55074052 Schelet de Ghidare
180
TEMA PROIECTULUI Sa se elaboreze tehnologiile de executie prin sudare electrica manuala cu electrozi inveliti si sudare semimecanizata MAG-CO 2 a subansamblului „ SCHELET DE GHIDARE “ . 1
-
Upload
mona-pisuc -
Category
Documents
-
view
224 -
download
3
Transcript of 55074052 Schelet de Ghidare

TEMA PROIECTULUI
Sa se elaboreze tehnologiile de executie prin sudare electrica manuala cu electrozi inveliti si sudare semimecanizata MAG-CO2
a subansamblului „ SCHELET DE GHIDARE “ .
1

CUPRINS
CAPITOLUL I – Analiza constructiva , functionala si tehnologica a constructiei sudate ……………………………………………………………… 6I.1 Conditii de exploatare a constructiei sudate ……………………………………… 6I.2 Descrierea constructiv functionala a constructiei sudate ………………………… 7I.3 Tehnologia de executie a elementelor componente …………………………………12I.4 Determinarea eficientei utilizarii semifabricatului …………………………………14I.5 Materiale utilizate la sudare ………………………………………………………… 18
5.1 Materiale de baza . Procedee de sudare . Materiale de adaos . ………… 195.1.1 Materiale de baza …………………………………………………… 205.1.2 Procedee de sudare …………………………………………………… 215.1.3 Materiale de adaos …………………………………………………… 23
I.6 Elemente necesare asamblarii ……………………………………………………… 286.1 Pregatirea componentelor in vederea sudarii …………………………… 286.2 Ordinea de asamblare ……………………………………………………… 306.3 Numerotarea si centralizarea cordoanelor de sudura ………………… 35
I.7 Calculul parametrilor tehnologici …………………………………………………… 377.1 Parametrii de taiere oxiacetilenica ………………………………………… 377.2 Parametrii tehnologici de sudare …………………………………………… 40
7.2.1 Sudarea manuala cu arc electric si electrozi inveliti …………… 417.2.2 Sudarea in mediu de gaze protectoare MAG - CO2 ………………46
I.8 Determinarea temperaturii de preincalzire ………………………………………… 54a. Determinarea temperaturii de preincalzire pentru OL 37.2 prin metoda
Institutului International de Sudura (I.I.S.) ……………………………………………… 55b. Determinarea temperaturii de preincalzire pentru OL 37.2 prin metoda
Seferian …………………………………………………………………………………… 57I.9 Controlul imbinarilor sudate ……………………………………………………… 58
9.1 Controlul inainte de inceperea sudarii ………………………………… 589.2 Controlul in timpul sudarii ……………………………………………… 609.3 Controlul dupa executarea sudarii ……………………………………… 61
I.10 Masuri de diminuare a tensiunilor si deformatiilor …………………………… 66I.11 Alegerea surselor de sudare ……………………………………………………… 6811.1 Sudarea manuala cu arc electric si electrozi inveliti ………………………… 6811.2 Sudarea in mediu de gaze protectoare MAG-CO2 ……………………………… 70I.12 Dispozitive folosite la sudare ………………………………………………………… 73I.13 Norme de tehnica securitatii muncii la sudare …………………………………… 75 13.1 Sudarea manuala cu arc electric is electrozi inveliti …………………… 75
2

13.2 Sudarea in mediu de gaze protectoare MAG-CO2 ………………………… 76I.14 Normarea tehnica la executarea lucrarilor de sudare prin topire ……………… 78 14.1 Norma tehnica de timp ………………………………………………………… 78 14.1.1 Sudarea manuala cu arc electric si electrozi inveliti ………………79 14.1.2 Sudarea in mediu de gaze protectoare MAG-CO2 …………………82 14.2 Normarea consumului de materiale de adaos ………………………………85 14.2.1 Normarea consumului de electrozi inveliti …………………………85 14.2.2 Normarea consumului de sarma si gaz de protectie ………………86 14.2.3 Normarea consumului de energie electrica …………………………86I.15 Calculul costului de productie al subansamblului “ SCHELET DE GHIDARE ” 88
CAPITOLUL II – Elemente de calcul organologic pentru un mecanism de avans al sarmei electrod folosit pentru sudarea in baie de zgrura ……95II.1 Elemente tehnologice caracteristice procesului ……………………………………95II.2 Stabilirea schemei cinematice a actionarii ………………………………………… 96
a. Varianta cu o singura treapta de lucru ………………………………………… 97b. Varianta cu doua trepte de lucru ……………………………………………… 99
II.3 Calculul de verificare al angrenajelor …………………………………………… 102II.4 Calculul oranologic al reductorului ……………………………………………… 104
4.1 Calculul fortelor de angrenare …………………………………………… 104a. Calculul fortelor din angrenajul melc – roata melcata …………… 104b. Calculul fortelor din angrenajul cilindric …………………………… 105c. Calculul de rezistenta al arborelui I ………………………………… 106d. Verificarea arborelui la solicitarea compusa ……………………… 109e. Calculul de rezistenta al arborelui II ………………………………… 109f. Verificarea arborelui la solicitarea compusa ……………………… 112
CAPITOLUL III – Incercari la incovoiere si de duritate pe probe sudate in baie de zgura cu agitare electromagnetica …………………113III.1 Parametrii tehnologici utilizati la realizarea probelor sudate in baie de zgura cu agitare electromagnetica ……………………………………………………………………113III.2 Determinari experimentale privind incercarea la incovoiere prin soc a imbinarilor sudate in baie de zgura in camp electromagnetic si interpretarea rezultatelor …… 114
2.1 Conditii tehnice ……………………………………………………………… 1142.2 Rezilienta imbinarilor sudate ……………………………………………… 116
a.Variatia rezilientei la frecventa constanta …………………………… 117b.Variatia rezilientei la inductie magnetica constanta ……………… 119
III.3 Determinari experimentale privind duritatea imbinarilor sudate in baie de zgura in camp electromagnetic si interpretarea rezultatelor …………………………………… 121
3.1 Conditii tehnice ……………………………………………………………… 1213.2 Duritatea Vickers la imbinarile sudate …………………………………… 122
a. Variatia duritatii la frecventa constanta …………………………… 122b. Variatia duritatii la inductie magnetica constanta ………………… 124
BIBLIOGRAFIE …………………………………………………………………………… 127
3

Descriere
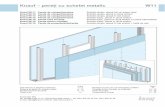
Constructia sudata care face obiectul proiectului de fata face parte din mecanismul de ridicare electrozi al instalatiei de tratare a otelului sub vid cu aport de caldura si este amplasat pe capacul recipientului in care se introduce oala cu otel lichid .
Mecanismul de ridicare electrozi indeplineste urmatoarele functii :
1. Sustinerea si deplasarea individuala pe verticala a celor trei electrozi ai instalatiei . 2. Strangerea si eliberarea electrozilor . 3. Alimentarea cu curent electric de la cablurile flexibile a fiecarui electrod . 4. Imbracarea fiecarui electrod intr-o camasa telescopica care nu permite intrarea presiunii atmosferice in interiorul recipientului in care se afla oala cu otel lichid .
Din punct de vedere al organizarii mecanismului de ridicare a electrozilor se disting urmatoarele ansamble principale , legate direct si de faza tehnologica de lucru :
placa de baza teava telescopica cilindrul hidraulic schelet (dispozitiv) de ghidare capul de contact grinzile portelectrod conductele de legatura
Placa de baza – este realizata in constructie sudata , racita cu apa si serveste pentru ghidadea electeozilor prin capacul recipientului pe care se monteaza intreg mecanismul . Pentru a rezista la presiunea apei structura este intarita cu bolturi sudate . Teava telescopica – face legatura intre placa de baza si capul de contact al electrodului respectrv , care trece prin aceasta teava . Intrucat pozitia grinzii portelectrod impreuna cu capacul de contact respectiv se situiaza la o distanta variabila fata de placa de baza , aceasta teava este telescopica , etansa si izolata din punct de vedere electric . Pentru evitarea incalzirii excesive de la electrod , toate tronsoanele acestei tevi telescopice sunt racite cu apa .
Cilindrul hidraulic – este prevazut cate unul pentru fiecare electrod si sunt in total trei bucati . Rolul sau este de a deplasa pe verticala – in sus si in jos – grinda portelecteod impreuna cu electrodul respectiv Acest cilindru hidraulic este de tipul plunger , cu simplu efect . Presiunea ridica grinda portelectrod , iar coborarea acesteia se face datorita greutatii proprii . Scheletul (dispozitivul) de ghidare – este o constructie sudata in forma paralelipipedica si are rolul de a sprijini grinzile portelectrod in pozitia lor inferioara si
4

de a ghida coloanele de sustinere a acastora in miscarea lor pe verticala . Aceasta ghidare se face cu patru grupuri de role de ghidare pentru fiecare coloana . Capul de contact – este dispozitivul care asigura prinderea electrodului si sustimerea sa de capatul grinzilor portelectrod . Acest dispozitiv este format dintr-o carcasa sudata racita cu apa in care se afla : piesa din cupru pentru transmiterea curentului electric la electrod si dispozitivul de strangere a electrodului cu arcuri disc si deblocarea cu aer comprimat .
Grinzile portelectrod – sunt in numar de trei realizate in constructie sudata si racite cu apa . Au rolul de a sustine capul de contact pe dispozitivul de ghidare . Ele contin si sustin conductorii din teava de cupru prin care se alimenteaza cu , current electric , electrozii .
Conductele de legatura – sunt pentru trei scopuri : pentru alimentare cu aer comprimat a dispozitivului de stringere a
electrodului ; pentru alimentarea cilindrilor hidraulici ; pentru alimentarea cu apa de racire a elementelor racite .
5

CAPITOLUL I
ANALIZA CONSTRUCTIVA, FUNCTIONALA SITEHNOLOGICA A CONSTRUCTIEI SUDATE
I.1 CONDITII DE EXPLOATARE ALE CONSTRUCTIEI SUDATE
Conditiile in care se foloseste o constructie sudata au importanta asupra comportarii acesteia in ansamblu sau asupra unora din elementele ei.
Criteriile de diferentiere admise astazi se refera, in general, la constructii intregi, din unele puncte de vedere se fac deosebiri si pe elemente. Astfel , se dau unele indicatii pentru alegerea materialelor si a coeficientilor de impact in functie de regimul de lucru si daca elementele de constructie sunt supuse sau nu actiunilor directe ale incarcarilor dinamice si vibratorii. Exista tendinta de a face unele diferentieri si de alta natura, cum ar fi : importanta elementelor in constructia respectiva, influenta pe care ar avea-oiesirea din lucru a unor elemente de constructie asupra desfasurarii normale a procesului de productie local sau general.
Unele constructii metalice lucreaza in medii agresive, care favorizeaza actiuneade coroziune. In asemenea situatii, alcatuirea elementelor constructiei, cat si proiectarea tehnologiei de sudare se fac astfel incat sa nu prezinte locuri unde poate sa se acumuleze apa si praful.
In atmosfera normala protectia prin vopsire este suficienta pentru a impiedica coroziunea otelului. Problema coroziunii se pune in mod deosebit la elementele cu peretii subtiri , unde scaderea unor parti din grosimea elementelor duce la slabiri importante.
Temperatura in anumite situatii trebuie avuta in vedere la proiectarea constructiilor metalice ,pe langa efectele obisnuite rezultate din deformare,temperaturile ridicate sau prea joase produc o modificare a calitatii mecanice a materialului.
Temperaturile ridicate (mai mari de 200°C) produc o reducere a limitei de curgere si a modului de elasticitate si o crestere a alungirilor. Temperaturile prea scazute au o influenta dezavantajoasa mai ales in cazul constructiilor sudate realizate din oteluri care prezinta tendinta de fragilitate accentuata la temperaturi joase.
Masurile care se pot lua sunt alegerea unor oteluri care au temperatura critica de fragilitate joasa, sub -20°C sau -30°C dupa necesitate si adaptarea unor solutii constructive care evita concentrarile de eforturi si dezvoltarea unor stari de eforturi plane importante.
Pentru constructia sudata „SCHELET DE GHIDARE” conditiile de exploatare sunt:
tipuri de solicitari – dinamice; natura mediului in care se exploateaza constructia – hala industriala; temperatura mediului de exploatare: -10°C... + 30°C.
6

I.2 DESCRIEREA CONSTRUCTIV FUNCTIONALAA CONSTRUCTIEI SUDATE
Scheletul de ghidare este rezultatul asamblarii unor piese confectionate din materialele: OL 37.2 si OL 60.
Materialul care predomina in ansamblul constructiei sudate este OL37.2 in procent de 99,9% pe langa OL 60 in procent de 0,1%.
Constructia sudata are in componenta sa:
talpa 1 din OL 37.2;
pereti 2, 3 din OL 37.2;
nervuri 4, 6, 7, 20 din OL 37.2;
intarituri 5, 8 din OL 37.2;
placa de capat 9 din OL 37.2;
stift cilindric 10 din OL 60;
urechile 11, 14 din OL37.2;
adaosurile 12, 13, 19 din OL 37.2;
otel rotund 15 din OL 37.2;
suportii limitator 16, 17 din OL 37.2;
opritor cilindru 19 din OL 37.2 .
Descrierea constructiva si functionala a constructiei sudate „SCHELET DE GHIDARE” este prezentata sintetizat in tabelul 1.2.
7

TABELUL 1.2Poz.Din
DesenSchita elementului
Semifabricatuldin care se
poate obtineObs.
1
Tabla pentru constructii
sudate20x1800x6000
OL 37.2
1BUC.
2
Tabla pentru constructii
sudate12x1800x6000
OL 37.2
2BUC.
8

3
Tabla pentru constructii
sudate12x1800x6000
OL 37.2
2BUC.
4
Tabla pentru constructii
sudate12x1800x6000
OL 37.2
4BUC.
5
Tabla pentru constructii
sudate12x1800x6000
OL 37.2
6BUC.
6
Tabla pentru constructii
sudate15x1800x6000
OL 37.2
8BUC.
7
Tabla pentru constructii
sudate12x1800x6000
OL 37.2
8BUC.
9

8
Tabla pentru constructii
sudate12x1800x6000
OL 37.2
6BUC.
9
Tabla pentru constructii
sudate20x1800x6000
OL 37.2
1BUC.
10Otel rotund ǿ12
OL 60
2BUC.
11
Tabla pentru constructii
sudate8x1250x6000
OL 37.2
8BUC.
12
Tabla pentru constructii
sudate15x1800x6000
OL 37.2
16BUC.
10

13
Tabla pentru constructii
sudate25x1800x6000
OL 37.2
4BUC.
14
Tabla pentru constructii
sudate15x1800x6000
OL 37.2
2BUC.
15Otel rotund ǿ27
OL 37.2
1BUC.
16
Tabla pentru constructii
sudate5x1250x6000
OL 37.2
1BUC.
17
Tabla pentru constructii
sudate5x1250x6000
OL 37.2
1BUC.
18
Tabla pentru constructii
sudate5x1250x6000
OL 37.2
1BUC.
11

19
Tabla pentru constructii
sudate20x1800x6000
OL 37.2
2BUC.
20
Tabla pentru constructii
sudate12x1800x6000
OL 37.2
4BUC.
I.3 TEHNOLOGIA DE EXECUTIE A ELEMENTELORCOMPONENTE
Tehnologia de executie a elementelor componente vizeaza operatiile ce se vor
aplica inainte si dupa sudare . Aceste operatii se vor aplica fiecarui semifabricat ales la
punctul anterior in vederea aducerii pieselor la forma corespunzatoare. Deci, pentru a
putea fi imbinate , elementele constructiei sudate trebuie pregatite in prealabil .
Operatiile comune tuturor elementelor constau in :
Indreptarea , curatirea , trasarea , debitarea semifabricatelor utilizand dispozitive
specifice : ciocan , perii de sarma , dispozitiv de trasat , dispozitiv de debitat (debitare
mecanica - masina de debitat ; debitare termica - flacara oxigaz).
Operatia de trasare se desfasoara pe suprafata produselor siderurgice (table sau
bare) in vederea obtinerii unor componente de dimensiuni si forme corespunzatoare cat si
in vederea croirii cat mai economice a acestor produse .
Operatia de debitare se realizeaza prin diverse metode in functie de natura,
compozitia chimica si grosimea materialului debitat. Astfel, tablele subtiri se debiteaza
fie cu foarfeca ghilotina, fie cu flacara oxigaz . Tablele groase din oteluri aliate si slab
aliate se debiteaza cu flacara oxigaz . Barele se pot debita prin mijloace mecanice cu
fierastrau sau prin strunjire .
12

In alegerea mijloacelor de debitare , decisive sunt criteriile economice (pret de
cost) si de calitate a marginilor de taiere.
Celelalte operatii difera de la piesa la piesa in functie de forma constructiva .
Operatiile efectuate inainte cit si dupa sudare precum si utilajele necesare folosite
pentru fiecare reper al subansamblului „ SCHELET DE GHIDARE ” sunt prezentate
centralizat in tabelul 1.3
TABELUL 1.3
Poz.din
desen
OPERATII
Utilaje folosite
Inainte de sudareDupa
sudare
Ind
rep
tare
Cu
rata
re
Tra
sare
Deb
itar
e te
rmic
a
Deb
itar
e m
ecan
ica
Pol
izar
e
Asc
hie
re
Alt
e op
erat
ii
Asc
hie
re
Alt
e op
erat
ii
1 X X X X X X X Presa ,instalatii desablat,ciocan,cherner,ac de trasat , trusa taiere oxigaz, strung ,freza , fierastrau mecanic,polizor electric , polizor aer comprimat , masina de gaurit ,cuptor tratament termic , trusa de sudare oxigaz .
2 X X X X X X X3 X X X X X X X4 X X X X X X5 X X X X X X6 X X X X X X X7 X X X X X X8 X X X X X X9 X X X X X X X10 X X X X X X X11 X X X X X X X12 X X X X X X X13 X X X X X X X14 X X X X X X X15 X X X X X X16 X X X X X X X17 X X X X X X X18 X X X X X X X19 X X X X X X X
13

20 X X X X X X
I.4 DETERMINAREA EFICIENTEI UTILIZARII
SEMIFABRICATULUI
Determinarea eficientei utilizarii semifabricatelor consta determinarea
coeficientilor de folosire a materialelor .
Expresia coeficientului de utilizare a materialului este :
k = Ap / Asf ∙ 100 [%]
Ap – aria pieselor [mm2]
Asf – aria semifabricatului respectiv [mm2]
Se va calcula eficienta cu care este utilizat fiecare semifabricat :
Semifabricatul 1 – tabla cu grosimea de 5 mm
Ap16 = 14411 [mm2]
Ap17 = 15161 [mm2]
Ap18 = 22160 [mm2]
Ap = 14411 + 15161 + 22160 = 51732 [mm2]
ASf = 190 ∙ 355 = 67450 [mm2]
k = (51732/67450 )∙ 100 = 76 %
14

Semifabricatul 2 – tabla cu grosimea de 8 mm
Ap11 = 20196 [mm2]
ASf = 70 ∙ 355 = 24850 [mm2]
k = (20196/24859) ∙ 100 = 81 %
Semifabricatul 3 – tabla cu grosimea de 12 mm
Ap2 = 1503256 ∙ 2 = 3006512 [mm2]
Ap3 = 751987 ∙ 2 = 1503974 [mm2]
Ap4 = 115135 ∙ 4 = 460540 [mm2]
Ap5 = 46395 ∙ 6 = 278370 [mm2]
Ap7 = 20495 ∙ 8 = 163960 [mm2]
Ap8 = 38975 ∙ 6 = 233850 [mm2]
Ap20 = 2238 ∙2 = 4476 [mm2]
Asf = 4884 ∙ 1450 = 7081800] [mm2]
Ap=3006512+1503974+460540 +278370+163960 +233850+4476 =5651682[mm2]
k = (5651682/7081800) ∙ 100 = 79 [%]
15

Semifabricatul 4 – tabla cu grosimea de 15 mm
Ap6 = 15460 ∙ 8 = 123680 [mm2]
Ap12 = 4098 ∙ 16 = 65568 [mm2]
Ap14 = 10315 ∙ 2 = 20630 [mm2]
Ap = 123680 + 65568 +20630 = 209878 [mm2]
Asf = 495 ∙ 539 = 266805 [mm2]
k = (209878/266805) ∙ 100 = 78 [%]
Semifabricatul 5 – tabla cu grosimea de 20 mm
Ap1 = 467733 [mm2]
Ap9 = 202713 [mm2]
Ap19 = 5968 ∙ 2 = 11936 [mm2]
Ap = 467733 + 202713 + 11936 = 682382
Asf = 730 ∙ 1325 = 967250 [mm2]
k = (682382/967250) ∙ 100 = 70 [%]
16

Semifabricatul 6 – tabla cu grosimea de 25 mm
Ap13 = 1936 ∙ 4 = 7744 [mm2]
Asf = 45 ∙ 215 = 9675 [mm2]
k = (7744/9675) ∙ 100 = 70 [%]
Semifabricatul 7 – fier rotund ø 12
AP10 = 62 · 3,14 · 37 · 2 = 8364 [mm2]
Asf = 62 · 3,14 · 74 = 8364 [mm2]
k = (8364/8364) · 100 = 100 [%]
Semifabricatul 8 – fier rotund ø 27
Ap15 = 13,52 · 3,14 · 69 =39486 [mm2]
Asf = 13,52 · 3,14 · 69 =39486 [mm2]
k = (39486/39486) · 100 = 100 [%]
17

I.5 MATERIALE UTILIZATE LA SUDARE
La alegerea materialelor necesare realizarii unei constructii sudate se au in vedere
urmatoarele :
valorile unor parametri fizici ai mediului de lucru sau mediului ambiant
care actioneaza asupra constructiei (presiune , temperatura , etc. ) ;
intensitatea si natura solicitarilor ( statice , dinamice , variabile ) ;
fluidele (mediile) de lucru ale constructiei (natura lor,caracterul lor agresiv).
La stabilirea materialelor ce vor fi utilizate trebuie sa se tina seama de posibilitatile
de a obtine componente cu forma dorita precum si de posibilitatea de a le suda ,
preincalzi , trata termic .
Materialele trebuie sa prezinte garantii de calitate pentru caracteristicile mecanice ,
compozitia chimica , proprietatile tehmologice si fizice necesare satisfacerii
corespunzatoare a cerintelor impuse de constructia sudata .
La sudarea prin topire se folosesc doua tipuri de materiale :
materiale de baza ;
materiale de adaos .
18

5.1 MATERIALE DE BAZA. PROCEDEE DE SUDARE.
MATERIALE DE ADAOS
5.1.1 MATERIALE DE BAZA
Alegerea metalului de baza pentru realizarea imbinarilor sudate se va face in
functie de conditiile de exploatare , de tehnologia de executie si de asigurarea unei
eficiente economice cat mai ridicate .
Materialele cu cea mai frecventa utilizare , ocupand in prezent cea mai mare
pondere in realizarea imbinarilor sudate sunt aliajele Fe-C. Otelurile de uz general pentru
constructii sudate, sunt destinate realizarii unei game largi de constructii sudate solicitate
preponderent mecanic la temperaturi cuprinse intre -50°C si +50°C .
Otelurile pentru constructii sudate trebuie sa indeplineasca o serie de conditii dupa
cum urmeaza:
sa aiba caracteristici mecanice bune (ridicate) pentru a putea prelua in conditii
bune solicitarile la care sunt supuse;
sa aiba pret de cost cat mai scazut, avand in vedere ca acestea sunt utilizate in
cantitati foarte mari in constructii sudate;
sa poata fi sudate in conditiii tehnologice si economice avantajoase.
De asemenea,la sudarea otelurilor se va tine cont de importanta urmatorilor
factori:
continutul de carbon si suma impuritatilor solide si gazoase . Inrautatirea
proprietatii de sudare are in vedere continutul de carbon, insa o anumita influenta
negativa o au si elementele de aliere;
proprietatile mecanice si mai ales cele de tenacitate , manifestate pregnant cu
ocazia solicitarilor, temperaturii mediului, naturii constructiei etc;
structura constituentilor de formare, din care punct de vedere, mai favorabila este
cea ferito-perlitica, caracterizata printr-un continut de carbon sub 0,25%. Astfel, cu cat
continutul de carbon este mai mic (pana la 0,25%), cu atat otelul este mai moale, mai
tenace, mai usor forjabil si sudabil, are o rezistenta de rupere la tractiune mai mica, dar o
alungire si o rezilienta mai mare; pe masura cresterii continutului de carbon, rezistenta la
19

tractiune creste, alungirea scade, iar otelul devine mai dur si mai fragil, greu sudabil si
forjabil, mai usor calibil .
Otelurile utilizate la realizarea in varianta sudata a subansamblului „ SCHELET
DE GHIDARE ”, sunt marcile : OL37.2 si OL60 .
Analiza acestor marci de oteluri presupune:
a. Precizarea compozitiei chimice
Compozitia chimica a otelurilor OL37.2 si OL60 este sintetizata conform tabelului 1.5 .
TABELUL 1.5
MATERIAL C [%] Mn [%] P [%] S [%]
OL 37.2 0,22 0,85 0,055 0,055
OL 60 0,40 0,85 0,055 0,055
Pentru aprecierea otelului , cunoasterea compozitiei chimice este necesara ,
putandu-se stabili influenta elementelor componente .
Aceste oteluri (OL 37.2 si OL 60) se caracterizeaza printr-un continut scazut de
carbon (OL 37.2 – 0,22%C; OL 60 – 0,40%C) , pentru a nu inrautati conditiile de sudare,
insa contin si o serie de elemente pe seama carora se obtine o crestere a rezistentei
mecanice. Elementul de aliere cel mai adecvat acestor scopuri este Mn (0,85% – OL 37.2
si 0,85% – OL 60).
Continutul de mangan variaza in marcile de oteluri fiind introdus in otel la
elaborare cu rolul de a inbunatati proprietatile acestuia. Situandu-se in procente peste
0,8% (0,85% – OL 37.2 si 0,85% – OL 60) este considerat element de aliere, marind
limita de curgere si rezistenta la rupere, micsorand insa, in mai mica masura alungirea. In
general, imbunatateste rezilienta si forjabilitatea impunand in unele cazuri masuri
speciale din punct de vedere al sudarii.
Continutul de sulf (S) nu trebuie sa depaseasca 0,05%, fiind o impuritate
daunatoare, deoarece face otelul fragil la cald, micsorand astfel posibilitatile de sudare.
Continutul de fosfor (P) este limitat in acelasi procente ca si sulful. Fosforul este o alta
impuritate daunatoare care provoaca fragilitatea la rece a otelului. Astfel, se
remarca,continutul de 0,055% S si P pentru OL 37.2 cat si pentru OL 60 ceea ce indica 20

tendinta de fragilitate a otelului, afectand comportarea la sudare a celor doua materiale de
baza.
Din analiza aspectelor enuntate se impune:
b. Precizarea caracteristicilor mecanice
Caracteristicile mecanice ale celor doua marci de oteluri sunt sintetizate conform
tabelului 2.5
TABELUL 2.5
Material
Rp0,2
[N/mm2] Rm
[N/mm2]A5
[%]
KCU 300/2[J/Km2] T
[°C]KVmin
[J]a 1616a4
0a 16 a 16
OL 37.2 240 230 360…440 25 69 59 +20 27
OL 60 330 320 590…710 16 - - - -
Caracteristicile mecanice ale acestor oteluri se obtin ca urmare a prezentei unor
elemente care blocheaza cresterea grauntilor cristalini. Limitele in care se inscriu
principalele caracteristici mecanice ale acestor oteluri sunt prevazute in tabelul 2.5 .
Paralelismul: compozitia chimica – caracteristici mecanice atrage concluzia ca
structura acestor oteluri este, in general, ferito-perlitica, atunci cand nu sunt aplicate
tratamente termice.
5.1.2 PROCEDEE DE SUDARE
Pentru constructia sudata „ SCHELET DE GHIDARE ” se vor stabili doua
procedee de sudare : sudarea manuala cu arc electric si electrozi inveliti (SE) si sudarea
in mediu de gaze protectoare (MAG - CO2) .
◉ Procedeul de sudare manuala cu arc electric si electrozi inveliti este un
procedeu de sudare ce confera o serie de performante :
intre electrod si piesa se asigura un circuit inchis prin intermediul arcului ;
arcul este alimentat cu curent de sudare la tensiunea arcului , electrodul fiind21

consumat odata cu inaintarea acestuia,fiind apropiat de baia de sudura cu viteza ve ;
prin acest procedeu se sudeaza toate metalele si aliajele , grosimea minima
pornind de la 1mm ;
procedeul de sudare asigura accesibilitatea cea mai buna la toate cordoanele
constructiei sudate indiferent de pozitie ;
pot lucra simultan mai multi muncitori ;
deformatiile si tensiunile remanente sunt scazute ;
se poate aplica detensionarea pe subansamblu ;
controlul imbinarilor sudate este mult usurat ;
incarcarea rostului în V cu grosimi s (3..7) mm sau s (5..10) mm este posibila
printr-o singura trecere ;
domeniul curentilor de sudare este Is = (25..500) A. Nu se folosesc curenti mai
mari intrucat electrodul ar trebui sa fie de diametru prea mare, motiv care ar ingreuna
desfasurarea procesului de sudare. Electrodul ar fi prea greu, iar un curent de sudare prea
mare atrage pierderi importante prin vergea prin efect Joule-Lentz. Reducerea pierderilor
se face pe seama cresterii vergelei electrodului, respectiv prin micsorarea rezistentei
electrice a acesteia ;
tensiunea arcului este relativ redusa: Ua= (15..35) V, datorita potentialului mic al
elementelor din invelis ;
Acest procedeu prezinta insa si o serie de dezavantaje dintre care amintim :
factorul operator relativ mic (sub 25%) ;
gradul de utilizare a materialului de adaos relativ redus ( sub 65% ) datorita
pierderilor prin capetele electrozilor si prin stropi;
la schimbarea electrozilor si la amorsarea arcului apar cratere ce conduc la
concentratori de tensiune, cu efecte defavorabile privind comportarea la oboseala si
tendinta de rupere fragila .
◉ Procedeul de sudare in mediu de gaze protectoare MAG - CO2 , intalnit
in variantele semimecanizat si automat prezinta avantajele :
coeficientul de depunere , rata depunerii si randamentul depunerii sunt mult mai
mari decat in cazul procedeului de sudare manuala cu electrozi inveliti ;
22

factorul operator si productivitatea procedeului sunt mult mai mari comparativ cu
sudarea normala cu electrozi inveliti ;
arcul electric este vizibil, poate fi condus in rost usor ;
in urma sudarii, cordonul nu este acoperit de zgura (stratul de zgura este format
ca urmare a oxidarilor din proces si este foarte subtire si nu trebuie curatat. Din acest
motiv nu exista pericolul incluziunilor de zgura) ;
sudarea se poate realiza din mai multe treceri fara curatirea zgurii.
Ca dezavantaje ale procedeului de sudare in mediu de gaze protectoare MAG -CO2
amintim :
echipament mai scump fata de sudarea manuala cu arc electric datorita unor
mecanisme suplimentare pentru avansul si dirijarea sarmei, pentru distributia gazelor,
pentru racirea pistoletului sau capului etc;
pistoletul este mai greu legat de sursa, fapt ce impiedica deplasarea lui in rost;
operatorul nu poate urmari gradul de protectie a baii prin perdeaua de gaz. Astfel,
in conditiile unor intemperii atmosferice, perdeaua de gaz protector poate fi suflata de pe
suprafata baii, deci este ingreunata sudarea pe santier in conditii de vant.
5.1.3 MATERIALE DE ADAOS
Materialul de adaos utilizat la toate operatiile de sudare se stabileste astfel incat sa
satisfaca cerintele impuse cusaturii din punctul de vedere al solicitarilor, compozitiei
chimice si structurii . Caracteristicile de comparare egale cu ale materialului de baza nu
pot fi obtinute in cusatura prin simpla identitate de compozitie chimica a materialului de
adaos cu cel de baza.
Realizarea unor rezistente mecanice cu mult superioare in cordonul de sudura este
in general neeconomica, pe langa alte neajunsuri care pot aparea din cauza variatiilor de
structura.
In general, se accepta o diferenta de pana la 5% intre caracteristicile de rezistenta
ale metalului cusaturii si cel de baza.
Plasticitatea materialelor de adaos trebuie sa fie intotdeauna mai mare ca a
metalului de baza pentru a permite prelucrarea unor tensiuni prin deformarea cordonului
23

si evitarea suprasolicitarii in zona influentata termic (ZIT) . Problema alegerii
materialului de adaos (MA) este in general complexa si are in vedere asigurarea in
cordon a unor caracteristici de rezistenta cel putin egale cu ale metalului de baza , cu
asigurarea unei omogenitati chimice acceptabile din punct de vedere functional si
economic.
◉ In cazul procedeului de sudare manuala cu arc electric si electrozi
Inveliti , electrozii utilizati trebuie sa indeplineasca conditiile :
sa asigure o functionare stabila a arcului electric;
sa conduca la realizarea unei anumite compozitii chimice a cordonului de sudura;
sa realizeze cusaturi fara defecte;
sa asigure topirea uniforma a sarmei si a invelisului de electrod;
sa conduca la pierderi minime de metal prin arderi si stropi;
sa permita sudarea cu productivitate ridicata;
stratul de zgura solidificat pe suprafata cordonului sa poata fi indepartat cu
usurinta ;
electrozii sa-si mentina in timp proprietatile fizice, chimice si metalurgice ;
invelisul sa fie suficient de rezistent pentru a nu se deteriora in timpul
transportului, manevrarii si depozitarii;
sa aiba toxicitate redusa in timpul fabricarii si sudarii.
In consecinta, pe baza caracteristicilor mecanice ale materialelor de adaos si ale
materialelor de baza (OL 37.2 si OL 60) si pe baza restrictiilor pentru care se impun
relatiile:
RmMA RmMB ;
Rp0,2MA Rp0,2MB ;
A5MA A5MB ;
KVminMA KVminMB ,
se vor obtine mai ulte variante posibile de materiale de adaos (electrozi) .
Pentru alegerea celei mai bune variante de electrozi, se va avea in vedere un
randament cat mai ridicat si un pret de cost al electrodului cat mai redus.
Pentru fiecare din cele doua materiale de baza (OL 37.2 si OL 60) se va alege cate
o varianta optima de electrod invelit. Avand in vedere timpii auxiliari de schimbare a
24

electrodului datorita structurii eterogene (prezenta a doua metale de baza diferite) a
constructiei sudate, din analiza celor doua marci de electrozi se va alege una singura
pentru a mari productivitatea operatiei .
Variantele de material de adaos pot fi expuse sintetizat conform tabelului 3.5 .
TABELUL 3.5
MaterialVariante
MARp0,2
[N/mm2]Rm
[N/mm2]As
[%]KV[J]
OL 37.2
SUPERTIT
E 50 B
FEROTIT
430…490
390…490
430…470
490…550
510…590
490…550
min.24
min.26
min.24
78
100
70
OL 60NIBAZ 65
EB 3
530…590
470...530
600…680
530...590
min.22
min.25
140
140
Se va utiliza, pentru sudarea manuala cu arc electric cu electrozi inveliti a
„ SCHELETULUI DE GHIDARE ” marca de electrod FEROTIT .
Acast tip de electrod are invelis rutilic foarte gros , randament mare fiind destinati
in special imbinarilor de colt si straturilor terminale ale imbinarilor cap la cap , din
oteluri carbon , in pozitie orizontala , orizontala in jgheab si usor inclinat . Are un
domeniu larg de utilizare pentru structuri sudate din otel carbon exploatate la temperaturi
pana la -10°C .
Sub aspectul comportarii la sudare, arcul se conduce usor fiind mult mai stabil
decat la electrozii bazici iar topirea are loc uniform in picaturi mijlocii, zgura este fluida
si se desprinde usor. Sudura are aspect lucios, cu solzi fini, regulati .
Se utilizeaza pentru diferite constructii metalice, material rulant, cazane, conducte,
nave etc. Are un domeniu foarte larg de utilizare.
Compozitia chimica informativa a metalului depus , [%] .
TABELUL 4.5
C Mn Si P S
0,06…0.10 0,3…0,7 0,25…0,6 max.0,04 max.0,04
Continutul de hidrogen difuzibil : categoria D ;25

Patrunderea medie la sudare (electrod ǿ 4 mm ) : 2,5 mm ;
RE = 150 % ; RN = 136 % ; RD = 67 % ; RG = 60 % ; αd = 0,175 g/A.min.
Profilul randului de sudura la imbinarile de colt este usor concave .
Indicatii de sudare – se sudeaza in pozitie orizontala , in jgheab si usor inclinat ,
utilizand current continuu (pol negative la electrod) sau cureut alternativ cu tensiunea de
mers in gol de minim 50 V .
TABELUL 5.5
Diametrul vergelei
[mm]
3,25 4 5
Curentul de sudare[A]
140…150 180…200 240…270
Livrarea electrozilor se face conform tabelului.
TABELUL 6.5
Diametrul vergelei [mm]
Lungimea [mm]
Bucati/ cutie Kg/ cutie
3,25 450 135..145 6
4 450 98..102 6
5 450 59..63 6
◉ In cazul procedeului de sudare in mediu de gaze protectoare MAG-CO2,
sarmele electrod vor contine dezoxidanti ca: Si; Mn; uneori Ti, Al, Zr pentru a evita
oxidarea fierului .
Alegerea sarmelor de adaos se face in functie de compozitia chimica a materialelor
de sudat si de procedeul de sudare ales (MAG-CO2). Sudarea obtinuta nu trebuie sa
difere sensibil in ce priveste compozitia si caracteristici de cea a metalului de baza. In
acest sens, pentru sudarea in medii de gaz protectoare, se vor folosi, in vedrea reducerii
incluziunilor de gaze, sarme bogate in elemente dezoxidante ca: Mn, Si, Ti, Al .
Sintetizat , variantele de sarme electrod se vor alege conform tabelului 5.7 .
TABELUL 7.5
26

Marca sarmei
Compozitia chimicaC Mn Si Cr Ni P
max.S
max.Alte elem.
S12Mn2 max.0,12
1,802,20
max.0,15
max.0,20
max.0,30 - 0,030 0,030
S10 Mn1 max.0,10
0,801,20
max.0,15
max.0,20
max0,30
0,030 0,030 -
S10Mn1Ni1 max.0,10
0,801,20
max.0,15
max.0,20
0,901,20
0,030 0,030 -
In concluzie , in cazul procedeului de sudare MAG - CO2 a subansamblului
„ SCHELET DE GHIDARE ” se alege sarma de tip S10Mn1Ni1 .
In general, sarmele pentru sudare au un continut scazut de carbon (S10Mn1Ni1 -
max. 0,10%) pentru a oferi o plasticitate mai ridicata compensand reducerea
caracteristicilor pe seama unor elemente de aliere ca: Mn, Si, Ni, Cr etc. introduse prin
intermediul sarmei electrod .
Astfel, un adaos de nichel, pana la 2% conduce la cresterea rezistentei, reducerea
temperaturii de rupere fragila, mentinerea plasticitatii otelului. Insa, cresterea
continutului de Ni peste 2% conduce la neomogenitatea otelului, la micsorarea
plasticitatii si rezilientei .
Introducerea unei cantitati de pana la 1,5% Mn conduce la cresterea rezistentei
fara a afecta plasticitatea, rezilienta poate capata chiar o crestere usoara. Cresterea
continutului de Mn (cazul sarmei electrod la MAG - CO2) peste 1,5% provoaca scaderea
rezilientei .
Siliciul adaugat In proportii de peste 0,5% reduce rezilienta cordonului si creste
esential temperatura de tranzitie .
27

I.6 ELEMENTE NECESARE ASAMBLARII
6.1 PREGATIREA COMPONENTELOR IN VEDEREA SUDARII
Pregatirea componentelor in vederea sudarii are ca scop principal pregatirea
marginilor rostului componentelor ce se asambleaza . Alegerea rostului dintre
componente este un factor major in obtinerea unor cusaturi de calitate la un pret de cost
cat mai scazut .
Din punct de vedere tehnologic , forma rostului este determinata de urmatorii
factor i:
procedeul de sudare – influenteaza dimensiunile rostului ;
pozitia de sudare – influenteaza tipul si dimensiunile rostului in sensul ca , in
pozitiile in care scurgerea baii de metal topit este posibila (verticala, de plafon, cornisa)
rostul se alege astfel incat baia sa aiba dimensiuni cat mai reduse ;
posibilitatea de a mentine radacina cusaturii in timpul sudarii determina alegerea
unui rost de forma mai simpla dar cu o deschidere mai mare ;
accesibilitatea arcului electric in rost . In cazul in care este posibila , sudarea
bilaterala se prefera deoarece permite o pregatire mai simpla a rostului si se obtine o
cusatura de calitate superioara , deoarece in timpul sudarii , componentele isi pot
modifica pozitia relativa , ca urmare a contractiilor termice la racire, prin cusaturi de
prindere formate din cordoane scurte (20..50 mm) dispuse la (300..500) mm distanta in
lungul rostului . Cusaturile de prindere se executa cu acelasi material de adaos ca si
sudarea de imbinare .
Forma rostului se va alege in functie de grosimea componentelor si de modul de
imbinare conform STAS 6662 – 87 pentru sudarea normala cu arc electric si electrozi
inveliti si respectiv STAS 7502 – 75 pentru sudarea in mediul de gaze protectoare .
Modul de pregatire a marginilor elementelor componente in vederea sudarii prin procedeele electric-manual cu electrozi inveliti si semimecanizat MAG-CO2 este prezentata in tabelul 1.6 .
TABELUL 1.6 28

Nr.crt.
Elementele care se asambleazaSchita rostului
conformSTAS 6662-74
Simbolizarea imbinarilor
conform STAS 735-79
1 2 – 3 9 – 10
S = 3…20α = 45…550
b = 0…3c = 1…3
2
2 – 3 14 – 15 1 – 18 2 – 12 3 – 16 2 – 13 3 – 19 5 – 13 1 – 17 S > 2 b = 0…2
3
2 – 6 2 – 14 2 – 9 2 – 5 3 – 8 3 – 9 5 – 6 3 – 7 6 – 9 2 – 7 7 – 8 9 – 11 5 – 7 3 – 20 2 – 4 19 – 20 4 – 5 1 – 2 2 – 11 1 – 3 5 – 11 1 – 4
S > 6 b = 0…2
29

6.2 ORDINEA DE ASAMBLARE
Ordinea de asamblare vizeaza sudarea tuturor elementelor componente ale
subansamblului „ SCHELET DE GHIDARE ” intr-o anumita succesiune, impunandu-se
respectarea unor principii : se va suda de la partea mai rigida la partea mai putin rigida,
elementele de rigidizare se vor suda la urma , sudorul va realiza asamblarea astfel incat
sa nu ramana in interiorul constructiei sudate .
Ordinea de asamblare a „ SCHELETULUI DE GHIDARE ” se va sintetiza
conform tabelului 2.6, iar la rubrica de observatii se va mentiona daca operatia de sudare
respectiva se repeta de mai multe ori .
TABELUL 2.6 Nr.cordon Schita operatiei Observatie
1(2 – 3)
Operatia se executade 4 ori
2(2 – 3)
Operatia se executade 4 ori
3(2 – 6)
Operatia se executade 8 ori
4(2 – 5)
Operatia se executade 6 ori
5(5 – 6)
Operatia se executade 12 ori
30

6(2 – 7)
Operatia se executade 4 ori
7(5 – 7)
Operatia se executade 8 ori
8(2 – 4)
Operatia se executade 4 ori
9(4 – 5)
Operatia se executade 4 ori
10(2 – 11)
Operatia se executade 8 ori
11(5 – 11)
Operatia se executade 4 ori
12(2 – 12)
Operatia se executade 32 ori
13(2 – 13)
Operatia se executade 4 ori
14(5 – 13)
Operatia se executade 8 ori
31

15(14 – 15)
Operatia se executade 2ori
16(2 – 14)
Operatia se executade 2 ori
17(3 – 8)
Operatia se executade 6 ori
18(3 – 7)
Operatia se executade 4 ori
19(7 – 8)
Operatia se executade 8 ori
20(3 – 16)
Operatia se executade 2 ori
21(3 – 19)
Operatia se executa de 2 ori
22(3 – 20)
Operatia se executade 4 ori
32

23(19 – 20)
Operatia se executade 4 ori
24(1 – 17)
Operatia se executade 2 ori
25(1 – 18)
Operatia se executade 2 ori
26(1 – 2)
Operatia se executade 2 ori
27(1 – 3)
Operatia se executade 2 ori
28(1 – 4)
Operatia se executade 4 ori
29(9 – 10)
Operatia se executade 2 ori
33

30(2 – 9)
Operatia se executade 2 ori
31(3 – 9)
Operatia se executade 2 ori
32(6 – 9)
Operatia se executade 4 ori
33(9 – 11)
Operatia se executade 4 ori
34

6.3 NUMEROTAREA SI CENTRALIZAREA
CORDOANELOR DE SUDURA
Numerotarea si centralizarea cordoanelor de sudura vizeaza identificarea
cordoanelor ce se sudeaza la acelasi rost (cazul imbinarilor cap la cap) sau la acelasi
calibru (cazul imbinarilor de colt) si la aceeasi grosime . Pe baza ordinii de asamblare
sintetizata conform tabelului 2.6 se vor numerota cordoanele specificand : geometria
rostului, tipul imbinarii, numarul de cordoane identice, lungimile cordoanelor. In final se
vor centraliza cordoanele de sudura, centralizare ce sta la baza calucului parametrilor
tehnologici .
TABELUL 3.6
Nr.cordonTip
sudura
Lungime cordon[mm]
Nr.cordoane identice
Total lungime cordoane
sudate [mm]
Grosimi componente
[mm]1
(2 – 3) 62410 4 9640
S1 = 12S2 = 12
2(2 – 3)
2410 4 9640S1 = 12S2 = 12
3(2 – 6) 6
200 16 3200S1 = 12S2 = 15
4(2 – 5)
6 660 12 7920S1 = 12S2 = 12
5(5 – 6) 6
55 24 1320S1 = 12S2 = 15
6(2 – 7)
6 266 8 2128S1 = 12S2 = 12
7(5 – 7) 6
55 16 880S1 = 12S2 = 12
8(2 – 4)
6 1618 8 12944S1 = 12S2 = 12
9(4 – 5) 6
55 8 440S1 = 12S2 = 12
10(2 – 11)
4 25 16 400S1 = 12S2 = 8
11(5 – 11) 4
55 8 440S1 = 12S2 = 8
12(2 – 12)
4 30 32 960S1 = 12S2 = 15
13(2 – 13) 6
50 4 200S1 = 12S2 = 25
35

14(5 – 13)
6 10 8 80S1 = 12S2 = 25
15(14 – 15) 6
85 2 170 S1 = 15 S2 = ǿ27
16(2 – 14)
6 100 4 400S1 = 12S2 = 15
17(3 – 8) 6
530 12 6360S1 = 12S2 = 12
18(3 – 7)
6 266 8 2128S1 = 12S2 = 12
19(7 – 8) 6
55 16 880S1 = 12S2 = 12
20(3 – 16) 4
80 2 160S1 = 12S2 = 5
21(3 – 19)
6 175 2 350S1 = 12S2 = 20
22(3 – 20) 6
65 8 520S1 = 12S2 = 20
23(19 – 20)
6 20 8 160S1 = 12S2 = 20
24(1 – 17) 4
70 2 140S1 = 20S2 = 5
25(1 – 18)
4 75 2 150S1 = 20S2 = 5
26(1 – 2) 6
630 4 2320S1 = 20S2 = 12
27(1 – 3)
6 110 4 440S1 = 20S2 = 12
28(1 – 4) 6
55 8 440S1 = 12S2 = 20
29(9 – 10)
38 2 76 S1 = 12 S2 = ǿ12
30(2 – 9) 6
630 4 2320S1 = 12S2 = 20
31(3 – 9)
6 530 4 2120S1 = 12S2 = 20
32(6 – 9) 6
55 8 440S1 = 15S2 = 20
33(9 – 11)
4 55 8 440S1 = 20S2 = 8
Centralizarea lungimii totale a cordoanelor sudate : – cordon in T : 4 = 2690 [mm ] – cordon in T : 6 = 57800 [mm]
– cordon in T cu pregatirea marginilor in ½V : = 9716[mm]
36

I.7 CALCULUL PARAMETRILOR TEHNOLOGICI
7.1 PARAMETRII DE TAIERE OXIACETILENICA
Parametrii regimului de taiere cu oxigen se stabilesc pe baza unor relatii empirice in functie de grosimea g a materialului de taiat .
Debitul de gaz combustibil (C2H2) . Q = [dm3/h]
Debitul de oxigen pentru flacara de preancalzire . Q = (1,2…1,3) Q [dm3/h]
Presiunea oxigenului de taiere . P = [daN/cm2]
Distanta dintre duza arzatorului si materialul de taiat . a = 2+0,015·g [mm]
Latimea de taiere . b = 2+0,03·g [mm]
Viteza de taiere . Vt = [m/h]
Timpul de taiere . t = [min/m]
Debitul de oxigen pentru taiere . Q' = [dm3/h]
a. Calculam pentru g = 5 [mm]
Q = = 304 [dm3/h]
Q = 1,2 304 = 365 [dm3/h]
P = = 2,48 [daN/cm2]
a = 2+0,015·5 = 2,07 [mm] b = 2+0,03·5 = 2,15 [mm]
Vt = = 20,13 [m/h]
t = = 2,98 [min/m]
Q' = 731 [dm3/h]
b. Calculam pentru g = 8 [mm]
Q = = 332 [dm3/h
37

Q = 1,2 332 = 398 [dm3/h]
P = = 2,71 [daN/cm2]
a = 2+0,015·8 = 2,12 [mm] b = 2+0,03·8 = 2,24 [mm]
Vt = = 19,93 [m/h]
t = = 3,01 [min/m]
Q' = 1116 [dm3/h]
c. Calculam pentru g = 12 [mm]
Q = = 370 [dm3/h]
Q = 1,2 370 = 444 [dm3/h]
P = = 3,03 [daN/cm2]
a = 2+0,015·12 = 2,18 [mm] b = 2+0,03·12 = 2,36 [mm]
Vt = = 18,34 [m/h]
t = = 3,27 [min/m]
Q' = 1549 [dm3/h]
d. Calculam pentru g = 15 [mm]
Q = = 398 [dm3/h]
Q = 1,2 398 = 478 [dm3/h]
P = = 3,26 [daN/cm2]
a = 2+0,015·15 = 2,22 [mm] b = 2+0,03·15 = 2,45 [mm]
Vt = = 17,19 [m/h]
t = = 3,49 [min/m]
Q' = 1849 [dm3/h]
e. Calculam pentru g = 20 [mm]
Q = = 440 [dm3/h]
Q = 1,2 440 = 528 [dm3/h]
P = = 3,62 [daN/cm2]
38

a = 2+0,015·20 = 2,3 [mm] b = 2+0,03·20 = 2,6 [mm]
Vt = = 15,5 [m/h]
t = = 3,87 [min/m]
Q' = 2313 [dm3/h]
f. Calculam pentru g = 25 [mm]
Q = = 480 [dm3/h]
Q = 1,2 480 = 576 [dm3/h]
P = = 3,95 [daN/cm2]
a = 2+0,015·25 = 2,37 [mm] b = 2+0,03·25 = 2,75 [mm]
Vt = = 14,1 [m/h]
t = = 4,24 [min/m]
Q' = 2749 [dm3/h]
TABELUL 1.7 – Centralizarea parametrilor de taiere oxiacetilenica .
g QC H QO PO a b Vt t QC
5 304 365 2,48 2,07 2.15 20,13 2,98 7318 332 398 2,71 2,12 2,24 19,93 3,01 111612 370 444 3,03 2,18 2,36 18,34 3,27 154915 398 478 3,26 2,22 2,45 17,19 3,49 184920 440 528 3,62 2,3 2,6 15,5 3,87 231325 480 576 3,95 2,37 2,75 14,1 4,21 2749
7.2 PARAMETRII TEHNOLOGICI DE SUDARE
39

Elaborarea tehnologiei de sudare inseamna determinarea valorilor parametrilor
astfel incat sa se obtina o structura sudata in conditii de calitate impuse, precizie
dimensionala, productivitate ridicata, cost de productie scazut.
Parametrii tehnologici pot fi grupati in trei categorii si anume :
Parametri tehnologici primari : intensitatea curentului de sudare Is , tensiunea
arcului electric Ua , viteza de sudare vs si energia liniara EL . Cu ajutorul acestor
parametri se pot controla dimensiunile si forma cusaturii si ale zonei de influenta
termica, stabilitatea arcului electric si rata depunerii. Energia liniara influenteaza asupra
patrunderii, latimii cordonului, suprainaltarii. In acest sens, la cresterea curentului de
sudare Is, prin cresterea energiei liniare EL (creste cantitatea de caldura administrata
procesului , creste volumul baii) va creste patruderea p , latimea cordonului B,
suprainaltarea a.
Parametrii tehnologici secundari : lungimea arcului electric la , lungimea
libera a electrodului le , viteza cu care se aduce metalul de adaos in zona arcului electric,
numita si viteza electrodului ve si pozitia electrodului fata de componentele ce se
sudeaza. Parametrii tehnologici secundari nu influenteaza direct forma si dimensiunile
rostului (cusaturii). Ei influenteaza parametrii tehnologici primari si acestia, la randul lor,
produc modificari dimensionale .
Parametrii tehnologici tertiari : parametri care variaza in trepte si nu pot fi
modificati in timpul sudarii . In aceasta categorie sunt inclusi urmatorii parametri:
diametrul electrodului de, tipul electrodului, genul protectiei (invelis bazic, acid, oxidant;
fluxul , gazul de protectie: Ar, He), natura si polaritatea curentului de sudare (c.c. DC+
sau DC- , c.a.), numarul de treceri nt si asezarea lor in rost .
Acesti parametri variaza in trepte si nu pot fi modificati in timpul sudarii.
Intre parametrii tehnologici de diferite categorii exista corelatii care depind , in
primul rand , de procedeul de sudare folosit .
Se va urmari ca pe parcursul calculului parametrilor tehnologici, acestia sa se
incadreze in limitele prescrise corespunzatoare celor doua tehnologii de sudare.
7.2.1 SUDAREA MANUALA CU ARC ELECTRIC
SI ELECTROZI INVELITI
40

In acest procedeu parametrii tehnologici primari variaza intre urmatoarele limite : IS = 25...500 [A]
Ua= 15...35 [V] vS= 10...50 [cm/min]
Principalii parametri tehnologici care trebuie stabiliti sunt :
Natura si polaritatea curentului de sudare – stabilirea lor se face respectandindicatiile producatorului de electrozi.
Diametrul electrodului (de) se alege functie de grosimea elementelor care seimbina, in cazul sudarii cap la cap, sau in functie de calibrul sudurii, in cazul sudarii de colt. Valorile recomandate pentru diametrul electrodului sunt prezentate in tabelele 2.7 si 3.7 .
TABELUL 2.7
Grosimea tableiS [mm]
1,5…2 3 4…89…12
13…15 >15
Diametrul electrodului
de [mm]1,6…2 3,25 4 4…5 5 5...6
TABELUL 3.7
Calibrula [mm]
2 3…3,5 ≥4
Diametrulelectrodului
de [mm]3,25 4 5
Sudarea primului strat, la tablele groase, se executa in general cu electrozi avand diametrul cel mult egal cu 4 mm pentru a putea asigura patrunderea in rostul pregatit in vederea sudarii.
Intensitatea curentului de sudare ( Is ) se stabileste functie de diametrulelectrodului cu urmatoarele relatii :
pentru electrozi destinati sudarii otelurilor carbon si slab aliate, fara pulbere de fier cu invelis:
Is = 2,5 + 35,5 de – 18 [A] (1) pentru electrozi destinati sudarii otelurilor aliate: Is = 2,7 + 25 de – 11 [A] (2) pentru electrozi cu pulberi de fier in invelis:
Is = 62,5 de – 50 [A] (3)
41

In aceste relatii de se introduce in milimetri, relatiile fiind valabile pentru: 1,6 de 6 [mm] (4)
Intensitatea curentului de sudare calculate cu una din aceste relatii trebuie corelata cu valorile recomandate de producatorul de electrozi :
Tensiunea arcului (Ua) – se poate stabili cu relatia :
Ua = 0,05 Is + 10 [V] (5)
Relatie in care Is se introduce in amperi fiind valabila pentru :
80 Is 500 [A] (6)
Valoarea calculata pentru tensiunea arcului trebuie de asemenea corelata cu indicatiile producatorului de electrozi .
Viteza de sudare – se determina cu relatia:
Vs = [cm/min] (7)
d – coeficient de depunere al electrozilor [g/A.min.]Is – intensitatea curentului de sudare [A]
– densitatea metalului depus [g/cm3] At – sectiunea unei treceri [cm2]
In cazul in care toate trecerile se sudeaza cu electrozi avand acelasi diametru , sectiunea unei treceri se determina cu relatia :
At= [cm2] (8)
AMD – este sectiunea totala a cordonului (materialului depus) [cm2] nt – numarul de treceri
In mod frecvent , prima trecere se sudeaza cu un electrod de diametru mai mic si celelalte cu electrozi de diametru mai mare .
In acest caz sectiunea unei treceri se stabileste cu relatia :
[cm2] (i=2,….,nt) (9)
At1 – sectiunea primei treceri
Pentru imbinarile de colt cu rost neprelucrat,sectiunea totala a cordonului se poate stabili cu relatia :
AMD = 10-2KY a2 [cm2] (10) Ky – coeficient de suprainaltare a – calibrul sudurii [mm]
42

TABELUL 4.7a[mm] 2…3 3,5…4 5…7 8…14 14…20 ≥21
KY 1,5 1,35 1,25 1,15 1,1 1,05
In cazul imbinarilor de colt cu rost prelucrat sau a imbinarilor cap la cap , sectiunea totala a cordonului se stabileste din considerente geometrice .
Functie de valorile parametrilor tehnologici calculati se poate determina energia
liniara folosita la sudare cu relatia:
EL=60 [j/cm] (11)
– randamentul cu valori cuprinse intre 0,5…0,7Us – tensiunea arcului [V]
Is – intensitatea curentului de sudare [A] vs – viteza de sudare [cm/min]
Imbinare de colt ( a = 4 mm)
alegerea electrodului : de1 = 5 [mm]
natura curentului electric : DC+
curentul de sudare : Is1 = 2,5 · 52 + 35,5 · 5 -18 = 222 [A]
tensiunea arcului : Ua1 = 0,05 · 222 +10 = 21 [V]
aria metalului depus :
AMD1 = 10-2 · 1,35 · 42 = 0,21 [cm2]
numarul de treceri :
adopt At1 =0,20 [cm2]
nt1 = 0,21/0,20 = 1,08 nt1 = 1 trecere
aria unei treceri :
At1 = 0,21/1 = 0,21 [cm2]
viteza de sudare :
d = 0,175 [g/A.min.] = 7,8 [g/cm2] At1 = 0,21 [cm2]
vs1 = (0,175 · 222)/(7,8 · 0,21) = 24 [cm/min]
energia liniara : EL1 = 60 · 0,6 · (21 · 222)/24 = 6993 [J/cm]
Imbinare de colt ( a = 6 mm)
alegerea electrodulu i: de2 = 5 [mm]
natura curentului electric : DC+
curentul de sudare : Is2 = 2,5 · 52 + 35,5 · 5 - 18 = 222 [A]
43

tensiunea arcului : Ua2 = 0,05 · 222 +10 = 21 [V]
aria metalului depus :
AMD2 = 10-2 · 1,25 · 62 = 0,45 [cm2]
numarul de treceri :
adopt At2 =0,20 [cm2]
nt2 = 0,45/0,20 = 2,25 nt = 2 treceri
aria unei treceri :
At2 = 0,45/2 = 0,22 [cm2]
viteza de sudare :
d = 0,175 [g/A.min.] = 7,8 [g/cm2] At2 = 0,22 [cm2]
vs2 = (0,175 · 222)/(7,8 · 0,22) = 23 [cm/min]
energia liniara : EL = 60 · 0,6 · (21 · 222)/23 = 7297 [J/cm]
Imbinare de colt 1 ( )
alegerea electrodului : pentru radacina: der3 = 3,25 [mm]
pentru umplere: deu3 = 5 [mm]
natura curentului electric : DC+
curentul de sudare : pentru radacina: Isr3 =2,5 · 3,252 +35,5 · 3,25 -18 =124 [A]
pentru umplere: Isu3 = 2,5 · 52+ 35,5 · 5 -18 = 222 [A]
tensiunea arcului : pentru radacina: Uar3 = 0,05 · 124 +10 = 16 [V]
pentru umplere: Uau3 = 0,05 · 222 +10 = 21 [V]
aria metalului depus :
AMD = S · b +
AMD = 12 · 1 + AMD = 0,62 [cm2]
pentru radacina : AMDr3 = 0,08 [cm2]
pentru umplere : AMDu3 = 0,54 [cm2]
numarul de treceri :
pentru radacina : adoptAtr3 =0,08 [cm2]
ntr3 = 0,08/0,08 = 1 ntr3 = 1 trecere44

pentru umplere : adoptAtu3 =0,20 [cm2]
ntu3 = 0,54/0,20 = 2,7 ntu3 = 3 treceri
aria unei treceri :
pentru radacina : Atr3 = 0,08 [cm2]
pentru umplere : Atu3 = 0,54/3 = 0,18 [cm2]
viteza de sudare:
pentru radacina :
d = 0,175 [g/A.min.] = 7,8 [g/cm2] Atr3 = 0,08 [cm2]
vsr3 = (0,175 · 124)/(7,8 · 0,08) = 35 [cm/min]
pentru umplere :
d = 0,175 [g/A.min.] = 7,8 [g/cm2] Atu3 = 0,18 [cm2]
vsu3 = (0,175 · 222)/(7,8 · 0,18) = 28 [cm/min]
energia liniara:
pentru radacina : ELr3 = 60 · 0,6 · (16 · 124)/35 = 2041 [J/cm]
pentru umplere : ELu3 = 60 · 0,6 · (21 · 222)/28 = 5994 [J/cm]
Imbinare de colt 2 ( )
alegerea electrodului : de4 = 3,25 [mm]
natura curentului electric : DC+
curentul de sudare : Is4 = 2,5 · 3,252 + 35,5 · 3,25 - 18 = 124 [A]
tensiunea arcului : Ua4 = 0,05 · 124 + 10 = 16 [V]
aria metalului depus :
AMD = S · b +
AMD = 12 · 1 + AMD = 0,16 [cm2]
numarul de treceri :
adopt At4 = 0,08 [cm2]
nt4 = 0,16/0,08 = 2 nt = 2 treceri
aria unei treceri :
At4 = 0,16/2 = 0,08 [cm2]
viteza de sudare : 45

d = 0,175 [g/A.min.] = 7,8 [g/cm2] At4 = 0,08 [cm2]
vs4 = (0,175 · 124)/(7,8 · 0,08) = 35 [cm/min]
energia liniara : EL4 = 60 · 0,6 · (16 · 124)/35 = 2041 [J/cm]
7.2.2 SUDAREA IN MEDIU DE GAZE PROTECTOARE MAG - CO2
La acest procedeu apare ca element specific modul de transfer al metalului topit
prin coloana arcului electric. Transferul metalului topit se poate face, in principal, in
doua moduri si anume:
◉ transferul cu arc scurt (short-arc) – este un transfer caracteristic sudarii
cu curenti de sudare relativ mici. In timpul sudarii cu arc scurt, arcul electric se intrerupe
priodic in momentul in care se formeaza puntea de metal topit intre sarma si
componentele de sudat. Au loc, in acest mod, intre 100 si 200 de scurtcircuite intr-o
secunda, numarul lor fiind cu atat mai mare cu cat curentul de sudare este mai mare.
Acest tip de transfer se foloseste la sudarea tablelor subtiri si a structurilor la care
deformatiile trebuie sa fie mici ;
◉ transferul spray (spray-arc) – este un transfer caracteristic sudarii cu
curenti mari. La acest tip de transfer, picaturile de metal topit sunt foarte mici si
formeaza un jet continuu de la sarma spre componente. Arcul electric arde continuu si
deci este mai stabil, patrunderea este mai mare si improscarile sunt mai reduse. Acest tip
de transfer este cel mai des folosit, utilizandu-se la sudarea tablelor mai groase(S5
mm).
Pentru stabilirea parametrilor tehnologici la sudarea MAG-CO2 trebuie parcurse
etapele :
a. se alege modul de transfer al metalului topit prin coloana arcului electric
tinandu-se cont de cele aratate mai inainte ;
b. functie de modul de transfer ales se stabilesc ceilalti parametri tehnologici si
anume :
46

Polaritatea curentului de sudare - este determinate de modul de transfer : pentru transferul in arc scurt se poate folosi atat polaritatea directa (DC-) cat
si polaritatea inversa (DC+). pentru transferul in arc lung se foloseste numai polaritatea inverse (DC+).
Diametrul sarmei electrod (de) : se alege functie de modul de transfer stabilit , de grosimea elementelor imbinarii si de dimensiunile rostului.
Intensitatea curentului de sudare (Is) : se stabileste in functie de diametrul sarmeielectrod si de modul de transfer cu ajutorul relatilor urmatoare:
Is= 125,5 de – 32,25 [A] (1)
Is = -67 + 370 de– 78 [A] (2)
Relatia (1) este valabila pentru transferul cu arc scur t, iar relatia (2) pentru transferul spray . In ambele relatii “ de ” se exprima in milimetri iar IS in amperi , domeniul de valabilitate fiind : 0,8 de 2,4 [mm]
Tensiunea arcului (Ua): se poate stabili in functie de intensitatea curentului de sudare cu relatia :
Ua = 15 + 0,05 Is [V] (3)
Alte date privind corelatia intre de si Is sunt prezentate in tabelul 5.7 .
TABELUL 5.7de
[mm]Is [A]
Minima Maxima0,81,01,21,62,4
5080120200400
180230280400600
Viteza de sudare (Vs) se determina cu relatia :
Vs= [cm/min] (4)
Ad – este rata depunerii [Kg/ora] At – sectiunea unei treceri [cm2] – densitatea metalului depus [g/cm3]
Sectiunea unei treceri se calculeaza cu relatia:
At= [cm2] (5)
in care : AMD – este sectiunea totala a cordonului [cm2]
47

nt – numarul de treceri
Rata depunerii (Ad) se stabileste functie de curentul de sudare (Is) cu relatia:
Ad = 310-5 +10-3Is+0,5 [Kg/ora] (6)
Relatia (6) este valabila pentru : 100 Is 600 [A]
Viteza de avans a sarmei electrod(Ve)-se determina din conditia ca sectiunea unei
treceri ,At,la inaintarea arcului cu viteza Vs sa se realizeze cu sectiunea a sarmei
electrod care inainteaza cu viteza Ve .Calculul vitezei de avans a sarmei electrod se face cu relatia:
Ve=400 [cm/min] (7)
At – este sectiunea unei treceri [cm2]vs – viteza de sudare [cm/min]
de – diametrul sarmei electrod [mm]
Debitul gazului de protectie ( DG ) este influentat de forma constructiva aimbinarii,de intensitatea curentului de sudare ,de tensiunea arcului,de viteza de sudare si de mediul de lucru.
Valorile recomandate sunt: DG=12…14 [l/min] la Is=50…150 [A]
DG=18…24 [l/min] la Is=150…350 [A]
Limitele in care variaza parametrii tehnologici la sudarea MAG-CO2 , in functie de gazul de protectie folosit sunt prezentate in tabelul 6.7 .
TABELUL 6.7Parametrii tehnologici Gaz de protectie
CO2 Ar + CO2
Ar + CO2 + O2
IS [A]Ua [V]
VS [cm / min]de [mm]
DG[l / min]
40...90016...3530...1000,8...4≤20
40...50016...3530...1000,8...2,4
≤20
◉ Pentru sudarea MAG-CO2 in alte pozitii de sudare decat cea orizontala serecomanda urmatoarele :
Diametrul sarmei electrod se alege functie de grosimea elementelor de48

imbinat,conform tabelului 7.7.
TABELUL 7.7Grosimea elementelor
[mm]De
[mm]1
2…56
7…12
0,80,8…1
0.8…1,21…1,2
Curentul mediu de sudare (Ismed) este corelat cu grosimea tablelor (s) inmilimetri conform relatiilor :
Ismed= - 0,547S2+13,166S+60,857 [A] (8)
Ismed= - 0,571S2+22S+58,285 [A] (9)
Relatia (8) este valabila la sudarea verticala a imbinarilor cap la cap sau de colt,iar relatia (9) pentru sudarea laterala a imbinarilor de colt .
1< S 12 [mm]
Tensiunea arcului se calculeaza functie de Is,exprimat in amperi cu relatia: Ua=6,50810-2Is+12 [V] (10)
valabila in domeniul : 75 Is 250
Debitul de gaz DG-se alege in functie de S conform tabelului 8.7 .TABELUL 8.7
S [mm] DG [l/min]1…55…12
8…108…12
Functie de valorile parametrilor tehnologici calculati se poate determina energialiniara folosita la sudare cu relatia:
EL=60 [j/cm] (11)
– este randamentul, cu valori cuprinse intre intre 0,6…0,8
Ua – tensiunea arcului [V] Is – intensitatea curentului de sudare[A]Vs-viteza de sudare[m/min]◉ Sudarea MAG-CO2 se mai poate realiza folosind ca material de adaos sarma
tubulara ,caz in care sarma contine in interior substante de protectie,aliere,ionizare si purificare, asemanatoare cu cele existente in invelisul electrozilor inveliti.Parametrii tehnologici in acest caz se stabilesc ca si la sudarea MAG-CO2 cu sarma plina, cu precizarile:
49

parametrii variaza intre limitele: Is=150…650 [A] Ua=20…35 [V]
Vs=3…150 [cm/min] de=1,2…3,2 [mm]
intensitatea curentului de sudare, tensiunea arcului si rata depunerii se determinacu relatiile: Is=184,8de-50,28 [A]
Ua=3,0357 de +21,23813 [V]Ua=1,643 10-2 Is +22,0640 [V]Ad=0,015 Is +0,5 [kg/ora]
Imbinare de colt ( a = 4 mm)
alegerea sarmei electrod: de1 = 1,2 [mm]
natura curentului electric: DC+ (spray-arc)
curentul de sudare: Is1 = -67 x 1,22 +370 x 1,2 -78 =269,52 Is1 =270 [A]
tensiunea arcului: Ua1 = 15 + 0,05 x270 = 28,5 Ua1 = 29 [V]
rata depunerii : Ad2 = 3 x 10-5 x 2702 + 10-3 x 270 + 0,5 =2,957 Ad1 =3 [kg/ora]
aria metalului depus :
AMD1 = 10-2 x 1,35 x 42 = 0,21 [cm2]
numarul de treceri :
adopt Ate1 =0,12 [cm2]
nte1 = 0,21 / 0,12 = 1,75 nte1 = 2 treceri
aria unei treceri :
Ate1 = 0,21 / 2 = 0,10 [cm2]
viteza de sudare :
= 7,8 [g/cm2] Ate1 = 0,10 [cm2]
vs1 = (100 x 3) / (6 x 7,8 x 0,10) = 64 [cm/min]
viteza de avans a sarmei electrod :
ve1 = 400 x (0,10 x 64) / ( 3,14 x 1,22) = 566,17 [cm/min]
debitul gazului de protectie: DG1 = 19 [l/min]
energia liniara: EL1 = 60 x 0,8 x (29 x 270) / 64 = 5873 [J/cm]
Imbinare de colt ( a = 6 mm)
50

alegerea sarmei electrod: de2 = 1,2 [mm]
natura curentului electric: DC+ (spray-arc)
curentul de sudare: Is2 = -67 x 1,22 +370 x 1,2 -78 =269,52 Is1 =270 [A]
tensiunea arcului: Ua2 = 15 + 0,05 x270 = 28,5 Ua2 = 29 [V]
rata depunerii : Ad2 = 3 x 10-5 x 2702 + 10-3 x 270 + 0,5 =2,957 Ad2 = 3 [kg/ora]
aria metalului depus :
AMD2 = 10-2 x 1,25 x 62 = 0,45 [cm2]
numarul de treceri :
adopt Ate2 =0,12 [cm2]
nte2 = 0,45 / 0,12 = 3,75 nte2 = 4 treceri
aria unei treceri :
Ate2 = 0,45 / 4 = 0,11 [cm2]
viteza de sudare :
= 7,8 [g/cm2] Ate2 = 0,11 [cm2]
vs2 = (100 x 3) / (6 x 7,8 x 0,11) = 58 [cm/min]
viteza de avans a sarmei electrod :
ve2 = 400 x (0,11 x 58) / ( 3,14 x 1,22) = 564,40 [cm/min]
debitul gazului de protectie: DG2 = 19 [l/min]
energia liniara: EL2 = 60 x 0,8 x (29 x 270) / 58 = 6480 [J/cm]
Imbinare de colt 1 ( )
alegerea sarmei electrod: de3 = 1,2 [mm]
natura curentului electric: DC+ (spray-arc)
curentul de sudare: Is3 = -67 x 1,22 +370 x 1,2 -78 =269,52 Is3 =270 [A]
tensiunea arcului: Ua3 = 15 + 0,05 x270 = 28,5 Ua3 = 29 [V]
rata depunerii : Ad3 = 3 x 10-5 x 2702 + 10-3 x 270 + 0,5 =2,957 Ad3 = 3 [kg/ora]
aria metalului depus :
AMD3 = S x b +
AMD3 = 12 x 1 + AMD = 0,62 [cm2]
51

numarul de treceri :
adopt Ate3 = 0,12 [cm2]
nte3 = 0,62 / 0,12 = 5,16 nte3 = 5 treceri
aria unei treceri :
Ate3 = 0,62 / 5 = 0,12 [cm2]
viteza de sudare :
= 7,8 [g/cm2] Ate3 = 0,12 [cm2]
vs3 = (100 x 3) / (6 x 7,8 x 0,12) = 53 [cm/min]
viteza de avans a sarmei electrod :
ve3 = 400 x (0,12 x 53) / ( 3,14 x 1,22) = 562,63 [cm / min]
debitul gazului de protectie: DG3 = 19 [l/min]
energia liniara: EL3 = 60 x 0,8 x (29 x 270) / 53 = 7091 [J/cm]
Imbinare de colt 2 ( )
alegerea sarmei electrod: de4 = 1,2 [mm]
natura curentului electric: DC+ (spray-arc)
curentul de sudare: Is4 = -67 x 1,22 +370 x 1,2 -78 =269,52 Is4 =270 [A]
tensiunea arcului: Ua4 = 15 + 0,05 x270 = 28,5 Ua4 = 29 [V]
rata depunerii : Ad4 = 3 x 10-5 x 2702 + 10-3 x 270 + 0,5 =2,957 A4 = 3 [kg / ora]
aria metalului depus :
AMD = S x b +
AMD4 = 12 x 1 + AMD = 0,16 [cm2]
numarul de treceri :
adopt Ate4 = 0,12 [cm2]
nte4 = 0,16 / 0,12 = 1,33 nte4 = 1 trecere
aria unei treceri :
Ate4 = 0,16 / 1 = 0,16 [cm2]
viteza de sudare :
= 7,8 [g/cm2] Ate4 = 0,16 [cm2]
vs4 = (100 x 3) / (6 x 7,8 x 0,16) = 40 [cm/min]52

viteza de avans a sarmei electrod :
ve4 = 400 x (0,16 x 40) / ( 3,14 x 1,22) = 566,17 [cm / min]
debitul gazului de protectie: DG4 = 19 [l/min]
energia liniara: EL4 = 60 x 0,8 x (29 x 270) / 40 = 9396 [J/cm]
TABELUL 9.7 – Centralizarea parametrilor de sudare .
Procedeul de sudare Sudare manuala cu electrozi inveliti
Sudarea MAG-CO2
Simbol sudura 4 6 4 6
Material de adaos FEROTIT S10Mn1Ni1de [mm] U 5 5 5 1,2
R --- --- 3,25 ---Ad [kg/ora] --- 3d [g/A.min] 0,175 ---Natura curentului de sudare
DC+ DC+
(Is ) [A] U 222 270R 124 ---
(Ua) [A] U 21 29R 16 ---
(nt) U 1 2 3 2 4 5R --- --- 1 ---
AMD[cm2] 0,21 0,45 0,62 0,21 0,45 0,62Atr [cm2] --- --- 0,08 ---Atu[cm2] 0,21 0,22 0,18 0,10 0,11 0,12VS[cm/min] U 24 23 28 64 58 53
R --- --- 35 ---Ve [cm/min] --- 566,17 564,40 562,63(DG) [l/min] --- 19(EL) [J/cm] U 6993 7297 5994 5873 6480 7091
R --- --- 2041 ---
I.8 DETERMINAREA TEMPERATURII DE PREINCALZIRE
53

Preincalzirea este un procedeu termic de imbunatatire a comportamentului
materialelor la sudare contribuind in mod eficient la evitarea fisurarii. Prin preincalzire
se produce diminuarea diferentei de temperatura dintre temperatura din zona de sudare si
temperatura din zona alaturata si in consecinta , se micsoreaza viteza de racire a sudurii .
Prin aceasta, se diminueaza considerabil marimea tensiunilor remanente , se
imbunatatesc caracteristicile mecanice , se reduce sensibilitatea otelului la calire , se
preintampina formarea structurilor cu constituenti fragili si se reduce tendinta de fisurare
a materialului imbinarii ; in plus, baia de sudura se mentine un timp mai indelungat in
stare lichida , creindu-se posibilitatea ca incluziunile de gaze si incluziunile nemetalice
sa iasa la suprafata baii de sudura.
Prin incalzire, datorita vitezelor de racire la sudare mult micsorate,
modificarile structurale in zona influentata termic sunt lente . Apar structuri de echilibru,
structurile fragile sunt reduse cantitativ, iar duritatea zonei influentata termic este mult
micsorata . Preincalzirea unei structuri sudate poate fi totala (in cuptoare speciale sau de
tratament termic) si locala (pe o fasie cu latime de 6...12 ori grosimea componentelor, de
o parte si de alta a imbinarii, cu mijloace termice – flacara oxigaz sau mijloace
electrotermice – prin efect Joule) .
Preincalzirea prezinta si o serie de dezavantaje (consumuri energetice ridicate,
crescand costul operatiei de sudare , timpi suplimentari ce duc la scaderea productivitatii
operatiei , conditiile ergonomice de lucru ale operatorului uman sunt ingreunate) fapt
pentru care preincalzirea se va aplica numai atunci cand se impune o imbunatatire
importanta a caracteristicilor imbinarii sudate. Preincalzirea se aplica la sudarea normala
cu electrozi inveliti si sudarea cu arc electric a otelurilor carbon si slab aliate la
temperatura de preincalzire stabilita prin calcul sau pe cale experimentala .
Functie de grosimea materialelor , cu cat aceasta este mai mare , se impune o
temperatura de preincalzire mai ridicata. La sudarea cu electrozi grosi se poate evita sau
reduce valoric temperatura de preincalzire avand in vederea racirea mai lenta a
componentelor carora li s-a administrat o cantitate de caldura.
La preincalzire, marginile pieselor de sudat se incalzesc inainte de inceperea
sudarii, pe o zona lata de 50…100 mm, de fiecare parte a axei cusaturii pana la o anumita
temperatura stabilita in prealabil. Temperatura se mentine pe toata durata de sudare a
54

cusaturii respective.
Pentru incalzire se utilizeaza surse de caldura care trebuie sa realizeze incalzirea
treptata si uniforma pe toata lungimea, grosimea, latimea prescrisa a peretilor precum si
sa mentina cat mai constanta temperatura stabilita. Temperatura se masoara la intervale
scurte cu termometre de suprafata sau cu creta termografica.
La preincalzirea imbinarii exista tendinta de crestere a dimensiunilor grauntilor
cristalini. Aceasta tendinta se manifesta insa, cu intensitate redusa datorita vitezei de
incalzire mare .
a. Determinarea temperaturii de preincalzire pentru OL 37.2 prin metoda
Institutului International de Sudura (I.I.S.) .
Alegerea temperaturii de preincalzire se face functie de :
litera de sudabilitate Ls ; severitatea termica St ; diametrul elecrtozilor inveliti cu care se sudeaza de .
Litera de sudabilitate se alege din tabelul 1.8 in functie de tipul invelisului
electrozilor si de carbonul echivalent Ce al metalului de baza calculat cu relatia 1 :
[%] (1)
[%]
TABELUL 1.8
Ls Ce [%]Invelis bazic Alte tipuri de invelis
ABCDEFG
0,250,26...0,300,31...0,350,36...0,400,41...0,450,46...0,50
> 0,50
< 0,200,20...0,230,24...0,270,28...0,320,33...0,380,39...0,45> 0,45
Severitatea termica se calculeaza cu relatia 2 :
55

(2)
in care : nr =2 – numarul cailor de racire ;
s = 12 [mm] – grosimea componentelor .
Cunoscand litera de sudabilitate , severitatea termica si diametrul electrozilor
inveliti , temperatura de preinclzire se alege din tabelul 2.18 .
TABELUL 2.18
Ls St de [mm] Ls St de [mm]3,25 4 5 6 3,25 4 5 6
DEF
2---50125
------25
---------
---------
EF
8 200225
150200
125175
50125
ABCDEF
12
75125150200225150
2575125175200225
---2575125175200
---------75100150
CDEF
3---75100150
------25100
---------25
------------
CDEF
450100125175
---2575100
---------75
------------
ABCDEF
16
75125175200225250
2575150175200250
---50125175200225
------50125150200
BCDEF
6
50100150175225
---25100125175
------2575125
------------75
ABCDEF
18
75125175200225250
2575150175200250
---50125175200225
---2575125175200
ABCD
82575125175
------75125
------2575
------------
Tpr = 50 [0C]
b. Determinarea temperaturii de preincalzire pentru OL 37.2 prin metoda
Seferian .
56

Temperatura de preincalzire se determina cu reletia 3 .
[0C] (3)
in care : = Ce · (1 + 0,005 · s)
unde : s = 12 [mm] – grosomea componentelor ;
Ce = 0,26 [%] – carbonul echivalent calculat cu relatia 1 .
= 0,26 · (1 + 0,005 · 12) = 0,275
[0C]
I.9 CONTROLUL IMBINARILOR SUDATE
57

Controlul imbinarilor sudate cuprinde o serie de verificari care sa permita
obtinerea unor imbinari sudate corect (fara defecte) sau care sa permita stabilirea
corectitudinii imbinarilor din punct de vedere al defectelor dimensionale sau de forma .
Controlul geometric, dimensional si al aspectului exterior constituie o etapa
importanta pentru verificarea calitatii unei imbinari sudate. Aceasta cuprinde o serie de
incercari si verificari care pot hotari daca sudarea a fost efectuata conform prescriptiilor
si daca asigura caracteristicile necesare in exploatare .
Realizarea unei imbinari sudate de buna calitate este conditionata atat de gradul de
pregatire si experienta a sudorului cat si de buna executare a lucrarilor de sudare, in care
scop controlul imbinarilor sudate trebuie realizat in urmatoarele faze: inainte de
inceperea sudarii, in timpul sudarii, dupa executarea sudarii .
9.1 CONTROLUL INAINTE DE INCEPEREA SUDARII
a. Examinarea documentatiei de executie, inclusiv a tehnologiei de sudare pentru
cunoasterea caracteristicilor mecanice, constructive si functionale ale constructiei sudate,
ordinea de executare a imbinarilor, conditiile tehnice de executie si de control a
sudurilor respective in cazurile in care, prin prescriptiile tehnice si instructiuni sau norme
interne, se prevede obligativitatea omologarii procedeelor de sudare, acestea vor fi
stabilite pe baza procedeelor omologate ;
b. Verificarea caracteristicilor materialelor de baza si de adaos dupa certificatele de
calitate si marcajele existente pe materialele respective, precum si corespondenta calitatii
(marcii) acestora cu prevederile documentatiei de executie. Privind materialul de baza se
face o verificare a calitatii, se executa un control vizual al materialului de baza. In cazul
in care se descopera defecte de elaborare sau in cazul in care apar probleme in timpul
sudarii se impune: analiza chimica, incercari mecanice de tractiune, forfecare, duritate si
rezilienta. Rezultatele se compara cu datele din standardul tipului de otel pentru a se
observa daca datele coincid. Privind materialul de adaos, controlul calitatii consta in:
controlul calitatii electrozilor inveliti, verificandu-se: aspectul (ingrosari excesive sau
crapaturi adanci in invelis, uniformitatea depunerii invelisului) , coaxialitatea invelisului
(admitandu-se max 4%) , aderenta invelisului (admitandu-se o desprindere a invelisului
pe max 20 mm) , caracteristicile tehnici de sudare (amorsarea usoara a arcului , 58

uniformitatea arderii si topirii tijei si invelisului, evitatrea formarii varfurilor de penita ,
stropiri excesive si o zgura usor de indepartat) , sensibilitatea de fisurare la cald a
materialului depus prin sudare , caracteristicile mecanice ale materialului depus prin
sudare ;
c. Verificarea formei si dimensiunilor rostului – conform standardelor in vigoare . In
acest caz trebuie respectate abaterile admise de standarde. Se va asigura constanta latimii
prescrise in lungul rostului folosind sublerul sablon . Se va verifica prelucrarea
corespunzatoare a marginilor rostului ;
d. Examinarea marginilor rostului in vederea detectarii eventualelor defecte
(suprapuneri, fisuri) precum si a curatirii marginilor (rostului) ce urmeaza a fi sudate.
Verificarea marginilor rostului se face in scopul depistarii defectelor de elaborare – la
produse laminate se pot descoperi suprapuneri sau incluziuni de tunder ; la
semifabricatele turnate se urmaresc retasurile, segregatiile sau incluziunile de nisip.
Verificarea prelucrarii marginilor se face rapid cu ajutorul unor sabloane, calibre care
reproduc forma rostului cu o anuita grosime. Verificarea curatirii marginilor in cazul
prelucrarilor mai este necesara o curatire special facuta cu conditia depozitarii si
manipularii corecte , fara impurificarea marginilor cu substante grase, vopsea etc. In
cazul pieselor debitate cu flacara este necesara curatirea obligatorie a oxizilor, in special
prin polizare. Se vor verifica, de asemenea, dimensiunile elementelor componente ale
constructiei sudate conform desenelor de executie.
e. Verificarea bunei organizarii a locului de munca in ceea ce priveste buna
functionare a utilajului pentru sudare si dotarea acestuia cu aparatele de masura si control
a parametrilor de sudare, existenta conditiilor optime de sudare (protectia contra vantului
59

si a precipitatiilor atmosferice), realizarea conditiilor de protectie a muncii si de
prevenire a incendiilor.
9.2 CONTROLUL IN TIMPUL SUDARII
a. Verificarea modului de fixare a marginilor in vederea sudarii si executarii sudurilor
de prindere pentru realizarea abaterilor (lipsa de aliniere, frângeri) prevazute in
documentatia de executie si prescriptiile , instructiunile sau normele interne care
reglementeaza executia constructiilor sudate ;
b. Verificarea respectarii modului de executare a preincalzirii precum si a
temperaturilor de preincalzire, inainte si in timpul sudarii – cu ajutorul creioanelor
thermocrom folosind doua creioane corespunzatoare temperaturilor minime si maxime
(min si max) a intervalului de preincalzire. Atingând suprafata piesei, amprenta lasata
trebuie sa-si schimbe culoarea in maxim doua secunde (numai pentru min). De asemenea
se va verifica respectarea temperaturii intre straturi ;
c. Verificarea modului de curatire intre straturi si a succesiuniii corecte de executie a
straturilor de sudare. Se va verifica gradul de umplere a rostului, lungimea segmentelor
impuse pentru reducerea deformatiilor ;
d. Verificarea modului de executare a primului strat de sudare ;
e. Verificarea respectarii tehnologiei de sudare (parametrii tehnologici si pozitia de
sudare, numarul si ordinea de depunere a straturilor);
f. Verificarea respectarii dimensiunilor electrozilor folositi pentru a combate folosirea
unor electrozi mai grosi ;
60

g. Respectarea conditiilor de executare a probelor sudate pentru CTC in aceleasi
conditii ca si constructia sudata ;
h. Verificarea poansonarii coordonatelor executate de sudorii autorizati ISCIR;
i. Verificarea perpendicularitatii marginilor asamblarii cu sublerul sablon ;
j. Verificarea radacinii sudurii, indepartându-se excesul de patrundere pentru
depistarea lipsei de topire la radacina (a) sau a nepatrunderii la radacina (b).
La sudurile importante se cretuieste, se polizeaza si se resudeaza radacina pe toata
lungimea cordonului pentru a elimina inglobarea unor astfel de elemente.
9.3 CONTROLUL DUPA EXECUTAREA SUDARII
a. Controlul aspectului imbinarilor sudate cap la cap sau de colt ale tablelor
impunându-se neadmiterea defectelor peste limitele prevazute de prescriptiile tehnice. Se
va face un control vizual, folosind lampi portative de iluminat, prin care sudura se curata
de zgura si stropi cercetandu-se cu atentie, in special intersectiile de cordoane. Astfel, in
urma controlului vizual se respinge o imbinare sudata pentru urmatoarele motive:
fisuri de orice tip (longitudinala , transversala , stelata , de crater , in retea ,
ramificate) situate in MD , zona de trecere, ZIT sau MB – pentru indepartarea carora
se impune craituire si apoi resudare ;61

crestatura – pentru indepartarea careia se recomanda completare de metal depus ;
defect unghiular (pentru sudarea de colt) – nerespectarea unghiului prescris ;
scurgere de metal – se indeparteaza prin polizare ;
neuniformitati ale latimii sau suprafetei exagerate ;
62

b. Controlul prin sondaje – aplicat la fata locului pentru a constata calitatea
imbinarilor sudate. Consta in gaurirea progresiva a imbinarii sudate cu o masina de gaurit
portativa observând modul de degajare a spanului, peretii si fundul gaurii. Se pot depista
fisuri, nepatrunderi, incluziuni de zgura, goluri. Aceasta metoda insa, nu se va aplica la
suduri solicitate dinamic datorita tensiunilor interne introduse ;
c. Controlul dimensional al imbinarilor sudate se face cu o serie de instrumente
specifice, dupa necesitati, cum ar fi :
sublerul pentru imbinari de colt – se determina calibrul sudurii , cateta sau inaltimea
triunghiului isoscel in functie de prescriptiile din documentatia tehnica a produsului ;
sublerul sablon – stabilirea calibrului sudurilor de colt ;
trusa de calibre pentru sudurile de colt ;
63

sablon spirala utilzat pentru stabilirea calibrului sudurii de colt ;
sublerul universal – pentru verificarea grosimii tablelor sau diametrului electrozilor d,
verificareacalibrului sudurilor de colt; verificarea defectului de aliniere sau a
adâncimii crestaturilor; masurarea catetei sudurilor de colt sau a suprainaltarii
sudurilor cap la cap; masurarea sanfrenului de prelucrare a marginilor:
d. Controlul pentru depistarea defectelor cu metodele:
controlul cu lichide penetrante – control ce depisteaza fisuri, nepatrunderi, pori de
suprafata ;
controlul magnetic – depisteaza fisuri sau nepatrunderi ;
controlul ultrasonic – depisteaza defecte exterioare si interioare: fisuri, pori,
nepatrunderi, incluziuni, sulfuri, goluri ;
controlul cu radiatii penetrante – depisteaza sulfuri, incluziuni, nepatrunderi, fisuri,
retasura la radacina;
64

e. Verificarea caracteristicilor mecanice, tehnologice si structurale – prin incercari
mecanice, tehnologice, analiza macroscopica si microscopica.
tractiunea imbinarilor sudate cap la cap a tablelor daca ruperea are loc in sudura
RsRNB, iar daca ruperea e in afara sudurii Rs 0,95 RNB;
rezilienta din cusatura sau ZIT la imbinarile sudate cap la cap trebuie sa fie egala cu a
materialului de baza;
duritatea HV a imbinarilor sudate cap la cap si de colt nu va depasi max 350.
Diferenta de duritate intre materialul de baza si ZIT nu trebuie sa depaseasca 100
unitati pentru otelurile carbon sau slab aliate ;
unghiul de indoire la imbinarea sudata cap la cap trebuie sa fie egal cu cel prescris
pentru materialul de baza , pentru teble daca nu se prevede va fi de 180 ;
analiza microscopica a imbinarilor cap la cap sau de colt trebuie sa se constate
dacaexista lipsa de patrundere sau de topire si fisuri, precum si alte defecte (incluziuni
de gaze sau de zgura) , sa nu apara neomogenitati sau structuri care reduc rezilienta
sau proprietatile plastice ale sudurii ;
analiza macroscopica la imbinarile sudate in colt – trebuie sa nu se constate lipsa de
topire sau fisuri , convexitatea sau concavitatea cusaturii sa nu fie mai mare de 1,5
mm iar diferenta dintre dimensiunile catetelor sudurii sa nu depaseasca 1,5 mm ;
incercarea tehnologica de rupere la imbinarile sudate de colt – in ruptura sudura sa nu
prezinte lipsa de topire la radacina, iar suma lungimilor incluziunilor de zgura si a
porilor sa nu depaseasca 50 mm ;
65

I.10 MASURI DE DIMINUARE A TENSIUNILOR SI DEFORMATIILOR
Tensiunile remanente sunt eforturi unitare formate la sudare si care apar in
constructia sudata independent de fortele exterioare care solicita constructia.
In cazul in care tensiunile remanente depasesc limita de curgere a materialului de
baza (OL 37.2 , OL 60) , are loc deformarea plastica a piesei, iar când depaseste valoarea
rezistentei de rupere (360 - 440 N/mm2) , apar fisuri si crapaturi in imbinare .
Distributia si marimea tensiunilor remanente sunt influentate de factorii
constructivi si tehnologici cum sunt : rigiditatea pieselor fata de dilatari si contractii,
calitatea materialului de baza, grosimea pieselor de sudat, procedeul de sudare aplicat,
tipul de imbinare, regimul de sudare .
Tensiunile remanente nu influenteaza asupra rezistentei sudurii in cazul
materialelor cu plasticitate ridicata si a solicitarilor statice. In cazul otelurilor sensibile la
calire sau care sunt fragile la temperaturi scazute si in cazul solicitarilor dinamice,
tensiunile remanente favorizeaza producerea ruperii fragile a imbinarii sudate .
Rezistenta constructiei sudate este sensibil afectata in functie de marimea si
distributia tensiunilor remanente si de marimea , distributia si modul cum actioneaza
eforturile exterioare care solicita constructia sudata .
Rezistenta constructiei sudate scade mai ales când tensiunile remanente se
insumeaza cu eforturile exterioare , in care caz se mareste gradul de incarcare a
constructiei sudate si ca urmare se reduce siguranta in functionare a constructiei
respective.
Influenta tensiunilor remanente poate fi diminuata prin alegerea rationala a formei
constructive, a tipului de imbinare, a procedeului de sudare, a regimului de sudare etc.
Deformatiile plastice provocate de sudura pot avea o influenta negativa importanta
asupra rezistentei constructiei sudate, in cazul când prin modificarea formei geometrice a
pieselor se modifica modul de actionare a fortelor exterioare .
Astfel , o imbinare sudata , in loc sa fie solicitata numai axial la intindere sau
comprensiune , in urma deformarii poate ajunge sa fie solicitata suplimentar la
incovoiere , ceea ce duce la reducerea rezistentei constructiei sudate .
Pentru combaterea sau diminuarea tensiunilor remanente si a deformatiilor trebuie
sa se tina cont de urmatoarele prevederi :66

a. ordinea de executare a imbinarilor la o constructie sudata se stabileste astfel incât sa
se evite cresterea rigiditatii constructiei respective ;
b. sensul de sudare si ordinea de aplicare a straturilor de sudura – cu cât cordonul de
sudura este mai scurt, cu atât tensiunile si deformatiile plastice sunt mai reduse . Ca
urmare , este recomandata sudarea pe portiuni de circa 200 - 350 mm in ordinea de
aplicare a cordoanelor si sensul de sudare . In acest mod tensiunile remanente si
deformatiile sunt minime, comparativ cu metoda de sudare continua, ntr-un singur
sens, de la un capt la celalalt al rostului ;
c. asamblarea pieselor – cu o deformare prealabila in sens invers fata de deformatia ce
se va produce la sudare, astfel ca dupa racire sa se obtina forma geometrica dorita ;
d. indreptarea prin incalzire locala a pieselor sudate – metoda este simpla dar nu se va
aplica decât la piesele din otel carbon cu continut redus de carbon, la constructiile de
importanta redusa . Incalzirea se realizeaza cu o flacara de sudura condusa astfel incât
sa se realizeze o deformatie inversa fata de cea existenta ;
e. fixarea rigida a pieselor de sudat – prin aceasta metoda se evita producerea
deformatiilor, dar in schimb se maresc tensiunile remanente, creând pericolul
producerii fisurilor in sudura si zona de influenta termica. Metoda trebuie aplicata cu
prudenta si va fi urmata de un control vizual si nedestructiv pe toata lungimea
imbinarii, iar daca nu sunt defecte, piesa sudata va fi supusa unui tratament termic de
detensionare ;
f. preincalzirea pieselor de sudat – inainte de inceperea sudarii capatul fiecarei piese de
sudat se incalzeste la o temperatura prestabilita, iar temperatura se mentine pe toata
perioada de sudare. In acest mod se diminueaza diferenta de temperatura diferenta de
temperatura dintre zona de sudare si zona invecinata si ca urmare, tensiunile
remanente si deformatiile vor fi mai mici ;
g. tratamentul termic de detensionare – este metoda cea mai sigura pentru eliminarea
aproape completa a tensiunilor remanente. Conditiile de executare a tratamentului
termic sunt stabilite prin norme tehnice si proiectul de executie .
67

I.11 ALEGEREA SURSELOR DE SUDARE
Principalele considerente care permit alegerea rationala a surselor de curent pentru
sudarea cu arc electric rezulra din conditii de natura tehnologica : procedeul de sudare ,
regimul de lucru , felul curentului , felul produsului si particularitatile materialului ce
urmeaza a fi sudat .
11.1 SUDAREA MANUALA CU ARC ELECTRIC
SI ELECTROZI INVELITI
Sursele de curent pentru sudarea manuala cu arc electric cu electrozi inveliti trebuie
sa indeplineasca in principal urmatoarele conditii:
sa produca la mersul in gol o tensiune (tensiunea de mers in gol) care sa fie egala sau
mai ridicata decat tensiunea de amorsare a arcului (45…100V) ;
sa permita reglajul tensiunii de amorsare ;
sa aiba o constructie robusta si usor de intretinut ;
sa asigure automat si cat mai rapid posibil , trecerea de la tensiunea de amorsare la
tensiunea de regim dupa amorsarea arcului ;
sa realizeze conditiile de alimentare a arcului , care permit functionarea stabila ;
Unei surse de curent , pentru sudarea manuala i se impune ca la variatii de tensiune a
arcului sa corespunda variatii cat mai mici ale curentului .
In functie de reglarea sursei, atat randamentul cat si factorul de putere cresc la
inceput odata cu marirea curentului , ating un maxim , dupa care incep sa scada , astfel
incat , in regim de scurt-circuit , la fel ca la mersul in gol , randamentul devine nul .
Valoarea maxima a randamentului si a factorului de putere se obtine la valori
apropiate ale curentului de sudare de valoarea nominala pentru sursa in cauza . In
consecinta , din punct de vedere al economiei de energie, nu sunt de dorit nici
supraincarcarea, dar mai ales subincarcarea sursei .
Ca urmare ,trebuie ca valoarea nominala a curentului de sudare pentru sursa aleasa
68

sa fie cat mai apropiata de curentul de sudare care va fi utilizat in cea mai mare parte din
durata de lucru.
Dupa felul curentului produs ,sursele pot fi de curent alternativ sau de curent
continuu.
Curentul folosit la sudarea manuala a “ SCHELETULUI DE GHIDARE “ fiind
continuu, se va utiliza o sursa de curent continuu care poate fi statica (redresor) sau
rotativa (convertizor, generator).
Sursele de curent continuu posibil a fi utilizate la sudarea manuala a“SCHELETULUI
DE GHIDARE “ la un curent de 222 [A] sunt: CS–315 sau CS–5 cu urmatoarele
caracteristici:
Caracteristici tehnice Tip convertizorCS–315 CS–5
Curentul nominal la ∆A=60% [A] 315 500
Domeniul de reglare al curentului [A] 50…370 50…625
Durata unui ciclu [min] 5
Tensiunea de mers in gol [V] 43…76
Tensiunea de alimentare [V] 380 500
Tensiunea de alimentare a circuitului auxiliar [V] 42 90
Numarul de trepte de reglare a curentului 4 5
Caracteristica externa Coboratoare Coboratoare
Sub aspectul indicatorilor tehnico-economici a celor doua surse de curent releva
faptul ca este preferabil sa se opteze pentru CS–315 din urmatoarele motive:
costul relativ mai mic ,masa mai redusa, nivel de zgomot redus ; permite reglarea in trepte a curentului din circuitul de sudare IS max.=222A dispunand
de un curent nominal la ∆A=60%, In=315A; domeniul de reglare al curentului mai apropiat de curentul necesar sudarii ; tensiunea de alimentare mai mica ; produce o tensiune de mers in gol U0=76 [V] ,mai ridicata decat tensiunea de
amorsare a arcului maxima, Ua max.=21 [V] ;
69

11.2 SUDAREA IN MEDIU DE GAZE PROTECTOARE MAG-CO2
Instalatia de sudare in mediu de gaze protectoare este compusa din: sursa de
curent, capul de sudat, toba si instalatia de impingere sau tragere a sârmei, aparatura de
comanda si protectie, instalatia de racire, recipientul de gaz protector, reductorul de
presiune, manometrul, debitmetrul, cablurile, tuburile de gaz si apa.
Pentru sudarea automata, instalatia mai este mai completata de dispozitive care
asigura miscarea relativa intre piesa si capul de sudat (tractor de sudare si role automate
cu viteze continuu reglabile, in game destul de largi).
Sursa de curent la sudarea in mediu de gaze protectoare este de obicei un redresor
sau un convertizor cu caracteristica rigida.Sursele de curent ce pot fi utilizate la sudarea
in mediu de gaze protectoare la un curent de sudare maxim Is = 342 A sunt: RSC 400 si
SR 630 cu urmatoarele caracteristici tehnice .
Caracteristici RSC 400 SR 630
Curent nominal [A] 400 630
Curent minim [A] 50 50
Tensiunea de mers in gol [V] 51; 44; 37; 30; 23 max 60
Tensiunea de alimentare [V] 380 V
Reglarea curentului in 5 trepte continua
Caracteristica externa rigida rigida
Masa [Kg] 359 300
Curent maxim absorbit [A] 43 62
Se va alege redresorul RSC 400 drept sursa de curent la sudarea in mediu CO2,
redresorul permitând realizarea unei mici inclinari a caracteristicii externe si prin aceasta
o strânsa reglare a tensiunii de sudare.
70

Dispozitivul de avans a sârmei electrod utilizat la procedeul MAG - CO2 este de
tip SACO - 3 cu caracteristicile urmatoare:
Curentul de sudare [A] 200, 300 [A] (DA = 60%)
DA [%] 60
Tensiunea de alimentare [V] 42 [V] la 50 [Hz]
Viteza de avans a sârmei [m/min] 1...12 [m/min]
Diametrul sârmei [mm] 0,8...1,6 [mm]
Masa neta 31,5 [Kg]
Raza de actiune 3 [m]
Tip racire cu gaz / apa
Dispozitivul de avans se realizeaza ca unitate independenta cu gabarit si sursa
relativ reduse permitând deplasarea .
Din conditii de electrosecuritate, alimentarea dispozitivului de avans se realizeaza
la maxim 48 V c.c. sau maxim 42 V c.a. Aceste tensiuni sunt preluate de la sursa printr-o
priza adecvata.
Efectiv, se foloseste doar curentul alternativ, urmând ca prin redresare sa obtinem
tensiunile de alimentare a motorului de curent continuu pentru dispozitivul de avans a
sârmei.
Diametrul sârmei electrod, de, determina un anumit curent de lucru, respectiv tipul
dispozitivului de avans si gama vitezelor de lucru. Se remarca astfel ca sârma electrod de
diametre 1,2 [mm] si 1,6 [mm] se incadreaza in gama diametrelor caracteristice
dispozitivului SACO - 3. de asemenea, viteza de avans a sârmei (v e min = 4,48 m/min,
vm/min = 4,81m/min) se incadreaza in gama 1...12 [m/min].
Capul pentru sudare utilizat este CSM 315 cu caracteristicile urmatoare :
curentul pentru sudare la DA = 60%: 400 [A]
diametrul sârmei de electrod: 0,8...2 [mm]
71

lungimea pachetului de cabluri si furtunuri: 3,5 [m]
masa aproximativa: 6 [Kg]
modul de racire: cu apa
Concluzii :
Redresoarele au o inertie electromagnetica mai redusa decât generatoarele de
curent continuu, caracterizându-se prin viteza prin viteze mai mari de crestere a
curentului aferent regimului de scurtcircuitare.
La redresoarele cu amplificator magnetic, vârful curentului de scurtcircuit
depaseste substantial curentul de scurtcircuit stabilizat constatându-se, fizic, improscari
de metal topit prin stropi. In general, la redresoare, daca Ua este de circa ½U0, vârful
curentului de scurtcircuit este de 2-3 ori mai mare decât valoarea curentului stabilizat.
pentru RSC 400 : U0med = 37 V; Ua = 32 V Ua U0/2;
Corelarea sursa – proces ce se realizeaza prin intermediul unei inductante in serie
cu circuitul de sudare. Redresorul RSC 400 poate functiona la temperaturi ale mediului
ambiant: -40°C...+40°C, cu umiditate relativa maxima a mediului de 80% la 20°C si o
altitudine maxima de 1000 m. Redresoarele vor asigura aprinderea si arderea stabila a
arcului electric in tot domeniul de reglare a curentului, rezultând o cusatura sudata
uniforma si fara defecte de suprafata.
72

I.12 DISPOZITIVE FOLOSITE LA SUDARE
Dispozitive folosite la mecanizarea operaţiilor de sudare se clasifica după mai multe criterii:
a) după funcţia pe care o realizează:
pentru strîngere in vederea sudării ; pentru poziţionarea şi/sau manipularea pieselor care se sudează ; dispozitive pentru poziţionarea şi/sau manipularea echipamentelor pentru sudare ; pentru susţinere si deplasarea sudorilor ; pentru operaţii auxiliare (manipularea fluxului) ;
b)După mobilitate:
dispozitive staţionare ; dispozitive deplasabile .
c)După destinaţie:
universale ; specializate .
73

Pentru sudarea electrica manuala cu electrozi inveliti si semimecanizataMAG-CO2 a subansamblului “ SCHELET DE GHIDARE “ se va utiliza Manipulatorul cu capacitate ridicata cu urmatoarele caracteristicile tehnice:
MODEL MPR 10: -turartia de rotire a platoului (rot/min):0,454-0,011 -unghiul de basculare :1350 C
-diametrul platoului(mm): 2000 -turatia de basculare (rot/min): 0,5
74

I.13 NORME DE TEHNICA SECURITATEA MUNCII LA SUDARE
13.1 SUDAREA MANUALA CU ARC ELECTRICSI ELECTROZI INVELITI
Executia in conditii optime a cusaturilor sudate este conditionata, printre eltele, de
respectarea de catre sudor a urmatoarelor reguli impuse la sudarea manuala cu arc
electric cu electrozi inveliti :
a. inainte de sudare, rostul si zona alaturata trebuie bine curatate de oxizi, vopsele ,
uleiuri sau zgura ramasa de la taierea cu flacara ;
b. sursa de curent, cablurile, clestele portelectrod si contactul de masa trebuie sa fie in
perfecta stare ;
c. cablurile sa fie izolate, iar legaturile bine stranse (contact electric bun) , toate
defectiunile trebuie imediat reparate ;
d. cuplarea la retea si punerea (pornirea) in functiune a sursei de curent sa se faca numai
in conditiile instructajului primit ;
e. contactul la masa trebuie sa asigure curgerea corecta a curentului ;
f. sudorul sa nu priveasca arcul decat protejandu-si fata, la indepartarea zgurii sa-si
protejeze ochii cu ochelari cu sticle albe;
g. sudorul sa-si pastreze in buna stare echipamentul de protectie si sa-l foloseasca
complet ;
h. intre randuri sa inlature complet zgura;
i. sa aleaga judicios intensitatea curentului in functie de indicatiile primite, de tipul si
diametrul electrodului; precum si de dimensiunile piesei de sudat ;
j. sa respecte si s aplice regulile generale de evitare si reducere a suflului arcului ;
75

k. sa acorde o atentie deosebita executiei straturilor de radacina si eliminarii
eventualelor defecte aparute ;
l. cusaturile executate sa nu fie racite in mod fortat ;
m. sa evite amorsarea arcului in afara rostului , astfel de contacte intamplatoare trebuie
indepartate cu grija ;
n. in cazul unor nelamuriri in privinta conditiilor de executie, acestea trebuie clarificate ,
executia defectuoasa a unei cusaturi poate avea urmari destul de grave.
Cablurile pentru sudare trebuie sa fie flexibile si sa reziste la incalzirea produsa de
trecerea curentului electric, la socurile mecanice, ca si la contactul cu grasimi, apa etc.
Astfel se va putea asigura manevrabilitatea acestora, iar temperatura nu trebuie sa fie in
timpul procesului de sudare mai mare de 40°C.
Supraincalzirea cablului determina caderi importante de tensiune (care inrautatesc
conditiile de amorsare si stabilitatea arcului) si reduce simtitor durata de serviciu a
cablului. Cablurile pentru sudare trebuie sa impiedice scurgerile de curent si sa asigure
conditiile de tehnica securitatii muncii.
Cablurile folosite la sudare, pentru a usura activitatea sudorului se recomanda sa
aiba lungimea intre sursa si electrod mai mare de 10 m . Cablurile pentru sudare vor avea
izolatia in perfecta stare si pe cat posibil sa nu fie realizate din mai multe bucati .
Pentru protectia sudorului impotriva radiatiilor arcului se va folosi : masca pentru
sudare (cu rol de protectie a fetei si a ochilor impotriva radiatiilor luminoase emise de
arc), manusile, sortul si caltetele executate din piele.
13.2 SUDAREA IN MEDIU DE GAZE PROTECTOARE MAG-CO2
Procedeele de sudare in mediu de gaze protectoare sunt procedee intensive cu arc
electric, ceea ce face ca sudorul ca si persoanele din jurul locului de sudura sa fie expuse
razelor ultraviolete – luminoase si infrarosii emise de arc. Pentru protectia contra acestor
raze, sudorul si ajutorul trebuie sa poarte casti de protectie cu oglinzi potrivite, sort,
jambiere, manusi din piele. Se recomanda protejarea umerilor tot cu imbracaminte din
piele.
76

Pentru ferirea persoanelor din jur se impune folosirea ecranelor de protectie.
Echipamentul de protectie fereste sudorul de picaturi sau stropi. Pentru absorbtia gazelor
se recomanda folosirea la locurile de munca a unei ventilatii eficiente . Nu se va face
niciodata degresarea cu compusi ai clorului, care prin arc s-ar putea transforma in gaze
foarte toxice. In situatia in care pot apare gaze sau vapori inflamabili sau explozivi, se va
asigura o buna ventilatie in conditii de maxima securitate.
Dupa terminarea operatiei de sudare sau la oprirea lucrului pentru orice perioada,
sudorul va deconecta aparatele de la priza de curent.
In general, tensiunea sub 24 V nu este periculoasa totusi nu se vor atinge cu mana
libera partile metalice. Defectiunile electrice se vor remedia numai de catre personalul
calificat. Se va urmari pastrarea ordinii si disciplinei, curateniei la fiecare loc de munca
creandu-se astfel conditii de lucru fara riscuri de accidentare .
Pentru a evita pericolele de electrocutare, ardere, iradiere, intoxicare si explozie se
impune amenajarea corecta a locurilor de munca prin respectarea fluxului tehnologic si a
operatiilor prevazute, prin manevrarea corecta a pieselor si accesoriilor si utilajelor
indicate fara improvizari precum si prin utilizarea materialelor de protectie
corespunzatoare.
O buna ventilatie a halei si a locurilor de munca evita intoxicarea cu gaze nocive si
nu pot apare acumulari de gaze explozive.
Persoanele care nu lucreaza direct la operatiile de sudare vor fi protejate cu
ajutorul paravanelor protectoare sau alte mijloace de protectie. In sectiile de sudare se
vor creea conditii de diminuare a zgomotelor (panou fenoabsorbant, utilaje silentioase,
casti de protectie fonica).
Procesele tehnologice de sudare sunt executate de personal calificat corespunzator
care este obligat sa-si desfasoare activitatea in conditiile respectarii depline a normelor
de protectie a muncii .
77

I.14 NORMAREA TEHNICA LA EXECUTAREA LUCRARILOR DE
SUDARE PRIN TOPIRE
Normarea tehnica are drept scop stabilirea consumului de timp,a consumului de
materiale si a consumului de energie electrica pentru executarea lucrarilor de sudare.
14.1 NORMA TEHNICA DE TIMP
Reprezinta timpul stabilit pentru executarea unei anumite operatii de sudare concrete tehnico-organizatorice si cu cea mai eficace folosire a tuturor mijloacelor de productie.
Pentru realizarea unei productivitati mari la lucrarile de sudare este necesar , in primul rand,sa existe o organizare rationala a muncii si a locului de munca , organizare ce se caracterizeaza prin urmatoarele :
posturile de lucru sunt echipate cu aparatura si accesoriile necesare ; pisele ce urmeza a fi sudate sunt pregatite conform documentatiei,cu
respectarea tuturor conditiilor tehnice impuse; materialele de adaos folosite la sudare precum si piesele ce vor fi sudate
sunt aduse la locul de munca al sudorului de catre muncitori auxiliari; sudorului trebuie sa i se asigure de lucru pe toata durata schimbului ; lucrarea este predata la control de catre maistru sau seful de echipa ; intretinerea si repararea utilajelor tehnologice este asigurata de personal
specializat.In norma tehnica de timp nu sunt incluse pierderile de timp care depind sau nu de
sudor.De asemenea ,norma nu cuprinde timpul consumat pentru depunerea in cusatura a unui exces de metal ,pierderile de timp cauzate de pregatirea gresita a marginilor de sudat si pierderile de timp cauzate de lipsa materialelor de adaos.
Norma tehnica de timp se calculeaza pentru o piesa cu ajutorul urmatoarelor relatii:
[min/piesa] (np≤10 buc) (1)
[min/piesa] (np≥10 buc) (2)
Tpi – este timpul de pregatire si incheiere [min/lot];np –numarul de piese identice care se executa;Topi – timpul operativ incomplet - Se determina cu relatia :
Topi=tb+tacus [min/m] (3)
tb – este timpul de baza, [min/m];tacus – timpul ajutatator legat de cusatura sudata,[min/m];l – lungimea cordonului de sudura,[m];tap – timp ajutator legat de piesa sudata ,[min/piesa];
78

Kd – coeficient ce tine seama de deservirea locului de munca;(pentru productia de serie mijlocie si mare Kd cuprinde si timpul de pregatire si incheiere);
Ko – coeficient care tine seama de timpul de odihna si necesitatile fiziologice;Kp – coeficient de corectie a productivitati munci,functie de timpul de productie.
Relatiile (1) si (2) sunt valabile pentru toate procedeele de sudare prin topire.In continuare se prezinta modul de determinare a marimilor ce intervin in aceste relatii pentru cele mai folosite procedee de sudare.
14.1.1 SUDAREA MANUALA CU ARC ELECTRICSI ELECTROZI INVELITI
Timpul de pregatire si incheiere se masoara in minute/lot.Se poatedetermina cuajutorul tabelului 1.14 in care este defalcat pe elementele operatiilor de pregatire si incheiere.
TABELUL 1.14
Elemente de muncaTpi [min/lot]
Pregatirea lucruluiSimpla Medie Complexa
Primirea sarcinii de productie, a indicatiilor si instructiunilor
3,5 4,5 5,5
Studiera documentatiei si a modului de lucru
- 5 9
Pregatirea dispozitivelor - 5 13
Predarea lucrarii 2,5 2,5 3,5
Tpi = 4,5 + 5,0 + 5,0 + 2,5 = 17 [min/m]Observatii
1.Pregatirea simpla : sudorului i se dau indicatiile necesare de catre maistru ; sudorul nu studiaza desenele si documentatia tehnologica ; sudarea se face fara dispozitive .
2.Pregatirea medie : sudorului i se dau indicatii de catre maistru ; sudorul studiaza documentatia tehnologica ; sudorul pregateste pentru lucru dispozitive simple .
3 .Pregatirea complexa sudorul studiaza documentatia tehnologica ; piesele sudate necesita masuri speciale pentru evitarea deformatiilor; sudorul pregateste pentru lucru dispozitive complexe .
79

Timpul de baza este timpul efectiv folosit pentru realizarea cusaturiisudate. El se poate determina cu relatia:
[min/m] (4)
in care:vs este viteza de sudare [cm/min].
tb 4∆ = [min/m]
tb 6∆ = [min/m]
tb 2VR = [min/m]
tb 2VU = [min/m]
Timpul ajutator legat de cusatura se determina cu relatia :
tacus = tacus1 + tacus2 +tacus3 + tacus4 + tacus5 [min/m] (5)
tacus1-timp pentru curatirea marginilor elementelor care se sudeaza;tacus1 4∆ = 0,23 [min/m]tacus1 6∆ = 0,24 [min/m]tacus1 2VR = 0,26 [min/m]tacus1 2VU = 0,27 [min/m]
tacus2 – timp pentru inlocuirea electrozilor;tacus2 4∆ = 0,021 ∙ 0,21 ∙ 100 = 0,44 [min/m]tacus2 6∆ = 0,021 ∙ 0,45 ∙ 100 = 0,94 [min/m]tacus2 2VR = 0,050 ∙ 0,08 ∙ 100 = 0,4 [min/m]tacus2 2VU = 0,021 ∙ 0,54 ∙100 = 1,13[min/m]
tacus3 – timp pentru curatarea manuala a cusaturii de zgura si stropi;tacus3 4∆ = 1,25 [min/m]tacus3 6∆ = 1,25 + 1,75 = 3 [min/m]tacus3 2VR = 1,25 [min/m]tacus3 2VU = 1,25 + 1,05 + 1,75 = 4,05 [min/m]
tacus4 – timp pentru examinarea si masurarea cusaturii ;
tacus4 4∆ = 0,26 [min/m]tacus4 6∆ = 0,26 [min/m]tacus4 2VR =0,26[min/m]tacus4 2VU =0,26[min/m]
tacus5 – timp pentru poansonarea cusaturii(se acorda cand este cazul).
tacus – timp ajutator legat de cusatura sudata
80

tacus 4∆ = 0,23+0,44+1,25 +0,26 = 2,18 [min/m]tacus 6∆ = 0,24 + 0,94 + 3 + 0,26 = 4,44 [min/m]tacus 2VR = 0,26 +0,4+1,25+0,26 = 2,17 [min/m]tacus 2VU = 0,27+1,13+4,05+0,26 =5,71 [min/m]
topi – timpul operativ incomplettopi 4∆ = 4,16 + 2,18 = 6,34 [min/m] topi 6∆ = 8,69 +4,44 =13,13 [min/m]topi 2VR = 2,85 +2,17 =5,02 [min/m]topi 2VU=10,71+5,71=15,88 [min/m]
Timpul ajutator legat de piesa sudata se masoara in minute/piesa tap 1 = 0,90+0,63+0,36=1,89 [min/m]tap 2 = 4,1 + 3,3 + 3,1 = 10,5 [min/m]
tap 3 = 0tap 4 = 0tap 5 = 0,06 + 0,4 + 2,0=2,46 [min/m]
tap = 1,98+10,5+2,45=14,85[min/m]
Coeficientul Kd,ce tine seama de deservirea locului de munca,precum sicoeficientul Ko au valorile din tabelul 2.14 .
TABELUL 2.14
Conditii de sudare
Productia de unicate si serie mica
Productia de serie mijlocie si
mareKd Ko Kd Ko
Pozitie comoda 1,03 1,09 1,05 1,09Pozitie incomoda 1,03 1,11 1,05 1,11Pozitie dificila 1,04 1,15 - 1,15
Vase inchise cu sectiuneapeste 0,75 m2 ,cu doua funduri
1,05 1,18 - 1,18
Vase inchise cu sectiunea sub0,75 m2 cu unul sau doua funduri(lungimea vasului peste 3 m)
1,05 1,20 - 1,20
Kd=1,03 Ko=1,09Observatii
- coeficentul Kd contine si timpul de pregatire si inchiere pentru productia de serie mijlocie si de serie mare ;- pentru lucrari in cazangerii si spatii inchise unde se lucreaza cu unelte pneumatice coeficientul Ko se majoreaza cu 0,02 .
Coeficientul Kp este in functie de numarul de piese identice executate si are
81

valorile din tabelul 3.14 .
TABELUL 3.14Numar piese Kp
12…10
11…100101…1000
>1000
1,101,000,850,800,75
Kp=1,10
Normarea tehnica de timp la sudarea manuala cu electruzi inveliti :
[min/piesa] [h/piesa]
14.1.2 SUDAREA IN MEDIU DE GAZE PROTECTOARE MAG-CO2
Timpul de pregatire si incheiere depinde de folosirea dizpozitivelor la
sudare .Timpul de pregatire si incheiere se obtine prin insumarea valorilor din tabelul 4.14 .
TABELUL 4.14
Elemente de muncaTpi [min/lot]
Fara dizpozitiveCu
dizpozitivePrimirea sarcinii de productie a indicatiilor si a instructiunilor
4 6
Studierea documentatiei si a modului de lucru
2 4
Reglarea intensitatii curentului de sudare
0,8 0,8
Reglarea vitezei de avans a sarmei electrod
4,2 4,2
Pregatirea dizpozitivului - 2
Predarea lucrarii 2 2
Tpi = 4 + 2 + 0,8 + 4,2 + 2 = 13 [min/lot]
Timpul de baza :
82

tb 4∆ = [min/m]
tb 6∆ = [min/m]
tb1 2V = [min/m]
tb2 2V = [min/m]
Timpul ajutator legat de cusatura sudata se stabileste folosind valorile dintabelul 5.14 .
TABELUL 5.14
Elemente de muncatacus [min/m]
Sudura cap la cap
Sudura de colt
Examinarea si curatarea marginilor de sudat inainte de sudare
0,4 0,4
Curatarea de stropi si masurarea cusaturii
0,5 0,7
Curatarea duzei de stropi de sudura 0,2 0,2Poansonarea cusaturii 0,2 min/semn
tacus = 0,4 + 0,7 + 0,2 = 1,3 [min/m]
Timpul ajutator legat de piesa sudata se masoara in minute/piesa si se
83

stabileste cu ajutorul tabelului 6.14 .
TABELUL 6.14
MasaPieselor
[kg]
Timp manipulare [min]
Aducerea si asezarea
piesei
Intoarcerea piesei cu 90
Intoarcerea piesei cu 180
Intoarcerea piesei
Scoaterea si
depozitarea pieselor
51015202530
5010020050080012002000
OPERATII EFECTUATE MANUAL0,230,340,450,560,720,90
0,140,180,240,270,320,36
0,160,220,270,320,380,43
------
0,180,270,360,450,500,63
OPERATII EFECTUATE CU AJUTORUL MACARALEI
2,43,43,53,84,14,45,1
-------
-------
2,42,52,62,83,13,33,8
2,52,62,73,13,33,54,1
tap=0,90+0,36+0,63+4,1+3,1+3,3=12,39 [min]
Coeficientii Kd si Ko au ,pentru aceste procedee de sudare urmatoarele valori:Kd=1,12 Ko=1,09
Coeficientul Kp are valorile din tabelul 7.14 .TABELUL 7.14
Numar piese
Kp
12…10
11…100101…1000
>1000
1,101,000,850,800,75
Kp=1,10
[min/piesa] [h/piesa]
84

14.2 NORMAREA CONSUMULUI DE MATERIALE DE ADAOS
14.2.1 NORMAREA CONSUMULUI DE ELECTROZI INVELITI
Masa electrozilor inveliti si consumati se compune din masa sarmei de electrod si masa invelisului.
me=msirma+minvelis (6)
Presupunand o pierdere de 5% din consumul sirma prin capetele aruncate si de 2% prin improscari si stropi rezulta:
msirma=1,07 mMD (7)in care mMD este masa materialului depus
(8)
Aj – sectiunea materialului depus la un cordon de sudura [cm2]; l – lungimea cordonului[cm]; – densitatea materialui [g/cm2].
Din relatiile (7) si (8) rezulta consumul de sirma de electrod :
msirma=1,07 (9)
Tinand seama de raportul: (10)
si de relatiile (6) si (9) rezulta : me=1,07 (1+) [g] (11)
Pentru de = 3,25 [mm]mMD = 7,8 · (0,16 · 7,6 +0,08 · 964 ) = 955,84 [g]msarma = 1,07 · 955,84 = 1022,75 [g]
= 0,462
me = 1,07 · (1 + 0,462) · 955,84 = 1495,26 [g]
Pentru de = 5 [mm]mMD = 7,8 · (0,21 · 269 + 0,45 · 5780 + 0,54 · 964) = 24788,79 [g]msarma = 1,07 · 24788,79 = 26523,99 [g]
= 0,423
me =1,07 · (1 + 0,423) · 24788,79 =3743,56 [g]
14.2.2 NORMAREA CONSUMULUI DE SARMA SI GAZ DE PROTECTIE
85

Masa sarmei electrod consumate depinde de modul de prelucrare a marginilor pieselor ce se sudeaza si de tehnologia aplicata la sudare .
Calculul consumului de sirma electrod se face pe baza masei metalului depus in cusatura ,tinand seama si de pierderile care apar in procesul de sudare (improscari,capete de sirma,eventuale ruperi ale sarmei etc),cu relatia:
msirma=kmcordon (12)in care :k=1,03
msarma = 1,03 · 7,8 · (0,21 · 269 + 0,45 · 5780 + 0,62 · 964 + 0,16 · 7,6) msarma = 26161,80 [g]
Consumul de gaz de protectie se poate determina cu relatia :
(13)
DG – debitul de gaz de protectie,[l/min]; tb – timpul de baza,[min/m] l – lungimea unui cordon de sudura,[m]
QG =19 · (3,12 · 2,690 + 6,89 · 57,800 + 9,43 · 9,640 + 2,5 · 0,076)QG = 9456,87 [l]
14.2.3 NORMAREA CONSUMULUI DE ENERGIE ELECTRICA
Consumul de energie electrica se stabileste cu relatia :
[KW/h] (14)
Is – este intensitatea curentului de sudare,[A]:Ua – tensiunea arcului,[V];Tb – timpul de baza,[min/m]; l – lungimea cordonului de sudura,[m]; – randamentul electric al sursei de sudare;Po – putera consumata de sursa de sudare la mersul in gol,[KW];NT – norma tehnica de timp stabilita cu relatiile ( 1) si (2) ,[min/piesa];
In cazul in care sursa de sudare este prevazuta cu dizpozitive de limitare a mersului in gol termenul al doilea al relatiei (14) este nul .
Randamentul electric al sursei de sudare si puterea consumata la mersul in gol au valorile din tabelul 8.13 .
TABELUL 8.13Tipul sursei de sudare Po [KW]
86

TransformatorRedresorConvertizor
0,6…0,80,5…0,8
0,45…0,65
0,25…0,350,5…1
1,5…2,5
◉ Normarea consumului de energie electrica la sudarea manuala cu electrozi inveliti.
ESE = 100,14 [KW/h]
◉ Normarea consumului de energie electrica la sudarea semimecanizata MAG-CO2.
EMAG-CO2 = 118,20 [KW/h]
I.15 CALCULUL COSTULUI DE PRODUCTIE ALSUBANSAMBLULUI “ SCHELET DE GHIDARE ”
87

Calculul masei semifabricatului
[kg]
mbt – masa bruta totala a semifabricatului [kg] ; n – numar de piese identice ; Vi – volumul semifabrcatului [mm3] ; = 7,8 [g/cm3] = 7,8 ∙ 10-6 [Kg/mm3] .
mb1 = 1 ∙ 7,8 ∙ 10-6 ∙ 730 ∙660 ∙ 20 = 75,16 [Kg]mb2 = 2 ∙ 7,8 ∙ 10-6 ∙ 2440 ∙660 ∙12 = 301,46 [Kg]mb3 = 2 ∙ 7,8 ∙ 10-6 ∙ 2440 ∙ 560 ∙ 12 = 255,79 [Kg]mb4 = 4 ∙ 7,8 ∙ 10-6 ∙ 1648 ∙ 70 ∙12 = 44,19 [Kg]mb5 = 6 ∙ 7,8 ∙ 10-6 ∙ 660 ∙70 ∙12 = 25,94 [Kg]mb6 = 8 ∙ 7,8 ∙ 10-6 ∙ 230 ∙ 70 ∙ 15 = 16,06 [Kg]mb7 = 8 ∙ 7,8 ∙ 10-6 ∙ 296 ∙ 70 ∙ 12 = 16,51 [Kg]mb8 = 6 ∙ 7,8 ∙ 10-6 ∙ 560 ∙ 70 ∙12 = 22,01 [Kg]mb9 = 1 ∙ 7,8 ∙ 10-6 ∙ 730 ∙ 660 ∙ 20 = 75,16 [Kg]mb10 = 2 ∙ 7,8 ∙ 10-6 ∙ 62 ∙ 3,14 ∙37 = 0,066 [Kg]mb11 = 8 ∙ 7,8 ∙ 10-6 ∙ 70 ∙ 40 ∙8 = 1,39 [Kg]mb12 = 16 ∙ 7,8 ∙ 10-6 ∙ 150 ∙ 30 ∙15 = 8,42 [Kg]mb13 = 4 ∙ 7,8 ∙ 10-6 ∙ 50 ∙ 45 ∙25 = 1,75 [Kg]mb14 = 2 ∙ 7,8 ∙ 10-6 ∙ 180 ∙ 64 ∙15 = 2,69 [Kg]mb15 = 1 ∙ 7,8 ∙ 10-6 ∙ 13,52 ∙ 3,14 ∙ 69 = 0,307 [Kg]mb16 = 1 ∙ 7,8 ∙ 10-6 ∙ 185 ∙ 80 ∙ 5 = 0,57 [Kg]mb17 = 1 ∙ 7,8 ∙ 10-6 ∙ 140 ∙ 115 ∙ 5 = 0,62 [Kg]mb18 = 1 ∙ 7,8 ∙ 10-6 ∙ 190 ∙ 150 ∙5 = 1,11 [Kg]mb19 = 2 ∙ 7,8 ∙ 10-6 ∙ 175 ∙ 35 ∙20 = 1,91 [Kg]mb20 = 4 ∙ 7,8 ∙ 10-6 ∙ 80 ∙ 35 ∙12 = 1,04 [Kg]
mbt = 75,16 + 301,46 + 255,79 + 44,19 + 25,94 + 16,06 + 16,51 + 22,01 + 75,16 ++ 0,066 + 1,39 + 8,42 + 1,75 + 2,69 + 0,307 + 0,57 + 0,62 + 1,11 + 1,91 + 1,04
mbt = 852,153 [Kg] Calculul masei reperului
mnt = 667 [Kg] (din proiect)mnt – masa neta totala
Calculul masei materialului refolosibilmr = mbt – mnt mr = 852,152 – 667 = 185,153 [Kg]
88

Costul semifabricatului [Lei]
ppi – pretul de ptoductie unitar al materialului [Lei/Kg]
OL 37,2 pp = 5730 [Lei/Kg] , pentru S = 25 [mm] pp = 5807 [Lei/Kg] , pentru S = 20 [mm]
pp = 6070 [Lei/Kg] , pentru S = 15 [mm] pp = 6120 [Lei/Kg] , pentru S = 12 [mm]
pp = 6700 [Lei/Kg] , pentru S = 8 [mm] pp = 6830 [Lei/Kg] , pentru S = 5 [mm]
pp = 5120 [Lei/Kg] , pentru Φ = 27 [mm]OL 60 pp = 5580 [Lei/Kg] , pentru Φ = 12 [mm]
Csf = 1,75·5730+(75,16+75,16+1,19)·5807+(16,06+8,42+2,69)·6070+(301,46+255,79+44,19+25,94+16,51+22,01+1,04)·6120+1,39·6700+(0,57+0,62+1,11)·6830++0,307·5120+0,066·5580
Csf = 5157583,99 [Lei]
Materialul refolosibilCmr = mr · pv [Lei]
pv – pret de valorificare [Lei/Kg]mr – masa reper [Kg]
Cmr = 185,153 · 500 = 92567,5 [Lei]
Costul materialului inglobat in reper Cmir = Csf – Cmr
Cmir = 5167583,99 – 92576,5 = 5075007,49 [Lei]
Costul cheltuielulor cu alte materile
a. Necesarul de materiale de adaos :
a1. Sudarea cu electrozi inveliti :
de = 3,25 [mm] mel = 1,495 [Kg]de = 5 [mm] mel = 37,473 [Kg]
a2. Sudarea MAG – CO2
de = 1,2 [mm] msarma = 26,161 [Kg]
89

Consumul de gaz
QG = 9456,87 [l]
b. Cheltuieli cu materiale de adaos :
b1. Sudarea cu electrozi inveliti :
[Lei]
pe – pret electrozi marca FEROTITde = 3,25 [mm] pe = 35466 [Lei/Kg]
de = 5 [mm] pe = 17400 [Lei/Kg]
= 35466 · 1,495 + 17400 · 37,473 = 709749,87 [Lei]
b2. Sudarea MAG – CO2 :
= msarma · ps + Qg · pg [Lei]
pentru S10Mn1Ni1 – ps = 38000 [Lei/Kg]
pentru CO2 – pg = 27200 [Lei/m3]
= 26,161 · 3800 + 27200 · 9456,87 · 10-3 = 1251344,864 [Lei]
Cheltuieli cu energia
= 100,14 [KW·h]
= 118,02 [KW·h]
a. Sudarea cu electrozi inveliti :
[Lei]
T = 1720 [Lei/KW·h]
= 100,14 · 1720 = 172240,8 [Lei]
b. Sudarea MAG – CO2 :
= 118,02 · 1720 = 202994,4 [Lei]
Calculul normei de timp pe operatii90

= 1207,62 [min/piesa] = 790,98 [min/piesa]
Operatia NT
[min]Meseria Salariul tarifar
[Lei/ora]Indreptare 950 Lacatus 28490Curatire 700 Lacatus 28490Trasare 800 Trasator 28490Debitare mecanica 960 Sudor 28490Polizare 950 Frezor 33630Aschiere 970 Strungar 35670Indoire 30 Lacatus 28490Sudare SE 1207,62 Sudor 41821Sudare MAG – CO2 790,98 Sudor 41821
Calculul salariului direct
Sd1 – salariul direct pentru S.E.
Sd2 – salariul direct pentru MAG – CO2
Sd1 = 3584116,791 [Lei]
Sd2 = 3293774,263 [Lei]
Calculul CAS si ASOM
A. Calculul CAS
CAS – cheltuieli pentru asigurari sociale
91

1. S.E. CAS1 = Sd1 · CAS1 = 3584116,791 · = 788505,694 [Lei]
2. MAG–CO2 CAS2=Sd2· CAS2=3293774,263· =724630,337 [Lei]
B. Calculul ASOM
ASOM – ajutor social
1. S.E. ASOM1 = Sd1 · ASOM1 = 3584116,791 · = 179205,839 [Lei]
2. MAG–CO2 ASOM2=Sd2· ASOM2=3293774,263· =164688,713 [Lei]
Calculul cheltuielilor commune ale sectiei de fabricatie
Ccsfi = (Sdi + CASi + ASOMi) ·
Rs = 230 [%] (regia sectiei)
1. S.E. Ccsf1 = (3584116,791 + 788505,694 + 179205,839) ·
Ccsf1 = 10469205,15 [Lei]
2)MAG – CO2 Ccsf2 = (3293774,263 + 724630,337 + 164688,713) ·
Ccsf2 = 9621114,62 [Lei]
Cheltuieli de transport – aprovizionare
CTA = (Csf + CMA) ·
1. S.E. CTA1 = (5167583,99 + 709749,87) · = 470186,708 [Lei]
2. MAG – CO2 CTA2 = (5167583,99 + 1251344,864) · = 513514,308 [Lei]
Calculul costului de sectie
CS = Csf – Cmr + CMA +CE + Sd + CAS + ASOM + Ccsf + CTA [Lei]
1. S.E. CS1=5167583,99–92576,5+709749,87+172240,8+3584116,791+
+788505,694+179205,839+10469205,15+470186,70892

CS1 = 21448218,34 [Lei]
2. MAG – CO2 CS2 = 5167583,99 – 92576,5 + 1251344,864 + 202994,4 +
+3292774,263+724630,337+164688,713+9621114,62+513514,309
CS2 = 20847069 [Lei]
Calculul cheltuielilor generale ale intreprinderii
Ri – regia intreprinderii : Ri =86 [%]
1. S.E. CCS1 = · CS1 = · 21448218,34 = 18445467,77 [Lei]
2. MAG – CO2 CCS2 = · CS2 = · 20847069 = 17928479,34 [Lei]
Calculul costului de uzina
Cuz1 = Cs + CCS [Lei]
1. S.E. Cuz =21448218,34 + 18445467,77 = 39893686,11 [Lei]
2. MAG – CO2 Cuz2 = 20847069 +17928479,34 = 38775548,34 [Lei]
Varianta optima de sudare este sudarea MAG – CO2 , deoarece are un cost mai
mic decat cel al sudarii manuale .
Calculul productiei anuale
Qa = [piese]
Ftde = [Ftd – (D + S1 + SL)] · NS ·dS – R [ore]
Ftde – fond de timp disponibil al sectiei in care se executa subansabblul ;
Ftd – fon de timp disponibil (365 zile) ; Sl – sambete libere ; SL – sarbatori legale ;
D – duminici ;
NS – numar de schimburi ( 2 ) ;93

dS – durata schimb ( 6 ore ) ;
R – repartitia ( 100 ore ) ;
Ftde = [365 – (52 + 52 + 6)] · 2 · 6 – 100 =2960 [ore]
Qa = [piese]
Economia anuala
[Lei]
Ea = (39893686,11 – 38775548,34) · 147,066 = 164440049,3 [Lei]
CAPITOLUL II
ELEMENTE DE CALCUL ORGANOLOGIC PENTRU UN MECANISM DE AVANS AL SARMEI ELECTROD FOLOSIT
PENTRU SUDAREA IN BAIE DE ZGURA
94

II.1 ELEMENTE TEHNOLOGICE CARACTERISTICE PROCESULUI
Procesul se caracterizeaza prin , sectiune relativ mare a rostului determinata in principal de grosimea relativ mare a componentelor .
Ca material de adaos se foloseste sarma electrod care este antrenata cu o anumita viteza de avans de un mecanism corespunzator (figura 1) .
Aceasta contine de regula o pereche de role dintre care una motoare 1 si una de presare 2 .
Ghidarea sarmei si transmiterea curentului de sudare , ca o particularitate a procedeului se realizeaza prin elemental 3 ,denumit sabie de contact si ghidare .
Considerand volumul rostului la un moment dat , ocupat de metalul de adaos provenit din topirea sarmei putem stabili o corelatie intre viteza de avansa sarmei si viteza de sudare (figura 2).
Consideram h – inaltimea baii la un moment dat realizata prin topirea unei cantitati de sarma cu lungimea l .
Fig. 2 Scriind egalitatea dintre volumul baii si volumul sarmei avem :
Vbaie = Vsarna
Impartind ambele relatii cu “ t ” (timp) in care se realizeaza acest lucru rezulta :
95

punandu-se astfel in evidenta viteza de sudare vS , viteza de avans a sarmei va , aria rostului Ar si aria sarmei electrod Ae . Rezulta ca viteza de avans a sarmei va , are valori relative mari fata de viteza de sudare . Astfel vitezele de sudare sunt prezente in intervalul 0,01…0,02 [m/min] iar vitezele de avans ale sarmei in intervalul 1…5 [m/min]
Diametrul sarmei electrod utilizate frecvent este de 3,25 [mm] .
II.2 STABILIREA SCHEMEI CINEMATICE A ACTIONARII
Adoptam un diametru de asezare a sarmei electrod , d = 25 mm (figura 4)
Legatura dintre viteza de avans a sarmei va si turatia rolei motoare nr este :
[m / min] ;d [mm] ; nr [rot / min]
de unde:
viteza de avans impusa este 1…5 [m / min]
[rot / min]
96

[rot / min]
Intrucat s-a impus o gama de reglare a vitezei de avans , adopt o actionare cu motor de current continuu , de tip MRF – 1 care are o utilizare larga in cadrul echipamentelor si dispozitivelor pentru sudere .
n = 5000 [rot / min] (n – turatia motorului) P = 120 [W]
Raportul de reglare a turatiilor K= =10 .
Deoarece turatia motorului se poate modifica in raport de 1/10 rezulta ca i poate satisface gama de reglare pentru vitezele de avans care este in raport de 1/5 .
Raportul de transmitere pe lantul cinematic :
Pentru acest raport de transmitere si turatie minima a pinionului nr min =12,7 rot / min
nm = nr min ∙ i= 12,7 ∙ 78,6 =1000 rot / min
Motorul poate asigura aceasta rotatie care se incadreaza in intervalul nm min= 500 [rot/min] , nm max = 5000 [rot/min] .
Schema cinematica poate fi alcatuita in mai multe variante .
a. Varianta cu o singura treapta de lucru .Adopt un singur angrenaj melc – roata melcata (figura 5) .
Adopt ca valoare a raportului de transmisie , cea rezultata prin rotunjire , adica i=78 . Rezulta o crestere usoara a vitezei de avans a sarmei ceea ce nu afecteaza gama tehnologica a vitezelor de lucru .
Melcul are z1 =1 inceput si roata z2 =78 dinti
97

Efectuam un calcul de dimensionare preliminar al angrenajului , interesandu-ne dimensiunile de gabarit , deoarece la echipamentele pentru sudura exista limitari privind dimensiunile globale . Distanta dintre axe din solicitarea la presiunea de contact
[cm]
unde: Mt2 – momentul de calcul la roata melcataMt2 = Mt1 ∙ i ∙ ∙ = 2,28 ∙ 78 ∙ 0,7 = 125 {daN ∙ cm]
[daN ∙ cm]
Am adoptat un motor de current continuu tip MRF-1 cu nm =5000 rot/min, P=120W avand utilizare frecventa in cadrul echipamentelor pentru sudare .
η – randamentul estimativ pentru un angrenaj melc - roata melcata la care melcul are un singur inceput ; Km = 1…1,3 Se adopta preliminary Km = 1,2
Rezistenta admisibila din solicitarea la contact se adopta ac2 = 1200 [daN/cm2] pentru materialul rotii bronz .
q =14 – coeficientul diametral , adoptat functie de numarul de inceputuri ale melcului z1 = 1 si modulul angrenajului ma = 1,125…1,5
Din expresia distantei dintre axe calculam modulul axial
A = ma/2 ∙ (z2 + q)
[mm]
Se adopta ma = 1,5 [mm] STAS 822 – 82
Distanta dintre axe devine A = 1,5/2 ∙ (78 +14) = 69 [mm]
Gadaritul reductorului este determinat in principal de dimensiunile rotii melcate care sunt :
diametrul de divizare conventional Dd2 = ma ∙ z2 = 1,5 ∙ 78 = 117 [mm]
98

diametrul median De2 = Dd2 + 2ma ∙ foa
De2 = 117 + 2 ∙ 1,5 ∙ 1 = 120 [mm] diametrul maxim De max = De2 + ma ∙ foa
De max = 120 + 1,5 ∙1 =121,5 [mm] diametrul de referinta al melcului
Do1 = q ∙ ma = 14 ∙ 1,5 = 12 [mm]
Estimativ cotele de gabarit a carcasei se prezinta in figura 6 .
b. Varianta cu doua trepte de lucru .Adopt un angrenaj melc – roata melcata si o treapta cilindrica (figura 7) .
i = i1 ∙ i2 =
Adopt i1 = 50 i2 =78/50 = 1,56 i2 = 1,56 i2 = 28/18 deci z4 = 28 dinti
z3 = 18 dintiPentr angrenajul melcat z1 = 1 inceput
z2 = 50 dinti
Parametrii de calcul pentru angrenajul melcat sunt aceeasi ca si in cazul precedent.
Distanta dintre axe din solicitarea la presiunea de contact este :
99

q = 14 , Km = 1 (preliminar)
Modulul axial ma = 2A/(z2 + q) = 2 ∙ 47,5/(50 + 14) = 1,48 [mm]
Se adopta ma = 1,5 STAS 822 din 82
Distanta dintre axa devine :A = 1,5/2 ∙ (50 + 14) = 48 [mm]
Principalele elemente geometrice ale angrenajului :
Dd2 = ma ∙ z2 = 1,5 ∙ 50 = 75 [mm] De2 = Dd2 +2 ∙ ma ∙ foa = 75 +2 ∙ 1,5 ∙ 1 = 78 [mm] De max = De2 + ma ∙ foa =78 + 1,5 ∙ 1 = 79,5 [mm] Do1 = q ∙ ma = 14 ∙ 1,5 = 21 [mm]
Pentru pinionul z3 = 18 dinti modul de calcul este acelasi ca si la roata melcata z2 , adica Mt2 = 125 [daN cm] .
Distanta dintre axe este data de relatia
A = 4,3 [cm]i = i2 = z4/z3 = 28/18 = 1,56Kc = 1,15…1,4
Se alege preliminar Kc = 1,2a = B/A = 0,3
Rotile se executa din OLC 45 STAS 880 – 66 (HB = 210) [daN/cm2]
[daN/cm2]K = 1
Din expresia distantei dintre axe calculam modulul
100

[mm]
Se adopta m = 2 [mm] STAS 822 – 82
Ca elemente geometrice calculam diametrul de divizare
Dd3 = m ∙ z3 = 2 ∙ 18 = 36 [mm] Dd4 = m ∙ z4 = 2 ∙ 28 = 56 [mm]
Distanta dintre axe
[mm]
Estimativ cotele de gabarit se prezinta in figura 8 , avand in vedere principalele elemente geometrice pentru cele doua grupe de angrenaje , calculate mai sus .
Dimensiunile de gabarit sunt mai reduse , astfel ca vom adopta aceasta varinta .
II.3 CALCULUL DE VERIFICARE AL ANGRENAJELOR
Verificam eforturile unitare pentru roata melcata z2 . Corespunzator solicitarii la contact , efortul unitar efectiv este :
101

[daN/cm2] < [daN/cm2] Km = Krm ∙ Kdm = 1,021 ∙ 1,15 = 1,18
- coeficient de dformatie al melcului
Kdm se determina functie de clasa de precizie care este functie de viteza de alunecare .
[m/s]
Angrenajul se va executa in clasa a7-a de precizieKdm = 1,15
Materialul rotii : bronz turnat in cochilie (forma metalica) pentru care [daN/cm2] .
Calculul de incovoiere prezinta interes la angrenajele foarte lente si in special la cele actionate manual .
Referitor la urmatorul angrenaj verificam pinionul .
Efortul unitar din solicitarea de contact .
[daN/cm2]
Kc = Kr ∙ Kd = 1,15 ∙ 1,45 = 1,62Mt1 = Mt2 =125 [daN/cm]Kr = 1,15Kd = 1,45 – coefficient dinamic
[mm]
[daN/cm2] < [daN/cm2]
Efortul unitar la incovoiere .
102

[daN/cm2]
Ki = Kc = 1,62 < = 1200 [daN/cm2]
cf = 0,12 – coefficient de forme pentru z3 = 18 dinti
Latimea pinionului este mai mare ca a rotii (B2)B2 = = 0,3 ∙ 46 = 13,8 ≈ 14 [mm]B1 = B2 + (2…10) [mm] B1 = 14 + 2 =16 [mm]
II.4 CALCULUL ORGANOLOGIC AL REDUCTORULUI
4.1 CALCULUL FORTELOR DE ANGRENARE
Adoptam sensul inclinarii spirei melcului “dreapta” ca fiind uzuala . Pentru un sens de rotire al arborelui motor (melcul) este determinat sensul fortelor in angrenaj (figura 9) .
103

a. Calculul fortelor din angrenajul melc – roata melcata .
◉ Mt1 = 2,28 [daN cm]
◉ Fortele tangentiale .
[daN] pentru melc unde
D01 – diametrul de referinta al melcului
Ft2 = 23,3 [daN] – pentru roata melcata
- coefficient de frecare , care se determina functie de viteza de alunecare val = 5,5 [m/s] calculul anterior
◉ Fortele radiale .
104

[daN]
Adopt valori rotunjite pentru forte astfel :Ft1 = 2 [daN]Fr1 = Fr2 = 10 [daN]Ft2 = 23 [daN]
◉ Forta axiala la melc este egala cu forta tangentiala la roata .Fa1 = Ft2 = 23 [daN]
◉ Forta axiala la roata este egala cu forta tangentiala la melc .Fa2 = Ft1 = 2 [daN]
b. Calculul fortelor din angrenajul cilindric .
◉ Momentul de torsiune la pinionul z3 este Mt = 125 [daN cm]
◉ Forta tangentiala
[daN]
Dd3 = m ∙ z3 = 2 ∙ 18 = 36 [mm]Dd3 – diametrul de divizare (rostogolire) al pinionului
◉ Forta radiala
Fr3 = 24,6 [daN]
Adopt valori rotunjiteFt3 = 70 [daN]Fr3 = 25 [daN]
c. Calculul de rezistenta al arborelui I .Schema de incarcare se prezinta in figura urmatoare .
105

Momentul determinat de forta axiala Fa2 este
[daN cm]
Adopt rotunjit M = 8 [daN cm]
Schema de calcul in plan vertical
Calculul reactiunulor
V1∙8 + Fr2 ∙ 5,5 – M – Fr3 ∙ 2,5 = 0
106

[daN]
V2 ∙ 8 – Fr3 ∙ 5,5 + M + Fr2 ∙ 2,5 = 0
[daN]
Verificare V1 + Fr2 + V2 = Fr3
1,94 + 10 + 13,06 = 25
Forta taietoare T1-3 = V1 = 1,94 [daN] T2-3 = T1 + Fr2 = 1,94 +10 = 11,84 [daN] T4-2 = V1 + Fr2 – Fr3 = 1,94 +10 – 25 = – 13,06 [daN]
Momentele incovoietoare M3 = V1 ∙ 2,5 = 1,94 ∙2,5 = 4,85 [daN ∙ cm] M'3 = M3 – M = 4,85 – 8 = – 3,15 [daN ∙ cm] M4 = V1 ∙ 5,5 + Fr2 ∙ 3 – M = 1,94 ∙ 5,5 + 10 ∙ 3 – 8 = 32,7 [daN ∙ cm] Schema de calcul in plan orizontal
Calculul reactiunilor
H1 ∙ 8 – Ft2 ∙ 5,5 – Ft3 ∙ 2,5 = 0
107

[daN]
H2 ∙ 8 – Ft3 ∙5,5 – Ft2 ∙ 2,5 = 0
[daN]
Verificare :H1 + F2 = Ft2 + Ft3
37,8 + 55,2 = 23 +70
Forta taietoareT1-3 = H1 = 37,8 [daN]T3-4 = H1 – Ft2 = 37,8 – 23 = 14,8 [daN]T4-2 = H1 – Ft2 – Ft3 = 37,8 – 23 – 70 = – 55,2 [daN]
Momentele incovoietoareM3 = H1 ∙ 2,5 = 37,8 ∙ 2,5 = 94,5 [daN ∙ cm]
M4 = H1 ∙ 5,5 – Ft2 ∙ 3 = 37,8 ∙ 5,5 – 23 ∙ 3 = 138 [daN ∙cm]
Momentele incovoietoare rezultate [daN ∙cm]
[daN ∙ cm]
◉ Momentul incovoietor maxim este in sectiunea 4 .
Se predimedsioneaza arborele la solicitarea de torsiune .
[cm3]
[cm]
unde Mt = Mt2 = 125 [daN ∙ cm] – momentul de torsiune la arboreal I pemtru care s-a calculat roata melcata si pinionul .
Se adopta diametrul arborelui d = 1,5 [cm] = 15 [mm]
d. Verificarea arborelui la solicitarea compusa .
S-a calculat momentul incovoietor maxim , care este in sectiunea 4 .
108

Efortul unitar de incovoiere
[daN/cm2]
Efortul unitar de torsiune
[daN/cm2]
Efortul unitar redus
[daN/cm2] < [daN/cm2]
unde
Arborele se executa din OLC 45 STAS 880 – 82 Indicile se refera la natura variatiei efortului de torsiune : constant (I) , pulsator
(II1) si alternant simetric (III) .
e. Calculul de rezistenta al arborelui II .Schema de incarcare se prezinta in figura urmatoare .
Schema de calcul in plan vertical
109

Calculul reactiunilor .
V1 ∙ 8 – Fr3 ∙2,5 = 0
[daN]
V2 ∙ 8 – Fr3 ∙ 5,5 = 0
[daN]
VerificareV1 +V2 = Fr3
7,8 +17,2 = 25
Fortele taietoareT1-3 = - V1 = - 7,8 [daN]T3-2 = -V1 + Fr3 = -7,8 +25 = 17,2 [daN]
Momentul incovoietorM3 = - V1 ∙ 5,5M3 = - 7,8 ∙ 5,5 = - 43 [daN ∙ cm]
Schema de calcul in plan orizontal
110

Calculul reactiunilor
H1 ∙ 8 – Ft3 ∙ 2,5 = 0
[daN]
H2 ∙ 8 – Ft3 ∙5,5 = 0
[daN]
VreificareH1 + H2 = Ft3
21,9 + 48,1 =70
Fortele taietoareT1-3 = - H1 = - 21,9 [daN]T3-2 = - H1 + Ft3
T3-2 = - 21,9 + 70 = 48,1 [daN]
Momentul incovoietorM3 = - H1 ∙ 5,5 = - 21,9 ∙ 5,5 = - 120 [daN ∙cm]
Momentul incovoietor maxim [daN ∙ cm]
Se predimensioneaza arboreal la solicitarea de torsiune .
111

[cm3]
[cm]
Mt = Mt2 ∙ i2 ∙ = 125 ∙ 1,56 ∙0,95 = 185 [daN ∙cm]Mt – momentul de torsiune la arboreal III2 = 1,56 – raportul de transmitere al angrenajului cilindric
= 0,95 – randamentul angrenajului cilindricSe adopta diametrul arborelui d = 1,8 [cm] =18 [mm]
f. Verificarea arborelui la solicitarea compusa .
◉ Momentul incivoietor maxim este in sectiunea 3Mi3 =128 [daN ∙cm]
Efortul unitar de incovoiere
[daN/cm2]
Efortul unitar de torsiune
[daN/cm2]
Efortul unitar redus
[daN/cm2] < [daN/cm2]
unde
Arborele se executa din OLC 45 STAS 880 – 82 .Indicele se refera la natura variatiei efortului de torsiune : constant (I) ,pulsator
(II),si alternant simetric (III) .
CAPITOLUL III112

INCERCARI LA ICNOVOIERE SI DE DURITATE PEPROBE SUDATE IN BAIEDE ZGURA CU
AGITARE ELECTROMAGNETICA
III.1 PARAMETRII TEHNOLOGICI UTILZATI LA REALIZAREA PROBELOR SUDATE IN BAIE DE ZGURA
CU AGITATRE ELECTROMAGNETICA
In vederea efectuarii incercarilor mecanice s-au realizat probe de metal depus pastranduse aceiasi parametri tehnologici de sudare , si anume :
diametrul sarmei electrod de = 2,5 [mm] ; curentul de sudare Is = 300 [A] ; tensiunea arcului Ua = 37 [V] ; adancimea baii de zgura hzg = 25 [mm] ; latimea rostului b = 30 [mm] ; sarma electrod folosita S12Mn2 ; fulxul folosit FSM37B .Intensitatea curentului de sudare si tensiunea arcului au fost controlate si masurate
prin inermediul unui calculator in care s-a instalat o placa pentru achizitie de date .
Fig. 1 – Valoarea medie a intensitatii curentului de sudare la efectuarea determinarilor experimentale .
In figura 1 este prezentata variatia curentului de sudare in timpul procesului de sudareIn figura 2 se poate observa valoarea medie si variatia tensiunii arcului .
113

Fig. 2 – Valoarea medie a tensiunii arcului de sudare la efectuarea determinarilor experimentale .
In ceea ce priveste parametrii instalatiei de producere a campului magnetic in vederea agitarii baii de zgura s-au folosit diferite frecvente de lucru de 1[Hz] , 2[Hz] si 3[Hz] . Am modificat , de asemenea , valoarea curentului de inductie intre 1[A] si 3[A] , fapt ce a condos la modificarea valorii inductiei magnetice prin baia de zgura la valori cuprinse intre 14,5[mT] si 36,6[mT] . Conectarea infasurarilor s-a facut in seria si in opozitie .
III.2 DETERMINARI EXPERIMENTALE PRIVIND INCERCAREA LA INCOVOIERE PRIN SOC A IMBINARILOR
SUDATE IN BAIE DE ZGUEA IN CAMP ELECTROMAGNETIC SI INTERPRETAREA REZULTATELOR
2.1 CONDITII TEHNICE
Incercarea la incovoiere prin soc urmareste aprecierea tenacitatii zonelor specifice imbinarii sudate , determinarea temperaturii de tranzitie de la comportarea ductila la comportarea fragila , precum si sensibilitatea la imbatranire si tendinta de fragilizare la detensionare pe baza urmatoarelor caracteristici principale :
energia de rupere KV , respectiv energia specifica de rupere sau rezilienta , KCU sau KCV ;
cristalinitatea sau fibrozitatea ruperii ; contractia sau expansiunea laterala .
Incercarea la incovoiere prin soc se efectuiaza cu ajutorul unui ciocan pendul (figura 3) in conditiile prevazute de [79 , 80 , 81 , 81] . Hotaratoare pentru rezultatul incercarii este asigurarea coincidentei intre planul de oscilatie a ciocanului si planul sectiunii minime (a epruvetei) , prin centrarea acesteia la asezarea pe reazeme cu ajutorul unui sablon . Energia potentiala maxma a instalatiei este de 300[J] .
114

Fig. 3 – Schematizarea incercarii de rezilienta .
Epruveta cu crestatura in forma de V se prefera celor cu crestatura in forma de U pentru ca energia de rupere determinata pe prima este acreditata in cea mai mare parte propagarii fisurii , pe cata vreme energia de rupere determinata pe epruvete cu crestatura in U contine atat componenta de propagare , cat mai ales cea de amorsare a fisurii . Ca urmare , conditiile de simulare sunt mai exact reproduse cu ajutorul epruvetei Charpy V . Epruvetele se prelucreaza prin rectificare sau rabotare – frezare fina pe toate suprafetele . O atentie deosebita trebuie acordata prelucrarii crestaturii in vederea obtinerii razei de racordare prescrise si unei suprafete fara rizuri , striviri sau deformatii . Abaterea de la aceste prescriptii de prelucrare se soldeaza cu denaturarea rezultatelor incercarii .
Fig. 4 – Sectiunea standardizata a epruvetei Charpy V .
Crestatura epruvetei se dispune in general pe directia grosimii , dar nu sunt excluse nici celelalte posibilitati de orientare a epruvetei si crestaturii , folosite in special pentru caracterizarea tenacitatii materialului depus :
epruveta orientata transversal fata de cusatura si crestatura in lungul sudurii ; epruveta orientata in lungul cusaturii si crestatura pe directia grosimii ; epruveta orientata in lungul cusaturii si crestatura transversal pe cusatura , situatie
mai rar folosita .Pozitia cecstaturii in insasi structura dendritica a randurilor de sudura joaca un
rol determinant in ceea ce priveste nivelul energiei de rupere . Energia minima de rupere se obtine in sectiunile de simetrie a structurii dendritice , in care unghiurile formate de planul cusaturii si directiile dendritelor sunt cele mai mici (0 – 400) . Energia maxima de rupere se obtine in cazul crestaturilor practicate tangent la linia de fuziune dintre randuri unde unghiurile de intersectie a dendritelor sunt mai mari (30 – 700) . Se recomanda in acest scop trasajul crestarurii pe baza atacului de relevare a macrostructurii .
115

Fig. 5 – Epruveta pentru incercarea de rezilienta .
Criteriile de apreciere a tenacitatii inbinarilor sudate sunt indicate in documentatia tehnica , normele si standardele de produs . Ele pot fi grupate in felul urmator :
daca energia de rupere sau rezilienta materialului cusaturii este superioara materialului de baxa , nu se mai reclama nici o alta conditie , ea fiind pe deplin suficienta ;
indeplinirea unor conditii privind valoarea midie , stabilita din minimum 3 incercari si privind valoarea minima . De pilda la otelurile pentru constructii sudate avand limita de curgere sub 350[N/mm2] conditiile de acceptare sunt :\
KVmed IS 28[J]KVmin IS 21[J]
2.2 REZILIENTA IMBINARILOR SUDATE
Epruvetele au fost prelevate numai din imbinari sudate in campuri electromagnetice inseriate . Am obtinut cate cinci epruvete pentru fiecare variatie a parametrilor campului electromagnetic . Am facut incercarea de rezilienta numai in zona de agitare electromagnetica a baii de sudura , adica in cordonul de sudare . Locurile unde au fost realizate crestaturile incepand din axa cordonului spre marginea lui din 2,5[mm] in 2,5[mm] .
Fig. 6 – Pozitionarea crestaturilor .
Rezultatele determinarilor experimentale sunt prezentate in tabelul 1.
116

TABELUL 1. – Rezilienta imbinarilor sudate in baie de zgura in camp electromagnetic .
Nr.crt.
Caracteristici Proba 1 2 3 4 5
1 Proba fara camp magnetic Proba 0 43 49 53 61 45
2 Proba cu frecventa f=1[Hz] si inductie magnetica B=14,5[mT]
Proba A 27 32 37 48 29
3 Proba cu frecventa f=1[Hz] si inductie magnetica B=26[mT]
Proba B 34 42 46 55.1 38
4 Proba cu frecventa f=1[Hz] si inductie magnetica B=36,5[mT]
Proba C 57 61 67 89 73
5 Proba cu frecventa f=2[Hz] si inductie magnetica B=14,5[mT]
Proba D 40 46 50 53.5 37.4
6 Proba cu frecventa f=2[Hz] si inductie magnetica B=26[mT]
Proba E 32 41 46 46.4 31.7
7 Proba cu frecventa f=2[Hz] si inductie magnetica B=36,5[mT]
Proba F 49 56 61 80 67
8 Proba cu frecventa f=3[Hz] si inductie magnetica B=14,5[mT]
Proba G 39 44 50 55.2 38.7
9 Proba cu frecventa f=3[Hz] si inductie magnetica B=26[mT]
Proba H 36 39.7 46.4 49 34.5
10 Proba cu frecventa f=3[Hz] si inductie magnetica B=36,5[mT]
Proba I 47 55 59 86 79
In urma incercarilor la care au fost supuse probele am constatet urmatoarele :
a. Variatia rezilientei la frecventa constanta
Am comparat variatia rezilientei in lungul cordonului de sudare in proba subata fara camp magnetic si in cele la care am aplicat campul magnetic .
In figura 7 este prezentata variatia comparativa atunci cand au fost aplicate campuri magnetice cu frecventa de 1[Hz] .
117

KV 30[J]
4349 53
61
45
2732
37
48
2934
42 4655.1
38
5761
67
89
73
010
2030
4050
6070
8090
100
0 1 2 3 4 5 6
Proba 0 Proba A Proba B Proba C
Fig.7 – Rezilienta pentru campuri magnetice cu frecventa de 1[Hz] .
Se poate observa ca numai pentru o inductie magnetica de 36,5[mT] (Proba C) valorile rezilientei sunt mai mari decat proba fara camp magnetic in toate punctele . Pentru o inductie magnetica de 14,5[mT] (Proba A) valorile rezilientei sunt mai mici . Pentru o inductie magnetica de 26[mT] (Proba B) apare o crestere a rezilientei catre marginea cordonului de sudura .
In figura 8 este prezentata variatia comparativa atunci acnd au fost aplicate campuri magnetice cu frecventa de 2[Hz] .
KV 30[J]
4349
5361
4540
4650
53.5
37.432
4146 46.4
31.7
4956
61
80
67
0
10
20
30
40
50
60
70
80
90
0 1 2 3 4 5 6
Proba 0 Proba D Proba E Proba F
Fig. 8 – Rezilienta pentru canpuri magnetice cu frecventa de 2[Hz] .
Pentru aceasta frecventa a campului magnetic tot numai pentru o inductie magnetica de 36,5[mT] (Proba F) valorile rezilientei sunt mai mari decat proba fara camp magnetic in toate punctele . Pentru celelalte valori ale inductiei , 14,5[mT] (Proba D) si 26[mT] (Proba E) apare o crestere a rezilientei catre marginea cordonului de sudura .
118

In figura 9 este prezentata variatia comparativa atunci cand au fost aplicate campuri magnetice cu frecventa de 3[Hz] .
KV 30 [J]
4349
5361
4539
4450
55.2
38.736 39.746.4 49
34.5
4755 59
8679
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6
Proba 0 Proba G Proba H Proba I
Fig. 9 – Rezilienta pentru campuri magnetice cu frecventa de 3[Hz] .
Pentru aceasta frecventa a campului magnetic variatia rezilientei este similare ca si pentru frecventa de 2[Hz] .
b. Variatia rezilientei la inductie magnetica constanta .
KV 30[J]
4349
53
61
45
2732
37
48
29
4046
5053.5
37.43944
5055.2
38.7
0
10
20
30
40
50
60
70
0 1 2 3 4 5 6
Proba 0 Proba A Proba D Proba G
Fig. 10 – Rezilienta pentru campuri magnetice cu inductia de 14,5[mT] .
In figura 10 se constata ca in centrul cordonului de suduara valoarea rezilientei probelor sudate in camp magnetic este nai mica decat cea a probei fara camp magnetic . La aproximativ jumatatea distantei dintre axa cordonului si marginea lui pentru frecventele de 2[Hz] (Proba D) si 3[Hz] (Proba G) are loc o crestere a rezilientei . La limita cordonului cu zona influientata termic valoarea rezilientei are aproximativ aceasi valoare ca si la proba fara camp magnetic .
119

KV 30[J]
4349
53
61
45
34
4246
55.1
3832
4146 46.4
31.736
39.7
46.4 49
34.5
0
10
20
30
40
50
60
70
0 1 2 3 4 5 6
Proba 0 Proba B Proba E Proba H
Fig. 11 – Rezilienta pentru campuri magnetice cu inductia de 26[mT] .
In figura 11 pentru toate cele trei frecvente am obtinut valori mai mari ale rezilientei la aproximativ jumatatea disrantei dintre axa cordonului si marginea lui .
KV 30[J]
4349
5361
45
5761
67
89
73
4956
61
80
67
4755
59
8679
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6
Proba 0 Proba C Proba F Proba I
Fig. 12 – Rezilienta pentru campuri magnetice cu inductia de 36,5[mT] .
In figura 12 pentru toate cele trei frecvente am obtinut valori mai mari ale rezilientei pe intreaga lungime a cordonului de sudare .
In concluzie , pentru valori ale inductiei magnetice de 36,5[mT] si pentru toate frecventele s-au obtinut valori mai mari ale rezilientei ceea ce indica faptul ca pentru acesti parametri ai campului magnetic se imbunatatesc proprietatile de plasticitate ale cordonului de sudura . Pentru valori ale inductiei magnetice de 14,5[mT] si 26[mT] s-au obtinut valori mai mici ale rezilientei in zona centrala a cordonului de sudura si valori mai mari in extremitatea lui . Avand in vedere ca se imbunatatesc proprietatile de plasticitate ale cordonului se poate spune ca se obtine o imbinare sudata mai calitativa decat o imbinare sudata fara camp magnetic .
120

III.3 DETERMINARI EXPERIMENTELE PRIVINDDURITATEA IMBINARILOR SUDATE IN BAIE DE ZGURA IN
CAMP ELECTROMAGNETIC SI INTERPRETAREA REZULTATELOR
3.1 CONDITII TEHNICE
Incercarea duritatii are ca scop determinarea duritatii zonelor specifice unei imbinari sudate , in special a celei influientate termic , precum si a gradientului de duritate pe anumite directii . In cazul incercarii cu microsarcini se urmareste evidentierea duritatii constituientilor structurali in special al ceor fragili .
Metoda cea mai larg utilizata , datorita spectrului foarte larg pe care il acopera , este metoda Vickers , HV . Ca variante nu trebuie insa excluse si celelalte metode frecvent utilizate , cum sunt metoda Brinell , recomandata mai ales in domeniul duritatilor mai mici , HV < 400 , si metoda Rockwell C. , HRC , recomandata in domeniul duritatilor mai mari , HV > 400 .
Metoda Vickers , care se foloseste aproape in exclusivitate la incercarile imbinarilor sudate , unde gama de variatie a duritatii este foarte larga , foloseste durimetre fixe sau portabile cu sarcina de 9,8 ; 49,6 ; 98 si 296 [N] . Incercare se executa in conditiile prevazute de [83 , 84] . Penetratorul de diamant are forma unei piramide patrularere regulate avand unghiul solid de 1360 . Amprentarea se efectuiaza prin pozitionare sub microscop in locul dorit , cu ajutorul unui dispozitiv micrometric de miscare in coordonate . Microscopul aparatului , prevazut cu retea reticulara , trebuie sa asigure masurarea diagonalelor urmei sau a amprentei cu o precizie de 0,001[mm] . Penetratorul se aplica perpendicular si fara socuri pe suprafata examinata , in absenta vibratiilor , care pot denatura rezultatul determinarii . Sarcina de imprimare a penetratorului am ales-o de 49,6[N] , deoarece duritatea depaseste 120 HV . Durata de mentinere a sarciniieste de 15 secunde .
Epruvetele se preleveaza astfel incat sa cuprinda integral sectiunea transversala a imbinarii sudate spre mijlocul ei , lungimea fiind egala cu de circa trei ori grosimea (s) . Cele doua suprafete , cuprinzand sectiunea transversala , se prelucreaza mechanic pana la rectificare astfel incat rugozitatea sa fie Ra<0,4 . Grosimea epruvetei se ia cel putin egala cu grosimea imbinarii.Evidentierea zonelor specifice imbinarii sudate si a constituientilor structurali se realizeaza prin atac chimic cu reactivi specifici aliajului [85 , 86] . Amprentele le-am dispus dupa aceeasi schema ca la incercarea de rezilienta (figura 6) .
121

3.2 DURITATEA VICKERS LA IMBINARILE SUDATE
Rezultatele determinarilor experimentale sunt prezentate in tabelul 2 .
TABELUL 2 – Duritatea imbinarilor sudate in baie de zgura in camp electromagnetic .
Nr.crt.
Caracteristici Proba 1 2 3 4 5
1 Proba fara camp magnetic
Proba 0 143.2 139.2 142.6 141.5 147
2 Proba cu frecventa f=1[Hz] si inductie magnetica B=14,5[mT]
Proba A
152 148.3 150 146.8 150
3 Proba cu frecventa f=1[Hz] si inductie magnetica B=26[mT]
Proba B
157 154.5 159.4 156 157
4 Proba cu frecventa f=1[Hz] si inductie magnetica B=36,5[mT]
Proba C
145 143.6 147.3 144.5 148.8
5 Proba cu frecventa f=2[Hz] si inductie magnetica B=14,5[mT]
Proba D
144.7 141.5 147.2 144.5 151.4
6 Proba cu frecventa f=2[Hz] si inductie magnetica B=26[mT]
Proba E
154.4 151.2 155.6 153.3 158.5
7 Proba cu frecventa f=2[Hz] si inductie magnetica B=36,5[mT]
Proba F 150.5 147 151 148.7 154
8 Proba cu frecventa f=3[Hz] si inductie magnetica B=14,5[mT]
Proba G
146.17 142.3 147.1 145.3 151.7
9 Proba cu frecventa f=3[Hz] si inductie magnetica B=26[mT]
Proba H
151 146.6 152.23 150 155
10 Proba cu frecventa f=3[Hz] si inductie magnetica B=36,5[mT]
Proba I 147.55 144 149.2 148.19 153.4
In urma incercarilor la care au fost supuse probele am constatat urmatoarele :
a. Variatia duritatii la frecventa constanta
Am comparat variatia duritatii in lungul cordonului de sudare in proba sudata fara camp magnetic si in cele la care am aplicat campul magnetic .
In figura 13 este prezentata variatia comparativa atunci cand au fost aplicate campuri magnetice cu frecventa de 1[Hz].
122

KV 5[J]
143.2
139.2
142.6 141.5
147
152
148.3150
146.8
150
157154.5
159.4
156 157
145143.6
147.3
144.5
148.8
135
140
145
150
155
160
165
0 1 2 3 4 5 6
Proba 0 Proba A Proba B Proba C
Fig. 13 – Duritatea pentru campuri magnetice cu frecventa de 1[Hz] .
Se observa ca valoarea duritatii probei sudate in camp magnetic cu inductie de 36,3[mT] (Proba C) este sub valoarea probei sudate fara camp magnetic (Proba 0) . Pentru celelalte doua fracvente valorile duritatilor sunt mai mari decat cele pentru (Proba 0) . Pentru toate frecventele graficele prezinta o valoare minima in zona punctului 4 . Mai evident acest minim apare pentru inducrtiile magnetice de 14,5[mT] (Proba D) si 36,5[mT] (Proba F) .
KV 5[J]
143.2
139.2
142.6141.5
147144.7
141.5
147.2
144.5
151.4
154.4
151.2
155.6153.3
158.5
150.5
147
151148.7
154
135
140
145
150
155
160
0 1 2 3 4 5 6
Proba 0 Proba D Proba E Proba F
Fig. 14 – Duritatea pentru campuri magnetice cu frecventa de 2[Hz] .
Pentru frecventa de 2[Hz] graficele duritatilor probelor sudate in camp magnetic au aceiasi aliura , prezentand un minim in punctual 4 . Pana in punctual 3 valorile duritatii probelor sudate in camp magnetic cu inductile de 14,5[mT] (Proba G) si 26[mT] au valori mai mari decat cele pentru Proba 0 .
123

KV 5[J]
143.2
139.2
142.6141.5
147146.17
142.3
147.1
145.3
151.7151
146.6
152.23
150
155
147.55
144
149.2148.19
153.4
138
140
142
144
146
148
150
152
154
156
0 1 2 3 4 5 6
Proba 0 Proba G Proba H Proba I
Fig. 15 – Duritatea pentru campuri magnetice cu frecventa de 3[Hz] .
La frecfente de 3[Hz] graficele duritatilor probelor sudate in camp magnetic prezinta doua minime in punctele 2 si 4 . Pentru o inductie magnetica de 36,6[mT] (Proba I) s-au obtinut valori ale duritatii sub valorile Probei 0 .
b. Variatia duritatii la inductie magnetica constanta
Facand variatia duritatii in functie de frecventa am obtinut urmatoarele :
KV 5[J]
143.2
139.2
142.6141.5
147
152
148.3
150
146.8
150
144.7
141.5
147.2
144.5
151.4
146.17
142.3
147.1
145.3
151.7
138
140
142
144
146
148
150
152
154
0 1 2 3 4 5 6
Proba 0 Proba A Proba D Proba G
Fig. 16 – Duritatea pentru campuri magnetice cu inductia de 14,5[mT] .
Pentru toate frecventele pana in punctual 3 valorile duritatilor sunt mai ridicate fata de cele ale probei fara camp magnetic . In punctual 4 pentru frecventele de 2[Hz] (Proba E) si 3[Hz] (Proba H) duritatea scade sub duritatea Probei 0 .
124

KV 5[J]
143.2
139.2
142.6 141.5
147
157154.5
159.4
156 157154.4
151.2
155.6153.3
158.5
151
146.6
152.23150
155
135
140
145
150
155
160
165
0 1 2 3 4 5 6
Proba 0 Proba B Proba E Proba H
Fig 17 – Duritatea pentru campuri magnetice cu inductia de 26[mT] .
Pentru valoarea inductiei de 26[mT] in aproape toate punctele s-a obtinut valori ale duritatilor mai mari decat cele ale Probei 0.
KV 5[J]
143.2
139.2
142.6141.5
147
145143.6
147.3
144.5
148.8
150.5
147
151
148.7
154
147.55
144
149.2148.19
153.4
138
140
142
144
146
148
150
152
154
156
0 1 2 3 4 5 6
Proba 0 Proba C Proba F Proba I
Fig. 18 – Duritatea pentru campuri magnetice cu inductia de 36,5[mT] .
La toate frecventele campului magnetic valorile duritatilor sunt mai mici decat valorile duritatilor prober fara camp magnetic . Scaderea este accentuata in punctual 4 pentru frecventele de 1[Hz] si 2[Hz] (Proba C si Proba F) .
In concluzie , pentru valori ale inductiei magnetice de 36,5[mT] si pentru toate frecventele s-au obtinut valori mai mici ale duritatii ceea ce indica faptul ca pentru acesti parametri ai campului magnetic se imbunatatesc proprietatile de plasticitate ale cordonului de sudura . Pentru valori ale inductiei magnetice de 14,5[mT] s-au obtinut valori mai mari ale dutitatii in zona centrala a cordonului de sudura si valori mai mici in extremitatea lui pentru frecventele de 2[Hz] si 3[Hz] . Pentru frecventa de 1[Hz] toate valorile duritatii sunt mai mari decat valorile probei fara camp magnetic . Pentru valori ale inductiei magnetice de 26[mT] chiar si in extremitatea cordonului valorile duritatii
125

sunt apropiate de valorile probei fara camp magnetic . Astfel , din punct de vedere al duritatii o imbunatatire a proprietatilor de plasticitate se obtine pentru toate frecventele campului magnetic si inductiei de 36,5[mT] si pentru frecventene de 2[Hz] si 3[Hz] si inductiei magnetice de 14,5[mT] .
126

BIBLIOGRAFIE
1. Anghelea N., Matragoci C., Grigoras A., Popovici V. -Sudarea in mediu de gaze protectoare ( Editura Tehnica Bucuresti 1981).
2. Berinde V. - Agenda sudorului (Editura Tehnica Bucuresti 1984).3. Chesa I., Lascu N., Nedelcu C., Rizescu C., Teodorescu M. -
Marci si produse din otel (Editura Tehnica Bucuresti 1989).4. Chesa I., Lascu N., Nedelcu C., Rizescu C., Teodorescu M. -
Alegerea si utilizarea otelurilor (Editura Tehnica Bucuresti 1989).5. Constantin E. - Tehnologia sudurii prin topire, partea I -
Bazele Tehnologice ale sudarii prin topire (Univ.”Dunarea de Jos” 1993).6. Constantin E. - Tehnologia sudurii prin topire, partea II -
Tehnologia proceselor de sudare (Univ.”Dunarea de Jos”1994).7. Dehelean D. - Sudarea prin topire (Editura sudura, Timisoara 1997).8. Echim I., Lupescu I. - Tehnica sudurii prin presiune a metalelor si aliajelor
- 150 intrebari si raspunsuri (Ed.Tehnica Buc.1983).9. Georgescu V. - Controlul sudurilor si a constructiilor sudate (Univ. Galati 1976).10. Mihailescu D. - Procedee conexe sudarii (Edit. Lux Libris, Brasov 1997).11. Nitu V. - Tehnologia sudarii prin topire – Elem. de proiectare (Univ. Galati 1990).12. Popovici V., Popa N., Sarlan C., Milos M., -Ghidul lucrarilor de sudare, taiere,
lipire (Ed. Scrisul romanesc Craiova 1984).13. Salageanu T. - Oteluri pentru structuri sudate (Ed. Facla Timisoara 1974).14. Salageanu T. - Sudarea cu arcul electric (Ed. Facla Timisoara 1977).15. Miclosi V., Andreescu F., Lupu V. - Echipamente pentru sudare (Bucuresti 1984).16. Salageanu T., Malai D., Voda M. - Optimizarea sudarii cu arcul electric
(Ed. Tehnica Buc. 1980).17. Softa V. - Controlul imbinarilor sudate,Vol. I si II (Ed. Facla Timisoara 1984 si 1986).18. Zgura G., Raileanu D., Scorbetiu L. - Tehnologia sudarii prin topire (Buc. 1983).19. Materiale de sudare fabricate in Romania (ISIM Timisoara 1986).20. Catalog de produse SC ”Ductil” SA Buzau.
127










![Comutatoare (separatoare) generale CLBS · Comutatoare (separatoare) generale CLBS Con de ghidare Tip Descriere Cod Se utilizeaza cu Greutate [g] Ambalaj [buc] Con de ghidare Con](https://static.fdocumente.com/doc/165x107/5e612ccd4537fd3ed178e5c5/comutatoare-separatoare-generale-comutatoare-separatoare-generale-clbs-con-de.jpg)