







Limbile
Pagini
Legal


5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 1/30
UTCNFACULTATEA DE MECANICADISCIPLINA: ORGANE DE MAINI
PRES CU PIULI FIX
F = 11.000 [N] h = 110 [mm]
STUDENT: BOIAN LAUREAN ALEXANDRUGRUPA: 2423/2ANUL II 2010

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 2/30
UTCNFacultatea de MecanicaDisciplina: Ogane de masini
PRES CU
PIULI FIX
Fmax =11.000[N]hmax = 110 [mm]
STUDENT: BOIAN LAUREAN ALEXANDRUGRUPA: 2423/2

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 3/30
ANUL II 2010UTCNFacultatea: MecanicaCatedra: OMTDisciplina: Organe de Masini
TEMA DE PROECTStudentul BOIAN LAUREAN ALEXANDRU
l. Sa se proecteze: O PRESA CU PIULITA FIXA pentruurmatoarele date:
-Forta maxima F=11000 [N] -Cursa maxima h=110 [mm]
ll. Proectul va contine-Memoriu tehnic-Memoriu justificativ de calcul-Desen de ansamblu, 3 vederi, scara (1:1)-Desene de executie pentru surubul principal si pilulita fixa (1:1)-Bibliografie
termen de predare Conducator de proect18.mai.2010 Prof. Dr. Ing. A. Cazila

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 4/30
CUPRINS
PagTEMA DE PROIECT 2CUPRINS 3
1. MEMORIUL TEHNIC 41.1 Denumirea i scopul de utilizare 41.2 Caracteristici tehnice i funcionale 41.3 Alegerea variantei constructive 51.4 Descrierea funcionrii 61.5 Alegerea tipului de filet 61.6 Alegerea materialului 81.7 Indicaii de exploatare 91.8 Msuri de întreinere 9
1.9 Protecia muncii 9
2. MEMORIU JUSTIFICATIV DE CALCUL2.1 Calculul si proectarea surubului
10
2.1.1. Stabilirea naturii solicitrilor tijei 102.1.2. Alegerea profilului filetului 112.1.3. Alegerea materialului urubului i piuliei 122.1.4. Calculul diametrului mediu al filetului 132.1.5. Alegerea numrului de începuturi
2.1.6. Verificarea autofranarii
14
142.1.7. Calculul numrului de spire în contact 142.1.8. Calculul lungimii filetului piuliei 142.1.9. Calculul lungimii filetului urubului
2.2. Dimensionarea piuliei1415
2.3. Proiectarea extremitilor urubului principal2.3.1. Proiectarea extremitilor superioare2.3.2. Proiectarea extremitilor inferioare
20
2.4. Verificarea urubului 202.2.1 Verificarea tijei la solicitri compuse 20
2.2.2 Verificarea seciunii de calare a roii de manevr la rsucire 212.2.3 Verificarea poriunii de calare a roii de manevr la strivire 21
2.2.4. Verificarea urubului la flambaj 222.2.5 Verificarea spirelor urubului 222.3 Verificarea spirelor piuliei 232.3.1 Dimensionarea piuliei 232.3.2 Verificarea corpului piuliei 25
2.4 Construcia i calculul corpului 27Anexe
BIBLIOGRAFIE 32

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 5/30
1. MEMORIUL TEHNIC
1.1) DENUMIREA I SCOPUL DE UTILIZARE
Tema de proiect se intituleaz Äpres cu piuli fix´. Presa cu piuli fix sutilizeaz pentru presarea respectiv ambutisarea pieselor din tabl. Datorit construciesale poate prelua fore de presare mari.
1.2) CARACTERISTICI TEHNICE I FUNCIONALE
Presa cu piuli fix se utilizeaz in constructia de masini, in ateliere, mecanice pentru indoirea si ambutisarea unor pise de dimensiuni reduise in numar mic. Deasemenea presele se mai folosesc la presarea unor ajustaje si la operatia tehnologica dematritare.
Presele cu actionare manuala cu surub de forta au urmatorul principiu defunctionare:
-asupra manivelei se actioneaza cu o forta (Fm) care roteste surubul de forta prinintermediul portiunii de calare pe care se im,bina surubul cu manivela;-surubul de forta transmite traversei mobile o sarcina cu care actioneaza asupra pieselor
Cupla de rotatie surub-piulita transforma miscarea de rotatie in miscare detranslatie, astfel surubul executa o miscare de rototranslatie.
O gama larga de utilizare a preserlor in costructia de masini se datoreazaavantajelor pe care le rezinta:-construtie simpla-tehnologie de constructie usor reaalizabila
-utilizarea materialelor ieftine-pret de cost redus posibilitatea de transmitere a unor sarcini axiale mari utilizind fortede actionare mici-realizarea unui raport mare de tranasmitere care duce la vitezemici-functionare buna fara zgomot-gabarit redus si compactitaea costructiei
Pe linga aceste avantaje enumerate mai sus presele au si unele neajunsuri-necunoasterea exacta a fortelor de presare-existenta unei frecari destul de mari intre spirele filetului surubului si a piulitei care
canduce la uzura pieselor

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 6/30
-randament scazut-lipsa autocentrarii
1.3) ALEGEREA VARIANTEI CONSTRUCTIVE
În varianta I. este prezentat o pres cu piuli fix la care corpul presei sobine prin turnare, batiul are o form deschis. La partea inferioar are o suprafa plan
pe care se aeaz accesoriile în care se reazem piesa asupra crui se acioneaz. Dasemenea talpa este prevzut cu guri pentru fixarea presei pe postament. Se observ ctalpa presei este scobit, pentru a se asigura o poziionare mai precis a presei. La partesuperioar batiul are o consol în care se monteaz piulia fix. La acest tip de pres srecomand montarea piuliei cu un ajustaj intermediar cu strângere probabil mic (dexemplu cu ajustaj tip H/k). Dac s-ar prevedea un ajustaj cu strângere montarea ar f
dificil din cauza accesului incomod la piuli în vederea presrii ei. Piulia se asigurîmpotriva rotirii cu asamblare urub-piuli. Poriunea vertical a batiului are seciunea Iurubul de for este acionat de la o roat de mân care are braele sudata de butuc, lcapete având montate bile. Roata de manevr este calat pe o poriune de seciun
ptrat i este fixat cu un prezon, prevzut cu aib i piuli.În varianta II. este prezentat o pres cu piuli fix cu corp din profil lamina
La aceast construcie este construcia batiului din profil laminat U îndoit i sudat înform de cadru. Batiul este asamblat cu masa presei prin intermediul unor uruburasigurate cu aibe Grower. Masa presei este prevzut cu canale T necesare fixrii unodispozitive folosite la presare, iar la partea inferioar cu locauri pentru uruburi d
fixare a presei pe fundaie sau pe postament. Piulia fix se monteaz în alezajul di partea superioar a batiului cu uruburi i piulie asigurate cu aibe Grower. Pe urubude for este montat o manivel de construcie sudat. Asamblarea urub for ±manivel este cu profil ptrat în seciune transversal, fixarea împotriva demontrfcându-se cu o piuli înfundat i o aib plat.
În varianta III. este prezentat o pres cu piuli fix asamblat cu ajutorul a doucoloane, care constituie batiul presei. Coloanele sunt filetate la ambele capete, astfeîntrucât ele realizeaz legtura între masa presei i traversa fix, cu ajutorul unor piuliînfundate i aibe plate. Masa presei are o form circular fiind prevzut cu canale T l
partea superioar, cu locauri pentru uruburile de fixare pe fundaie i cu clemalezajele filetate în care se înurubeaz coloanele. În traversa fix se monteaz piulia dfor cu ajutorul unor uruburi în cazul în care ajustajul este cu strângere mic (H/k) saufr uruburi dac se formeaz ajustaj cu strângere mare. Pe urubul de for smonteaz roata de mân prin intermediul unei asamblri prin form, de seciune ptratfixarea fcându-se cu piuli înfundat. Roata de mân este de construcie turnat, c
patru brae prevzute cu greuti la capetele lor în vederea antrenrii ineriale în sarcin urubului de for. Ca o msur de protecia muncii se fixeaz pe roata de mân un inedin tabl montat cu ajutorul unor uruburi. La partea inferioar a urubului de for smonteaz o travers mobil prevzut cu canale T care se ghideaz pe coloane, asigurând

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 7/30
o centrare foarte bun. Pentru micorarea momentului de frecare la presare între urubude for i traversa mobil se monteaz un rulment axial.
Se opteaz pentru varianta constructiv I
Pentru construcia presei cu piuli fix exist mai multe soluii constructive, soluicare aleg în funcie de parametrii tehnici care trebuie s-i asigure presa, precum i înfuncie de destinaia i seria de fabricaie a acestora.
În cele ce urmeaz vom prezenta unele aspecte ale preselor cu piuli fix, în cazulconstruciei batiului prin turnare
Presa având batiu cu consol forma deschis la partea inferioar are o suprafa plan pe care se aeaz accesoriile în care se reazem piesa asupra crei se acioneaz.
La partea superioar batiul are o consol în care se monteaz piulia fix care estefixat cu uruburi împotriva rotirii. urubul de for este acionat de la roata de mân,turnata, iar la capelele acestora sunt prevzute cu bile. Roata de manevr este calat pe o
poriune de seciune hexagonala i este fixat cu o piuli. urubul este fixat axial în berbec cu semi - inelele fixate cu uruburi. Pentru micorarea frecrilor dintre urub i
berbec vom utiliza un rulment axial.Pentru executarea preselor în cazul producie de serie mijlocie i mare este indicat
a utiliza prima variant cu batiul în varianta turnat.
1.4) DESCRIEREA FUNCIONRII
Presa cu piuli fix funcioneaz prin rotirea urubului, într-o piuli fix, care larândul ei ridic sau coboar traversa mobil.
1.5) ALEGEREA TIPULUI DE FILET
Pentru uruburile de micare se utilizeaz în exclusivitate filetul cilindric cu profi
ptrat, trapezoidal, ferstru i rotund executate cu pas normal, fin sau mare.
Pasul fin i normal asigur condiia de autofrânare. Pasul fin micoreaz
deplasrile axiale la o rotaie complet. Filetele cu pas fin au un randament ma
sczut.Randamentul uruburilor de micare crete la cele care se execut cu pas mare sa
cu mai multe începuturi, creterea fiind determinat i de alegere corect a cuplului d
materiale, de precizia de execuie i de calitatea suprafeelor în contact.
a) Filetul ptrat are unghiul de profil egal cu zero i realizeaz randamentu
maxim în comparaie cu celelalte profile. Filetul ptrat are utilizarea limit datorit
apariiei jocului axial ca urmare a uzrii flancurilor. Filetul ptrat este recomanda
pentru transmiterea sarcinilor relativ mici care lucreaz într-un singur sens, fr curi

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 8/30
vibraii în situaiile în care se cere asigurarea unui randament mare
mecanismelor a urub-piuli.
b) Filetul trapezoidal are profilul de forma unui trapez rezultat din teire
unui unghi isoscel cu unghiul la vârf de 30Û i baza egal cu pasul. Flancul filetului ar
o înclinare de 15Û. Filetul trapezoidal are o rezisten i o rigiditate mai mare decâ
filetul ptrat.
În cazul mecanismelor cu urub i piuli care transmit sarcini mari, în ambel
sensuru, direcia forei fiind variabil, se recomand utilizarea filetelor trapezoidale.
c) Filetul ferstru are profilul asimetric asimetric trapezoidal. Poate prelu
sarcin numai într-un singur sens. Flancul activ are o înclinare de 3Û.
Filetul ferstru îmbin avantajele filetului trapezoidal are o rezisten i o
rigiditate mare a spirei, asigur centrarea bun a piuliei fa de urub, randamentul estapropiat de cel a filetului ptrat, se poate executa prin frezare, concentratorul d
tensiune la fundul filetului este relativ mic datorit razei mari de racordare.
d) Filetul rotund are profilul realizat din arce de cerc racordate prin drept
înclinate, flancurile formând un unghi de 30Û. Este un caz particular al filetulu
trapezoidal fa de care prezint urmtoarele avantaje, rezistena sporit la oboseal c
urmare a eliminrii concentrrii tensiunii la fundul filetului datorit razelor de racordar
mari., funcionare mai sigur i durabilitatea sporit în condiii nefavorabile d
exploatare, montarea uoar dat de lipsa muchiilor
Având în vedere situaia unei forte F = 11.000 N, care acioneaz într-un singur sens, se alege filetul trapezoidal conform STAS 2114/1-75.
Din urmtoarele motive:
- filetul trapezoidal are o rezisten i o rigiditate suficient de mare;
- asigur o bun centrare între urub i piuli;- prelucrare prin frezare confer o productivitate mrit fa de strunjire;
- folosirea piuliei reglabile radiale permite eliminarea jocului;
Are i dezavantaje:
-randamentul transmisiei urub-piuli cu filet trapezoidal este mai mic decât al filetulu
ptrat dar acest tip de filet este neprotejat împotriva uzurilor i nu are posibilitate d
centrare, coninând i un mare numr de concentratori de tensiune.

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 9/30
Fig. 2.1 Filet metric trapezoidal ISO - principalele dimensiuni
1.6) Alegerea materialului
Penrtu suruburi de miscare supuse la solicitari mici si mjlocii cu actionarmanuala (viteza relativa la filet intre surub si piulita este mica nu impune durificareflancurilor) se va opta pentru un otel laminat
Alegem pentru surubul de miscare materialul OL70 (STAS 500/2-80)care are carecmecanice de rezistenta acaperitoare, proprietati de prelucrare buna si nu mecesita tratamtermic.
Piulita ca element component al cuplei de frecare surub-piulita din mecanismul cu
surub, este indicat a fi astfel construita incit uzura sa fie concentrata asupra ei. Astfel srecomanda ca materialul ales pentru piulita sa aiba modulul de elsticitate mai mic decicel al materialului surubului, ceea ce are ca efect uniformitatea repartizarii sarcinii pspire, imbunatatirea comportari la oboseala si ca urmare cresterea duratei de functionare
Alegerea materialului pentru piulita ca element al culpei de frecare surub- piulita seva face in asa fel incit sa se limiteze presiunea de contact dintre spirele piulitei si alesurubuluila valori reduse evitindu-se astfel uzura prematura. Plcind de la faptul ca nu estindicat sa se utilizeze acelasi mterial pentru piulita ca si pentru surubul de forta vomutiliza cupluri de materiale care au o comportare buna din punct de vedere al rezistentei
uzura, ca de exemplu: otel pe fonta, otel pe bronz moale, otel pe fonta antifrictiune.

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 10/30
Vom opta pentru CuAl9Fe3- bronz cu o comportare buna din punct de vedere alrezistentei la uzura
1.7) INDICAII DE EXPLOATARE
Pentru obinerea unor coeficieni de frecare cât mai redui între spirele urubuluii cele ale piuliei, se va realiza o ungere a acestora cu vazelin. La fel rulmentul axial vafi gresat cu vazelin în vederea unei bune funcionri. Se interzice vopsirea poriunilor filetate ale tuturor organelor de asamblare, a suprafeelor de aezare, a plcii de baz.
1.8) MSURI DE ÎNTREINERE
Suprafeele exterioare în contact cu atmosfera vor fi protejate anticoroziv prinvopsire cu dou straturi de grund G-735 i dou straturi de vopsea în culoarea specific aatelierului în care se lucreaz.
Intervalul de timp necesar uscrii fiecrui strat de grund sau vopsea este de 24 deore. Înainte de vopsire, piesele vor fi curate de oxizi i grsimi.
Pentru asigurarea unei bune funcionri a presei se recomand ca în perioada încare nu este utilizat s fie depozitat într-o magazie. Înainte de fiecare utilizare se vaverifica dac nu este blocat, se va asigura gresarea în cazul în care vazelina a fost întretimp îndeprtat.
1.9) PROTECIA MUNCII
La proictarea presei se tine cont de nomele de protectie a muncii, facindu-se in aceltimp si unele recomandari supra folosirii presei pentru evitarea accidentelor.
-presa va fi amplasat pe o suprafa plan stabil;-prile componente ale presei vor fi bine montate pentru a se evita demontarea lor în
timpul lucrului;-pentru evitarea tierilor, prile componente vizibile ale presei se vor executa cu raz
de racordare sau teituri la mucii-presa se vopseste in diferite culori pentru a creaa un avertisment penrtu partile active
ale ei si pentru evitarea ruginirii-se face fixarea masei in suruburile de fundatie pentru evitarea miscarii acesteia in tim
functionarii-se are grija ca toate ajstajele sa fie luate conform standardelor in vigoare

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 11/30
2. MEMORIU JUSTIFICATIV DE CALCUL
2.1. Calculul si proectarea surubului
2.1.1. Stabilirea naturii solicitrilor tijei
Pe baza schiei constructive i a modului de funcionare se poate stabilii care sun
solicitrile tijei urubului în diferite seciuni. Se reprezint grafic variaia forei axiale
a momentelor de torsiune pe lungimea urubului.
Mt = Mt1
M13= Mt2
urubul presei Piuli fix (2) Corpul batiu (4)

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 12/30
2.1.2. Alegerea profilui filetului
Având în vedere situaia unei forte F = 11.000 N, care acioneaz într-un singur
sens, se alege filetul trapezoidal conform STAS 2114/1-75.Din urmtoarele motive:
- filetul trapezoidal are o rezisten i o rigiditate suficient de mare;
- asigur o bun centrare între urub i piuli;
- prelucrare prin frezare confer o productivitate mrit fa de strunjire;
- folosirea piuliei reglabile radiale permite eliminarea jocului;
Are i dezavantaje:
- randamentul transmisiei urub-piuli cu filet trapezoidal este mai mic decât al filetulu ptrat dar acest tip de filet este neprotejat împotriva uzurilor i nu are posibilitate d
centrare, coninând i un mare numr de concentratori de tensiune.
Fig. 2.1 Filet metric trapezoidal ISO - principalele dimensiuni
Filetul trapezoidal are dimensiunile standardizate conform STAS/ 2114-75 putinfi executat cu pas normnal, fin sau mare :-are profilul de forma unui trapez rezultat din tesirea unui triunghi isoscel cu unghiul la

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 13/30
virf de 30 grade si baza egala cu pasul-flancul filetului are o inclinare de 15 grade-jocurile la diametrul interior si exterior sint egale-fundul filetului este rotunjit cu r=0,25mm pentru P=8-12mm si respectiv r=0,5mm
pentru P>12D=d ±diametrul nominal al filetului
34 5.0 ha p H c !! p H ! 5.01
225.0 1 H
p z !!
ca R ! 5.0max1 p H ! 866.1
ca R !max2 pd zd Dd !!!! 5.0222
ca pd hd d !! 22 33
cad D ! 24
pd H d D !! 11 2 mmac 15.0! pentru 1.5mmac 25.0! pentru 2<p<5mmac 5.0! pentru 6<p<12
mmac 1! pentru p=6 [1,pag17,18]Filetul trapezoidal se recomanda in cazul mecanismelor cu surub si piulita care
transmit sarcini mari in ambele sensuri
2.1.3. Alegerea materialului surubului si piulitei
Materialul folosit pentru urubul de for:
OL70:
Rezistena la traciune: Wat = Wac 67 N/mm2
Rezistena la încovoiere: Wai 74...80 N/mm2
Rezistena la rsucire: Xat 40...44 N/mm2
Rezistena la forfecare: Xaf 54 N/mm2
[1,tab3.2,pag49]
Materialul folosit pentru piuli:
CuAl9Fe3:
Rezistena la traciune: Wat 56 N/mm2
Rezistena la compresiune: Wac 56 N/mm2
Rezistena la încovoiere: W
ai56 N/mm2

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 14/30
Rezistena la rsucire: Xat 39 N/mm2
[1,tab3.7,49]
Valori ale presiunilor admisibile i rezistenelor admisibile la strivire pentru cuplade frecare urub-piuli:
Oel neclit ± font cenuie
Presiunea admisibil: qa 8..10 N/mm2
-se alege: qa 9 N/mm2
Rezistena admisibil strivire: Xastr 42...55 N/mm2
[1,tab3.3,pag50]
2.1.4. Calculul diametrului mediu al filetului
Diametrul mediu se determina cu relatia:
][2
mm F
qd
amh]T]
!
[1,pag55]
F=11000 N5,0!]
hfactor dimensional la filetul trapezoidal
2!]m
reprezinta un factor al lungimii filetului piulitei, .5,2.....2,1!]m
MP aqa
9! rezistenta admisibila la strivire
724.199*2*5.0*14.3
110002 !!d
Din STAS 2114/1-75 se aleg diametrele si pasul corespunzator diametrului
mediu 2d
d2= 21.5 [mm]d=24 [mm]
d3=18.5 [mm] p=5 [mm]
339.4*86777.0
589.0*11777.0
5.2*5.0
3
1
!!
!!
!!
ph
pa
p H
c
[1,tab2.2,pag10]
d ±diametrul nominal al filetuluid2 ±diametrul mediu al filetului
d3 ±diametrul interior al filetului

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 15/30
p ±pasul filetului
2.1.5. Alegerea numarului de inceputuri
La presele manuale (cu piulita fixa sau cu piulita rotiroare) nu se impune conditiade autofrinare. Alegen n=2- numarul de inceputuri care se impun pentru in randament sio productivitate mare [1,pag56]
2.1.6. Verificarea autofranarii
N F'
m
, 074,05.21*14,3
5
2
!!!
d
parctg
m
T F
m - unghiul de înclinare a elicei pe cilindrul de diametrul d2
p ±pasul filetului
149,09659,0
15,0
cos 1
'
!!!
EN
Qarctg
- unghiul de frecare
-coeficient de frecare pentru cuplul de materiale i calitatea ungerii )18,0.......1,0( !Q o15
1!E la filet trapezoidal
Rezulta ca N F'
m
=> 0,074<0,149. [1,pag56]
2.1.7. Calculul numarului de spire in contact
Din expresia factorului d d z P mm 22
// !!]
3.42*5
5.21*22!!!
a
m
P z
d ]
[mm]se impune ca 116 ee Z [1,pag56]-se ia z=8.5 spire pentru a satisface conditia de rezistenta la strivire a spirelor z ±numarul de spire in contact
]m
reprezinta un factor al lungimii filetului piulitei, .5,2.....2,1!]m
Pa - pasul aparent al filetuluid2 ±diametrul mediu al filetului
2.1.8. Calculul lungimii filetului piulitei
m=zP =42.5 [mm]m ±lungimea piuliteiz ±numarul de spire in cotact
p ±pasul filetului
2.1.9. Calculul lungimii filetului surubului
Lf =h+m+3P => Lf =110+42.5+15=167.5 [mm] minim necesar h -cursa maxima

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 16/30
m -lungimea piulitei p -pasul filetului
2.2. Dimensionarea piulitei fixe
42.3056*14.3
11000*3.1*45.24*
**42 !!!
at
pe F D D WT
F
[mm]
De ±diametru exterior al corpului piulitei [1,pag65]D p ±diametrul interir al piulitei ± coeficent de rasucireF ±forta axialai ±rezistenta admisibila la tractiune
Constructiv se alege De=38 mm
-se va respecta conditia:
2
pe
p
D D g
! g p>5
75.62
5.2438!
! p g [mm] -verifica relatia [1,pag65]
-diametrul guleruluiDg=(1.3 ... 1.5)*DeDg=1.5*De=1.4*38=57 [mm]-deoarece piesa este fixata pe corpul piesei cu surubur a fost nevoie sa supra

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 17/30
dimensionam gulerul piulitei: Dg=72 [mm]
-grosimea gulerului piulitei:hg=(0.2 ... 0.25)hg=0.25*m=10.625 [mm] [1,pag65]-constructiv se alege hg=13 pentru a indeplini conditia de rezistenta la incovoiere agulerului piulitei
ds=7 [mm]ds -diametrul suruburilor de prindere a piulitei
Piulita este fixata in corpul presei cu ajutorul:
-Surub cu cap cilindric si locas hexagonal M6 STAS 5144-80:S=5 [mm]D=10 [mm]K=6 [mm]d1=6 [mm]r 1=0.5 [mm]t=3.3 [mm]l=63 [mm]
b=30 [mm][2,pag267]
-Saibe Grower STAS 7666/2-80:d1=6 [mm]
d2=8.9 [mm]g=1.6 [mm]k=0.2 [mm]
[2,pag471]-Piulita hexagonala cu inel de material plastic M6 STAS 9851-80:
S=10 [mm]D=11.05 [mm]m=7.8 [mm]m1=5.4 [mm]m2=4.8 [mm]

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 18/30
[2,pag353]
2.3. Proectarea extremitatilor surubului principal
2.3.1. Proectarea exremitati superioare
-degajarea dintre filet si capul fix al manivelef 1=10 [mm]f 2=15 [mm]
[1,pag43]-dimensionarea profilului hexagonal poligonal
257.92
3!!
d a
se alege constructiv a=9 [mm]a -latimea laturi hexagonuluid3 ±diametru interior al filetului
80.880*9*6
534.28*10*12
**
*10*122
3
2
1
3
!!!
as
t ot h
an
M l
W
Se alege constructiv lh= 9 [mm] [1,pag77]lh -inaltimea profilului hexagonalMtot ±momentu de torsiune totaln1=6 pentru locas hexagonallh ±lungimea pofilului hexagonal
-degajarea dintre profilul hexagonal si filetul marginalf1=6 [mm]f2=9 [mm]
[1,pag43]
-dimensionarea filetului marginal
794.72
588.15*2
22
!!
!!
e
ar h
hS
S d
tr
tr
S ±deshiderea chei hexagonale-se alege filet M12d=12 [mm]d2=10.5 [mm]
d3=8.5mm
5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 19/30
p=3mm
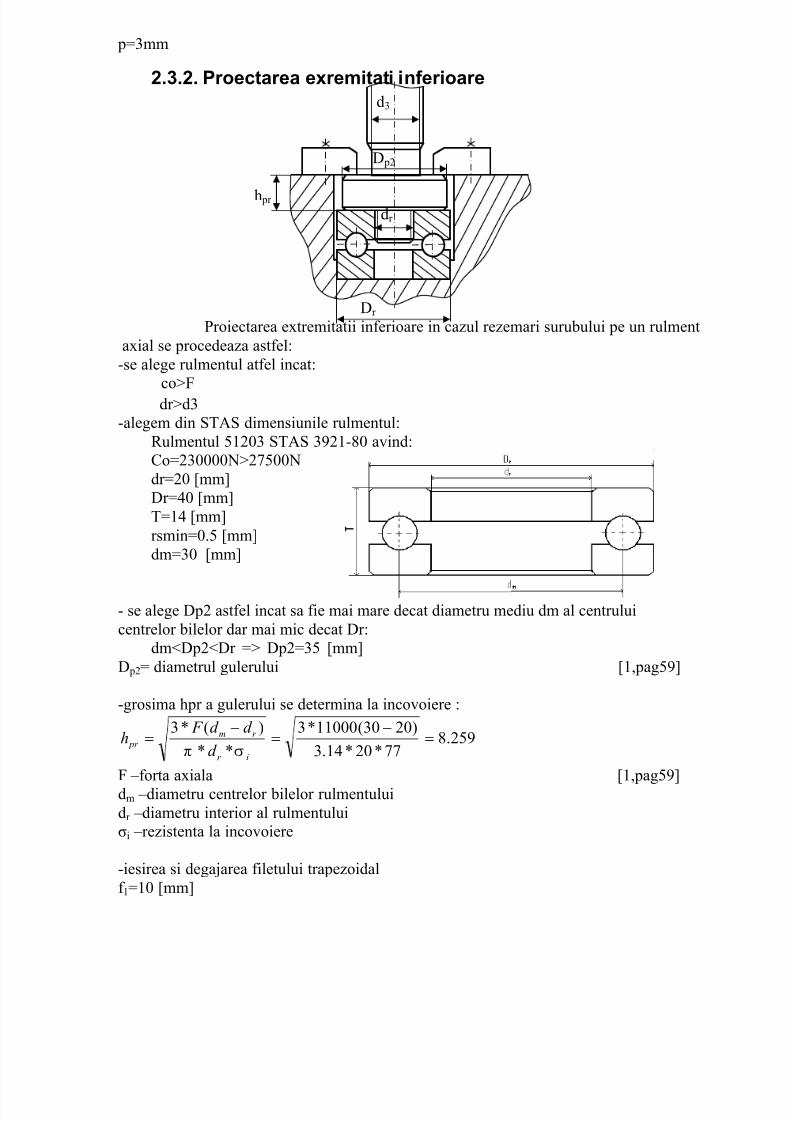
2.3.2. Proectarea exremitati inferioared3
D p2
h pr
dr
Dr
Proiectarea extremitatii inferioare in cazul rezemari surubului pe un rulmenaxial se procedeaza astfel:
-se alege rulmentul atfel incat:co>Fdr>d3
-alegem din STAS dimensiunile rulmentul:Rulmentul 51203 STAS 3921-80 avind:Co=230000N>27500Ndr=20 [mm]Dr=40 [mm]T=14 [mm]
rsmin=0.5 [mm]dm=30 [mm]
- se alege Dp2 astfel incat sa fie mai mare decat diametru mediu dm al centruluicentrelor bilelor dar mai mic decat Dr:
dm<Dp2<Dr => Dp2=35 [mm]D p2= diametrul gulerului [1,pag59]
-grosima hpr a gulerului se determina la incovoiere :259.8
77*20*14.3
)2030(11000*3
**
)(*3!
!
!
ir
r m pr
d
d d F h
WT
F ±forta axiala [1,pag59]dm ±diametru centrelor bilelor rulmentuluidr ±diametru interior al rulmentuluii ±rezistenta la incovoiere
-iesirea si degajarea filetului trapezoidal
f 1=10 [mm]

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 20/30
f 2=15 [mm] [1,pag43]
2.4. Verificarea tijei surubului
2.4.1 Verificarea tijei la solicitri compuseSe stabilesc sectiuniile solicitate atit la compresiune cit si la rasucire. Se
calculeaza efortul unitar echivalent
22 4 t cech X W W ! [1,pag60]
c -efortul unitar normal
t -efortul unitar tangenial
.885
1.1
dr =20 [mm]µ0=0.01 [1,tab4.1.pag61]
Calculul solicitari compuse
96.40885.0*4922.4042222!!! t cech X W W
ech < at at=67
2.4.2 Verificarea seciunii de calare a roii de manevr larsucire
Seciunea este solicitat de momentul de torsiune total:
[1,pag62]
Mt1 - momentul de înurubare în (Nm)Mt2 ±momentul de torsiune
Momentul de insurubare:
434.27)82.823.4(*11000*
2000
5.21)(**
2000
'2
1
!!! tg tg F t m
d M N F

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 21/30
[1,tab4.1,pag61]d2 ±diametrul mediu al filetuluim -unghiul de înclinare a elicei pe cilindrul de diametrul d2 ¶ -unghiul de frecare
Momentul de torsiune:
1.120*11000*01.0*
2000
1..
2000
10
02
!!!
d F M r
t Q
µ0=0.01
dr ±diametrul interior al rulmentului[1,tab4.1.pag61]
2.4.2. Efortul unitar de rasucire
[1,pag62]
W p=0.223*A*S=0.223*210.444*15.5=731.55 mm3 [1,pag56]
R=9 mm
mm
t ±efortul unitar de rasucireA ±aria hexagonuluiR ±raza cercului circumscrisS ±deschiderea chei hexagonuluia p ±apotema hexagonului

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 22/30
2.4.4. Verificarea spirelor surubului
Solicitarea la strivire
[1,tab4.2,pag63]
Solicitarea la incovoiere
[1,tab4.2,pag63]
Solicitarea la forfecare
ac jocul la fundul filetului [1,tab4
hs - grosimea spirei la baza la filetuld3 ±diametrul interior al filetului
p ±pasulz ±numarul de spire in contactH1 -inaltimea utila
Calculul se verifica deoarece rezistentele obtinute sunt mai mici decat cele

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 23/30
admisibile.
2.5. Verificarea corpului piuliteiCalculul de verificare a corpului piulitei se face conform tabelului 4.7 Verificarea corpului piuliei la solicitarea compus :
-efortul unitar normal
-efort unitar tangential
[1,tab4.7,pag67]Verificarea gulerului piuliei:
-la încovoiere
222 mm
N 61.55
1338
38721100033!
!
!
TTX
g e
e g
i
h D
D D F
-la forfecare
2mm
N 088.7
133814.3
11000!
!
!
g e
f h D
F
TX
-la strivire
22222 mm
N 3.745
)3872(*14.3
110004
)(
4!
!
!
e g
str D D
F
TX
[1,tab4.7,pag67]
F ±fotra axiala
De ±diametrul exterior al piulitei
D p -diametrul interir al piulitei
Mt2 ±momentul de torsiune
hg ±grosimia gulerului piulitei
Solicitare compus:
601.16123.0*416.5994222
t
2!!! XXX t ech
t -este unde efortul unitar de tractiune [1,tab4.7,pag67]

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 24/30
t -este efortul unitar de rasucire
2.6. CALCULUL MECANISMULUI DE ACIONARE
Pentru manivel s-a folosit ca material OT400 avind urmatoarele
caracteristici:
- rezistenta la tractiune ? A2/36 mm N acat !! W W
- rezistenta la incovoiere ? A2
/40 mm N ai ! W - rezistenta la rasucire ? A2/113...104 mm N at !X
- rezistenta la forfecare ? A2/26 mm N at !X
Lungimea manivelei se determin în funcie de momentul de torsiune total car
trebuie s fie realizat de ctre muncitori la acionarea presei.
(mm) 103
mt
t ot
c F nk
M L
! [1,pag74]
k= 1 - coeficient de similitudine k = 1 pentru n1 = 1n1= 1 - numrul muncitorilor care acioneaz
Fm= 350 N - fora cu care acioneaz un muncitor Fm= 150«350 N
mm 526.81350
534.281010 33
!
!
!
mt
t ot
c F nk
M L
L = Lc + l0=81.526+50=131.526 mm
[1,pag74]
-alegem constructive L=135 mm
l0= 50 mm - lungimea necesar prinderii manivelei
L c -lungimea calculata a manivelei
L - lungimea efectiva a manivelei
Mtot ±momentul total

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 25/30
[1,pag75]
d5 ±diametrul manivelei
D=(1.4...1.5)*d5
D=1.4*d5=25.447 mmD ±grosimea butucului manivelei [1,pag75]
D b=d*(1.2...1.3)d=24 mmD b=d*1.3=31.2 mm
D b ±diametrul butucului manivelei [1,pag75]
Verificarea manivelei
? A2/40 mm N ai ! W [1,pag75]
5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 26/30
2.7. Verificarea la flambaj
Verificarea la flambaj nu este necesar pentru valori ale coeficientului d
zveltee 60 ceea ce conduce la condiia lf 15 d1. [1,pag62]
lf - lungimea de flambaj lf =0.7 l - încastrat la un capt articulat la cellalt.
lf =0.7 · 177 = 123.9 mm [1.pag62
l - lungimea urubului cuprins între cele dou reazeme l = 155 mm
lf 15 d3 123.9 15 · 18.5
123.9 < 277.5
2.8. Randamentul cuplei surub-piulitaSe calculeaza randamentul cuplei surub-piulita.
[%]31.02319,0074,0
827.8234.4234.4
( )'
!!
!
!
tg
tg
tg
tg
m
m
N F FL
-randamentul
- unghiul de inclinare a elicei pe cilindrul de diametrul
±unghjul de frecare

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 27/30
2.9.Calculul corpului de presa
Pentru manivel s-a folosit ca material OT400 avind urmatoarele
caracteristici:
- rezistenta la tractiune ? A2/36 mm N acat !! W W
- rezistenta la incovoiere ? A2/40 mm N ai ! W
- rezistenta la rasucire ? A2/113...104 mm N at !X
D5=Dg+(2«5)mm -diametrul gulerului de la piulitaD5=Dg+4=72+4=76 [mm]Dg ±diametrul gulerului piuliteiD6=ds=7 [mm]ds ±diametrul suruburilor de prindere a piulitei D8=D5+(10...20) [mm]D8=76+14=90 [mm]
D9=D p2+(2«5) [mm] Diametrul gaurilor din masa preseiD p2 ±diametrul gulerului surubuluiD9=35+3=38 [mm]D10 =15 se alege conform STAS suruburi de fundatie M14.a1=20 [mm]a2=0,5a1=10 [mm]
b2=D8=90 [mm] b1=0,6*b2=54 [mm]c1=c2=1,6*a=32 [mm]
l1=(2«4)=3 [mm]l2=(3«10)=6 [mm]L1=L2=(2«3)D8 [mm]L1=L2=3D8 =270[mm]H1=c1+(40«70)=80 [mm]H1=c1+43=75 [mm]H2=hg=13 [mm]H3=m=42.5 [mm]H se determina in functie de H1, H3, cursa maxima, grosimea placii cu canale
³T´ etc.

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 28/30
Momentul de inertie
Efortul maxim este in punctul 1
W W W W at t it t ie!
'''
1.
[N/mm2]
A=3072 [N/mm2] in puntul 1 .
07,8)20.1620.86(2
)2040(16400.86
)(2
)2(
11
11
2
1
0!
!
!
hb
hb
bhhbh y
][07,80
mm y !
][8,284][284800154880
6192068000)82010(20.16)1016(20.86
12
20.1620.86)
2()
2(
12
33
22
332
011
21
01
3
1
3
1
cmmm
hhb
b yhb
h yhhbh
I z
!!
!
!
!
[N/mm2]
43<45 [N/mm2
]

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 29/30
BIBLIOGRAFIE:
1. MATIEAN Dorina, .a. Elemente de proiectare pentru mecanismelecu urub i piuli,Editura Didactic i Pedagogic, Bucureti1981
2. COTEIU R adu Organe de maini,Editura ISO, Baia Mare 1999
3. MATIEAN Dorina, .a. Elemente de proiectare pentru mecanismelecu urub i piuli,Atelierul de multiplicare al InstitutuluiPolitehnic, Cluj Napoca 1985

5/12/2018 proect om - slidepdf.com
http://slidepdf.com/reader/full/proect-om 30/30