2.1.2. Tipuri de butoaie 2.1.2.1. Butoaie suspendate .... Dr. Ing. Tudorel Balau/CAP2C.pdf ·...
14
2.1.2. Tipuri de butoaie 2.1.2.1. Butoaie suspendate pentru prelucrarea blănurilor Butoiul clasic de vălcuit este folosit pentru umezirea pieilor cu rumeguş, afânarea lor prin malaxare cât şi pentru curăţirea părului şi pielii de praf, grăsimi, murdărie, coloranţi etc. Cele 2 funduri ale butoiului sunt confecţionate din scândură de brad cu grosimea de 50 mm, iar gardina este făcută din scânduri mai subţiri. Butoiul este căptuşit în interior cu tablă galvanizată de 0,7-0,8 mm fixate în cuie. Partea interioară a gardinei este prevăzută cu 8 palete din lemn fixate de funduri cu nişte tije din oţel cu diametrul de 12-15 mm. Două cercuri metalice exterioare permit strângerea gardinei. Gardina este prevăzută cu 2 deschideri diametral opuse având lăţimea de 200- 250 mm (la descărcarea pieilor) şi de 500-600mm (încărcare şi descărcare piei). Caracteristicile tehnice principale ale acestui butoi sunt: diametrul 2500 mm; lungimea 1400 mm, turaţia 10-15 rot/min, puterea necesară 2 -2,5 Kw. Pentru înmuierea uscată a pieilor (vălcuire) firma PAJUSCO TECNOLOGIE a pus la punct sistemul SOFTMIL, care raţionalizează şi optimizează acest proces asigurând o supleţe deosebită a pieilor [15]. Butoiul respectiv este construit din lemn african dur (iroko, azobe, bubinga), fiind prevăzut cu un sistem de aspiraţie şi incălzire în circuit închis, cu sistem de demagnetizare pentru eliminarea încărcării electrostatice care asigură curăţirea perfectă a florii pielii şi eliminarea totală a impurităţilor. De asemenea butoiul este prevăzut cu un sistem automatizat de control al temperaturii şi umidităţii ceea ce reduce cu cca 35% timpul de lucru. Interiorul butoiului este plastifiat cu un strat dublu, ca şi cuiele de lemn, pentru o izolare termică perfectă şi pentru păstrarea integrităţii florii pielii. In figura 2.11 sunt prezentate imagini ale butoiului SOFTMIL, cu sistemele de protecţie şi automatizare. In procesul de tăbăcire, necesitatea sporirii randamentului şi eficienţei procesului au condus unele firme la unele variante constructive preformante care permit: obţinerea unei înalte calităţi a produsului finit, creşterea producţiei, reducerea consumului de apă, reducerea puterii electrice consumate, reducerea poluării, separarea din flotă a particulelor suspendate, controlul electronic al temperaturii şi ph-ului. Figura 2.11 Butoi SOFTMIL - protecţie şi automatizare[15]: 1 - panou de comandă; 2 - butoi; 3 - uşa de alimentare; 4 - cercuri de strângere; 5 - conductă de aspiraţie; 6 - conductă de încălzire cu unitate automată de control al temperaturii şi umidităţii 31
Transcript of 2.1.2. Tipuri de butoaie 2.1.2.1. Butoaie suspendate .... Dr. Ing. Tudorel Balau/CAP2C.pdf ·...
2.1.2. Tipuri de butoaie 2.1.2.1. Butoaie suspendate pentru prelucrarea blănurilorButoiul clasic de vălcuit este folosit pentru umezirea pieilor cu rumeguş, afânarea
lor prin malaxare cât şi pentru curăţirea părului şi pielii de praf, grăsimi, murdărie, coloranţi etc.
Cele 2 funduri ale butoiului sunt confecţionate din scândură de brad cu grosimea de 50 mm, iar gardina este făcută din scânduri mai subţiri.
Butoiul este căptuşit în interior cu tablă galvanizată de 0,7-0,8 mm fixate în cuie. Partea interioară a gardinei este prevăzută cu 8 palete din lemn fixate de funduri cu nişte tije din oţel cu diametrul de 12-15 mm. Două cercuri metalice exterioare permit strângerea gardinei. Gardina este prevăzută cu 2 deschideri diametral opuse având lăţimea de 200-250 mm (la descărcarea pieilor) şi de 500-600mm (încărcare şi descărcare piei). Caracteristicile tehnice principale ale acestui butoi sunt: diametrul 2500 mm; lungimea 1400 mm, turaţia 10-15 rot/min, puterea necesară 2 -2,5 Kw.
Pentru înmuierea uscată a pieilor (vălcuire) firma PAJUSCO TECNOLOGIE a pus la punct sistemul SOFTMIL, care raţionalizează şi optimizează acest proces asigurând o supleţe deosebită a pieilor [15].
Butoiul respectiv este construit din lemn african dur (iroko, azobe, bubinga), fiind prevăzut cu un sistem de aspiraţie şi incălzire în circuit închis, cu sistem de demagnetizare pentru eliminarea încărcării electrostatice care asigură curăţirea perfectă a florii pielii şi eliminarea totală a impurităţilor.
De asemenea butoiul este prevăzut cu un sistem automatizat de control al temperaturii şi umidităţii ceea ce reduce cu cca 35% timpul de lucru.
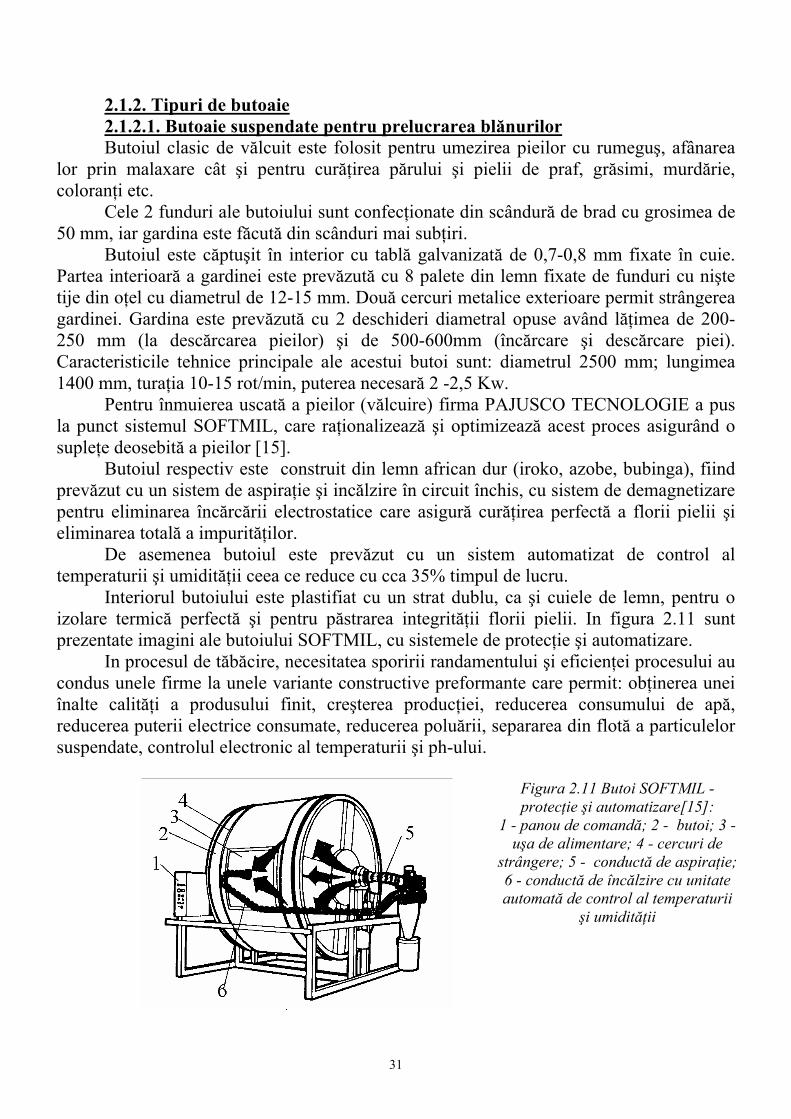
Interiorul butoiului este plastifiat cu un strat dublu, ca şi cuiele de lemn, pentru o izolare termică perfectă şi pentru păstrarea integrităţii florii pielii. In figura 2.11 sunt prezentate imagini ale butoiului SOFTMIL, cu sistemele de protecţie şi automatizare.
In procesul de tăbăcire, necesitatea sporirii randamentului şi eficienţei procesului au condus unele firme la unele variante constructive preformante care permit: obţinerea unei înalte calităţi a produsului finit, creşterea producţiei, reducerea consumului de apă, reducerea puterii electrice consumate, reducerea poluării, separarea din flotă a particulelor suspendate, controlul electronic al temperaturii şi ph-ului.
Figura 2.11 Butoi SOFTMIL - protecţie şi automatizare[15]:
1 - panou de comandă; 2 - butoi; 3 - uşa de alimentare; 4 - cercuri de
strângere; 5 - conductă de aspiraţie; 6 - conductă de încălzire cu unitate automată de control al temperaturii
şi umidităţii
31
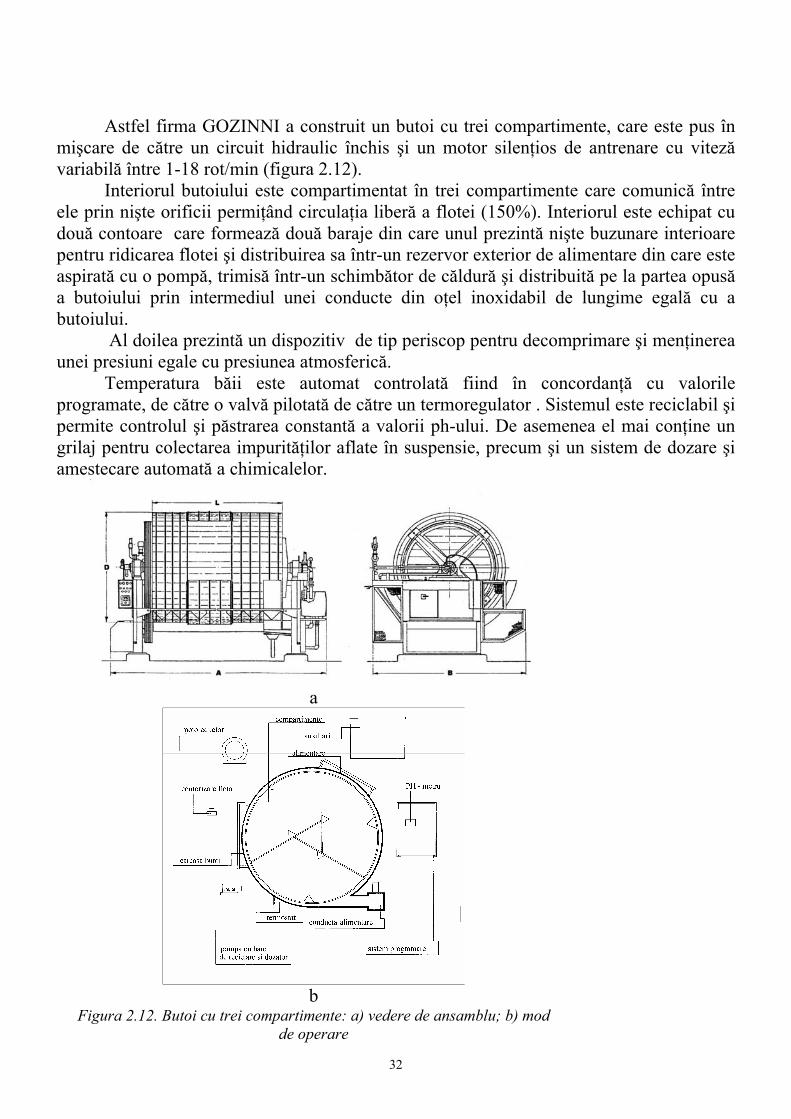
Astfel firma GOZINNI a construit un butoi cu trei compartimente, care este pus în
mişcare de către un circuit hidraulic închis şi un motor silenţios de antrenare cu viteză variabilă între 1-18 rot/min (figura 2.12).
Interiorul butoiului este compartimentat în trei compartimente care comunică între ele prin nişte orificii permiţând circulaţia liberă a flotei (150%). Interiorul este echipat cu două contoare care formează două baraje din care unul prezintă nişte buzunare interioare pentru ridicarea flotei şi distribuirea sa într-un rezervor exterior de alimentare din care este aspirată cu o pompă, trimisă într-un schimbător de căldură şi distribuită pe la partea opusă a butoiului prin intermediul unei conducte din oţel inoxidabil de lungime egală cu a butoiului.
Al doilea prezintă un dispozitiv de tip periscop pentru decomprimare şi menţinerea unei presiuni egale cu presiunea atmosferică.
Temperatura băii este automat controlată fiind în concordanţă cu valorile programate, de către o valvă pilotată de către un termoregulator . Sistemul este reciclabil şi permite controlul şi păstrarea constantă a valorii ph-ului. De asemenea el mai conţine un grilaj pentru colectarea impurităţilor aflate în suspensie, precum şi un sistem de dozare şi amestecare automată a chimicalelor.
a
b
Figura 2.12. Butoi cu trei compartimente: a) vedere de ansamblu; b) mod de operare
32
2.1.2.2. Butoaie pentru gresare şi retăbăcire cu încălzitor de aer Particularităţi constructive Faţă de de butoaiele clasice de tăbăcire, acest tip de butoaie prezintă un racord de
alimentare cu aer cald (de la un schimbător de căldură electric sau cu ţevi cu aripioare), fixat lateral la unul din fusurile tubulare.
In partea opusă, la celălalt fus există de asemenea un racord de evacuare a aerului din butoi. Incărcarea şi descărcarea butoiului se realizează prin capacul acestuia. Montarea butoiului se face astfel încât gardina lui să fie poziţionată la 250 mm deasupra nivelului solului, pentru manevrarea mai uşoară a pieilor. Antrenarea butoiului se realizează prin sistemul de antrenare cu roată dinţată.
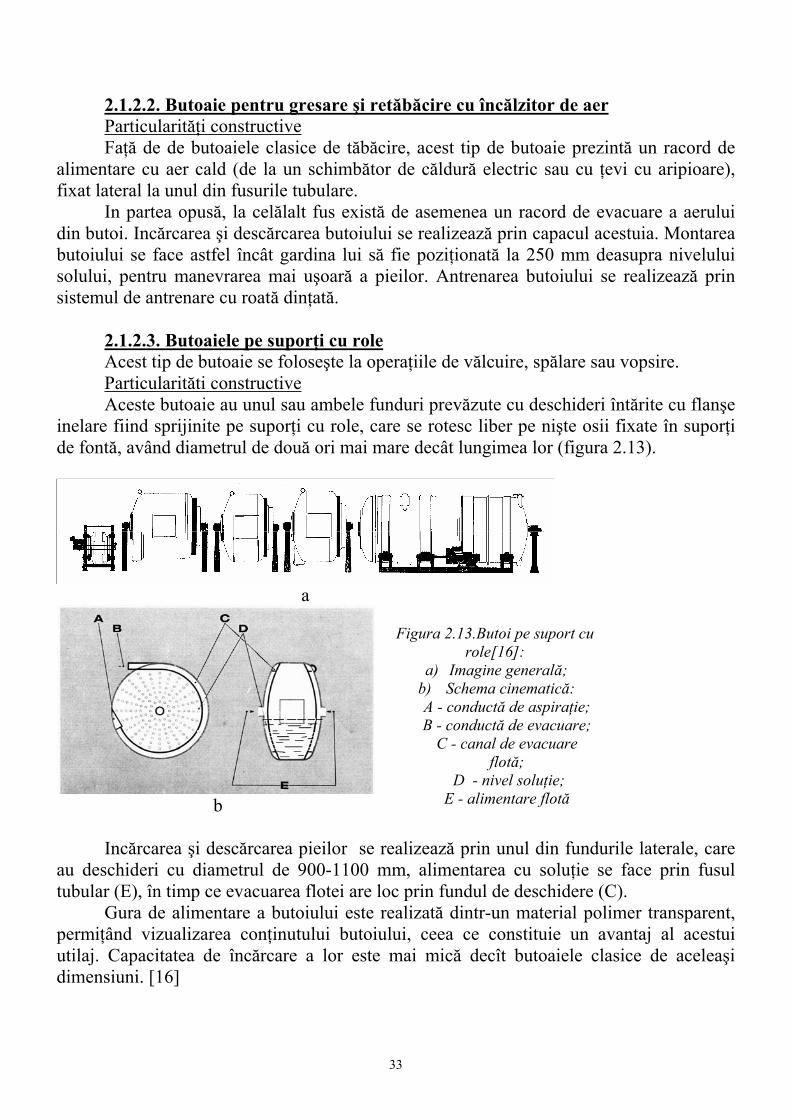
2.1.2.3. Butoaiele pe suporţi cu role Acest tip de butoaie se foloseşte la operaţiile de vălcuire, spălare sau vopsire. Particularităti constructiveAceste butoaie au unul sau ambele funduri prevăzute cu deschideri întărite cu flanşe
inelare fiind sprijinite pe suporţi cu role, care se rotesc liber pe nişte osii fixate în suporţi de fontă, având diametrul de două ori mai mare decât lungimea lor (figura 2.13).
a
b
Figura 2.13.Butoi pe suport cu
role[16]: a) Imagine generală;
b) Schema cinematică: A - conductă de aspiraţie; B - conductă de evacuare;
C - canal de evacuare flotă;
D - nivel soluţie; E - alimentare flotă
Incărcarea şi descărcarea pieilor se realizează prin unul din fundurile laterale, care
au deschideri cu diametrul de 900-1100 mm, alimentarea cu soluţie se face prin fusul tubular (E), în timp ce evacuarea flotei are loc prin fundul de deschidere (C).
Gura de alimentare a butoiului este realizată dintr-un material polimer transparent, permiţând vizualizarea conţinutului butoiului, ceea ce constituie un avantaj al acestui utilaj. Capacitatea de încărcare a lor este mai mică decît butoaiele clasice de aceleaşi dimensiuni. [16]
33
2.1.2.4. Butoiul de scuturat Acest utilaj este folosit pentru curăţirea pieilor de corpuri străine (rumeguş, praf, păr
căzut, etc), fiind asemănător cu butoiul de vălcuit. Gardina butoiului poate fi formată fie din foi de tablă de oţel perforate pentru o
rezistenţă mărită a butoiului, fie dintr-o plasă de sârmă de oţel cu grosimea de 2-4 mm. Butoiul este instalat într-o cabină închisă fiind prevăzut cu instalaţie de aspirare a prafului şi rumeguşului.
2.1.2.5. Butoiul vacuum Este utilizat pentru umezirea cu rumeguş a pieilor, malaxarea acestora, scuturarea şi
uscarea fără descărcare a pieilor. Caracteristici constructive Acest tip de butoi are formă cilindrică fiind construit din tablă de oţel cu grosimea
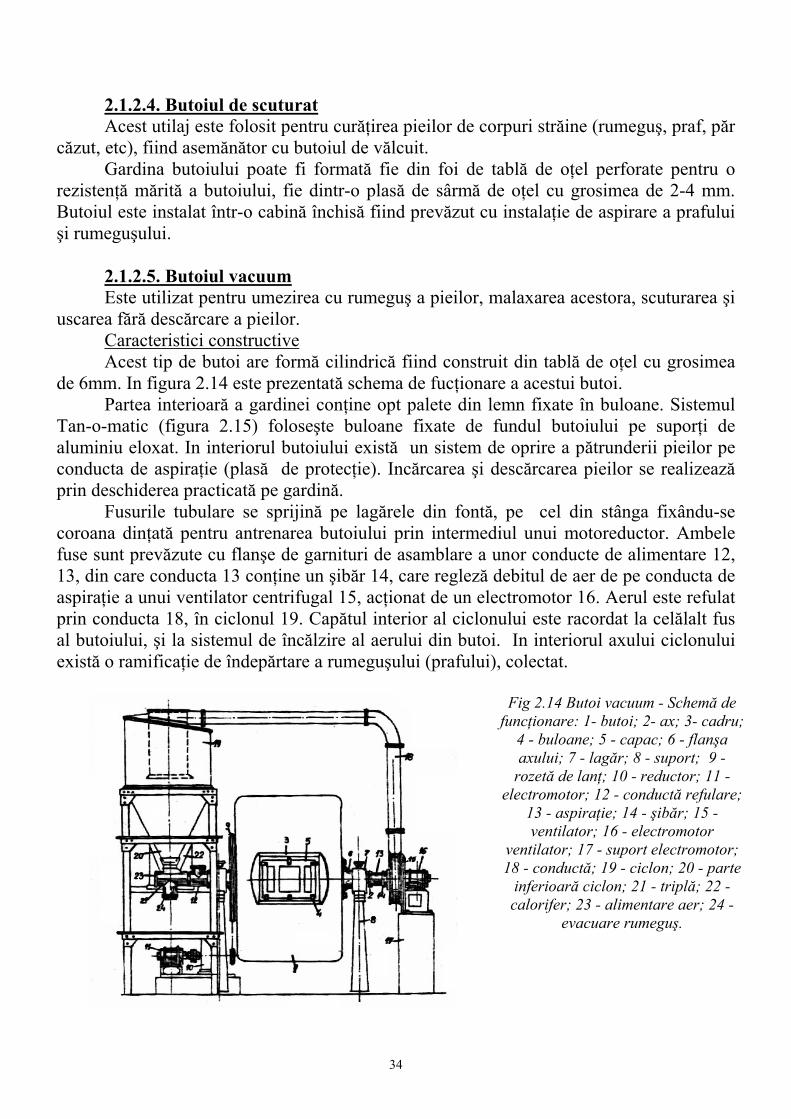
de 6mm. In figura 2.14 este prezentată schema de fucţionare a acestui butoi. Partea interioară a gardinei conţine opt palete din lemn fixate în buloane. Sistemul
Tan-o-matic (figura 2.15) foloseşte buloane fixate de fundul butoiului pe suporţi de aluminiu eloxat. In interiorul butoiului există un sistem de oprire a pătrunderii pieilor pe conducta de aspiraţie (plasă de protecţie). Incărcarea şi descărcarea pieilor se realizează prin deschiderea practicată pe gardină.
Fusurile tubulare se sprijină pe lagărele din fontă, pe cel din stânga fixându-se coroana dinţată pentru antrenarea butoiului prin intermediul unui motoreductor. Ambele fuse sunt prevăzute cu flanşe de garnituri de asamblare a unor conducte de alimentare 12, 13, din care conducta 13 conţine un şibăr 14, care regleză debitul de aer de pe conducta de aspiraţie a unui ventilator centrifugal 15, acţionat de un electromotor 16. Aerul este refulat prin conducta 18, în ciclonul 19. Capătul interior al ciclonului este racordat la celălalt fus al butoiului, şi la sistemul de încălzire al aerului din butoi. In interiorul axului ciclonului există o ramificaţie de îndepărtare a rumeguşului (prafului), colectat.
Fig 2.14 Butoi vacuum - Schemă de funcţionare: 1- butoi; 2- ax; 3- cadru;
4 - buloane; 5 - capac; 6 - flanşa axului; 7 - lagăr; 8 - suport; 9 -
rozetă de lanţ; 10 - reductor; 11 - electromotor; 12 - conductă refulare;
13 - aspiraţie; 14 - şibăr; 15 - ventilator; 16 - electromotor
ventilator; 17 - suport electromotor; 18 - conductă; 19 - ciclon; 20 - parte
inferioară ciclon; 21 - triplă; 22 - calorifer; 23 - alimentare aer; 24 -
evacuare rumeguş.
34

Figura 2.15 Protecţie cu buloane
pe suporţi de aluminiu
Mod de lucruIncărcarea pieilor şi a rumeguşului se realizează manual prin alimentarea prin
deschiderea de pe gardină. După pornirea butoiului se cuplează ventilatorul de aspiraţie, deschizându-se şibărele de pe conducta de aer proaspăt de la calorifer şi de pe conducta de recirculare a rumeguşului, pornind apoi ventilatorul de înaltă presiune. Rumeguşul din butoi este aspirat de către ventilator trecând în ciclon apoi fiind separat de aer şi reintrând în butoi pe conducta de alimentare cu aer proaspăt.
In timpul funcţionării butoiului se realizează scuturarea pieilor, prin malaxarea lor timp de 10-15 minute.
Rumeguşul este descărcat din ciclon după oprirea ventilatorului de înaltă presiune şi a celui de aspiraţie după circa 2 minute, după care se opreşte butoiul pentru descărcarea manuală a pieilor.
2.1.3. Calculul butoiului 2.1.3.1. Dimensionarea butoiului
In secţia de finisaj umed, pentru calculul butoiului se pleacă de la dimensionarea acestuia, ţinându-se seama de canitatea de piei necesare pentru prelucrare în timp de o zi, de tipul şi sortimentul pieilor (de exemplu se prelucrază piei : Nappa, Box faţă naturală, Bizon faţă naturală, Box faţă corectată).
Dacă greutatea totală a pieilor este Mp, iar densitatea pieii egalizate (ρp) şi densitatea flotei (ρfl), volumul pielii şi flotei vor fi:
fl
p
fl
flfl
p
pp
cMMV
MV
ρ
⋅=
ρ=
ρ=
(2.1)
unde: Mfl = greutatea flotei c = coeficient de flotă Calculul volumului flotei se face pentru situaţia cea mai defavorabilă, pentru flota maximă folosită de 300 %. Volumul total de piele şi flotă va fi:
]m[VVV 3flpT
+= (2.2)
35
Pornind de la aceste date se va calcula volumul pielii prelucrate şi volumul de flotă necesară pentru un anumit sortiment (superior sau inferior).
- volumul pielii dint-un butoi va fi:
]m[m
v 3
p
pp ρ= (2.3)
unde : mp - greutatea pielii dintr-un butoi;
- volumul flotei dintr-un butoi este:
]m[cm
v 3
fl
pfl ρ
⋅= (2.4)
Volumul total de piele şi flotă dintr-un butoi va fi:
]m[vvv 3
flpT += (2.5) Pentru acest volum total se adoptă un butoi, corespunzător conform standardului,
ţinând seama de faptul că volumul util este de 45%. Volumul util va fi:
]m[V10045V 3
Tutil ⋅= (2.6)
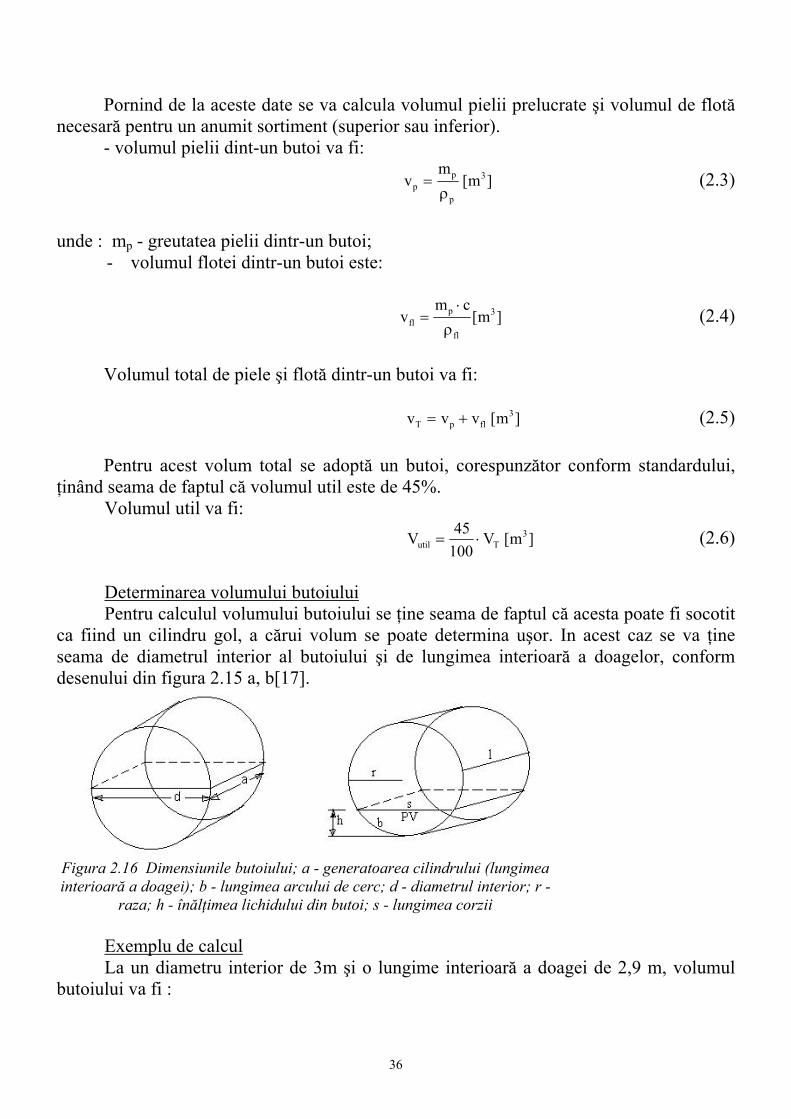
Determinarea volumului butoiului Pentru calculul volumului butoiului se ţine seama de faptul că acesta poate fi socotit
ca fiind un cilindru gol, a cărui volum se poate determina uşor. In acest caz se va ţine seama de diametrul interior al butoiului şi de lungimea interioară a doagelor, conform desenului din figura 2.15 a, b[17].
Figura 2.16 Dimensiunile butoiului; a - generatoarea cilindrului (lungimea interioară a doagei); b - lungimea arcului de cerc; d - diametrul interior; r -
raza; h - înălţimea lichidului din butoi; s - lungimea corzii Exemplu de calcul La un diametru interior de 3m şi o lungime interioară a doagei de 2,9 m, volumul
butoiului va fi :
36
332
m4885,204
9,234
adV =⋅⋅π
=⋅⋅π
= (2.7)
La tăbăcire volumul de lucru poate fi, ½ din volumul total, iar volumul parţial al butoiului la o încărcare oarecare este :
l
2sh)sb(rVp
+−= (2.8)
unde: a, b, d, r, h, s sunt explicitate în figura 2.16
2.1.3.2. Determinarea acţiunii mecanice a butoaielor de tăbăcire In primul rând se determină volumul total al butoiului şi apoi procentul pe care îl
ocupă încărcătura v/Vx100 = volum încărcătură /volum butoi. Apoi se calculează turaţia la care se produce acţiunea mecanică maximă cu formula
dV38,84⋅⋅
şi se determină raportul
dintre turaţia de lucru şi acestă turaţie maximă. Acţiunea mecanică produsă la turaţia de lucru se determină ca procent din acţiunea maximă din reprezentarea grafică v = f (n).
Pentru o bună reproductibilitate gradul de acţiune mecanică nu trebuie să varieze cu mai mult de 5 %. Abaterile se corectează prin modificarea volumului încărcăturii sau a vitezei de rotaţie.
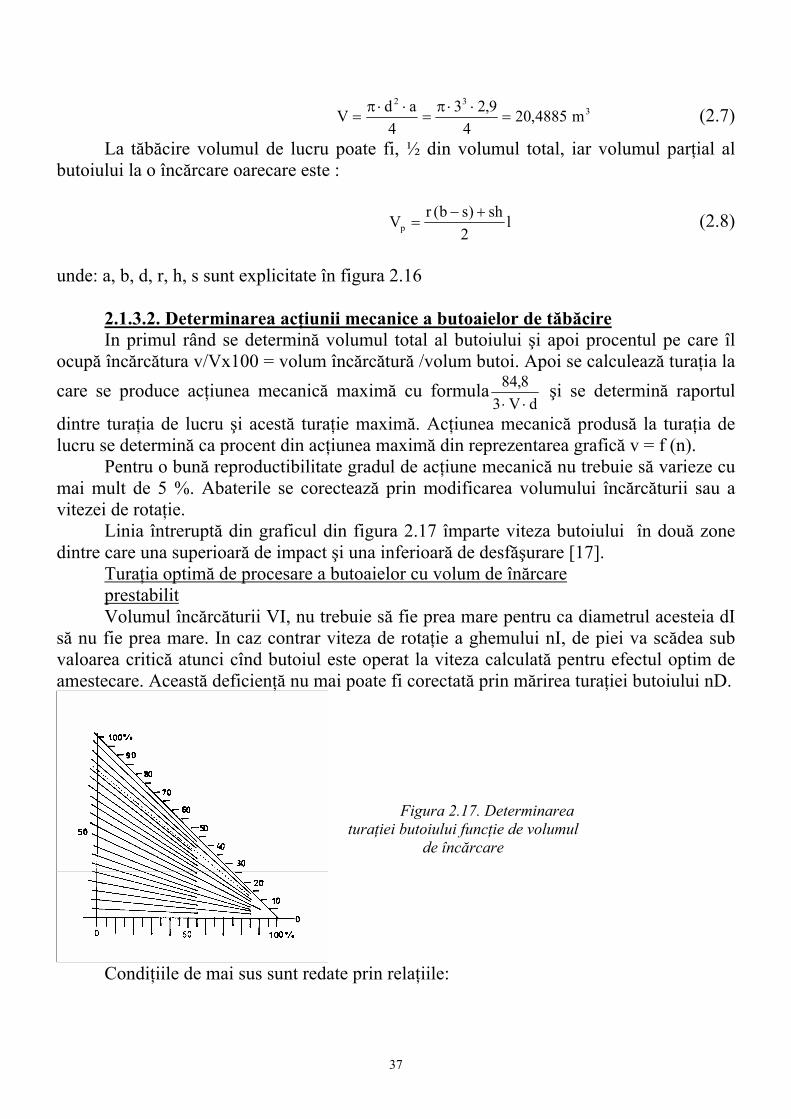
Linia întreruptă din graficul din figura 2.17 împarte viteza butoiului în două zone dintre care una superioară de impact şi una inferioară de desfăşurare [17].
Turaţia optimă de procesare a butoaielor cu volum de înărcare prestabilit Volumul încărcăturii VI, nu trebuie să fie prea mare pentru ca diametrul acesteia dI
să nu fie prea mare. In caz contrar viteza de rotaţie a ghemului nI, de piei va scădea sub valoarea critică atunci cînd butoiul este operat la viteza calculată pentru efectul optim de amestecare. Această deficienţă nu mai poate fi corectată prin mărirea turaţiei butoiului nD.
Figura 2.17. Determinarea turaţiei butoiului funcţie de volumul
de încărcare
Condiţiile de mai sus sunt redate prin relaţiile:
37
hVI2
D4,42ni ⋅π
= unde: (2.9)
Di - diametrul interior al butoiului, [m]; VI - greutatea de încărcare la 1000Kg, [m3]; h - înălţimea interioară a butoiului, [m]; n - turaţia butoiului, [rot/min]; De exemplu la un diametru de 3 m a butoiului şi o încărcare de 4 t cu piei, viteza
butoiului va fi de:
min/rot15,163
400023
4,42=
⋅π (2.10)
Determinarea puterii necesare acţionării butoiului Determinarea puterii necesare acţionării butoiului, precum şi verificarea acesteia în
cazul diferitelor prelucrări tehnologice, reprezintă o necesitate, dat fiind domeniul de flotă la prelucrare.
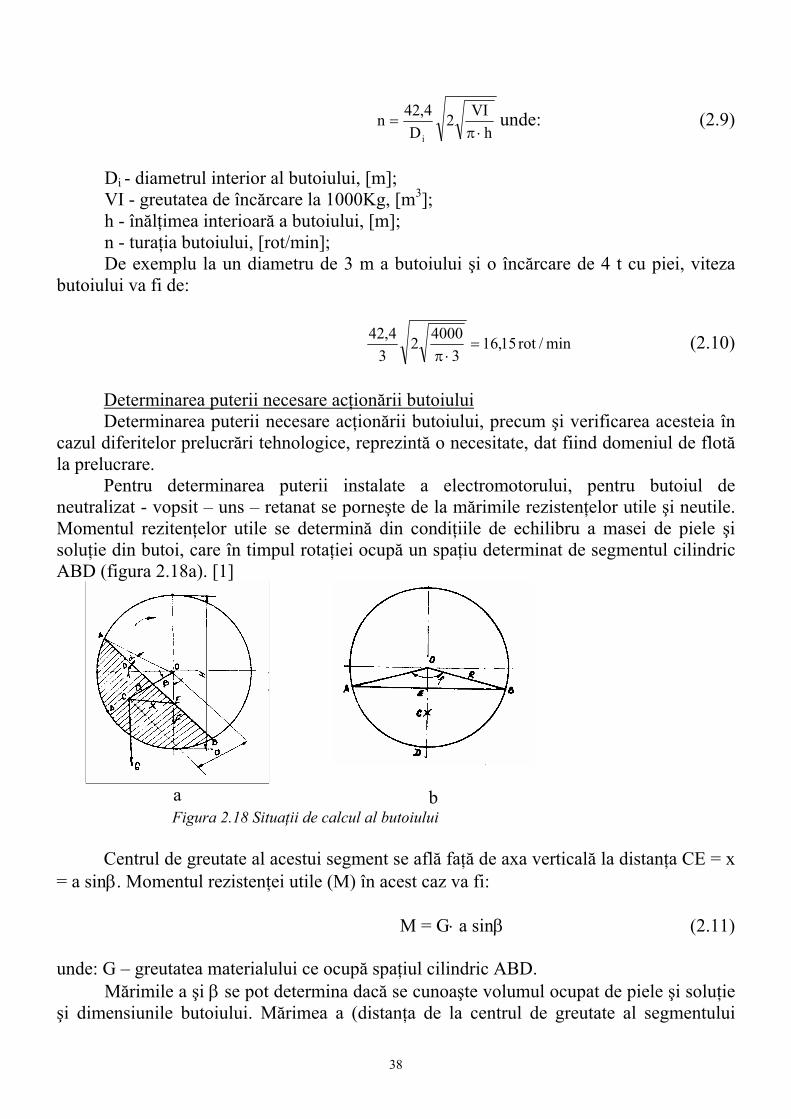
Pentru determinarea puterii instalate a electromotorului, pentru butoiul de neutralizat - vopsit – uns – retanat se porneşte de la mărimile rezistenţelor utile şi neutile. Momentul rezitenţelor utile se determină din condiţiile de echilibru a masei de piele şi soluţie din butoi, care în timpul rotaţiei ocupă un spaţiu determinat de segmentul cilindric ABD (figura 2.18a). [1]
a
b Figura 2.18 Situaţii de calcul al butoiului
Centrul de greutate al acestui segment se află faţă de axa verticală la distanţa CE = x
= a sinβ. Momentul rezistenţei utile (M) în acest caz va fi:
M = G⋅ a sinβ (2.11)
unde: G – greutatea materialului ce ocupă spaţiul cilindric ABD. Mărimile a şi β se pot determina dacă se cunoaşte volumul ocupat de piele şi soluţie şi dimensiunile butoiului. Mărimea a (distanţa de la centrul de greutate al segmentului
38
ABD până la axul orizontal al butoiului din figura 2.18a) se poate determina pe baza notaţiilor din figura 2.18 b.
Astfel s-au notat: R - raza interioară a butoiului [m]; S - aria segmentului de cerc ABD [m2]; a - OC [m]; ϕ - unghiul la centru [o].
Petru butoiul cilindric S se calculează cu relaţia:
]m[L
vvS 2
t
solp += (2.12)
unde : vp, vsol – volumul de piele, respectiv de soluţie ; L - lungimea interioară a butoiului.
Aria segmentului de cerc cu raza R va fi:
2RS'S = [m2] (2.13)
Pentru această arie mărimea unghiului la centru ϕ este tabelată. Cunoscând mărimile : R, S şi ϕ se poate determina mărimea a cu relaţia:
]m[S
2/sinR3/2a33 ϕ⋅⋅
= (2.14)
Experimental s-a determinat valoarea β = 30o. Puterea necesară învingerii rezistenţelor utile (G) se calculează cu relaţia:
7530sinaGn
75MN
⋅βπ
=ω⋅
= [CP] (2.15)
unde ω - viteza unghiulară, [rad/s]; n - turaţia butoiului, [rot/min].
Pentru β = 30o, sin 30o = 0,5, deci vom avea:
4500aGnN π
= [CP] (2.16)
Tinând cont că încărcătura utilă este neuniformă datorită căderii şi frecării pieilor,
valoarea puterii obţinute trebuie înmulţită cu un coeficient de lovire ρ = 1,1 – 1,5:
4500aGnN πρ
= [CP] (2.17)
Dacă se ţine cont şi de rezistenţele neutile, se poate calcula puterea totală la arborele
butoiului în perioada de pornire (Npor) cu relaţia:
axipibridpor NNNNN +++= (2.18)
unde: Nrid = puterea necesară ridicării încărcăturii; Nib = puterea necasară învingerii inerţiei butoiului;
39
Nip = puterea necasară învingerii inerţiei segmentului umplut cu masa pieilor aflate în butoi; Nax = puterea necesară pentru învingerea rezistenţei de frecare la axul butoiului.
Nrid se determină ţinând seama de deplasarea centrului de greutate al segmentului ABD pe verticală, cu distanţa FE = OF – OE (figura 2.18a). Dar OF = OC = a iar OE = a cosβ, deci FE = a (1 – cos β). Rezultă:
τβ−
=75
)cos1(aGNrid [CP] (2.19)
unde τ = β/ω = 30 β/ π n = timpul de ridicare, [s]. Se obţine înlocuind τ:
2700naG
3075n)cos1(aGNrid ≅
β⋅πβ−
= [CP] (2.20)
(pentru β = 30o şi cos 30o = 0,86)
Nib se calculează cu relaţia :
5
3b
ib 101,4nI
N⋅⋅
= [cP] (2.21)
unde : - momentul de inerţie al butoiului faţă de axul ]m[RMI 22
bb ⋅⋅=
de rotaţie ; Mb – masa butoiului gol, [Kg] ; R – raza butoiului, [m]
Pentru calculul lui Nip se foloseşte relaţia :
5
3p
ip 101,4nI
N⋅
⋅= [cP] (2.22)
unde: Ip = Mp⋅ a2 – momentul de inerţie al segmentului umplut cu piei, faţă de axa de rotaţie a butoiului ; Mp – masa pieilor considerată concentrată în centrul de greutate [Kg]. Calculul lui Nax se face cu relaţia :
7530nrfQNax ⋅⋅π⋅⋅⋅
= [cP] (2.23)
cu: Q = Gb + Gsol +Gp [ Kgf] (2.24)
unde: Gb, Gsol, Gp - greutatea butoiului gol, a soluţiei şi a pieilor, [kgf]; r – raza fusului butoiului (0,06 – 0,07), [m];
40
f – coeficientul de frecare la fusurile butoiului (0,14 – 0,15). Calculul turatiei critice a butoiului Se calculează turaţia critică a butoiului, deoarece la atingerea acestei turaţii, pieile
nu mai alunecă de pe bolţurile paletei, ci continuă să se rotească odată cu el.
icr D
4,42n = ncr = 27,48 rot/min (2.25)
Turaţia optimă a butoiului Pentru a avea o mişcare eficientă a pieilor, viteza de rotaţie a butoiului trebuie să
reprezinte 54 – 66 % din turaţia critică.
Voptim = 60/100 ⋅ ncr [ rot/min] (2.26) Calculul conductei de alimentare a butoiului Alimentarea cu apă se face la fiecare utilaj în parte. Debitul se consideră:
]s/m[6010
VV 3sols ⋅= (2.27)
Se consideră că acest volum de soluţie Vsol, se încarcă în timpul t. Pe de altă parte:
v4dvsV
2s ⋅
⋅π=⋅= (2.28)
unde v - viteza apei din conductă, [ m/s].
Rezultă diametrul conductei de alimentare:
]m[v
V4d s
⋅π⋅
= (2.29)
2.2. Agregate elicoidale 2.2.1. Agregate tip betonieră Descrierea utilajului Acest utilaj serveşte pentru desfăşurarea operaţiilor de înmuiere-cenuşărire, tăbăcire,
fiind format dintr-un recipient (la care cele două forme tronconice sunt sudate la baza lor mare), cu viteză de rotaţie variabilă în funcţie de specificul operaţiei. Este confecţionat din oţel inoxidabil, căptuşit în interior cu policlorură de vinil.
Interiorul utilajului are un melc (şnec) perforat (pentru o bună circulaţie a soluţiei în aparat), cu două sensuri, în scopul încărcării şi descărcării pieilor.
Betoniera prezintă o înclinaţie de 16o faţă de orizontală. Incărcarea pieilor se realizează cu ajutorul unei cupe montate pe un sistem telescopic acţionat hidraulic, alimentarea cu piei făcându-se fie cu un electrostivuitor, fie cu o bandă de transport.
41
Soluţiile sunt introduse de la o instalaţie centrală prin pâlnii fixate prin sudură de corpul agregatului, iar evacuarea lor se face printr-o pompă cu sifon. Incălzirea soluţiilor se face cu ajutorul unui schimbător de căldură . Intregul sistem este automatizat fiind prevăzut cu dispozitive de control al temperaturii flotei şi pH-ului acesteia. Evacuarea pieilor se face prin inversarea sensului de rotaţie.
Corpul agregatului se roteşte cu o viteză de cca.18 rot/min, pe nişte role de rulare montate pe patru inele de sprijin. Antrenarea utilajului se realizează prin intermediul a două electromotoare care lucrează succesiv în sensuri contrare, viteza reglându-se cu un reductor, o pereche de roţi dinţate şi un pinion prevăzut cu o coroană dinţată.
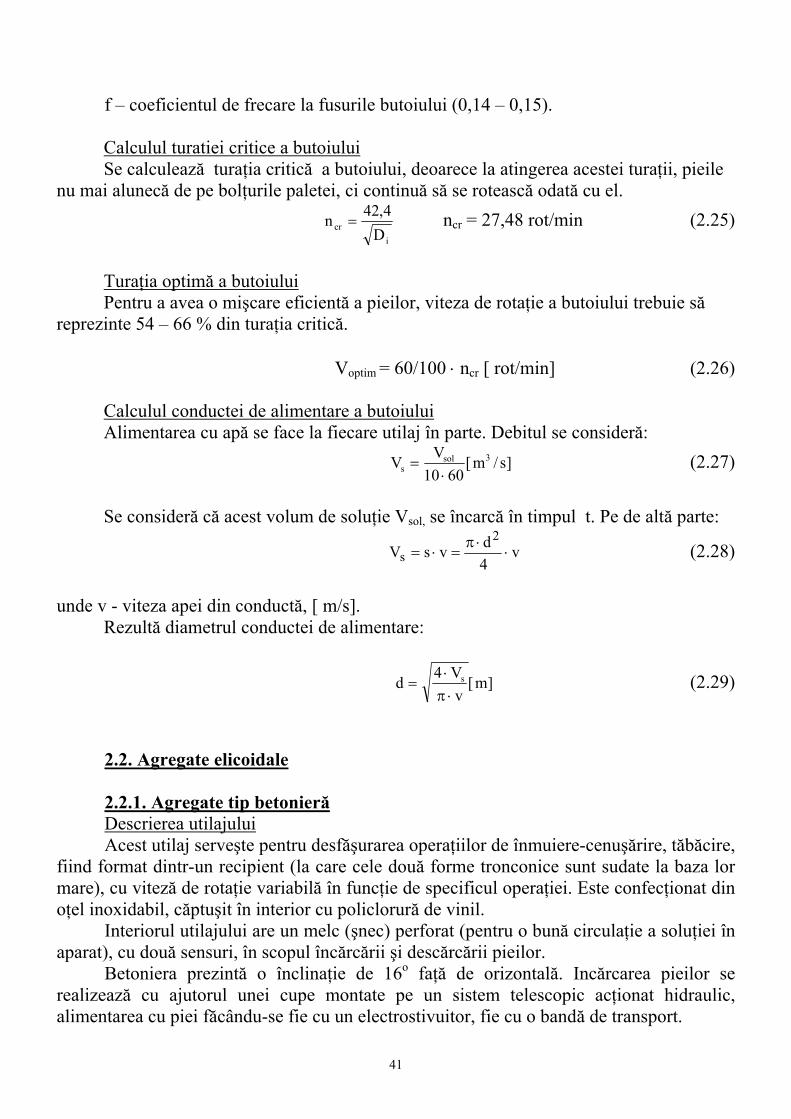
Componetele constructive sunt redate în figura 2.18.[18]
a
Figura 2.18 Agregat tip betonieră a) vedere generală;
b) dimensionare: A - ax înclinat; B - lungime betonieră; C- lăţime:
D - înălţime betonieră; c) detaliu betonieră:1- cuvă; 2, 3 - suporţi; 4 - perete cuvă; 5 - fund cuvă; 6 - cilindru de
acţionare; 7 - ax tubular; 8 - perete perforat; 9 - nivel flotă ; 10 - palete elicoidale;
11-conductă evacuare; 12 - conductă de alimentare; 13- roata dinţată;
14- gura de alimentare-evacuare piei
b
c
42
2.2.2. Agregat tip Coretan Acest utilaj este destinat prelucrării pieilor în timpul operaţiilor de spălare,
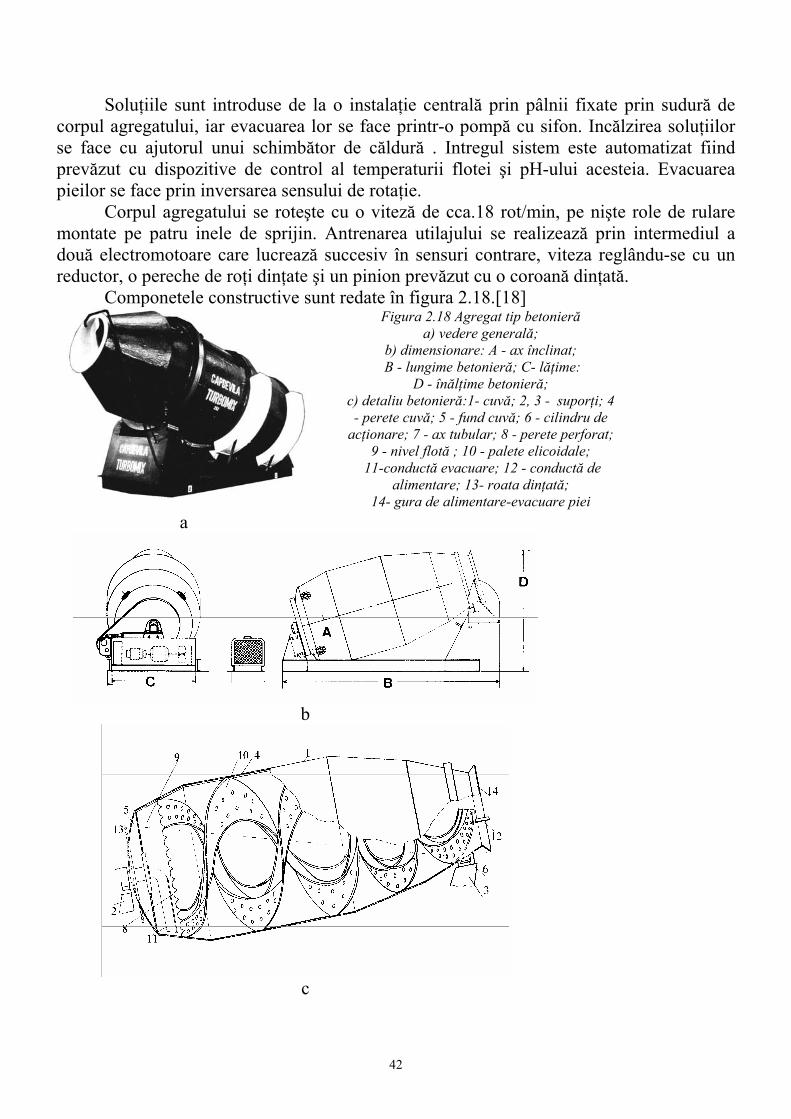
neutralizare, vopsire, gresare şi retanare a pieilor bovine, porcine, porcine, caprine, ovine. Componentele utilajului sunt (figura 2.19) [1]: - o carcasă din oţel inoxidabil cu două capace laterale etanşe, prevăzută cu un
ventil de scurgere a flotei de tratare şi cu racorduri de alimentare cu agent termic; - un tambur perforat din oţel inoxidabil compartimentat în formă de Y. Fiecare
compartiment are capace de încărcare şi descărcare; - un dispozitiv de antrenare; - un dispozitiv de alimentare şi dozare cu auxiliari, - un dispozitiv de automatizare şi control al parametrilor operaţiilor
Figura 2.19 Agregat tip Coretan:1- sistem de culisare uşă; 2 - conductă de alimentare cu flotă; 3 - conductă de evacuare flotă; 4 - bazin recuperare flotă; 5 - electromotor antrenare butoi; 6 -
curea antrenare; 7 - canal evacuare flotă din rezervor. In aceste utilaje se pot prelucra între 400-600 Kg piele. Avantajele utilizării acestor utilaje constau din: economie de spaţiu, uniformitate în
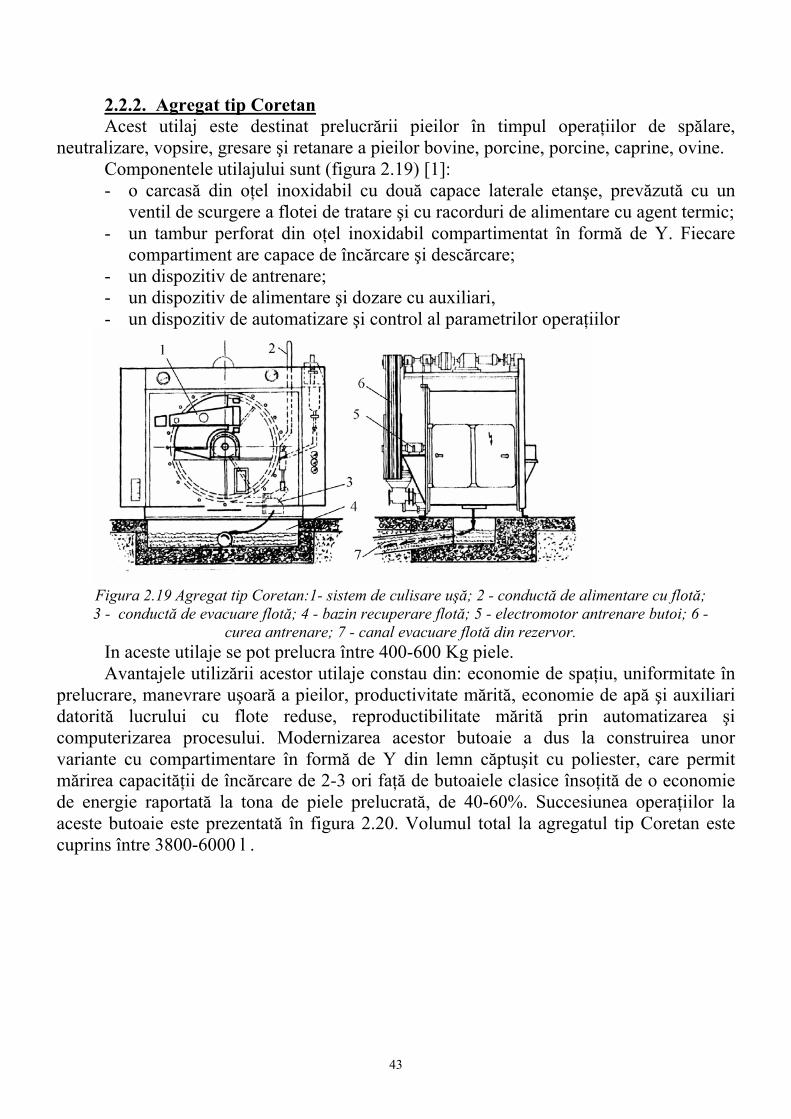
prelucrare, manevrare uşoară a pieilor, productivitate mărită, economie de apă şi auxiliari datorită lucrului cu flote reduse, reproductibilitate mărită prin automatizarea şi computerizarea procesului. Modernizarea acestor butoaie a dus la construirea unor variante cu compartimentare în formă de Y din lemn căptuşit cu poliester, care permit mărirea capacităţii de încărcare de 2-3 ori faţă de butoaiele clasice însoţită de o economie de energie raportată la tona de piele prelucrată, de 40-60%. Succesiunea operaţiilor la aceste butoaie este prezentată în figura 2.20. Volumul total la agregatul tip Coretan este cuprins între 3800-6000 l .
43
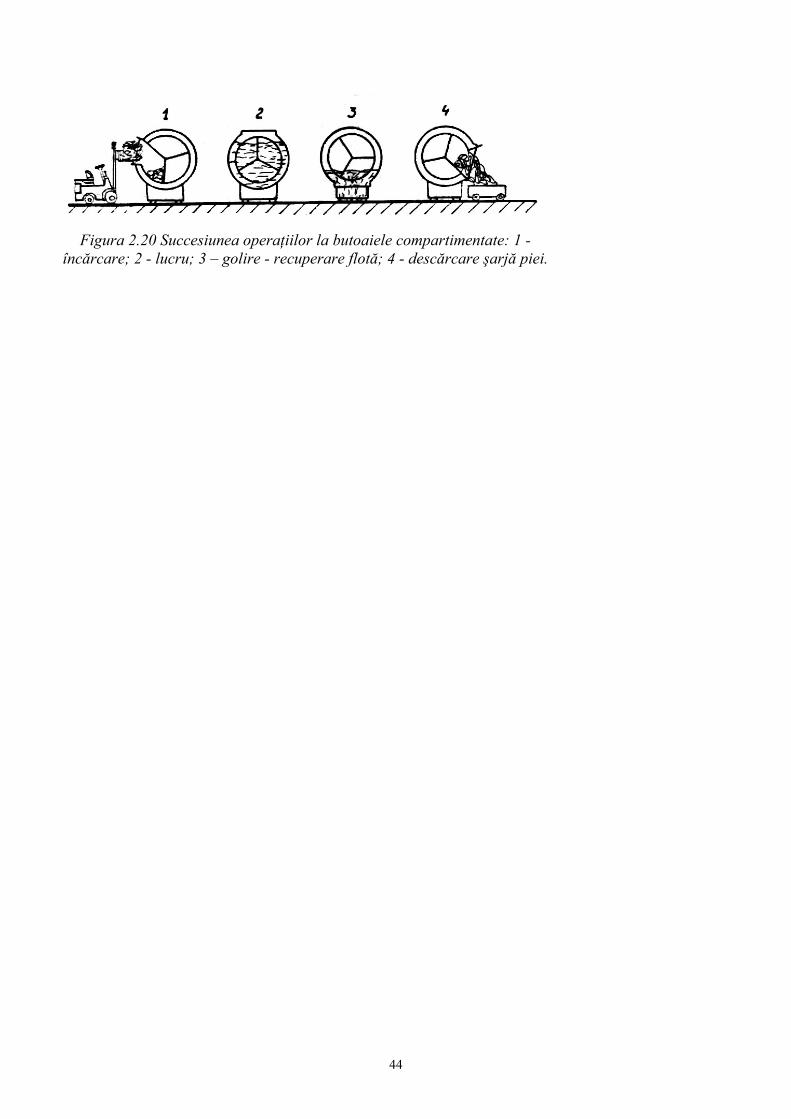
Figura 2.20 Succesiunea operaţiilor la butoaiele compartimentate: 1 -
încărcare; 2 - lucru; 3 – golire - recuperare flotă; 4 - descărcare şarjă piei.
44