23
104
Industria uşoară ocupă un rol important în viaţa oamenilor. Ea cuprinde ramuri ca: industria textilă, industria de tricot, industria încălţămintei, industria obiectelor de faianţă, industria de confecţii ş.a. Principala sarcină a industriei uşoare constă în asigurarea populaţiei cu producţie calitativă şi universală, producţie ce ar mări nivelul material şi cultural al vieţii oamenilor. Un loc aparte în industria uşoară îl ocupă industria încălţămintei – cea mai importantă ramură a industrie date. Rolul principal în dezvoltarea industrie încălţămintei – realizarea rezultatului final şi sporirea eficienţei muncii – aparţine reutilări tehnice, aplicării în practică a ultimelor realizări în domeniul tehnologiei, mecanizării şi automatizării. În acest sens o atenţie deosebită merită să i se acorde industriei uşoare una din ramurile de bază ale economiei naţionale, căruia îi revine o treime din volumul total al industriei. Această ramură în multe cazuri determină starea pieţei interne a mărfurilor de consum. Reflectînd tendinţele generale ale dezvoltării economiei , vom menţine că industria uşoară dispune de posibilităţi reale care permit realizarea cu succes a unor reforme de structură, de perfecţionare mecanismelor economice. Industria uşoară , ca şi întreaga economie naţională, pe parcursul ultimelor zece ani, se află în stare de criză. perioada anilor de reforme, producţia acestei ramuri continua să scadă, volumul ei constituind în prezent abea jumătate din volumul produs în anul 1900. Crizele principale ale acestei situaţii sunt: ruperea relaţiilor economice cu partenerii tradiţionali şi creşterea bruscă a preţurilor la materialele prime şi resursele energetice ceea ce a făcut imposibil folosirea pe deplin a capacităţilor de producţie de import necontrolată care a complicat în mod serios activitatea producătorilor locali necorespunderea nivelului tehnologic de producere şi a calităţii producţiei autohtone cerinţelor contemporane; administrarea economică ineficientă în condiţiile economiei de piaţă a activităţilor de marketing pe pieţele de peste hotare. Programul elaborat de Ministerul Economiei Reformelor al Republicii Moldova privind dezvoltarea industriei pentru viitorul apropiat nu e deajuns de convingător şi reflecta numai modificarea bazei legislative, atragerea mai activă a investiţiilor străine, protecţie producătorilor autohtoni. În acelaşi timp, astfel de probleme actuale ca asanarea financiară a Trebuie să fie luat în cosiderenţii şi faptul că procesele de privatizare şi decentralizare, întreprinderilor de ramură, modernizarea şi retehnologizarea lor. liberalizarea economiei au dat naştere la noi probleme privind formarea unui sistem eficient de secţionarea corporativă , adaptarea colectivelor întreprinderilor la depăşirea mentalităţii vechi şi asigurarea unor motivaţii în activitatea de muncă , dar totodată nu trebuie de idealizat fenomenul de autoreglare a pieţei, cît şi a liberalismului nelimitat în economie. Către acest timp ea a fost creată ca sector multifuncţional al economiei, care a unit în sine subramurile textilă, de croitorie, de
Transcript of 23
Industria uşoară ocupă un rol important în viaţa oamenilor.Ea cuprinde ramuri ca: industria textilă, industria de tricot, industria încălţămintei, industria obiectelor de faianţă, industria de confecţii ş.a. Principala sarcină a industriei uşoare constă în asigurarea populaţiei cu producţie calitativă şi universală, producţie ce ar mări nivelul material şi cultural al vieţii oamenilor. Un loc aparte în industria uşoară îl ocupă industria încălţămintei – cea mai importantă ramură a industrie date. Rolul principal în dezvoltarea industrie încălţămintei – realizarea rezultatului final şi sporirea eficienţei muncii – aparţine reutilări tehnice, aplicării în practică a ultimelor realizări în domeniul tehnologiei, mecanizării şi automatizării. În acest sens o atenţie deosebită merită să i se acorde industriei uşoare una din ramurile de bază ale economiei naţionale, căruia îi revine o treime din volumul total al industriei. Această ramură în multe cazuri determină starea pieţei interne a mărfurilor de consum. Reflectînd tendinţele generale ale dezvoltării economiei , vom menţine că industria uşoară dispune de posibilităţi reale care permit realizarea cu succes a unor reforme de structură, de perfecţionare mecanismelor economice. Industria uşoară , ca şi întreaga economie naţională, pe parcursul ultimelor zece ani, se află în stare de criză. perioada anilor de reforme, producţia acestei ramuri continua să scadă, volumul ei constituind în prezent abea jumătate din volumul produs în anul 1900. Crizele principale ale acestei situaţii sunt: ruperea relaţiilor economice cu partenerii tradiţionali şi creşterea bruscă a preţurilor la materialele prime şi resursele energetice ceea ce a făcut imposibil folosirea pe deplin a capacităţilor de producţie de import necontrolată care a complicat în mod serios activitatea producătorilor locali necorespunderea nivelului tehnologic de producere şi a calităţii producţiei autohtone cerinţelor contemporane; administrarea economică ineficientă în condiţiile economiei de piaţă a activităţilor de marketing pe pieţele de peste hotare.Programul elaborat de Ministerul Economiei Reformelor al Republicii Moldova privind dezvoltarea industriei pentru viitorul apropiat nu e deajuns de convingător şi reflecta numai modificarea bazei legislative, atragerea mai activă a investiţiilor străine, protecţie producătorilor autohtoni. În acelaşi timp, astfel de probleme actuale ca asanarea financiară a Trebuie să fie luat în cosiderenţii şi faptul că procesele de privatizare şi decentralizare, întreprinderilor de ramură, modernizarea şi retehnologizarea lor. liberalizarea economiei au dat naştere la noi probleme privind formarea unui sistem eficient de secţionarea corporativă , adaptarea colectivelor întreprinderilor la depăşirea mentalităţii vechi şi asigurarea unor motivaţii în activitatea de muncă , dar totodată nu trebuie de idealizat fenomenul de autoreglare a pieţei, cît şi a liberalismului nelimitat în economie. Către acest timp ea a fost creată ca sector multifuncţional al economiei, care a unit în sine subramurile textilă, de croitorie, de pielărie şi încălţăminte. Întreprinderile acestor subramuri produceau fire de bumbac şi diferite ţesături de la cele de mătase şi pînă la cele decorative de mobilă şi tehnice , peste 100 de denumiri de confecţii , articole de tricotaj, ciorapi şi confecţii din blănuri,covoare,diferităîncălţăminte,alteramuridelargconsum. Ramura în general a păstrat un ritm înalt de dezvoltare cuprinzînd aproape o pătrime din toată producţia industrială (22,6%), şi aproximativ aceeaşi pondere din numărul total de lucrători, peste 10% din capacitatea de producţie. Activitatea întregii ramuri se deosebea prin stabilitatea , grad înalt de aplicare a tehnologiilor noi, calitatea producţiei, folosirea potenţialului de cadre.Importanţă deosebită a acestei ramuri pentru perioada actuală de dezvoltare a Moldovei se determinădeurmătoarele: prelungind să rămînă una din diviziunile stratesferii importante ale economiei naţionale, industria uşoară poate fi privită cu siguranţă ca ramură de perspectivă pentru dezvoltarea economică a Republicii.
23.02. I-05 PD 2011 MEMod Coala Nr.docum. Semnat Data
Elaborat Ilieva I. Ilieva
Introducere
Litera Coala ColiVerificat 1 2
CTC.gr. MTAP-405N.controlAprobat

Sectorul încălţămintei este o industrie diversificată, care acoperă o gamă largă de materiale (textile, materiale plastice, cauciuc şi piele) şi diferite asortimente de produse - de la încălţăminte de bărbaţi, femei şi copii, la produse specializate, cum ar fi încălţăminte pentru surf pe zăpadă şi încălţăminte de protecţie. Această diversitate de produse finite corespunde unor multitudine de procese industriale, întreprinderi şi structuri de piaţă. Încălţămintea are destinaţia de a proteja talpa piciorului, evident şi a însuşi piciorului de factorii mediului înconjurător. Încălţămintea uşurează procesul de deplasare a omului şi formează condiţii pentru muncă, odihnă, sport. Cu dezvoltarea industriei uşoare se lărgeşte sortimentul şi se măreşte calitatea încălţămintei, în corespundere cucreşterea cerinţelor consumatorilor. Constructorii modelieri au sarcina de a proiecta reperele încălţămintei în aşa mod ca să asigure produsului finit o calitate înaltă şi comoditate la purtare. Rezolvarea acestei sarcini este strîns legată de perfecţionarea proceselor de proiectare şi modelare încălţămintei pe baza utilizării realizărilor ştiinţei şi tehnicii în domeniul extragerii noilor material pentru încălţăminte şi modelare automată a calapoadelor şi încălţămintei. Elaborarea noilor modele de încălţăminte se începe cu alegerea materialelor pentru faţă şi pertea inferioară, formei calapoadelor, tocurilor, detaliilor formate, şi se finisează cu producerea şi realizarea noului sortiment. Calitatea încălţămintei depinde de gradul cît ea este de comodă, igienică, rezistentă şi frumoasă.toţi factorii daţi se determină în primul rind prin construcţia încălţămintei. În timpul efectuării reorganizaţiilor sistematice trebuie să ne bazăm pe practica mondială. Ţările dezvoltate au ajuns treptat la relaţiile de piaţă civilizate, prin evoluţie, pe cînd fostele ţării socialiste sunt orientate spre transformări radiale, care prevăd schimbarea rapidă şi afectivă a formelor şi metodelor administrative de comandă. Ţara noastră trebuie să se adapteze la condiţiile pieţelor străine şi integrarea în sistemul economic mondial. În totalitatea eforturilor de renaştere a economiei naţionale în baza principiilor relaţiilor de piaţă o importanţă deosebită are reformarea sectorului real şi, în primul rînd , a producţiei industriale.Economia naţională depinde în mare măsură de furnizorii de materie-primă şi resurse energetice, şi pe pieţele străine de realizare a producţiei sale.Formarea industriei uşoare de constituire a structurii complexului economic al R.M. s-a produs pe parcursul mai multor decenii, dar piscul dezvoltării ramura l-a atins la hotarele anilor 80 – 90. Restructurarea întreprinderilor din industria uşoară, realizată pe parcursul ultimului deceniu, a asigurat îmbunătăţirea stării ei economico-financiare. Lider în industria uşoară este sectorul de confecţii, al cărui pondere constituie circa 46 % din volumul total al producţiei fabricate. Sub aspect regional, industria de confecţii, fiind cea mai mobilă şi flexibilă ramură, care, datorită cheltuielilor relativ mici pentru dotarea tehnică şi pregătirea braţelor de muncă, este dezvoltată, practic, în fiecare raion al republicii. Existenţa specialiştilor şi lucrătorilor de înaltă calificare, nivelul ridicat al potenţialului tehnic şi tehnologic, implementarea sistemului de management al calităţii ISO-9001 permit întreprinderilor din ramură să producă articole calitative, să se extindă şi să-şi renoveze sortimentul producţiei. Industria uşoară este orientată preponderent la export. Categoriile de pantofi contemporani sunt foarte diversificate. Exista pantofi pentru aproape fiecare gen de activitate pe care o poate efectua o persoana. Sireturile, “ariciul”, tocurile si accesoriile, diversificarea materialelor disponibile pentru incaltaminte fac posibila satisfacerea necesitatilor si a gusturilor fiecarei persoane. In zilele noastre culoarea sau forma nu mai sunt criterii de diferentiere a categoriilor sociale, dar o mare importanta o au brand-urile si calitatea pantofilor. Pantofii eleganţi, frumoşi şi la modă- iată un atribut constant al garderobei unei femei stilate şi elegante. În orice timp picioruşele dumneavoastră trebuie să arate perfect! Chiar şi cea mai delicată şi elegantă încălţăminte îşi va păstra frumuseţea în cazul că o veţi îngriji corect. Pantofii noi trebuie trataţi cu un produs de îngrijire înainte să fie purtaţi prima dată. Alegerea produsului depinde de tipul de piele. Produsele folosite incorect pot dăuna nu numai în cazul tipurilor de piele delicate.
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 2
Tuturor este cunoscut faptul că încălţămintea este un obiect de neînlocuit al garderobei noastre. Ea este necesară în orice anotimp, iar primăvara în deosebi consumatorii îşi doresc să procure o încălţăminte nouă. Cu începutul secolului XXI s-a născut o direcţie în artă, care are denumirea expressionismul. Ideile expressionismului sunt actuale pînă în prezent şi găsesc realizarea în arta avangardă. Arta avangardă nu crează nimic nou. Arta avangardă este înclinată spre încălcărea standardelor şi regulilor stabilite de clasică, interpretă curajos în felu, său siluiete standarde, iar însăşi siluiete doar cîştigă, în aşa mod arătîndu-se spectatorilor în rol nou, necunoscut. Pantofii lotca sunt cei mai căutaţi dintre toţi pantofii confortabili. Asta pentru că se potrivesc oricarei ţinute. Le poţi purta la birou, la o plimbare sau chiar la o iesire în oraş. Au un mare avantaj că se găsesc pe mai toate culorile posibile şi pe diferite materiale pentru că îi accesoriza cu tot ce iţi doreşti. Sunt simplu de purtat şi sunt o variantă modernă a mocasinilor. Pantofii lotca au devenit în ultimele sezoane un must-have pentru cele ce iubesc confortul şi doresc sa fie chic în acelasi timp. Se găsesc în atîtea stiluri şi culori încît e imposibil să nu îi iubeşti. Şi cel mai important e că îi poţi purta oricînd, fie la o ţinută sport cît şi la una mai elegantă. Îi poţi purta cu jeanşi, fuste, rochii, pantalonii scurţi sau orice alt obiect vestimentar. Sunt feminini, confortabili şi clar o alternativă la tocurile mult prea înalte. Aceştia se găsesc într-o mare varietate de material: piele, satin, catifea, pînza şi altele. Însă în ciuda tuturor acestor avantaje, există cîteva reguli care trebuie respectate pentru a purta pantofii lotca cu stil şi a avea o ţinută cît mai corectă. Balerini negri, cu baretă care trece prin cătăramă, cu cusături decorative, sînt foarte comozi şi practici, ideali pentru zile lungi în care nu poţi permite picioarelor să obosească uşor. Se pot asorta atît cu o pereche de pantaloni şi un tricou, cît şi cu o fustă sau o rochie casual, ce poate fi purtată la serviciu sau în timpul liber: la o plimbare în parc sau la shopping. Poţi purta o pereche de balerini cînd mergi la servici. Alege-i într-o nuanţă neutră sau mergi pe negru pentru eleganţa şi ai grija la designul lor. Optează pentru unul mai degrabă minimalist pentru aţi păstra seriozitatea. Însă dacă nu ai probleme cu înalţimea cînd vine vorba de balerini atunci poţi opta printre altele şi pentru o rochie de vară sau o fustă creion sau una scurtă. Balerinii se găsesc în atîtea nuanţe încît poţi îndrăzni să porţi cele mai puternice culori. Cînd porţi balerini alege pentru partea de jos dungi verticale, evită imprimeurile şi mergi pe o singură culoare pentru a creea o linie continuă ce poate creea iluzia de înalţime. Cea mai bună combinaţie în cazul tău este să porţi balerinii cu o pereche de skinny jeans. De îndată cum achiziţionaţi o pereche de pantofiori sau cizmuliţe, nu azitaţi să utilizaţi de îndată diverse produse pentru a le proteja de ploaie sau vînt. Să nu vă pară rău să investiţi în ele. Dacă noii pantofi au talpa din piele sau tocul subţire, este cazul să instalaţi tălpi din cauciuc şi tarozi pentru prevenirea uzării.
23.02. I-05 PD 2011 MEMod Coala Nr.docum. Semnat Data
Elaborat Ilieva I. Ilieva
Comparimentul creativ
Litera Coala ColiVerificat 3 1
CTC.gr. MTAP-405N.controlAprobat

Una din problemele de mare importanţă pentru întreprinderile producătoare de încălţăminte este organizarea producţiei şi a muncii. Schimbările fregvente de modele, culori, semifabricate, sisteme de confecţionare şi sortimente de încălţăminte fac ca problemele de organizare să rimeze chiar în faţa celor tehnice ale producţiei propriu-zise. Pentru realizarea unei productivităţi superioare este necesară o muncă de concepţii şi proiectare în vederea mecanizării muncii manuale, a extinderii automatizării a modernizării proceselor tehnologice şi a organizării superioare a producţiei şi a muncii. Principalele domenii ale organizării producţiei se referă la organizarea conducerii acesteia, a procesului de producţiei şi amuncii, fgiecare din aceste domenii bine delimitate contribuind la dezvoltarea armonioasă şi în ritm dinamic a producţiei în măsura în care se interferează şi se condiţionează reciproc. În condiţiile modernizării, mecanizării şi automatizării procesului de producţie, rolul omului în conducerea acestuia capătă noi vaalenţe; ponderea efortului fizic se reduce concomitent cu creşterea solicitării intelectuale. Creşte mult ponderea muncii de supreveghere în procesul de producţie. Organizarea raţională a procesului de producţie, precum şi a procesului de muncă impun:
Înzestrarea cu utilaje, scule şi dispozitive; Aprovizionarea cu materiale corespunzătoare în vederea utilizării
capacităţilor de producţie la parametrii optimi; Folosirea unor metode de muncă avansate; Îmbunătăţirea condiţiilor de muncă (microclimat, zgomot, amplsarea
utilajelor) adaptarea utilajelor la oameni şi a oamenilor la utilaje; Acordarea unor pauze necesare pentru refacerea forţei de mun că în
timpul schimbului de muncă; Controlul riguros al muncii prestate; Selecţionarea şi instruirea corespunzătoare a personalului.
Asigurarea unor condiţii de muncă corespunzătoare are o mare importaţă deorece influenţiază dezvoltarea menţinerea capacităţii de muncă şi conservarea sănătăţii omului. Pentru perfecţionarea activităţii economice, a creşterii eficienţii producţiei, este necesar ca în cadrul fiecării unităţi economice printr-o organizare judicioasă a producţiei şi am uncii să se sigure toate condiţiile pentru punerea în valoare a potenţialului creator al fiecărui executant la locul să de muncă. În acest scop este necesară crearea unor condiţii de valorificare eficientă a ponteţialuili uman, pentru a obţine maximum de rezultate asigurîndu-se o solicitare normală a individului. Numai în condiţiile organizării ştiinţifice a muncii este asigurată o creştere continuă a rezultatelor activităţii umane potrivit dezvoltării ascendente a societăţii.
23.02. I-05 PD 2011 MEMod Coala Nr.docum. Semnat Data
Elaborat Ilieva I. Ilieva
Comparimentul proiecto-compoziţional
Litera Coala ColiVerificat 4 1
CTC.gr. MTAP-405N.controlAprobat

2.1 Alegerea modelului de bază şi descrirea tehnică a lui
Pantofi uzuali pentru femei, cu căputa în continuarea carîmbului, cu faţa din pile cromată de culoare neagră fără sistem de încheiere, element decorativ baretă care trece prin cataramă şi cusături decorative. Talpa formată fixată prin lipire cu tocul jos de 15 mm. Pantofii te vor mentine din nou activa in fiecare zi. Foarte confortabili si practici, pantofii sunt ideali pentru o zi plină în care trebuie sa ajungi în foarte multe locuri. Există o mulţime de modele pe care să-i poţi asorta în functie de ţinuta aleasă. Una din condiţiile de bază la care trebuie să corespundă încăţămintea atît în mers cît şi în poziţia de sprijin ortostatic, este de a fi comodă.Pentru aceasta este necesar să se facă o alegere corespunzătoare a materialelor di care se confecţionează detaliile componente. Detaliile părţii de sus sînt supuse în confecţionare la eforturi mai mari, decît în purtare, dar de durată redusă. În general, în purtare, acestea sînt supuse la eforturi mici, dar repetate. Sarcina de bază a industriei a producţiei a articolelor de piele este satisfacerea pe deplin a cerinţelor consumstorului în articole de marochinărie, galonterie cît şi încălţăminte de o calitate cît mai înaltă şi sortiment cît mai variat. Atigerea este într-o legătură strînsă cu producerea articolelor, eficienţa produselor şi a proceselor tehnologice, lansarea în producere a materialelor noi. Determinarea şi modernizarea metodelor de producere a articolelor cît şi chimizarea proceselor. În ultimul timp sunt multe schimbări: utilizarea pe larg a materialelor artificiale şi sintetice pentru faţa şi partea de jos a încălţămintei. Desăvărşirea tehnologiilor de producere a articolelor de încălţăminte se bazează pe utilizarea în continuare a metodelor chimce de confeţionare, încadrarea liniilor automate şi semiautomate la croirea materilelor în straturi. Utilizarea liniilor aumate la tălpuire, prelucrarea nodurilor inferioare, organizarea proceselor tehnologice de producere la maşini de cusut cu program automat care au mai multe funcţii de producere. Tehnologia încălţămintei determină metode mai raţionale de producere a acestor articole, se ţine cont şi de materialele folosite şi cerinţele faţă de materiale, cît şi de încălţămintea produsă gata, se descrie procesul tehnologic de confecţionare a articolelor moderne. Tehnologia ca ştiinţă include nu numai metode de producere a articolelor, dae mai stidiază scheletul omului, antropometria (măsurarea) piciorului, elaborarea cpnstrucţiilor de calapoade pe baza cărora se produce încălţăminte, metodele de prelucrare şi multiplicare a calapoadelor a modelelor, utilzarea raţională a materiei prime, metode de control a calităţii articolelor. Cu dezvoltarea meşteşugului au apărut tehnologii de prelucrare a pielei care poate fi mai fină şi mai aspră, pielea fină se utilizează pentru faţă, iar pielea aspră pentru faţa de jos. Sunt la mod şi balerinii, tot decupaţi în faţă, coloraţi, cu barete sau panglici pe gleznă, cu dantelă. Aceste încălţăminte sunt foarte practici şi femeile le pot asorta la aproape orice. Nu există vreo culoare care să fi fost preferată, fiind la modă atît nuanţele foarte puternice, cît şi culorile neutre. Pantofii cu talpa plată sunt cel mai important trend al noului sezon. Confortul şi moda au gasit un nou punct comun. De la balerini pana la sandale, talpa platava face furori în această vară. Prezenti in colectiile multor designeri de prestigiu, printre care Chanel, Anna Sui, Oscar de la Renta, Chloe si Balenciaga, pantofii cu talpa plata iti ofera ocazia sa creezi o tinuta sexy si fara tocurile inalte, adesea incomode. Pantofii cu talpa plata pot face parte din tinuta office sau pot fi folositi in crearea unui look chic sau sofisticat, cu accesoriile potrivite.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 5
Structura modelului
Tabelul 1
Denumirea detaliilor
Nr. în
pereche
Materialele folosite
Grosimea GOST
Detalii exterioare a feţei de înălţăminte1 Căpută în continuarea carîmbului
2 Piele cromată 0,8-1 939-88
2 Bareta 2 Piele cromată 0,8-1 939-88Detalii interioare a feţei de încălţăminte
3 Căptuşala căputei
2 Meşină 1-1,2 939-75
4 Antiglisol 2 Meşină 1-1,2 939-75Detalii intermediare a feţei de încălţăminte
5 Căptuşala căputei
2 Ţesetură 0,5-0,8 19196-88
Detalii părtii de jos6 Talpa 2 Cauciuc 30-40 1010-76
7 Umplutura 2 Carton 4-5 1010-768 Branţ principal
2 Carton 4-5 1010-76
9 Branţ aplicat 2 Meşină 1-1,2 939-7510 Ştaif 2 Material elastic 0,7-1 84-892-81
11 Bombeu 2 Material elastic
0,7-1 84-892-81
12 Glenc 2 Metal 7-8
13Semibranţ 2 Carton 4-5 1010-76

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 6
2.1.1 Particularităţile constructive a feţei de încălţăminte şi alegerea metodelor de prelucrare şi îmbinare a detaliilor
Procesul tehnologic de asamblare a feţelor de încălţăminte reprezintă unirea reperelor cu ajutorul aţei iar porţiunea de unire se numeşte cusătură sau tiv. Cusăturile de asamblare se clasifică după modul de formare a ochiului după tipul cusăturii, după poziţia reperului ce ocupă faţa încălţămintei şi marochinăriei, după numărul de cusături, iar după scopul îndeplinirii cusăturile se deosebesc prin: cusături de îmbinare, cusături de întărire, cusături decorative. Cusăturile de îmbinare se realizează prin îmbinarea a 2 sau mai multe repere şi se clasifică în cusături simple de suprapunere, cusături simple răsfrînse la o 180 ° , cusături simple la 360 °, cusături zig-zag, cusături de sufilare. Cusătură simplă cu suprapunere se caracterizează prin suprapunerea a 2 detalii pe o lăţime de 7-8 mm cu părţile opuse apoi se efectuiază una sau două tigheluri paralele sau mai multe cusături ce au funcţie decorative. Cusătura simplă de suprapunere poate fi efectuată cu marginea vizibilă tăiată sau cu marginea vizibilă îndoiată. La acest fel de cusătură se foloseşte prelucrarea marginii la reperul 1 (ce suprapune) subţierea dreaptă atunci cînd marginea vizibilă va fi îndoiată şi la reperul 2 (suprapus) subţirea oblică pierdută pe partea de faţă a reperului la distanţa de la margine de 4-5 mm. Cusătura simplă răsfrînsă la 180 ° reperele se aranjează faţă la faţă sau dos la dos şi se unesc cu o cusătură care trece paralel cu marginea reperelor la 1,5 mm de la margine, capetele cusăturii se întăresc pe doi trei paşi adăugători, după acesta se execută netezirea cusăturii şi apoi reperele sunt răsfrînse în aşa mod ca să fie situate într-un plan la 180 °. Marginile vizibile ale detaliilor feţei de încălţăminte au nevoie de prelucrarea preventiv asamblaării feţelor de încălţăminte. O prelucrare din cele mai importante este operaţia pregătitoare – subţierea marginilor. Subţierea are scop de a reduce grosimea materialului la marginea pieselor, rezultînd îmbunătăţirea articolului şi uşurează laprelucrarea marginilor. Ea este absolut necesară atunci cînd marginile se îndoaie, pentru evitarea îngroşărilor în locurile de suprapunere. La confecţionarea acestui model au fost utilizate subţierea dreaptă şi subţierea pînă la dimensiunea X. Subţirea dreaptă a fost executată pe partea cărnoasă a pielii, grosimea reducîndu-se. Deasemenea a fost folosită arderea şi vopsirea marginilor vizibile. Acestă operaţie are scop de a înlătura fibrele de piele ce au rămas în urma croirii (ardere), şi de înfrumuseţare marginilor pieilor (vopsire). Operaţia dată influienţează asupra aspectului finit şi deaceea este o operaţie importantă. În vederea realizării produsului de încălţăminte pentru care se întocmeşte aceastadocumentaţie tehnică şi se elaborează proiectul, sunt folosite mai multe modalităţi deîmbinare a reperelor care intră în componenţa produsului şi anume :
îmbinări prin coasere – practicând cusături de mai multe tipuri, după caz; îmbinări prin lipire provizorii sau definitive; îmbinări prin prindere provizorii sau definitive, realizate cu
elemente deîmbinate diverse : scoabe, texuri, cuie, butoni etc. La îmbinarile prin coasere a reperelor se folosesc cusături de diverse tipuri: simplă cu doua aţe, zig-zag în vederea asamblării feţelor şi căptuşelilor prin suprapunere, juxtapunere.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 7
2.1.2 Particularităţile şi caracteristica de îmbinare a feţei cu partea de jos
Modul de îmbinare a asamblului superior cu talpa este sistemul de confecţii. În cazul dat este utulizat sistemul de confecţii IL, talpa fixată prin lipire. Acest sistem prezintă unele avantaje faţă de alte sisteme de confecţii în primul rînd fixarea tălpii prin lipire este ce mai uşor sistem de confecţii şi cel mai ieftin. Încălţămintea lipită este foarte rezistentă la apă şi la uzură, însă din cauza peliculei de clei calităţile ei igienice sînt inferioare celor ale încălţămintei cusute. În încălţămintea lipită pot avea loc următoarele defecte: lipirea srîmbă a tălpii, deteriorareafeţei prin zgîrierea cu peria de sîrmă, atunci cînd se scămoşează marginea care va fi lipită. Prin lipire se fabrică încălţămintea flexibilă şi uşoară. Tehnologia fabricării nu este complicată, echipamentul este simplu. Lipirea cu clei utilizată peliculei de clei ale căror rezistenţă trebuie să fie cel puţin tot atît de mare ca cea materialelor care sînt lipite. Cea mai largă răspîndire în fabricarea încălţămintei o au cleiurile cloroprenice care asigură o îmbinare elastică. La tălpuire prin lipire marginea părţii de sus se fixează de branţul principal prin lipire. Suprafaţa care trebuie lipită se scămoşează mai întîi cu perii de sîrmă, pentru ca să se îmbine mai bine cu clei, iar pelicula de clei se înmoaie. Tălpile se lipesc la partea de sus cu ajutorul unor prese speciale ce permite elasticitate. Rezistenţa îmbinării nu depinde de grosimea pieselor, care se lipesc ceea ce dă posibilitate să sae micşoreze masa încălţămintei. Metoda de fixare a tălpii cu faţa este adezivă. În secţiune schema de asamblare a feţei cu detaliile părţii de jos se confecţionează astfel:

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 8
2.2 Proiectarea ansamblului superior al modelului de bază
Ca şi orice altă prioectare începe în baza copiei medie a calapodului. Se proiectează reţeaua de construcţie (copia medie se încadrează în sistemul de coordonate xoy, se trasează liniile de bază şi auxiliare), după care se găsesc punctele principale în vederea trasării conturului detaliilor. Pentru fiecare produs de încălţăminte proiectarea detaliilor exterioare se începe cu căputa. Gasirea medianei sau liniei de secţionare pe mediană.
2.2.1 Particularităţile de obţinere a copiei medii de pe calapod
În prezent există mai multe metode de obţinere a desfăşuratei calapodului. Luînd în consideraţie condiţiile oferite a fost aleasă metoda de obţinere a copiei medii cu ajutorul hîrtiei. Preventiv copierii calapodului prin orice metodă este necesar de al prgăti. Este necesar de trasat pe calapod medianele anterioare şi posterioare. Linia metatarselor şi linia conturului de la călcîi. Astfel calapodul se împarte în sectoare: suprafaţa exterior laterală şi suprafaţa amprntei calapodului. Pregătirea şabloanelor de hîrtie se începe în aşa fel ca urma calapodului să fie oeroendiculară suprafeţei hîrtiei. Astfel s-a obţinut conturul părţii exterioare a calapoduluo, prin aceeaşi metodă se obţine conturul părţii posterioare a calapodului. Se traseazăun contur adăugător la distanţa de 20-25 mm de la conturul calapodului spre exterior. De jur împrejur perpendicular la conturul calapodului se face crestări, care trebuie să depăşească conturul interior: în regiunea vîrfului nu mai mult decît cu 10 mm; în regiunea călcîiului cu 10-15 mm. Distanţa dintre crestări trebuie să fie de 6-10 mm în zonele mai curbe se face crestări mai dese cu scopul de a îmbunătăţi mularea hîrtiei pe calapod. Calapodul se unge cu soluţie de cauciuc natural. Hîrtia se aplică pe partea posterioară (sau anterioară) începînd cu regiunea călcîiului în aşa mod ca crestările să acopere uniform medianele trasate pe calapod şi marginea amprentei calapodului. După fixarea hîrtiei se înseamnă conturul calapodului de jur împrejur cu creionul. După însemnare se desprinde hîrtia de pe calapod, se unge cu soluţie de adeziv, se lipeşte pe altă parte (a doua hîrtie, avînd grijă să se amplaseze corect). Copiile obţinute (posterioară şi anterioară) diferă una de alta după dimensiune şi formă, deaceea este nevoie de aobţine copia medie. Copia medie se obţine prin suprapunerea copiilor posterioare şi anterioare astfel casă coincidă punctele. Conturul copiei medii se trasează la jumătatea distanţei dintre cele două contururi în afară de regiunea glencului şi vîrfo- metatarso. Pe aceste porţiuni se ia în vedere diferenţa maximă a mărimilor liniare din partea interioară şi exterioară. Aceste asimetrii se păstrează la proiectarea reperelor cu scop de a evitare aşezării strîmbe a feţelor de încălţăminte la asamblarea lor pe calapod. Metoda copiativo-grafică a permis perfecţionarea construcţiei încălţămintei, asigurînd o p r e c i z i e r i d i c a t ă a p r o d u s u l u i o s t r u c t u r a r e m a i c o r e c t ă a r e p e r e l o r î n subansamble precum şi stabilirea unor elemente de bază necesare gradării seriilor de mărimi. Într-o primă fază se face copierea suprafeţelor laterale ale calapodului şiconstruirea grafică a modelului pe copia medie obţinută.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 9
2.2.2 Particularităţile alegirii metodei de proiectare a feţei de încălţăminte
Pentru elaborarea setului de tipare a reperelor componente a produsului planificat este necesar de ales o metodă de proiectare. Orice proiectare include în vederea determinării poziţiilor punctelor a liniilor de bază şi a liniilor auxiliare. Din metodele de proiectare cunoscute a fost aleasă metoda grafico copiativă. Metoda dată prezintă unele dezavantaje: desenul tehnic poate să nu coincidă cu desenul artistic, pot apărea greşeli costructive, în urma calculelor efectuate necesită un timp mai mare de executare faţă de sistemul copiativ. La general sistemul de proiectare copiativ grafic proiectarea grafică a reperelor la baza căruia stau desfăşuratele medii a suprafeţelor laterale a calapodului şi a părţii plantare care sunt obţinute copiatv. Deoarece modelele de încălţăminte în majoritatea cazurilor sunt simetricde, desenul de bază a modelului proiectat nu se va desena separat pentru cele două porţiuni ale calapudului. Copia medie se poate obţine prin cîteva metode dintre care cele mai răspîndite sunt de a scoate cu pînză şi cu hîrtie. Pentru a obţine copia medie modelului proiectat în acest proiect de curs s-a folosit obţinerea copiei medie cu ajutorul hîrtiei. Pentru obţinerea copiei medie s-a ales calapodul corespunzător modelului proiectat. Se trasează medianele anterioară şi posterioară, linia metatarselor şi linia conturului de la călcîi. De la început calapodul se aşează pe partea interioară pe hîrtie şi să fie aşezat în aşa fel ca să fie perpendicular pe suprafaţa hîrtiei. Ţinem calapodul în poziţia dată şi desenam cu creionul perpendicular urma calapodului. Astfel am obţinut conturul calapodului (partea interioară). Prin aceeaşi metodă obţinem şi partea posterioară. După care se adaugă o rezervă de 20 -25 mm. Se cristează de jur împrejur perpendicular la conturul trasat. În zonele mai curbe crestarile se fac mai dese cu scopul de a îmbunătăţi mularea pe calapod. Adîncimea crestărilor trebuie sa depaşească linia conturului cu 10 – 12 mm. Calapodul se unge cu soluţie de cauciuc şi se aplică hîrtia pe faţa exterioară începînd cu regiunea călcîiului. După fixarea hîrtiei se înseamnă conturul calapodului de jur împrejur cu creionul, după însemnare se desprinde hîrtia de pe calapod. Copiile obţinute (anterior şi posterior) diferă una de alta după dimensiune şi formă, de aceea e nevoie de obţine copia medie. Copia medie se obţine la suprapunerea celor două copii, astfel încît punctele să coincidă. Conturul copiei se trasează la jumătatea distanţei între ele. După care copia se decupează obţinînd un şablon. Pe el se noteză numărul de model al calapodului, numărul de mărime şi denumirea.
2.2.3 Calculul şi proiectarea ansamblului superior al feţei
Înscrierea copiei medie în sistemul de coordinate XOY se face prin următoarele etape: Se trasează axa de coordinate XOY; Se depune înălţimea tocului (Ht); Se depune o rezervă de 5 mm de la Ht în sus, obţinînd punctual Ht1; Copia medie se aşază în axa de coordinate astfel ca unghiul călcîiului
să coincidă cu punctul Ht1, iar conturul în regiunea metatarso-falangiană să fie la axa OY; se notează vîrful cu cifra 1;

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 10
Menţinînd desfăşurata în punctual Ht, coborîm copia medie cu 5 mm mai jos de punctual P, vîrful se notează cu cifra 2;
Se găseşte central între punctele 1 şi 2 se notează cu literaV; Se aranjează copia medie astfel ca unghiul călcîiului să coincidă cu
punctual Ht, iar vîrful cu punctual V. Se conturează cu linie subţire copia medie.
Trasarea liniilor de bază, ajutătoare şi de control se efectuiază cu ajutorul calculelor obţinute privind valorile acestora.
Coieficienţii liniilor de bază
Tabelul 2
Linia de bază Coieficienul (k) Denumirile liniilor şi punctelorM 0,62 Linia centrului metatarsuluiI 0,23 Centrul maleolei interioareII 0,41 Linia îndoirei picioruluiIII 0,48 Linia ristuluiIV 0.68 Linia căputei (linia
metatarsului interior)V 0,78 Linia degetului mic (linia
vîrfului)
Pentru trasarea liniilor auxiliare avem nevoie de punctele Iş, P, a, a΄, situarea cărora se găseşte conform relaţiilor. Pentru finisarea proiectării lucrărilor grafice este necesar de conturat liniile continuu şi întrerupe care determină liniile ajutătoare rămîn subţiri. Este necesar de notat toate dimensiunile şi punctele ajutătoare (liniile vor determina valoarea, dimensiuni sunt subţiri şi cad perpendicular la dimensiunea care se indică, înălţimea cifrelor este de cinci mm, de tipar în linie subţire).
2.2.3.1 Proiectarea detaliilor căptuşelii ansamblului superior
Proiectarea căptuşelii se realizează în baza conturului subansamblului exterioe superior. Conturul din spate se proiectează cu rezerva pentru îmbinare prin cusătură rasfrînsă la 180 °, rezerva este de 2 mm. Proiectarea căptuşelei feţei de încălţăminte detaliu simetric pentru ambele părţi a piciorului fiind cusută cu cusătură răsfrînsă la 360 ˚ cu faţa de încălţăminte, 4 detalii la pereche. Căptuşeala este suprapusă de antiglisol cu o cusătură de suprapunere cu două rînduri de tighel (în regiunea călcîielor).

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 11
2.2.3.2 Proiectarea detaliilor intermediare a feţei de încălţăminte
În baza conturului reperelor exterioare obţinute după detaliere se realizează se realizează proiectarea reperelor intermediare. Din reperele intermediare fac parte piesele care dublează subansamblul exterior superior. Căptuşala intermediară serveşte pentru acordarea întinderii uniforme detaliilor şi pentru menţinerea formei în încălţămintea gata. Ca de obicei căptuşala intermediară se proiectează mai scurtă de cît conturul reperelor exterioare, în dependenţă prelucrării marginei. Dacă căptuşala intermediară nu cade sub cusătură , cusătura de unire a detaliilor poate să crape la asamblarea feţelor pe calapod. Normativele reperelor intermediare nu coincid cu cele tehnologice, deoarece la croire poate avea loc întinderea materialului. Sub tragere căptuşala intermediară trebuie să nimerească parţial, deoarece ea este proiectată mai scurtă decît reperele exterioare cu 10-12 mm.
2.3 Detalierea modelului
Toate marginile vizibile a reperelor exterioare a feţei de încălţăminte trebuie să fie prelucrate în dependenţă de destinaţia încălţămintei, materie primă şi poziţia reperelor. La modelul dat marginea superioară este prelucrată prin îndoire, şi restul marginilor sunt prelucrate prin ardere-vopsire. Scopul detalierii este adăugarea rezervelor pentru prelucrările date. Detalierea începecu scoaterea conturului reperelor exterioare desfăşurate. Pe baza lor se proiectează detalierea cu adaos de rezerve în dependenţă de modul de prelucrare a marginei şi anume:
Pentru cusătură răsfrînsă la 180 ° 1,5-2 mm; Pentru marginea îndoiată 4-5 mm; Rezerva de suprapunere a 2 repere 7-8 mm.
2.3.1 Deteminarea suprafeţei detaliilor madelului
Pentru aflarea suprafeţei piesei date conturează acesta pe foaie milimetrică, astfel aflînd prin numerotare suprafaţa în cm2, care se transformă în dm2. Pentru determinarea randamentului de utilizare este nevoie de aşezarea tiparelor în sistema alesă, după care construirea paralelogramului să se încadreze în 2 sau mai multe repere, care se numerotează. Se cunosc mai multe sisteme de aranjare a pieselor pe material în dependenţă de alungire cerută de piesă şi configuraţia sa, însemnătatea piesei în cadru produsului finit.
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 12
Calculul suprafeţelor exterioare a cizmelor de iarnă pentru femei
Tabelul 3
Denumirea detaliilor
Nr.per. Materia primă Suprafaţa, dm2
1 det. det. comp.Căpută 2 pielePort baretă 2 pieleCarîmb 4 pieleBareta cataramei 2 pieletotal
2.3.2 Calculul medii ponderate al modelului
Media ponderata nu determină pe deplin caracteristica aranjamentului detaliilor pe suprafaţă. Datorită faptului că pielea poate fi croită pe gît, poale. Media ponderată este determinată pentru croirea crupon, practic numai această regiune are prorpietăţi uniforme întinderi, la orice. La croire sunt croite în diverse dimensiuni şi forme, apar deşeuri adăugătoare, deci mărimea reală a deşeurilor între modele se caracterizează prin densitatea aranjării tiparelor care reprezintă suma suprafeţei corespunzătoare de detalii faţă de suprafaţa pe care sunt situate. Forma materialului influientiază apariţia deşeurilor de margine. Chiar dacă materialele au o suprafaţă şi croiesc detaliu de aceeaşi suprafaţă, deşeuri sunt diferite, aşa că la croirea gîtului avem cu două % mai multe deşeuri ca la crupon, iar la croirea poalelor cu 6 %. Forma optimă este pătrartul, apoi vine forma cruponului, semicruponului şi pielea întreagă. Suprafaţa materialului şi şabloanelor influienţiază apariţia deşeurilor de margine, cu cît e mai mare suprafaţa şi mai mici suprafeţele deşeurile sunt mai puţine. Grosimea pielii şi caracteristica de schimbare a grosimii pielii acţionează la apariţia deşeurilor normale între punţi care în mediu utilizarea cu 1,5 %.
2.4 Proiectarea ansamblului inferior al încălţămintei
La proiectarea detaliilor inferioare în model de bază s-au inclus: întăritura de branţ şi acoperişul de branţ. Întăritura de branţ se proiectează în regiunea călcîiului astfel ca să coincidă cu branţul principal. Conturul din virf se scurtează cu 10 – 20 mm paralel faţă de (conturul) linia ce uneşte centrele metatarselor anterior şi posterior. Acoperiş de branţ se proiectează în baza conturului branţului principal. De asemenea în dependenţă de model şi destinaţia încălţămintei acesta se proiectează diferit. Pentru încălţămintea cu construcţie închisă în regiunea călcîiului se măreşte cu 0 – 2 mm, iar în vîrf acoperişul de branţ se micşorează cu 2 – 3 mm.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 13
2.4.1 Descrierea metodei de obţinere a desfăşuratei amprentei calapodului
În baza proiectării reperilor inferioare sunt puse particularităţile lor constructive şi copia plantară a calapodului. La lipsa tiparuluzi întărit al amprentei calapodului copia lui se obţine cu ajutorul hîrtiei. Şablonul de hîrtie se lipeşte pe amprenta calapodului şi cu creionul se înseamnă marginea amprentei între suprafaţa plantară şi laterală. După desprinderea hîrtiei de pe calapod, ea se taie după conturul însemnat. Copia obţinută este o singură desfăşurată şi nu necesită de a obţine pe cea medie.
2.4.2 Efectuarea calculelor şi proiectarea ansamblului inferior al încălţămintei
La ansamblul inferior se referă piesele, care se găsesc în produsul gata sub amprentă. Proiectarea acestora se începe cu proiectarea reţelei de construcţii, care constă în găsirea liniilor de bază de la I pînă la V şi anume:
I linie de bază 0,18; II linie de bază 0,4; III linie debază 0,5; IV linie de bază 0,68; V linie de bază 0,24;
Reperile ansamblului inferior se proiectează în baza conturului branţului principal, care exact repetă copia amprentei calapodului, deoarece este supus prelucrării după fixare în regiunea călcîiului. În cazul nostru producerea este mecanizată şi branţul principal nu suferă prelucrare, deaceea el se proiecteză mai scurt decît copia plntară în regiunea călcîiului cu 1- 1,2 mm. Detaliile subansamblului interior-inferior conform modelului de bază sunt următoarele: branţul principal, acoperşul de branţ şi întăritură de branţ. Branţul aplicat (acoperişul de branţ) se proiectează în baza conturului branţului principal şi are destinaţia de a acoperi totalmente branţul principal. Deoarece modelul elaborat are construcţia închisă, regiunea călcîiului se măreşte cu 0-2 mm; în regiunea glencului cu 1,5-2 mm; partea posterioară şi cu 3-4 mm partea anterioară. Regiunea metatarselor coincide cu conturul branţului principal. În regiunea vîrfului branţul aplicat se micşorează cu 2-3 mm, avînd în vedere comoditate de încleiere în încălţămintea gata. Regiunea anterioară a glencului este proiectată înaintată figurat pentru a ascunde umplutura moale. Întăritura de branţ se proiectează astfel, că coincide în regiunea călcîiului cu branţul principal , iar în regiunea glencului se micşorează cu 1-5 mm, faţă de conturul branţului principal. Marginea dinspre vîrf a întăriturii de branţ se scurtează cu 10-20 mm faţă de linia care uneşte centrle metatarsului anterior şi posterior.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 14
Conform modelului de bază proiectarea subansamblului intermediar-inferior include în sine proiectarea glencului metalic, talonetului moale, umpluturii moale în regiunea glencului şi umplutura rezervei de tragere. Proiectarea acesteia la fel se execută în baza conturului branţului principal. Glencul metalic se găseşte pe mediana regiunei călcîiului şi a glencului, care se trasează prin centrul liniei I şi II de bază. Glencul depăşeşte linia I de bază spre călcîi cu 10 mm, deoarece tocul modelului elaboarat are înălţimea de 15 mm. Partea dinspre vîrf a glencului se aranjează la 10-12 mm de la conturul întăriturii de branţ. Talonetul moale se proiectează comform regiunii călcîiului şi depăşeşte linia I de bază-hotarul tocului. Configuraţia talonetului moale variază în dependenţă de imaginaţia modelierului, adică poate fi figurat sau să repete configuraţia tocului. În cazul de faţă forma talonetului moale este asemănătoare cu configuraţia tocului. Umplutura moale în regiunea glencului este proiectată figurată şi se află între I şi IV liniile de bază. Liniile debază se proiectează relativ urmei încălţămintei trase şi rezervei reglamentate de tragere, egale cu 14-15mm. Umplutura se foloseşte una la trei mărimi de încălţăminte, deceea proiectarea ei se realizează în mediu cu depunerea rezervei de 2 mm spre interior de la zerva de tragere. Ştaiful rigid se intercalează între faţa şi căptuşala pentru a menţine forma călcîiului şi configuraţia lui corelează cu configuraţia regiunii călcîiului a calapodului. Proiectarea se începe cu înscrierea copiei medie a calapodului în axele de coordonate XOY şi trasarea reţelei de construcţie. Mediana ştaifului rigid (linia de îndoire a lui) se proiectează analogic cu cea a antiglisolului, conturul superior al lui coincide cu linia Işa. Lungimea arpei se indică la mijlocul distanţei dintre liniile II şi Iii de bază, după ce se execută rontugirea lină a aripei. Rezerva de tragere se proiectază de 13 14 mm de la conturul copiei medii. Bombeul deasemenea se intercalează între faţă şi căptuşală în regiunea vîrfului pentru păstrarea formei vîrfului şi protejarea degetelor de factorii fizico-mecanici. Ca bază pentru proiectare bomneului ne serveşte conturul căputei cu linia a V de bază. Lungimea bombeului este determinată după formula Lb = (0,15-0,2) × Lcm. Aripile bombeului se proiectează pînă la V linie de bază. Conturul inferior se scurtează faţă de rezerva de trgere a căputei cu 6-8 mm. De la mediană spre aripile se fac gofre în ordine de creştere bombeul se proiectează desfăşurat.
2.5 Gradarea manuală
Pe o foaie de hîrtie pe conturul de jos a ei se duce o dreaptă orizontală pe care se duce un şir de perpendiculare (numărul cărora depinde de seria de mărimi a grupei de populaţie) la distanţe egale una de alta şi se numerptează de la număr mediu de la care numerotaţia în continuare se face la stînga numere mici şi dreapta cele mai mari. Pe perpendicularul mediu se înscrie branţul mediu, ca axa acestuia de simetrie să coincidă cu axa perpendicularului, iar vîrful să coincidă cu centrul intersecţiei perpendicularei cu axa orizontală. Pe acestă perpendiculară se determină lungimea detaliului, apoi această linie verticală se împarte în 10-20 pîrghii egale (cu cît conturul este mai complicat cu atît mai multe sectoare împărţitoare avem). După formula Li = Lp (1 ± n ϊ) determină lungimea branţului de mărimea cea mai mică şi cea mai mare (extremele).

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 15
Avînd trei puncte se unesc cu o linie care determină lungimile celorlalte detalii a seriei de mărimi prin intersecţia celorlalte perpendiculare. Lungimea perpendicularelor extreme se împart deasemenea în părţi egale ca şi cel mediu. Toate aceste puncte se unesc a segmentelor extreme, şi paralel împrte celelalte perpendiculare a seriei de mărimi unde: Lo – lungimea detaliei medii (mm); Li – lungimea căutată; n – numărul de mărimi (se micşorează, se măreşte); ± - indică că se măreşte sau se micşorează numărul.
2.5.1 Gradarea mecanică
Precizia multiplicării în serie a tiparelor de încălţăminte este foarte importantă pentru industria de încălţăminte. Dimensiunile modificate ale pieselor trebuie să corespundă cu acelea ale calapoadelor după care se confecţionează modelul respectiv. Pentru a stabili variaţia dimensiunilor liniare şi a suprafeţelor pieselor de încălţăminte, la multiplicarea în serie a fost necesară confecţionarea maşnilor pentru multiplicarea pieselor şi stabilrea paralelismului dintre dimensiunile pieselor de încălţăminte în serie şi cele ale calapoadelor. S-a constatat că dimensiunile pieselor se schimbă la trecerea de la un număr la altul, după o dimensiune anumită. Astfel piesele se măresc în lungime proporţional cu dimensiunea longitudinală, iar în lăţime, proporţonal cu dimensiunea transversală a lăţimii sau perimetrului peste degete.
2.5.2 Gradarea modelului
După elaborarea tiparelor unui anumit model de încălţăminte de către modelor se confecţionează monstra etalon de mărime medie (pentru femei 38, pentru bărbaţi 42). Pentru lansarea setului de mărimi al tiparelor în producere este nevoie de a obţine toate mărimile din gama propusă altfel spus „serie de mărimă”. Gradarea acţionează asupra calităţii îndeplinirii produsului finit. Gama de mărimi – calapoadele şi încălţămintea de acelaşi model însă mărimi diferite apropiate după forme şi construcţii. Gama tiparelor plane (calapod, piesele ansamblului superior, piesele ansamblului inferior), mărimile cărora sunt schimbătoare în toate direcţiile. Gradarea metodă de elaborare a gamei de mărimi al tiparelor. Schimbarea dimensiunilor de bază al tiparelor, pieselor şi calapoadelor de la o mărime la alta se numeşte valoare absolută. Valoarea absolută a lăţimilor se determină pentru perimetrii calapodului şi lăţimea desfăşuratei medii în regiunea metatarselor.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 16
Sarcina de bază a industriei a producţiei a articolelor de piele este satisfacerea pe deplin a cerinţelor consumstorului în articole de marochinărie, galonterie cît şi încălţăminte de o calitate cît mai înaltă şi sortiment cît mai variat. Atigerea este într-o legătură strînsă cu producerea articolelor, eficienţa produselor şi a proceselor tehnologice, lansarea în producere a materialelor noi. Determinarea şi modernizarea metodelor de producere a articolelor cît şi chimizarea proceselor. În ultimul timp sunt multe schimbări: utilizarea pe larg a materialelor artificiale şi sintetice pentru faţa şi partea de jos a încălţămintei. Introducerea a utilajelor noi cum ar fi automate şi semiautomate. S-a mărit volumul de încălţăminte, confecţionate prin lipire, injectare, vulcanizare. Se revăd documentaţiile tehnice şi normative. Desăvărşirea tehnologiilor de producere a articolelor de încălţăminte se bazează pe utilizarea în continuare a metodelor chimce de confeţionare, încadrarea liniilor automate şi semiautomate la croirea materilelor în straturi. Utilizarea liniilor aumate la tălpuire, prelucrarea nodurilor inferioare, organizarea proceselor tehnologice de producere la maşini de cusut cu program automat care au mai multe funcţii de producere. Tehnologia încălţămintei determină metode mai raţionale de producere a acestor articole, se ţine cont şi de materialele folosite şi cerinţele faţă de materiale, cît şi de încălţămintea produsă gata, se descrie procesul tehnologic de confecţionare a articolelor moderne. Tehnologia ca ştiinţă include nu numai metode de producere a articolelor, dae mai stidiază scheletul omului, antropometria (măsurarea) piciorului, elaborarea cpnstrucţiilor de calapoade pe baza cărora se produce încălţăminte, metodele de prelucrare şi multiplicare a calapoadelor a modelelor, utilzarea raţională a materiei prime, metode de control a calităţii articolelor. Cu dezvoltarea meşteşugului au apărut tehnologii de prelucrare a pielei care poate fi mai fină şi mai aspră, pielea fină se utilizează pentru faţă, iar pielea aspră pentru faţa de jos.
Au apărut modele noi cum ar fi: ghete, cizme din 2-3 detalii ceea ce făcea încălţămintea mai comodă şi mai uşoară, construcţia încălţămintei cu timpul se modifică. Apar detalii noi de exemplu: (branţul) de cere se prinde faţa şi talpa cu ajutorul aţei, cuielor de lemn, elementelor metalice. Maşina de cusut a apărut la sfîrşitul sec. X , iar producerea maşinilor de cusut în serie au apărut la începutul anului 1957. Maşinile de cusut au permis de a schimba construcţi încălţămintei deci, permite ca faţa să fie confecţionată din mai multe detalii decupate. La mijlocul sec. X au apărut maşini de cusut talpa de branţ şi maşini de tragere a încălţămintei ceea ce a permis de a mecaniza procesele tehnologice de confecţionare a încălţămintei, de a mări productivitatea şi calitatea muncii. Încălţămintea îşi primea forma pe baza unui calup care pe parcurs s-a transformat în calapod. La sfîrşitul sec. XIX încălţămintea se confecţionează pentru fiecare picior în parte. Tot în această perioadă a apărut şi ştaiful tare şi căptuşirea încălţămintei. Încălţămintea tradiţională pe teritoriul Rusiei şi a unor regiuni Baltice se face prezenţa încălţămintei de paie şi opincă. De asemenea purtau ghete şi cizme din piele aspră.
23.02. I-05 PD 2011 MEMod Coala Nr.docum. Semnat Data
Elaborat Ilieva I. Ilieva Compartimentul Litera Coala ColiVerificat 17 3

tehnologic CTC.gr. MTAP-405N.control
Aprobat
În sec. XX construcţia şi forma încălţămintei s-a schimbat esenţial, din motiv că a apărut materiale sintetice, au apărut noi sisteme de confecţionare (tălpuire) : încălţăminte prinsă în şurub (1813) ; încălţăminte bătută cu cuie de lemn (1833) ; încălţăminte cusută pe dinăuntru (1861) ; încălţăminte cu talpa cusută de ramă (1887) ; încălţăminte cu tapa lipită (1910) ; încălţăminte cu talpa fixată cu sistemul dopel (1937) ; încălţăminte vulcanizată (1938) ; încălţăminte prin coasere lipire (1946) ; încălţăminte injectată (1965) ; încălţăminte împletită peste margine (1968) .
La începutul sec. XX în Moldova erau mai multe ateliere meşteşugăreşti ce confecţionau încălţăminte manuală. Utilajul şi materialele auxiliare se importau. Întreprinderile mari industrializau, iar în Moldova a început în 1945. Atunci au apărut fabricile. Dezvoltarea formei şi funcţiile încălţămintei. Apariţia îmbrăcămintei şi încălţăminteidatează din cele mai vechi timpuri prin necesitatea de a se proteja, şi paralel se dezvolta şi meşteşugăritul confecţionării articolelor din piele (haine, mănuşi, încălţăminte, harnaşament). Pe la sfîrşitul secolului XV apar mai multe detalii ce fac parte din încălţăminte. Modernizarea profesiilor de confecţionare a încălţăminteia început în urma mecanizării uneltelor de muncă, maşinilor. Meşteşugarii tindeau de a moderniza procesele şi modelele. Perioada de dezvoltare a industriei a început în perioada de producere a maşinilor de cusut în serie. Iar la începutul sec. XX s-a dezvoltat industria de producere a înlocuitorilor sintetici şi artificiali, ceea ce permite volumul producţiei şi a micşora costul. Tot atuci se dezvoltă industria proiectării articolelor ceea ce permite a avea un sortiment variat şi bogat, permite de crea modele pe baza modelelor clasice (cizme, pantofi, ghete, sandale). S-a permis de a mecaniza procesele de producere, iar în adoua jumătate a sec. XX automatizate- semiautomatizate, că forma interioară a încălţămintei a fost determinată în urma studierii piciorului în diferite stări, în urma studierilor s-au creat calapoadele care repetă forma picioarelor în diferite stadii. Funcţiile încălţămintei din toate confecţiile din pile sînt cele mai complexe deoarece încălţămintea trebuie să menţină sănătatea piciorului şi a întregului organism uman, celelalte articole nu influenţiază esenţial asupra sănătăţii. Funcţiile pe care le îndeplineşte încălţămintea sunt legate de: protejarea labei piciorului, de a permite labei piciorului să facă anumite exerciţii, rolul estetic al vestimentaţiei. Pentru protejarea labei piciorului de accidentele ce pot apărea în urma contactului cu solul, de temperaturi, de umeditate... Datorită condiţiilor climaterice se schimbă construcţia încălţămintei, de la deschisă pînă la complet închisă. Pentru îndeplinirea funcţiei de sprijin şi de mişcare a piciorului încălţămintea posedă anumite forme şi dimensiuni care nu vor împedica dezvoltării şi exercitării funcţiilor piciorului. Modul de proiectare a formei şi dimensiunilor încălţămintei sînt legate de forma piciorului şi prezintă o disciplină separată numită proiectarea încălţămintei.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 18
Funcţiile piciorului estetice a încălţămintei prezintă încălţămintea care măreşte rolul decorativ al vestimentaţiei care caracterizează şi starea socială a omului. Esteticul a apărut atunci cînd omula fost satisfăcut în mărfuri de larg consum căutînd în acelaşi timp armonia formei, a culorii, a liniilor dintre haină şi încălţăminte, respectînd comoditatea.
Clasificarea încălţăminteiÎntreaga organizare a producţiei de încălţăminte se bazează pe clasificarea acesteia. Prin
clasificare se subînţelege împărţirea în diferite grupe mari şi mici, anumite criterii specifice pentru articol corespunzător cum ar fi:
după fel(tip, aspect); după destinaţie; după anotimpuri; după grupa de populaţie (mărimi şi gen); sistemul de confecţionare (tălpuirea); materilele feţei; materialele părţii de jos; modul de închiere a carîmbilor între ei; după înălţimea tocului; construcţia feţei (modul de îmbinare a căputei cu carîmbii); forma vîrfului; modul de producere; culoarea; modul de prelucrare a detaliilor fixibile; greutate; ornamrntare. După destinaţie încălţămintea se împarte: (de uz curent,) ea se poartă în fiecare zi şi trebuie să fie comodă;
Încălţămintea de gală, această încălţăminte se poartă la anumite ocazii şi nu tot timpul e comodă; Încălţămintea de casă, se poartă în condiţii de casă. Încălţăminte de călătorie, de purtat pe timp îndelungat; Încălţăminte de plajă; încălţăminte naţională; încălţăminte cu diverse elemente de ornamentare caracteristice pentru anumite naţii; încălţăminte pentru oameni de vîrsta a 3;
Apariţia îmbrăcămintei şi încălţămintei dateză din cele mai vechi timpuri, omul fiind nevoit să-şi protejeze corpul şi picioarele de condiţiile specifice mediului în care trăia: frig,
umezeală, asprimea solului. Primul material folosit pentru îmbrăcăminte şi încălţăminte a fost blana. Pentru regiunile cu climat temperat şi rece a fost necesară realizarea încălţămintei
din mai multe piese. În timp aceasta a determinat apariţia unei forme similară piciorului, după care să se poată confecţiona încălţămintea. Acesră formă se presupune că a fost
executată prima dată de greci, care o numeau „Kalapodius”, de unde şi numele de calapod.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 19
3.1 Volumul de producere şi caracteristica sortimentului de încălţăminte
Pantofi uzuali pentru femei, cu căputa în continuarea carîmbului, cu faţa din pile cromată de culoare neagră fără sistem de încheiere, element decorativ baretă care trece prin cataramă şi cusături decorative. Talpa formată fixată prin lipire cu tocul jos de 15 mm. Pantofii te vor mentine din nou activa in fiecare zi. Foarte confortabili si practici, pantofii sunt ideali pentru o zi plină în care trebuie sa ajungi în foarte multe locuri. Există o mulţime de modele pe care să-i poţi asorta în functie de ţinuta aleasă. Una din condiţiile de bază la care trebuie să corespundă încăţămintea atît în mers cît şi în poziţia de sprijin ortostatic, este de a fi comodă.Pentru aceasta este necesar să se facă o alegere corespunzătoare a materialelor di care se confecţionează detaliile componente. Detaliile părţii de sus sînt supuse în confecţionare la eforturi mai mari, decît în purtare, dar de durată redusă. În general, în purtare, acestea sînt supuse la eforturi mici, dar repetate. Sarcina de bază a industriei a producţiei a articolelor de piele este satisfacerea pe deplin a cerinţelor consumstorului în articole de marochinărie, galonterie cît şi încălţăminte de o calitate cît mai înaltă şi sortiment cît mai variat. Atigerea este într-o legătură strînsă cu producerea articolelor, eficienţa produselor şi a proceselor tehnologice, lansarea în producere a materialelor noi. Determinarea şi modernizarea metodelor de producere a articolelor cît şi chimizarea proceselor. În ultimul timp sunt multe schimbări: utilizarea pe larg a materialelor artificiale şi sintetice pentru faţa şi partea de jos a încălţămintei. Desăvărşirea tehnologiilor de producere a articolelor de încălţăminte se bazează pe utilizarea în continuare a metodelor chimce de confeţionare, încadrarea liniilor automate şi semiautomate la croirea materilelor în straturi.
Volumul producţiei
Tabelul 4
Model Sisteme de confecţii
Grupe de populaţie
VolumPerechi %
1 Pantofi uzuali
IL. Femei 65 20
2 Pantofi uzuli IL. Femei 8 103 Pantofi
uzualiIL. Femei 24 30
4 Pantofi uzuali
IL. Femei 16 20
5 Pantofi uzuali
IL. Femei 16 20
Total - - 80 100

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 20
3.2 Destinaţia modelului şi prorpietăţile fizico-mecanice a lui
Proprietăţile fizico-mecanice a încălţămintei au o importanţă foarte mare pentru toate cusăturile şi tot ce ţine de încălţăminte. Structura pielii este caracterizată de modul în care fibrele sunt împîslite şi cît de dese sunt între ele. Alungirea sub forţă ease determină prin procentul cu care se modifică lungimea uneie epruoete supuse la anumite sarcini de valoare constantă sau variabilă.
Rezistenţa pielii la crăparea feţei este o operaţie tehnologică foarte importantăRezistenţa la uzură se exprimă capacitatea pielii de a rezista la purtare pentru o
perioadă de timp pînă cînd faţa pielii începe să se deterioreze.Rezistenţa la pătrunderea apei, proprietatea diferă, dar diferă esenţial de un sortiment
de piele la altul, proprietatea este influenţată de modul detăbăcire şi parţial de modul de finisare.
3.3 Construcţia feţei de încălţăminte şi schema de asamblare
Detalii componente ale ansambllului superior al încălţămintei. Faţa de încălţăminte prezintă un complect de detalii flexibile care la îmbinare (unire) formează faţa. Detliile sunt unite între ele cu ajutorul cleiului, sudare, aţe, nituri. Faţa de încălţăminte poate acoperi piciorul pînă la şolduri, sub genunchi, iar în unele cazuri o mică porţiune a piciorului. Toate detaliile feţei de încălţămintei se împart în detalii exterioare, interioare, intermediare. Detaliile exterioare se mai numesc, detalii de faţă, care pot fi croite din piele şi înlocuitor. Detaliile inzerioare se mai numesc detalii de căptuşeală (sau căptuşeală exterioră), se croiesc din piele cu o calitate mai redusă ca faţa sau meşînă (pile pentru căptuşeală) şi înlocuitori. Detaliile intermediare se mai numesc căptuşeală intermediară (căptuşeală interioară), ele se croiesc din ţeseturi simple şi material neţesut. În dependenţă de poziţia pe care o ocupă în model faţa de încălţăminte: unele detalii au anumite destinaţii şi responsabilităţi, ele au anumite cerinţe care determină şi aspectul exterior al încălţămintei, cît şi proprietăţile tehnologice şi exploatare. Nu se permite să se încalţe cu defecte ce dăunează aspectul exterior al încălţămintei. Nivelul de influenţare a procesului tehnologic la confecţionarea încălţămintei a diferitor factori exteriori şi de exploatare acţionează diferit aspra detaliilor exterioare. În dependenţă de funţiile pe care le îndeplineşte detaliile exteriore ele se împart în 3 subgrupe: detalii responsabile – mai puţin responsabile – neimportante. Din grupul detaliilor principale fac parte: vîrful, căputa, căputa cizmelor, vipuşca exterioară, bareta pesterist. Grupul mai puţinresponsabil (carîmbii, ştaiful moale, tureatca, întăriturile de capse exterioare, îmbrăcămintea platformei, a tocului. Grupul secundar: limba, clapa, cheiţa căputei. În dependenţă de destinaţie şi grupa de populaţie grosimea detaliilor diferă (în corespundere cu anumite norme tehnologice, tehnice). Numărul şi forma detaliului depinde de construcţia a încălţamintei şi destinaţia acesteia.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 21
Schema de asamblare
3.4 Construcţia ansamblului inferior şi modul de îmbinare
Branţul aplicat (acoperişul de branţ) se proiectează în baza conturului branţului principal şi are destinaţia de a acoperi totalmente branţul principal. Deoarece modelul elaborat are construcţia închisă, regiunea călcîiului se măreşte cu 0-2 mm; în regiunea glencului cu 1,5-2 mm; partea posterioară şi cu 3-4 mm partea anterioară. Regiunea metatarselor coincide cu conturul branţului principal. În regiunea vîrfului branţul aplicat se micşorează cu 2-3 mm, avînd în vedere comoditate de încleiere în încălţămintea gata. Regiunea anterioară a glencului este proiectată înaintată figurat pentru a ascunde umplutura moale. Întăritura de branţ se proiectează astfel, că coincide în regiunea călcîiului cu branţul principal , iar în regiunea glencului se micşorează cu 1-5 mm, faţă de conturul branţului principal. Marginea dinspre vîrf a întăriturii de branţ se scurtează cu 10-20 mm faţă de linia care uneşte centrle metatarsului anterior şi posterior. Conform modelului de bază proiectarea subansamblului intermediar-inferior include în sine proiectarea glencului metalic, talonetului moale, umpluturii moale în regiunea glencului şi umplutura rezervei de tragere. Proiectarea acesteia la fel se execută în baza conturului branţului principal.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 22
Glencul metalic se găseşte pe mediana regiunei călcîiului şi a glencului, care se trasează prin centrul liniei I şi II de bază. Glencul depăşeşte linia I de bază spre călcîi cu 10 mm, deoarece tocul modelului elaboarat are înălţimea de 15 mm. Partea dinspre vîrf a glencului se aranjează la 10-12 mm de la conturul întăriturii de branţ. Talonetul moale se proiectează comform regiunii călcîiului şi depăşeşte linia I de bază-hotarul tocului. Configuraţia talonetului moale variază în dependenţă de imaginaţia modelierului, adică poate fi figurat sau să repete configuraţia tocului. În cazul de faţă forma talonetului moale este asemănătoare cu configuraţia tocului. Umplutura moale în regiunea glencului este proiectată figurată şi se află între I şi IV liniile de bază. Liniile debază se proiectează relativ urmei încălţămintei trase şi rezervei reglamentate de tragere, egale cu 14-15mm. Umplutura se foloseşte una la trei mărimi de încălţăminte, deceea proiectarea ei se realizează în mediu cu depunerea rezervei de 2 mm spre interior de la zerva de tragere. Ştaiful rigid se intercalează între faţa şi căptuşala pentru a menţine forma călcîiului şi configuraţia lui corelează cu configuraţia regiunii călcîiului a calapodului. Proiectarea se începe cu înscrierea copiei medie a calapodului în axele de coordonate XOY şi trasarea reţelei de construcţie. Mediana ştaifului rigid (linia de îndoire a lui) se proiectează analogic cu cea a antiglisolului, conturul superior al lui coincide cu linia Işa. Lungimea arpei se indică la mijlocul distanţei dintre liniile II şi Iii de bază, după ce se execută rontugirea lină a aripei. Rezerva de tragere se proiectază de 13 14 mm de la conturul copiei medii. Bombeul deasemenea se intercalează între faţă şi căptuşală în regiunea vîrfului pentru păstrarea formei vîrfului şi protejarea degetelor de factorii fizico-mecanici. Ca bază pentru proiectare bomneului ne serveşte conturul căputei cu linia a V de bază. Lungimea bombeului este determinată după formula Lb = (0,15-0,2) × Lcm. Aripile bombeului se proiectează pînă la V linie de bază. Conturul inferior se scurtează faţă de rezerva de trgere a căputei cu 6-8 mm. De la mediană spre aripile se fac gofre în ordine de creştere bombeul se proiectează desfăşurat.
Modul de îmbinare a ansamblului inferior

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 23
3.5 Caracteristica materialelor utilizate
La confecţionarea cizmelor am folosit următoarele materiale: ţesetură ca căptuşală intermediară, bandă lipicioasă pentru netezirea cusăturii, clei pentru lipirea detaliilor şi fixare, aţă pentru coaserea detaliilor şi alte operaţii de coasere, ace pentru maşina de cusut, catarame pentru fixarea baretei, pentru căptuşală am folosit piele pentru căptuşală.
Textilele în producerea încălţămintei ocupă un spaţiu mai restrîns decît piele şi înlocuitori. Se folosesc în calitate de piese a subansamblurilor exterior, interior şi intemerdiar a părţii de sus a încălţămintei (ansamblu superior). În funcţie de destinaţia şi mediul de utilizare textilele se aleg pentru subansamblu exterior.
În funcţie de sezon (anotimp) se alege textilul pentru subansamblu interior. Pentru subansamblu intermediar se foloseşte ţesetura (pînza şi tricotul) în calitate de dublură. Textilul a fost folosit pentru căptuşală intermediară.
Piei pentru căptuşeli proprietăţile igienice prezintă rol însemnat pentru pieile date deoarece au contact direct cu piciorul la produsul de încălţăminte. Proprietăţile date sunt: absorbţie şi desorbţie; permiabilitate la vapori de apă; rezistenţă la uzură şi transpiraţie; alungire apropiată de cea a pieilor pentru detaliile exterioare.
Pieile date mai rar se tăbăcesc numai în crom, mai fregvent se tăbăcesc combinat, obţinînd aşa sortimente ca: meşina şi şpaltul pentru căptuşală. Piei pentru faţa de încălţăminte adică reperele exterioare trebuie să răspundă unor cerinţe specifice la rezistenţă la ruper, rezistenţă la sfăşiere (în timpul coaserii), rezistenţă la intemperări, rezistenţă la acţiuni, transpiraţie şi factorii mediului înconjurător. De asemenea se cere aspect frumos, uniformitatea acoperişului de finisare, nuanţă de culoare uniformă. Dintre toate proprietăţile importanşă deosebită prezintă alungirea care va caracteriza comportarea materialului pe tot parcursul procesului de producere şi tipul de exploatare. Drept materie primă se folosesc piei de bovine, cabaline, porcine, caprine, ovine, animale exotice, şarpele. Cea mai mare parte se tăbăcesc vegetal şi tananţi sintetici. Datorită calităţii inferioare pieile de ovine se folosrsc mai puţin, în deosebi pentru încălţămintea destinată copiilor, femeilor, încălţămintea uşoară (de odihnă, de casă).
3.5.1 Caracteristica şi justificarea materialelor alese pentru faţa de încălţăminte
Piei pentru faţa de încălţăminte adică reperele exterioare trebuie să răspundă unor cerinţe specifice la rezistenţă la rupere, rezistenţă la sfăşiere (în timpul coaserii), rezistenţă la intemperări, rezistenţă la acţiuni, transpiraţie şi factorii mediului înconjurător. De asemenea se cere aspect frumos, uniformitatea acoperişului de finisare, nuanţă de culoare uniformă. Dintre toate proprietăţile importanşă deosebită prezintă alungirea care va caracteriza comportarea materialului pe tot parcursul procesului de producere şi tipul de exploatare. Drept materie primă se folosesc piei de bovine, cabaline, porcine, caprine, ovine, animale exotice, şarpele. Cea mai mare parte se tăbăcesc vegetal şi tananţi sintetici.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 24
Piei pentru căptuşeli proprietăţile igienice prezintă rol însemnat pentru pieile date deoarece au contact direct cu piciorul la produsul de încălţăminte. Proprietăţile date sunt:
absorbţie şi desorbţie; permiabilitate la vapori de apă; rezistenţă la uzură şi transpiraţie; alungire apropiată de cea a pieilor pentru detaliile exterioare.
Textilele în producerea încălţămintei ocupă un spaţiu mai restrîns decît piele şi înlocuitori. Se folosesc în calitate de piese a subansamblurilor exterior, interior şi intemerdiar a părţii de sus a încălţămintei (ansamblu superior). În funcţie de destinaţia şi mediul de utilizare textilele se aleg pentru subansamblu exterior. În funcţie de sezon (anotimp) se alege textilul pentru subansamblu interior. Pentru subansamblu intermediar se foloseşte ţesetura (pînza şi tricotul) în calitate de dublură. Textilul a fost folosit pentru căptuşală intermediară. Neţesutele se produc din unul sau mai multe straturi de fibre, aţe şi ţeseturi fără a a fi ţesute însă îmbinate prin diverse metode: mecanice (coasere, tricotare-coasere, împîslire); fizico-chimice (lipire prin tehnologii diferite); combinate (coasere cu ulterioară lipire).
Justificarea materialelor alese pentru faţa de încălţăminte
Tabelul 5
Materiale pentru faţa de
încălţăminte
Unitate de măsură Necesităţi de materiale pentru faţa de încălţăminte
La o perche Pe schimb 80 perchi
Piele cromată
Piele pentru căptuşală
dm2
Ţesetură m 0,5 35
3.5.2 Caracteristica şi justificarea materialelor alese pentru ansamblul inferior
Înlocuitor de tip carton se obţin din materie primă fibroasă (fibre subţiri, lungi, elastice bine întreţesute) îmbinată prin intermediul adezivilor speciali rezistenţi la acţiunea apei. Masa fibroasă este compusă din deşeuri de bumbac în piele tăbăcită, celuloză, sulfat. Fibrele de bumbac şi in asigură elasticitate cartonului, permiabilitate la vapori de aer şi apă. Din care considerente rezistenţa cartonului la flexiuni şi frecare în stare uscată este admisibilă însă deajuns menţinerea acestuia în apă rezistenţa scade. Pentru produsele de încălţăminte cartonul se utilizează în calitate de branţ principal, întăritură de branţ, ştaif rigid, umplutură,uneori în calitate detalpă intermediară pentru articole de marochinărie.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 25
În funcţie de destinaţia detaliilor în produsul de încălţăminte cartonul diferă prin compoziţie şi metode de producere.Producerea înlocuitorilor tip carton constă din următoarele etape:
prelucrarea preventivă a materiei prime; măcinarea materiei prime; îmbinarea (legarea) consolidarea masei fibroase cu adeziv; turnareapresarea, uscarea şi finisarea foilor de carton.
Tălpi din poliuretan se obţin prin două metode: formare lichidă, structură microcelulară cu densitate 0,5-0,7 g/cm³, se utilizează pentru diverse sortimente de încălţăminte; turnate sub presiune sunt mai compacte avînd densitatea 1,1-1,2 g/cm³ şi mai rigide.
Proprietăţile tălpilor poliuretan depind de compoziţa amestecului (polimeri sipli sau polimeri compuşi). După indicii de calitate tălpile de poliuretan sunt super de comode au şi dezavantaje şi anume:
rezistenţă redusă la acţiunea apei; coieficient mic la frecare; rezistenţă redusă la temperaturi scăzute; sunt mai costisitoare.
Justificarea materialelor alese pentru asamblul inferior
Tabelul 6
Materiale pentru ansamlul inferior
Unitate de măsură Necesităţi de materiale pentru ansamblul inferior
La o pereche Pe schimb 70 perchi
Talpă Pereche 1 70Carton m 0,4 28
Material elastic pentru bombeu
m 0,3 21
3.6 Tehnologia confecţionării modelului
Procesul de fabricare a încălţămintei cuprinde o serie de operaţii efectuate îtr-o ordine bine determinată. Acestea sînt: verificarea calităţii materialelor şi sortarea lor în lot; croirea materialelor şi prelucrarea elementelor părţilor de sus şi de jos ale încălţămintei; asmblarea feţei; formarea părţii de jos (a tălpii cu tocul) cu cea de sus; finisarea încălţămintei; controlul calităţii încălţămintei prin încercări de laborator efectuate prin sondaj, examinare vizuală a fiecărei piese de încălţăminte; marcarea şi ambalarea. Tăierea materialului pentru obţinerea pieselor de încălţăminte şi prelucrarea acestora. Toate materialele care sînt livrate fabricilor de încălţăminte: pielea naturală şi artificilă, cauciucul, materialele textile ca şi articole formate în prealabil (tălpi, pingele, tocuri, ştaifuri tari, capace de toc)

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 26
se verifică şi se sortează după destinaţie, grosime, capacitate, mărimea suprafeţei pielei, culoare, nuanţă şi calitate. Înainte de a croi piesele, materiale de încălţăminte se grupează în loturi de producţie, corespunzătoare destinaţiei.Tăierea materialului de încălţăminte este una din cele mai importante operaţii de care depinde calitatea ei. În urma acestei operaţii din material se obţin piese de bună calitate, decupate sau ştanţate. O importanţă deosebită o are croirea pieilor, întrucît grosimea diverselor regiuni este diferită.
Deoarece proprietăţile pielii variază pe suprafaţa acesteia, diversele ei regiuni topografice se folosesc pentru obţinerea de diverse piese ale încălţămintei de exemplu: din crupon se croiesc piese importante, din poale şi din gît piese mai puţin importante.
Pielea artificială are proprietăţi fizico-mecanice mai iniforme pe întreaga suprafaţă, grosimea, culoarea, structura sînt acelaşi peste tot are o lungime şi lăţime bine determinată şi de aceea croireaei este mai simplă.
Pielea pentru părţile de sus cît şi de jos ale încălţămintei se taie de regulă mecanic cu excepţia pielii pentru elementele de încălţăminte de producţie individuală,care se taie şi manual.Sfera producţiei materiale realizează o gamă foarte largă de bunuri cunoscute sub numele de obiecte, produse, fiecare din acestea avînd o anumită destinaţie. În cadrul bunurilor de larg consum se regăsesc şi obiecte de îmbrăcaminte, încălţăminte, uz casnic, ce sunt destinate satisfacerii cerinţelor din ce în ce mai exigente a maselor largi de consumatori. Încaltamintea –acopera cca 10-15% din corpul uman, împreună cu îmbrăcămintea constituie un ansamblu de produse de confecţii ca strat de legătura între corp şi mediu.
3.6.1 Succesiunea operaţiilor tehnologice
Succesiunea operaţiilor la faţa de încălţăminte şi la tălpuire sunt prezentate în anexă. [Vezi anexa 1].
3.6.2 Metodica confecţionării modelului dat
Metodica este prezentată în anexa 2. [Vezi anexa 2].
3.6.3 Calculul braţului de muncă
Calculul braţelor de muncă la faţa de încălţăminte şi tălpuire este prezentat în anexă. [Vezi anexa 3].

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 27
3.6.4 Caracteristica utilajului ales
Procesul trebuie să înceapă de la operaţiile de croire, prelucrare apoi merge la operaţiile principale de confecţionare şi se termină cu o operaţie de curăţire şi finisare a încălţămintei fabricate.
Pentru elaborarea şi efectuarea procesului tehnologic se poate de folosit schema asamblării detaliilor care se vede bine şi deodată ordinea îndeplinirii operaţiilor. Procesul tehnologic de confecţionare în modelul dat este compus dintr-un şir de operaţii care se îndeplinesc la următoarele utilaje:
Maşina de cusut 330-8; Maşina de cusut 232; Maşina de cusut 550; Masă de lucru; Masă cu aspiraţie forţată; Stilaj ; Termoactivatorul TA-O; Maşina de scămoşat NPP-3-0.
Maşina de cusut clasa 232 este maşina cu coloană. Ea se foloseşte la încheierea carîmbilor cu căputa. Termoactivatorul este destinat pentru activarea peliculei de clei de pe tălpi şi pe amprenta (piciorului) încălţămintei trase. Metoda de fixare a detaliilor ansamblului inferior prin lipire. Se poate regla temperatura de la 40-300 ˚C. Timpul activării variază în dependenţă de temperatura stabilită de la 20-30 s. Termoactivatorul TA-O este alcătuit din termodulapul şi blocul de conducere, care sunt fixate pe suport.
Caracteristica utilajului Tabelul 7
Caracteristica utilajului
Unităţi
Operaţia tehnologică
Masă de croire ST-B 4 Asamblare: 3, 4, 6, 7, 8Tălpuire: 2, 3
Masă de lucru CT-B 10 Asamblare: 1, 2, 10, 12, 19, 20, 9, 21, 27, 29, 34, 37, 38, 39Tălpuire: 1, 4, 6, 7, 8, 29, 31, 33, 34, 35
Masă cu aspiraţie forţată CT-B
3 Asamblare: 14, 15, 16, 24, 25, 33, 36Tălpuire: 18, 19, 22, 23, 26, 27, 28, 32
Maşină de cusut clasa 330-8
1 Asamblare: 17, 18, 22, 23, 35
Maşina de cusut 332-0 1 Asamblare: 26, 30, 31, 32, NPP-3-0 1 Tălpuire: 24
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 28
3.7 Caracteristica şi calculul materialelor auxiliare
Sunt produse pe bază de substanţe pelicologene capabile să asigure legătura (îmbinarea) între două sisteme solide, prin intermediul forţelor de adeziune, coeziune şi autoziune. Drept sortimente sunt:
adeziv pe bază de cauciuc sintetic; adeziv pe bază de clorură de vinil;
Adeziv poliuretanic se indică îmbinărilor cu rezitenţă înaltă cum ar fi: îmbinarea ansamblului superior cu talpa chiar şi a feţelor din piei intens gresate cu talpa. În calitate de diluant serveşte amestecul din acetat dietil şi acetonă.
Termoadezivi sunt în stare solidă care sub acţiunea temperaturii înalte se înmoaie şi posedă capacitate de adeziune înaltă iar la răcire se transformă în peliculă solidă. Se produc pe bază de răşini poliamidici, polisteri, (etilen, vinil, acetat). Utilizarea termoadezivilor în producere impune cerinţele:
să posede diapazon cît mai restrîns a temperaturii de topire; vîscozitatea fluidului cît mai mică; umeditate înaltă asupra feţelor solide; aderenţă la un spectru larg de materie; la îndoirea îmbinării să nu apară fisuri; ezistenţă la variaţie de temperatură, apă, abur, grăsimi.
Bandă de întărire se produc prin ţesere din fire naturale, sintetice, combinate cu diferite lăţimi 2,5-20 mm. Benzile cu lăţimea 2,5-6 mm sunt destinate pentru îndoirea marginii în vederea îndoirii, iar benzile cu lăţimile 10-20 mm sînt destinate întăririi cusăturilor răsfrînse la 180 ˚ căt şi întăririi îmbinărilor în careva locuri. Benzile sunt acoperite cu soluţie adezivă ceea ce nu necesită aplicarea unui adeziv, pînă nu demult drept bandă de întărire erau folosite benzile ţesute din in şi bumbac care aveau o grosime mai mare şi era nevoie de a fi aplicate cu adeziv de cauciuc.
Materiale auxiliare
Tabelul 8
Materiale auxiliare Unitate de măsură Necesităţi de materiale auxiliareLa o perche Pe schimb 70 perchi
1 2 3 4Aţă de cusut:
44 l H65 l H
mm
9,59,5
28824
Adeziv de cauciuc ( 7-9 %)
Policloroprenic (10- 18 %)
Poliuretanic (23-25 %)
Kg
KgKg
0,2
0,250,2
12
1512
Cuie Kg 0,15 9

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 29
3.8 Cerinţe faţă de calitate
Tăierea materialului de încălţăminte este una din cele mai importante operaţii de care depinde calitatea ei. În urma acestei operaţii din material se obţin piese de bună calitate, decupate sau ştanţate. O importanţă deosebită o are croirea pieilor, întrucît grosimea diverselor regiuni este diferită.
Deoarece proprietăţile pielii variază pe suprafaţa acesteia, diversele ei regiuni topografice se folosesc pentru obţinerea de diverse piese ale încălţămintei de exemplu: din crupon se croiesc piese importante, din poale şi din gît piese mai puţin importante.
Pielea artificială are proprietăţi fizico-mecanice mai iniforme pe întreaga suprafaţă, grosimea, culoarea, structura sînt acelaşi peste tot are o lungime şi lăţime bine determinată şi de aceea croireaei este mai simplă.
Pielea pentru părţile de sus cît şi de jos ale încălţămintei se taie de regulă mecanic cu excepţia pielii pentru elementele de încălţăminte de producţie individuală,care se taie şi manual.
Pentru tăierea pielii se utilizează prese (ştanţe) şi cuţite de ştanţe speciale. Configuraţia şi dimensiunile cuţitelor corespund celor ale pieselor tăiate ale tălpilor, brnţurilor, căputelor, carîmbilor. Croirea corectă a materialului dă posibilitatea să se utilizeze economicos suprafaţa acestuia, să se reducă preţul de cost al pieselor părţilor de sus şi de jos ale încălţămintei, ceea ce constituie pînă la 80% din preţul de cost al încălţămintei gata. Pentru a reduce cantitatea deşeurilor la tăiere cuţitele se dispun conform unui sistem anumit, din piele se taie piese cu configuraţii şi dimensiuni diferite. Un rol important îl joacă gradul de calificare al operatorului. La tăiere cuţitele se dispun în aşa fel încît pielea pieselor să fie întinsă cît se poate de puţin. Din crupoane şi crupe se decupează tălpi, pingele, branţuri şi capace de toc, din gîturi, tălpi interioare, tălpi de încălţăminte uşoară, branţuri şi ştaifuri tari, din poale se confecţionează piese mai puţin importante. Piesele decupate trebuie să corespundă atît în ce priveşte dimensiunile cît şi forma tiparelor aprobate. Nu se admit ruperi de piele pe margini, abateri de la unghiurile sau rauele de curbură dată, grosimea pieselor trebuie să nu fie sub cea prescrisă de standart. Unele piese ale părţii de jos a încălţămintei pot avea defecte neînsemnate, care nu duc la înrăutăţirea calităţilor de serviciu şi nu strică aspectul sxterior al încălţămintei. Nu este admis ca piesele părţii de jos să fie tăbăcite incomplet, să fie sfărmicioase, umflate. Pantofii noi trebuie trataţi cu un produs de îngrijire înainte să fie purtaţi prima dată. Alegerea produsului depinde de tipul de piele. Produsele folosite incorect pot dăuna nu numai în cazul tipurilor de piele delicate. Pielea folosită la producerea încălţămintei este un material care are nevoie de hidratare, întocmai ca şi propria noastră piele, fiind indicat să ştergeţi pantofii de piele cu o cîrpă moale, pentru a îndepărta urmele de murdărie. După ce vă cumpăraţi pantofi din piele, nu este nevoie să îi daţi cu cremă de ghete sau cu ceară imediat după prima purtare, ci este de preferat să aşteptaţi cîteva săptămîni pentru a efectua această operaţiune. Pînă atunci, ştergerea este suficientă. Curăţarea încălţămintei trebuie efectuată nu înainte de a ieşi din casă, ci la sosirea de afară. Seara este bine să daţi pantofii cu cremă şi să îi lăsaţi peste noapte, acest lucru va hidrata pielea.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 30
Încălţămintea din piele albă cel mai bine să o spălaţi cu un burete sau o perie moale, muiată într-un amestec slab din apă şi praf de spălat. Apoi ştergeţi bine încălţămintea şi prelucraţi-o cu cremă incoloră. Pantofii albi sau în culori deschise au nevoie de o atenţie mai mare şi de un tratament special. Există în supermarketuri produse special create pentru încălţămintea deschisă care redau albul imaculat. Dacă vrei sa le oferi luciu suplimentar îi poţi unge cu puţină cremă hidratantă pentru faţă.
3.9 Măsuri de protecţie a muncii
Cerinţele securităţii în timpul lucrului
1. Nu se admite sustragerea atenţiei persoanei în timpul lucrului.2. Nu se admite îngrămădiri de obiecte la locul de muncă.3. Instrumentele sau reperele trebuie să fie aranjate în aşa fel ca să nu să se facă mişcare în plus.4. În timpul asamblării asamblorul trebuie să cunoască următoarele cerinţe: Nu se admite schimbarea aţei, acului, suveicii sau sa dereglat maşina ăn timpul funcţionării, ce numai atunci cînd maşina este deconectată definitiv.5. Nu trebuie de pus foarfecele, şurubelniţa lîngă organele radiatoare a maşinii.6. Să fim atenţi la degete, să nu nimerească sub rola de trasmitere.7. Maşina să aibă iluminare de masă.
Masuri de protecţie a muncii cu caracter general
Protecţia muncii are ca scop luarea unor măsuri tehnice şi organizatorice care să elimine posibilitatea accidentelor de muncă şi a îmbolnăvirilor profisionale. Procedeele şi măsurările tehnico-organizatorice cu caracter general se referă la utilizarea diferitelor instalaţii, la lucru în atelierele anexe ale întreprinderii, la transpotul de materiale şi la mijloacele de prevenire a întreprinderelor. Pentru prevenirea accidentelor la diferite instalaţii personalul secţiei de întreţinere trebuie să fie bine instruit, să cunoască schema instalaţiilor şi să le controleze periodic. Aşezarea sau scoaterea curelelor de transmisie de pe roţi este interzisă în timpul funcţionării maşinilor. Transmisiile trebuie să fie prevăzute cu apărătoare de protecţie.
La transportul materialelor trebuie să se aibă în vederepe cît posibil ca fluxul oamenilor să nu se încrucişeze cu fluxul materialelor. Instalarea benzilor de transport din cadrul atelierelor trebuie să se facă astfel încît de la mabele capete ale benzei pînă la zid sau între capetele a două benzi diferite să fie o distanţă de minimum doi cm.
Agregatele de acţionare a benzilor rulante trebuie să fie prevăzute cu carcase de protecţie. Pentru prevenirea incendiilor se vor verifica periodic instalaţiile electrice. Montarea aparatelor electrice nu trebuie să se facă pe postamente care se pot aprinde.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 31
3.10 Indicii tehnico-economici la întreprindere
Suprafaţa secţiilor trebuie utilizate raţional şi econom, mişcarea curentului de muncitori nu trebuie să se intersecteze cu mişcarea transportului în secţie. De asemenea se mai ţine cont de normele sanitaro-igienice de folosire a suprafeţelor pentru un muncitor care este 6 m². Pereţii de bază şi cei auxiliari sînt construiţi paralel cu coloanele blocului. Geamurile depind de pasul coloanelor. În conformitate cu normativele antiincendiare în fiecare secţie se planifică două ieşiri una de bază, alta auxiliară care trebuie să fie situată în diferite părţi a secţiei.
Indicii tehnico-economici
Tabelul 9
Indicii tehnico-economici
Unitate de măsură
Calcule Valorile obţinuteCroire-
asamblareŞtanţare-tălpuire
1 2 3 4 51.Productivitatea muncii
Perechi Psc. 80 80
2.Productivitatea medie a fluxului
Perechi Psc. 80 80
3.Numărul de muncitori calculat
Oameni ∑Nti×Psc Kc=-----------
Tsc
9,075 15
4.Numărul de muncitori reali
Oameni Kr 9 15
5.Productivitatea medie pe un om
Prechi/om Pm=Psc/Kr 8,88 5,33
6.Încărcarea medie a fluxului
% Îmfl=Kc/Kr×100
100,83 100
7.Procentul de mecanizare a fluxului
% Mfl=M/M1m×100
8.Procentul de încărcare a utilajului
% Pu=∑Nti×Mr/Mr×100%
9.Voluul de producţie de pe un m² de suprafaţă
Perechi/m² Vp=Psc/Sect

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 32
Sectorul încălţămintei este o industrie diversificată, care acoperă o gamă largă de materiale (textile, materiale plastice, cauciuc şi piele) şi diferite asortimente de produse - de la încălţăminte de bărbaţi, femei şi copii, la produse specializate, cum ar fi încălţăminte pentru surf pe zăpadă şi încălţăminte de protecţie. Această diversitate de produse finite corespunde unor multitudine de procese industriale, întreprinderi şi structuri de piaţă. Industria uşoară ocupă un rol important în viaţa oamenilor.Ea cuprinde ramuri ca: industria textilă industria de tricot, industria încălţămintei, industria obiectelor de faianţă, industria de confecţii ş.a. Principala sarcină a industriei uşoare constă în asigurarea populaţiei cu producţie calitativă şi universală, producţie ce ar mări nivelul material şi cultural al vieţii oamenilor. Un loc aparte în industria uşoară îl ocupă industria de confecţii – cea mai importantă ramură a industrie date. Rolul principal în dezvoltarea industrie de confecţii – realizarea rezultatului final şi sporirea eficienţei muncii – aparţine reutilări tehnice, aplicării în practică a ultimelor realizări în domeniul tehnologiei, mecanizării şi automatizării. În totalitatea eforturilor de renaştere a economiei naţionale în baza principiilor relaţiilor de piaţă o importanţă deosebită are reformarea sectorului real şi, în primul rînd , a producţiei industriale.Economia naţională depinde în mare măsură de furnizorii de materie-primă şi resurse energetice, şi pe pieţele străine de realizare a producţiei sale. Economiile de piaţă sînt orientate practic, dar ele se bazează deasemenea pe principiul libertăţii individului: libirtatea consumatorului de a alege între produse şi servicii aflate în concurenţă; libertatea producătorului de a înfiinţa şi extinde o întreprindere şi de a-şi asuma riscurile şi a beneficia de cîştiguri; libertatea muncitorului de a-şi alege un loc de muncă sau o carieră, de a se alătura unui sindicat muncitoresc şi de a-şi schmba patronul. Acestă premisă a libertăţii, a riscului şi şansei este factorul care leagă economiile de piaţă moderne cu democraţia politică. Economiile de piaţă nu sînt lipsite de inechităţi şi abuzuri, iar multe dintre acestea sînt grave, dar în acelaşi timp este clar faptul că întreprinderea particulară modernă şi spiritul întreprinzător cuplate cu democraţia politică oferă cea mai bună perspectivă de păstrare a libertăţii şi oferă cele mai accesibile căi către dezvoltare economică şi prosperitete generală. În cele din urmă, este important să realizăm că în orice sistem economic, inclusiv economia de piaţă, există probleme care nu pot fi niciodată rezolvate pe deplin sau definitiv. Aceste probleme trebuie studiate pragmatic, caz cu caz, la fel cum trebuie analizate atent forţele economice şi politice care la determină. Economiile de piaţă sînt descentralizate, flexibile, orientate practi şi capabile de schimbare. Caracteristica centrală a economiilor de piaţă este lipsa unui centru. Una dintre metaforele fundamentale pentru piaţa particulară este cea a „mîinii invizibile”.
23.02. I-05 PD 2011 MEMod Coala Nr.docum. Semnat Data
Elaborat Ilieva I. Ilieva Compartimentul Litera Coala ColiVerificat 33 1

economic CTC.gr. MTAP-405N.control
Aprobat
4.1 Descrierea afacerii şi obectivele
Pentru a deschide o întreprindere de confecţii a articolelor din piele este nevoie de elaborarea unui plan de adaceri în care se determină veniturile şi cheltuielile posibile. Acest plan de afaceri este întocmit de către SRl în scopul prognozării eficienţei economice al firmei pentru primul an de activitae. Firma proiectată va fi amplasată în municipiul Chişinău sectorul Ciocana şi va presa servicii de confecţionare a articolelor din piele la comandă individuală. Întreprinderea SRL „Sapogio” va fi fondată de o singură persoană Ilieva Irina, care va deţine patrimoniul întreprinderii. SRL reprezintă întreprinderile care poate fi fondată de una sau mai multe persoane fizice sau juridice care şi-au asociat bunurile. În primul an de activitate firma SRL va realiza următarele rezultate: venit vînzări – 18699440 lei; profit brut – 404612 lei.
4.2. Sortimentul de produse. Descrierea procesului tehnologic
În urma studierii cerinţelor pieţii am ales modelul pantofi uzuali pentru fiecare zi. Pentru a confecţiona acest model voi avea nevoie de materialele date: piele cromată, talpă formată, elastic, bombeu, ştaif, ac tocit, aţă, ac, cuie, ciocănaş, bandă lipicioasă, adezivi sar, de cauciuc, poliuretanic, calapoade. Pentru a mări calitatea produsului este necesar de a introduce noi tehnologii şi utilaje şi nu în ultimul rînd şi materiale noi, astfel produsul va fi de calitate înaltă. Procesul tehnologic (de favricaţie) reprezintă totalitatea operaţiilor prin care materiile prime, reperele, semifabricatele, se transformă în produse finite şi acestea sunt: Am ales pantofi uzuali pentru femei deoarece ei au mai multe comodităţi sunt comozi în viaţa de zi cu zi. Ei sunt destinaţi pentru anotimpul primăvară-toamnă, sunt rezistenţi la uzură, au multe comodităţi, dar să nu iutăm şi de aspect, adică trebuie să fie inventat ceva nou pentru a atrage lumea, un aspect frumos cu cusături calitative.
4.3. Piaţa. Concurenţa. Publicitatea
În zonă există două întreprinderi de confecţionare a articolelor din piele situate la 20 km distanţă. Ambele întreprinderi SRL sunt prorpietate de stat. Clienţii care apelează la serviciile acestora sunt nemulţumiţi de calitatea produselor obţinute precum şi de materialele folosite. Singura întreprindere care are produse de calitate înaltă şi bună este cea de la ciocana. Camparativ cu aceşti concurenţi activitatea pe care intenţionăm să organizăm va fi mult mai bună deoarece: utilajele pe care le vom achiziţiona sunt moderne, de productivitate înaltă şi asigură produse de calitate superioară; intenţionăm ŞI avem posibilitatea să oferim condiţii

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 34
de plată mai avantajoase decît concurenţa. Întreprinderea va fi amplasată în raionul Ciocana o comună cu 700 de locuitori. Calitatea materialelor noastre va fi cu mult bună şi avantajoasă decît a concurenţilor. Întreprinderea noastră va oferi produse de marochinărie şi încălţăminte din piele naturală, pe cînd concurenţii şi din înlocuitor de piele. Produsele de la întreprinderea noastră vor fi noi şi mai interesante şi nu în ultimul rînd preţurile vor fi mai accesibile pentru a atrage clienţii. Deşi în accepţiunea ei spaţială şi economică piaţa este locul de întalnire a agentilor economici, vînzători şi cumpărători, care schimbă între ei bunuri sau servicii, piaţa mai poate fi înţeleasa ca fiind locul de întalnire a ofertei cu cererea, prima reprezentînd forma sub care se infatiseaza rezultatele finale ale producţiei în condiţiile economiei de schimb, cea de-a doua exprimînd nevoile umane solvabile.
4.4. Managementul şi personalul
Consumatorul de bază al serviciilor oferite de întreprinderea noastră SRL „Sapogio” va fi populaţia a doua raioane situate aproape raionul Ştefan Vodă şi Căuşeni. Raioanele date au peste 3600 locuitori permanenţi. Prin urmare numărul total de clienţi v-a constitui: raionul Ştefan Vodă 1500 locuitori; raionul Căuşeni 2100 locuitori. Dacă presupunem că 1400 oameni sunt plecaţi din raion în căutarea lucrului populaţia rămasă va constitui un număr satisfăcător de clienţi. Scopul afacerii este de a oferi persoanelor particulare şi clienţilor corporativi din raionul Căuşeni şi Ştefan Vodă posibilitatea de a procura într-un singur loc toate accesoriile şi produsele de încălţăminte. Domeniul de activitate este realizarea produselor de marochinărie şi încălţăminte. Întreprinderea SRL va activa în Căuşeni şi va funcţiona în fiecare zi, duminică ti liberă, de la ora 8.00 pînă la 20.00 fără pauză, în două schimburi, de la 8.00-14.00.
4.5 Analiza financiară a activităţii de producere
La analiza financiară a activităţii de producere se efectuiază toate calculele la managementul întreprinderii.
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 35
Succesiunea operaţiilor tehnologice la faţa de încălţăminte
1.Primirea şi enumărarea croiului 2.Lansarea croiului în producere 3.Însemnarea detaliilor 4.Subţierea marginilor detaliilor din piele 5.Dublarea detaliilor de încălţăminte 6.Îndoirea marginolor
7.Cusătura decorativă8.Încheierea carîmbului la spate cu o cusătură la 180 °9.Netezirea cusăturii din spate a carîmbilor10.Îndoirea marginilor neîndoiate11.Coaserea antiglisolului cu căptuşala căputei12.Ungerea cu clei pe marginea de sus a lor13.Montarea feţei cu căptuşala14.Cusătura bordurii şi fixarea întăriturii de vipuşcă15.Tăierea surplusului de căptuşală. Controlul interfazic16.Coaserea baretelor17.Perforarea baretelor18.Încadrarea capselor şi fixarea lor19.Încadrarea cataramei20.Întărirea cataramei cu două cusături paralele21.Formarea nodului decorativ22.Coaserea talonetului moale de branţul aplicat23.Vopsirea24.Curăţirea25.Controlul calităţii

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 36
Succesiunea operaţiilor la tălpuire
1. Primirea semifabricatelor2. Lansarea în producere3. Alegerea calapoadelor4. Curăţarea calapoadelor5. Fixarea branţului pe calapod provizoriu6. Subţierea ştaifului7. Ungerea cu clei a ştaifului8. Încadrarea ştaifului9. Aşezarea feţei pe calapod şi fixarea în călcîi.10. Tragerea regiunii vîrfului preventiv11. Tragerea regiunii călcîiului12. Tragerea regiunii vîrfului şi ungerea cu clei a bombeului13. Tăierea surplusului de căptuşală14. Ungerea marginii trase şi a branţului. Uscarea 15. Termoactivarea. Lipirea marginii trase. Ciocănirea16. Scoaterea cuielor17. Scămoşarea pielii. Înlăturarea cutelor. Deprafarea 18. Ungerea cu clei în regiunea golului format de marginea trasă şi a umpluturii 19. Lipirea umpluturii20. Degrasarea 21. I Ungerea marginii trase a tălpilor. Uscarea 22. II Ungerea marginii trase a tălpilor. Uscarea23. Termoactivarea peliculei de clei. Lipirea tălpilor 24. Odihnirea încălţămintei25. Scoaterea încălţămintei de pe calapod26. Curăţarea şi verificarea încălţămintei din interior27. Ungerea şi lipirea branţului aplicat28. Curăţarea şi acoperirea defectelor de încălţăminte29. Controlul calităţii30. Înşiretarea31. Marcarea. Ambalarea 32. Transportarea. Depozitarea.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 37
Metodica confecţionării feţei de încălţăminte
Tabelul 10
Operaţia tehnologică
Mm
Utilaj Instrumente
Material auxiliare
Metodica
1.Primirea şi enumerarea croiului
m Masă de lucru
Foarfece Cuţit
Sfoară Croiul primit se numară după componentele ce fac parte din model,
se verifică calitatea dataliilor, culoarea componentelor. În caz de
nevoie este necesar de înlocuit detaliile defecte.
2.Lansarea croiului în producere
m Bandă Convee
r
Cuţit Dispecerul dirijează modul de producere, el conduce procesul tehnologic în aşa mod ca toţi muncitorii să aibă de lucru. Modul de dirijare este alcătuit după schema dispecer-muncitor.
3.Însemnarea detaliilor
m Masă de lucru
Tipare de
însemnat Creion Ac tocit Foarfece
Sfoară Tiparele au forma detaliilor. Detaliile sunt aranjate pe grupe. Fiecare detaliu se aranjează pe placa de
marmură, deasupra se pune tiparul de lucru astfel ca toate marginile să coincidă cu conturul detaliului.
Detaliile se presează cu o mînă iar cu a doua se conduce creionul în
corespundere cu semnele de pe tipar. Semnele trebuie să fie clar vizibile. Nu se permite de a zgăria suprafaşa
detaliilor şi de a însemnări.4.Subţeierea margiilor detaliilor din piele
M ASG-13-0
Cuţit placă de marmură
Marginea detaliilor din piele sw subţiază cu scopul ca la asamblare să nu fie neuniformităţi de grosime şi pentru aspect estetic. Subţierea se
execută pe partea cărnoasă a detaliilor, ea trebuie să fie uniformă
pe tot perimetrul creat. Nu se permite de a tăia materialul.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 38
5.Dublarea detaliilor feţei de încălţăminte
M Prese dublare DV-1-0
Detaliile intermediare se aranjează deasupra detaliilor exterioare pe
partea cărnoasă conform normelor tehnologice:-margine îndoiată 6-8 mm; -margine vopsită 1-2 mm; -
margine cusută la 180 ˚ 0,8-1 mm; -cusătură de suprapunere 4-5 mm; -de
la marginea de tras 10-12 mm; -margine cusută la 360 ˚ 10-12 mm.
6.Îndoirea marginilor
M ZCD-1-0
Cuţit Placă de marmură
Termoclei Şiret
de îndoire a marginii
Marginea detaliilor ce urmează să fie îndoiată se introduce sub organul de lucru a maşinii, margine se îndoaie şi provizoriu se depune stratul de clei şi
se fixează şiretul de întărire al marginilor regiunelor curbe se despică la adîncimea 2,5 mm la
distanţa de 3 mm una faţă de alta, lăţimea marginilor îndoiate este de 4-
5 mm. adezivul se topeşte la temperature de 120 °C, viteza de
activare este de 2-4 sec. În această perioadă marginile trebuie să fie
lipită, conturul să fie uniform pe tot perimetrul. Nu se permite de a lăsa
porţiuni neîndoiate, de a lăsa neuniformă.
7.Cusătura decorativă
M 224 Foarfece Ac 100
Aţă 65 Cusătura decorativă a fost executată 5 mm de la marginea bordurii. Se
efectuiază 2 cusături paralele.8.Încheierea carîmbilor la spate cu o cusătură la 180 °
M 330-8 clasa PMZ
Foarfece Ac 100
Aţă 65 Bumbac
Carîmbii se aranjează faţă la faţă în aşa mod ca marginile de sus şi de jos
să coincidă şi linia carîmbilor să coincidă. Trebuie să fie o cusătură
calitativă şi să fie drept cusut. Distanţele cusăturii la marginea detaliilor trece la 1,2 -1,5 mm. Densitatea paşilor 4.5 la 1 cm.
cusătira trebuie să fie bine trasă.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 39
9.Netezirea cusăturii din spate a carîmbilor
M RZŞ-1-0
Suport special Creion
Foarfece
Panglică lipicioas
ă
Cusătura din spate a carîmbilor se aranjează sub organul de lucru al maşinii unde cilindrul de netezire
îndepărtează rezervele de asamlare în părţi opuse şi în aceleaşi timp pe
cusătură se aplică bentiţa de întărire a cusăturii care automat se taie de la bobină. Nu se permite deterioararea cusăturii, iar bentiţa se lipeşte fără
cute şi încreţituri.10. Îndoirea marginilor neîndoiate
M ZCD-1-0
Cuţit Placă de marmură Ciocan
Termoclei Şiret
de îndoire a marginil
or
Marginile detaliilor se urmează să fie îndoiată se introduce sub organul de lucru a maşinii, marginea se îndoaie şi provizoriu se depune stratul de clei
şi se fixează şiretul de întărire al marginilor regiunii curbe se despică la adîncimea 2,5 mm la distanţa de 3
mm una faţă de alta, lăţimea marginilor îndoiate este de 4-5 mm. adezivul se topeşte la temperature de 120 °C, viteza de activare este de 2-4
sec. În această perioadă marginile trebuie să fie lipită, conturul să fie uniform pe tot perimetrul. Nu se
permite de a lăsa porţiuni neîndoiate, de a lăsa neuniformă.
11.Coaserea antiglisolului cu căptuşala căputei
M 224 clasa
Foarfece Ac 100
Aţă 65 Se execută două cusături paralele deoarece fixarea antiglisolului pe căptuşală să fie bine aranjate şi să
fie mai trainică cusăturile. Aţa trebuie să fie bine trasă să nu să se
rupă. Şi de o calitate bună.12.Ungerea cu clei pe marginea de sus a lor
m Masă cu
aspiraţie
forţată
Perie Vas
pentru clei
Adeziv de
cauciuc
Pe partea cărnosă a detaliilor feţei şi a căptuşelii pe marginea de sus se
depune un strat de adeziv cu lăţimea de 10 15 mm, timp de 10-15 minute.
Nu se permite de a murdări faţa.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 40
13.Montarea feţei cu căptuşala
m Masă cu
aspiraţie
forţată
Perie Vas
pentru clei
Clei de cauciuc
Se montează nodul căptuşelii cu nodul feţei pe margine bordurii, lăsînd rezervă a căptuşelii de 4-5
mm.
14.Cusătura bordurii şi fixarea întăriturii de vipuşcă
M 332 Foarfece Ac 100
Aţă 65 Faţa cu căptuşala montate prin lipire se unesc printr-o cusătura pe
marginea bordurii, cusătura trece la 1-1,5 de la marginea feţei, densitatea paşilor 7-8 la un cm. Aţa trebuie să fie bine trasă, nu se permite tăierea
aţei.15.Tăierea surplusului de căptuşală. Controlul interfazic
m Cuţit Masă
de lucru
Se taie atent surplusul de căptuşală ca să nu deteriorăm faţa de căptuşală.
Se controlează toate operaţiile precedente. Dacă se găsesc defecte se înlocuieşte tot, sau se întoarce înapoi la persoana care a efectuat
operaţia.16.Coaserea baretelor
M 224 clasa
Foarfece Ac 100
Aţă 65 Pe căpută se fixează baza baretelor şi se coase cu 2 rînduri de tighel jur
împrejur. Nu se permite de a deteriora faţa de încălţăminte şi
cusătura să fie calitativă.17.Perforarea baretelor
m Preducea
Ciocan Capse Se execută pe marginea aripilor carîmbilor semnele . Preduceaua se
aranjează pe baretă în dreptul semnelor şi se perforează prin
aplicarea loviturilor cu ciocanul. Perforaţiile vor fi executate pe
mijlocul carîmbilor la distanţa între ele egale.
18.Încadrarea capselor şi fixarea lor
M BБ-2-0 Preducea Capcană
Cuţit
Capse Capsele sunt fixate pe baretă. Capsele reprezintă cilindre metalice dintr-o parte cu ineluş iar din altă cu
dispicături care permite formarea capselor după lovitură.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 41
19.Încadrarea cataramei
M 330-8 Foarfece Ac 100
Aţă 65 Port catarama se unge cu clei se îndoaie în jumătate şi se introduce cătărama se execută cusătura de
întărire.20.Îcadrarea cataramei cu 2 cusături paralele
M 330-8 Foarfece Ac 100
Aţă 65 Se face cusătura de jur împrejur, 2 cusături paralele. Nu se permite
deteriorarea cusăturii.
21.Formarea nodului decorativ
M 330-8 Foarfece Ac100
Aţă 65 Se formează nodul decorativ. Nu se permite deteriorarea cusăturii. Se are
grijă să nu să se rupă aţa.22.Coaserea talonetului moale şi branţului aplicat
M 332 Foarfece Ac 100
Aţă 65 Se unge cu clei talonetul şi branţul aplicat, apoi se montează. Cusătura se execută pe marginea talonetului.
23.Vopsirea n Masă de lucru
Vas pentru vopsea Pensulă
Vopsea nitro
Se vopsec marginile vizibile ale carîmbilor pentru a da un aspect mai frumos şi plăcut. Se vopseşte atent
pentru a nu murdări faţa de încălţăminte.
24.Curăţarea m Masă de lucru
Vas pentru
detergent Ac
Foarfece
Sfoară Detergen
ţi
Faţa de încălţăminte se curăţă de pete cu ajutorul diferitor soluţii de spălat apoase în aşa mod să nu păteze faţa
şi căptuşala. Resturile de clei se înlătură de pe faţă cu ajutorul unei
bucăţi de cauciuc. Capetele de aţă se taie în caz de nevoie ca să nu
deteorieze faţa.25.Controlul calităţii
m Masă de lucru
Se controlează feţele de încălţăminte. Toate operaţiile precedente.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 42
Metodica confecţionării pentru tălpuire
Tabelul 11
Operaţia tehnologică
M/m
Utilaj Instrumente
Materiale
auxiliare
Metodica
1.Primirea semifabricatelor
m Masă de
lucru
Creion Foarfe
ce
Se verifică încă o dată calitatea asamblării feţei de încălţăminte. în caz
de necesitate feţele se întorc muncitorilor pentru a îndrepta
neajunsurile la asmblare.2.Lansarea în producere
m Masă de
lucru
Cuţit. Foarfe
ce
Sfoară Semifabricatele se completează unul cu altul în perechi faţa + branţul + talpa
corespunzătoare mărimii şi se lansează în producere.
3.Alegerea calapoadelor
m Masă de
lucru
Ciocan. Vas pentru clei.
Periuţă
Clei de
cauciuc 7-8 %.
Bucăţi de
piele
Calapoadele se aleg după fason, număr, lărgime. În caz de necesitate le redau forma nouă în dependenţă de cerinţele consumatorului. Calapodul trebuie să
fie în pereche cu penele întregi şi lăcăţica întreagă. Crăpăturile se
deformează se prelucrează în aşa mod ca suprafaţa să fie întregă. Cepurile noi
se înlocuiesc cu altele noi.4.Curăţarea calapoadelor
m Masă de
lucru
Vas pentru soluţie
. Periuţ
ă
Soluţie
pentru spălat. Tîlc. Perie
Suprafaţa calapodului se şterge cu peria cu soluţie de spălat iar regiunea
călcîiului se unge cu tîlc pentru a uşura scoaterea de pe calapod.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 43
5.Fixarea branţului pe calapod provizoriu
m Masă de
lucru
Ciocan
Cuie Branţul se aşază fix după forma calapodului se fixează cu trei cuie în vîrf, regiunea balurilor şi în călcîi. Pălăria cuielor trebuie să iasă la
suprafaţa branţului 2-3 mm adîncimea în caapod este de 12-15 mm.
6.7.Subţierea detaliilor intermediare
m Masă cu
aspiraţie
forţată
Vas pentru
clei
Clei de
cauciuc 7-8
%
Ştaifurile înainte de a se introduce în faţa de încălţăminte se subţiază pe marginea de sus, apoi se înnoaie în
dizolvant, apoi se zvîntează 10-30 sec.
8.Încadrarea ştaifului
m Masă de
lucru
Vas pentru
clei
Clei latex
După ce ştaiful a fost umezit în acetonă se introduce în faţa de încălţăminte în
aşa fel ca să nu ajungă pînă la marginea de jos cu 2-3 mm.
9.Aşezarea feţei pe calapod şi fixarea în călcîi
m Masă de
lucru
Ciocan.
Cleşte
Texe Faţa încălţămintei se aşează pe calapod şi se fixează de branţ cu un tex în
regiunea călcîiului.
10.Tragerea vîrfului regiunii preventiv
m Masă de
lucru
Coican.cleşt
e
Texe Partea din vîrf a feţei se trage în prealabil cu cleştele, se întinde şi se
fixează marginea de tras se fixează de branţ cu cinci cuie unul în vărf, şi cîte două în regiunea balurilor şi metatars. Lăţimea marginii de tras 1,5 ±1mm. distanţa dela centrul cuielor pînă la
marginea branţului 9 ±1 mm.11.Tragerea regiunii călcîiului
m Masă de
lucru
Ciocan.
Cleşte
Texe Tragerea feţei în regiunea călcîiului se trage cu ştaifu aranjat. Marginea de tras
se fixează de branţ cu texe. Distanţa între texe 5 ±1 mm.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 44
12.Tragerea regiunii vîrfului
m Masă de
lucru
CiocanCleşt
e
Texe În regiunea vîrfului şi a metatarsului se îmbracă pe calapod şi execută tragerea încălţămintei pe calapod în regiunea
vîrfului şi metatarsului. Faţa de încălţăminte trebuie să fie mulată pe
calapod fără cute şi încreîituri. Lungimea căputelor trebuie să fie simetrică în pereche. Lungimea marginei de tras 1,5 ± 11 mm.
13.Tăierea surplusului de căptuşală
m Masă de
lucru
Cuţit Surplusul de căptuşeală se taie pînă la texe cu scopul de a obţine o trecere mai
lină. Ea trebuie să fie tăiată corect.14.Ungerea marginii trase şi a branţului. Uscarea
m Masă cu
aspiraţie
forţată
Vas pentru clei.
Periuţă
Clei policloropre
nic 18-20%
Suprafaţa branţului şi a marginii de tras se unge cu clei fără boţuri, pelicula de
clei se usucă 20-30 minute.
15. Termoactivarea. Lipirea marginii trase. Ciocănirea
m TA-O Termometru
După ce a fost unsă marginea de tras şi branţul , pelicula de clei se
termoactivează pentru a se lipi. Se execută ciocănirea pentru a îndepărta
cutele formate.
16.Scoaterea cuielor
m Masă de
lucru
Cleşte Texele care fixau branţul pe calapod se înlătură în aşa mod ca să nu deterioreze
branţul principal.17. Scămoşarea pielii. Înlăturarea cutelor. Deprafarea
M MPP-3
Perii de
sîrmă. Perii depăr
Hîrtie abrazivă(69-
85)
Cutele şi surplusul marginii de tras în regiunea vîrfului sînt retezate cu
ajutorul hîrtiei abrazive apoi scămoşate pe tot perimetrul adică în vîrf şi călcîi. Scămoşarea trebuie să fie uniformă, nu se permite de a tăia marginea de tras şi a lăsa porţiuni nescămoşate. Suprafaţa prelucrată se prelucrează cu perie de.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 45
18. Ungerea cu clei în regiunea golului format de marginea trasă şi a umpluturii
m Masă cu
aspiraţie
forţată
Vas pentru clei.
Periuţă
Clei policloropre
nic 20-23
%
Suprafaţa branţului între marginea de tras se unge cu clei la fel şi umplutura.
Timpul de uscare 20-30 minute.
19.Lipirea umpluturii
m Masă cu
aspiraţie
forţată
Vas pentru clei.
Periuţă
Clei policloropre
nic 20-23
%
După ce sa uns umplutura cu clei şi golul format între marginea de tras se
lipeşte umplutura, ea nu trebuie să vină deasupra marginii de tras sau să fie mai mică ca 2 mm de la conturul marginii
dr tras.axa de simetrie a umpluturii coincide cu axa de simetrie a
încălţămintei.20.Degrasarea
m Masă de
lucru
Vas pentru aceton
ă
Acetonă
Tălpile se degrasează pentru afi lipite de faţa de încălţăminte.
21. .IUngerea marginii trase a tălpilor. Uscarea
m Masă cu
aspiraţie
forţată
Vas pentru clei.
Periuţă
Clei poliuretanic
23-25%
Pe talpa din interior se depune un strat subţire de clei. El trebuie să fie uniform
fără goluri sau îngroşări. Pelicula se usucă 10.15 minute temperatură
normală.22. .II Ungerea marginii trase a tălpilor. Uscarea
m Masă cu
aspiraţie
forţată
Vas pentru clei.
Periuţă
Clei poliuretanic 23-25
%
Pe marginea scămoşată şi talpa se depune un strat subţire de clei. El
trebuie să fie uniform fără goluri sau îngroşări. Pelicula se usucă 80-90
minute temperatură normală.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 46
23. Termoactivarea peliculei de clei. Lipirea tălpilor
M TA-O Termometru
Pelicula de clei se termoactivează de pe amprenta încălţămintei şi talpă timp de 30-60 sec. la temperatura 80-100 ˚C.
Talpa se lipeşte pe amprenta încălţămintei din vîrf spre călcîi fără
abateri. Durata presării 40-60 sec.Nu se permite ca la presare talpa să se mişte.
24. Odihnirea încălţămintei
m Stilaj Încălţămintea după ce a fost lipită talpa trebuie să se odihnească 24 de ore.
25. Scoaterea încălţămintei de pe calapod
m Masă de
lucru
Încălţămintea îngrijit se scoate de pe calapod. Cînd scoatem încălţămintea de pe calapod să nu fie în stare deformată.
25. Curăţarea şi verificarea încălţămintei din interior
m Masă de
lucru
Cleşte Vîrfurile texelor metalice care iesă pe suprafaţa branţului se retează iar locurile incorecte a branţului se
îndreaptă.26. Ungerea şi lipirea branţului aplicat
m Masă cu
aspiraţie
forţată
Vas pentru clei.
Periuţă
Clei de
cauciuc 7-8
%
Branţul aplicat se unge cu clei şi se lipeşte în aşa fel ca branţul principal să fie astupat. Nu se permite de a face cute
sau de alăsa locuri neunse.
27. Curăţarea şi acoperirea defectelor de încălţăminte
m Masă de
lucru
Cuţit. Stilaj. Fier de
călcat
Hîrtie abrazi
vă
Toate murdăriile de pe pile se înlătură, toate defectele neînsemnate ale pielii se astupă. Cutele se îndepărtează cu fierul
de călcat. Temperatura fierului nu trebuie să aibă mai mult de 100 ˚C.
28. Controlul calităţii
m Masă de
lucru
Riglă de
măsurat.
Ştampile.
Creion cleme
Primirea încţlţămintei se face după aspectul exteror ţinîndu-se cont de
tehnologia utilizată. Detaliile în perche trebuie să fie egală după formă, mărime, culoare. Nu se permite
căptuşeala să fie ruptă şi boţită, scăpări de ochiuri şi rupere de aţă. Defectele
depistate trebuie să fie înlăturate pînă la împachetare.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 47
29. Marcarea. Ambalarea
m Masă de
lucru
Cleşte. Set de cleme. Vas de
clei. Periuţ
ă
Cuţit. Sîrmă. Cutii
Croiul de cutii se îndoaie în corespundere cu însemnările executate şi se fixează una de alta cu scoabe sus
în unghiuri la 15-20 mm de la marginea cutiei. Pe etichete se maechează numărul încîlţămintei, fasonul,
culoarea, modelul. Marcarea trebuie să fie bine vizibilă, eticheta se lipeşte pe
cutie dint-o parte. Încălţămintea se aranjeazăîn cutii faţă la faţă în părţi
opuse şi se închide.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 48
Calcul braţului de muncă la faţa de încălţăminte
Tabelul 12
Operaţia tehnologică
M/m
Calificarea
Norma de timp
Productivitatea muncii
Calculul braţului de muncă
Nr. utilajului
Marca utilajului
Dimensiunile utilajului (mm)
Kc Kk Faţa Adîncimea
1 2 3 4 5 6 7 8 9 10 111.Primirea şi enumărarea croiului
m 2 0,15 0,025 0,05 1 Masă de lucru
800 450
2.Lansarea croiului în producere
m 2 0,12 0.02 0,07 Op.1 Masă de lucru
800 450
3.Însemnarea detaliilor
m 2 2,24 0,37 1,02 Op.1 1 Masă de lucru
800 450
4.Subţierea marginilor detaliilor din piele
m 3 3,16 0,52 0,58 Op.1 1 Masă de lucru
800 450
5.Dublarea detaliilor feţei de încălţăminte
m 3 1,92 0,32 0,02 2 Masă cu
aspiraţie
forţată
800 450
6.Îndoirea marginilor
m 3 8,00 1,33 0,42 Op.5 Masă cu
aspiraţie
forţată
800 450
7.cusătura decorativă
M 3 2,12 0,35 0,46 1 Masă de croit
800 450
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 49
8.Încheierea carîmbilor la spate cu o cusătură la 180 °
M 2,40
0,4 213,5 0,44 1 1 330 900 600
9.Netezirea cusăturii din spate a carîmbilor
M 2 1,80 0,3 0,30 1 Masă de lucru
800 450
10.Îndoirea marginilor neîndoiate
m 3 1,38 0,23 0,31 Op.9 1 Masă de lucru
800 450
11.Coaserea antiglisolului cu căptuşala căputie
M 3 1,60 80,5 0,26 Op.7 1 224 900 600
12.Ungerea cu clei pe marginea de sus a bordurii
m 2 2,16 0,36 0,27 1 Masă cu
aspiraţie
forţată
800 450
13.Montarea feţei cu căptuşala
m 2 2,36 0,39 0,13 Op.12 Masă de lucru
800 450
14.Cusătura bordurii şi fixarea întăriturii de vipuşcă
M 3 3,18 0,53 0,14 Op.8 330-8 900 600
15.Tăierea surplusului de căptuşală. Controlul interfazic
m 2 2,24 0,37 0,19 Op.9 Masă de lucru
800 450
16.Coaserea baretelor
M 3 2,36 0,39 0,26 Op.17 224 900 600

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 50
17.Perforarea baretelor
M 3 2,30 0,38 0,31 1 Masă de lucru
900 600
18. Încadrarea capselor şi fixarea lor
m 2 3,00 0,5 0,32 Op.17 1 Masă de lucru
800 450
19.Încadrarea cataramei
m 2 1,50 0,25 0,43 Op.18 Masă de lucru
800 450
20.Întărirea cataramei
M 3 1,30 0,21 0,14 1 330-8 900 600
21.Formarea nodului decorativ
m 2 1,16 0,19 0,13 Op.20 Masă de lucru
800 450
22.Fixarea nodului decorativ de faţă
M 3 1,52 0,25 0,12 Op.20 330-8 900 600
23.Coaserea talonetului moale şi a branţului aplicat
m 2 1.60 0,26 0.16 Op.20 330-8 900 600
24.Vopsirea m 2 2,14 0,35 0,26 1 Masă cu
aspiraţie
forţată
810 600
25.Curăţirea m 2 2,16 0,36 0,14 Op.24 Masă de lucru
800 600
26.Controlul calităţii
m 2 1,00 0,16 0,45 Op.24 Masă de lucru
800 450
Total 9,075 9

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 51
Calculul braţului de muncă la tălpuire
Tabelul 13
Operaţia tehnologică
M/m
Calificarea
Norma de
timp
Productivita
tea munci
i
Calculul braţului de
muncă
Nr.utilajului
Marca utilajul
ui
Dimensiunea
utilajuluiKc Kk Faţa Adîn
cimea
1.Primirea semifabricatelor
m 2 0,25 17,5 0,03 1 1 Masă de lucru
800 450
2.Lansarea în producere
m 3 0,35 24,5 0,05 Op.1 Masă de lucru
800 450
3.Alegerea calapoadelor
m 2 0,9 63 0,13 Op.1 Stilaj 1088
415
4.Curăţarea calapoadelor
m 2 0,67 46,9 0,09 Op.1 Stilaj 1088
415
5.Fixarea branţului pe calapod provizoriu
m 3 2,7 189 0,39 1 1 Masă de lucru
800 450
6.Subţierea detaliilor intermediare
m 3 2,46 172,2 0,35 Op.9 Placă de
marmură
800 450
7.Ungerea cu clei a ştaifului
m 2 1,8 126 0,26 Op.9 Masă cu
aspiraţie
forţată
800 450
8.Încadrarea ştaifului
m 2 1,6 112 0,23 1 1 Masă de lucru
800 450
9.Aşezarea feţei pe calapod şi fixarea în călcîi
m 4 3,00 210 0,43 Op.12 Masă de lucru
800 450
10.Tragerea vîrfului regiunii preventiv
m 5 4,60 322 0,67 Op.12 Masă de lucru
800 450

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 52
11.Tragerea regiunei călcîiului
m 5 9,06 634,2 1,32 1 1 Masă de lucru
800 450
12.Tragerea regiunii vîrfului
m 5 11 770 1,60 1 1 Masă de lucru
800 450
13.Tăierea surplusului de căptuşală
m 3 2,76 193,2 0,40 1 1 Masă de lucru
800 450
14.Ungereamarginii trase şi a branţului. Uscarea
m 2 2,60 182 0,37 Op.13 Masă de lucru
800 450
15.Termoactivarea. lipirea marginii trase. Ciocănirea
M 3 2,86 200,2 0,41 Op.13 TA-O 770 750
16.Scoaterea cuielor
m 2 4,00 280 0,58 1 1 Masă de lucru
800 450
17.Scămoşarea pielii. Înlăturarea cutelor. Deprafarea
M 3 2,40 168 0,35 Op.16 NPP-3-0
1080
700
18.Ungerea cu clei în regiunea golului format de marginea trasă şi a umpluturii
m 2 1,9 133 0,27 Op.16 Masă cu
aspiraţie
forţată
800 450
19.Lipirea umpluturii
m 2 2,00 140 0,29 1 1 Masă cu
aspiraţie
forţată
800 450
20.Degrasarea m 2 1,6 112 0,23 Op.19 Masă de lucru
800 450

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 53
21.I ungerea marginei trase a tălpilor. Uscarea
m 2 2,6 182 0,37 Op.19 Masă cu aspiraţie forţată
800 450
22.Ungerea marginii trase a tălpilor. Uscarea
m 2 2,8 196 0,40 Op.19 Masă cu aspiraţie forţată
800 450
23.Termoactivarea peliculei de clei. Lipirea tălpilor
M 4 4,45 311,5 0,64 1 1 TA-O 770 750
24.Odihnirea încălţămintei
m 2 0,02 1,4 0,002 Op.23 Masă de lucru
800 450
25.Scoaterea încălţămintei de pe calapod
m 4 2,8 196 0,40 Op.23 Stilaj 1088 415
26.Curăţarea şi verificarea încălţămintei din interior
m 2 2,14 149,8 0,31 1 1 Masă de lucru
800 450
27.Ungerea şi lipirea branţului aplicat
m 2 3,02 211,4 0,44 Op.26 Masă cu aspiraţie forţată
800 450
28.Curăţarea şi acoperirea defectelor de încălţăminte
m 2 2,24 156,8 0,32 Op.26 Masă de lucru
800 450
29.Înşiretarea m 2 2,10 147 0,30 1 1 Masă de lucru
800 450
30.Controlul calităţii m 2 1,40 98 0,20 Op.29 Masă de luicru
800 450
31.Marcarea. ambalarea m 2 3.8 266 0.55 Op.29 Masă de împachetar
e
620 1090
32.Transportarea.depozitarea
m 2 0,02 1,4 0.002 Op.29 Cărucioare
Total 15 15 15

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 54
Structura analogiei 1
Tabelul 14
Denumirea detaliilor
Nr. în
pereche
Materialele folosite
Grosimea GOST
Detalii exterioare a feţei de înălţăminte1 Căpută în continuarea carîmbului
2 Piele cromată
0,8-1 939-88
Detalii interioare a feţei de încălţăminte2 Căptuşala
căputei2 Meşină 1-1,2 939-75
3 Antiglisol 2 Meşină 1-1,2 939-75Detalii intermediare a feţei de încălţăminte
4 Căptuşala căputei
2 Ţesetură 0,5-0,8 19196-88
Detalii părtii de jos5 Talpa 2 Cauciuc 30-40 1010-76
6 Umplutura 2 Carton 4-5 1010-767 Branţ principal
2 Carton 4-5 1010-76
8 Branţ aplicat
2 Meşină 1-1,2 939-75
9 Ştaif 2 Material elastic
0,7-1 84-892-81
10 Bombeu 2 Material elastic
0,7-1 84-892-81
11 Glenc 2 Metal 7-8
12Semibranţ 2 Carton 4-5 1010-76
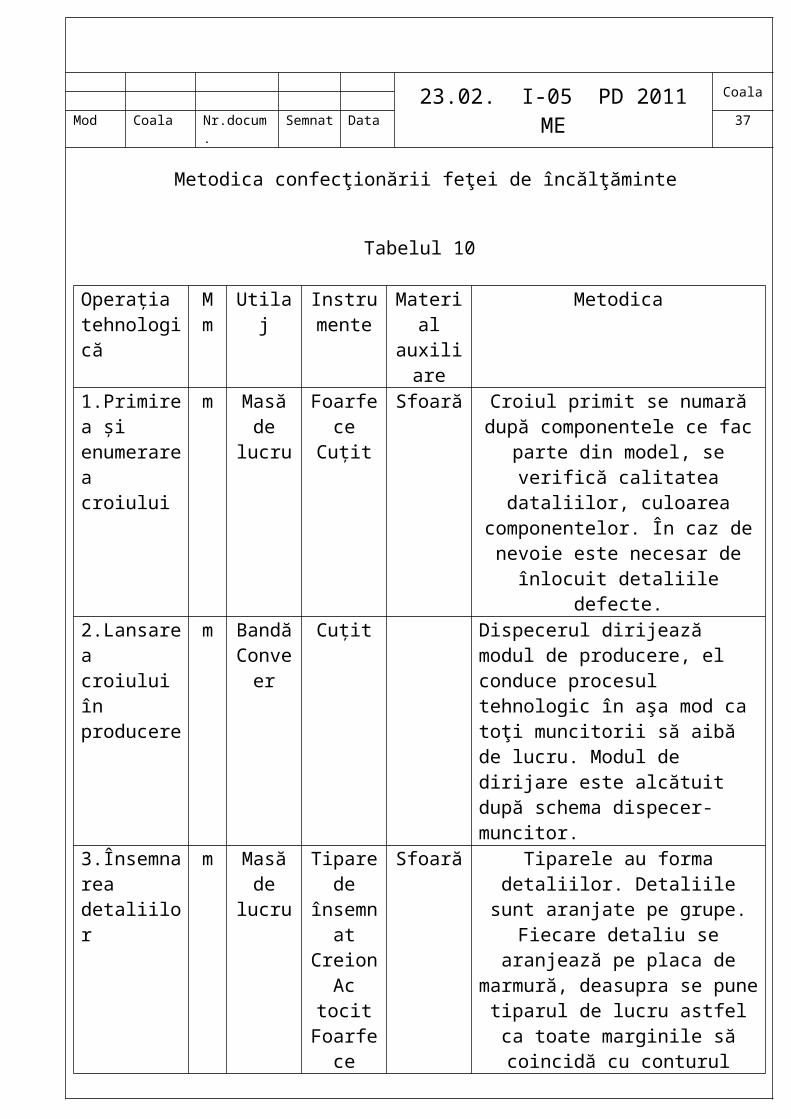
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 56
Structura analogiei 2
Tabelul 15
Denumirea detaliilor
Nr. în
pereche
Materialele folosite
Grosimea GOST
Detalii exterioare a feţei de înălţăminte1 Căpută în continuarea carîmbului
2 Piele cromată
0,8-1 939-88
Detalii interioare a feţei de încălţăminte2 Căptuşala
căputei2 Meşină 1-1,2 939-75
3 Antiglisol 2 Meşină 1-1,2 939-75Detalii intermediare a feţei de încălţăminte
4 Căptuşala căputei
2 Ţesetură 0,5-0,8 19196-88
Detalii părtii de jos5 Talpa 2 Cauciuc 30-40 1010-76
6 Umplutura 2 Carton 4-5 1010-767 Branţ principal
2 Carton 4-5 1010-76
8 Branţ aplicat
2 Meşină 1-1,2 939-75
9 Ştaif 2 Material elastic
0,7-1 84-892-81
10 Bombeu 2 Material elastic
0,7-1 84-892-81
11 Glenc 2 Metal 7-8
12Semibranţ 2 Carton 4-5 1010-76
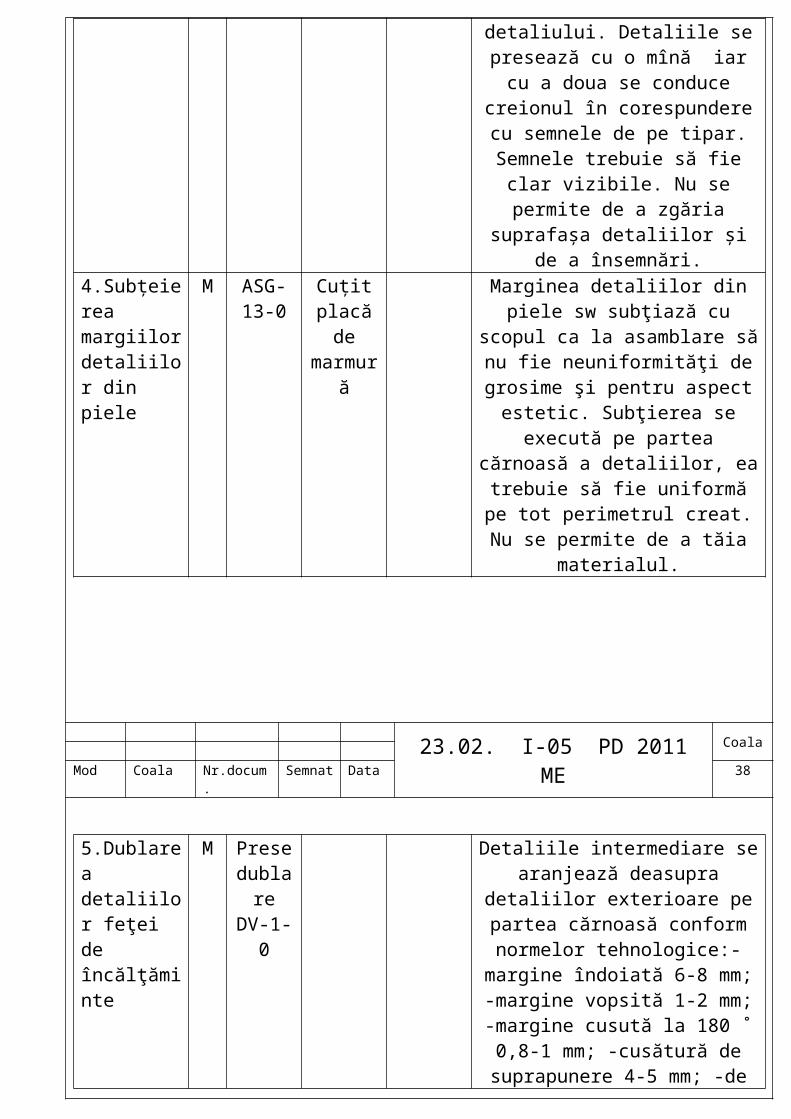
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 58
Structura analogiei 3
Tabelul 16
Denumirea detaliilor
Nr. în
pereche
Materialele folosite
Grosimea GOST
Detalii exterioare a feţei de înălţăminte1 Căpută în continuarea carîmbului
2 Piele cromată
0,8-1 939-88
2 Bareta 2 Piele cromată
0,8-1 939-88
Detalii interioare a feţei de încălţăminte3 Căptuşala
căputei2 Meşină 1-1,2 939-75
4 Antiglisol 2 Meşină 1-1,2 939-75Detalii intermediare a feţei de încălţăminte
5 Căptuşala căputei
2 Ţesetură 0,5-0,8 19196-88
Detalii părtii de jos6 Talpa 2 Cauciuc 30-40 1010-76
7 Umplutura 2 Carton 4-5 1010-768 Branţ principal
2 Carton 4-5 1010-76
9 Branţ aplicat
2 Meşină 1-1,2 939-75
10 Ştaif 2 Material elastic
0,7-1 84-892-81
11 Bombeu 2 Material elastic
0,7-1 84-892-81
12 Glenc 2 Metal 7-8
13Semibranţ 2 Carton 4-5 1010-76

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 60
Structura analogiei 4
Tabelul 17
Denumirea detaliilor
Nr. în
pereche
Materialele folosite
Grosimea GOST
Detalii exterioare a feţei de înălţăminte1 Căpută 2 Piele
cromată0,8-1 939-88
2 Carîmb 2 Piele cromată
0,8-1 939-88
Detalii interioare a feţei de încălţăminte3 Căptuşala
căputei2 Meşină 1-1,2 939-75
4 Antiglisol 2 Meşină 1-1,2 939-75Detalii intermediare a feţei de încălţăminte
5 Căptuşala căputei
2 Ţesetură 0,5-0,8 19196-88
Detalii părtii de jos6 Talpa 2 Cauciuc 30-40 1010-76
7 Umplutura 2 Carton 4-5 1010-768 Branţ principal
2 Carton 4-5 1010-76
9 Branţ aplicat
2 Meşină 1-1,2 939-75
10 Ştaif 2 Material elastic
0,7-1 84-892-81
11 Bombeu 2 Material elastic
0,7-1 84-892-81
12 Glenc 2 Metal 7-8
13Semibranţ 2 Carton 4-5 1010-76

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 62
Calculul volumului de producţie în unităţi naturale şi valorice
Tabelul 18
Nr. Sortimentul
Capacitatea de producţie pe
unitate de schimb
Numărul de
schimburi
Fondul de timp
efectiv (zile)
Volumul de
producţie în unităţi naturale
Preţul Volumul de
producţie în unităţi valorice
1 2 3 4 5 6 7 8Cizme
de iarnă pentru femei
80 2 228 36480 417,15 15217632
Volumul de producţie în unităţi naturale
Vn = Cp × s × F ;
Cp – capacitatea de producţie pe schimb; s – numărul de schimburi; F – fondul de timp efectiv.
Vn = 80 × 2 × 228 =36480
Volumul de producţie în unităţi valorice
Vv = Vn × P ; P – preţul (sortimentului). M × 120 %
P = -------------- ; 100 M – materialele consumate pentru confecţionarea cizmelor.
347,63 × 120 %P = ----------------- = 417,15
100
Vv = 36480 × 417,15 = 15217632

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 63
Numărul muncitorilor scriptici
MP × 100MS = ---------------- ;
100 - Z Z = 10,24 MP = 24 24 × 100
MS = --------------- = 27 100 – 10,24
Numărul muncitorilor de rezervă
MR = MS – MP ;
MR = 27 – 24 = 3
Productivitatea muncii pe un muncitor
Vv
PM = ------- ; MS
15217632PM = ------------- = 563616
27

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 64
Calcularea balanţei timpului de muncă pentru un muncitor
Tabelul 19
Indicatorii Unităţi de măsură Planificarea Ponderea zilelor neutilizate
1.Fondul de timp calendaristic
Zile 365
2.Zilele nelucrătoare (sărbători legale şi
zile de odihnă)
Zile 111
3.Numărul de zile maxim disponibile
(p1, p2)
Zile 254
4.Numărul de zile neutilizate, total,
inclusiv
26 10,24
a)zile de concediu Zile 16b)concediu de
maternitateZile 2
c)concediu de boală Zile 5d)învoiri şi
concediifără plată pe o zi întreagă în
cadrul schimbului
Zile 1
e)absenţe aprobate prin lege
Zile 1
f)alte absenţe Zile 15.Numărul de zile
lucrătoare în an (p3 p4)
zile 228
6.Ddurata medie a zilei de lucru
Ore 8
7.Fondul efectiv de timp de muncă
Ore 1824

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 65
Calcularea fondului de remunerare a muncii
1 Fondul tarifar Vv × 1,5 %
Ft = ------------- ; 100
15217632 × 15 Ft = -------------------- = 2286448 100 2 Sporul către fondul orar Ft × 1,2 %
So = -------------- ; 100 2286448 × 12 % So = ------------------- = 273917,37 100 3 Fondul orar
Fo = Ft + So ; Fo = 2286448 + 273917,37 = 502562,17 4 Sporul către fondul zilnic Fo × 0,26
Szi = ------------ ; 502562,17 × 2,6 100 Szi = --------------------- = 13066,61
100 5 Fondul zilnic
Fzi = Fo + Szi ; Fzi = 502562,17 + 13066,61 = 515628,78 6 Sporul către fondul lunar Fzi × 0,35 %
Sl = --------------- ; 515628,78 × 3,5 % 100 Sl = -------------------------- = 1804700,73
100 7 Fondul lunar
Fl = Fzi + Sl ; Fl = 515628,78 + 13066,61 = 2320329,51

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 66
Calculul retribuţiei medii pe an şi pe lună
1. Retribuţia medie pe an:
Fl
Ra = ------ × 2 ; MS F1 – sporul mamelor care alăptează copii;
2. Retribuţia medie pe lună:
Ra
Rl = ------ ; 12 2320329,51 Ra = --------------- = 42969,06 54
42969,06 Rl = ------------- = 3580,75 12
Planul costului unitar al ghetelor pentru bărbaţi
1 Cheltuielile pe materialeCm = 347,63
2 Retribuţii directeRd = Tp × K
Tp = P × 11 % Ft
K =----- ; Fo
Tp – tariful pe produs K – coieficientul către sporul de remunerare orar P – preţul

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 67
Tp = 417,15 × 11 % = 45,88
228644,8 K = --------------- = 0,45 502562,73
Rd = 0,45 × 45,88 = 46,33
3 Retribuţii adăugătoareRa = Rd × K2
Fl - Fzi
K2 = ----------- Fzi
228152,67 – 227356,93 K2 = ------------------------------ = 0,095 227356,93
Ra = 45,88 × 0,035 = 1,6
4 Contribuţii la asigurări sociale
(Rd + Ra) × 26%Cas = --------------------
100 (46,33 + 1,60) × 2,6 % Cas = --------------------------- = 2,6
100 5 Cheltuieli pentru întreţinerea şi funcţionarea utilajului
Rd × 5 %Cîu = ------------
100
46,33 × 0,5 % Cîu = ----------------- = 0,23
100

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 68
6 Cheltuieli de secţie
Rd × 8 %Cs = --------------
100 50,45 × 8 % Cs = ---------------- = 0,04 100 7 Cost de secţie
Csec = Cm + Rd + Ra + Cas + Cîu + Cs
Csec = 390 + 50,45 + 0,15 + 0,13 + 0,02 + 0,04 =408,62
8 Cheltuieli generale gospodăreşti
Rd × 3 % Cg = -------------
100 46,33 × 0,3 % Cg = ---------------- = 0,01
100 9 Cost de uzină
Cu = Csec + Cg
Cu = 408,62 + 0,01 = 408,63
10 Cheltuieli de desfacere Cu × 7 %
Cdes = ------------ 408,63 × 0,87 % 100 Cdes = ------------------- = 3,55 100 11 Cost complet
Ccom = Cu + Cd Ccom = 408,63 + 3,55 = 412,13

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 69
Calculul profitului (beneficiului) şi rentabilităţii ghetelor pentru bărbaţi
1 Beneficiul
B = P – Ccom
B = 417,15 – 412,18 = 4,97
2 Profitul pentru tot volumul
Bv = Vv – (Vv × Ccom) Bv = 15217622 – (36490 × 412,18) = 1539148,21
3Rentabilitatea cizmelor de iarnă pentru femei
BR = ------- × 100
4,97 Ccom
R = ---------- × 100 = 1,19 412,18
4 Rentabilitatea producţiei
Bv Rp = ------------- × 100
Vn × Ccom
13678473,5 Rp = -------------------- × 100 = 0,89 15217622 × 412,18
5 Cheltuielile la un leu realizare
Ccom
Cl = ------ 412,18 P Cl = ---------- = 0,98 417,15

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 70
Calculul consumului de materiale pe produs
Tabelul 20
Nr.
Materiale Unitate de masură
Consum Preţ (lei) Suma (lei)
1 2 3 4 5 61 Piele cromată dm2 5 100 1002 Capse Bucăţi 6 12 123 Carton m 0,5 20 204 Catarame Bucăţi 2 110 1105 Aţă m 9,5 4 46 Cutie Set 1 80 807 Clei cauciuc kg 0,3 35 28 Clei naierit kg 0,3 20 1,089 Clei sar kg 0,3 40 5,7510 Texuri kg 0,2 80 12,811 Cuie kg 0,2 91 1612 Acetonă l 0,025 13 513 Total 333,8
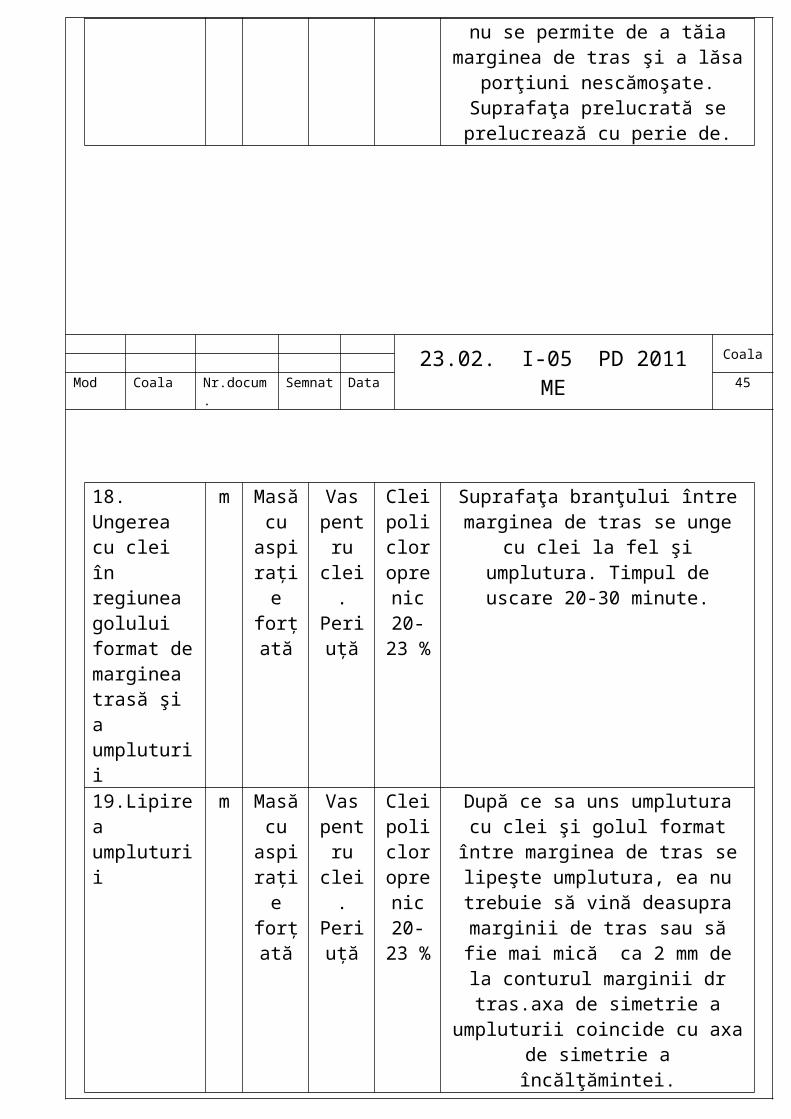
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 71
Evaluarea activităţii atelierului conform indicilor tehnici şi economici
Tabelul 21
Nr Indicatorii Unitatea de măsură
Suma
1 2 3 41 Volumul de producţie în valori valorice Lei 152176322 Numărul scriptici de muncitori Persoane 273 Productivitatea muncii Lei 5636164 Fondul de remunerare lunar Lei 2320329,515 Retribuţia medie pe lună lei 3580,756 Costul complet al pantofilor lei 412,187 Cheltuielile la un leu realizare lei 0,988 Profitul pantofilor lei 4,979 Profitul pentru tot volumul de producţie lei 153918,2110 Rentabilitatea pantofilor % 0,8911 Coieficientul de mecanizare % 56,1
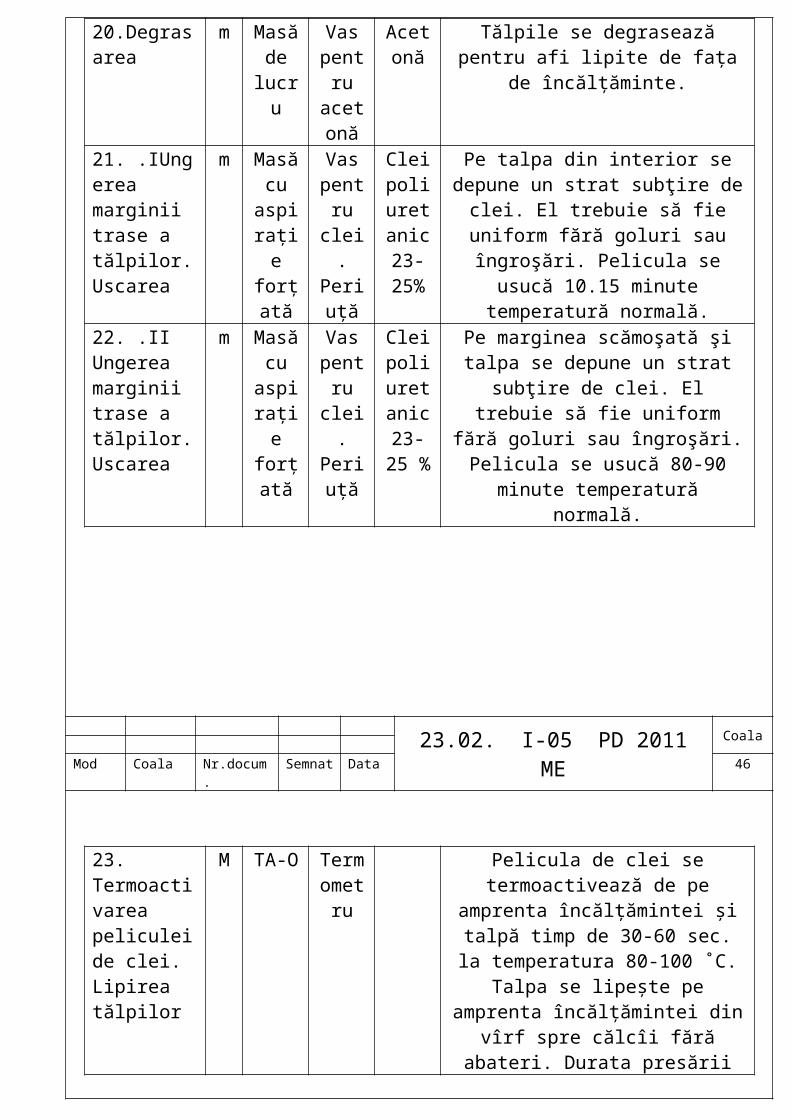
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 72
Concluzie
La proiect de diplomă am confecţionat pantofi uzuali pentru femei, cu căputa în continuarea carîmbului, cu faţa din pile cromată de culoare neagră fără sistem de încheiere, element decorativ baretă care trece prin cataramă şi cusături decorative. Talpa formată fixată prin lipire cu tocul jos de 15 mm. Pantofii te vor mentine din nou activa in fiecare zi. Foarte confortabili si practici, pantofii sunt ideali pentru o zi plină în care trebuie sa ajungi în foarte multe locuri. Există o mulţime de modele pe care să-i poţi asorta în functie de ţinuta aleasă. Una din condiţiile de bază la care trebuie să corespundă încăţămintea atît în mers cît şi în poziţia de sprijin ortostatic, este de a fi comodă.Pentru aceasta este necesar să se facă o alegere corespunzătoare a materialelor di care se confecţionează detaliile componente. Detaliile părţii de sus sînt supuse în confecţionare la eforturi mai mari, decît în purtare, dar de durată redusă. În general, în purtare, acestea sînt supuse la eforturi mici, dar repetate. Pantofii noi trebuie trataţi cu un produs de îngrijire înainte să fie purtaţi prima dată. Alegerea produsului depinde de tipul de piele. Produsele folosite incorect pot dăuna nu numai în cazul tipurilor de piele delicate. Pielea folosită la producerea încălţămintei este un material care are nevoie de hidratare, întocmai ca şi propria noastră piele, fiind indicat să ştergeţi pantofii de piele cu o cîrpă moale, pentru a îndepărta urmele de murdărie. După ce vă cumpăraţi pantofi din piele, nu este nevoie să îi daţi cu cremă de ghete sau cu ceară imediat după prima purtare, ci este de preferat să aşteptaţi cîteva săptămîni pentru a efectua această operaţiune. Pînă atunci, ştergerea este suficientă. Curăţarea încălţămintei trebuie efectuată nu înainte de a ieşi din casă, ci la sosirea de afară. Seara este bine să daţi pantofii cu cremă şi să îi lăsaţi peste noapte, acest lucru va hidrata pielea. Dimineaţa puteţi să oferiţi luciu pantofilor doar ştergîndu-i cu o stofă de lînă. La introducerea proiectului de diplomă cuprinde cerinţe înaintea faţă de procesul de producer a articolelor din piele, etape de dezvoltare a industriei, tendinţele viitoare a acestei ramuri. Introducerea după conţinut trebuie să corespundă proiectul de diplomă, scurte cerinţe în proiectare, modelare, tehnologie cît şi economie şi se finisează cu sarcina proiectului de diplomă. Compartimentul creative se dă oscurtă caracteristică a compartimentului se descrie direcţia modei, părerile designerilor redenumiţi, se argumentează alegerea făcută. La compartimentul proiecto-compoziţional se dă o scurtă caracteristică a compartimentului. Dar în general la compartimentul proiectare se scrie informaţie din punct de vedere a proiectării. Lucrarea compoziţională; proiectarea ansamblului superior a modelului, faţa, căptuşala intermediară şi detalierea, proiectrea ansamblului inferior; aranjarea reperelor în paralelogram. La compartimentul tehnologic se scrie toată informaţia din punct de vedere tehnologic. Volumul de producţie şi caracteristica sortimentului de încălţăminte, se dă caracteristica întreprinderii, se propune sortimentul de încălţăminte pe o anumită peroiadă de timp şi volumul de perechi pe anumite modele. Sortimentul se prezintă în formă de table. Cel mai important la compartimentul tehnologic sunt măsurile de protecţie a muncii şi cerinţele faţă de calitate. După succesiunea operaţiilor tehnogice la faţa de încălţăminte şi la tălpuire se face metodica confecţionării modelului de bază. Se face şi calculul braţului de muncă la asamblare şi tălpuire.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 73
La compartimentul economic am caracterizat compartimentul. În cele din urmă, este important să realizăm că în orice sistem economic, inclusiv economia de piaţă, există probleme care nu pot fi niciodată rezolvate pe deplin sau definitiv. Aceste probleme trebuie studiate pragmatic, caz cu caz, la fel cum trebuie analizate atent forţele economice şi politice care la determină. Economiile de piaţă sînt descentralizate, flexibile, orientate practi şi capabile de schimbare. Caracteristica centrală a economiilor de piaţă este lipsa unui centru. Am făcut calculele, volumul de producţie în unităţi valorice, numărul scriptici de muncitori, productivitatea muncii, fondul de remunerare lunar, retribuţia medie pe lună, costul complet al pantofilor, cheltuielile la un leu realizare, profitul pantofilor, profutul pe tot volumul de producţie, rentabilitatea pantofilor şi coieficientul de mecanizare. Proiectul de diplomă este ultima etapă de studii cu scopul de a sistematiza nivelul de cunoştinţe acumulate pe parcursul anilor de studii. Acest proiect permite de a însuşi mai profund disciplinele studiate de a lărgi cunoştinţele teoretice şi practice, de a face cunoştinţă cu tehnologii noi, utilaje, cît şi de a examina gradul de pregătire a viitorilor specialişti în domeniu.

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 74
Bibliografie
1. Gheorghescu, C. Utilajul şi tehnologia meseriei confecţioner produse din piele şi înlocuitori: Manual pentru clasele XI-a şi a XII-a liceu industriala cu profil de industrie uşoară, şi pentru şcoli profesionale. Bucureşti: Editura Didactică şi pedagogică, 1993. 232 p. ISBN 973-30-2222-5.2. Gheorghescu, C. Utilajul şi tehnologia meseriei confecţioner produse din piele şi înlocuitori: Manual pentru clasele a IX-a şi a X-a liceu industriala cu profil de industrie uşuară-meseria confecţioner produse din piele şi înlocuitori, pentru şcoli profisionale. Bucureşti: Editura Didactică şi pedagocică, 1993. 228 p. ISBN 973-30-2221-7.3. Любин. М., Тер-Саакова, О, Ремонт обуви. Справочник. Москва, Легкая индустриа, 1974. – 264с.4. Полицкий А. Я. Изготовление обуви по индивидуалъному заказу. Москва. Легкая и пищевая промышленностъ 1990. 208с. ISBN 5-7088-0180-8.5. Калита, А.Н. Проектирование обувных предприятий. Учебник Москва, Легкая индустрия, 1980. - 230 с.6. Николаява Ж. Б, Кожгалантерейная промышленность. Справочник. Москва Легпромобытиздат 1985. 248 с.7. Тер-Саакова О., Велякина З.В. Организация и планирование производства на обувных предприятиях бытового обслуживания. Учебник для техникумов. Легкая индустрия, 1980. – 264сю8. Раябцкас, В.Л. Технология изделтй из кожы. Москва, Легкая и пищевая промышленность 1981. 320 с. ISBN 5-7088-0241-3.9. Раяцкас, В.Л. Практикум по технологии изделий из кожи. Москва, Легкая и пищевая промышленность 1981. 279 с.10. Фукин В.А., Калита, А.Н. Технологиа изделий из кожи. Учебник для вузов. Москва Легпромбытиздат 1988. 272 с. ISBN 5-7088-0180-8.11. Шагапова, И.М. Технология зборки заготовок верха обуви. Москиа, Легпромбытиздат 1989. 224с. ISBN 5-7088-0078-Х.12. Шевцова, Т.П. Технология обуви. Москва Легпромбытиздат 1983. 296с.13. Справочник обувщика – проектированиу. Материалы. Москва Легкая промышлунность и бытовое обслуживание 1988. 432с. ISBN 5-7088-0215-4.14. Нормы времени на производство обуви.15. Cotelnic A. Managementul unităţilor economice, Chişinău, 16. Cotelnic A. Managementul întreprinderii, Chişinău, 199517. Hrişcev E. Managementul firmei, Chişinău, 199818. Botea F. Floru C.,Ghidul întreprinderii particular, Chişinău, 1998

23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 75
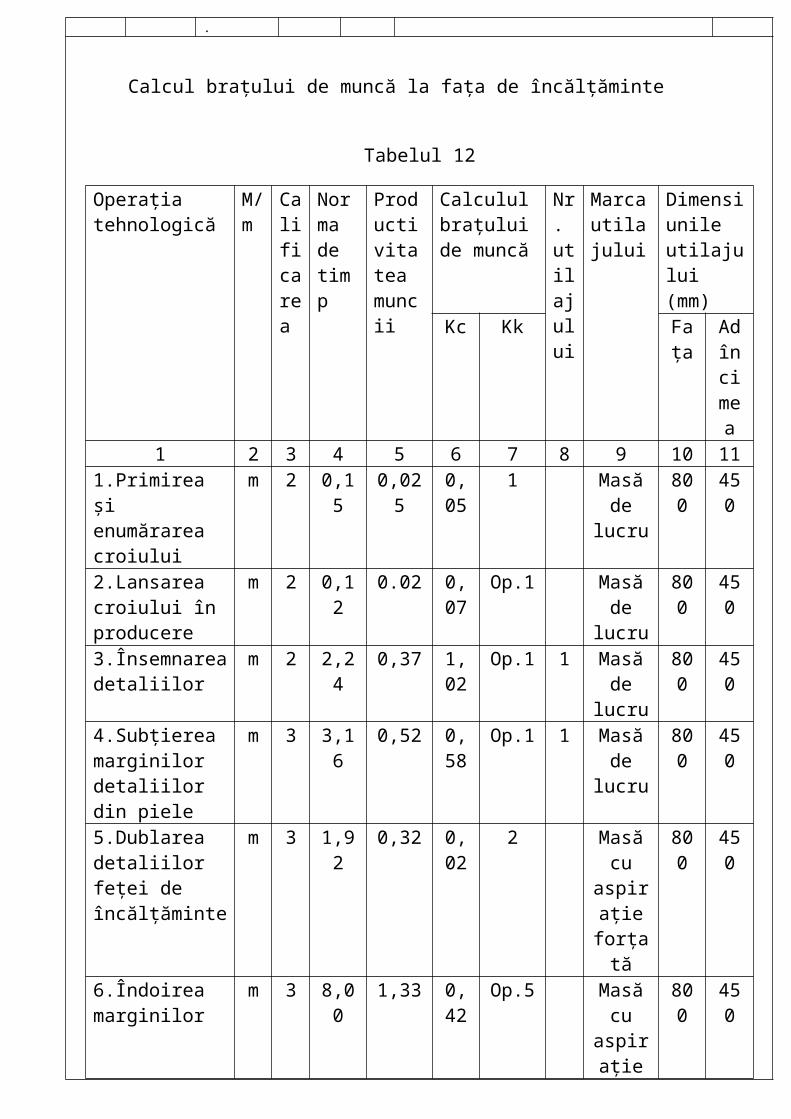
23.02. I-05 PD 2011 MECoala
Mod Coala Nr.docum. Semnat Data 76