51073780-cotarea-desenului-tehnic-lulu.pdf

of 89
-
Upload
mitricagheorghe -
Category
Documents
-
view
215 -
download
0
Transcript of 51073780-cotarea-desenului-tehnic-lulu.pdf
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
1/89
5 Înscrierea dimensiunilor în desene5.1 Semnificaţ ia operaţ iei de cotare
A cota un desen înseamnă a înscrie în desen setul de dimensiuni necesaredeterminării corecte şi complete a formei obiectului, în vederea fabricării, controluluişi utilizării acestuia [1]. Precizarea valorii dimensiunilor ridică gradul de exactitate şifidelitate al desenului peste valoarea pe care i-o confer ă reprezentarea la scar ă.
În fabricaţia, controlul şi utilizarea obiectului reprezentat în proiecţiiortogonale, determinarea dimensiunilor nu trebuie realizată prin măsurare pe desen, ci
prin citire directă [2]. Dimensiunile auxiliare, f ăr ă importanţă în funcţionare, cu rol purinformativ, pot fi determinate prin calcul.
În elaborarea documentaţiei unui produs, cotarea desenelor tehnice este la felde importantă ca şi reprezentarea formei obiectelor. Din aceleaşi raţionamente ca şi încazul reprezentării, cotarea este supusă unor reguli standardizate.
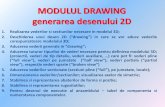
5.2 Elementele cot ăriiElementele grafice şi negrafice utilizate în cotare sunt prezentate în Figura 5.1
[3]: liniile ajutătoare, linia de cotă, linia de indicaţie, extremităţile cotei, valoareadimensiunii.
500
200
Linie ajutătoare
Linie de cotă
Linie de indicaţie
Extremitatea cotei
Valoarea dimensiunii
gros.2
Figura 5.1 Elementele cotării după standardul românesc
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
2/89
5.3 Liniile ajut ătoareLiniile ajutătoare delimitează dimensiunea cotată (Figura 5.2), fiind
perpendiculare pe aceasta. Ele sunt trasate cu linie continuă subţire.Dacă spaţiul nu permite trasarea lor perpendicular ă pe dimensiunea cotată,
liniile ajutătoare pot fi înclinate la un unghi de 60O (Figura 5.2), dar cu păstrarea paralelismului lor.
Conform standardului românesc de cotare, liniile ajutătoare depăşesc linia decotă cu 2-3 mm.
Figura 5.2 Poziţia liniilor ajutătoare utilizate la cotare
5.4 Linia de cot ă Linia de cotă este paralelă cu dimensiunea cotată sau suprapusă cu aceasta,
fiind trasată cu linie continuă subţire (Figura 5.3).
Figura 5.3 Liniile de cotă sunt paralele sau suprapuse (rază, diametru) cu
dimensiunea cotată Dacă o piesă este reprezentată în ruptur ă, linia de cotă este trasată continuu, iar
valoarea înscrisă a cotei este cea reală (Figura 5.4).
Figura 5.4 Linia de cotă este continuă în cazul vederilor întrerupte
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
3/89
Liniile de cotă sunt plasate în majoritatea cazurilor în afara conturului exterioral obiectului reprezentat, la o distanţă de minimum 7 mm. Distanţa între două linii decotă paralele succesive are aceeaşi valoare de 7 mm (Figura 5.5).
7
7
7
Figura 5.5 Plasarea liniilor de cotă faţă de conturul exterior şi a liniilor de cotă paralele succesive
Nu este admisă suprapunerea liniilor de cotă cu liniile de contur sau cu liniilede axă (Figura 5.6).
Nu! Da Da
Nu! Da Posibil, pe suprafeţe mari,f ăr ă detalii de formă
Figura 5.6 Linia de cotă în raport cu contururile şi cu liniile de axă
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
4/89
5.5 Extremit ăţ ile coteiExtremităţile liniei de cotă, sau “elementele de capăt ”, sunt de obicei săgeţi,
plasate simetric, ale căror vârfuri indică totdeauna dimensiunea cotată (Figura 5.2, Figura 5.3, Figura 5.4, Figura 5.5, Figura 5.6).
Unghiul la vârf al săgeţii poate varia între 15O şi 90O. Săgeata poate fi închisă,sau deschisă, plină sau numai conturată (Figura 5.7). Lungimea săgeţii trebuie să fie propor ţională cu dimensinea textului cotelor. Într-un anumit desen, toate săgeţiletrebuie să aibă acelaşi aspect şi aceleaşi dimensiuni.
Figura 5.7 Forme posibile pentru săgeţile liniei de cotă
Dacă spaţiul nu permite plasarea clasică a liniilor de cotă, în interiorul liniilorajutătoare, ele pot fi dispuse în afara acestora, cu vârfurile spre interior, indicânddimensiunea cotată (Figura 5.8).
Figura 5.8 Plasarea săgeţilor în exteriorul liniilor ajutătoare
Într-un lanţ de cote care au lungimi reduse pe desen, săgeţile intermediare pot
fi înlocuite cu puncte îngroşate (Figura 5.9). Lanţul de cote este delimitat la capetelesale prin două săgeţi orientate cu vârful spre interior.
Figura 5.9 Înlocuirea săgeţilor intermediare dintr-un lanţ de cote prin puncte îngoşate
Linia de cotă are săgeată la un singur capăt în următoarele cazuri: la cotarea razelor de curbur ă (Figura 5.10):
Figura 5.10 Linie de cotă asimetrică utilizată la cotarea razelor
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
5/89
la cotarea elementelor simetrice reprezentate pe jumătate (Figura 5.11):
Ø 2 0
Ø 1 5
Ø30 2 0 8
Figura 5.11 Cotarea elementelor reprezentate pe jumătate
la cotarea mai multor elemente în raport cu aceeaşi referinţă, folosindaceeaşi linie de cotă (Figura 5.12):
1 0
3 0
7 0
8 5
1 0 5
0
30O
45O
75O
Figura 5.12 Cotarea mai multor elemente faţă de aceeaşi referinţă
la cotarea diametrelor mari (Figura 5.13), când trasarea simetrică a linieide cotă încarcă desenul:
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
6/89
Ø40
Ø72
Ø90
Ø115
Ø125
Figura 5.13 Cotarea diametrelor mari cu linie de cotă asimetrică
Extremităţile liniei de cotă pot deveni scurte bare subţiri paralele, înclinate la45O (Figura 5.14) pe desenele cu elemente de construcţii: planuri de instalaţii, deamplasament a utilajelor, etc.
100
Figura 5.14 Utilizarea barelor oblice ca extremităţi ale liniei de cotă
5.6 Liniile de indicaţ ieLiniile de indicaţie servesc fie la scrierea cotelor dacă spaţiul nu permite
plasarea textului în poziţia sa de bază (Figura 5.15 a), fie la cotarea convenţională agrosimii (Figura 5.15 b), în această a doua situaţie, săgeata fiind înlocuită prin punctîngroşat:
gros. 1Ø6
a b
Figura 5.15 Exemple de utilizare a liniilor de indicaţie în cotare
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
7/89
5.7 Valoarea dimensiuniiValoarea dimensiunii este un text scris cu cifre arabe, căruia i se pot ataşa, în
funcţie de necesităţi, sufixe sau prefixe (Figura 5.16):
14
2.5x45O
Φ 2 0 1
4
10
Φ10
Figura 5.16 Valori ale unor cote cu- şi f ără sufixe şi prefixe
Într-un desen tehnic, se înscriu totdeauna valorile reale ale dimensiunilor,indiferent de scara la care a fost realizat desenul (Figura 5.17)!
35
2 0
1:1
35
2 0
2:1
1:2
35
2 0
Figura 5.17 Înscrierea valorilor reale ale dimensiunilor în desen, indiferent descara de reprezentare
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
8/89
Dimensiunile liniare se exprimă în milimetri; această unitate de măsur ă nu seînscrie pe desen. Dacă este absolut necesar ă utilizarea altor unităţi de măsur ă pentrulungimi, după valoarea dimensiunii se înscrie simbolul standardizat al acestei unităţi.
Dimensiunea caracterelor este de minim 3.5 mm. Într-un anumit desen, toatecotele trebuie să fie scrise cu aceeaşi înălţime a caracterelor!
Textele cotelor trebuie să fie astfel poziţionate încât să poată fi citite privinddesenul de la bază sau de la dreapta (Figura 5.18).
10
1 5
1 5
Nu!
Da
citire
c i t i r e
format
baza formatului
Figura 5.18 Înscrierea corectă a cotelor în raport cu baza formatului
Textul poate fi poziţionat în raport cu linia de cotă (Figura 5.19) deasupraacesteia, la o distanţă de 1.5-2 mm, sau pe mijlocul liniei de cotă, prin întreruperea ei.în acest al doilea caz, textul trebuie să fie citibil totdeauna de la baza formatului.
100100
1 0 0 100
Figura 5.19 Poziţionarea textului cotei în raport cu linia de cotă
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
9/89
Textele cotelor nu se suprapun niciodată peste liniile de axă sau pesteintersecţiile acestora (fig. 5.21).
Nu!
Ø 4 0
Da
Ø 4 0
Figura 5.20 Poziţionarea corectă şi respectiv incorectă a textului cotelor în raportcu liniile de axă
Cele mai utilizate prefixe pentru textele cotelor sunt (Figura 5.21): R pentru rază; Ø pentru diametre; S pentru sfer ă; □ pentru latura pătratului;
8 Ø 1 5
Ø 1 6
S Ø 1 0
Ø 2 4
Figura 5.21 Prefixe frecvent utilizate în textele cotelor
La cotarea deschiderilor unghiulare, se poate folosi oricare din unităţile demăsurare a unghiurilor, cu condiţia înscrierii ei pe desen (Figura 5.22).
Lungimile arcelor de cerc sunt însoţite de semnul convenţional specific plasatdeasupra valorii cotei (Figura 5.22).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
10/89
60O
40
Figura 5.22 Cotarea unghiurilor şi a lungimii arcelor
5.8 Cotarea elementelor echidistante
5.8.1 Elemente echidistante dispuse liniarDacă mai multe elemente identice sunt dispuse liniar la distanţe egale,
reprezentarea şi cotarea lor poate fi simplificată (Figura 5.23):
15
7x15(=105)
8xØ8
cot ă de formă pentru unul din elementele identice echidistante
cot ă de pozi ţ ie pentru primul element din set
cot ă de pozi ţ ie pentruansamblul elementelor identice echidistante
8
Figura 5.23 Reprezentarea şi cotarea simplificată a elementelor identiceechidistante
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
11/89
5.8.2 Elemente identice echidistante dispuse polarPoziţia elementelor echidistante dispuse polar poate fi cotată simplificat
(Figura 5.24):
30O
4x30O(=120O)
Figura 5.24 Cotarea simplificată a elementelor echidistante poziţionate polar
5.9 Cotarea teşirilor coniceTeşirile conice sunt realizate la extremitatea unui cilindru exterior sau interior,
având înălţimea h a teşirii mult mai mică decât diametrul Ø al bazei (Figura 5.25).Rolul lor este acela de a facilita ghidarea piesei pătrunzătoare într-un alezaj.
h Ø
h Ø
Figura 5.25 Teşiri conice exterioare şi interioare
Dacă unghiul teşirii este de 45O, cota are aspectul din Figura 5.26:
2x45
O
2x45O
sau
sau3x45º
3x45º
Figura 5.26 Cotarea teşirilor conice exterioare şi respectiv interioare la 45º
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
12/89
Dacă unghiul teşirii difer ă de 45O, este necesar ă înscrierea separată a coteiunghiulare şi a înălţimii teşirii (Figura 5.27):
2
30
Ø 2 0 3
60O
Ø 3 0
Figura 5.27 Cotarea teşirilor conice la unghi oarecare
5.10 Cotarea elementelor coniceSe numeşte conicitate raportul între diferenţa diametrelor D şi d a două
secţiuni transversale în con şi distanţa L dintre cele două secţiuni (Ec. 5.1), (Figura5.28):
2tan2 α
=−
= L
d DC
Ec. 5.1
d
D
L
α
Figura 5.28 Definirea conicităţii în funcţie de dimensiunile conului
La cotare, se poate înscrie conicitatea şi valoarea diametrului mare (Figura5.29), sau se pot indica cele două diametre D, d, şi distanţa L (Figura 5.30):
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
13/89
Conicitate 1:K D
1:K D sau C K
=1
Unde:
Figura 5.29 Cotarea elementelor conice prin înscrierea conicităţii
D d
L
Figura 5.30 Cotarea explicită a dimensiunilor elementului conic
Prima variantă de cotare este preferată pentru unghiuri la vârf sub 30O.
5.11 Cotarea obiectelor cu variante dimensionaleDacă un acelaşi obiect are mai multe variante dimensionale, cu formă
geometrică similar ă, acesta poate fi reprezentat grafic o singur ă dată, indicareadimensiunilor variabile f ăcându-se parametric (Figura 5.31).
Valorile dimensiunilor variabile sunt indicate într-un tabel plasat în formatulde desenare. Dimensiunile invariabile sunt înscrise direct pe desen.
Varianta D a bA 28 50 60B 32 97 60
C 28 65 50
1x45O
Ø 2
0
ba
D
Figura 5.31 Cotarea obiectelor cu mai multe variante dimensionale
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
14/89
5.12 Reguli generale de înscriere a cotelorO cotă se înscrie într-un desen o singur ă dată, pe proiecţia pe care elementul
cotat este cel mai bine vizibil.Cotele referitoare la acelaşi element se grupează pe aceeaşi proiecţie!Cotele interioare se separ ă de cele cele exterioare! Dacă reprezentarea este o
semisecţiune, cotele exterioare sunt dispuse pe jumătatea în vedere, iar cele interioare pe jumătatea în secţiune (Figura 5.32):
2547
65
16
38
Figura 5.32 Separarea cotelor exterioare şi interioare pe o semisecţiune
Se evită supracotarea unui desen! Nu se înscriu cote în plus faţă de cele strictnecesare, nici pe o aceeaşi proiecţie nici pe toate proiecţiile considerate în ansamblu!
Nu se cotează elementele acoperite! Pentru ca acestea să fie vizibile pe desen,se reprezintă obiectul într-o secţiune adecvată!
O linie de cotă nu trebuie să fie intersectată de o altă linie de cotă sau de o linieajutătoare (Figura 5.33):
1638
1638
Nu! Da
Figura 5.33 Erori de intersectare a liniilor de cotă
Această regulă impune plasarea ascendentă a cotelor dinspre conturul
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
15/89
obiectului spre exterior (începând cu cele mai mici lângă contur). Nu este admisă închiderea lanţului de cote (Figura 5.34)! Atenţie la posibile
închideri ale lanţului de cote între cotele exterioare şi cele interioare!
Nu!
Nu!
Figura 5.34 Lanţuri închise de cote
5.13 Metode de cotare
5.13.1 Cotarea în serie (“în linie”, “în lanţ”)Conform metodei de cotare în lanţ, cotele măsurate pe o aceeaşi direcţie sunt
dispuse una în prelungirea celeilalte, astfel că ultimul capăt al unei cote devine primulcapăt al cotei următoare (Figura 5.35). Metoda este intuitivă, sugerând rapid propor ţiileşi dimensiunile obiectului, dar poate să conducă la imprecizii de fabricaţie, princumularea toleranţelor pe direcţia de cotare.
13 23 21
Figura 5.35 Aplicarea cotării în serie
5.13.2 Cotarea faţă de un element comunConform metodei de cotare faţă de un element comun, cotele dispuse pe
aceeaşi direcţie sunt măsurate în raport cu aceeaşi bază de referinţă. Metoda este maiabstractă, dimensiunile şi propor ţiile fiecărui element sunt mai greu de intuit, dar precizia este mai bună. Metoda este preferată în fabricaţia pieselor.
Setul de cote obţinut poate fi dispus în paralel (Figura 5.36) sau suprapus, peaceeaşi linie (Figura 5.37).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
16/89
13
34
55
Figura 5.36 Cotarea faţă de un element comun, cu dispunerea cotelor în paralel
sau
15
35
52
0 1 5
3 5
5 2
0
Figura 5.37 Cotarea faţă de un element comun, folosind linii de cotă suprapuse
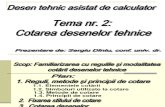
5.13.3 Cotarea în coordonate cartezieneConform metodei de cotare în coordonate carteziene, se stabileşte o origine a
axelor X şi Y şi cele două direcţii rectangulare de măsurare. Aceste elemente suntindicate pe desen (Figura 5.38). Metoda este utilă mai ales în desenele tehnologice.Alegerea originii are în vedere un punct important în funcţionarea obiectului (centrulunui alezaj, intersecţia a două muchii, etc.). Cotele sunt redate grupat, într-un tabel.Desenul este mai “aerisit”, mai uşor lizibil.
A B C D E Ø 8 4 6 11 5 X 8 10 18 36 53 Y 8 24 18 12 23
x
y A
BC
D
E
Figura 5.38 Cotarea în coordonate carteziene
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
17/89
5.13.4 Cotarea combinată Metoda de cotare combinată foloseşte atât cote în serie cât şi faţă de un
element comun. Cotele esenţiale în definirea obiectului şi în realizarea funcţiei lui seînscriu faţă de un element comun, iar cele de importanţă secundar ă se înscriu în serie.
5.14 Clasificarea cotelor
5.14.1 După criteriul funcţional Cote func ţ ionale: (sau principale) sunt dimensiuni esenţiale în funcţionarea
obiectului reprezentat. Nerespectarea unei cote funcţionale duce la rebutarea,defectarea, sau scoaterea din funcţie a obiectului (Figura 5.39).
NF
(AUX)
F
F
N F
NF
NF
F
F
Figura 5.39 Exemplu de clasificare a cotelor după rolul lor
Cote nefunc ţ ionale: (sau cote de importanţă secundar ă) sunt dimensiuni care nuintervin esenţial în funcţionarea obiectului reprezentat, dar sunt absolut necesare îndefinirea completă a formei acestuia (Figura 5.39).
Cote auxiliare: sunt dimensiuni ce pot să nu fie înscrise în desen, având rol pur
informativ. Forma obiectului este perfect determinată şi în absenţa lor. Dacă seoptează pentru înscrierea unor cote auxiliare, ele sunt obligatoriu închise în paranteze ovale. Utilitatea lor constă în evitarea unor calcule numerice. Coteleauxiliare nu sunt niciodată tolerate dimensional (Figura 5.39).
5.14.2 După criteriul geometric şi constructiv Cote de formă: sunt dimensiuni ce definesc forma geometrică a diferitelor
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
18/89
elemente ale obiectului, mărimea acestor forme (Figura 5.40). Cote de pozi ţ ie: sunt dimensiuni ce determină poziţia diferitelor elemente de
formă, unele în raport cu altele (distanţe, unghiuri) (Figura 5.40). Cote de gabarit : sunt dimensiunile maxime ale obiectului (Figura 5.40).
Formă Formă
Formă
Poz. Poz.
P o z i ţ i e
Gabarit
Gabarit
Figura 5.40 Clasificarea cotelor după criteriul geometric şi constructiv
5.14.3 După criteriul tehnologic
Cote de trasare: reprezintă dimensiuni ce trebuie să fie determinate prin trasare învederea fabricării obiectului reprezentat.
Cote de prelucrare: reprezintă dimensiuni ce sunt înscrise pe desenele defabricaţie, tehnologice.
Cote de control : reprezintă dimensiuni delimitate de o suprafaţă de referinţă şi unreper de control al instrumentului de control dimensional sau de verificare oobiectului, după fabricarea lui.
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
19/89
6 Reprezentarea pieselor cu filete standardizate6.1 Generalit ăţ i
Filetul este o nervur ă elicoidală realizată pe suprafaţa exterioar ă sau interioar ă a unui cilindru sau a unui trunchi de con [1]. Filetul participă la realizarea unorîmbinări demontabile, denumite îmbinări filetate (de tip şurub-piuliţă). Îmbinărilefiletate deţin una din următoarele trei funcţii: fixarea prin strângere (binecunoscutafixare prin şurub şi piuliţă, de exemplu), transmiterea şi controlul mişcării a două piesemobile una în raport cu cealaltă (microscop, micrometru, etc.), sau transmiterea puterii(prese, cricuri, etc.) [2].
Filetul realizat pe suprafaţa exterioar ă a unei piese se numeşte filet exterior
(Figura 6.1), iar cel realizat pe suprafaţa interioar ă, filet interior (Figura 6.1).vârful
filetului
fundulfiletului
Filetexterior
Filetinterior
Figura 6.1 Fragment detaliat dintr-un filet exterior, respectiv interior
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
20/89
Majoritatea filetelor utilizate în tehnică sunt filete standardizate, pentru aasigura posibilităţi variate de îmbinare şi o largă interschimbabilitate a pieselor.Standardizarea se refer ă atât la forma geometrică a filetului, cât şi la dimensiunileacestuia.
Profilul filetului , obţinut prin secţionarea acestuia cu un plan longitudinal ceconţine axa, poate fi triunghiular, pătrat, trapezoidal, rotund, dinte de fier ăstr ău, etc.(Figura 6.2).
a)
c)
b)
d)
e)
Figura 6.2 Exemple de forme standardizate pentru profilul filetului:a) triunghiular (metric, Whitworth); b) rotund; c) trapezoidal; d) dinte defierăstrău; e) pătrat
Spira elicoidală a nervurii poate fi înf ăşurată pe dreapta sau pe stânga, filetelefiind după caz, filete pe dreapta, sau filete pe stânga; filetele pe dreapta sunt folosite înmarea majoritate a aplicaţiilor.
Pe acelaşi suport, se poate realiza o singur ă nervur ă elicoidală, la filetele cu unînceput (marea majoritate a filetelor din domeniul electric) sau mai multe nervurielicoidale, echidistante, la filetele cu mai multe începuturi .
6.2 Reguli de reprezentareFiletele standardizate se reprezintă în desenele tehnice în mod convenţional.
Filetele nestandardizate se reprezintă de asemenea convenţional pe piese, dar va existaşi o reprezentare detaliată, pentru cotarea elementelor filetului. Filetele nestandardizatese folosesc foarte rar în domeniul electric.
În reprezentare longitudinală (vedere sau secţiune), vârful filetului sedesenează cu linie continuă groasă, iar fundul filetului cu linie continuă subţire (Figura
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
21/89
6.3). Vârful filetului corespunde diametrului exterior la filetele exterioare şi respectivcelui interior la filetele interioare (Figura 6.1) [3].
Filet exterior Filet interior Figura 6.3 Reprezentarea convenţională a filetelor standardizate
În vedere frontală sau secţiune transversală, vârful filetului se reprezintă printr-un cerc trasat cu linie continuă groasă, iar fundul filetului printr-un arc de cercsubţire, de deschidere 270O, decalat cu câteva grade faţă de axe (Figura 6.3) [3].
Filet exterior cu ieşireîn vedere de capăt
Filet exterior cu ieşireîn secţiune transversală
Filet exterior cu ieşireîn vedere longitudinală
Filet exterior cu ieşireîn secţiune longitudinală
Figura 6.4 Reprezentarea şi cotarea filetelor standardizate exterioare cu ieşire
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
22/89
Terminaţia filetului se reprezintă atunci când este vizibilă, cu o linie continuă groasă, perpendicular ă pe axa filetului la filetele cu ieşire (Figura 6.4, Figura 6.6), şirespectiv cu două linii continue groase, perpendiculare pe axa filetului la filetele cudegajare (Figura 6.5, Figura 6.7). La filetele exterioare desenate în secţiune, această terminaţie nu este vizibilă şi de aceea se reprezintă cu linie întreruptă subţire, perpendicular ă pe axa filetului (Figura 6.5). Dacă acest mod de reprezentare încarcă prea mult desenul (mai ales în desenele de ansamblu), terminaţia se poate desenanumai prin două segmente scurte subţiri, ce unesc linia de fund cu cea de vârf afiletului, pe fiecare parte a axei longitudinale.
Filet exterior cu degajareîn secţiune transversală
Filet exterior cu degajareîn secţiune longitudinală
Filet exterior cu degajareîn vedere de capăt
Filet exterior cu degajareîn vedere longitudinală
Figura 6.5 Reprezentarea şi cotarea filetelor standardizate exterioare cu degajareLa reprezentarea găurilor filetate înfundate, se prevede o zonă de fund
nefiletată (Figura 6.8).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
23/89
Filet interior cu ieşireîn secţiune transversală
Filet interior cu ieşireîn secţiune longitudinală
Figura 6.6 Reprezentarea şi cotarea filetelor standardizate interioare cu ieşire
Filet interior cu degajareîn secţiune transversală
Filet interior cu degajareîn secţiune longitudinală
Figura 6.7 Reprezentarea şi cotarea filetelor standardizate interioare cu degajare
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
24/89
Gaur ă filetată înfundată Gaur ă filetată str ă punsă Figura 6.8 Reprezentarea şi cotarea găurilor filetate având filet standardizat
6.3 Cotarea filetelor standardizatePrincipalele elemente dimensionale care se înscriu pe desenul unui filet
standardizat sunt: diametrul filetului şi lungimea de înşurubare.Pentru toate tipurile de filete standardizate, cotarea se face pe diametrul
exterior (al vârfului de filet la filetele exterioare, al fundului de filet la cele interioare).În locul simbolului Ø, pentru diametrul filetelor standardizate se foloseşte
simbolul tipului de filet, în funcţie de profilul său:M – pentru filetele metrice,W – pentru filetele Whitworth,Tr – pentru filetele trapezoidale,E – pentru filetele Edison, etc.
La filetele conice, simbolul pentru tipul filetului este precedat de majuscula K .La filetele cu degajare, în lungimea utilă a filetului este inclusă şi lungimea
degajării. Ca urmare, pe lângă cota de lungime utilă a filetului, va fi indicată şilungimea degajării (Figura 6.6, Figura 6.7).
În cotarea găurilor filetate înfundate, se cotează separat lungimea efectivfiletată şi respectiv adâncimea găurii (f ăr ă conul de fund) (Figura 6.8).
Piesele cu filet exterior se mai numesc şi “piese de tip şurub”, iar cele cu filet
interior “piese de tip piuli ţă” .
6.4 Notarea filetelor standardizate Notarea filetelor standardizate este următoarea:
Simbolulfiletului
Diametrulnominal(exterior)
x valoarea pasului,dar numai pentru pas fin
(sensul)numai pentru filete pe stânga
(câmpul de toleranţă)numai dacă este necesar
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
25/89
Exemple de notare:
M10 filet metric cu pas normal, de diametru 10 mmM10x1.5 filet metric cu pas fin, de diametru 10 mmW2” filet Whitworth de diametru 2 inchW2”(3 încep.) filet Whithworth de diametru 2 inch, cu 3 începuturiE40 filet Edison cu diametrul nominal de 40 mmKM20 filet conic metric de diametru 20 mmTr40x8 filet trapezoidal de diametru 40 mm cu pasul 8 mm
6.5 Reprezentarea îmbinărilor prin filetÎmbinările cu filet sunt îmbinări demontabile, deoarece astfel de îmbinări pot fi
dezasamblate, f ăr ă deteriorarea vreuneia din componentele care participă la realizareaîmbinării [3].
Regula de bază în reprezentarea unei îmbinări cu filet este următoarea:Într-o îmbinare cu filet, se reprezintă văzută piesa de tip şurub, adică piesa cu
filet exterior (piesa pătrunzătoare) (Figura 6.9).
A
A B
BB-B A-A
Figura 6.9 Reprezentarea unei îmbinări filetate
În secţiunile longitudinale ale unor îmbinări filetate, şuruburile, prezoanele,ştifturile filetate, se reprezintă în vedere şi nu se haşurează, întrucât sunt piese pline(Figura 6.10, Figura 6.11, Figura 6.12).
Piuliţele standardizate, şaibele plate standardizate şi şaibele Grower sereprezintă în vedere dacă axa lor longitudinală se găseşte în planul de reprezentare al
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
26/89
unei secţiuni într-o unei îmbinare cu filet, dacă acest mod de reprezentare este clar(Figura 6.10, Figura 6.11).
A A
A - A
Figura 6.10 Îmbinare cu filet, realizată cu şurub cu cap hexagonal, şaibă Grower,gaură filetată înfundată
În proiecţia principală, piuliţele hexagonale şi şuruburile cu cap hexagonal sereprezintă cu trei feţe vizibile (Figura 6.10, Figura 6.11), iar în proiecţia laterală cudouă feţe vizibile (Figura 6.11).
Şuruburile cu cap crestat au, în proiecţie longitudinală, crestătura pe mijloc, iar
în cea frontală (de la capăt) crestătura este înclinată la 45O dreapta, indiferent de poziţiareală a crestăturii (Figura 6.12).
Piuliţele se reprezintă strânse complet. Tija filetată depăşeşte piuliţa cu 5-10mm. În filetul piuliţei nu pătrunde zona nefiletată a filetului exterior cu ieşire, pentru anu deteriora vârful piuliţei (Figura 6.11).
Crestătura şaibei Grower se reprezintă pe mijloc în proiecţia principală aîmbinării cu filet şi are o astfel de direcţie încât să asigure îmbinarea împotrivadestrângerii piuliţei (Figura 6.10).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
27/89
A
A - A
A
B
B
B - B
Figura 6.11 Îmbinare cu filet realizată cu şurub cu cap hexagonal, piuliţă hexagonală şi şaibă plată
La îmbinarea prin filet a unor piese prevăzute cu orificii str ă punse nefiletate prin care trece şurubul, diametrul acestor orificii trebuie să depăşească diametrul tijeifiletate cu aprox. 0.1, pentru a nu distruge vârful filetului (Figura 6.10, Figura 6.11, Figura 6.12).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
28/89
Figura 6.12 Îmbinare cu filet, folosind un şurub cu cap cilindric crestat şi o gaură filetată înfundată
Multe din piesele specifice utilizate în domeniul electric sunt
prevăzute cu filete exterioare şi/sau interioare, pentru asigurarea îmbinării lordemontabile cu restul ansamblului în care funcţionează. Filetele lor sunt aproape întotalitate standardizate. Regulile de reprezentare sunt cele prezentate în cadrul acestuicapitol
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
29/89
7 Înscrierea toleranţelor în desene7.1 Toleranţ e dimensionale
7.1.1 TerminologieDiferitele procese de fabricaţie au ca rezultat piese, subansambluri şi
ansambluri ale căror dimensiuni nu coincid întru totul cu dimensiunile înscrise pedesenul de proiect. Există totdeuana o mică diferenţă între dimensiunea nominal ă,
Dnom, prevăzută pe desen, şi dimensiunea efectivă, E , rezultată în procesul defabricaţie. Pentru ca obiectul fabricat să îşi păstreze caracteristicile funcţionale,dimensiunile efective trebuie să r ămână în interiorul unui anumit interval de valori (Ec.7.1). Aceste valori poartă denumirea de “dimensiune limit ă superioar ă”, Dmax , şirespectiv “dimensiune limit ă inferioar ă”, Dmin, (Figura 7.1) şi sunt precizate în desen pentru toate dimensiunile esenţiale în funcţionarea obiectului respectiv (Figura 7.23, Figura 7.26, Figura 7.25, Figura 7.24). Modul de alegere a dimensiunilor limită admise precum şi modul de înscriere în desen a acestor valori sunt standardizate.
max min D E D ≤
Ec. 7.1
Se defineşte toleran ţ a dimensional ă ca fiind diferenţa între dimensiunilelimită superioar ă şi inferioar ă admise pentru o anumită dimensiune (Figura 7.1):
minmax D DT
Ec. 7.2
Diferenţa dintre dimensiunea limită superioar ă şi dimensiunea nominală constituie abaterea superioar ă, iar diferenţa între dimensiunea limită inferioar ă şi ceanominală constituie abaterea inferioar ă:
nommax s D D A
Ec. 7.3
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
30/89
nommini D D A
Ec. 7.4
DminE
Dmax
Toleranţă
Figura 7.1 Dimensiunile limită şi toleranţa în raport cu dimensiunea nominală
În aceste condiţii. toleranţa dimensională devine:
i s A AT
Ec. 7.5
În domeniul toleranţelor dimensionale, se defineşte noţiunea de “arbore”, cafiind orice dimensiune exterioar ă, precum şi cea de “alezaj ”, desemnând oricedimensiune interioar ă (Figura 7.2).
dimensiunea limită minimă
Dimensiunea limită maximă
Dimensiunea limită minimă Toleran a
Dimensiunea nominal ă
Abaterea su erioar ă
dimensiunea limită maximă
toleranţa
abaterea inferioar ă
Dimensiunea nominal ă
Abaterea inferioar ă
abaterea superioar ă
ARBORE
Linia zero saulinia de abatere nulă
P e n t r u a l e z a j :
P e n t r u a r b o r e
:
ALEZAJ
Figura 7.2 Reperele de bază în definirea toleranţelor dimensionale pentru un“alezaj” şi respectiv pentru un “arbore”
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
31/89
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
32/89
toleranţă h are abaterea superioar ă nulă, dimensiunea limită maximă fiind egală cudimensiunea nominală.
Toleranţele JS şi js dau abateri limită simetrice faţă de linia zero, egale învalori absolute:
i si s aa A A =
Ec. 7.6
7.1.2 Ajustaje
Relaţia dintre un arbore şi un alezaj ce se asamblează, având aceeaşidimensiune nominală, defineşte un ajustaj . Ajustajul este identificat după dimensiuneanominală comună, urmată de simbolurile pentru toleranţa alezajului şi respectiv pentrutoleranţa arborelui (Figura 7.4).
16 H8/f7Simbolul toleranţei
pentru arbore
Simbolul toleranţei pentru alezaj
Dimensiunea nominalăcomună
Figura 7.4 Identificarea unui ajustajÎn tehnică există un mare număr de piese care formează ajustaje. Atât
diametrul arborelui cât şi cel al ajustajului variază faţă de valoarea nominală. Pentru aasigura relaţia funcţională între cele două componente, este necesar ă specificareatoleranţelor diametrului comun pentru fiecare componentă.
Poziţia relativă a câmpurilor de toleranţă determină trei tipuri de ajustaje: ajustaje cu joc, la care dimensiunea limită minimă a alezajului estetotdeauna mai mare decât dimensiunea limită maximă a arborelui (Figura 7.5):
arboremax alezaj min d D >
Ec. 7.7
ajustaje cu strângere, la care dimensiunea limită maximă a alezajului estemai mică decât dimensiunea limită minimă a arborelui (Figura 7.5):
arboreminalezaj max d D
Ec. 7.8
ajustaje intermediare, care pot fi asamblări cu joc redus sau cu strângeremică.
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
33/89
T a l e z a j
D m i n a l e z a j
Alezaj
d m a x a r b o r e
Arbore
t a r b o r e
T a l e z a j
Alezaj
t a r b o r e
d
m i n a r b o r e
Arbore D
m
a x a l e z a j
a)
b)
Figura 7.5 Ajustaj: a) cu joc; b) cu strângere
Toleran a
Jocul minim
Figura 7.6 Arbore în alezaj, în cazul existenţei unui joc între componente
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
34/89
7.1.3 Înscrierea toleranţelor dimensionale pe desene
7.1.3.1 Principii de înscriere. Toleranţe generale pentrudimensiuni liniare şi unghiulare
În conformitate cu prevederile standardului pentru toleranţe generale,toleranţele trebuie să fie înscrise complet pe desene, pentru a avea certitudinea că toateaspectele dimensionale şi geometrice sunt explicitate, ner ămânând la voia întâmplării.Acest principiu nu conduce însă la supraîncărcarea unui desen de execuţie cunumeroase toleranţe individuale. Se caută în primul rând aplicarea toleranţelor
generale, atât dimensionale cât şi geometrice. Acestea se înscriu în indicator saualăturat lui, prin clasa de toleranţă stabilită. Se explicitează pe desen în mod concret,numai toleranţele pentru acele dimensiuni care din punct de vedere funcţional necesită valori ale toleranţelor mai restrictive decât cele generale, sau care pot fi admise maimari decât cele generale, pentru a conduce la un avantaj economic. Valoriletoleranţelor generale corespund preciziilor normale de execuţie în atelier, clasa detoleranţă fiind aleasă şi indicată pe desen în concordanţă cu cerinţele componentelor.
Utilizarea toleranţelor generale prezintă o serie de avantaje, legate de citirea şiinterpretarea mai uşoar ă a desenelor, evitarea calculelor detaliate de toleranţe,depistarea rapidă a pieselor care pot fi fabricate în regim normal de execuţie, precum şia celor care impun tehnologii mai pretenţioase.
Toleranţele generale pentru dimensiuni liniare sunt prezentate în Tabelul 7.1,
unitatea de măsur ă fiind milimetrul. Se exceptează teşiturile şi razele de racordare, pentru care valorile respective sunt prevăzute în Tabelul 7.2.
Tabelul 7.1
Simbolul F m c v
C l a s a d e
t o l e r a n ţ ă
Descrierea Fină mijlocie grosieră grosolană
de la 0.5 până la 3 ±0.05 ±0.1 ±0.2 --
peste 3 pănă la 6 ±0.05 ±0.1 ±0.3 ±0.5
peste 6 pănă la 30 ±0.1 ±0.2 ±0.5 ±1 peste 30 pănă la 120 ±0.15 ±0.3 ±0.8 ±1.5
peste 120 pănă la 400 ±0.2 ±0.5 ±1.2 ±2.5
peste 400 pănă la 1000 ±0.3 ±0.8 ±2 ±4
peste 1000 pănă la 2000 ±0.5 ±1.2 ±3 ±6 A b a t e r i l i m i t ă p
e n t r u
d o m e n i u l d e d i m e n s i u n i
n o m i n a l e
peste 2000 pănă la 4000 -- ±2 ±4 ±8
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
35/89
Tabelul 7.2
Simbolul F m c v
C l a s a d e
t o l e r a n ţ ă
Descrierea Fină mijlocie grosieră grosolană
de la 0.5 până la 3 ±0.02 ±0.4
peste 3 pănă la 6 ±0.5 ±1
A b a t e r i
l i m
i t ă p e n t r u
d o
m e n i u l d e
d i m e n s i u n i
n o
m i n a l e
peste 6±1 ±2
Atât pentru dimensiunile liniare, cât şi pentru raze şi teşituri, în cazul valorilorsub 0.5 mm, abaterile limită se înscriu explicit pe desen după dimensiunea nominală (vezi §7.1.3.2).
Abaterile limită pentru dimensiunile unghiulare corespunzătoare toleranţelorgenerale sunt redate în Tabelul 7.3.
Tabelul 7.3
Simbolul f m c v
C l a s a d e
t o l e r a n ţ ă
Descrierea fină mijlocie grosieră grosolană
până la 10 ±1º ±1º30’ ±3º
peste 10 pănă la 50 ±0º30’ ±1º ±2º
peste 50 pănă la 120 ±0º20’ ±0º30’ ±1º
peste 120 pănă la 400 ±0º10’ ±0º15’ ±0º30’
A
b a t e r i l i m i t ă p e n t r u d o m e n i u l d e
l u n g i m i î n m i l i m e t r i a c e l e i m a i
s c
u r t e l a t u r i a u n g h i u l u i c o n s i d e r a t
peste 400 ±0º5’ ±0º10’ ±0º20’
La utilizarea toleranţelor generale dimensionale, în indicator sau lângă acestase înscrie standardul de resort (ISO 2768) şi clasa de toleranţă. De exemplu, pentru oexecuţie fină, se va prevedea următorul conţinut:
ISO 2768 – f
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
36/89
În cazul dimensiunilor liniare care necesită toleranţe mai mici decât celegenerale, sau admit toleranţe mai mari decât cele generale, obţinându-se un avantajeconomic prin aceasta, respectivele toleranţe dimensionale se precizează explicit înasociaţie cu valoarea dimensiunii nominale (vezi §7.1.3.2, 7.1.3.3).
7.1.3.2 Toleranţe în cifreO modalitate de menţionare a unei toleranţe dimensionale în desen constă în
înscrierea abaterilor limită după dimensiunea nominală. Valorile apar una sub alta, cu oînălţime a cifrelor de 0.5…0.6 din cea a cotelor, dar nu mai mică de 2.5 mm (Figura7.7). Abaterile limită sunt exprimate în aceeaşi unitate de măsur ă ca şi dimensiunea
nominală, deci în mm, folosind acelaşi număr de zecimale atât pºentru abatereasuperioar ă, cât şi pentru cea inferioar ă. Abaterea de valoare zero se scrie ca numărîntreg.
20 -0.15+0.10 21 -0.05
+0
Figura 7.7 Înscrierea abaterilor limită ale unei dimensiuni nominale
Pentru cotele unghiulare măsurate în grade, se pot utiliza ca unităţi de măsur ă pentru abaterile limită minutul, secunda (Figura 7.8).
120O+20’-10’
Figura 7.8 Înscrierea toleranţelor pentru dimensiuni unghiulare
Dacă valorile celor două abateri sunt simetrice, având aceeaşi valoare absolută,aceasta este înscrisă o singur ă dată (Figura 7.9).
15±0.05
30O±5’
Figura 7.9 Tolerarea dimensională cu abateri limită simetrice
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
37/89
În situaţii mai rare, se indică dimensiunile limită (Figura 7.10) în loculabaterileor limită. Varianta nu este recomandată de cerinţele procesului tehnologic defabricaţie.
18.0517.90
Figura 7.10 Tolerarea dimensională cu indicarea dimensiunilor limită
7.1.3.3 Toleranţe conform sistemului ISO Normele ISO prevăd înscrierea toleranţei dimensionale prin simbolul câmpului
de toleranţă (Figura 7.11) după valoarea cotei nominale. Opţional, simbolul poate ficompletat cu valorile abaterilor limită înscrise între paranteze (Figura 7.11).
-0.020
-0.04125f725f7
Figura 7.11 Înscrierea toleranţelor dimensionale prin simboluri, conformsistemului ISO
7.1.3.4 Tolerarea dimensională a ajustajelorÎntr-un desen de ansamblu, cota unui ajustaj se tolerează prin înscrierea
simbolului pentru toleranţa alezajului, urmat de cel pentru toleranţa arborelui (Figura7.12).
Ø20 H7
f7Ø20 H7/f7
Figura 7.12 Tolerarea dimensională a ajustajelor
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
38/89
7.1.4 Cumularea toleranţelor dimensionaleCotând în serie un lanţ de dimensiuni, toleranţele se cumulează (Figura 7.13).
28±0.52 29±0.52 29±0.5227±0.52
Figura 7.13 Cumularea toleranţelor la cotarea în serie
Pentru exemplul din Figura 7.13, abaterile limită pentru lungimea de gabaritsunt +2.8 mm (0.52 mm + 0.52 mm + 0.52 mm + 0.52 mm) respectiv –2.8 mm.Valoarea nominală a lungimii de gabarit este de 113 mm şi rezultă prin însumarea celor patru cote înseriate. Valorile limită rezultate pentru această cotă sunt de 110.2 mm şirespectiv 115.8 mm. Toleranţa rezultată este de 5.6 mm.
La cotarea în paralel a dimensiunilor analizate (Figura 7.14), cumulareatoleranţelor este evitată. Metoda de cotare este mai precisă, motiv pentru care este preferată în desenele de fabricaţie ale reperului.
55±0.52
84±0.52
113±0.52
27±0.52
Figura 7.14 Repartizarea toleranţelor la cotarea în paralel
Pentru exemplul considerat, conform celui de-al doilea mod de cotare,lungimea de gabarit poate varia între 112.48 şi 113.52 mm, toleranţa fiind de numai1.4 mm. Observaţia privind precizia mai bună obţinută la cotarea în paralel este
valabilă şi pentru cotele de poziţie ale celor trei orificii circulare.
7.2 Toleranţ e geometrice
7.2.1 Tolerarea geometrică. GeneralităţiTolerarea geometrică este o tehnică precisă de specificare a variaţiilor maxime
admise ale formei sau poziţiei elementelor şi suprafeţelor din geometria reperelor, cu
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
39/89
scopul asigur ării funcţionalităţii şi interschimbabilităţii acestora [1]. Tolerareageometrică constă dintr-o serie de tehnici bine definite, utilizate pentru controlulanumitor caracteristici geometrice ale pieselor: rectilinitatea, planeitatea,cilindricitatea, înclinarea, etc.
Ca şi în cazul toler ării dimensionale, nu este necesar să se înscrie pe desentoleranţe geometrice pentru fiecare caracteristică a unei piese, ci numai pentru cele caresunt esenţiale în funcţionare. Acest sistem precis de tolerare este folosit mai des pentrua controla mărimi sau forme unde pot să apar ă încovoieri, sau alte deformări, cât şi pentru mărimi care necesită limite strânse [1], [2], [3].
Pentru anumite categorii de piese, cum ar fi cele care se fabrică prin aşchiere,
există posibilitatea înscrierii pe desen a unor toleranţe geometrice generale, înconformitate cu una din clasele de toleranţă definite în standarde [4]. În acest caz, seexplicitează pe desen numai acele toleranţe care sunt mai severe decât cele generale.
7.2.2 Toleranţe de formă Toleranţele de formă se refer ă la controlul rectilinităţii, planeităţii, curburii,
etc. O toleranţă de formă specifică zona în interiorul căreia elementele ce definesc aanumită formă trebuie să fie conţinute. Exemplul din Figura 7.15 ilustrează semnificaţia unei toleranţe de formă. Este considerată o toleranţă la circularitate pentru piesa cilindrică reprezentată. În orice secţiune perpendicular ă pe axa piesei, formasecţiunii poate prezenta abateri de la un cerc ideal în limitele prescrise. Pentru
evidenţierea abaterilor de formă, limitele şi conturul secţiunii au fost exagerate înfigur ă în raport cu diametrul nominal al acesteia.
Secţiunea ideală
Limite de formă
Formă admisă a secţiunii
Limite de formă
Ønominal
Figura 7.15 Semnificaţia toleranţei de formă la circularitate
Simbolurile toleranţelor de formă sunt redate în Tabelul 7.4.
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
40/89
Tabelul 7.4
Denumirea toleranţei Simbolul graficToleranţă la rectilinitate
Toleranţă la planitate
Toleranţă la circularitate
Toleranţă la cilindricitate
Toleranţă la forma dată a profilului
Toleranţă la forma dată a suprafeţei
7.2.3 Toleranţe de poziţie, orientare şi bătaieO toleranţă de poziţie sau de orientare defineşte zona în interiorul căreia
centrul, axa sau planul central al unei caracteristici de o anumită mărime este permis să varieze faţă de poziţia teoretic exactă [2]. Prin cote adecvate, se stabileşte pozi ţ iateoretic exact ă, care este poziţia ideală în raport cu o anumită bază de referinţă.
Exemplul din Figura 7.16 ilustrează necesitatea toleranţei de poziţie înfabricaţia pieselor interschimbabile [1]. Poziţia centrului orificiului circular estetolerată dimensional pe fiecare din cele două direcţii cu 0.01 mm. Centrul respectiv se poate situa în interiorul unui pătrat de latur ă 0.02 mm. Plasarea cea mai defavorabilă posibilă este pe diagonala pătratului, când distanţa faţă de poziţia teoretic exactă estede 0.0142 mm şi nu de 0.01 mm; 0.0142 reprezintă o valoare probabil prea mare şi,deci, neconvenabilă. Înscrierea unei toleranţe la poziţie nominală de 0.01 mm restrângedomeniul admis pentru situarea centrului la un cerc de diametru 0.01 mm, cu centrul în
punctul ideal (care defineşte poziţia teoretic exactă).Tipurile de toleranţe de poziţie, orientare şi bătaie, precum şi simbolurile lorsunt prezentate în Tabelul 7.5.
La înscrierea unei toleranţe geometrice la poziţie nominală, cotele de poziţieale elementelor tolerate se încadrează într-un dreptunghi şi nu se tolerează dimensional(Figura 7.16).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
41/89
0.02
0 . 0
2
0.02
0 . 0
2
Ø0.01
1 0 0
+ 0 . 0
1
- 0 . 0
1
100+0.01-0.01
Ø100H7
1 0 0
100
Ø0.01 A B
A
B
Figura 7.16 Exemplu privind utilitatea toleranţei la poziţie nominală
Tabelul 7.5
Tipul toleranţei Denumirea toleranţei Simbolul grafic
Toleranţă la poziţie nominală
Toleranţă la coaxialitate şi la
concentricitate
Toleranţe de
poziţieToleranţă la simetrie
Toleranţă la paralelism
Toleranţă la perpendicularitateToleranţe deorientare
Toleranţă la înclinare
Toleranţa bătăii circulare radiale saufrontaleToleranţe de
bătaie Toleranţa bătăii totale
Toleranţele de poziţie, orientare şi bătaie necesită precizarea unei baze dereferinţă faţă de care se exprimă abaterile respective. Ca bază de referinţă, se alege osuprafaţă plană sau o axă, ce constituie un element de aşezare, de poziţionare a pieseiîn cauză, fie în timpul funcţionării, fie în timpul prelucr ării sau verificării ei. Formaunui element considerat bază de referinţă trebuie să fie cât mai precisă. Pentru fiecare
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
42/89
toleranţă înscrisă în desen se poate defini o altă bază de referinţă, după cum, mai multeelemente tolerate în acest mod, pot fi raportate la o bază de referinţă comună.
7.2.4 Înscrierea pe desen a toleranţelor geometricePentru notarea toleranţelor geometrice pe desen, se utilizează un cadru
dreptunghiular, trasat cu linie continuă subţire. Cadrul conţine două, trei căsuţe, saumai multe căsuţe, având următoarea destinaţie (Figura 7.17):
Simbolultoleranţei
Valoareatoleranţei
Simbolultoleranţei
Valoareatoleranţei
Baza dereferinţă
0.1 0.1 A
Figura 7.17 Cadrul standardizat pentru înscrierea toleranţelor geometrice
Dacă sunt necesare mai multe baze de referinţă, fiecare din ele este notată cu omajusculă distinctă, în căsuţe succesive, în partea dreaptă a cadrului (Figura 7.18).
Simbolultoleran ei
Valoareatoleran ei
Baza dereferin ă A
0.1 A BBaza dereferinţă B
Figura 7.18 Indicarea unei toleranţe geometrice cu mai multe baze de referinţă
Valoarea toleranţei se exprimă în milimetri şi este precedată de majuscula Ø pentru zone de toleranţă circulare sau cilindrice.
Specificarea elementului tolerat (suprafaţă, axă, muchie, etc.) se realizează cuajutorul unei linii de indicaţie, trasată cu linie continuă subţire şi terminată prin săgeată (Figura 7.19). Frecvent, linia respectivă este frântă la 90O.
Figura 7.19 Indicarea elementului tolerat geometric
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
43/89
Precizarea bazei de referinţă se realizează printr-o linie de indicaţie terminată cu un triunghi de referinţă înnegrit (Figura 7.20 a).
Dacă baza de referinţă nu poate fi indicată direct, printr-o linie de indicaţie,aceasta se notează cu o majusculă încadrată, legată de elementul de referinţă printr-untriunghi înnegrit (Figura 7.20 b).
Dacă oricare din cele două elemente corelate printr-o toleranţă geometrică poate fi baza de referinţă, ambele elemente sunt specificate prin linie de indicaţieterminată cu săgeată (Figura 7.20 c).
0.1 A
A
0.25
0.25 A
A
a)
b)
c)
Figura 7.20 Marcarea bazei de referinţă pentru o toleranţă geometrică
Dacă toleranţa geometrică se refer ă la axa sau la planul de simetrie al pieseisau a elementului cotat, linia de indicaţie pentru specificarea elementului tolerat sau a bazei de referinţă este trasată în prelungirea liniei de cotă (Figura 7.21).
0.1 A
0.1 A
A
Figura 7.21 Toleranţe de poziţie pentru planul de simetrie al elementului tolerat
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
44/89
Atunci când toleranţa geometrică are în vedere numai o por ţiune limitată aelementului tolerat, conturul acelei por ţiuni este dublat pe exterior prin linie-punctgroasă, iar lungimea corespunzătoare se cotează (Figura 7.22).
0.1
100
Figura 7.22 Toleranţă geometrică pe o porţiune limitată din elementul tolerat
Dacă pe desen sunt reprezentate mai multe variante dimensionale aleobiectului reprezentat, şi dacă valorile toleranţelor difer ă în funcţie de variantă, acestetoleranţe se notează parametric pe desen, iar valorile lor se concretizează în tabelul ceconţine cotele parametrice (Figura 7.23) [5]. Pentru toleranţe, se folosesc litereminuscule.
Var. a b c d e f1 0.006 0.025 15 7 8 472 0.010 0.008 20 8 10 583 0.025 0.010 30 10 15 70
4 0.060 0.015 50 12 25 112
a A
df
e
Ac
b
Figura 7.23 Înscrierea parametrică a toleranţelor geometrice
Pe lângă informaţiile de bază privind tipul şi valoarea unei toleranţegeometrice, pe desen mai pot fi înscrise, în interiorul sau în exteriorul cadrului
dreptunghiular, şi alte informaţii referitoare la toleranţele geometrice.Cotele de poziţie ale elementului tolerat geometric la poziţie nominală nu setolerează dimensional şi se încadrează într-un dreptunghi (Figura 7.16).
Exemple de scriere a toleranţelor geometrice şi dimensionale pe piese suntredate în Figura 7.24 [6],Figura 7.25 [7], şi Figura 7.26 [8].
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
45/89
6±0.1
1 3 ,
1 ± 0 . 1
2 3 ± 0 . 1
3 1 ± 0 . 2
18.6±0.2
Ø1
2 ± 0 . 1 13,9±0.1
,0.02
8 , 7
Figura 7.24 Capsula pentru diode tip F-22, desen de catalog
Figura 7.25 Toleranţe geometrice pentru inelul interior al unui rulment
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
46/89
0.25+0.060-0.020
A
0.08 A
0.60+0.020-0.054
0.130.13
0.033
1 5 ° + 0 °
- 2 °
0.1
0.9+0.100-0.010
0.35
0.13
B
0.13
0.1 B
1 . 3
+ 0
. 1
- 0 . 0
1 3 . 0
Figura 7.26 Ştift metalic utilizat la îmbinări cu capse în echipamente electronice
Înscrierea pe desen a toleranţelor dimensionale şi geometrice potrivite necesită experienţă şi de asemenea cunoaşterea tehnologiei de fabricaţie a obiectuluireprezentat.
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
47/89
8 Notarea calităţii suprafeţelor prelucrate8.1 Definirea calit ăţ ii suprafeţ elor prelucrate
Calitatea maşinilor sau instalaţiilor fabricate este apreciată din mai multe puncte de vedere: caracteristici tehnice, durabilitate, fiabilitate, domeniu de utilizareetc. Toate aceste puncte de vedere sunt influenţate de calitatea suprafeţelor prelucrate.
În noţiunea de calitate a suprafeţei prelucrate sunt cuprinse două aspecte:1. aspectul fizic, prin care calitatea suprafeţei este definită de abaterile
proprietăţilor fizico-mecanice ale stratului superficial al materialului;2. aspectul geometric, prin care calitatea suprafeţei este definită de abaterile
suprafeţei reale de la cea ideală (geometrică) indicată în desenul de execuţie.În ceea ce priveşte aspectul geometric al suprafeţei prelucrate, abaterilegeometrice prin care suprafaţa reală se deosebeşte de suprafaţa nominală suntclasificate în SR ISO 4287-1:1993, în mod convenţional, în abateri de ordinul 1÷4,după cum urmează: abaterile de ordin 1 = abateri de formă (macroneregularităţi); abaterile de ordin 2 = ondulaţii; abaterile de ordin 3 şi 4 = rugozitate (microneregularităţi).
Abaterile de formă (macroneregularităţile) sunt abateri cu pas foarte mare înraport cu înalţimea lor. La suprafeţele cilindrice, aceste abateri sunt: ovalitatea şi poligonalitatea în secţiune transversală şi conicitatea, dubla convexitate, dublaconcavitate în secţiune longitudinală.
Ondulaţiile sunt abateri de înălţime relativ mică şi pas mediu, care apar în principal datorită vibraţiilor sistemului tehnologic şi a deformaţiilor plastice din zonade aşchiere.
Rugozitatea suprafeţelor prelucrate este totalitatea neregularităţilor cu formediferite şi cu pas relativ mic, considerate pe o por ţiune mică de suprafaţă, care nu areabateri de formă macrogeometrică. Microneregularităţile, sau asperităţile suprafeţei,sunt urmele lăsate de sculele de prelucrare. O suprafaţă prelucrată prezintă o anumită rugozitate, ondulaţie şi abatere de formă macrogeometrică.
Pentru indicarea stării suprafeţelor se folosesc parametrii de profil [1]:
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
48/89
R a (abaterea medie patratică) –reprezentând media aritmetică a valorilor absoluteale abaterilor profilului în limitele lungimii de bază; R z (înălţimea neregularităţilor profilului în zece puncte) –reprezentând mediavalorilor absolute ale inălţimilor celor mai de sus 5 proeminenţe şi ale adâncimilorcelor mai de jos 5 goluri, în limitele lungimii de bază; R max (înălţimea maximă a profilului) –reprezentând distanţa dintre linia exterioar ă şi linia interioar ă a profilului.
Parametrii de rugozitate se prescriu ca valoare maximă admisibilă, precedată de simbolul aferent.
Valorile preferenţiale ale parametrilor R a, R z, sunt cele din Tabelul 8.1 [1]:
Tabelul 8.1
Parametrul de rugozitate Valori numericeR a [µm] 0.012; 0.025; 0.05; 0.1; 0.2; 0.4; 0.8; 1.6; 3.2; 6.3;
12.5; 25; 50; 100; 200; 400R z [µm] 0.025; 0.05; 0.1; 0.2; 0.4; 0.8; 1.6; 3.2; 6.3; 12.5; 25;
50; 100; 200; 400; 800; 1600
8.2 Condi ţ ii privind starea suprafeţ elorStarea suprafeţelor se notează pe desen numai dacă indicaţiile respective sunt
indispensabile pentru asigurarea funcţionalităţii piesei sau a aspectului ei şi numai
pentru suprafeţele care necesită asemenea indicaţii [2].La alegerea rugozităţii se are în vedere influenţa pe care o are rugozitateaasupra calităţii produsului (funcţionare, durabilitate, rezistenţă, precizie, aspect etc.),cât şi influenţa asupra economicităţii produsului respectiv. Rugozitatea are o influenţă mare asupra frecării şi uzurii, rezistenţei la oboseală, precum şi asupra altor proprietăţifuncţionale ale suprafeţei, şi anume: asupra etanşeităţii îmbinărilor, rigidităţii decontact, rezistenţei îmbinărilor presate, stabilităţii la vibraţii. Din punct de vederefuncţional, rugozitatea are o influenţă deosebită asupra calităţii produsului. Deoarececostul produsului creşte apreciabil odată cu prescrierea unor rugozităţi mai mici(suprafeţe mai netede), valorile prescrise nu trebuie să impună condiţii mai severedecât cele strict necesare calităţii.
Referitor la economicitatea aplicării procedeelor de fabricaţie, există o
corelaţie între precizia dimensională şi rugozitatea rezultată, precum şi între procedeultehnologic şi rugozitatea care se obţine prin aplicarea acestuia (Tabelul 8.2) [2].
În cazul prelucr ărilor mecanice, se recomandă utilizarea următoarelor valoriale rugozităţii (R a) [3]: pt. prelucr ări de degroşare: 25; 50; 100 µm; pt. prefinisări: 3.2; 6.3; 12.5 µm; pt. finisări: 0.4; 0.8; 1.6 µm; pt. superfinisări: 0.012; 0.025; 0.05; 0.1; 0.2 µm.
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
49/89
În funcţie de procedeul de prelucrare, pot exista şi unele abateri de la acesterecomandări.
Tabelul 8.2
Valori medii ale rugozităţii R a[µm]Denumirea procedeuluitehnologic
0 . 0
1 2 5
0 . 0
2 5
0 . 0
0 5
0 . 1
0 . 2
0 . 4
0 . 8
1 . 6
3 . 2
6 . 3
1 2 . 5
2 5
5 0
1 0 0
Turnare în nisipTurnare în forme cojiTurnare în cochilieTurnare sub presiuneTurnare de precizieMatriţareForjareLaminare la caldLaminare la rece, tragereExtrudareAmbutisareTăiere cu flacăra
Tăiere cu fier ăstr ăulCur ăţire cu jetPolizareRetezareRabotareMortezareGăurireLărgireAdâncireFrezareStrunjire longitudinală
Strunjire plană AlezareBroşareRectificareRodareRoluireHonuireLepuire
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
50/89
RulareSeveruireElectrochimieElectroeroziune
Simbolizarea utilizată în Tabelul 8.2 are următoarea semnificaţie:
Valori obţinute frecventValori obţinute mai rar prin procedeul respectiv
8.3 Notarea pe desen a st ării suprafeţ elorStarea suprafeţelor indicată pe desen se consider ă că reprezintă starea finită a
suprafeţelor, după aplicarea tratamentelor termice, termochimice sau a acoperirilorelectrochimice, însă înainte de vopsire, lăcuire sau acoperiri decorative.
Simbolurile utilizate sunt cele din Tabelul 8.3 [1]:
Tabelul 8.3
Simbol grafic Condiţii privind procedeul de obţinere asuprafeţei
Simbol de bază ---
Simbol derivatsuprafaţa se va obţine printr-o operaţie finală de prelucrare cu îndepărtare de material
Simbol derivatsuprafaţa se va obţine printr-o operaţie finală f ăr ă îndepărtare de material
Simbol derivatse utilizează pentru înscrierea unor condiţiisuplimentare
Simbol derivatse utilizează pentru notarea stării suprafeţei încazul suprafeţelor ce formează conturul unei piese având aceeaşi stare pe tot conturul
Simbolurile se trasează cu linie continuă, identică cu linia utilizată pentruînscrierea cotelor pe desenul respectiv, iar înalţimea literelor şi a cifrelor este aceeaşicu înalţimea h a scrierii. Detaliile grafice ale simbolului de rugozitate sunt redate înFigura 8.1.
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
51/89
h – dimensiuneanominală a scrierii
3.5 5 7 10 14 20
Înălţimea H 5 7 10 14 20 28Grosimea liniei h/10
H 60° 60°
2H
Figura 8.1 Modul de realizare al simbolului pentru rugozitate
Valoarea numerică a parametrului se înscrie deasupra simbolului, fiindvaloarea maximă admisibilă pentru suprafaţa respectivă şi se exprimă în µm.
Parametrul de profil se indică în conformitate cu Tabelul 8.4: Tabelul 8.4
-pentru R a, se indică numai valoarea sa3,2
-pentru valori limită admisibile ale parametrului R a,valoarea maximă se înscrie deasupra valorii minime
3,21,6
-pentru R z sau R max, se înscrie valoarea parametruluirespectiv, precedată de simbolul acestuia
R z 6,3
R max 12,5
-pentru cazul în care sunt necesare şi alte condiţiisuplimentare privind starea suprafeţei respective, se înscriuurmătoarele date:
a = parametrul de profil caracteristic; b = denumirea procedeului tehnologic, date privindtratamentele termice sau de suprafată;c = valoarea numerică a lungimii de bază [mm];d = simbolul orientării neregularităţilor;e = adaosul de prelucrare prescris [mm];f = valoarea numerică a altor parametri de profil
a
b
e d
c(f)
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
52/89
Orientarea neregularităţilor poate fi (Tabelul 8.5):
Tabelul 8.5
Orientarea neregularităţilor Simbolul Plasarea simboluluiîn raport cu cel de
rugozitate
-paralelă cu planul de proiecţie= =
-perpendicular ă pe planul de pr.⊥ ⊥
-încrucişat înclinată faţă de planulde proiecţie a suprafeţei X X
-aproximativ radială faţă de centrulsuprafeţei R R
-aproximativ circular ă şiconcentrică faţă de centrulsuprafeţei C C
-în mai multe direcţii oarecare M M
-specială, nedirecţionată sau protuberanţe P P
Datele privind starea unei anumite suprafeţe se înscriu o singur ă dată şi numai pe una din proiecţiile obiectului reprezentat (vedere sau secţiune) şi anume pe acea
proiecţie pe care sunt indicate elementele dimensionale ale suprafeţei respective, cuvârful simbolului orientat spre suprafaţa la care se face referinţă.Indicaţiile înscrise în jurul simbolului de rugozitate trebuie să poată fi citite de
jos în sus şi din dreapta desenului, f ăr ă a fi întrerupte sau întretăiate de linii de cotă saude linii ajutătoare. Orientarea simbolurilor de rugozitate este oarecare.
Simbolurile pentru notarea stării suprafeţei se amplasează pe linii de contur,linii ajutătoare trasate în prelungirea acestora sau prin intermediul unor linii ajutătoareterminate cu o săgeată (Figura 8.2).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
53/89
Figura 8.2 Modul de plasare pe desen a simbolului de rugozitate
Nu se admite plasarea simbolurilor pe linii de contur acoperite sau pe linii decotă, cu excepţia găurilor de dimensiuni reduse, razelor de racordare şi a teşiturilor,cazuri în care simbolul se amplasează înaintea cotei respective (Figura 8.3).
Figura 8.3 Plasarea simbolului de rugozitate pe elemente cu dimensiuni reduse
Pe o suprafaţă cu rugozităţi diferite, valorile respective se notează separat,limita trasându-se cu linie subţire. Pe o reprezentare în secţiune, se cotează lungimea
por ţiunii de rugozitate diferită (Figura 8.4).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
54/89
Figura 8.4 Notarea rugozităţii pe porţiuni limitate ale conturului
Modalitatea de indicare a stării suprafeţei pe un desen de execuţie sediferenţiază pentru următoarele cazuri:
dacă toate suprafeţele au aceeaşi rugozitate, aceasta se notează numaiîn rubrica aferentă din cadrul indicatorului, deasupra indicatorului, în cazulneexistenţei unei rubrici speciale, sau în cadrul condiţiilor tehnice înscrise pedesen dacă majoritatea suprafeţelor au aceeaşi stare (rugozitate), aceasta se
notează prin simbolul corespunzător numai deasupra indicatorului, pe desenulde execuţie urmând a se nota numai suprafeţele a căror stare (rugozitate) difer ă de cea generală.
Simbolul de rugozitate poate fi scris deasupra indicatorului astfel(Figura 8.5): simbol, urmat de precizarea “cu excepţia celorlalte indicaţii”; simbol, urmat între paranteze de simbolul de bază semnificând faptulcă toate suprafeţele cu stări neidentificate de pe desen au valoarea rugozităţiiegală cu cea din faţa parantezei; simbol, urmat, între paranteze, de notările stărilor suprafeţelor indicate
pe desen, în ordine crescătoare.Pentru suprafeţe de contur cu aceeaşi rugozitate pe tot conturul, notarea stării
respective se face în câmpul desenului, alături de precizarea “pe contur”.Se admite ca notarea stării respective să fie indicată pe reprezentare o singur ă
dată, prin completarea simbolului corespunzător cu un cerc de diametru 3÷4 mm, deaceeaşi grosime ca şi cotele înscrise pe desenul respectiv (Figura 8.6).
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
55/89
Figura 8.5 Înscrierea rugozităţii dacă există valori predominante ale acesteia
Figura 8.6 Notarea rugozităţii pe conturul obiectului
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
56/89
8.4 Notarea tratamentului termic pe desenele de execu ţ iePe desenele de execuţie ale pieselor se indică numai datele referitoare la
caracteristicile finale ale materialului, obţinute în urma tratamentului termic:adâncimea h a stratului tratat, duritatea, rezistenţa la rupere. Acestea se înscriu încadrul condiţiilor tehnice din desen în unul din următoarele moduri [4]:
prin intervale de valori (h = x1…x2; HRC y1…y2); prin valori nominale şi abateri limită (h = x1±∆x; HRC y1±∆y); prin valori limita (h ≥ x1; HRC ≥ y1).
Figura 8.7 Indicarea pe desen a tratamentului termic pentru întreaga piesă
Tratamentele care se refer ă la anumite păr ţi ale piesei se înscriu pe o linie deindicaţie, a cărei săgeată se sprijină pe o linie punct groasă, trasată paralel cu conturul piesei, pe o singur ă proiecţie, dacă aceasta determină complet zona tratată termic, sau,la nevoie, pe două proiecţii, caracteristicile mecanice notându-se o singur ă dată, doar
pe una din proiecţiile respective.
Figura 8.8 Înscrierea tratamentului termic pentru părţi din piesă
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
57/89
Dacă mai multe păr ţi ale piesei sunt supuse la acelaşi tratament termic, zonelerespective se precizează prin linie punct groasă, caracteristicile mecanice indicându-sedoar o singur ă dată.
Dacă mai multe păr ţi ale piesei sunt supuse la tratamente termice diferite,caracteristicile mecanice se indică pe fiecare din zonele respective sau, dacă suntcomune mai multor zone, se notează cu ajutorul unor litere distincte, iar datele privindtratamentul termic se înscriu o singur ă dată, într-o paranteză precedată de litera folosită
pentru identificare [Figura 8.9].
Figura 8.9 Înscrierea mai multor tratamente termice pe diferitele suprafeţe aleunui obiect
Pentru cazul în care se indică şi anumiţi parametri de profil privind stareasuprafeţei tratate termic, datele referitoare la tratamentul termic se înscriu pe bra ţulsimbolului pentru notarea stării suprafeţei.
Dacă este necesar, se indică pe desen şi locul sau zona pentru măsurareadurităţii stratului tratat [4].
În desenele de ansamblu se vor indica numai datele de tratament termic care serefer ă la întreg ansamblul.
8.5 Reguli de notare a indicaţ iilor privind acoperirileSimbolul acoperirii sau indicaţiile privind acoperirea se dau în cadrul
condiţiilor tehnice din desen.Dacă se face referire la anumite zone ale piesei ce nu pot fi precizate decât pe
reprezentarea din desen, zonele respective se identifică şi se cotează conform regulilorenunţate la notarea tratamentului termic
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
58/89
9 Detalii privind reprezentarea şi cotarea pieselor9.1 Reprezentarea pieselor de tip arbore
9.1.1 Tipologie, destinaţie, caracteristici generaleArborii sunt piese din categoria organelor de maşini, destinaţi transmiterii
momentelor de r ăsucire. În acelaşi timp, arborii servesc la sprijinirea pieselor montate pe ei şi aflate în mişcare de rotaţie. După tipul axei longitudinale, arborii pot fi drepţi,cu excentric, sau cotiţi [1], [2].
Forma geometrică globală este definită de o succesiune de tronsoane cilindrice,conice sau uneori prismatice, dispuse cap la cap, pe aceeaşi axă longitudinală în cazularborilor drepţi sau pe aceeaşi direcţie dar decalate axial în cazul arborilor cu excentricşi respectiv cotiţi. Diferitele tronsoane pot prezenta diferite prelucr ări interioare lateralesau axiale. Secţiunile transversale ale tronsoanelor de arbore pot fi constante sauvariabile.
Păr ţile componente ale unui arbore sunt (Figura 9.1): corpul, tronsoanele derezemare (numite fusuri de capăt sau pivoţi), prin intermediul cărora arborii suntsusţinuţi în lagăre şi tronsoanele pentru asamblare, pe care se montează diferite organede maşini (roţi dinţate, roţi pentru curele) sau alte piese.
Păr ţi de calare
Corp Fus de capătFus de capăt
Figura 9.1 Părţile componente ale unei piese de tip arbore
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
59/89
Capetele de arbori, fusurile, gulerele fixe sunt standardizate dimensional [3].La cele două capete, arborii sunt în general prevăzuţi cu găuri de centrare
filetate înfundate (Figura 9.2), care sunt de asemenea standardizate [4].
Figura 9.2 Gaură de centrare filetată de la capătul unui arbore
Pentru a evidenţia prelucr ările interioare ale tronsoanelor, se folosesc secţiuni propriu-zise deplasate (Figura 9.3, Figura 9.4) [2].
Figura 9.3 Arbore în perspectivă, cu evidenţierea planelor de secţionare
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
60/89
Figura 9.4 Secţiuni deplasate în arborele din figura anterioară
Dacă spaţiul nu permite deplasarea secţiunilor, acestea pot fi dispuse şi lacapetele proiecţiei longitudinale, sau într-un spaţiu liber, cu notarea literală a traseuluide secţionare şi a denumirii secţiunii (Figura 9.5).
Figura 9.5 Secţiune locală în arbore, plasată la capăt, ca o proiecţie obişnuită
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
61/89
9.1.2 Cotarea arborilorPentru tronsoanele cilindrice, se indică diametrele, pentru cele prismatice
latura bazei, iar pentru cele conice cele două diametre de capăt.Cotarea longitudinală are în vedere rolul funcţional al tronsoanelor arborelui.
Ca bază de cotare pe această direcţie, poate fi utilizat unul, sau ambele capete.Deoarece lungimea de gabarit este o cotă necesar ă, lungimea unuia dintre tronsoane valipsi, pentru a evita închiderea lanţului de cote (Figura 9.6).
Prelucr ările de pe tronsoane vor fi dimensionate atât din punct de vedere alformei, cât şi al poziţiei (Figura 9.6).
Reprezentarea şi cotarea găurilor de centrare poate fi omisă, precizarea lor
fiind realizată printr-o adnotare adecvată (Figura 9.5).Pe desenul de execuţie al unui arbore se înscriu rugozităţile suprafeţelor
funcţionale, precum şi abaterile dimensionale, de formă şi de poziţie.Arborii drepţi sunt frecvent utilizaţi în domeniul electric, toate maşinile
electrice rotative incluzând în componenţa lor acest reper.
Figura 9.6 Cotarea longitudinală şi a prelucrărilor interioare
Numeroase tipuri de traductoare electrice de măsur ă destinate mărimilormecanice includ de asemenea repere de tip arbore.
O categorie aparte de arbori frecvent întâlniţi în domeniul electric suntcablurile de legătur ă. Acestea sunt arbori flexibili.
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
62/89
9.2 Reprezentarea arcurilor elicoidale
9.2.1 Caracteristici, tipologie, destinaţieArcurile elicoidale sunt piese utilizate în realizarea îmbinărilor elastice.
Materialul cu bune proprietăţi elastice şi forma specifică a arcurilor elicoidale asigur ă deformaţii elastice mari. După forma constructivă, există arcuri elicoidale decompresiune (Figura 9.7 a), de tracţiune (Figura 9.7 b) şi de torsiune (Figura 9.7 c).
a) b) c)
Figura 9.7 Arcuri elicoidale: a) de compresiune; b) de tracţiune; c) de torsiune
Forma capetelor difer ă în funcţie de destinaţie: arcurile de compresiune trebuiesă asigure o suprafaţă de aşezare bună la ambele capete, iar cele de tracţiune
posibilitatea de prindere, prin ochiuri adecvate, spre a aplica for ţa de întindere.Arcurile de torsiune au capetele mai lungi decât diametrul arcului, spre a asigurafixarea în piesele prin care se aplică momentul de torsiune. Forma extremităţilor pentruarcurile elicoidale este standardizată (SR EN ISO 2162-2:1997).
Arcurile elicoidale au formă cilindrică (Figura 9.7), conică, paraboidală,hiperboloidală, în funcţie de suprafaţa directoare pe care este înf ăşurată elicea arcului.Secţiunea sârmei sau a barei din care este confecţionat arcul poate fi rotundă, pătrată,dreptunghiular ă, trapezoidală, inelar ă, eliptică.
Arcurile elicoidale de compresiune se utilizează la butoane, taste, comutatoarerotative cu apăsare, întrerupători de înaltă tensiune cu contacte cap la cap, numeroase
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
63/89
alte tipuri de contacte, lagăre sferice şi conice din mecanismele aparatelor electrice demăsur ă.
Arcurile elicoidale de tracţiune se utilizează la diferite relee şi la diferite tipuride mecanisme din componenţa aparatelor electrice: număr ătoare, indicatoare, etc.
Arcurile elicoidale de torsiune sunt utilizate fie ca elemente motoare, fie caelemente de rezistenţă, la mecanismele de zăvorâre din aparatele electrice, laamortizarea şocurilor şi a vibraţiilor.
9.2.2 Reguli de reprezentareArcurile elicoidale se reprezintă în vedere, în secţiune (cu vedere sau
propriu-zisă) sau simbolic (Figura 9.8) [1], [3].
b) c) d)a)
Figura 9.8 Reprezentarea arcurilor elicoidale: a) în vedere; b) în secţiune cuvedere; c) în secţiune propriu-zisă; d) simbolică
Liniile elicoidale ale spirelor se înlocuiesc prin linii drepte paralele. Spirele sereprezintă paralele, indiferent dacă pasul arcului este constant sau variabil (Figura 9.8).
La reprezentarea arcurilor elicoidale cu mai mult de 4 spire, pot fi desenatecomplet numai 1-2 spire la fiecare capăt, spirele intermediare fiind omise (Figura 9.8).Întreruperea convenţională trebuie să asigure vizibilitatea secţiunii, spre a fi cotată.
Pe desenul unui arc elicoidal se indică diagrama de sarcină (Figura 9.9) şidatele cu parametrii geometrici şi funcţionali, conform cu Tabelul 9.1. Se prevăd deasemenea date despre prelucrarea capetelor sau a ochiurilor de arcuri. Elementele care
determină dimensional arcul elicoidal sunt: diametrul exterior şi diametrul interior al arcului cilindric (pentru arcurile conice sedau la capete diametrele exterioare şi interioare), dimensiunile secţiunii sârmei sau barei, pasul arcului (la arcurile cu pas variabil se cotează pasul fiecărei spire), diametrul mediu al arcului, înălţimea (lungimea) arcului în stare liber ă,
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
64/89
dacă este necesar, se indică diametrul minim al alezajului bucşei de ghidare saudiametrul maxim al tijei de ghidare.
Tabelul 9.1
dDDeD1L0nntLcFcthτc
......................mm
......................mm
..........±..........mm
..........±..........mm
..........±..........mm…....................... -…....................... -......................mm…......................N.................N/mm
2
F1L1τ1τk1F2L2
τ2τk2FnLnτnτkn
.............±............N
........................mm
...................N/mm2
...................N/mm2
...........................N
........................mm
...................N/mm2
...................N/mm2
..........................N
........................mm
...................N/mm2
...................N/mm2
snτknkN
δFf eR
stT
1)
......................mm
.................N/mm2
..................... -
..................... -.................N/mm
2
........................Hz
...................N/mm.........................h.......................°C
Sens de înf ăşurare aspirelor
2)
LH RH
Adaptarea arcului:
Frecvenţaciclului desarcină, f
statică dinamică(lim. în timp) dinamică (nelimitată)
Condiţii Abaterilimită3)
MaterialG: N/mm
2
E: N/mm2
O for ţă F1, lungimea
corespunzătoare L1 şirigiditatea Rs
L0,d,nt
Două for ţe F1/F2 şilungimilecorespunzătoare L1/L2
L0,d,nt
Stareasuprafeţei
Trefilată laminată prelucrată
prelucrată prin alicare
sferică
debavurare interioar ă exterioar ă
Lungimea arcului carenu este prereglat şirigiditatea Rs
d,nt
Protecţiasuprafeţei
O for ţă F1 şi for ţaarcului prereglat
L0
Grad deprereglaresau sarcinade prereglare
O for ţă F1, lungimeaarcului prereglat şilungimea arculuineprereglat L0
nt,dsaunt,De,Di
Informaţii suplimentare, de exempluasupra stării suprafeţei sau toleranţelor
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
65/89
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
66/89
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
67/89
Figura 9.12 Desen de execuţie pentru un arc elicoidal de torsiune
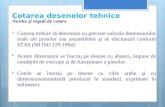
9.3 Pl ăci cu cablaj imprimat
9.3.1 Despre cablajele imprimateCablajele imprimate constituie una din cele mai folosite metode de realizare a
conexiunilor în circuitele electronice şi electrice. Asigurând un grad de compactizare
ridicat, o reproductibilitate mare în poziţionarea pieselor, un volum redus, o montare şio asamblare uşoar ă, posibilitatea de a automatiza complet operaţia de realizare acircuitelor, o fiabilitate ridicată şi un cost redus, această tehnologie are numeroaseavantaje şi, ca urmare, şi numeroase utilizări. În fig. 9.12 se prezintă câteva utilizări alecablajelor imprimate [7],[5].
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
68/89
Figura 9.13 Utilizări ale cablajelor imprimate: a) conexiuni prin cablaj imprimat;b) condensator imprimat; c) bobine imprimate; d) element de comutator rotativ;e) micromotor cu rotor pe cablaj imprimat
Cablajele imprimate includ în general: un suport izolant, rigid sau elastic,conductoare imprimate, pelicule de acoperire şi protecţie şi, eventual, adezivi.
În funcţie de numărul planelor în care se situează conductoarele, există cablajeimprimate monostrat, dublu strat şi multistrat.
După modalitatea de realizare a contactelor între conductoare din planediferite, există cablaje cu găuri nemetalizate (cu contacte prin fire), cu găuri metalizateşi cu contacte obţinute prin depuneri succesive.
Metoda de fabricaţie diferenţiază cablaje realizate prin tehnologii substractive,tehnologii aditive şi tehnologii de sinteză.
9.3.2 Aspectele mecanice care trebuie avute în vedere laproiectarea plăcilor cu cablaj imprimatDesenarea unui cablaj imprimat este precedată de definirea spaţiului disponibil
pentru amplasarea plăcii şi alegerea modului de fixare a acesteia [5], [7].Obţinerea plăcilor la dimensiunile stabilite şi fixarea componentelor se
realizează totdeauna în producţie cu anumite toleranţe dimensionale, de formă şi de poziţie, toleranţe care trebuie avute în vedere la proiectare.
Plasarea pieselor mari şi grele necesită corelarea cu rezistenţa mecanică asuportului, pentru a evita deformări ale plăcilor sub acţiunea greutăţii proprii şi a
pieselor.
-
8/16/2019 51073780-cotarea-desenului-tehnic-lulu.pdf
69/89
Fixarea plăcilor cu cablaj imprimat trebuie să aibă în vedere asigurarea laşocuri şi vibraţii, împotriva rezonanţelor mecanice, prin ghidaje, rigidizări, imobilizări.Probleme deosebite pot să apar ă la circuitele plasate pe vehicolele terestre şi aeriene,
pe rachete, pe sateliţi; în astfel de cazuri, plăcile cu cablaj imprimat se înglobează înr ăşină.
Considerarea libertăţii de dilatare a plăcii cu temperatura impune anumiţi parametri dimen