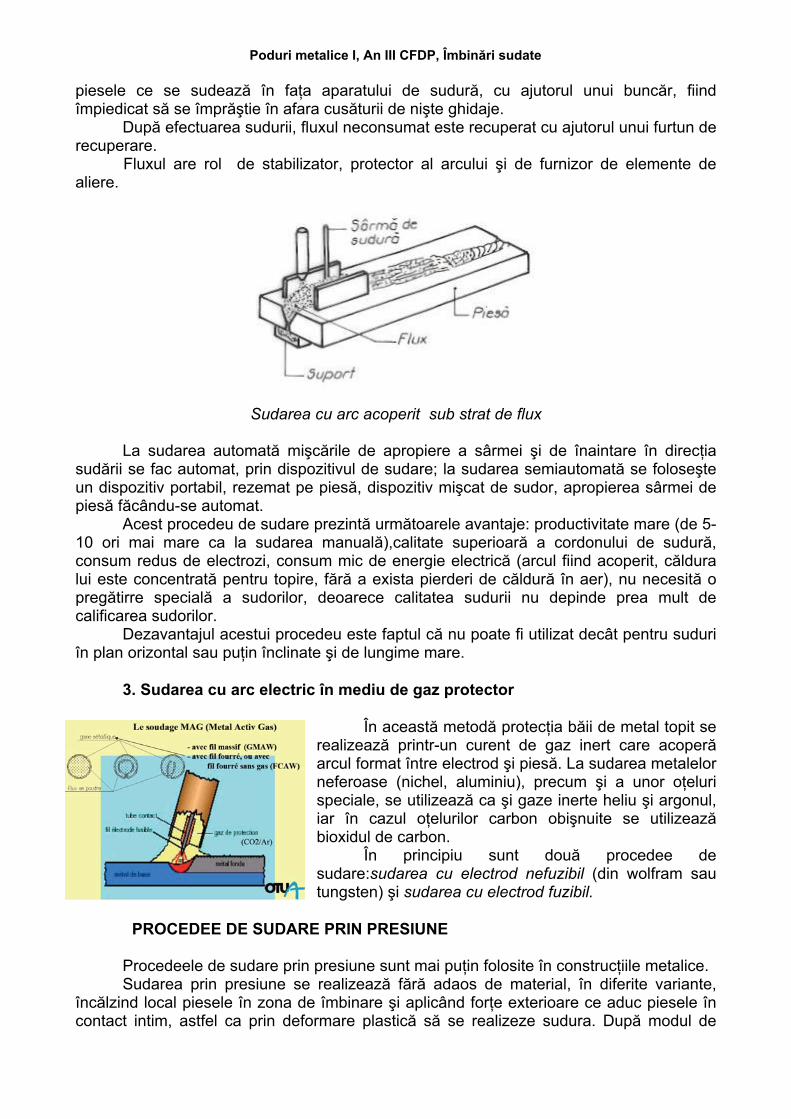
3. Sudarea cu arc electric în mediu de gaz protector
În această metodă protecţia băii de metal topit se realizează printr-un curent de gaz inert care acoperă arcul format între electrod şi piesă. La sudarea metalelor neferoase (nichel, aluminiu), precum şi a unor oţeluri speciale, se utilizează ca şi gaze inerte heliu şi argonul, iar în cazul oţelurilor carbon obişnuite se utilizează bioxidul de carbon.
În principiu sunt două procedee de sudare:sudarea cu electrod nefuzibil (din wolfram sau tungsten) şi sudarea cu electrod fuzibil.
PROCEDEE DE SUDARE PRIN PRESIUNE
Procedeele de sudare prin presiune sunt mai puţin folosite în construcţiile metalice. Sudarea prin presiune se realizează fără adaos de material, în diferite variante,
încălzind local piesele în zona de îmbinare şi aplicând forţe exterioare ce aduc piesele în contact intim, astfel ca prin deformare plastică să se realizeze sudura. După modul de
Poduri metalice I, An III CFDP, Îmbinări sudate
încălzire şi aplicare a sarcinii, se deosebesc următoarele procedee utilizate în construcţiile metalice:
-sudarea prin rezistenţă cap la cap; -sudarea prin puncte; -sudarea în linie.
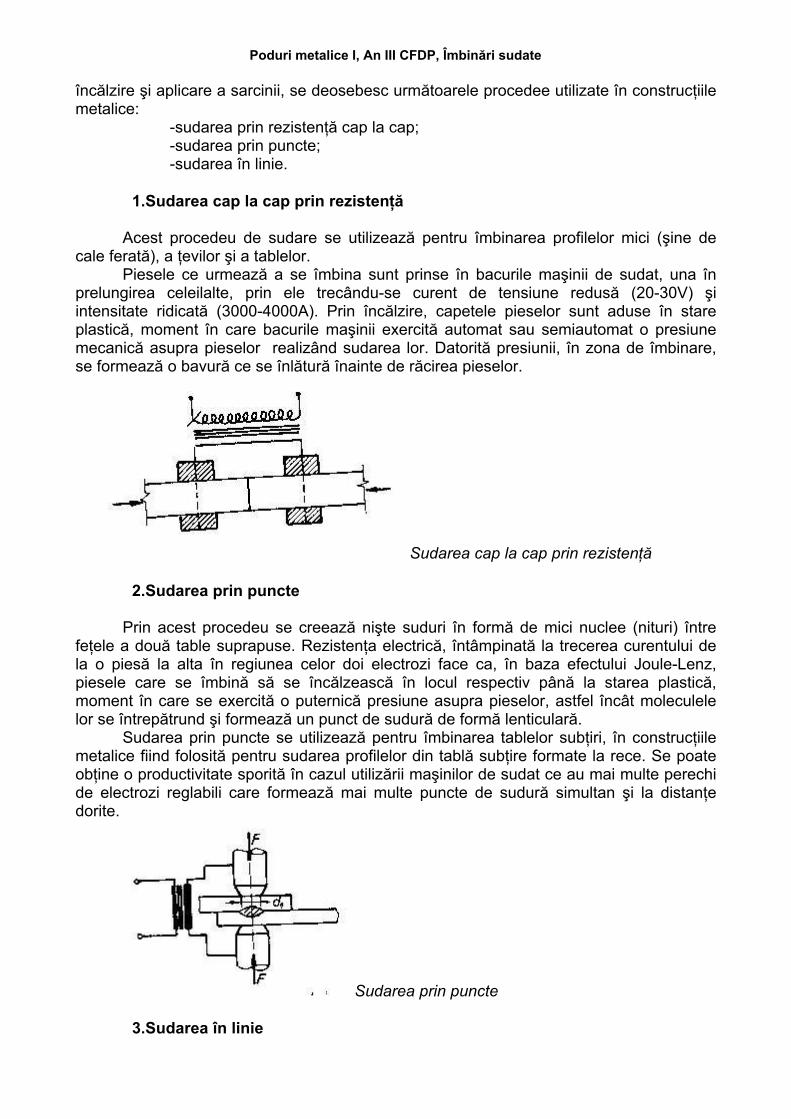
1.Sudarea cap la cap prin rezistenţă
Acest procedeu de sudare se utilizează pentru îmbinarea profilelor mici (şine de
cale ferată), a ţevilor şi a tablelor. Piesele ce urmează a se îmbina sunt prinse în bacurile maşinii de sudat, una în
prelungirea celeilalte, prin ele trecându-se curent de tensiune redusă (20-30V) şi intensitate ridicată (3000-4000A). Prin încălzire, capetele pieselor sunt aduse în stare plastică, moment în care bacurile maşinii exercită automat sau semiautomat o presiune mecanică asupra pieselor realizând sudarea lor. Datorită presiunii, în zona de îmbinare, se formează o bavură ce se înlătură înainte de răcirea pieselor.
Sudarea cap la cap prin rezistenţă 2.Sudarea prin puncte
Prin acest procedeu se creează nişte suduri în formă de mici nuclee (nituri) între
feţele a două table suprapuse. Rezistenţa electrică, întâmpinată la trecerea curentului de la o piesă la alta în regiunea celor doi electrozi face ca, în baza efectului Joule-Lenz, piesele care se îmbină să se încălzească în locul respectiv până la starea plastică, moment în care se exercită o puternică presiune asupra pieselor, astfel încât moleculele lor se întrepătrund şi formează un punct de sudură de formă lenticulară.
Sudarea prin puncte se utilizează pentru îmbinarea tablelor subţiri, în construcţiile metalice fiind folosită pentru sudarea profilelor din tablă subţire formate la rece. Se poate obţine o productivitate sporită în cazul utilizării maşinilor de sudat ce au mai multe perechi de electrozi reglabili care formează mai multe puncte de sudură simultan şi la distanţe dorite.
Sudarea prin puncte
3.Sudarea în linie
Poduri metalice I, An III CFDP, Îmbinări sudate
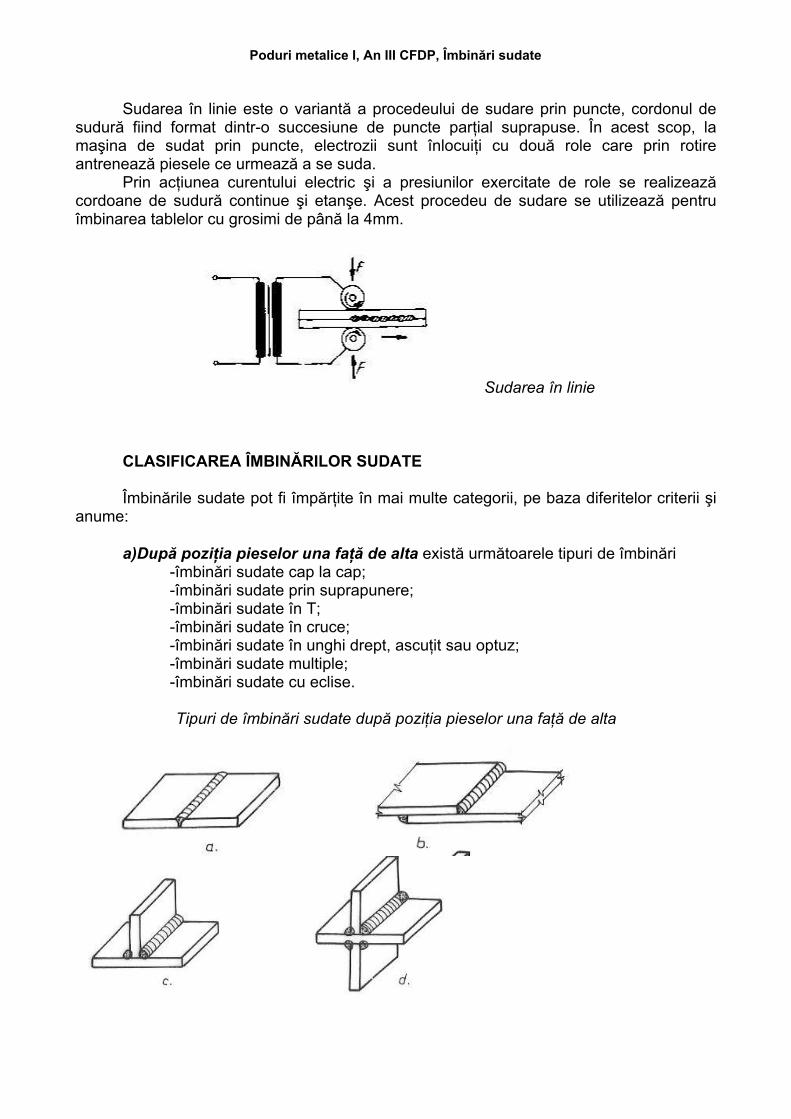
Sudarea în linie este o variantă a procedeului de sudare prin puncte, cordonul de
sudură fiind format dintr-o succesiune de puncte parţial suprapuse. În acest scop, la maşina de sudat prin puncte, electrozii sunt înlocuiţi cu două role care prin rotire antrenează piesele ce urmează a se suda.
Prin acţiunea curentului electric şi a presiunilor exercitate de role se realizează cordoane de sudură continue şi etanşe. Acest procedeu de sudare se utilizează pentru îmbinarea tablelor cu grosimi de până la 4mm.
Sudarea în linie
CLASIFICAREA ÎMBINĂRILOR SUDATE Îmbinările sudate pot fi împărţite în mai multe categorii, pe baza diferitelor criterii şi
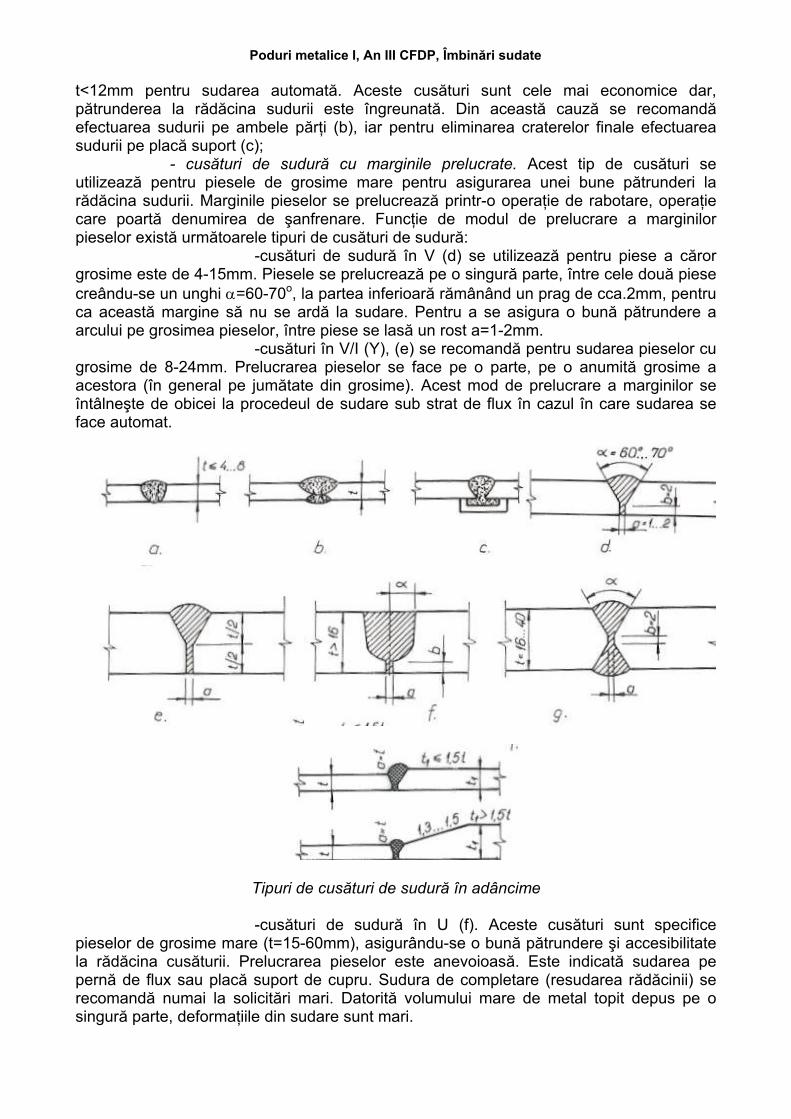
anume: a)După poziţia pieselor una faţă de alta există următoarele tipuri de îmbinări
-îmbinări sudate cap la cap; -îmbinări sudate prin suprapunere; -îmbinări sudate în T; -îmbinări sudate în cruce; -îmbinări sudate în unghi drept, ascuţit sau optuz; -îmbinări sudate multiple; -îmbinări sudate cu eclise.
Tipuri de îmbinări sudate după poziţia pieselor una faţă de alta

Poduri metalice I, An III CFDP, Îmbinări sudate
Îmbinările sudate cap la cap (a) se realizează la piesele ce sunt dispuse una în prelungirea celeilalte, cordonul de sudură realizându-se în rostul dintre piese, rost ce poate fi prelucrat sau neprelucrat. Aceste îmbinări sunt cel mai des utilizate datorită unei bune comportări la acţiunea forţelor exterioare.
Îmbinări sudate prin suprapunere (b). Se realizează prin aşezarea pieselor una peste alta pe o anumită lungime, îmbinarea realizându-se cu cusături în relief dispuse în lungul suprapunerii sau, transversal acesteia, la capătul pieselor. Dezavantajul acestor îmbinări este că se consumă material prin suprapunerea pieselor, iar comportarea la acţiunea solicitărilor exterioare este necorespunzătoare, în îmbinare, datorită necoliniarităţii pieselor apărând şi un moment încovoietor.
Îmbinări sudate în T (c). Aceste ,îmbinări sunt specifice construcţiilor sudate, ele realizându-se între două piese perpendiculare una pe alta, utilizându-se cordoanele de sudură în relief sau în adâncime.
Îmbinări în cruce (d).Sunt îmbinările la care una din piese este continuă în îmbinare, iar cealaltă este realizată din două bucăţi dispuse perpendicular pe piesa continuă. De obicei aceste îmbinări se realizează cu cusături în relief, dar se pot utiliza şi cusături în adâncime.
Îmbinări sudate multiple (e).Se realizează în cazul îmbinării a trei sau mai multe piese dispuse sub diferite unghiuri, cusăturile utilizate fiind cusături în relief.
Îmbinări sudate cu eclise (f). La aceste îmbinări piesele se dispun în acelaşi plan, una în prelungirea celeilalte. Realizarea îmbinării cu ajutorul cusăturilor în relief se face prin dispunerea unor eclise pe o faţă a pieselor sau pe ambele feţe, eclise ce se prind cu cordoane de sudură în relief de cele două piese ce se îmbină.
b)După felul cusăturilor utilizate la realizarea îmbinărilor, se deosebesc
următoarele tipuri de îmbinări: -îmbinări cu cusături în adâncime; -îmbinări cu cusături în relief.
Îmbinările cu cusături în adâncime se caracterizează prin faptul că, cusătura de sudură se realizează în rostul dintre piese, rost ce poate fi neprelucrat sau prelucrat.
Formele şi dimensiunile rosturilor sunt stabilite în norme funcţie de grosimea pieselor ce se sudează şi funcţie de procedeul de sudare utilizat. Tipul de rost trebuie astfel ales încât să se asigure pătrunderea sudurii pe toată grosimea pieselor. În general pentru piese de grosime mică şi pentru procedee de sudare cu pătrundere mare se utilizează rosturi închise, iar pentru piese de grosime mare şi pentru procedee de sudare cu pătrundere redusă se utilizează rosturile deschise. De asemenea, la alegerea tipului de rost trebuie să se ţină cont şi de poziţia de sudare, rosturile nesimetrice recomandându-se pentru suduri orizontale în plan vertical. Având în vedere aceste considerente, cusăturile de sudură în adâncime pot fi de mai multe feluri şi anume:
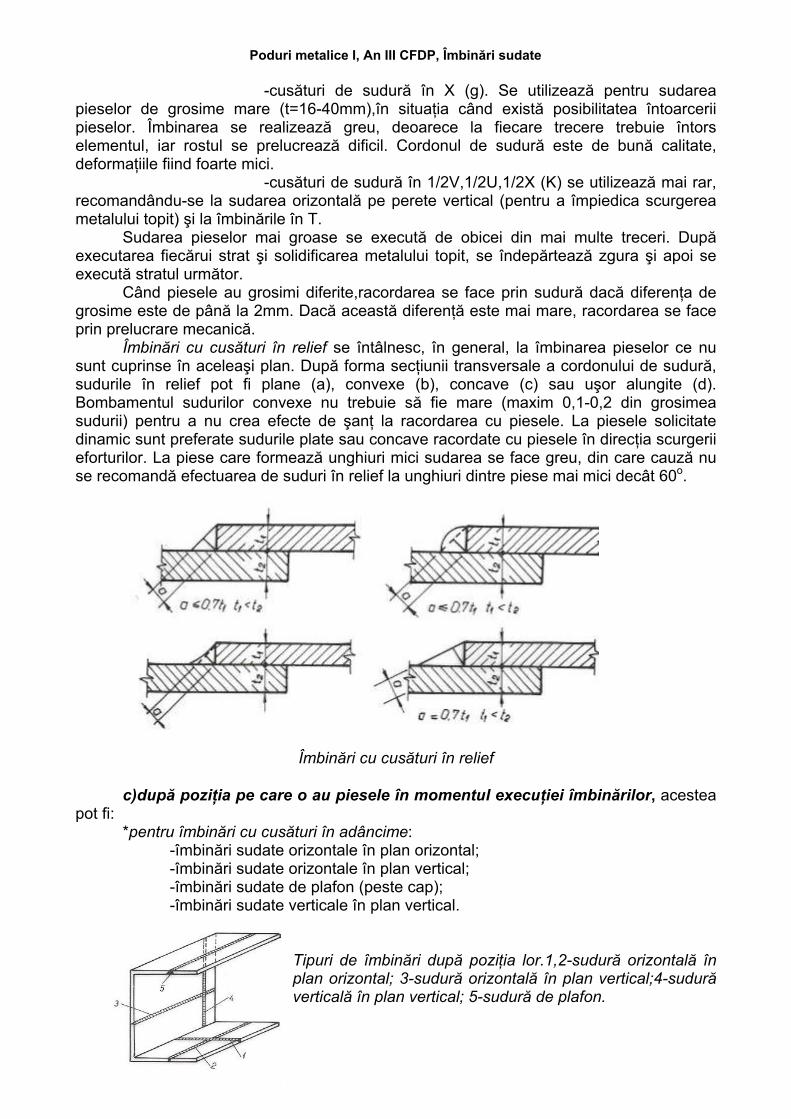
- cusături de sudură în adâncime fără prelucrarea marginilor (rost în I). Se realizează pentru piesele de grosime mică şi anume t<8mm pentru sudarea manuală şi
Poduri metalice I, An III CFDP, Îmbinări sudate
t<12mm pentru sudarea automată. Aceste cusături sunt cele mai economice dar, pătrunderea la rădăcina sudurii este îngreunată. Din această cauză se recomandă efectuarea sudurii pe ambele părţi (b), iar pentru eliminarea craterelor finale efectuarea sudurii pe placă suport (c);
- cusături de sudură cu marginile prelucrate. Acest tip de cusături se utilizează pentru piesele de grosime mare pentru asigurarea unei bune pătrunderi la rădăcina sudurii. Marginile pieselor se prelucrează printr-o operaţie de rabotare, operaţie care poartă denumirea de şanfrenare. Funcţie de modul de prelucrare a marginilor pieselor există următoarele tipuri de cusături de sudură:
-cusături de sudură în V (d) se utilizează pentru piese a căror grosime este de 4-15mm. Piesele se prelucrează pe o singură parte, între cele două piese creându-se un unghi α=60-70o, la partea inferioară rămânând un prag de cca.2mm, pentru ca această margine să nu se ardă la sudare. Pentru a se asigura o bună pătrundere a arcului pe grosimea pieselor, între piese se lasă un rost a=1-2mm.
-cusături în V/I (Y), (e) se recomandă pentru sudarea pieselor cu grosime de 8-24mm. Prelucrarea pieselor se face pe o parte, pe o anumită grosime a acestora (în general pe jumătate din grosime). Acest mod de prelucrare a marginilor se întâlneşte de obicei la procedeul de sudare sub strat de flux în cazul în care sudarea se face automat.
Tipuri de cusături de sudură în adâncime
-cusături de sudură în U (f). Aceste cusături sunt specifice pieselor de grosime mare (t=15-60mm), asigurându-se o bună pătrundere şi accesibilitate la rădăcina cusăturii. Prelucrarea pieselor este anevoioasă. Este indicată sudarea pe pernă de flux sau placă suport de cupru. Sudura de completare (resudarea rădăcinii) se recomandă numai la solicitări mari. Datorită volumului mare de metal topit depus pe o singură parte, deformaţiile din sudare sunt mari.
Poduri metalice I, An III CFDP, Îmbinări sudate
-cusături de sudură în X (g). Se utilizează pentru sudarea pieselor de grosime mare (t=16-40mm),în situaţia când există posibilitatea întoarcerii pieselor. Îmbinarea se realizează greu, deoarece la fiecare trecere trebuie întors elementul, iar rostul se prelucrează dificil. Cordonul de sudură este de bună calitate, deformaţiile fiind foarte mici.
-cusături de sudură în 1/2V,1/2U,1/2X (K) se utilizează mai rar, recomandându-se la sudarea orizontală pe perete vertical (pentru a împiedica scurgerea metalului topit) şi la îmbinările în T.
Sudarea pieselor mai groase se execută de obicei din mai multe treceri. După executarea fiecărui strat şi solidificarea metalului topit, se îndepărtează zgura şi apoi se execută stratul următor.
Când piesele au grosimi diferite,racordarea se face prin sudură dacă diferenţa de grosime este de până la 2mm. Dacă această diferenţă este mai mare, racordarea se face prin prelucrare mecanică.
Îmbinări cu cusături în relief se întâlnesc, în general, la îmbinarea pieselor ce nu sunt cuprinse în aceleaşi plan. După forma secţiunii transversale a cordonului de sudură, sudurile în relief pot fi plane (a), convexe (b), concave (c) sau uşor alungite (d). Bombamentul sudurilor convexe nu trebuie să fie mare (maxim 0,1-0,2 din grosimea sudurii) pentru a nu crea efecte de şanţ la racordarea cu piesele. La piesele solicitate dinamic sunt preferate sudurile plate sau concave racordate cu piesele în direcţia scurgerii eforturilor. La piese care formează unghiuri mici sudarea se face greu, din care cauză nu se recomandă efectuarea de suduri în relief la unghiuri dintre piese mai mici decât 60o.
Îmbinări cu cusături în relief c)după poziţia pe care o au piesele în momentul execuţiei îmbinărilor, acestea
pot fi: *pentru îmbinări cu cusături în adâncime:
-îmbinări sudate orizontale în plan orizontal; -îmbinări sudate orizontale în plan vertical; -îmbinări sudate de plafon (peste cap); -îmbinări sudate verticale în plan vertical.
Tipuri de îmbinări după poziţia lor.1,2-sudură orizontală în plan orizontal; 3-sudură orizontală în plan vertical;4-sudură verticală în plan vertical; 5-sudură de plafon.
Poduri metalice I, An III CFDP, Îmbinări sudate
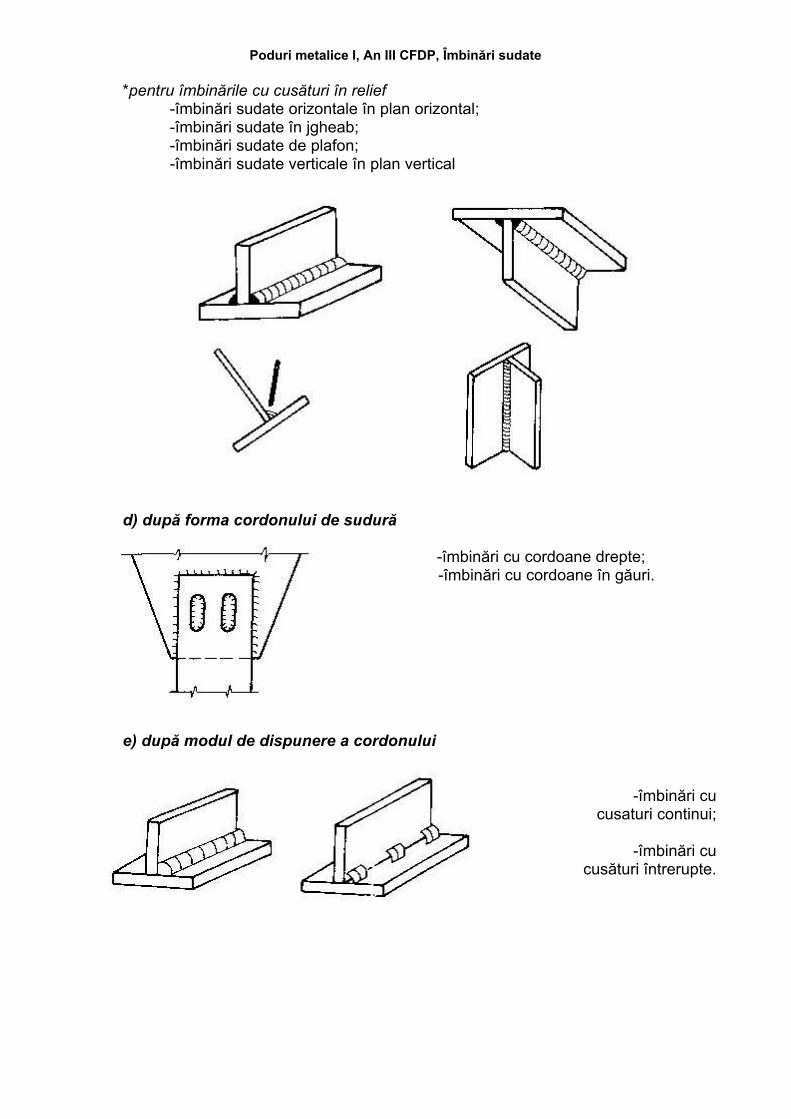
*pentru îmbinările cu cusături în relief -îmbinări sudate orizontale în plan orizontal; -îmbinări sudate în jgheab; -îmbinări sudate de plafon; -îmbinări sudate verticale în plan vertical
d) după forma cordonului de sudură
-îmbinări cu cordoane drepte; -îmbinări cu cordoane în găuri.
e) după modul de dispunere a cordonului
-îmbinări cu cusaturi continui;
-îmbinări cu
cusături întrerupte.

Poduri metalice I, An III CFDP, Îmbinări sudate
CARACTERISTICILE GEOMETRICE ALE CUSĂTURILOR DE SUDURĂ
Dimensiunile caracteristice ale cusăturilor de sudură sunt grosimea şi lungimea
cusăturii. -pentru cusăturile în adâncime:
Drept grosime a cordonului de sudură se ia grosimea celei mai subţiri piese care se sudează. În cazul când diferenţa de grosime între piese este mare, piesa mai groasă se prelucrează la grosimea piesei celei mai subţiri.
Lungimea sudurii se defineşte ca lungime efectivă (ls) a sudurii, lungime egală cu lăţimea pieselor ce se sudează şi ca lungime de calcul (lcs), lungimea egală cu lungimea efectivă din care se scad porţiunile de început şi sfârşit ale sudurii (craterele finale). Lungimea acestor porţiuni se ia egală cu grosimea cordonului de sudură. Deci lungimea de calcul este:
l lcs
s= − 2a
Caracteristicile geometrice pentru cusăturile în adâncime
-pentru cusăturile în relief
Grosimea “a” a cordonului de sudură se ia egală cu înălţimea triunghiului, de obicei dreptunghic isoscel, înscris în conturul exterior al secţiunii de sudură, fără a lua în considerare pătrunderea cordonului în materialul de bază, având valoarea cuprinsă între amin şi amax=0,7tmin unde amin se dă tabelar, funcţie de grosimea celui mai gros element care se sudează, iar tmin este grosimea celei mai subţiri piese ce se sudează.
Grosimea cordonului de sudură pentru cusăturile în relief
Grosimea celul mai gros element care se sudează [mm]
≤10 11-20 21-30 31-50
oţel carbon
3 4 6 7
amin oţel slab aliat
4
6
7
8
Poduri metalice I, An III CFDP, Îmbinări sudate
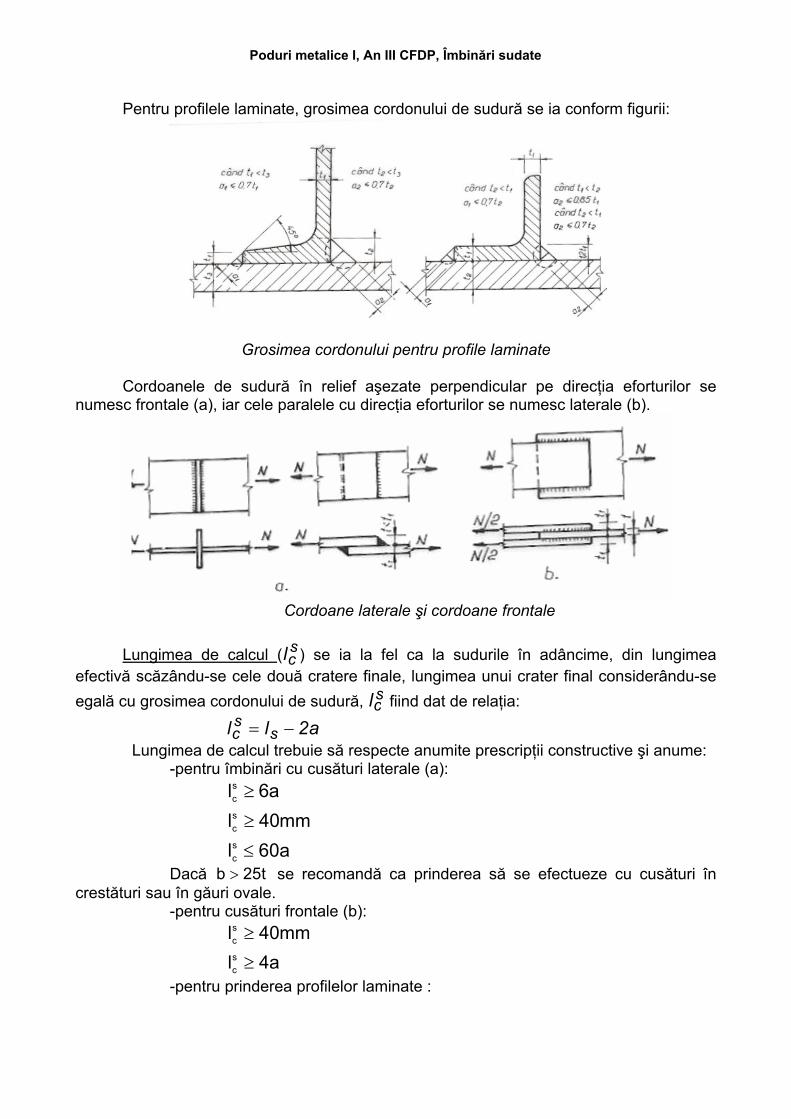
Pentru profilele laminate, grosimea cordonului de sudură se ia conform figurii:
Grosimea cordonului pentru profile laminate
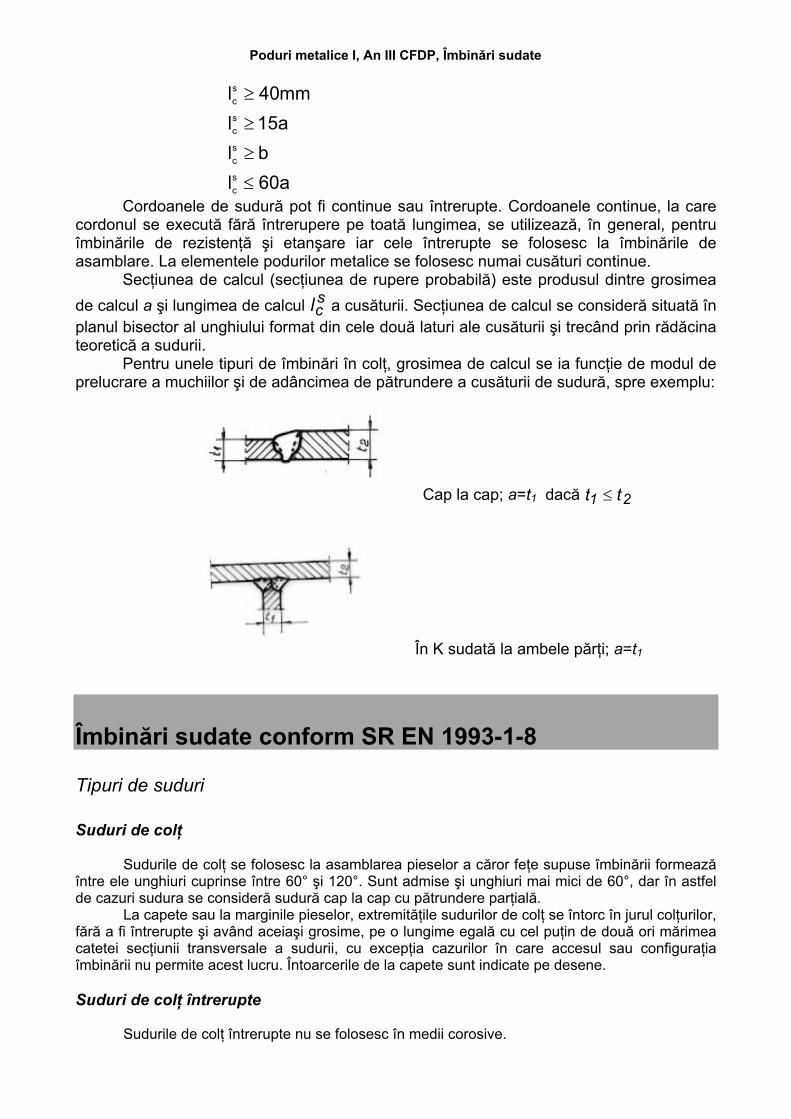
Cordoanele de sudură în relief aşezate perpendicular pe direcţia eforturilor se
numesc frontale (a), iar cele paralele cu direcţia eforturilor se numesc laterale (b).
Cordoane laterale şi cordoane frontale
Lungimea de calcul (lc
s ) se ia la fel ca la sudurile în adâncime, din lungimea efectivă scăzându-se cele două cratere finale, lungimea unui crater final considerându-se egală cu grosimea cordonului de sudură, lcs fiind dat de relaţia:
l l acs
s= − 2 Lungimea de calcul trebuie să respecte anumite prescripţii constructive şi anume:
-pentru îmbinări cu cusături laterale (a):
a60lmm40l
a6l
sc
sc
sc
≤
≥
≥
Dacă se recomandă ca prinderea să se efectueze cu cusături în crestături sau în găuri ovale.
t25b >
-pentru cusături frontale (b):
a4lmm40l
sc
sc
≥
≥
-pentru prinderea profilelor laminate :
Poduri metalice I, An III CFDP, Îmbinări sudate
a60lbl
a15lmm40l
sc
sc
sc
sc
≤
≥
≥
≥
Cordoanele de sudură pot fi continue sau întrerupte. Cordoanele continue, la care cordonul se execută fără întrerupere pe toată lungimea, se utilizează, în general, pentru îmbinările de rezistenţă şi etanşare iar cele întrerupte se folosesc la îmbinările de asamblare. La elementele podurilor metalice se folosesc numai cusături continue.
Secţiunea de calcul (secţiunea de rupere probabilă) este produsul dintre grosimea de calcul a şi lungimea de calcul lc
s a cusăturii. Secţiunea de calcul se consideră situată în planul bisector al unghiului format din cele două laturi ale cusăturii şi trecând prin rădăcina teoretică a sudurii.
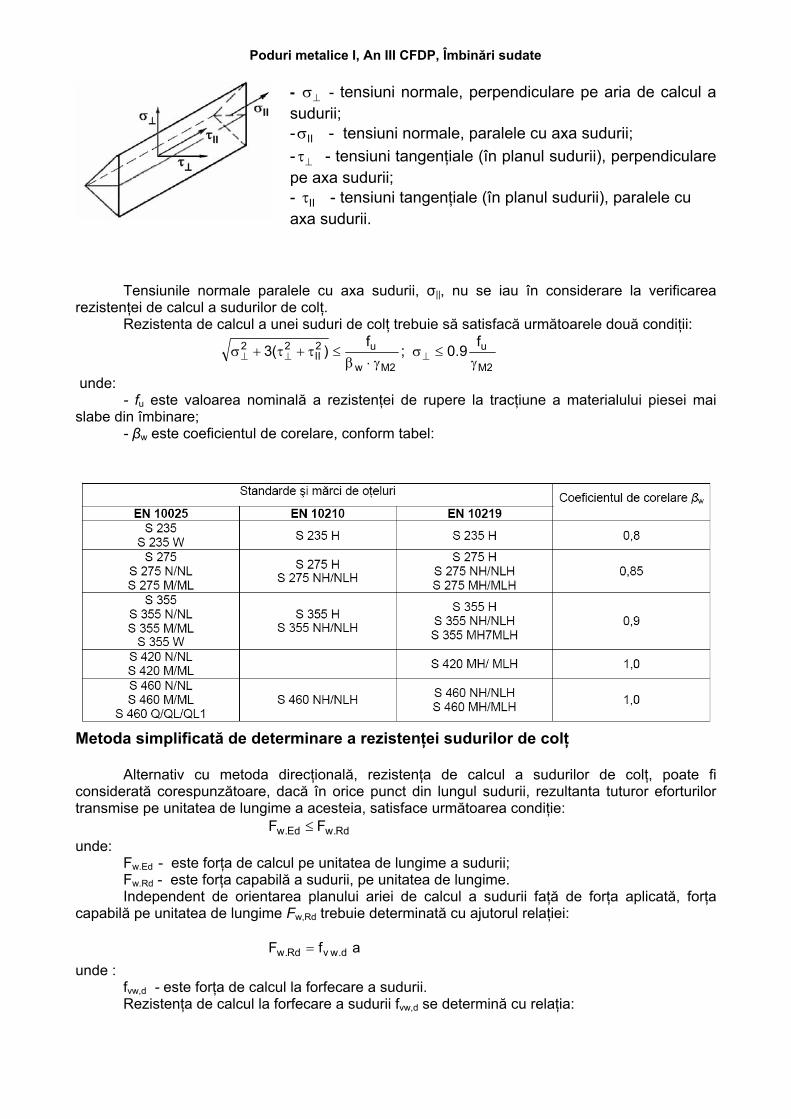
Pentru unele tipuri de îmbinări în colţ, grosimea de calcul se ia funcţie de modul de prelucrare a muchiilor şi de adâncimea de pătrundere a cusăturii de sudură, spre exemplu:
Cap la cap; a=t1 dacă t t1 2≤
În K sudată la ambele părţi; a=t1
Îmbinări sudate conform SR EN 1993-1-8 Tipuri de suduri Suduri de colţ Sudurile de colţ se folosesc la asamblarea pieselor a căror feţe supuse îmbinării formează între ele unghiuri cuprinse între 60° şi 120°. Sunt admise şi unghiuri mai mici de 60°, dar în astfel de cazuri sudura se consideră sudură cap la cap cu pătrundere parţială. La capete sau la marginile pieselor, extremităţile sudurilor de colţ se întorc în jurul colţurilor, fără a fi întrerupte şi având aceiaşi grosime, pe o lungime egală cu cel puţin de două ori mărimea catetei secţiunii transversale a sudurii, cu excepţia cazurilor în care accesul sau configuraţia îmbinării nu permite acest lucru. Întoarcerile de la capete sunt indicate pe desene. Suduri de colţ întrerupte Sudurile de colţ întrerupte nu se folosesc în medii corosive.

Poduri metalice I, An III CFDP, Îmbinări sudate
re capetele oricăror lungimi de udură
La o sudură de colţ întreruptă, întreruperile (L1 sau L2) dints de colţ Lw trebuie să satisfacă condiţiile din figură.
Cea mai mică dintre Lwe ≥ 0,75 b şi
entru barele cu secţiune compusă
mm
entru barele cu secţiune compusă :
b ; 200 mm
Suduri în crestătură
Sudurile în crestătură cuprind sudurile de colţ executate în găuri circulare sau alungite care
ăţimea găurii alungite, la sudurile în crestătură, nu trebuie să
udur cap la cap
O sudură cap la cap cu pătrundere totală este definită ca o sudură care asigură ătrund
uduri în gaură
Sudurile în gaură pot fi folosite: re;
ărtarea pieselor suprapuse;
ulare sau lăţimile găurilor alungite, la sudurile în gaură, sunt cu cel
rotunjite cu o rază cel puţin
gaură, în piese de până la 16 mm grosime, este egală cu grosimea
0,75 b1 Psupuse la întindere: Cea mai mică dintre: L1 ≤ 16 t şi 16 t1 ; 200 Pcomprimate sau solicitate la forfecareCea mai mică dintre: L2 ≤ 12 t şi 12 t1 ; 0,25
se folosesc pentru a transmite forţe tăietoare sau pentru a preveni flambarea sau depărtarea pieselor suprapuse. Diametrul găurii circulare sau lfie mai mici decât de patru ori grosimea piesei în care este efectuată crestătura. S i p erea şi topirea completă a materialelor de bază şi de adaus, pe toată grosimea îmbinării. O sudură cap la cap, cu pătrundere parţială, este definită ca o sudură care asigură o pătrundere în îmbinare mai mică decât grosimea totală a materialului de bază. S - pentru a transmite forţe tăietoa - pentru a preveni flambarea sau dep - pentru a asigura asamblarea părţilor componente ale unor bare cu secţiuni compuse. Diametrele găurilor circpuţin 8 mm mai mari decât grosimile pieselor în care sunt efectuate. Capetele găurilor alungite sunt semicirculare sau au colţuriegală cu grosimea piesei în care sunt efectuate, exceptând acele capete care se extind până la marginea piesei respective. Grosimea sudurilor înmaterialului de bază. Grosimea sudurilor în gaură, în piese din material de bază cu grosimi de

Poduri metalice I, An III CFDP, Îmbinări sudate
peste 16 mm, trebuie să fie de cel puţin jumătate din grosimea materialului de bază, dar nu mai puţin de 16 mm. Suduri cu eclise În cazul îmbinărilor sudate realizate cu eclise, acestea sunt păsuite faţă de marginea piesei înainte de sudare [A PĂSUÍ (piese tehnice) A face să se potrivească exact (în procesul asamblării); a ajusta. /<germ. Passen
]. Când două piese, asamblate prin sudură, sunt separate de eclise cu o grosime mai mică decât distanţa la baza rostului sudurii necesare pentru transmiterea efortului, lungimea sudurii se măreşte pe partea necesară, cu o valoare egală cu grosimea eclisei. Rezistenţa de calcul a sudurilor de colţ Lungimea sudurilor Lungimea efectivă a unei suduri de colţ ℓeff se consideră egală cu lungimea pe care sudura are o grosime constantă. În acest sens ea poate fi luată egală cu lungimea reală a sudurii, din care se scade de două ori grosimea sudurii a. Dacă se asigură o grosime constantă pe toată lungimea sudurii, inclusiv începutul şi sfârşitul acesteia, nu este necesară reducerea lungimii reale a sudurii. O sudură de colţ cu o lungime efectivă mai mică decât 40 mm sau mai mică de 6 ori grosimea acesteia, nu poate fi considerată sudură de rezistenţă. Grosimea sudurilor de colţ Grosimea reală efectivă a unei suduri de colţ a, se ia egală cu înălţimea celui mai mare triunghi (cu laturi egale sau inegale) care poate fi înscris în secţiunea transversală a sudurii, măsurată perpendicular pe latura exterioară a acestuia, figura a. Grosimea reală efectivă a unei suduri de colţ nu se ia mai mică de 3 mm. La determinarea rezistenţei de calcul a unei suduri în colţ cu pătrundere adâncă, se ia în considerare şi grosimea ei suplimentară, figura b, cu condiţia ca, prin încercări preliminare, să se dovedească că pătrunderea prevăzută poate fi efectiv realizată. Rezistenţa de calcul a sudurilor de colţ se determină fie prin metoda direcţională, fie prin metoda simplificată.
Fig. a
Fig. b
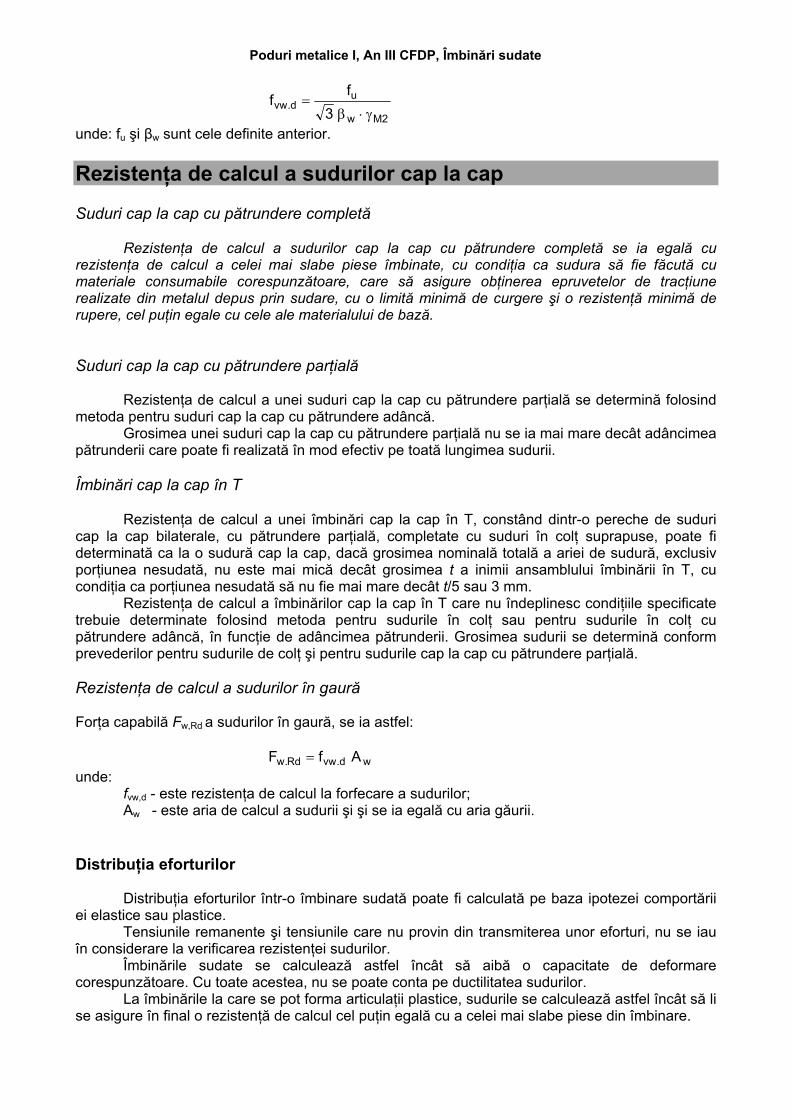
Metoda direcţională În această metodă forţele transmise pe unitatea de lungime a sudurii de colţ sunt descompuse în componente paralele şi componente perpendiculare în raport cu axa sudurii. Aria de calcul a sudurii, Aw, trebuie luată egală cu: Aw = Σ a x ℓeff Se acceptă o distribuţie uniformă a tensiunilor pe secţiunea ariei sudurii, care conduce la tensiuni normale şi tensiuni tangenţiale, conform figurii, după cum urmează:
Poduri metalice I, An III CFDP, Îmbinări sudate
- - tensiuni normale, perpendiculare pe aria de calcul a sudurii;
⊥σ
- - tensiuni normale, paralele cu axa sudurii; IIσ- - tensiuni tangenţiale (în planul sudurii), perpendiculare pe axa sudurii;
⊥τ
- - tensiuni tangenţiale (în planul sudurii), paralele cu axa sudurii.
IIτ
Tensiunile normale paralele cu axa sudurii, σ||, nu se iau în considerare la verificarea rezistenţei de calcul a sudurilor de colţ. Rezistenta de calcul a unei suduri de colţ trebuie să satisfacă următoarele două condiţii:
2Mw
u2II
22 f)(3
γ⋅β≤τ+τ+σ ⊥⊥ ;
2M
uf9.0γ
≤σ⊥
unde: - fu este valoarea nominală a rezistenţei de rupere la tracţiune a materialului piesei mai slabe din îmbinare; - βw este coeficientul de corelare, conform tabel:
Metoda simplificată de determinare a rezistenţei sudurilor de colţ Alternativ cu metoda direcţională, rezistenţa de calcul a sudurilor de colţ, poate fi considerată corespunzătoare, dacă în orice punct din lungul sudurii, rezultanta tuturor eforturilor transmise pe unitatea de lungime a acesteia, satisface următoarea condiţie: Rd.wEd.w FF ≤unde: Fw.Ed - este forţa de calcul pe unitatea de lungime a sudurii; Fw.Rd - este forţa capabilă a sudurii, pe unitatea de lungime. Independent de orientarea planului ariei de calcul a sudurii faţă de forţa aplicată, forţa capabilă pe unitatea de lungime Fw,Rd trebuie determinată cu ajutorul relaţiei: afF d.wvRd.w =
unde : fvw,d - este forţa de calcul la forfecare a sudurii. Rezistenţa de calcul la forfecare a sudurii fvw,d se determină cu relaţia:
Poduri metalice I, An III CFDP, Îmbinări sudate
2Mw
ud.vw
3f
fγ⋅β
=
unde: fu şi βw sunt cele definite anterior. Rezistenţa de calcul a sudurilor cap la cap Suduri cap la cap cu pătrundere completă Rezistenţa de calcul a sudurilor cap la cap cu pătrundere completă se ia egală cu rezistenţa de calcul a celei mai slabe piese îmbinate, cu condiţia ca sudura să fie făcută cu materiale consumabile corespunzătoare, care să asigure obţinerea epruvetelor de tracţiune realizate din metalul depus prin sudare, cu o limită minimă de curgere şi o rezistenţă minimă de rupere, cel puţin egale cu cele ale materialului de bază. Suduri cap la cap cu pătrundere parţială Rezistenţa de calcul a unei suduri cap la cap cu pătrundere parţială se determină folosind metoda pentru suduri cap la cap cu pătrundere adâncă. Grosimea unei suduri cap la cap cu pătrundere parţială nu se ia mai mare decât adâncimea pătrunderii care poate fi realizată în mod efectiv pe toată lungimea sudurii. Îmbinări cap la cap în T Rezistenţa de calcul a unei îmbinări cap la cap în T, constând dintr-o pereche de suduri cap la cap bilaterale, cu pătrundere parţială, completate cu suduri în colţ suprapuse, poate fi determinată ca la o sudură cap la cap, dacă grosimea nominală totală a ariei de sudură, exclusiv porţiunea nesudată, nu este mai mică decât grosimea t a inimii ansamblului îmbinării în T, cu condiţia ca porţiunea nesudată să nu fie mai mare decât t/5 sau 3 mm. Rezistenţa de calcul a îmbinărilor cap la cap în T care nu îndeplinesc condiţiile specificate trebuie determinate folosind metoda pentru sudurile în colţ sau pentru sudurile în colţ cu pătrundere adâncă, în funcţie de adâncimea pătrunderii. Grosimea sudurii se determină conform prevederilor pentru sudurile de colţ şi pentru sudurile cap la cap cu pătrundere parţială. Rezistenţa de calcul a sudurilor în gaură Forţa capabilă Fw,Rd a sudurilor în gaură, se ia astfel: wd.vwRd.w AfF =unde: fvw,d - este rezistenţa de calcul la forfecare a sudurilor; Aw - este aria de calcul a sudurii şi şi se ia egală cu aria găurii. Distribuţia eforturilor Distribuţia eforturilor într-o îmbinare sudată poate fi calculată pe baza ipotezei comportării ei elastice sau plastice. Tensiunile remanente şi tensiunile care nu provin din transmiterea unor eforturi, nu se iau în considerare la verificarea rezistenţei sudurilor. Îmbinările sudate se calculează astfel încât să aibă o capacitate de deformare corespunzătoare. Cu toate acestea, nu se poate conta pe ductilitatea sudurilor. La îmbinările la care se pot forma articulaţii plastice, sudurile se calculează astfel încât să li se asigure în final o rezistenţă de calcul cel puţin egală cu a celei mai slabe piese din îmbinare.
Poduri metalice I, An III CFDP, Îmbinări sudate
Îmbinări lungi La îmbinările prin suprapunere rezistenţa de calcul a unei suduri în colţ se reduce prin multiplicare cu un coeficient de reducere βLw pentru a ţine seama de efectele neuniformităţii distribuţiei tensiunilor pe lungimea ei. În general, la îmbinările mai lungi de 150a coeficientul de reducere βLw se ia egal cu βLw.1, determinat de relaţia: βLw.1 = (1,2 – 0,2Lj) /150a, dar βLw.1 ≤ 1,0 unde: Lj - este lungimea totală a suprapunerii în direcţia de transfer a efortului. Pentru suduri în colţ mai lungi de 1,7 m, care prind elemente de rigidizare transversale în bare cu inimă plină, coeficientul de reducere βLw se ia egal cu βLw.2 calculat cu relaţia: βLw.2 = 1,1 – Lw / 17 , dar βLw.2 ≤ 1,0 şi βLw.2 ≥ 0,6 unde: Lw - este lungimea sudurii (în metri).
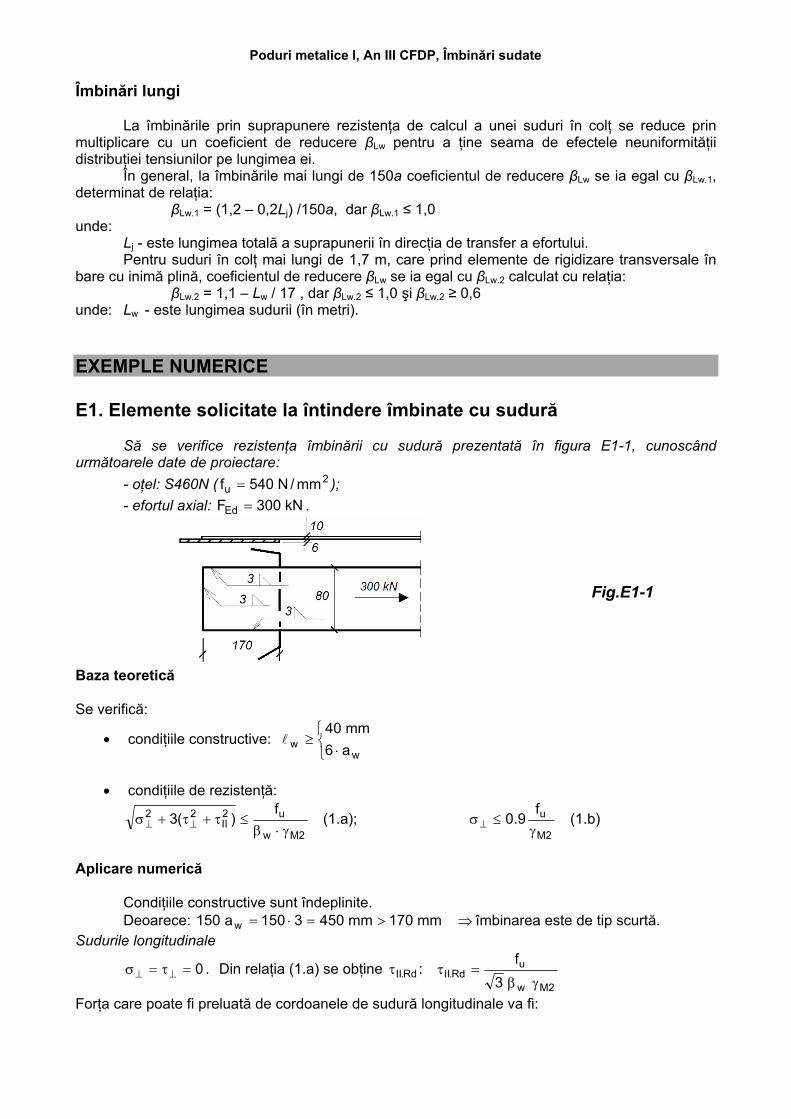
EXEMPLE NUMERICE E1. Elemente solicitate la întindere îmbinate cu sudură Să se verifice rezistenţa îmbinării cu sudură prezentată în figura E1-1, cunoscând următoarele date de proiectare: - oţel: S460N ( ); 2
u mm/N540f = - efortul axial: kN300FEd = .
Fig.E1-1
Baza teoretică Se verifică:
• condiţiile constructive: ⎩⎨⎧
⋅≥
ww a6
mm40l
• condiţiile de rezistenţă:
2Mw
u2II
22 f)(3
γ⋅β≤τ+τ+σ ⊥⊥ (1.a);
2M
uf9.0γ
≤σ⊥ (1.b)
Aplicare numerică Condiţiile constructive sunt îndeplinite. Deoarece: îmbinarea este de tip scurtă. ⇒>=⋅= mm170mm4503150a150 wSudurile longitudinale
. Din relaţia (1.a) se obţine 0=τ=σ ⊥⊥ Rd.IIτ : 2Mw
uRd.II
3f
γβ=τ
Forţa care poate fi preluată de cordoanele de sudură longitudinale va fi:
Poduri metalice I, An III CFDP, Îmbinări sudate
kN2541025.113
54017032AF 3Rd.IIII.wRd.w.II =
⋅⋅⋅⋅=τ⋅= −
Sudura frontală (figura E1-2)
2wσ=τ=σ ⊥⊥
0Rd.II =τ
Fig. E1-2
Relaţia (1.a) devine: 2Mw
u2
w2
w f2
32 γβ
≤⎟⎟⎠
⎞⎜⎜⎝
⎛ σ+⎟⎟
⎠
⎞⎜⎜⎝
⎛ σ
Efortul unitar de calcul pentru sudura frontală va fi:
2Mw
uRd.w
2f
γβ=σ
Forţa care poate fi preluată de cordonul de sudură frontal este:
kN3.731025.112
540803AF 3Rd.w.wRd.w. =
⋅⋅⋅=σ⋅= −
⊥⊥
Rezistenţa de calcul (capacitatea portantă) a îmbinării sudate va fi: kN3.3273.73254FFF Rd.w.Rd.w.IIRd.w =+=+= ⊥ Observaţie: Rezistenţa sudurii poate fi verificată simplificat cu relaţia: kN300FkN31410
25.113)801702(3540
3Laf
F Ed3
2Mw
wwuRd.w =>=
⋅⋅
+⋅⋅=
γ⋅β⋅
⋅⋅= −
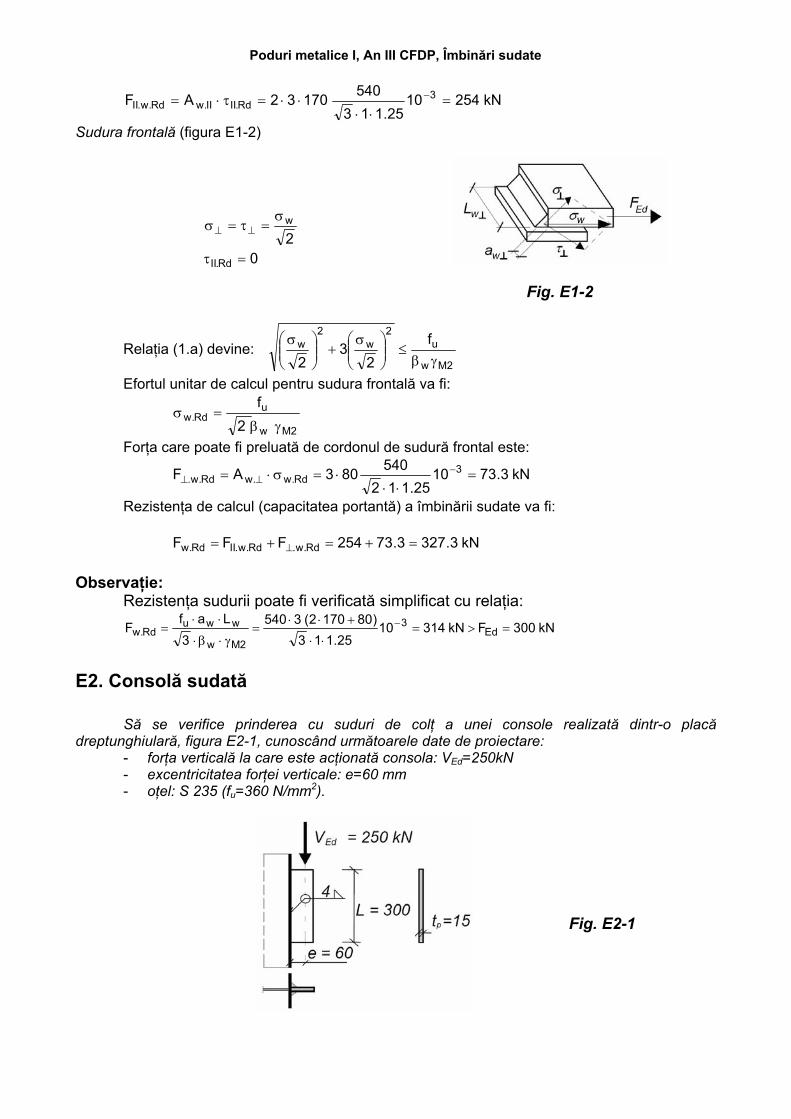
E2. Consolă sudată Să se verifice prinderea cu suduri de colţ a unei console realizată dintr-o placă dreptunghiulară, figura E2-1, cunoscând următoarele date de proiectare:
- forţa verticală la care este acţionată consola: VEd=250kN - excentricitatea forţei verticale: e=60 mm - oţel: S 235 (fu=360 N/mm2).
Fig. E2-1

Poduri metalice I, An III CFDP, Îmbinări sudate
Rezolvare Baza teoretică Se verifică:
• condiţiile constructive: ⎩⎨⎧
⋅≥
ww a6
mm40l
• condiţiile de rezistenţă:
2Mw
u2II
22 f)(3
γ⋅β≤τ+τ+σ ⊥⊥ (1.a);
2M
uf9.0γ
≤σ⊥ (1.b)
Aplicare numerică Condiţiile constructive sunt îndeplinite. Deoarece: îmbinarea este de tip scurtă. ⇒>=⋅= mm300mm6004150a150 w Eforturile unitare în cordoanele de sudură sunt următoarele (figura E2-2):
Fig. E2-2
23
w
EdII mm/N104
3004210250
La2V
=⋅⋅⋅
=⋅⋅
=τ ; 2w mm/N4.882
1252
==σ
=σ=τ ⊥⊥
unde: 22
3
2w
Ed
w.elw mm/N125
630042
6010250
6La
2
eVW
M=
⋅⋅
⋅⋅=
⋅
⋅==σ
Se verifică condiţiile de rezistenţă:
2
2Mw
u
22222II
22
mm/N36025.18.0
360fmm/N4.252)1044.88(34.88)(3
=⋅
=γ⋅β
≤
≤=++=τ+τ+σ ⊥⊥ DA
2
2M
u2 mm/N25925.1
3609.0f
9.0mm/N4.88 ==γ
≤=σ⊥ DA

Poduri metalice I, An III CFDP, Îmbinări sudate
Cazuri curent întâlnite în proiectare E1.Îmbinare cu patru cusături longitudinale solicitată la efort axial, figura E1
Fig.E1.Îmbinare cu patru cusături longitudinale
al4N
ll =τ
E2.Îmbinare cu două cusături frontale solicitată la efort axial, figura E2
Fig.E2.Îmbinare cu două cusături frontale
σ τ⊥ ⊥= = ⋅12 2
Nal
E3.Îmbinare cu două cusături frontale înclinate , solicitată la efort axial, figura E3
Fig.E3.Îmbinare cu două cusături înclinate
al2sinN
21 α⋅
⋅=σ⊥
al2cosN
II
α⋅=τ

Poduri metalice I, An III CFDP, Îmbinări sudate
E4.Îmbinare cu două cusături longitudinale şI o cusătură frontală, solicitată la efort axial, figura E4
Fig.E4.Îmbinare cu două cusături longitudinale şi o cusătură frontală
a)dacă:l l2 115> , nu se consideră cusăturile frontale (cazul E1) b)dacă 0 5 151 2 1, ,l l l< < :
σechivN
a l a l. , ,= +15 0 281 1 2 2
E5.Îmbinare cu două cusături longitudinale şi două cusături frontale, figura E5
Fig.E5.Îmbinare cu două cusături longitudinale şi două frontale
dacă l l2 10 5< , :
σechivN
a l a l. , ,= +0 5 0 851 1 2 2
E6.Îmbinare solicitată la M, N, T cu două cusături în relief longitudinale, figura E6
Fig.E6.Îmbinare solicitată la M, N, T
Poduri metalice I, An III CFDP, Îmbinări sudate
τ llFal=
'
σ τ⊥ ⊥= =F
al2 2
unde:
FF c
h' =⋅
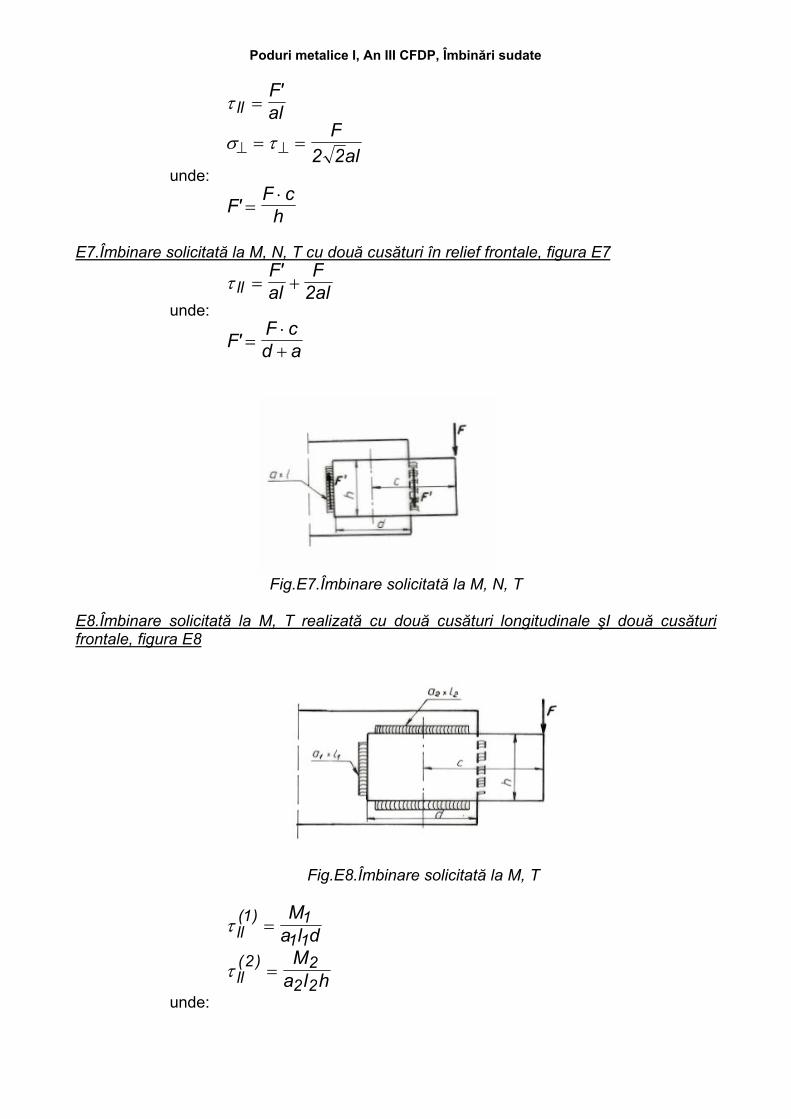
E7.Îmbinare solicitată la M, N, T cu două cusături în relief frontale, figura E7
τ llFal
Fal= +
'2
unde:
FF cd a' =⋅+
Fig.E7.Îmbinare solicitată la M, N, T
E8.Îmbinare solicitată la M, T realizată cu două cusături longitudinale şI două cusături frontale, figura E8
Fig.E8.Îmbinare solicitată la M, T
τ llM
a l d( )1 1
1 1=
τ llM
a l h( )2 2
2 2=
unde:

Poduri metalice I, An III CFDP, Îmbinări sudate
M M M F cMM
a l da l h
1 212
1 12 2
+ = = ⋅
=
E9.Consolă prinsă cu suduri verticale, figura E9
σ τ⊥ ⊥= =32 2Fdal
τ llFal= 2
Fig.E9.Consolă prinsă cu cusături verticale
E10.Consolă prinsă cu suduri orizontale, figura E10
τ σ⊥ ⊥= =⋅F dalh2
Fig.E10.Consolă prinsă cu cusături orizontale
E11.Îmbinare talpă-inimă la grinzi, figura E11
σllM c
I=⋅
τ llT S
aI=⋅
2
Fig.E11.Îmbinare talpă inimă