45196594-Cap-1-Principiul-Injectarii-ff
18
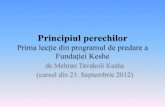
Injectarea materialelor plastice 13 CAPITOLUL 1 PRINCIPIUL INJECTĂRII MATERIALELOR PLASTICE 1.1. Generalităţi Injectarea, împreună cu extruderea şi calandrarea, constituie principalele tehnici de formare a materialelor plastice. Procesul de formare prin injectare constă în aducerea unui compound macromolecular în stare plastică şi introducerea acestuia sub presiune într-o matriţă de formare. La o anumită temperatură, materialul plastic se întăreşte, păstrând forma matriţei; aceasta se deschide pentru evacuarea piesei formate şi se închide apoi din nou, putându-se relua ciclul de formare. Se obţin produse finite sau semifabricate, cu dimensiuni fixe, imprimate în cavitatea matriţei. La baza formării stau fie procese pur fizice, fie procese chimice, fie combinaţii ale acestora. Astfel, prin injectare se prelucrează în primul rând materialele termoplastice şi, într- o mai mică măsură, materialele termoreactive. Importanţa formării prin injectare constă în posibilitatea obţinerii unor obiecte cu forme complicate şi de mărimi diferite. Se fabrică astfel bunuri de larg consum, articole tehnice, jucării, ambalaje etc. Greutatea produselor variază de la câteva grame până la circa kg 20 . Durata unui ciclu de injectare este de (1÷2) min, la fiecare ciclu putându-se obţine unul sau mai multe produse. Formarea prin injectare poate servi la prelucrarea aproape a tuturor compuşilor macromoleculari. În mod curent se prelucrează: polietilena, polipropilena, polistirenul, policlorura de vinil, poliamidele, polimetacrilatul de metil, policarbonaţii, ABS, derivaţi de celuloză, elastomeri etc. La prelucrarea prin injectare, pe de o parte, trebuie să se satisfacă exigenţele privind calitatea pieselor, iar pe de altă parte, se impune scurtarea ciclului, spre a reduce costul fabricaţiei. Realizarea acestor deziderate devine posibilă prin construcţia unor maşini cu o funcţionare extrem de rapidă. De primă importanţă este capacitatea de plastifiere a materialului în cilindri şi capacitatea de răcire a topiturii în matriţă. 1.2. Principiul de realizare a operaţiei. Bazele procesului Prelucrarea prin injectare este un proces ciclic, în timpul căruia are loc succesiunea următoarelor faze: - dozarea materialului plastic în funcţie de greutatea piesei injectate; - încălzirea şi topirea materialului plastic în cilindrul agregatului de plastifiere; - închiderea matriţei; - introducerea materialului plastic sub presiune în cavitatea matriţei; - solidificarea şi răcirea topiturii; - deschiderea matriţei; - eliminarea produsului injectat. În figura 1.1 sunt reprezentate schematic fazele de comprimare a materialului (a), de injectare (b) şi de eliminare a produsului după răcire (c). Se observă că granulele de material plastic din pâlnia de alimentare (7) a maşinii de injectat, datorită deplasării pistonului de alimentare (6), cad în cilindrul (5), plasându-se în faţa pistonului (8) aflat în poziţie retrasă. Când acesta este deplasat cu ajutorul sistemului de acţionare a maşinii, materialul este comprimat în zona frontală a cilindrului (5) şi obligat să vină în contact cu întreaga suprafaţă
Transcript of 45196594-Cap-1-Principiul-Injectarii-ff

Injectarea materialelor plastice
13
CAPITOLUL 1
PRINCIPIUL INJECTĂRII MATERIALELOR PLASTICE 11 Generalităţi Injectarea icircmpreună cu extruderea şi calandrarea constituie principalele tehnici de formare a materialelor plastice Procesul de formare prin injectare constă icircn aducerea unui compound macromolecular icircn stare plastică şi introducerea acestuia sub presiune icircntr-o matriţă de formare La o anumită temperatură materialul plastic se icircntăreşte păstracircnd forma matriţei aceasta se deschide pentru evacuarea piesei formate şi se icircnchide apoi din nou putacircndu-se relua ciclul de formare Se obţin produse finite sau semifabricate cu dimensiuni fixe imprimate icircn cavitatea matriţei La baza formării stau fie procese pur fizice fie procese chimice fie combinaţii ale acestora Astfel prin injectare se prelucrează icircn primul racircnd materialele termoplastice şi icircntr-o mai mică măsură materialele termoreactive Importanţa formării prin injectare constă icircn posibilitatea obţinerii unor obiecte cu forme complicate şi de mărimi diferite Se fabrică astfel bunuri de larg consum articole tehnice jucării ambalaje etc Greutatea produselor variază de la cacircteva grame pacircnă la circa
kg20 Durata unui ciclu de injectare este de (1divide2) min la fiecare ciclu putacircndu-se obţine unul sau mai multe produse Formarea prin injectare poate servi la prelucrarea aproape a tuturor compuşilor macromoleculari Icircn mod curent se prelucrează polietilena polipropilena polistirenul policlorura de vinil poliamidele polimetacrilatul de metil policarbonaţii ABS derivaţi de celuloză elastomeri etc La prelucrarea prin injectare pe de o parte trebuie să se satisfacă exigenţele privind calitatea pieselor iar pe de altă parte se impune scurtarea ciclului spre a reduce costul fabricaţiei Realizarea acestor deziderate devine posibilă prin construcţia unor maşini cu o funcţionare extrem de rapidă De primă importanţă este capacitatea de plastifiere a materialului icircn cilindri şi capacitatea de răcire a topiturii icircn matriţă 12 Principiul de realizare a operaţiei Bazele procesului Prelucrarea prin injectare este un proces ciclic icircn timpul căruia are loc succesiunea următoarelor faze - dozarea materialului plastic icircn funcţie de greutatea piesei injectate - icircncălzirea şi topirea materialului plastic icircn cilindrul agregatului de plastifiere - icircnchiderea matriţei - introducerea materialului plastic sub presiune icircn cavitatea matriţei - solidificarea şi răcirea topiturii - deschiderea matriţei - eliminarea produsului injectat Icircn figura 11 sunt reprezentate schematic fazele de comprimare a materialului (a) de injectare (b) şi de eliminare a produsului după răcire (c) Se observă că granulele de material plastic din pacirclnia de alimentare (7) a maşinii de injectat datorită deplasării pistonului de alimentare (6) cad icircn cilindrul (5) plasacircndu-se icircn faţa pistonului (8) aflat icircn poziţie retrasă Cacircnd acesta este deplasat cu ajutorul sistemului de acţionare a maşinii materialul este comprimat icircn zona frontală a cilindrului (5) şi obligat să vină icircn contact cu icircntreaga suprafaţă
Capitolul 1 Principiul injectării materialelor plastice
14
interioară a cilindrului icircncălzită de rezistenţele electrice (9) fapt care determină trecerea sa icircn fază vacircsco-plastică a acestuia
La procesul de termoplastifiere contribuie icircntr-o măsură importantă torpila (4) amplasată concentric cu cilindrul de injectare care omogenizează temperatura materialului icircn curs de topire şi micşorează secţiunea de trecere a materialului mărind frecările interne ale fluidului vacircscos Icircn felul acesta se accelerează procesul de atingere a temperaturii de curgere respectiv a temperaturii la care poate avea loc injectarea materialului icircn matriţă Materialul sub forma unei topituri vacircscoase şi relativ omogene se injectează prin capul de injectare (3) duza (2) şi reţeaua de injectare a matriţei (1) icircn cavitatea acesteia Icircn contact cu pereţii reci ai matriţei topitura se solidifică brusc luacircnd forma pereţilor interiori ai cavităţii matriţei După răcirea piesei matriţa se deschide şi piesa este eliminată cu ajutorul sistemului de aruncare
c
b
a 9
8
1 2 3 4 5 6 7
Fig 11 Principalele faze ale procesului de injectare a materialelor plastice
a - comprimarea materialului b - injectarea c - eliminarea produsului injectat
Injectarea materialelor plastice
15
Icircn timpul procesului se dezvoltă o serie de forţe care exercită presiuni importante asupra materialului Dintre acestea cinci sunt hotăracirctoare determinacircnd nivelul calităţii produsului finit şi anume - presiunea exterioară reprezentacircnd presiunea exercitată asupra materialului termo-plastifiat icircn cilindrul de injectare al maşinii - presiunea interioară respectiv presiunea din cavitatea matriţei icircnchise (presiunea interioară este mai mică decacirct cea exterioară datorită pierderilor de presiune care apar la trecerea materialului prin secţiuni icircnguste cum sunt duza reţeaua de injectare pereţii interiori din cuibul matriţei etc) - presiunea ulterioară respectiv presiunea exercitată de pistonul de injectare asupra materialului injectat icircn cavitatea matriţei (această presiune compensează contracţia rezultată icircn urma răcirii materialului) - presiunea de sigilare definită ca presiunea exercitată asupra materialului din cavitatea matriţei icircn momentul solidificării culeii (acestei presiuni icirci corespunde punctul de sigilare) - presiunea interioară remanentă respectiv presiunea care acţionează asupra piesei injectate icircn momentul icircnceperii deschiderii matriţei (după sigilare materialul se contractă datorită răcirii şi icircn consecinţă presiunea scade fără icircnsă a atinge valoarea zero)
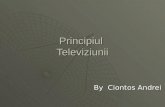
Variaţia presiunii interioare icircn decursul ciclului de injectare poate fi studiată cu ajutorul diagramei presiune-timp reprezentată icircn figura 12 Conform diagramei ciclul de injectare cuprinde următoarele etape mai importante
icircnchisa deschisa
a b c d
Pres
iune
inte
rioar
a1
2
Timp de umplere
Presiuneulterioara
Piston icircnainte
Punct de
Presiuneremanenta
e f
sigilare
Timpg
de racire Deschidere
Piston icircnapoi
Timp
Matrita
Fig 12 Variaţia presiunii interioare icircn timpul ciclului de injectare
1 - deplasarea matriţei 2 - deplasarea pistonului
Capitolul 1 Principiul injectării materialelor plastice
16
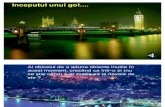
- icircnceperea injectării prin icircnaintarea pistonului şi compactizarea materialului cavitatea matriţei fiind icircncă neumplută - creşterea presiunii şi umplerea cavităţii matriţei - creşterea icircn continuare a presiunii pacircnă la atingerea valorii maxime a acesteia - exercitarea presiunii ulterioare care face ca materialul plastifiat din cavitatea matriţei să rămacircnă sub presiune continuă icircn timpul procesului de solidificare - icircnceperea solidificării materialului şi scăderea presiunii o dată cu sigilarea canalelor de umplere a matriţei - răcirea piesei injectate - deschiderea matriţei şi eliminarea din matriţă a piesei injectate Icircn diagrama din figura 12 se observă că presiunea interioară la icircnceput creşte brusc apoi după icircncetarea presiunii ulterioare respectiv după sigilare scade treptat la valoarea presiunii remanente [48] [98] Icircn general diferenţa de presiune icircntre presiunea exterioară de injectare şi presiunea interioară din cavitatea matriţei depinde de proprietăţile materialului termoplastic şi de temperatura de injectare precum şi de dimensiunile duzei de injectare canalelor de injectare culeii adică de parametrii reţelei de injectare Pentru un anumit material termoplastic raportul icircntre valoarea presiunii exterioare (de injectare) şi a presiunii interioare este influenţat icircn mare măsură de temperatură Astfel la temperaturi mai ridicate viscozitatea topiturii este mai mică căderea de presiune va fi mai mică şi icircn consecinţă presiunea interioară creşte Cu alte cuvinte o dată cu creşterea temperaturii de injectare scade presiunea de injectare necesară asigurării aceleiaşi presiuni interioare Relaţia icircntre presiunea de injectare şi presiunea interioară icircn funcţie de temperatura de injectare icircn cazul polistirenului este reprezentată icircn figura 13
Presiunea interioară dă naştere la o forţă care tinde să deschidă matriţa icircn timpul injectării Din acest motiv forţa de icircnchidere a maşinii trebuie să fie mai mare decacirct forţa interioară definită prin produsul dintre presiunea interioară şi suprafaţa cavităţii matriţei icircn planul de separaţie Cu cacirct viscozitatea topiturii este mai mică cu atacirct diferenţa icircntre forţa de icircnchidere şi forţa interioară trebuie să fie mai mare Icircn cazul injectării cu duză punctiformă proces care prezintă avantajul de a nu imprima pe suprafaţa produsului urme inestetice ale
210 C
60 80 100 120 140 160
225 C
Pres
iune
a in
terio
aratilde
[MPa
]
25
50
100
o255 C75
oo 205 C
Presiunea de injectare [MPa]
POLISTIREN
o
125
Fig 13 Presiunea de injectare şi interioară la diferite temperaturi
Injectarea materialelor plastice
17
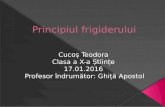
zonei de injectare raportul icircntre presiunea exterioară şi cea interioară joacă un rol foarte important Astfel icircn cazul acestui procedeu secţiunea mică prin care materialul termoplastic pătrunde icircn cavitatea matriţei provoacă o supraicircncălzire a acestuia şi respectiv o scădere a presiunii interioare Icircn acest caz matriţa se sigilează mai repede decacirct icircn cazul sistemelor de injectare cu duză normală Presiunea interioară mai mică nu poate compensa contracţia piesei provocată de răcirea acesteia avacircnd icircn vedere şi icircncălzirea la o temperatură mai mare a materialului datorită trecerii prin secţiunea redusă a duzei punctiforme Drept consecinţă la injectarea punctiformă contracţia piesei injectate este foarte mare fenomen de care trebuie să se ţină seama la proiectarea zonei active a matriţelor pentru a nu se obţine deformări nedorite ale produsului finit mai ales icircn cazul icircn care acesta prezintă secţiuni variabile sau pereţi groşi Datorită contracţiei icircn timpul răcirii pe suprafaţa pieselor injectate apar adesea retasuri nedorite Pentru compensarea acestora prin acţiunea presiunii ulterioare matriţa se mai alimentează cu material plastifiat Este important ca pacircnă la terminarea sigilării matriţei pe durata asigurării presiunii ulterioare presiunea exterioară de injectare să aibă valoare maximă Tot datorită acestui fenomen nedorit la injectarea pieselor cu pereţi groşi trebuie să se aplice icircn general o temperatură de injectare mai mică şi o presiune de injectare mai mare concomitent cu mărimea duratei presiunii ulterioare Icircn cazul injectării pieselor cu pereţi subţiri trebuie să se micşoreze atacirct presiunea de injectare cacirct şi durata de exercitare a presiunii ulterioare deoarece icircn acest caz piesa se răceşte mai repede de regulă mai icircnainte ca presiunea interioară să scadă la valoarea ei minimă La deschiderea matriţei din această cauză apar tensiuni interne icircn piesele injectate La racircndul lor tensiunile interne pot provoca fisurarea pieselor (icircn cazul materialelor termoplastice mai rigide ca de exemplu a poliesterului) sau deformarea lor (icircn cazul materialelor mai flexibile cum ar fi polietilena) 121 Dozarea Dozarea trebuie să asigure cantitatea corespunzătoare de material plastic pentru umplerea cavităţii matriţei Dozarea cacirct mai exactă este impusă şi de restricţia ca materialul plastic să fie cacirct mai puţin solicitat termic din motive de degradare ceea ce icircnseamnă că icircn volumul cilindrului de plastifiere nu trebuie să rămacircnă material icircntre două cicluri de injectare (la maşinile cu piston) Concordanţa dintre volumul piesei injectate şi volumul de material plastic injectat icircn matriţă este un alt argument icircn favoarea dozării cacirct mai exacte a materialului 122 Plastifierea Icircn interiorul cilindrului maşinii de injectare materialul plastic este adus din stare solidă icircn stare de topitură cu aport exterior de caldură şi prin transformarea energiei mecanice a pistonului sau a melcului icircn energie termică (prin fricţiunea materialului plastic) Temperatura materialului plastic icircn cilindrul maşinii depinde de natura materialului plastic şi de tipul maşinii Icircn ceea ce priveşte natura materialului principalul criteriu de clasificare este comportarea termomecanică a materialului plastic sau deformarea acestuia sub sarcină constantă icircn funcţie de temperatură Pentru un material plastic liniar amorf icircn diagrama variaţiei deformaţie-temperatură din figura 14 a se disting trei zone (stări fizice) ale materialului plastic - starea sticloasă caracterizată prin deformaţii elastice foarte mici care cresc liniar o dată cu temperatura această stare se menţine pacircnă la punctul de vitrifiere Tv Stării sticloase icirci este proprie o mişcare de vibraţie a atomilor ce formează catena polimerică icircn jurul poziţiei lor de echilibru
Capitolul 1 Principiul injectării materialelor plastice
18
- starea icircnalt-elastică (intervalul Tv - Tc) care are ca specific creşterea rapidă a deformaţiei la icircnceputul intervalului după care deformaţia ramacircne constantă independent de ridicarea temperaturii Deformaţiile dispar la icircndepărtarea forţei exterioare Icircn starea icircnalt elastică apar mişcări vibratorii ale segmentelor de catenă (vibraţii torsionale) ceea ce are ca finalitate flexibilitatea catenelor polimerice Deformaţiile icircnalt-elastice au caracter de deformaţii icircntacircrziate care descresc lent icircn timp după ce a icircncetat solicitarea exterioară - starea plastică icircncepe de la punctul corespunzător temperaturii de curgere Tc iar icircn cazul materialelor plastice cristaline de la temperatura de topire Starea plastică se caracterizează prin deformaţii permanente ale materialelor plastice icircn această stare macromoleculele sunt mobilizate icircn icircntregime Starea plastică poate fi vacircscoelastică sau vacircscoplastică
Tranziţia de la o stare fizică la alta nu se face la valori finite de temperatură ci pe un domeniu a cărui valoare medie se numeşte temperatură de tranziţie Astfel temperatura de trecere de la starea sticloasă la cea icircnalt-elastică (şi invers) este temperatura de tranziţie sticloasă (sau vitroasă) Tv iar temperatura de tranziţie de la starea icircnalt-elastică la starea vacircscoplastică şi invers este temperatura de curgere Tc Substanţele amorfe micromoleculare şi cele macromoleculare cu masă moleculară joasă trec direct din starea sticloasă icircn stare lichidă cele macromoleculare trec icircnsă mai icircntacirci prin starea icircnalt-elastică şi numai după aceea icircn stare vacircscoelastică Icircn figura 14 Td este temperatura de degradare termică a materialului plastic reprezentacircnd valoarea maximă la care poate funcţiona maşina de injectat Starea sticloasă reprezintă forma obişnuită a materialelor plastice icircn stare solidă ea fiind determinată de dezordinea catenelor polimerice lungi care reduc capacitatea de trecere a materialelor plastice icircn stare cristalină chiar dacă cristalizarea este posibilă termodinamic Există pentru fiecare material plastic un interval restracircns de temperatură icircn care cele mai multe proprietăţi fizice suferă variaţii importante aceste variaţii corespund trecerii de la starea sticloasă la starea icircnalt-elastică temperatura de tranziţie sticloasă fiind unul dintre parametrii cei mai importanţi ai unui material plastic amorf Privită din punct de vedere termodinamic temperatura de tranziţie sticloasă prezintă caracteristicile tranziţiilor de fază de ordinul doi adică energia internă şi volumul specific variază continuu (nu se absoarbe şi nu se degajă energie) icircnsă capacitatea calorică compresibilitatea coeficientul de degradare termică şi modulul de elasticitate variază brusc la punctul de tranziţie Tranziţia sticloasă poate fi explicată prin teoria volumului liber de material plastic prin teoria echilibrului sau prin teoria de relaxare a golurilor [98] [134]
Aschiere Formare la cald
A
T T T Tb v c dTemperatura T
B
Injectare extrudere presare sudare
C
1
2Def
orm
atia
spec
ifica
Stare solida Stare icircnalt-elastica Stare vacircscoplastica
Fig 14 Diagrama de stare termomecanică a unui material termoplastic
Injectarea materialelor plastice
19
Temperatura de tranziţie sticloasă determină limita inferioară a folosirii unui elastomer şi limita superioară de utilizare a unui material plastic Valoarea Tv este determinată de structura materialului plastic şi creşte odată cu masa moleculară Icircn figura 14 termenul Tb are semnificaţia de temperatură de fragilizare şi reprezintă temperatura minimă pacircnă la care materialul nu este casant Practic Tb este temperatura la care o epruvetă din material plastic supusă unei solicitări instantanee de o anumită intensitate se rupe Valoarea temperaturii de fragilizare depinde de orientarea macromoleculei (Tb este mai mic la un grad de orientare mai mare al materialului plastic) şi de condiţiile de determinare a valorii Tb Temperatura de curgere reprezintă punctul la care energia cinetică a macromoleculelor icircnvinge forţele de coeziune moleculară ceea ce permite mişcarea lor relativă de alunecare Temperatura Tc nu reprezintă o valoare fixă ci un interval caracteristic fiecarui tip de material plastic şi se situează la interfaţa stării icircnalt-elastice şi a stării vacircscoplastice variaţia icircn funcţie de temperatură a componentei reversibile a deformaţiei este dată de curba (2) din figura 14 Valoarea Tc creşte cu gradul de polimerizare iar pentru materialele plastice care prezintă o dispersie a masei moleculare Tc se transformă icircntr-un interval Temperatura de topire este caracteristică materialelor plastice cristaline şi reprezintă trecerea de la starea cristalină solidă la starea lichidă Materialele plastice amorfe nu au temperatură de topire bine definită spre deosebire de cele cristaline materialele plastice semi-cristaline se caracterizează atacirct prin temperatură de topire cacirct şi prin cea de vitrifiere Icircn cazul materialelor plastice cristaline la Tc au loc transformări de fază cu variaţia bruscă a unor proprietăţi termodinamice ca volumul specific şi căldura specifică Modificarea volumului specific odată cu temperatura se explică prin dispariţia reţelei cristaline şi creşterea distanţelor intermoleculare
La temperatura de degradare termică Td icircncepe descompunerea materialului plastic sub influenţa căldurii Td depinde de durata solicitării termice de gradul de polimerizare şi de structura materialului plastic Icircn figura 15 se prezintă un exemplu de alegere a tehnologiei de injectare icircn funcţie de caracteristicile de degradare termică a PVC
MP
D E F G H
Tem
pera
tura
A
B
CP
Timpul de icircncalzire Fig 15 Diagrama stabilităţii termice a PVC
A - domeniul stării sticloase B - domeniul stării icircnalt-elastice C - domeniul stării de topitură (curgere vacircscoasă) D - domeniul optim pentru prelucrare E F G H - domenii de degradare
termică a materialului plastic MP - domeniul de prelucrare prin injectare cu maşini cu melc- piston P - domeniul de prelucrare prin injectare cu maşini cu piston
Capitolul 1 Principiul injectării materialelor plastice
20
Plastifierea materialului plastic icircn maşina de injectare se realizează prin transmiterea căldurii de la pereţii cilindrului Diferenţa de temperatură dintre cilindru şi materialul plastic trebuie să aibă valori mari justificate de conductibilitatea termică scăzută a materialelor plastice Topirea este favorizată şi de grosimea cacirct mai mică a stratului de material plastic din cilindrul de injectare Regimul de temperaturi icircn lungul cilindrului de plastifiere depinde de natura materialelor plastice Pentru materialele plastice cristaline căldura specifică variază icircn funcţie de temperatură ca icircn figura 16 saltul brusc observat la Tt corespunde transformării fazei solide icircn fază lichidă iar această căldură latentă (care la PA 66 reprezintă 16 din totalul căldurii necesare procesului de injectare [98]) nu mai poate fi asigurată numai prin transfer icircn cilindrul maşinii ci şi cu ajutorul melcului prin transformarea energiei mecanice icircn energie termică
La materialele plastice amorfe necesarul de căldură variază mai lent ceea ce icircnseamnă că acelaşi agregat de plastifiere poate plastifia mai mult material plastic amorf decacirct material plastic cristalin Valorile de temperatură recomandate pentru injectarea unor materiale plastice (vezi Capitolul 2) reprezintă temperatura măsurată icircn jetul de topitură la ieşirea din duză Dinamica temperaturii de-a lungul cilindrului include topirea materialului plastic şi icircncălzirea icircn continuare a acestuia (valoarea Ts) pe seama fricţiunii mecanice a topiturii icircn ajutaj 123 Icircnchiderea matriţei Forţa de icircnchidere a matriţei trebuie să fie mai mare decacirct forţa de distanţare creată de presiunea topiturii de material plastic din matriţă Relaţia dintre cele două forţe este
distanţareF)3121(Ficircnchidere sdotdivide= [daN] (11)
Forţa de distanţare se calculează cu relaţia
APKF sdotsdot=distanţare [daN] (12) unde K este coeficient ce variază ca valoare icircn intervalul (03divide05) pentru materialele termoplastice injectate cu agregat de plastifiere cu piston şi icircntre (05divide07) pentru cele injectate cu agregate cu melc - piston
T
Solid Lichid
Cal
dura
spec
ifica
[ca
lg C
]o
Temperatura [ C]t o
Fig 16 Temperatura şi căldura specifică a materialelor plastice
semicristaline
Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
14
interioară a cilindrului icircncălzită de rezistenţele electrice (9) fapt care determină trecerea sa icircn fază vacircsco-plastică a acestuia
La procesul de termoplastifiere contribuie icircntr-o măsură importantă torpila (4) amplasată concentric cu cilindrul de injectare care omogenizează temperatura materialului icircn curs de topire şi micşorează secţiunea de trecere a materialului mărind frecările interne ale fluidului vacircscos Icircn felul acesta se accelerează procesul de atingere a temperaturii de curgere respectiv a temperaturii la care poate avea loc injectarea materialului icircn matriţă Materialul sub forma unei topituri vacircscoase şi relativ omogene se injectează prin capul de injectare (3) duza (2) şi reţeaua de injectare a matriţei (1) icircn cavitatea acesteia Icircn contact cu pereţii reci ai matriţei topitura se solidifică brusc luacircnd forma pereţilor interiori ai cavităţii matriţei După răcirea piesei matriţa se deschide şi piesa este eliminată cu ajutorul sistemului de aruncare
c
b
a 9
8
1 2 3 4 5 6 7
Fig 11 Principalele faze ale procesului de injectare a materialelor plastice
a - comprimarea materialului b - injectarea c - eliminarea produsului injectat
Injectarea materialelor plastice
15
Icircn timpul procesului se dezvoltă o serie de forţe care exercită presiuni importante asupra materialului Dintre acestea cinci sunt hotăracirctoare determinacircnd nivelul calităţii produsului finit şi anume - presiunea exterioară reprezentacircnd presiunea exercitată asupra materialului termo-plastifiat icircn cilindrul de injectare al maşinii - presiunea interioară respectiv presiunea din cavitatea matriţei icircnchise (presiunea interioară este mai mică decacirct cea exterioară datorită pierderilor de presiune care apar la trecerea materialului prin secţiuni icircnguste cum sunt duza reţeaua de injectare pereţii interiori din cuibul matriţei etc) - presiunea ulterioară respectiv presiunea exercitată de pistonul de injectare asupra materialului injectat icircn cavitatea matriţei (această presiune compensează contracţia rezultată icircn urma răcirii materialului) - presiunea de sigilare definită ca presiunea exercitată asupra materialului din cavitatea matriţei icircn momentul solidificării culeii (acestei presiuni icirci corespunde punctul de sigilare) - presiunea interioară remanentă respectiv presiunea care acţionează asupra piesei injectate icircn momentul icircnceperii deschiderii matriţei (după sigilare materialul se contractă datorită răcirii şi icircn consecinţă presiunea scade fără icircnsă a atinge valoarea zero)
Variaţia presiunii interioare icircn decursul ciclului de injectare poate fi studiată cu ajutorul diagramei presiune-timp reprezentată icircn figura 12 Conform diagramei ciclul de injectare cuprinde următoarele etape mai importante
icircnchisa deschisa
a b c d
Pres
iune
inte
rioar
a1
2
Timp de umplere
Presiuneulterioara
Piston icircnainte
Punct de
Presiuneremanenta
e f
sigilare
Timpg
de racire Deschidere
Piston icircnapoi
Timp
Matrita
Fig 12 Variaţia presiunii interioare icircn timpul ciclului de injectare
1 - deplasarea matriţei 2 - deplasarea pistonului
Capitolul 1 Principiul injectării materialelor plastice
16
- icircnceperea injectării prin icircnaintarea pistonului şi compactizarea materialului cavitatea matriţei fiind icircncă neumplută - creşterea presiunii şi umplerea cavităţii matriţei - creşterea icircn continuare a presiunii pacircnă la atingerea valorii maxime a acesteia - exercitarea presiunii ulterioare care face ca materialul plastifiat din cavitatea matriţei să rămacircnă sub presiune continuă icircn timpul procesului de solidificare - icircnceperea solidificării materialului şi scăderea presiunii o dată cu sigilarea canalelor de umplere a matriţei - răcirea piesei injectate - deschiderea matriţei şi eliminarea din matriţă a piesei injectate Icircn diagrama din figura 12 se observă că presiunea interioară la icircnceput creşte brusc apoi după icircncetarea presiunii ulterioare respectiv după sigilare scade treptat la valoarea presiunii remanente [48] [98] Icircn general diferenţa de presiune icircntre presiunea exterioară de injectare şi presiunea interioară din cavitatea matriţei depinde de proprietăţile materialului termoplastic şi de temperatura de injectare precum şi de dimensiunile duzei de injectare canalelor de injectare culeii adică de parametrii reţelei de injectare Pentru un anumit material termoplastic raportul icircntre valoarea presiunii exterioare (de injectare) şi a presiunii interioare este influenţat icircn mare măsură de temperatură Astfel la temperaturi mai ridicate viscozitatea topiturii este mai mică căderea de presiune va fi mai mică şi icircn consecinţă presiunea interioară creşte Cu alte cuvinte o dată cu creşterea temperaturii de injectare scade presiunea de injectare necesară asigurării aceleiaşi presiuni interioare Relaţia icircntre presiunea de injectare şi presiunea interioară icircn funcţie de temperatura de injectare icircn cazul polistirenului este reprezentată icircn figura 13
Presiunea interioară dă naştere la o forţă care tinde să deschidă matriţa icircn timpul injectării Din acest motiv forţa de icircnchidere a maşinii trebuie să fie mai mare decacirct forţa interioară definită prin produsul dintre presiunea interioară şi suprafaţa cavităţii matriţei icircn planul de separaţie Cu cacirct viscozitatea topiturii este mai mică cu atacirct diferenţa icircntre forţa de icircnchidere şi forţa interioară trebuie să fie mai mare Icircn cazul injectării cu duză punctiformă proces care prezintă avantajul de a nu imprima pe suprafaţa produsului urme inestetice ale
210 C
60 80 100 120 140 160
225 C
Pres
iune
a in
terio
aratilde
[MPa
]
25
50
100
o255 C75
oo 205 C
Presiunea de injectare [MPa]
POLISTIREN
o
125
Fig 13 Presiunea de injectare şi interioară la diferite temperaturi
Injectarea materialelor plastice
17
zonei de injectare raportul icircntre presiunea exterioară şi cea interioară joacă un rol foarte important Astfel icircn cazul acestui procedeu secţiunea mică prin care materialul termoplastic pătrunde icircn cavitatea matriţei provoacă o supraicircncălzire a acestuia şi respectiv o scădere a presiunii interioare Icircn acest caz matriţa se sigilează mai repede decacirct icircn cazul sistemelor de injectare cu duză normală Presiunea interioară mai mică nu poate compensa contracţia piesei provocată de răcirea acesteia avacircnd icircn vedere şi icircncălzirea la o temperatură mai mare a materialului datorită trecerii prin secţiunea redusă a duzei punctiforme Drept consecinţă la injectarea punctiformă contracţia piesei injectate este foarte mare fenomen de care trebuie să se ţină seama la proiectarea zonei active a matriţelor pentru a nu se obţine deformări nedorite ale produsului finit mai ales icircn cazul icircn care acesta prezintă secţiuni variabile sau pereţi groşi Datorită contracţiei icircn timpul răcirii pe suprafaţa pieselor injectate apar adesea retasuri nedorite Pentru compensarea acestora prin acţiunea presiunii ulterioare matriţa se mai alimentează cu material plastifiat Este important ca pacircnă la terminarea sigilării matriţei pe durata asigurării presiunii ulterioare presiunea exterioară de injectare să aibă valoare maximă Tot datorită acestui fenomen nedorit la injectarea pieselor cu pereţi groşi trebuie să se aplice icircn general o temperatură de injectare mai mică şi o presiune de injectare mai mare concomitent cu mărimea duratei presiunii ulterioare Icircn cazul injectării pieselor cu pereţi subţiri trebuie să se micşoreze atacirct presiunea de injectare cacirct şi durata de exercitare a presiunii ulterioare deoarece icircn acest caz piesa se răceşte mai repede de regulă mai icircnainte ca presiunea interioară să scadă la valoarea ei minimă La deschiderea matriţei din această cauză apar tensiuni interne icircn piesele injectate La racircndul lor tensiunile interne pot provoca fisurarea pieselor (icircn cazul materialelor termoplastice mai rigide ca de exemplu a poliesterului) sau deformarea lor (icircn cazul materialelor mai flexibile cum ar fi polietilena) 121 Dozarea Dozarea trebuie să asigure cantitatea corespunzătoare de material plastic pentru umplerea cavităţii matriţei Dozarea cacirct mai exactă este impusă şi de restricţia ca materialul plastic să fie cacirct mai puţin solicitat termic din motive de degradare ceea ce icircnseamnă că icircn volumul cilindrului de plastifiere nu trebuie să rămacircnă material icircntre două cicluri de injectare (la maşinile cu piston) Concordanţa dintre volumul piesei injectate şi volumul de material plastic injectat icircn matriţă este un alt argument icircn favoarea dozării cacirct mai exacte a materialului 122 Plastifierea Icircn interiorul cilindrului maşinii de injectare materialul plastic este adus din stare solidă icircn stare de topitură cu aport exterior de caldură şi prin transformarea energiei mecanice a pistonului sau a melcului icircn energie termică (prin fricţiunea materialului plastic) Temperatura materialului plastic icircn cilindrul maşinii depinde de natura materialului plastic şi de tipul maşinii Icircn ceea ce priveşte natura materialului principalul criteriu de clasificare este comportarea termomecanică a materialului plastic sau deformarea acestuia sub sarcină constantă icircn funcţie de temperatură Pentru un material plastic liniar amorf icircn diagrama variaţiei deformaţie-temperatură din figura 14 a se disting trei zone (stări fizice) ale materialului plastic - starea sticloasă caracterizată prin deformaţii elastice foarte mici care cresc liniar o dată cu temperatura această stare se menţine pacircnă la punctul de vitrifiere Tv Stării sticloase icirci este proprie o mişcare de vibraţie a atomilor ce formează catena polimerică icircn jurul poziţiei lor de echilibru
Capitolul 1 Principiul injectării materialelor plastice
18
- starea icircnalt-elastică (intervalul Tv - Tc) care are ca specific creşterea rapidă a deformaţiei la icircnceputul intervalului după care deformaţia ramacircne constantă independent de ridicarea temperaturii Deformaţiile dispar la icircndepărtarea forţei exterioare Icircn starea icircnalt elastică apar mişcări vibratorii ale segmentelor de catenă (vibraţii torsionale) ceea ce are ca finalitate flexibilitatea catenelor polimerice Deformaţiile icircnalt-elastice au caracter de deformaţii icircntacircrziate care descresc lent icircn timp după ce a icircncetat solicitarea exterioară - starea plastică icircncepe de la punctul corespunzător temperaturii de curgere Tc iar icircn cazul materialelor plastice cristaline de la temperatura de topire Starea plastică se caracterizează prin deformaţii permanente ale materialelor plastice icircn această stare macromoleculele sunt mobilizate icircn icircntregime Starea plastică poate fi vacircscoelastică sau vacircscoplastică
Tranziţia de la o stare fizică la alta nu se face la valori finite de temperatură ci pe un domeniu a cărui valoare medie se numeşte temperatură de tranziţie Astfel temperatura de trecere de la starea sticloasă la cea icircnalt-elastică (şi invers) este temperatura de tranziţie sticloasă (sau vitroasă) Tv iar temperatura de tranziţie de la starea icircnalt-elastică la starea vacircscoplastică şi invers este temperatura de curgere Tc Substanţele amorfe micromoleculare şi cele macromoleculare cu masă moleculară joasă trec direct din starea sticloasă icircn stare lichidă cele macromoleculare trec icircnsă mai icircntacirci prin starea icircnalt-elastică şi numai după aceea icircn stare vacircscoelastică Icircn figura 14 Td este temperatura de degradare termică a materialului plastic reprezentacircnd valoarea maximă la care poate funcţiona maşina de injectat Starea sticloasă reprezintă forma obişnuită a materialelor plastice icircn stare solidă ea fiind determinată de dezordinea catenelor polimerice lungi care reduc capacitatea de trecere a materialelor plastice icircn stare cristalină chiar dacă cristalizarea este posibilă termodinamic Există pentru fiecare material plastic un interval restracircns de temperatură icircn care cele mai multe proprietăţi fizice suferă variaţii importante aceste variaţii corespund trecerii de la starea sticloasă la starea icircnalt-elastică temperatura de tranziţie sticloasă fiind unul dintre parametrii cei mai importanţi ai unui material plastic amorf Privită din punct de vedere termodinamic temperatura de tranziţie sticloasă prezintă caracteristicile tranziţiilor de fază de ordinul doi adică energia internă şi volumul specific variază continuu (nu se absoarbe şi nu se degajă energie) icircnsă capacitatea calorică compresibilitatea coeficientul de degradare termică şi modulul de elasticitate variază brusc la punctul de tranziţie Tranziţia sticloasă poate fi explicată prin teoria volumului liber de material plastic prin teoria echilibrului sau prin teoria de relaxare a golurilor [98] [134]
Aschiere Formare la cald
A
T T T Tb v c dTemperatura T
B
Injectare extrudere presare sudare
C
1
2Def
orm
atia
spec
ifica
Stare solida Stare icircnalt-elastica Stare vacircscoplastica
Fig 14 Diagrama de stare termomecanică a unui material termoplastic
Injectarea materialelor plastice
19
Temperatura de tranziţie sticloasă determină limita inferioară a folosirii unui elastomer şi limita superioară de utilizare a unui material plastic Valoarea Tv este determinată de structura materialului plastic şi creşte odată cu masa moleculară Icircn figura 14 termenul Tb are semnificaţia de temperatură de fragilizare şi reprezintă temperatura minimă pacircnă la care materialul nu este casant Practic Tb este temperatura la care o epruvetă din material plastic supusă unei solicitări instantanee de o anumită intensitate se rupe Valoarea temperaturii de fragilizare depinde de orientarea macromoleculei (Tb este mai mic la un grad de orientare mai mare al materialului plastic) şi de condiţiile de determinare a valorii Tb Temperatura de curgere reprezintă punctul la care energia cinetică a macromoleculelor icircnvinge forţele de coeziune moleculară ceea ce permite mişcarea lor relativă de alunecare Temperatura Tc nu reprezintă o valoare fixă ci un interval caracteristic fiecarui tip de material plastic şi se situează la interfaţa stării icircnalt-elastice şi a stării vacircscoplastice variaţia icircn funcţie de temperatură a componentei reversibile a deformaţiei este dată de curba (2) din figura 14 Valoarea Tc creşte cu gradul de polimerizare iar pentru materialele plastice care prezintă o dispersie a masei moleculare Tc se transformă icircntr-un interval Temperatura de topire este caracteristică materialelor plastice cristaline şi reprezintă trecerea de la starea cristalină solidă la starea lichidă Materialele plastice amorfe nu au temperatură de topire bine definită spre deosebire de cele cristaline materialele plastice semi-cristaline se caracterizează atacirct prin temperatură de topire cacirct şi prin cea de vitrifiere Icircn cazul materialelor plastice cristaline la Tc au loc transformări de fază cu variaţia bruscă a unor proprietăţi termodinamice ca volumul specific şi căldura specifică Modificarea volumului specific odată cu temperatura se explică prin dispariţia reţelei cristaline şi creşterea distanţelor intermoleculare
La temperatura de degradare termică Td icircncepe descompunerea materialului plastic sub influenţa căldurii Td depinde de durata solicitării termice de gradul de polimerizare şi de structura materialului plastic Icircn figura 15 se prezintă un exemplu de alegere a tehnologiei de injectare icircn funcţie de caracteristicile de degradare termică a PVC
MP
D E F G H
Tem
pera
tura
A
B
CP
Timpul de icircncalzire Fig 15 Diagrama stabilităţii termice a PVC
A - domeniul stării sticloase B - domeniul stării icircnalt-elastice C - domeniul stării de topitură (curgere vacircscoasă) D - domeniul optim pentru prelucrare E F G H - domenii de degradare
termică a materialului plastic MP - domeniul de prelucrare prin injectare cu maşini cu melc- piston P - domeniul de prelucrare prin injectare cu maşini cu piston
Capitolul 1 Principiul injectării materialelor plastice
20
Plastifierea materialului plastic icircn maşina de injectare se realizează prin transmiterea căldurii de la pereţii cilindrului Diferenţa de temperatură dintre cilindru şi materialul plastic trebuie să aibă valori mari justificate de conductibilitatea termică scăzută a materialelor plastice Topirea este favorizată şi de grosimea cacirct mai mică a stratului de material plastic din cilindrul de injectare Regimul de temperaturi icircn lungul cilindrului de plastifiere depinde de natura materialelor plastice Pentru materialele plastice cristaline căldura specifică variază icircn funcţie de temperatură ca icircn figura 16 saltul brusc observat la Tt corespunde transformării fazei solide icircn fază lichidă iar această căldură latentă (care la PA 66 reprezintă 16 din totalul căldurii necesare procesului de injectare [98]) nu mai poate fi asigurată numai prin transfer icircn cilindrul maşinii ci şi cu ajutorul melcului prin transformarea energiei mecanice icircn energie termică
La materialele plastice amorfe necesarul de căldură variază mai lent ceea ce icircnseamnă că acelaşi agregat de plastifiere poate plastifia mai mult material plastic amorf decacirct material plastic cristalin Valorile de temperatură recomandate pentru injectarea unor materiale plastice (vezi Capitolul 2) reprezintă temperatura măsurată icircn jetul de topitură la ieşirea din duză Dinamica temperaturii de-a lungul cilindrului include topirea materialului plastic şi icircncălzirea icircn continuare a acestuia (valoarea Ts) pe seama fricţiunii mecanice a topiturii icircn ajutaj 123 Icircnchiderea matriţei Forţa de icircnchidere a matriţei trebuie să fie mai mare decacirct forţa de distanţare creată de presiunea topiturii de material plastic din matriţă Relaţia dintre cele două forţe este
distanţareF)3121(Ficircnchidere sdotdivide= [daN] (11)
Forţa de distanţare se calculează cu relaţia
APKF sdotsdot=distanţare [daN] (12) unde K este coeficient ce variază ca valoare icircn intervalul (03divide05) pentru materialele termoplastice injectate cu agregat de plastifiere cu piston şi icircntre (05divide07) pentru cele injectate cu agregate cu melc - piston
T
Solid Lichid
Cal
dura
spec
ifica
[ca
lg C
]o
Temperatura [ C]t o
Fig 16 Temperatura şi căldura specifică a materialelor plastice
semicristaline
Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Injectarea materialelor plastice
15
Icircn timpul procesului se dezvoltă o serie de forţe care exercită presiuni importante asupra materialului Dintre acestea cinci sunt hotăracirctoare determinacircnd nivelul calităţii produsului finit şi anume - presiunea exterioară reprezentacircnd presiunea exercitată asupra materialului termo-plastifiat icircn cilindrul de injectare al maşinii - presiunea interioară respectiv presiunea din cavitatea matriţei icircnchise (presiunea interioară este mai mică decacirct cea exterioară datorită pierderilor de presiune care apar la trecerea materialului prin secţiuni icircnguste cum sunt duza reţeaua de injectare pereţii interiori din cuibul matriţei etc) - presiunea ulterioară respectiv presiunea exercitată de pistonul de injectare asupra materialului injectat icircn cavitatea matriţei (această presiune compensează contracţia rezultată icircn urma răcirii materialului) - presiunea de sigilare definită ca presiunea exercitată asupra materialului din cavitatea matriţei icircn momentul solidificării culeii (acestei presiuni icirci corespunde punctul de sigilare) - presiunea interioară remanentă respectiv presiunea care acţionează asupra piesei injectate icircn momentul icircnceperii deschiderii matriţei (după sigilare materialul se contractă datorită răcirii şi icircn consecinţă presiunea scade fără icircnsă a atinge valoarea zero)
Variaţia presiunii interioare icircn decursul ciclului de injectare poate fi studiată cu ajutorul diagramei presiune-timp reprezentată icircn figura 12 Conform diagramei ciclul de injectare cuprinde următoarele etape mai importante
icircnchisa deschisa
a b c d
Pres
iune
inte
rioar
a1
2
Timp de umplere
Presiuneulterioara
Piston icircnainte
Punct de
Presiuneremanenta
e f
sigilare
Timpg
de racire Deschidere
Piston icircnapoi
Timp
Matrita
Fig 12 Variaţia presiunii interioare icircn timpul ciclului de injectare
1 - deplasarea matriţei 2 - deplasarea pistonului
Capitolul 1 Principiul injectării materialelor plastice
16
- icircnceperea injectării prin icircnaintarea pistonului şi compactizarea materialului cavitatea matriţei fiind icircncă neumplută - creşterea presiunii şi umplerea cavităţii matriţei - creşterea icircn continuare a presiunii pacircnă la atingerea valorii maxime a acesteia - exercitarea presiunii ulterioare care face ca materialul plastifiat din cavitatea matriţei să rămacircnă sub presiune continuă icircn timpul procesului de solidificare - icircnceperea solidificării materialului şi scăderea presiunii o dată cu sigilarea canalelor de umplere a matriţei - răcirea piesei injectate - deschiderea matriţei şi eliminarea din matriţă a piesei injectate Icircn diagrama din figura 12 se observă că presiunea interioară la icircnceput creşte brusc apoi după icircncetarea presiunii ulterioare respectiv după sigilare scade treptat la valoarea presiunii remanente [48] [98] Icircn general diferenţa de presiune icircntre presiunea exterioară de injectare şi presiunea interioară din cavitatea matriţei depinde de proprietăţile materialului termoplastic şi de temperatura de injectare precum şi de dimensiunile duzei de injectare canalelor de injectare culeii adică de parametrii reţelei de injectare Pentru un anumit material termoplastic raportul icircntre valoarea presiunii exterioare (de injectare) şi a presiunii interioare este influenţat icircn mare măsură de temperatură Astfel la temperaturi mai ridicate viscozitatea topiturii este mai mică căderea de presiune va fi mai mică şi icircn consecinţă presiunea interioară creşte Cu alte cuvinte o dată cu creşterea temperaturii de injectare scade presiunea de injectare necesară asigurării aceleiaşi presiuni interioare Relaţia icircntre presiunea de injectare şi presiunea interioară icircn funcţie de temperatura de injectare icircn cazul polistirenului este reprezentată icircn figura 13
Presiunea interioară dă naştere la o forţă care tinde să deschidă matriţa icircn timpul injectării Din acest motiv forţa de icircnchidere a maşinii trebuie să fie mai mare decacirct forţa interioară definită prin produsul dintre presiunea interioară şi suprafaţa cavităţii matriţei icircn planul de separaţie Cu cacirct viscozitatea topiturii este mai mică cu atacirct diferenţa icircntre forţa de icircnchidere şi forţa interioară trebuie să fie mai mare Icircn cazul injectării cu duză punctiformă proces care prezintă avantajul de a nu imprima pe suprafaţa produsului urme inestetice ale
210 C
60 80 100 120 140 160
225 C
Pres
iune
a in
terio
aratilde
[MPa
]
25
50
100
o255 C75
oo 205 C
Presiunea de injectare [MPa]
POLISTIREN
o
125
Fig 13 Presiunea de injectare şi interioară la diferite temperaturi
Injectarea materialelor plastice
17
zonei de injectare raportul icircntre presiunea exterioară şi cea interioară joacă un rol foarte important Astfel icircn cazul acestui procedeu secţiunea mică prin care materialul termoplastic pătrunde icircn cavitatea matriţei provoacă o supraicircncălzire a acestuia şi respectiv o scădere a presiunii interioare Icircn acest caz matriţa se sigilează mai repede decacirct icircn cazul sistemelor de injectare cu duză normală Presiunea interioară mai mică nu poate compensa contracţia piesei provocată de răcirea acesteia avacircnd icircn vedere şi icircncălzirea la o temperatură mai mare a materialului datorită trecerii prin secţiunea redusă a duzei punctiforme Drept consecinţă la injectarea punctiformă contracţia piesei injectate este foarte mare fenomen de care trebuie să se ţină seama la proiectarea zonei active a matriţelor pentru a nu se obţine deformări nedorite ale produsului finit mai ales icircn cazul icircn care acesta prezintă secţiuni variabile sau pereţi groşi Datorită contracţiei icircn timpul răcirii pe suprafaţa pieselor injectate apar adesea retasuri nedorite Pentru compensarea acestora prin acţiunea presiunii ulterioare matriţa se mai alimentează cu material plastifiat Este important ca pacircnă la terminarea sigilării matriţei pe durata asigurării presiunii ulterioare presiunea exterioară de injectare să aibă valoare maximă Tot datorită acestui fenomen nedorit la injectarea pieselor cu pereţi groşi trebuie să se aplice icircn general o temperatură de injectare mai mică şi o presiune de injectare mai mare concomitent cu mărimea duratei presiunii ulterioare Icircn cazul injectării pieselor cu pereţi subţiri trebuie să se micşoreze atacirct presiunea de injectare cacirct şi durata de exercitare a presiunii ulterioare deoarece icircn acest caz piesa se răceşte mai repede de regulă mai icircnainte ca presiunea interioară să scadă la valoarea ei minimă La deschiderea matriţei din această cauză apar tensiuni interne icircn piesele injectate La racircndul lor tensiunile interne pot provoca fisurarea pieselor (icircn cazul materialelor termoplastice mai rigide ca de exemplu a poliesterului) sau deformarea lor (icircn cazul materialelor mai flexibile cum ar fi polietilena) 121 Dozarea Dozarea trebuie să asigure cantitatea corespunzătoare de material plastic pentru umplerea cavităţii matriţei Dozarea cacirct mai exactă este impusă şi de restricţia ca materialul plastic să fie cacirct mai puţin solicitat termic din motive de degradare ceea ce icircnseamnă că icircn volumul cilindrului de plastifiere nu trebuie să rămacircnă material icircntre două cicluri de injectare (la maşinile cu piston) Concordanţa dintre volumul piesei injectate şi volumul de material plastic injectat icircn matriţă este un alt argument icircn favoarea dozării cacirct mai exacte a materialului 122 Plastifierea Icircn interiorul cilindrului maşinii de injectare materialul plastic este adus din stare solidă icircn stare de topitură cu aport exterior de caldură şi prin transformarea energiei mecanice a pistonului sau a melcului icircn energie termică (prin fricţiunea materialului plastic) Temperatura materialului plastic icircn cilindrul maşinii depinde de natura materialului plastic şi de tipul maşinii Icircn ceea ce priveşte natura materialului principalul criteriu de clasificare este comportarea termomecanică a materialului plastic sau deformarea acestuia sub sarcină constantă icircn funcţie de temperatură Pentru un material plastic liniar amorf icircn diagrama variaţiei deformaţie-temperatură din figura 14 a se disting trei zone (stări fizice) ale materialului plastic - starea sticloasă caracterizată prin deformaţii elastice foarte mici care cresc liniar o dată cu temperatura această stare se menţine pacircnă la punctul de vitrifiere Tv Stării sticloase icirci este proprie o mişcare de vibraţie a atomilor ce formează catena polimerică icircn jurul poziţiei lor de echilibru
Capitolul 1 Principiul injectării materialelor plastice
18
- starea icircnalt-elastică (intervalul Tv - Tc) care are ca specific creşterea rapidă a deformaţiei la icircnceputul intervalului după care deformaţia ramacircne constantă independent de ridicarea temperaturii Deformaţiile dispar la icircndepărtarea forţei exterioare Icircn starea icircnalt elastică apar mişcări vibratorii ale segmentelor de catenă (vibraţii torsionale) ceea ce are ca finalitate flexibilitatea catenelor polimerice Deformaţiile icircnalt-elastice au caracter de deformaţii icircntacircrziate care descresc lent icircn timp după ce a icircncetat solicitarea exterioară - starea plastică icircncepe de la punctul corespunzător temperaturii de curgere Tc iar icircn cazul materialelor plastice cristaline de la temperatura de topire Starea plastică se caracterizează prin deformaţii permanente ale materialelor plastice icircn această stare macromoleculele sunt mobilizate icircn icircntregime Starea plastică poate fi vacircscoelastică sau vacircscoplastică
Tranziţia de la o stare fizică la alta nu se face la valori finite de temperatură ci pe un domeniu a cărui valoare medie se numeşte temperatură de tranziţie Astfel temperatura de trecere de la starea sticloasă la cea icircnalt-elastică (şi invers) este temperatura de tranziţie sticloasă (sau vitroasă) Tv iar temperatura de tranziţie de la starea icircnalt-elastică la starea vacircscoplastică şi invers este temperatura de curgere Tc Substanţele amorfe micromoleculare şi cele macromoleculare cu masă moleculară joasă trec direct din starea sticloasă icircn stare lichidă cele macromoleculare trec icircnsă mai icircntacirci prin starea icircnalt-elastică şi numai după aceea icircn stare vacircscoelastică Icircn figura 14 Td este temperatura de degradare termică a materialului plastic reprezentacircnd valoarea maximă la care poate funcţiona maşina de injectat Starea sticloasă reprezintă forma obişnuită a materialelor plastice icircn stare solidă ea fiind determinată de dezordinea catenelor polimerice lungi care reduc capacitatea de trecere a materialelor plastice icircn stare cristalină chiar dacă cristalizarea este posibilă termodinamic Există pentru fiecare material plastic un interval restracircns de temperatură icircn care cele mai multe proprietăţi fizice suferă variaţii importante aceste variaţii corespund trecerii de la starea sticloasă la starea icircnalt-elastică temperatura de tranziţie sticloasă fiind unul dintre parametrii cei mai importanţi ai unui material plastic amorf Privită din punct de vedere termodinamic temperatura de tranziţie sticloasă prezintă caracteristicile tranziţiilor de fază de ordinul doi adică energia internă şi volumul specific variază continuu (nu se absoarbe şi nu se degajă energie) icircnsă capacitatea calorică compresibilitatea coeficientul de degradare termică şi modulul de elasticitate variază brusc la punctul de tranziţie Tranziţia sticloasă poate fi explicată prin teoria volumului liber de material plastic prin teoria echilibrului sau prin teoria de relaxare a golurilor [98] [134]
Aschiere Formare la cald
A
T T T Tb v c dTemperatura T
B
Injectare extrudere presare sudare
C
1
2Def
orm
atia
spec
ifica
Stare solida Stare icircnalt-elastica Stare vacircscoplastica
Fig 14 Diagrama de stare termomecanică a unui material termoplastic
Injectarea materialelor plastice
19
Temperatura de tranziţie sticloasă determină limita inferioară a folosirii unui elastomer şi limita superioară de utilizare a unui material plastic Valoarea Tv este determinată de structura materialului plastic şi creşte odată cu masa moleculară Icircn figura 14 termenul Tb are semnificaţia de temperatură de fragilizare şi reprezintă temperatura minimă pacircnă la care materialul nu este casant Practic Tb este temperatura la care o epruvetă din material plastic supusă unei solicitări instantanee de o anumită intensitate se rupe Valoarea temperaturii de fragilizare depinde de orientarea macromoleculei (Tb este mai mic la un grad de orientare mai mare al materialului plastic) şi de condiţiile de determinare a valorii Tb Temperatura de curgere reprezintă punctul la care energia cinetică a macromoleculelor icircnvinge forţele de coeziune moleculară ceea ce permite mişcarea lor relativă de alunecare Temperatura Tc nu reprezintă o valoare fixă ci un interval caracteristic fiecarui tip de material plastic şi se situează la interfaţa stării icircnalt-elastice şi a stării vacircscoplastice variaţia icircn funcţie de temperatură a componentei reversibile a deformaţiei este dată de curba (2) din figura 14 Valoarea Tc creşte cu gradul de polimerizare iar pentru materialele plastice care prezintă o dispersie a masei moleculare Tc se transformă icircntr-un interval Temperatura de topire este caracteristică materialelor plastice cristaline şi reprezintă trecerea de la starea cristalină solidă la starea lichidă Materialele plastice amorfe nu au temperatură de topire bine definită spre deosebire de cele cristaline materialele plastice semi-cristaline se caracterizează atacirct prin temperatură de topire cacirct şi prin cea de vitrifiere Icircn cazul materialelor plastice cristaline la Tc au loc transformări de fază cu variaţia bruscă a unor proprietăţi termodinamice ca volumul specific şi căldura specifică Modificarea volumului specific odată cu temperatura se explică prin dispariţia reţelei cristaline şi creşterea distanţelor intermoleculare
La temperatura de degradare termică Td icircncepe descompunerea materialului plastic sub influenţa căldurii Td depinde de durata solicitării termice de gradul de polimerizare şi de structura materialului plastic Icircn figura 15 se prezintă un exemplu de alegere a tehnologiei de injectare icircn funcţie de caracteristicile de degradare termică a PVC
MP
D E F G H
Tem
pera
tura
A
B
CP
Timpul de icircncalzire Fig 15 Diagrama stabilităţii termice a PVC
A - domeniul stării sticloase B - domeniul stării icircnalt-elastice C - domeniul stării de topitură (curgere vacircscoasă) D - domeniul optim pentru prelucrare E F G H - domenii de degradare
termică a materialului plastic MP - domeniul de prelucrare prin injectare cu maşini cu melc- piston P - domeniul de prelucrare prin injectare cu maşini cu piston
Capitolul 1 Principiul injectării materialelor plastice
20
Plastifierea materialului plastic icircn maşina de injectare se realizează prin transmiterea căldurii de la pereţii cilindrului Diferenţa de temperatură dintre cilindru şi materialul plastic trebuie să aibă valori mari justificate de conductibilitatea termică scăzută a materialelor plastice Topirea este favorizată şi de grosimea cacirct mai mică a stratului de material plastic din cilindrul de injectare Regimul de temperaturi icircn lungul cilindrului de plastifiere depinde de natura materialelor plastice Pentru materialele plastice cristaline căldura specifică variază icircn funcţie de temperatură ca icircn figura 16 saltul brusc observat la Tt corespunde transformării fazei solide icircn fază lichidă iar această căldură latentă (care la PA 66 reprezintă 16 din totalul căldurii necesare procesului de injectare [98]) nu mai poate fi asigurată numai prin transfer icircn cilindrul maşinii ci şi cu ajutorul melcului prin transformarea energiei mecanice icircn energie termică
La materialele plastice amorfe necesarul de căldură variază mai lent ceea ce icircnseamnă că acelaşi agregat de plastifiere poate plastifia mai mult material plastic amorf decacirct material plastic cristalin Valorile de temperatură recomandate pentru injectarea unor materiale plastice (vezi Capitolul 2) reprezintă temperatura măsurată icircn jetul de topitură la ieşirea din duză Dinamica temperaturii de-a lungul cilindrului include topirea materialului plastic şi icircncălzirea icircn continuare a acestuia (valoarea Ts) pe seama fricţiunii mecanice a topiturii icircn ajutaj 123 Icircnchiderea matriţei Forţa de icircnchidere a matriţei trebuie să fie mai mare decacirct forţa de distanţare creată de presiunea topiturii de material plastic din matriţă Relaţia dintre cele două forţe este
distanţareF)3121(Ficircnchidere sdotdivide= [daN] (11)
Forţa de distanţare se calculează cu relaţia
APKF sdotsdot=distanţare [daN] (12) unde K este coeficient ce variază ca valoare icircn intervalul (03divide05) pentru materialele termoplastice injectate cu agregat de plastifiere cu piston şi icircntre (05divide07) pentru cele injectate cu agregate cu melc - piston
T
Solid Lichid
Cal
dura
spec
ifica
[ca
lg C
]o
Temperatura [ C]t o
Fig 16 Temperatura şi căldura specifică a materialelor plastice
semicristaline
Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
16
- icircnceperea injectării prin icircnaintarea pistonului şi compactizarea materialului cavitatea matriţei fiind icircncă neumplută - creşterea presiunii şi umplerea cavităţii matriţei - creşterea icircn continuare a presiunii pacircnă la atingerea valorii maxime a acesteia - exercitarea presiunii ulterioare care face ca materialul plastifiat din cavitatea matriţei să rămacircnă sub presiune continuă icircn timpul procesului de solidificare - icircnceperea solidificării materialului şi scăderea presiunii o dată cu sigilarea canalelor de umplere a matriţei - răcirea piesei injectate - deschiderea matriţei şi eliminarea din matriţă a piesei injectate Icircn diagrama din figura 12 se observă că presiunea interioară la icircnceput creşte brusc apoi după icircncetarea presiunii ulterioare respectiv după sigilare scade treptat la valoarea presiunii remanente [48] [98] Icircn general diferenţa de presiune icircntre presiunea exterioară de injectare şi presiunea interioară din cavitatea matriţei depinde de proprietăţile materialului termoplastic şi de temperatura de injectare precum şi de dimensiunile duzei de injectare canalelor de injectare culeii adică de parametrii reţelei de injectare Pentru un anumit material termoplastic raportul icircntre valoarea presiunii exterioare (de injectare) şi a presiunii interioare este influenţat icircn mare măsură de temperatură Astfel la temperaturi mai ridicate viscozitatea topiturii este mai mică căderea de presiune va fi mai mică şi icircn consecinţă presiunea interioară creşte Cu alte cuvinte o dată cu creşterea temperaturii de injectare scade presiunea de injectare necesară asigurării aceleiaşi presiuni interioare Relaţia icircntre presiunea de injectare şi presiunea interioară icircn funcţie de temperatura de injectare icircn cazul polistirenului este reprezentată icircn figura 13
Presiunea interioară dă naştere la o forţă care tinde să deschidă matriţa icircn timpul injectării Din acest motiv forţa de icircnchidere a maşinii trebuie să fie mai mare decacirct forţa interioară definită prin produsul dintre presiunea interioară şi suprafaţa cavităţii matriţei icircn planul de separaţie Cu cacirct viscozitatea topiturii este mai mică cu atacirct diferenţa icircntre forţa de icircnchidere şi forţa interioară trebuie să fie mai mare Icircn cazul injectării cu duză punctiformă proces care prezintă avantajul de a nu imprima pe suprafaţa produsului urme inestetice ale
210 C
60 80 100 120 140 160
225 C
Pres
iune
a in
terio
aratilde
[MPa
]
25
50
100
o255 C75
oo 205 C
Presiunea de injectare [MPa]
POLISTIREN
o
125
Fig 13 Presiunea de injectare şi interioară la diferite temperaturi
Injectarea materialelor plastice
17
zonei de injectare raportul icircntre presiunea exterioară şi cea interioară joacă un rol foarte important Astfel icircn cazul acestui procedeu secţiunea mică prin care materialul termoplastic pătrunde icircn cavitatea matriţei provoacă o supraicircncălzire a acestuia şi respectiv o scădere a presiunii interioare Icircn acest caz matriţa se sigilează mai repede decacirct icircn cazul sistemelor de injectare cu duză normală Presiunea interioară mai mică nu poate compensa contracţia piesei provocată de răcirea acesteia avacircnd icircn vedere şi icircncălzirea la o temperatură mai mare a materialului datorită trecerii prin secţiunea redusă a duzei punctiforme Drept consecinţă la injectarea punctiformă contracţia piesei injectate este foarte mare fenomen de care trebuie să se ţină seama la proiectarea zonei active a matriţelor pentru a nu se obţine deformări nedorite ale produsului finit mai ales icircn cazul icircn care acesta prezintă secţiuni variabile sau pereţi groşi Datorită contracţiei icircn timpul răcirii pe suprafaţa pieselor injectate apar adesea retasuri nedorite Pentru compensarea acestora prin acţiunea presiunii ulterioare matriţa se mai alimentează cu material plastifiat Este important ca pacircnă la terminarea sigilării matriţei pe durata asigurării presiunii ulterioare presiunea exterioară de injectare să aibă valoare maximă Tot datorită acestui fenomen nedorit la injectarea pieselor cu pereţi groşi trebuie să se aplice icircn general o temperatură de injectare mai mică şi o presiune de injectare mai mare concomitent cu mărimea duratei presiunii ulterioare Icircn cazul injectării pieselor cu pereţi subţiri trebuie să se micşoreze atacirct presiunea de injectare cacirct şi durata de exercitare a presiunii ulterioare deoarece icircn acest caz piesa se răceşte mai repede de regulă mai icircnainte ca presiunea interioară să scadă la valoarea ei minimă La deschiderea matriţei din această cauză apar tensiuni interne icircn piesele injectate La racircndul lor tensiunile interne pot provoca fisurarea pieselor (icircn cazul materialelor termoplastice mai rigide ca de exemplu a poliesterului) sau deformarea lor (icircn cazul materialelor mai flexibile cum ar fi polietilena) 121 Dozarea Dozarea trebuie să asigure cantitatea corespunzătoare de material plastic pentru umplerea cavităţii matriţei Dozarea cacirct mai exactă este impusă şi de restricţia ca materialul plastic să fie cacirct mai puţin solicitat termic din motive de degradare ceea ce icircnseamnă că icircn volumul cilindrului de plastifiere nu trebuie să rămacircnă material icircntre două cicluri de injectare (la maşinile cu piston) Concordanţa dintre volumul piesei injectate şi volumul de material plastic injectat icircn matriţă este un alt argument icircn favoarea dozării cacirct mai exacte a materialului 122 Plastifierea Icircn interiorul cilindrului maşinii de injectare materialul plastic este adus din stare solidă icircn stare de topitură cu aport exterior de caldură şi prin transformarea energiei mecanice a pistonului sau a melcului icircn energie termică (prin fricţiunea materialului plastic) Temperatura materialului plastic icircn cilindrul maşinii depinde de natura materialului plastic şi de tipul maşinii Icircn ceea ce priveşte natura materialului principalul criteriu de clasificare este comportarea termomecanică a materialului plastic sau deformarea acestuia sub sarcină constantă icircn funcţie de temperatură Pentru un material plastic liniar amorf icircn diagrama variaţiei deformaţie-temperatură din figura 14 a se disting trei zone (stări fizice) ale materialului plastic - starea sticloasă caracterizată prin deformaţii elastice foarte mici care cresc liniar o dată cu temperatura această stare se menţine pacircnă la punctul de vitrifiere Tv Stării sticloase icirci este proprie o mişcare de vibraţie a atomilor ce formează catena polimerică icircn jurul poziţiei lor de echilibru
Capitolul 1 Principiul injectării materialelor plastice
18
- starea icircnalt-elastică (intervalul Tv - Tc) care are ca specific creşterea rapidă a deformaţiei la icircnceputul intervalului după care deformaţia ramacircne constantă independent de ridicarea temperaturii Deformaţiile dispar la icircndepărtarea forţei exterioare Icircn starea icircnalt elastică apar mişcări vibratorii ale segmentelor de catenă (vibraţii torsionale) ceea ce are ca finalitate flexibilitatea catenelor polimerice Deformaţiile icircnalt-elastice au caracter de deformaţii icircntacircrziate care descresc lent icircn timp după ce a icircncetat solicitarea exterioară - starea plastică icircncepe de la punctul corespunzător temperaturii de curgere Tc iar icircn cazul materialelor plastice cristaline de la temperatura de topire Starea plastică se caracterizează prin deformaţii permanente ale materialelor plastice icircn această stare macromoleculele sunt mobilizate icircn icircntregime Starea plastică poate fi vacircscoelastică sau vacircscoplastică
Tranziţia de la o stare fizică la alta nu se face la valori finite de temperatură ci pe un domeniu a cărui valoare medie se numeşte temperatură de tranziţie Astfel temperatura de trecere de la starea sticloasă la cea icircnalt-elastică (şi invers) este temperatura de tranziţie sticloasă (sau vitroasă) Tv iar temperatura de tranziţie de la starea icircnalt-elastică la starea vacircscoplastică şi invers este temperatura de curgere Tc Substanţele amorfe micromoleculare şi cele macromoleculare cu masă moleculară joasă trec direct din starea sticloasă icircn stare lichidă cele macromoleculare trec icircnsă mai icircntacirci prin starea icircnalt-elastică şi numai după aceea icircn stare vacircscoelastică Icircn figura 14 Td este temperatura de degradare termică a materialului plastic reprezentacircnd valoarea maximă la care poate funcţiona maşina de injectat Starea sticloasă reprezintă forma obişnuită a materialelor plastice icircn stare solidă ea fiind determinată de dezordinea catenelor polimerice lungi care reduc capacitatea de trecere a materialelor plastice icircn stare cristalină chiar dacă cristalizarea este posibilă termodinamic Există pentru fiecare material plastic un interval restracircns de temperatură icircn care cele mai multe proprietăţi fizice suferă variaţii importante aceste variaţii corespund trecerii de la starea sticloasă la starea icircnalt-elastică temperatura de tranziţie sticloasă fiind unul dintre parametrii cei mai importanţi ai unui material plastic amorf Privită din punct de vedere termodinamic temperatura de tranziţie sticloasă prezintă caracteristicile tranziţiilor de fază de ordinul doi adică energia internă şi volumul specific variază continuu (nu se absoarbe şi nu se degajă energie) icircnsă capacitatea calorică compresibilitatea coeficientul de degradare termică şi modulul de elasticitate variază brusc la punctul de tranziţie Tranziţia sticloasă poate fi explicată prin teoria volumului liber de material plastic prin teoria echilibrului sau prin teoria de relaxare a golurilor [98] [134]
Aschiere Formare la cald
A
T T T Tb v c dTemperatura T
B
Injectare extrudere presare sudare
C
1
2Def
orm
atia
spec
ifica
Stare solida Stare icircnalt-elastica Stare vacircscoplastica
Fig 14 Diagrama de stare termomecanică a unui material termoplastic
Injectarea materialelor plastice
19
Temperatura de tranziţie sticloasă determină limita inferioară a folosirii unui elastomer şi limita superioară de utilizare a unui material plastic Valoarea Tv este determinată de structura materialului plastic şi creşte odată cu masa moleculară Icircn figura 14 termenul Tb are semnificaţia de temperatură de fragilizare şi reprezintă temperatura minimă pacircnă la care materialul nu este casant Practic Tb este temperatura la care o epruvetă din material plastic supusă unei solicitări instantanee de o anumită intensitate se rupe Valoarea temperaturii de fragilizare depinde de orientarea macromoleculei (Tb este mai mic la un grad de orientare mai mare al materialului plastic) şi de condiţiile de determinare a valorii Tb Temperatura de curgere reprezintă punctul la care energia cinetică a macromoleculelor icircnvinge forţele de coeziune moleculară ceea ce permite mişcarea lor relativă de alunecare Temperatura Tc nu reprezintă o valoare fixă ci un interval caracteristic fiecarui tip de material plastic şi se situează la interfaţa stării icircnalt-elastice şi a stării vacircscoplastice variaţia icircn funcţie de temperatură a componentei reversibile a deformaţiei este dată de curba (2) din figura 14 Valoarea Tc creşte cu gradul de polimerizare iar pentru materialele plastice care prezintă o dispersie a masei moleculare Tc se transformă icircntr-un interval Temperatura de topire este caracteristică materialelor plastice cristaline şi reprezintă trecerea de la starea cristalină solidă la starea lichidă Materialele plastice amorfe nu au temperatură de topire bine definită spre deosebire de cele cristaline materialele plastice semi-cristaline se caracterizează atacirct prin temperatură de topire cacirct şi prin cea de vitrifiere Icircn cazul materialelor plastice cristaline la Tc au loc transformări de fază cu variaţia bruscă a unor proprietăţi termodinamice ca volumul specific şi căldura specifică Modificarea volumului specific odată cu temperatura se explică prin dispariţia reţelei cristaline şi creşterea distanţelor intermoleculare
La temperatura de degradare termică Td icircncepe descompunerea materialului plastic sub influenţa căldurii Td depinde de durata solicitării termice de gradul de polimerizare şi de structura materialului plastic Icircn figura 15 se prezintă un exemplu de alegere a tehnologiei de injectare icircn funcţie de caracteristicile de degradare termică a PVC
MP
D E F G H
Tem
pera
tura
A
B
CP
Timpul de icircncalzire Fig 15 Diagrama stabilităţii termice a PVC
A - domeniul stării sticloase B - domeniul stării icircnalt-elastice C - domeniul stării de topitură (curgere vacircscoasă) D - domeniul optim pentru prelucrare E F G H - domenii de degradare
termică a materialului plastic MP - domeniul de prelucrare prin injectare cu maşini cu melc- piston P - domeniul de prelucrare prin injectare cu maşini cu piston
Capitolul 1 Principiul injectării materialelor plastice
20
Plastifierea materialului plastic icircn maşina de injectare se realizează prin transmiterea căldurii de la pereţii cilindrului Diferenţa de temperatură dintre cilindru şi materialul plastic trebuie să aibă valori mari justificate de conductibilitatea termică scăzută a materialelor plastice Topirea este favorizată şi de grosimea cacirct mai mică a stratului de material plastic din cilindrul de injectare Regimul de temperaturi icircn lungul cilindrului de plastifiere depinde de natura materialelor plastice Pentru materialele plastice cristaline căldura specifică variază icircn funcţie de temperatură ca icircn figura 16 saltul brusc observat la Tt corespunde transformării fazei solide icircn fază lichidă iar această căldură latentă (care la PA 66 reprezintă 16 din totalul căldurii necesare procesului de injectare [98]) nu mai poate fi asigurată numai prin transfer icircn cilindrul maşinii ci şi cu ajutorul melcului prin transformarea energiei mecanice icircn energie termică
La materialele plastice amorfe necesarul de căldură variază mai lent ceea ce icircnseamnă că acelaşi agregat de plastifiere poate plastifia mai mult material plastic amorf decacirct material plastic cristalin Valorile de temperatură recomandate pentru injectarea unor materiale plastice (vezi Capitolul 2) reprezintă temperatura măsurată icircn jetul de topitură la ieşirea din duză Dinamica temperaturii de-a lungul cilindrului include topirea materialului plastic şi icircncălzirea icircn continuare a acestuia (valoarea Ts) pe seama fricţiunii mecanice a topiturii icircn ajutaj 123 Icircnchiderea matriţei Forţa de icircnchidere a matriţei trebuie să fie mai mare decacirct forţa de distanţare creată de presiunea topiturii de material plastic din matriţă Relaţia dintre cele două forţe este
distanţareF)3121(Ficircnchidere sdotdivide= [daN] (11)
Forţa de distanţare se calculează cu relaţia
APKF sdotsdot=distanţare [daN] (12) unde K este coeficient ce variază ca valoare icircn intervalul (03divide05) pentru materialele termoplastice injectate cu agregat de plastifiere cu piston şi icircntre (05divide07) pentru cele injectate cu agregate cu melc - piston
T
Solid Lichid
Cal
dura
spec
ifica
[ca
lg C
]o
Temperatura [ C]t o
Fig 16 Temperatura şi căldura specifică a materialelor plastice
semicristaline
Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Injectarea materialelor plastice
17
zonei de injectare raportul icircntre presiunea exterioară şi cea interioară joacă un rol foarte important Astfel icircn cazul acestui procedeu secţiunea mică prin care materialul termoplastic pătrunde icircn cavitatea matriţei provoacă o supraicircncălzire a acestuia şi respectiv o scădere a presiunii interioare Icircn acest caz matriţa se sigilează mai repede decacirct icircn cazul sistemelor de injectare cu duză normală Presiunea interioară mai mică nu poate compensa contracţia piesei provocată de răcirea acesteia avacircnd icircn vedere şi icircncălzirea la o temperatură mai mare a materialului datorită trecerii prin secţiunea redusă a duzei punctiforme Drept consecinţă la injectarea punctiformă contracţia piesei injectate este foarte mare fenomen de care trebuie să se ţină seama la proiectarea zonei active a matriţelor pentru a nu se obţine deformări nedorite ale produsului finit mai ales icircn cazul icircn care acesta prezintă secţiuni variabile sau pereţi groşi Datorită contracţiei icircn timpul răcirii pe suprafaţa pieselor injectate apar adesea retasuri nedorite Pentru compensarea acestora prin acţiunea presiunii ulterioare matriţa se mai alimentează cu material plastifiat Este important ca pacircnă la terminarea sigilării matriţei pe durata asigurării presiunii ulterioare presiunea exterioară de injectare să aibă valoare maximă Tot datorită acestui fenomen nedorit la injectarea pieselor cu pereţi groşi trebuie să se aplice icircn general o temperatură de injectare mai mică şi o presiune de injectare mai mare concomitent cu mărimea duratei presiunii ulterioare Icircn cazul injectării pieselor cu pereţi subţiri trebuie să se micşoreze atacirct presiunea de injectare cacirct şi durata de exercitare a presiunii ulterioare deoarece icircn acest caz piesa se răceşte mai repede de regulă mai icircnainte ca presiunea interioară să scadă la valoarea ei minimă La deschiderea matriţei din această cauză apar tensiuni interne icircn piesele injectate La racircndul lor tensiunile interne pot provoca fisurarea pieselor (icircn cazul materialelor termoplastice mai rigide ca de exemplu a poliesterului) sau deformarea lor (icircn cazul materialelor mai flexibile cum ar fi polietilena) 121 Dozarea Dozarea trebuie să asigure cantitatea corespunzătoare de material plastic pentru umplerea cavităţii matriţei Dozarea cacirct mai exactă este impusă şi de restricţia ca materialul plastic să fie cacirct mai puţin solicitat termic din motive de degradare ceea ce icircnseamnă că icircn volumul cilindrului de plastifiere nu trebuie să rămacircnă material icircntre două cicluri de injectare (la maşinile cu piston) Concordanţa dintre volumul piesei injectate şi volumul de material plastic injectat icircn matriţă este un alt argument icircn favoarea dozării cacirct mai exacte a materialului 122 Plastifierea Icircn interiorul cilindrului maşinii de injectare materialul plastic este adus din stare solidă icircn stare de topitură cu aport exterior de caldură şi prin transformarea energiei mecanice a pistonului sau a melcului icircn energie termică (prin fricţiunea materialului plastic) Temperatura materialului plastic icircn cilindrul maşinii depinde de natura materialului plastic şi de tipul maşinii Icircn ceea ce priveşte natura materialului principalul criteriu de clasificare este comportarea termomecanică a materialului plastic sau deformarea acestuia sub sarcină constantă icircn funcţie de temperatură Pentru un material plastic liniar amorf icircn diagrama variaţiei deformaţie-temperatură din figura 14 a se disting trei zone (stări fizice) ale materialului plastic - starea sticloasă caracterizată prin deformaţii elastice foarte mici care cresc liniar o dată cu temperatura această stare se menţine pacircnă la punctul de vitrifiere Tv Stării sticloase icirci este proprie o mişcare de vibraţie a atomilor ce formează catena polimerică icircn jurul poziţiei lor de echilibru
Capitolul 1 Principiul injectării materialelor plastice
18
- starea icircnalt-elastică (intervalul Tv - Tc) care are ca specific creşterea rapidă a deformaţiei la icircnceputul intervalului după care deformaţia ramacircne constantă independent de ridicarea temperaturii Deformaţiile dispar la icircndepărtarea forţei exterioare Icircn starea icircnalt elastică apar mişcări vibratorii ale segmentelor de catenă (vibraţii torsionale) ceea ce are ca finalitate flexibilitatea catenelor polimerice Deformaţiile icircnalt-elastice au caracter de deformaţii icircntacircrziate care descresc lent icircn timp după ce a icircncetat solicitarea exterioară - starea plastică icircncepe de la punctul corespunzător temperaturii de curgere Tc iar icircn cazul materialelor plastice cristaline de la temperatura de topire Starea plastică se caracterizează prin deformaţii permanente ale materialelor plastice icircn această stare macromoleculele sunt mobilizate icircn icircntregime Starea plastică poate fi vacircscoelastică sau vacircscoplastică
Tranziţia de la o stare fizică la alta nu se face la valori finite de temperatură ci pe un domeniu a cărui valoare medie se numeşte temperatură de tranziţie Astfel temperatura de trecere de la starea sticloasă la cea icircnalt-elastică (şi invers) este temperatura de tranziţie sticloasă (sau vitroasă) Tv iar temperatura de tranziţie de la starea icircnalt-elastică la starea vacircscoplastică şi invers este temperatura de curgere Tc Substanţele amorfe micromoleculare şi cele macromoleculare cu masă moleculară joasă trec direct din starea sticloasă icircn stare lichidă cele macromoleculare trec icircnsă mai icircntacirci prin starea icircnalt-elastică şi numai după aceea icircn stare vacircscoelastică Icircn figura 14 Td este temperatura de degradare termică a materialului plastic reprezentacircnd valoarea maximă la care poate funcţiona maşina de injectat Starea sticloasă reprezintă forma obişnuită a materialelor plastice icircn stare solidă ea fiind determinată de dezordinea catenelor polimerice lungi care reduc capacitatea de trecere a materialelor plastice icircn stare cristalină chiar dacă cristalizarea este posibilă termodinamic Există pentru fiecare material plastic un interval restracircns de temperatură icircn care cele mai multe proprietăţi fizice suferă variaţii importante aceste variaţii corespund trecerii de la starea sticloasă la starea icircnalt-elastică temperatura de tranziţie sticloasă fiind unul dintre parametrii cei mai importanţi ai unui material plastic amorf Privită din punct de vedere termodinamic temperatura de tranziţie sticloasă prezintă caracteristicile tranziţiilor de fază de ordinul doi adică energia internă şi volumul specific variază continuu (nu se absoarbe şi nu se degajă energie) icircnsă capacitatea calorică compresibilitatea coeficientul de degradare termică şi modulul de elasticitate variază brusc la punctul de tranziţie Tranziţia sticloasă poate fi explicată prin teoria volumului liber de material plastic prin teoria echilibrului sau prin teoria de relaxare a golurilor [98] [134]
Aschiere Formare la cald
A
T T T Tb v c dTemperatura T
B
Injectare extrudere presare sudare
C
1
2Def
orm
atia
spec
ifica
Stare solida Stare icircnalt-elastica Stare vacircscoplastica
Fig 14 Diagrama de stare termomecanică a unui material termoplastic
Injectarea materialelor plastice
19
Temperatura de tranziţie sticloasă determină limita inferioară a folosirii unui elastomer şi limita superioară de utilizare a unui material plastic Valoarea Tv este determinată de structura materialului plastic şi creşte odată cu masa moleculară Icircn figura 14 termenul Tb are semnificaţia de temperatură de fragilizare şi reprezintă temperatura minimă pacircnă la care materialul nu este casant Practic Tb este temperatura la care o epruvetă din material plastic supusă unei solicitări instantanee de o anumită intensitate se rupe Valoarea temperaturii de fragilizare depinde de orientarea macromoleculei (Tb este mai mic la un grad de orientare mai mare al materialului plastic) şi de condiţiile de determinare a valorii Tb Temperatura de curgere reprezintă punctul la care energia cinetică a macromoleculelor icircnvinge forţele de coeziune moleculară ceea ce permite mişcarea lor relativă de alunecare Temperatura Tc nu reprezintă o valoare fixă ci un interval caracteristic fiecarui tip de material plastic şi se situează la interfaţa stării icircnalt-elastice şi a stării vacircscoplastice variaţia icircn funcţie de temperatură a componentei reversibile a deformaţiei este dată de curba (2) din figura 14 Valoarea Tc creşte cu gradul de polimerizare iar pentru materialele plastice care prezintă o dispersie a masei moleculare Tc se transformă icircntr-un interval Temperatura de topire este caracteristică materialelor plastice cristaline şi reprezintă trecerea de la starea cristalină solidă la starea lichidă Materialele plastice amorfe nu au temperatură de topire bine definită spre deosebire de cele cristaline materialele plastice semi-cristaline se caracterizează atacirct prin temperatură de topire cacirct şi prin cea de vitrifiere Icircn cazul materialelor plastice cristaline la Tc au loc transformări de fază cu variaţia bruscă a unor proprietăţi termodinamice ca volumul specific şi căldura specifică Modificarea volumului specific odată cu temperatura se explică prin dispariţia reţelei cristaline şi creşterea distanţelor intermoleculare
La temperatura de degradare termică Td icircncepe descompunerea materialului plastic sub influenţa căldurii Td depinde de durata solicitării termice de gradul de polimerizare şi de structura materialului plastic Icircn figura 15 se prezintă un exemplu de alegere a tehnologiei de injectare icircn funcţie de caracteristicile de degradare termică a PVC
MP
D E F G H
Tem
pera
tura
A
B
CP
Timpul de icircncalzire Fig 15 Diagrama stabilităţii termice a PVC
A - domeniul stării sticloase B - domeniul stării icircnalt-elastice C - domeniul stării de topitură (curgere vacircscoasă) D - domeniul optim pentru prelucrare E F G H - domenii de degradare
termică a materialului plastic MP - domeniul de prelucrare prin injectare cu maşini cu melc- piston P - domeniul de prelucrare prin injectare cu maşini cu piston
Capitolul 1 Principiul injectării materialelor plastice
20
Plastifierea materialului plastic icircn maşina de injectare se realizează prin transmiterea căldurii de la pereţii cilindrului Diferenţa de temperatură dintre cilindru şi materialul plastic trebuie să aibă valori mari justificate de conductibilitatea termică scăzută a materialelor plastice Topirea este favorizată şi de grosimea cacirct mai mică a stratului de material plastic din cilindrul de injectare Regimul de temperaturi icircn lungul cilindrului de plastifiere depinde de natura materialelor plastice Pentru materialele plastice cristaline căldura specifică variază icircn funcţie de temperatură ca icircn figura 16 saltul brusc observat la Tt corespunde transformării fazei solide icircn fază lichidă iar această căldură latentă (care la PA 66 reprezintă 16 din totalul căldurii necesare procesului de injectare [98]) nu mai poate fi asigurată numai prin transfer icircn cilindrul maşinii ci şi cu ajutorul melcului prin transformarea energiei mecanice icircn energie termică
La materialele plastice amorfe necesarul de căldură variază mai lent ceea ce icircnseamnă că acelaşi agregat de plastifiere poate plastifia mai mult material plastic amorf decacirct material plastic cristalin Valorile de temperatură recomandate pentru injectarea unor materiale plastice (vezi Capitolul 2) reprezintă temperatura măsurată icircn jetul de topitură la ieşirea din duză Dinamica temperaturii de-a lungul cilindrului include topirea materialului plastic şi icircncălzirea icircn continuare a acestuia (valoarea Ts) pe seama fricţiunii mecanice a topiturii icircn ajutaj 123 Icircnchiderea matriţei Forţa de icircnchidere a matriţei trebuie să fie mai mare decacirct forţa de distanţare creată de presiunea topiturii de material plastic din matriţă Relaţia dintre cele două forţe este
distanţareF)3121(Ficircnchidere sdotdivide= [daN] (11)
Forţa de distanţare se calculează cu relaţia
APKF sdotsdot=distanţare [daN] (12) unde K este coeficient ce variază ca valoare icircn intervalul (03divide05) pentru materialele termoplastice injectate cu agregat de plastifiere cu piston şi icircntre (05divide07) pentru cele injectate cu agregate cu melc - piston
T
Solid Lichid
Cal
dura
spec
ifica
[ca
lg C
]o
Temperatura [ C]t o
Fig 16 Temperatura şi căldura specifică a materialelor plastice
semicristaline
Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
18
- starea icircnalt-elastică (intervalul Tv - Tc) care are ca specific creşterea rapidă a deformaţiei la icircnceputul intervalului după care deformaţia ramacircne constantă independent de ridicarea temperaturii Deformaţiile dispar la icircndepărtarea forţei exterioare Icircn starea icircnalt elastică apar mişcări vibratorii ale segmentelor de catenă (vibraţii torsionale) ceea ce are ca finalitate flexibilitatea catenelor polimerice Deformaţiile icircnalt-elastice au caracter de deformaţii icircntacircrziate care descresc lent icircn timp după ce a icircncetat solicitarea exterioară - starea plastică icircncepe de la punctul corespunzător temperaturii de curgere Tc iar icircn cazul materialelor plastice cristaline de la temperatura de topire Starea plastică se caracterizează prin deformaţii permanente ale materialelor plastice icircn această stare macromoleculele sunt mobilizate icircn icircntregime Starea plastică poate fi vacircscoelastică sau vacircscoplastică
Tranziţia de la o stare fizică la alta nu se face la valori finite de temperatură ci pe un domeniu a cărui valoare medie se numeşte temperatură de tranziţie Astfel temperatura de trecere de la starea sticloasă la cea icircnalt-elastică (şi invers) este temperatura de tranziţie sticloasă (sau vitroasă) Tv iar temperatura de tranziţie de la starea icircnalt-elastică la starea vacircscoplastică şi invers este temperatura de curgere Tc Substanţele amorfe micromoleculare şi cele macromoleculare cu masă moleculară joasă trec direct din starea sticloasă icircn stare lichidă cele macromoleculare trec icircnsă mai icircntacirci prin starea icircnalt-elastică şi numai după aceea icircn stare vacircscoelastică Icircn figura 14 Td este temperatura de degradare termică a materialului plastic reprezentacircnd valoarea maximă la care poate funcţiona maşina de injectat Starea sticloasă reprezintă forma obişnuită a materialelor plastice icircn stare solidă ea fiind determinată de dezordinea catenelor polimerice lungi care reduc capacitatea de trecere a materialelor plastice icircn stare cristalină chiar dacă cristalizarea este posibilă termodinamic Există pentru fiecare material plastic un interval restracircns de temperatură icircn care cele mai multe proprietăţi fizice suferă variaţii importante aceste variaţii corespund trecerii de la starea sticloasă la starea icircnalt-elastică temperatura de tranziţie sticloasă fiind unul dintre parametrii cei mai importanţi ai unui material plastic amorf Privită din punct de vedere termodinamic temperatura de tranziţie sticloasă prezintă caracteristicile tranziţiilor de fază de ordinul doi adică energia internă şi volumul specific variază continuu (nu se absoarbe şi nu se degajă energie) icircnsă capacitatea calorică compresibilitatea coeficientul de degradare termică şi modulul de elasticitate variază brusc la punctul de tranziţie Tranziţia sticloasă poate fi explicată prin teoria volumului liber de material plastic prin teoria echilibrului sau prin teoria de relaxare a golurilor [98] [134]
Aschiere Formare la cald
A
T T T Tb v c dTemperatura T
B
Injectare extrudere presare sudare
C
1
2Def
orm
atia
spec
ifica
Stare solida Stare icircnalt-elastica Stare vacircscoplastica
Fig 14 Diagrama de stare termomecanică a unui material termoplastic
Injectarea materialelor plastice
19
Temperatura de tranziţie sticloasă determină limita inferioară a folosirii unui elastomer şi limita superioară de utilizare a unui material plastic Valoarea Tv este determinată de structura materialului plastic şi creşte odată cu masa moleculară Icircn figura 14 termenul Tb are semnificaţia de temperatură de fragilizare şi reprezintă temperatura minimă pacircnă la care materialul nu este casant Practic Tb este temperatura la care o epruvetă din material plastic supusă unei solicitări instantanee de o anumită intensitate se rupe Valoarea temperaturii de fragilizare depinde de orientarea macromoleculei (Tb este mai mic la un grad de orientare mai mare al materialului plastic) şi de condiţiile de determinare a valorii Tb Temperatura de curgere reprezintă punctul la care energia cinetică a macromoleculelor icircnvinge forţele de coeziune moleculară ceea ce permite mişcarea lor relativă de alunecare Temperatura Tc nu reprezintă o valoare fixă ci un interval caracteristic fiecarui tip de material plastic şi se situează la interfaţa stării icircnalt-elastice şi a stării vacircscoplastice variaţia icircn funcţie de temperatură a componentei reversibile a deformaţiei este dată de curba (2) din figura 14 Valoarea Tc creşte cu gradul de polimerizare iar pentru materialele plastice care prezintă o dispersie a masei moleculare Tc se transformă icircntr-un interval Temperatura de topire este caracteristică materialelor plastice cristaline şi reprezintă trecerea de la starea cristalină solidă la starea lichidă Materialele plastice amorfe nu au temperatură de topire bine definită spre deosebire de cele cristaline materialele plastice semi-cristaline se caracterizează atacirct prin temperatură de topire cacirct şi prin cea de vitrifiere Icircn cazul materialelor plastice cristaline la Tc au loc transformări de fază cu variaţia bruscă a unor proprietăţi termodinamice ca volumul specific şi căldura specifică Modificarea volumului specific odată cu temperatura se explică prin dispariţia reţelei cristaline şi creşterea distanţelor intermoleculare
La temperatura de degradare termică Td icircncepe descompunerea materialului plastic sub influenţa căldurii Td depinde de durata solicitării termice de gradul de polimerizare şi de structura materialului plastic Icircn figura 15 se prezintă un exemplu de alegere a tehnologiei de injectare icircn funcţie de caracteristicile de degradare termică a PVC
MP
D E F G H
Tem
pera
tura
A
B
CP
Timpul de icircncalzire Fig 15 Diagrama stabilităţii termice a PVC
A - domeniul stării sticloase B - domeniul stării icircnalt-elastice C - domeniul stării de topitură (curgere vacircscoasă) D - domeniul optim pentru prelucrare E F G H - domenii de degradare
termică a materialului plastic MP - domeniul de prelucrare prin injectare cu maşini cu melc- piston P - domeniul de prelucrare prin injectare cu maşini cu piston
Capitolul 1 Principiul injectării materialelor plastice
20
Plastifierea materialului plastic icircn maşina de injectare se realizează prin transmiterea căldurii de la pereţii cilindrului Diferenţa de temperatură dintre cilindru şi materialul plastic trebuie să aibă valori mari justificate de conductibilitatea termică scăzută a materialelor plastice Topirea este favorizată şi de grosimea cacirct mai mică a stratului de material plastic din cilindrul de injectare Regimul de temperaturi icircn lungul cilindrului de plastifiere depinde de natura materialelor plastice Pentru materialele plastice cristaline căldura specifică variază icircn funcţie de temperatură ca icircn figura 16 saltul brusc observat la Tt corespunde transformării fazei solide icircn fază lichidă iar această căldură latentă (care la PA 66 reprezintă 16 din totalul căldurii necesare procesului de injectare [98]) nu mai poate fi asigurată numai prin transfer icircn cilindrul maşinii ci şi cu ajutorul melcului prin transformarea energiei mecanice icircn energie termică
La materialele plastice amorfe necesarul de căldură variază mai lent ceea ce icircnseamnă că acelaşi agregat de plastifiere poate plastifia mai mult material plastic amorf decacirct material plastic cristalin Valorile de temperatură recomandate pentru injectarea unor materiale plastice (vezi Capitolul 2) reprezintă temperatura măsurată icircn jetul de topitură la ieşirea din duză Dinamica temperaturii de-a lungul cilindrului include topirea materialului plastic şi icircncălzirea icircn continuare a acestuia (valoarea Ts) pe seama fricţiunii mecanice a topiturii icircn ajutaj 123 Icircnchiderea matriţei Forţa de icircnchidere a matriţei trebuie să fie mai mare decacirct forţa de distanţare creată de presiunea topiturii de material plastic din matriţă Relaţia dintre cele două forţe este
distanţareF)3121(Ficircnchidere sdotdivide= [daN] (11)
Forţa de distanţare se calculează cu relaţia
APKF sdotsdot=distanţare [daN] (12) unde K este coeficient ce variază ca valoare icircn intervalul (03divide05) pentru materialele termoplastice injectate cu agregat de plastifiere cu piston şi icircntre (05divide07) pentru cele injectate cu agregate cu melc - piston
T
Solid Lichid
Cal
dura
spec
ifica
[ca
lg C
]o
Temperatura [ C]t o
Fig 16 Temperatura şi căldura specifică a materialelor plastice
semicristaline
Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Injectarea materialelor plastice
19
Temperatura de tranziţie sticloasă determină limita inferioară a folosirii unui elastomer şi limita superioară de utilizare a unui material plastic Valoarea Tv este determinată de structura materialului plastic şi creşte odată cu masa moleculară Icircn figura 14 termenul Tb are semnificaţia de temperatură de fragilizare şi reprezintă temperatura minimă pacircnă la care materialul nu este casant Practic Tb este temperatura la care o epruvetă din material plastic supusă unei solicitări instantanee de o anumită intensitate se rupe Valoarea temperaturii de fragilizare depinde de orientarea macromoleculei (Tb este mai mic la un grad de orientare mai mare al materialului plastic) şi de condiţiile de determinare a valorii Tb Temperatura de curgere reprezintă punctul la care energia cinetică a macromoleculelor icircnvinge forţele de coeziune moleculară ceea ce permite mişcarea lor relativă de alunecare Temperatura Tc nu reprezintă o valoare fixă ci un interval caracteristic fiecarui tip de material plastic şi se situează la interfaţa stării icircnalt-elastice şi a stării vacircscoplastice variaţia icircn funcţie de temperatură a componentei reversibile a deformaţiei este dată de curba (2) din figura 14 Valoarea Tc creşte cu gradul de polimerizare iar pentru materialele plastice care prezintă o dispersie a masei moleculare Tc se transformă icircntr-un interval Temperatura de topire este caracteristică materialelor plastice cristaline şi reprezintă trecerea de la starea cristalină solidă la starea lichidă Materialele plastice amorfe nu au temperatură de topire bine definită spre deosebire de cele cristaline materialele plastice semi-cristaline se caracterizează atacirct prin temperatură de topire cacirct şi prin cea de vitrifiere Icircn cazul materialelor plastice cristaline la Tc au loc transformări de fază cu variaţia bruscă a unor proprietăţi termodinamice ca volumul specific şi căldura specifică Modificarea volumului specific odată cu temperatura se explică prin dispariţia reţelei cristaline şi creşterea distanţelor intermoleculare
La temperatura de degradare termică Td icircncepe descompunerea materialului plastic sub influenţa căldurii Td depinde de durata solicitării termice de gradul de polimerizare şi de structura materialului plastic Icircn figura 15 se prezintă un exemplu de alegere a tehnologiei de injectare icircn funcţie de caracteristicile de degradare termică a PVC
MP
D E F G H
Tem
pera
tura
A
B
CP
Timpul de icircncalzire Fig 15 Diagrama stabilităţii termice a PVC
A - domeniul stării sticloase B - domeniul stării icircnalt-elastice C - domeniul stării de topitură (curgere vacircscoasă) D - domeniul optim pentru prelucrare E F G H - domenii de degradare
termică a materialului plastic MP - domeniul de prelucrare prin injectare cu maşini cu melc- piston P - domeniul de prelucrare prin injectare cu maşini cu piston
Capitolul 1 Principiul injectării materialelor plastice
20
Plastifierea materialului plastic icircn maşina de injectare se realizează prin transmiterea căldurii de la pereţii cilindrului Diferenţa de temperatură dintre cilindru şi materialul plastic trebuie să aibă valori mari justificate de conductibilitatea termică scăzută a materialelor plastice Topirea este favorizată şi de grosimea cacirct mai mică a stratului de material plastic din cilindrul de injectare Regimul de temperaturi icircn lungul cilindrului de plastifiere depinde de natura materialelor plastice Pentru materialele plastice cristaline căldura specifică variază icircn funcţie de temperatură ca icircn figura 16 saltul brusc observat la Tt corespunde transformării fazei solide icircn fază lichidă iar această căldură latentă (care la PA 66 reprezintă 16 din totalul căldurii necesare procesului de injectare [98]) nu mai poate fi asigurată numai prin transfer icircn cilindrul maşinii ci şi cu ajutorul melcului prin transformarea energiei mecanice icircn energie termică
La materialele plastice amorfe necesarul de căldură variază mai lent ceea ce icircnseamnă că acelaşi agregat de plastifiere poate plastifia mai mult material plastic amorf decacirct material plastic cristalin Valorile de temperatură recomandate pentru injectarea unor materiale plastice (vezi Capitolul 2) reprezintă temperatura măsurată icircn jetul de topitură la ieşirea din duză Dinamica temperaturii de-a lungul cilindrului include topirea materialului plastic şi icircncălzirea icircn continuare a acestuia (valoarea Ts) pe seama fricţiunii mecanice a topiturii icircn ajutaj 123 Icircnchiderea matriţei Forţa de icircnchidere a matriţei trebuie să fie mai mare decacirct forţa de distanţare creată de presiunea topiturii de material plastic din matriţă Relaţia dintre cele două forţe este
distanţareF)3121(Ficircnchidere sdotdivide= [daN] (11)
Forţa de distanţare se calculează cu relaţia
APKF sdotsdot=distanţare [daN] (12) unde K este coeficient ce variază ca valoare icircn intervalul (03divide05) pentru materialele termoplastice injectate cu agregat de plastifiere cu piston şi icircntre (05divide07) pentru cele injectate cu agregate cu melc - piston
T
Solid Lichid
Cal
dura
spec
ifica
[ca
lg C
]o
Temperatura [ C]t o
Fig 16 Temperatura şi căldura specifică a materialelor plastice
semicristaline
Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
20
Plastifierea materialului plastic icircn maşina de injectare se realizează prin transmiterea căldurii de la pereţii cilindrului Diferenţa de temperatură dintre cilindru şi materialul plastic trebuie să aibă valori mari justificate de conductibilitatea termică scăzută a materialelor plastice Topirea este favorizată şi de grosimea cacirct mai mică a stratului de material plastic din cilindrul de injectare Regimul de temperaturi icircn lungul cilindrului de plastifiere depinde de natura materialelor plastice Pentru materialele plastice cristaline căldura specifică variază icircn funcţie de temperatură ca icircn figura 16 saltul brusc observat la Tt corespunde transformării fazei solide icircn fază lichidă iar această căldură latentă (care la PA 66 reprezintă 16 din totalul căldurii necesare procesului de injectare [98]) nu mai poate fi asigurată numai prin transfer icircn cilindrul maşinii ci şi cu ajutorul melcului prin transformarea energiei mecanice icircn energie termică
La materialele plastice amorfe necesarul de căldură variază mai lent ceea ce icircnseamnă că acelaşi agregat de plastifiere poate plastifia mai mult material plastic amorf decacirct material plastic cristalin Valorile de temperatură recomandate pentru injectarea unor materiale plastice (vezi Capitolul 2) reprezintă temperatura măsurată icircn jetul de topitură la ieşirea din duză Dinamica temperaturii de-a lungul cilindrului include topirea materialului plastic şi icircncălzirea icircn continuare a acestuia (valoarea Ts) pe seama fricţiunii mecanice a topiturii icircn ajutaj 123 Icircnchiderea matriţei Forţa de icircnchidere a matriţei trebuie să fie mai mare decacirct forţa de distanţare creată de presiunea topiturii de material plastic din matriţă Relaţia dintre cele două forţe este
distanţareF)3121(Ficircnchidere sdotdivide= [daN] (11)
Forţa de distanţare se calculează cu relaţia
APKF sdotsdot=distanţare [daN] (12) unde K este coeficient ce variază ca valoare icircn intervalul (03divide05) pentru materialele termoplastice injectate cu agregat de plastifiere cu piston şi icircntre (05divide07) pentru cele injectate cu agregate cu melc - piston
T
Solid Lichid
Cal
dura
spec
ifica
[ca
lg C
]o
Temperatura [ C]t o
Fig 16 Temperatura şi căldura specifică a materialelor plastice
semicristaline
Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Injectarea materialelor plastice
21
P - presiunea de injectare a topiturii icircn [daNcm2] A - aria proiecţiei piesei pe planul de separaţie al matriţei icircn [cm2] Ca ordin de mărime presiunea de injectare a topiturii variază icircntre (1divide2)103 daNcm2 valoarea scăzacircnd pe măsură ce jetul de topitură se icircndepărtează de punctul de intrare icircn matriţă Evoluţia presiunii este exponenţială cu distanţa de măsurare după relaţia
Px = P sdot e-kx [daNcm2] (13)
icircn care Px este presiunea topiturii la distanţa x faţă de orificiul de intrare P - presiunea de injectare la cota 0x = K are valori diferite funcţie de temperatură de exemplu k1= 0035 pentru T=280degC k2 = 006 pentru T=200degC Calcularea corectă a forţei de icircnchidere face să nu apară bavuri pierderi de agent de expandare şi defecte ale suprafeţei pieselor injectate (cacircnd forţa de icircnchidere nu compensează forţa de injectare) sau să se consume energie icircn mod inutil icircn cazul supradimensionării forţei de icircnchidere Informativ se indică o forţă de icircnchidere de 700 daN pentru fiecare (cm2) de suprafaţă proiectată pe planul de separare pentru o piesă injectată din PA 66 124 Introducerea materialului plastic sub presiune icircn matriţă Sub acţiunea presiunii pistonului sau a melcului piston materialul plastic topit trece din cilindrul de icircncălzire prin duză şi canale icircn cavitatea matriţei Presiunea topiturii scade pe circuit de la (1divide2)103 daNcm2 pacircnă la o presiune apropiată de cea atmosferică (icircn momentul deschiderii matriţei) Scăderea finală a presiunii se datorează rezistenţei hidraulice a traseului şi icircntăririi materialului plastic Presiunea maximă icircn matriţă apare la sfacircrşitul cursei pistonului şi depinde de presiunea realizată de acesta de temperatura materialului şi de configuraţia geometrică a traseului Alţi factori suplimentari sunt viscozitatea topiturii rugozitatea suprafeţelor prin care circulă materialele plastice geometria canalelor de curgere
Analitic dinamica presiunilor se prezintă ca icircn figura 17 icircn care spaţiul marcat de curbele LM şi Lm reprezintă timpul maxim şi minim de umplere a matriţei stabilit icircn funcţie de calitatea piesei injectate şi de performanţele maşinilor de injectare Temperatura este jalonată de linia de sigilare Ls ce corespunde momentului icircn care circulaţia topiturii de material plastic prin canalul de umplere se icircntrerupe din cauza icircntăririi materialului la
T
P m
T i
e
ksLLM
j
mL
r
r
Pres
iune
a
Temperatura0
Fig 17 Diagrama ciclului de injectare icircn coordonate presiune - temperatură
Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
22
temperatura matriţei T0 Evoluţia presiunii este ascendentă icircn faza de umplere a matriţei (zona i - j) rămacircne apoi constantă (j - k) icircn faza de compresie cacircnd cavitatea matriţei s-a umplut cu material plastic (care icircncepe apoi să se răcească) presiunea se menţine constantă prin introducere continuă de material plastic proaspăt topit Materialul plastic nou introdus este egal volumetric cu contracţia topiturii din cavitatea matriţei Se impune ca punctul j de icircncepere a fazei de compresie să fie situat pe linia Lm Acesta corespunde punctului de sigilare cacircnd injectarea materialului plastic se icircntrerupe Răcirea după sigilare sau faza de răcire sigilată corespunde zonei (e - m) Icircn final presiunea din matriţa icircnchisă are valoarea Pr (presiune remanentă care are pe diagramă un corespondent icircn temperatura materialului - Tr ) [48] [74] [98] Dacă se reprezintă presiunea icircn matriţă ca variaţie icircn timp pot fi evidenţiate fazele proceselor fizice ce au loc icircn matriţă
Pe diagrama din figura 18 se disting patru zone şi anume - zona (a - b) (faza de umplere a matriţei) icircn care temperatura este constantă - zona (b - c) pe măsură ce cavitatea se umple cu material plastic presiunea creşte timpul t1 - t0 fiind caracteristic fazei de umplere - icircn zona (c - d) (faza de compresie) similar zonei (k - j) din figura 17 presiunea rămacircne constantă materialul plastic se răceşte volumul scade şi densitatea creşte Presiunea se menţine constantă pe seama adaosului de material plastic topit din cilindrul sau acumulatorul maşinii iar temperatura scade icircn intervalul (t2 - t1) cacircnd se elimină o mare cantitate de căldură După cum se observă din diagrama Cp - T (fig 19) icircntreaga cantitate de căldură preluată de materialul plastic icircn timpul procesului de plastifiere corespunde suprafeţei haşurate Căldura ce se pierde icircn matriţă (preluată icircn timpul procesului de formare) reprezintă suprafaţa delimitată de conturul punctele (Tf - Tt - b - c - d) Icircn faza de compresie corespunzătoare intervalului (t2 - t1) din figura 18 se preia de către agentul de răcire căldura din zona (Tf - Tt) şi (c - d) Punctul Tt din diagrama Cp - T (fig 19) corespunde punctului t3 din diagrama 18 Tt este punctul de sigilare iar palierul (c - d) reprezintă faza de sigilare Icircn acest moment presiunea scade accentuat deoarece se icircntrerupe
a b t
Piston
Icircnainte
P
P
0t 1t
PM c
e
32t t f t4
Icircnapoid
S
r
S
Pres
iune
Timp
Matrita icircnchisa
Fig 18 Diagrama ciclului de injectare icircn coordonate presiune - timp
Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Injectarea materialelor plastice
23
introducerea materialului plastic icircn matriţă din punct de vedere termodinamic sistemul se situează la echilibru icircntre fazele lichidă şi solidă
Consideracircnd că faza de umplere a matriţei se face izoterm iar faza de compresie icircncepe după ce umplerea s-a terminat se poate analiza atacirct umplerea la presiune constantă şi debit variabil cacirct şi umplerea la presiune variabilă şi debit constant
Analizacircnd umplerea la presiune constantă se poate calcula poziţia frontului de topitură şi debitul volumetric icircn funcţie de timp Se presupune că fluidul este incompresibil şi nenewtonian de tip Ostwald de Waele Umplerea are loc la presiunea constantă Puf [114] Pentru o matriţă de forma unui canal cilindric circular cu secţiune liberă a cărui geometrie este reprezentată icircn figura 110 debitul volumetric este dat de relaţia [114] [149]
ε
⎥⎦
⎤⎢⎣
⎡sdotsdotsdot
⎟⎟⎠
⎞⎜⎜⎝
⎛
+εsdotπ
=)t(Zm2
PR3
R)t(D uf3
v (14)
unde poziţia frontului de topitură la momentul t este
a b
T T T T0 c t f T
c d
Caldura care trebuieevacuata din matrita
Necesarul de calduraC
aldu
ra sp
ecifi
ca
Temperatura
Fig 19 Căldura evacuată din matriţă Tc - temperatura de cristalizare Tt - temperatura de topire T0 Tf - temperatura iniţială şi finală a materialului plastic
Frontul de topitura
z
2R
L
r
Fig 110 Zona activă a unei matriţe de injectare
Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
24
( )( )
2
t
0v
R
dttD
curgeredectiuneasetopituradevolumtZ
π
int== (15)
ε - inversul numărului de curgere n m- indicele de consistenţă Dacă se derivează ecuaţia (15) icircn raport cu timpul se obţine viteza de curgere [90]
( ) ( ) ( )2
vz R
tDdt
tdZtvsdotπ
== (16)
Se substituie ecuaţia (14) icircn (16) şi se integrează cu următoarele condiţii la limită CL1 - 0=t ( ) 0=tZ la momentul iniţial matriţa nu conţine topitură de material plastic CL2 - tt = ( )tZZ = la timpul curent t poziţia frontului de topitură este la ( )tZ şi se obţine lungimea de pătrundere a frontului de topitură [78] [79]
( ) 11
1uf11
m2PR
31tZ +ε
++εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
= (17)
Conform ecuaţiei (17) rezultă că lungimea de pătrundere a frontului de topitură este proporţională cu raza cuibului R Expresia debitului volumetric se obţine icircnlocuind relaţia (17) icircn (14)
( ) 1)1(uf11
3
v m2P
31
1RtD +ε
εminus
τ+εε
+ε⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
+ε+ε
⎟⎟⎠
⎞⎜⎜⎝
⎛
+επ
= (18)
Analizacircnd ecuaţia (17) rezultă că raportul lungimilor de pătrundere pentru aceeaşi topitură icircn două matriţe cu raze diferite 2121 RRZZ = este dependent numai de geometria matriţei şi nu de comportarea reologică a topiturii [1] [114]
L = 005 mmR = 0002 mm
PEJD
00
001
001
002
003
003002 004
PVC
004
005
Z(t)[m]
PEID
POLISTIREN
006005 007 t [s] Fig 111 Variaţia lungimii de pătrundere a frontului de topitură icircn timp
Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Injectarea materialelor plastice
25
Icircn figurile 111 şi 112 se prezintă variaţia lungimii de pătrundere a frontului de topitură şi a debitului volumetric icircn timp pentru cacircteva materiale plastice [132]
Pentru situaţia icircn care se consideră debitul volumetric de topitură constant iar presiunea variabilă icircn timp geometria curgerii este reprezentată icircn figura 113 matriţa este sub formă de disc cu 1RH ltlt
Ecuaţia de conservare a momentului liniar raportată la sistemul de coordonate din figura 113 este
drdp
dzd zr minus=τ (19)
iar ecuaţia constitutivă pentru fluidul Ostwald de Waele are forma
dzdvm
nr
zr ⎟⎠⎞
⎜⎝⎛minus=τ (110)
002
PEJD
R = 0002 mmL = 005 mm
000010
0005
000002
00
000006
000008
000004
001 0015
PVC
000014
000016
000012
000018
Dv[m s]3
0035
POLISTIREN
0025 003 t [s]
Fig 112 Variaţia debitului volumetric icircn timp
Fig 113 Geometria curgerii topiturii icircntr-un cuib cilindric
Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
26
Se integrează ecuaţia (19) icircn raport cu z deoarece ( )rpp = astfel icircncacirct
1zr Czdrdp
+⎟⎠⎞
⎜⎝⎛minus=τ (111)
unde C1 este constantă de integrare care se determină din condiţia la limită CL3 0z = 0zr =τ icircn axa canalului tensiunea de forfecare fiind nulă din considerente de simetrie a
curgerii şi se obţine
zdrdp
zr ⎟⎠⎞
⎜⎝⎛minus=τ (112)
Se cuplează ecuaţiile (111) şi (112) şi se explicitează gradientul vitezei de curgere
ε
⎥⎦⎤
⎢⎣⎡ sdotminus=minus
mz
drdp
dzdvr (113)
Prin integrare icircntre axa şi peretele canalului se obţine viteza maximă de curgere
1
0 2H
drdp
m1
1nnv
+εε
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡ sdotminus⎟⎠⎞
⎜⎝⎛
+= (114)
iar profilul vitezei de curgere este de forma [114]
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛minus=
+ε 1
r Hz21)z(v (115)
Utilizacircnd expresia vitezei de curgere se calculează debitul volumetric
( ) 0R
0
2H
0rv vHR
212dzdr2zv2D sdotsdotsdot⎥⎦⎤
⎢⎣⎡
+ε+ε
π=πsdotint int= (116)
Se substituie expresia vitezei maxime (114) icircn ecuaţia (116) şi se explicitează gradientul de presiune
1n2n
v H2m
R42D
drdp +
⎟⎠⎞
⎜⎝⎛
⎥⎦⎤
⎢⎣⎡
sdotπ+ε
=minus (117)
Profilul presiunii icircn funcţie de raza R se obţine prin integrarea ecuaţiei (117)
n1
RH2m
42Ddr
drdpP
n11n2n
vR
0 minus⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
π+ε
=int ⎟⎠⎞
⎜⎝⎛minus=
minus+
(118)
Variaţia razei frontului de topitură icircn timp determină viteza de curgere
( )HR2
DvdtdR v
Rrr sdotsdotπ== = (119)
Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Injectarea materialelor plastice
27
Prin integrarea ecuaţiei (119) ţinacircnd seama de faptul că debitul volumetric este constant că la momentul iniţial matriţa nu conţine topitură de material plastic şi de condiţia la limită CL4 0t = 0R = se obţine
21
v tH
D)t(R ⎟⎠⎞
⎜⎝⎛
sdotπ= (120)
Din ecuaţiile (116) şi (120) se obţine variaţia presiunii icircn timp
( )( ) ( )
2n1
21n3
21n
v2
n1n1ntH)D(
n21n2
n12mtP
minus+minus++minus+sdotsdotsdotπsdot⎟
⎠⎞
⎜⎝⎛ +sdot
minussdot
= (121)
Icircn figurile 114 şi 115 se prezintă variaţia presiunii şi razei frontului de topitură icircn timp pentru cacircteva materiale plastice
01
00
02
03
0201 03
06
04
05
[Pa]tP
PEJD
PEID
0504 06
PVC
t [s]07
-5Dv = 71 10 m s H = 0002 mmR = 009 mm
3 -1
Fig 114 Variaţia presiunii icircn timp
002
H = 0002 mm
0005
0003
00 001 0015
0006
0005
0004
Rt
00350025 003 t [s]
POLISTIREN
[m]
PEJD PEIDPVC
Fig 115 Variaţia razei frontului de topitură icircn timp
Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
28
Faza de compactare (compresie) are loc la presiune constantă Materialul plastic are tendinţa de solidificare cu scăderea volumului şi creşterea densităţii Pentru a menţine presiunea constantă se mai introduce topitură icircn matriţă Cavitatea matriţei se consideră plină cu topitură de material plastic şi se pune problema studiului procesului de solidificare a materialului plastic Formarea crustei de material plastic solid la contactul cu suprafaţa matriţei este reprezentată icircn figura 116 O reprezentare reală a procesului este ilustrată icircn figura 117 şi este cunoscută sub numele de efectul Fountain [44] [90] [114]
Polimer topit
Tp
H
h
Tt
Polimer solid
T(y)
Matritatilde
Fig 116 Formarea crustei de material plastic solid icircn cuibul matriţei
Intrare topiturade polimer
Frontul detopitura
Profilulvitezei
Polimer
Matrita
solidificat
Fig 117 Efectul Fountain
Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Injectarea materialelor plastice
29
Ecuaţia de conservare a energiei corespunzătoare acestui proces icircn care se consideră că transferul de căldură prin crusta de material plastic se realizează printr-un mecanism conductiv icircn regim nestaţionar are forma
2
2
p yT
tTc
partpart
λ=partpart
sdotρ (122)
Ecuaţia se aplică atacirct pentru stratul de topitură cacirct şi pentru cel de crustă utilizacircnd proprietăţile fizice pentru fiecare caz icircn parte Dificultatea rezolvării ecuaţiei constă icircn faptul că trebuie cunoscut profilul iniţial al temperaturii icircn topitură Dacă se presupune că topitura se află la momentul iniţial la temperatura de topire Tt ecuaţia (122) este aproximativ satisfăcută de următorul profil al temperaturii icircn zona de material plastic solid
( ) ( ) hyTTTyT ptp ⎟⎠⎞
⎜⎝⎛minus+= (123)
unde Tp este temperatura peretelui matriţei H - grosimea crustei solide de material plastic la un moment dat t Deoarece condiţia la limită este o problemă de frontieră mobilă se scrie ecuaţia de bilanţ de căldură la interfaţa topitură - solid impunacircnd condiţia limită CL1 hy =
sr λ=ω part T part y la interfaţa topitură - solid fluxul de căldură cedat prin solidificare este egal cu cel transferat prin mecanisme conductive prin crusta de material plastic unde ω reprezintă debitul de topitură care se solidifică pe unitatea de arie r - căldura latentă de solidificare şi
sλ - conductivitatea termică a materialului plastic solid Debitul de topitură ce se solidifică pe unitatea de arie este dat de relaţia
dtdh
sρ=ω (124)
unde sρ reprezintă densitatea materialului plastic solid Conform ecuaţiei (123) şi relaţiilor de mai sus condiţia la limită CL1 devine
( )dtTTr
dhh pts
s minussdotρ
λ=sdot (125)
care prin integrare şi ţinicircnd seama de condiţia iniţială ( )0h0t == determină variaţia grosimii crustei de material plastic icircn timp
( )21
pts
s tTTr
2h ⎥⎦
⎤⎢⎣
⎡minus
sdotρλ
= (126)
125 Solidificarea şi răcirea topiturii
Icircn faza următoare de răcire sigilată (icircn intervalul t3 ndash t4 vezi fig 18) se elimină căldura simbolizată prin suprafaţa (T - Tt - b - c) din figura 19 căldura corespunzatoare solidificării materialului plastic Are loc creşterea densităţii şi atingerea unei temperaturi care să permită scoaterea obiectului din matriţă fără să fie deteriorat (deci să aibă stabilitate dimensională) Presiunea finală icircn matriţă (punctul f - corespunzator presiunii Pr) denumită şi presiune reziduală trebuie să fie puţin mai mare decacirct presiunea atmosferică pentru a exista garanţia că obiectul injectat va reproduce dimensiunile cavităţii matriţei
Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire

Capitolul 1 Principiul injectării materialelor plastice
30
Revenind la figura 19 căldura depozitată icircn zona (Tc - T0 - a - b) rămacircne să fie preluată icircn interiorul matriţei după ejectarea piesei deoarece răcirea icircn continuare icircn matriţă nu mai este economică Răcirea icircn această etapă se face cu aer sau apă Tr corespunde temperaturii de cristalizare pentru materialele plastice cristaline şi este unul din parametrii ce caracterizează procesul de injectare Icircntre aceşti parametri se include şi punctul Ps important pentru calitatea produsului finit La materialele plastice cu viscozitate foarte mică presiunea de sigilare are valori mici ceea ce ar duce la scăderea presiunii icircn matriţă şi o calitate slabă a pieselor injectate De aceea pe canalul de alimentare al matriţei se amplasează un ventil de reţinere astfel icircncacirct curgerea topiturii are un singur sens spre matriţă şi icircn acest caz (fig 18) punctul de sigilare e va coincide cu punctul d faza răcirii sigilate fiind icircn acest caz dreapta (d - f) Se consideră reprezentativ pentru această fază conducţia căldurii la suprafaţa rece pacircnă la completa solidificare a fazei lichide şi răcirea acesteia icircn continuare pacircnă la o temperatură finală acceptabilă Variaţia presiunii corespunzătoare fazei de răcire icircn funcţie de timp este reprezentată icircn figura 118 Se constată variaţia aproximativ liniară a presiunii icircn raport cu timpul [114] [129]
13 Capacitatea de injectare a unui material plastic
Injectabilitatea exprimă capacitatea unui material plastic de a fi prelucrat la anumiţi parametri prin injectare Parametrii specifici trebuie icircnţeleşi sub forma unor criterii de acceptabilitate stabilite icircn funcţie de tipul de material şi de maşină Criteriile de acceptabilitate ar putea fi [34] [114] [149]
- rigiditatea - capacitatea de demulare - calitatea suprafeţei piesei - compatibilitatea cu geometria cavităţii matriţei - inducerea de tensiuni mecanice minime icircn materialul plastic solidificat
Primele două criterii se regăsesc icircn diagrama presiune - temperatură a ciclului de injectare (vezi fig 17) iar următoarele două se stabilesc prin proiectarea produsului şi matriţei Icircn cadrul parametrilor de proces durata ciclului de injectare stabileşte atacirct productivitatea operaţiei de injectare cacirct şi corelarea unor caracteristici de temperatură şi presiune din sistem cu geometria canalelor de curgere a materialelor plastice
0 1 2 3 4 5 6 7
08Pres
iune
p 1
0 [P
a]
020406
-7
16
1210
14
2018
Timp [s] Fig 118 Variaţia presiunii icircn timpul fazei de răcire