






Limbile
Pagini
Legal

7/27/2019 Disp. Pt Masini de Frezat
1/28
GRUPUL SCOLAR ASTRA PITESTI
PROIECT DE ATESTAT
ELEVA: BULAC MARIA CATALINA
INDRUMATORANUL DEPROFESOR POPESCU SUSTINERE ALDORELPROIECTULUI
1
7/27/2019 Disp. Pt Masini de Frezat
2/28
2006
CUPRINS
1.Argument..32.Rolul si avantajele utilizarii dispozitivelor in procesul de prelucrare pemasini de frezat..52.1 Conditii impuse dispozitivelor.72.2 Preocupari actuale si perspective in constructia de dispozitive de frezat....83.Clasificlarea si structura dispozitivelor..93.1 Definitia si clasificarea dispozitivelor.....93.2Structura dispozitivelor.104. Dispozitive pentru prinderea si fixarea frezelor11
4.1 Dispozitive de orientare si fixare a frezelor.114.2 Dispozitive tipizate pentru prinderea frezelor.....124.3 Dispozitive tipizate pentru orientarea frezelor cu miscarea principalade rotatie.....124.4 Dispozitive cu mecanisme de schimbare rapida a frezelor..135 Dispozitive pentru prinderea prinderea pieselor pe masinile de frezat145.1Constructia si exploatarea dispozitivelor pentru masinile de frezat.145.2 Dispozitive speciale de frezat.145.3 Menghine pentru masini de frezat..175.4Dispozitive divizoare pentru frezat.18
5.5 Dispozitive pentru frezare continua..195.6 Dispozitive de frezat prin copiere.....216.Norme tehnologice de protectie a muncii.23Bibliografie..27
2
7/27/2019 Disp. Pt Masini de Frezat
3/28
Dispozitive pentru masini unelte d
frezat
1.ARGUMENT
Imperativele impuse de rigorile schimburilor interne siinternationale de marfuri, obliga producatorii sa asimilezetehnologiile cele mai avansate pentru a-si putea realiaza produse incantitati maxime, intru-un timp minim la costuri scazute in conditiile
asigurari performatelor de calitate ( disponibilitatea, fiabilitatea, simentenabilitatea) prevazute de proiectant si pretinse de beneficiar.
Activitatea de cercetare, dezvoltare constitue a imbunatatitii calitatiiproduselor si pentru marirea competivitati acestora pe plan mondial.
Una din cerintele majore ale industrie constructoare de masini siutilaje consta in proiectarea si dimensionarea rationala a pieselor si
3
7/27/2019 Disp. Pt Masini de Frezat
4/28
semifabricatelor corespunzatoare cerintelor constructiv functionale precum si inproiectarea corecta a proceselor tehnologice de proiectare a pieselor.
Dezvoltarea intensiva a industriei din tara noastra si realizarea unorproduse competitive de inalt nivel tehnic este indisolubil legat de cresterea
productivitatii muncii, ceea ce presupune in special accelerarea procesului demodernizare a procesului de productie.
Activitatea de cercetare, proiectare constituie premiza fundamentala ainbunatatirii calitati produselor si a maririi competitivitatii acestora pe planmondial.
In dezvoltarea si perfectionarea continua a industriei constructoare de masini, un roldeosibit de important revine dispozitivelor, care constituie echipamente de baza ceconditioneaza succesul prelucrarii si spre care se indreapta permanent atentia specialistilordin domeniu.
Obiect al multor perfectionari tehnice, a importante realizari de varf cu performantedeosebite, dispozitivele au contribuit, prin continua lor acensiune spre innoire, laimbunatatirea substantiala si continua a parametrilor tehnici si a competivitati produselor.
Noua viziune asupra conceptiei dispozitivelor din sfera prelucrarilor prin aschiere,teoria unitara, stiintifica, privind proiectarea acestora, fundamentarea bazelor teoretice decalcul, precum si cunoasterea elementelor de noutate in constructia dispozitivelor suntaspecte care contribuie, deopotriva, atat la imbunatatirea activitatii de preiectare adispozitivelor, cat si la cresterea performantelor acestora calitatea produselor prelucrate, a
productivitati muncii, reducerea efortului uman.
Tinand seama de acestea, calculul si constructia dispozitivelor intr-o forma unitara, incorcondanta cu tendintele de dezvoltare actuala si de perspectiva, sub multiplele lor aspectecuprinzand, in acelasi timp, si elementele de baza care se pun la proiectarea dispozitivelor,absolut necesare pentru formarea viitorilor specialisti. Tratarea notiunilor se face gradat, dela simplu spre complex, astfel ca intelegerea conceptiei si proiectarii dispozitivelor sa sedobandeasca treptat.
Istoria dezvoltarii dispozitivelor cuprinde o perioada indelungata, al carei inceputcoincide cu prelucrarea primelor metale si este legata permanent de evolutia constructieimasinilor-unelte, a sculelor si a tehnologiilor de prelucrare.Se poate spune chiar,ca cele mai vechi dispozitive au aparut inaintea realizarii primelormasini-unelte, atunci cind nevoile stringente de prelucrare au impus imaginarea unorsisteme pentru fixarea pieselor ce trebuia prelucrate cu scule actionate manual.
Desi existenta foarte indepartata in timp a dispozitivelor constituie o certitudine,totusi, putinele izvoare scrise care au reusit sa se mentina de-a lungul anilor limiteazainformatiile de care dispunem in privinta inceputurilor istorice ale dezvoltarii dispozitivelor
4
7/27/2019 Disp. Pt Masini de Frezat
5/28
Practica a demonstrat ca intre dezvoltarea masinilor-unelte, a dispozitivelor si asculelor, verigi ale sistemului tehnologic, exista o stransa interdependenta, o conditionarereciproca si continua. In consecinta, mergand in paralel cu dezvoltarea acestora,dispozitivele au cunoscut o evolutie relativ lenta pina in secolul al XVI-lea, perioada in careconstruirea primelor strunguri, masini de rectificat, masini de gaurit, fierastraie mecanice, adeterminat doar realizarea unor dispozitive rudimentare.Consemnam astfel, ca exemplu, construirea, in anul 1540 de catre italianul Biringucceoa dispozitivului pentru fixarea tevilor de tun in vederea prelucrarii gaurilor.Un pas important in perfectionarea constructiva a dispozitivelor a avut loc in a doua
jumatate a secolului al XVIII-lea cind inventare masinilor de forta a impus necesitateaprelucrarii organelor componente ale acestora ( cilindru, piston etc) cu preciziedimensionala, de forma si de netezime a suprafetelor mult mai ridicate decit cea asiguratade masinile-unelte vechi.Documentele ramase mentioneaza astfel existenta in anul 1765 a dispozitivului pentru
Fixarea cilindrilor masinilor cu aburi, in vederea alezarii, constructieapartinind englezuluiSmeaton si dispozitivul pentru fixarea pieselor intre virfuri si pentru antrenarea lor,construit de Mandsley in anul 1800.In secolul al XIX-lea au avut loc importante perfectionari ale tehnologiilor de prelucrarecare in mod firesc, au dus la aparitia unor noi tipuri de masini-unelte si scule si, inconsecinta, la construirea unor dispozitive, care sa corespunda cerintelor de fixare a pieseloin conditiile noilor exigente privind precizia precizia de prelucrare.Cele mai insemnate progrese sunt inregistrate la sfirsitul secolului al XX-lea si inceputulsecolului al XXI-lea, cind produsele de virf ale industriei, definite prin conditii tehnice
deosebite, cer noi metode de prelucrare, noi componente ale sistemului tehnologic.Alaturi de dispozitivele pentru orientare si fixarea piesei pe masina-unealta au cunoscutO dezvoltare ascendenta, in aceeasi masura si dispozitivele pentru orientarea si fixareasculei pentru opratiile de : frezare, strunjire,rectificare, rectificare profilata si de prelucraresimultana cu mai multe scule a unor alezaje.
2.Rolul si avantajele utilizarii dispozitivelor in procesul de prelucrare
pe masini-unelte
Este cunoscut ca in ansamblul sistemului tehnologic dispozitivul constituie ocomponenta de baza care defineste in mare masura principalele cordonate tehnico-economice ale produsului obtinut-cost si calitate. Ca urmare, inca de la primele fazeale proiectarii procesului tehnologic, trebuie sa se acorde o atentie deosebita
5
7/27/2019 Disp. Pt Masini de Frezat
6/28
dispozitivelor. De asemenea,in cazulimbunatatirii tehnologiilor de fabricatie existentetrebuie sa se aiba in vedere ca intervenind judicios asupra constructiei dispozivelor, se
poate obtine ca efect marirea preciziei dimensionale, de forma si de netezime a suprafetelorprelucrate, sporirea productivitatii muncii, reducerea efortului fizic depus de muncitor.
De aici rezulta ca rolul pe care il au dispozitivele in realizarea procesului de prelucrareste multiplu si determinant pentru caracteristicile si performantele tehnico-economice ale
produsului fabricat.Pentru analizarea mai in detaliu a acestei probleme se poate porni de la constatarea, c
la prelucrarea pe masini-unelte, timpul necesar fixarii si desprinderii prelucrarilor faradispozitive, ponderea timpilor auxiliari este si mai ridicata.
Avand in vedere acest lucru, rezulta ca pentru cresterea productivitatii muncii sireducerea costului produsului, un rol deosebit de important revine dispozitivelor, prin a caroutilizare se elimina opertiile de trasare, anevoioase si scumpe, se micsoreaza timpii auxiliarca urmare a folosirii mecanismelor cu fixare rapida, a introducerii mecanizarii si
automatizarii operatiilor de fixare, a fixarii mai multor semifabricate simultan sau, chiar mamult, se poate obtine eliminarea completa a influentei acestor timpi, prin suprapunerea lor ctimpii de masina.
In aceeasi idee, un rol important revine si dispozitivelor de prelucrare, care, atasatemasinilor-unelte, pe langa faptul ca maresc posibilitatilor tehnologice ale acestora, sporesc
productivitatea muncii. Prelucrarea cu mai multe scule simultan, copierea dupa sablon,strunjirea si rectificarea sferica, conica, poligonala, frezarea circulara etc. pot fi efectuate cuusurinta si cu randament ridicat, utilizand dispozitive de prelucrare adecvate.
Dispozitivele au un rol deosebit si asupra calitatii pieselor prelucrate, prin eliminarea
erorilor subiective, inerente la operatiile de trasare si la pozitionarea semifabricatelor directpe masa masinii. Orientarea corecta a pieselor in dispozitive, pe baze judicios alese, cufolosirea elementelor de orientare corespunzatoare preciziei cerute, permite obtinerea
pieselor prelucrate in conformitate cu exigentele documentatiei tehnice, asigurareainterschimbabilitatii si inlaturarea rebuturilor.
De asemenea, dispozitivele contribuie si la reducerea efortului fizic depus demuncitor in timpul procesului de productie. Sistemele de actionare mecanizate sauautomatizate, ca si cele manuale dotate cu mecanisme amplificatoare de forta, au ca efectsuprimarea oboselii fizice si imbunatatire conditiilor de munca ale muncitorilor.
In sfarsit, un rol important revine dispozitivelor si in ceea ce priveste adaptarea
utilajelor universale si chiar a unor masini-unelte speciale, la prelucrarea semifabricatelor cconfiguratii si dimensiuni foarte diferite.
Aspecte prezentate, privind rolul si importanta dsipozitivelor in procesul prelucrarii pmasini-unelte, contureaza tot atatea avantaje ale utilizarii lor, avantaje care justifica atatinteresul ce trebuie manifestat pentru gasirea celor mai potrivite solutii constructive aledispozitivelor, cat si pentru extinderea cercetarilor teoretice si aplicative in acest domeniu.
6
7/27/2019 Disp. Pt Masini de Frezat
7/28
2.1.Conditii Impuse Dispozitivelor
Pentru ca dispozivele sa corespunda scopului pentru care au fost realizate se impunca ele sa indeplineasca anumite conditii de ordin constructiv, functional si economic.Este gresita ideea ca orice dispozitiv trebuie executat la parametrii de precizie
productivitate cat mai ridicati.Caracteristicile unui dispozitiv, conditiile pe care acestrebuie sa le indeplineasca, nu sunt general valabile tuturor dispozitivelor, ci trebuie stabili
pe baza temei de proiectare, care contine ca elemente principale:forma, gabaritul si modul dobtinere a semifabricatului, precizia ceruta la prelucrarea respectiva, marimea seriei dfabricatie seriei de fabricatie, masina unelta pe care se executa operatia etc. Corelat cu acesdate , proiectantul trebuie sa gaseasca constructia adecvata pentru dispozitivul cerut, astfel c
precizia piesei prelucrate, complexitatea dsipozitivului, timpul de actionare, costul etc. aiba valori optime in conditiile temei de proiectare date.
In consecinta, principalele conditii pe care trebuie sa le indeplineasca dispozitivepentru a corespunde scopului, se pot enunta dupa cum urmeaza:
-dispozitivele trebuie astfel concepute incat sa asigure piesei, in urma prelucrarii,precizie corespunzatoare conditiilor impuse prin desenul de executie;
-constructia dispozitivelor trebuie sa fie in concordanta cu forma, dimensiunile rigiditatea pieselor prelucrate, cu marimea si caracterul fortelor de aschiere, astfel cansamblul dispozitiv-piesa sa prezinte o rigiditate cat mai buna ;
-actionarea dispozitivelor este necesar sa corespunda seriei de fabricatie pentru caracestea au fost concepute, precum si marimii fortelor de strangere-la dispozitivele de fixarsau de aschiere-la dsipozitivele de prelucrare, pe care trebuie sa le dezvolte sau, respectiv, sle transmita ;
7
7/27/2019 Disp. Pt Masini de Frezat
8/28
-in cazul actionarilor manuale efortul depus de muncitor trebuie sa fie cat mai mic ;-complexitatea dispozitivelor si, in consecinta, costul acestora trebuie sa corespund
complexitatii piesei si prelucrarii, seriei de fabricatie, preciziei cerute etc ;-dispozitivele sa fie astfel concepute incat sa asigure o productivitate cat mai ridicat
in conditiile de fabricatie date ;-dispozitivelor trebuie sa li se asigure o fiabilitate corespunzatoare seriei si duratei d
fabricatiei a produsului ;-dispozitivele sa cuprinda in ansamblul lor cat mai multe elemente normalizat
reutilizabile la schimbarea fabricatiei ;-la proiectarea dispozitivelor trebuie sa se respecte normele de tehnica securitat
muncii.Analiza corelata a tuturor acestor conditii ridica la proiectare o seama de problem
deosebit de importante privind alegerea solutiilor constructive ale dispozitivelor. Acessolutii, trebuind sa raspunda deopotriva conditiilor de calitate, de cost, productivitat
fiabilitate, precizie etc., impuse in mod diferentiat la fiecare caz de prelucrare, rezulta cproiectantul trebuie sa imbine cu atentie si in mod avantajos toate aceste, pentru a obtinconstructia optima.
2.2 Preocupari actuale, tentinte si perspective in constructia de dispozitive
Privind dispozitivul ca parte componenta a sistemului tehnologic elastic-masinunealta-dispozitiv-piesa-scula, se constata ca diversitatea masinilor-unelte, semifabricatelor si a sculelor, precum si varietatea actionarilor folosite, au condus la creareunei mari diversitati de dispozitive de fixare si de prelucrare, de la cele mai simplconstituite din cateva repere, pana la ansambluri de mare complexitate, maecanizate saautomatizate.
Multimea tipurilor de dispozitive, posibilitatea obtinerii fiecaruia dintre acestea diverse variante constructive si, in sfarsit, faptul ca dispozitivele au putut fi realizatevident, in variante discutabile si fara stapanirea unor baze teoretice de proiectare, au fran
multa vreme abordarea aspectelor de fond ale proiectarii, punerea bazelor de calcul dispozitivelor, cercetarea teoretica si experimentala a unor fenomene caracteristic
particulare, care apar in constructia si functionarea dispozitivelor.Potrivit unor metode vechi, adeseori inca practicate, dsipozitivele se proiecteaza far
efectuarea unor calcule riguroase, ceea ce face ca, de multe ori, precizia prelucrarii sa finesadisfacatoare, sa se execute dispozitive subdimensionate sau supradimensionatansambluri putin rigede etc.
8
7/27/2019 Disp. Pt Masini de Frezat
9/28
In contextul general al dezvoltarii industriei constructoare de masini, in conditiiaplicarii unor tehnologii avansate, folosind masini-unelte cu inalte caracteristici de precizsi productivitate, precum si in ideea exigentelor mereu crescande privind calitatea produselfabricate, proiectarea si realizarea unor dispozitive corespunzatoare, care sa raspundcerintelor moderne ale productiei constituie o obligatie de prim ordin pentru totii cercetatorsi proiectantii din domeniu.
Proiectarea si realizarea dispozitivelor trec in ultima vreme printr-o radicatransformare. Astfel, problemele care se impun actualmente la proiectarea dispozitivelo
privind precizia obtinuta la orientarea semifabricatelor in dispozitive, la stabilirea pozitipunctului de aplicatie si a marimii fortelor de fixare, la alegerea mecanismelor optime dactionare etc. precum si preocuparile privind gasirea, pe baze stiintifice, a celor mavantajoase solutii constructive ale dispozitivelor, demonstreaza tendinte, in continucrestere, de fundamentare a unei noi baze in proiectarea dispozitivelor.
Pe plan mondial au fost publicate in ultimii ani un numar mare de lucrari stiintifice d
specialitate, care au facut cunoscute specialistilor preocuparile si realizarile din domeniucalculului si constructiei dispozitivelor. Aceste lucrari , in ansamblul lor, conturea
perspectivele dezvoltarii constructiei de dispozitive pentru masini-unelte.
3.CLASIFICAREA SI STRUCTURA DISPOZITIVELOR
3.1 Definitia si clasificarea dispozitivelor
In general, notiunea de dispozitiv are o semnificatie foarte larga. Prin dispozitiutilizat in cadrul proceselor tehnologice din industria constructoare de masini, se intelegsistemul tehnic, constituind o unitate din punct de vedere tehnologic, constructiv functional, care stabileste si mentine orientarea semifabricatelor sau a sculelor, putand prelu
si functii ale masinii-unelte sau operatorului.Dupa destinatie, dispozitivele pot fi clasificate in trei mari categorii : dispozitive d
lucru-care se utilizeaza direct din procesul de prelucrare pe masini-unelte, dispozitive dasamblare-care servesc la asamblarea pieselor rezultate in urma prelucrarii si dsipozitive dcontrol-cu ajutorul carora se efectueaza controlul pieselor prelucrate.
Din cele trei categorii enumerate mai sus, prima, care contine dispozitive leganemijlocit de procesul plelucrarii, este cea mai larga, aceasta cuprinzand dispozitive care a
9
7/27/2019 Disp. Pt Masini de Frezat
10/28
rolul de a asigura realizarea prelucrarilor in conformitate cu cerintele procesului de generara suprafetelor si in concordanta cu conditiile de precizie si productivitate impuse prelucrarii
Aceste dispozitive se pot clasifica in :1)dispozitive de orientare si fixare (de prindere) a semifabricatului sau a sculei, ca
au rolul de a asigura acestora o pozitie bine determinata fata de directiile unor miscari datein cazul prelucrarilor pe masini-unelte, aceste miscari reprezinta miscarile de generaresuprafetelor. Daca aceste dispozitive realizeaza si reglarea dimensionala, in vederea obtinersuprafetelor prelucrate la dimensiunile si precizia ceruta, se numesc dispozitive de instalare
2)dispozitive de divizare, care deplaseaza liniar, circular sau dupa o traiectorcomplexa semifabricatului sau scula, permitand efectuarea repetata a prelucrarii in mai mul
puncte, situate de obicei echidistant, pe un singur semifabricat sau pe semifabricate diferiteDispozitivele de divizare pot fie sa indeplineasca numai aceasta functie, fie
realizeze, totodata, si orientarea si fixarea semifabricatului ;3)dispozitive de manipulare care, prelucrand functiile operatorului uman, asigu
realizarea automata a tuturor operatiilor de manipulare reclamate de sisitemul de productiIn aceasta grupa intra dispozitivele de ordonare, acumulare, separare, dozare si livrare ;
4)dispozitive de prelucrare, care realizeaza singure miscarea de generare a suprafetelde prelucrat sau contribuie la aceasta, preluand astfel functii ale masinii-unelte ; acesdispozitive asigura, de asemenea, si functiile de orientare si fixare a semifabricatelor sasculelor. In acesta grupa se includ dispozitivele de prelucrare cu generarea cinematica formei piesei si cele de prelucrare prin copiere.
3.2 Structura Dispozitivelor
Avand in vedere diversitatea constructiva a dispozitivelor, determinata, in primul rande multiple functii pe care acestea le indeplinesc in procesul de prelucrare, prezentarea unecompenente structurale comune, general valabila tuturor dsipozitivelor, nu este posibila. Daceea, elementele structurale principale ale acestora se prezinta grupat, pe tipuri ddispozitive.
Schema din figura evidentiaza faptul ca dispozitivele, indiferent de tipul lor, contin istructura doar cateva elemnte comune, celelalte fiind deosebite de la un tip de dispozitiv altul, dependente de destinatia acestuia sau de functia pe care o indeplineste in proces
prelucrarii pe masina-unelta.Astfel, in timpul ce la dispozitivele de orientare si fixare intalnim drept compon
specifice de structura elemente si mecanisme care asigura pozitia semifabricatului sau sculin raport cu directiile miscarilor de generare a suprafetelor care se prelucreaza,
10
7/27/2019 Disp. Pt Masini de Frezat
11/28
dispozitivele de divizare, elemente caracteristice asigura indexarea, rotirea sau translarea blocarea corpului mobil intr-o pozitie data. In aceeasi idee, dispozitivele de manipulacontin ca mecanisme particulare : maini mecanice, mecanisme de complianta, buncarcaptatoare etc., iar disipozitivele de prelucrare-mecanisme de transmitere, transformare reglare a miscarilor.
Fireste alaturi de elementele structurale caracteristice, dsipozitivele analizate mcontin si alte elemente, cu un grad mai redus de specifitate decat cele amintite, nereprezentative pentru functia pe care o indeplinesc in procesul prelucrarii.
Astfel se intalnesc elemente de orientare si fixare la dispozitivele de divizare si dprelucrare elemente de siguranta si de comanda la dispozitivele de manipulare, elemente dcalibrare la dispozitivele de orientare si fixare etc.
Elemente structurale comune tuturor dispozitivelor au fost considerate acele elementeSi mecanisme care, indiferent daca sunt specifice functiei dispozitivului sau constituie docomponente auxiliare necesare, sunt prezente pe oricare tip de dispozitiv. Astfel de exempl
elementele de orientare, care sunt caracteristice numai dispozitivelor a caror functie esaceea de orintare a semifabricatului, pot fi gasite in componenta tuturor celorlalte dispozitivanalizate (prelucrare, divizare, control, asamblare), dar ca elemnte spacifice functidispozitivului ; asadar, elemntele de orientare sunt elemente structurale comune.
4.Dispozitive pentru prinderea si fixarea frezelor
4.1.Dispozitive de orientare si fixare a sculelor
Elementele si dispozitivele pentru orientare si fixarea sculelor aschietoare constituverigile de legatura dintre scule si masinile-unelte. Impreuna cu dispozitivele pentorientarea si fixarea semifabricatelor , dispozitivele din aceasta categorie fac parte din grupdispozitivelor de lucru.
Numeroase lucrari stiintifice inventii si rationalizari in productie avand ca subiedispozitivele pentru orientarea si fixarea sculelor aschietoare sunt o dovada a important
deosebite pe care acestea o au in rezolvarea problemelor de prelucrare.Functia de baza a dispozitivelor este de a asigura orientarea si fixarea scul
aschietoare in conformitate cu cerintele procesului de lucru, in conditii de fixarea sculaschietoare in conformitate cu cerintele procesului de lucru, in conditii de sigurant
precizie, productivitate si eficienta economica cat mai ridicate.Pentru diferitele procedee de prelucrare prin aschiere se utilizeaza dispozitive intr-
mare diversitate , de la simple reductii si pana la agregate multiax.
11
7/27/2019 Disp. Pt Masini de Frezat
12/28
Varietatea practic nelimitata a acestor dispozitive mpiedica o riguroasa clasificare acestora.
In scopul punerii in evidenta a unor aspecte cu un grad ridicat de generalitatdispozitivele pentru orientarea si fixarea sculelor aschietoare denumite uneori si scuauxiliare vor fi prezentate in urmatoarea ordine: dispozitive tipizate; dispozitive folosi
pentru cresterea productivitatii muncii, dispozitive care imbunatatesc comportarea dinamia sistemului tehnic de prelucrare, dispozitive folosite la mecanizarea unor operatdispozitive care asigura lrgirea posibilitatilor tehnologice ale mainilor-unelte.
4.2 Dispozitivele tipizate
Ca sisteme de orientare si fixare a sculelor aschitoare pe masinile-unelte universale utilizeaza in special dispozitivele care in marea majoritate a cazurilor fac parte din celtipizate.
Sunt caracteristice pentru aceste dispozitive simplitatea constructiva, robusteteposibilitatea de reglare in limite largi, rigiditatea.
Nivelul performantelor tehnico-economice posibil de atins cu aceste dispozitive pastreaza in limite modeste.
Ca dispozitive caracteristice se pot enumera: bucsele conice; dornurile pentru freze
cilindrice si frezele disc; barele de alezat ; suportii pentru cutitele de strung, mandrineuniversale cu bacuri; mandrinele cu bucsa elastica s.a
4.3 Dispozitive tipizate pentru orientarea sculelor cu miscare principala de rotatie
Aceste dispozitive se caracterizeaza prin nivelul preciziei pe care o asigura centrarsculei fata de dispozitiv, precum si prin cel al centrarii dispozitivelui fata de axul masiniunelte. Forma lor este determinata de forma sculei , de orientare si fixare ale axului masini
12
7/27/2019 Disp. Pt Masini de Frezat
13/28
unelte pe care se monteaza, precum si de considerente de rigiditate si norme de tehnicsecuritatii muncii. In figura de mai jos se prezinta cele mai raspandite modele de dispozitivdin aceasta grupa impreuna cu explicatiile privind utilizarea lor.
4.4 Dispozitive cu mecanisme de schimbare rapida a frezei
O cale de crestere a productivitatii muncii este aceea de de micsorare a timpulu
pentru inlocuirea sculei aschietoare.Mandrina de precizie (fig 15.3) se caracterizeaza prin posibilitatea actionarii manuadirecte, fara cheie intermediara, ceea ce asigura reducerea timpului auxiliar.
Mandrina se compune din corpul 4 in care se monteaza o coada conica, trei bacuri 2ghidate pe de o parte in canalele radiale ale terminatiei sub forma de cupa a surubului cfilet trapezoidal pe stanga 5, iar pe alta parte in canalele mansonului exterior 1; mansonul care inchide impreuna cu bucsa filetata 7 si corpul 4 bilele 6 in numar 32 cu rol de rulmen
bratara 8 pentru asigurarea bucsei 7 impotriva desfacerii. Strangerea provizorie se realizeazprin rotirea cu mana a mansonului exterior 1 in timp ce axul masinii si deci corpul 4 sunt repaus. Miscarea este transmisa de la mansonul 1 prin bacurile dela surubul 5, car
desurubandu-se din corpul 4 produce odata cu deplasarea axiala a bacurilor si deplasareradiala a acestora. Strangerea finala se realizeaza la pornirea axului principal, de aceasta da
prin franare cu mana a mansonului 1.
13
7/27/2019 Disp. Pt Masini de Frezat
14/28
5. Dispozitive pentru prinderea
pieselor pe masinile de frezat
5.1 Constructia si explotarea dispozitivelor pentrmasinile de frezat
Exploatarea eficienta a msinilor de frezat a impus construirea unui variant si compleechipament tehnologic, in care prepoderente sunt dsipozitivele pentru orientarea si fixare
pieselor. In productia de serie mica si un unicate important pentru utilizarea rationala masinilor de frezat si pentru reducerea cheltuielilor de pregatire a fabricatiei este folosirdisrecta, sau prin adaptari sumare, a echipamentului universal din dotarea masinil
(menghine, mese divizoare etc.) precum si utilizarea dispozitivelor specializate si dispozitivelor din elemente modulate. In conditiile productiei de serie mare, din considerentehnice si economice, nu vor putea fi inlaturate dispozitivele speciale.
In productia de serie mica unicate, utilizarea masinilor de frezat cu sisteme de reglpozitional precis, precum si a unor masini de tipul centrelor de prelucrare au influentconstructia dispozitivelor care le echipeaza, in sensul ca sunt simple, unele functiuni drepozitionare si de divizare fiind preluate de masinile-unelte.
Dispozitivele de frezat au structura similara dispozitivelor pentru masini-unelte, inprezinta o serie de elemente constructive specifice : corpul mai rigid pentru ca la solicitari
mari si variabile care apar la frezare sa nu vibreze ; mecanisme de strangere, cu capacitatmai mari pentru a asigura fortele necesare realizarii echilibrului semifabricatului prelucrare elemente pentru orientarea si fixarea dispozitivelor pe mesele masinilor de frezagabarite si spioni pentru reglarea pozitiei sculei in raport cu dispozitivul.
Pentru ca dispozitivul sa fie consructia acesteia trebuie sa fie facuta incat suprafata dprelucrat sa fie cat mai aproape de masa masinii, in acest mod si solicitarile legaturilor cmasa masinii sunt mai mici, iar rigiditatea de ansamblu mai mare.
14
7/27/2019 Disp. Pt Masini de Frezat
15/28
5.2 Dispozitive speciale de frezat
Dispozitivul din figura 16.3 permite orientarea si fixarea simultana a doua piese de tiinel. Piesele se asaza pe placa 2 si se centreaza pe bolturile 1, care sunt orientate unchiular
presate in corpul 3 al dispozitivului.Fixarea pieselor se face ce eclipsele oscilante 7, casunt apasate prin parghiile 6 la insurubarea piulei 9 pe surubul cu ochi 10. Surubul cu oceste articulat de una din parghii, incat pentru scoaterea pieselor cu ochi este articulat de undin parghii, incat pentru scoaterea piselor din dispozitiv acesta se roteste impreuna c
parghiile in jurul bolturilor 5. Parghiile sunt sustinute de furcile 4, fixate pe corp. Stifturi
11 nu transmit forta de la parghii la eclise, avand rolul de a retine eclisele pe parghii, iastifturile 12 nu permit rotirea peste limita eclipselor.
Un dispozitiv specializat pentru orientarea si fixarea simultana a mai multor piese spoate urmari in figura 16.4. Piesele 1 se orienteaza in locasuri corespunzatoare prevazute piesa schimbabila 2 si se sprijina pe placa 14. Pozitia, in inaltime, a piesei schimbabile 2 sregleaza prin inele 15 si prin suruburile 12 se fixeaza de corpul dispozitivului. Pozitia in plaa piesei schimbabile 2 se realizeaza prin ghidajele prevazute in corpul dispozitivuluStrangerea simultana a celor 10 piese se realizeaza prin plunjerele 3 aflate sub actiune
presiunii din masa de hidroplast 4, presiune creata odata cu strangerea parghiilor 5 pr
surubul 7 si piulita 8. Parghiile sunt articulate pe corpul dispozitivului cu bolturile 6. Surub7 este impiedicat sa se roteasca de un stift radial care culiseaza intr-un canal prevazut corp, iar arcurile 9 departeaza parghiile 5 si plunjerele 3 de piese pentru a fi scoase cusurinta din dispozitiv. Orientarea dispozitivului pe masa masinii se face prin penele 1fixate de corp prin surubuile 13.
15
7/27/2019 Disp. Pt Masini de Frezat
16/28
La constructia din figura 16.5 cele 2 piese de prelucrat sunt orientate in locasuriprevazute in corp si de stifturile 4 care limiteaza deplasarea pieselor. Fixarea pieselor se facprin brida 3 care este articulata de plunjerul 2, plunjer antrenat in deplasare de excentricul la rotirea manuala a manivelei 5. Orientarea dispozitivului pe masa se face prin cele dou
bolturi presate in corpul dispozitivului.Constructia din figura 16.6 permite orientarea si fixarea pieselor 1 de tipul suruburil
prin deformarea elementelor elastice ale corpului cu bridele 4 si surubul 3. Corpul are constructie rigida numai la mijloc, pe partea pe care se orienteaza si fixeaza cu stifturi suruburi gabaritul 5, fata de care se regleaza prin spioni freza disc.
16
7/27/2019 Disp. Pt Masini de Frezat
17/28
5.3Menghine pentru masini de frezat
17
7/27/2019 Disp. Pt Masini de Frezat
18/28
5.4 Dispozitive divizoare pentru frezat
18
7/27/2019 Disp. Pt Masini de Frezat
19/28
Dispozitive divizore pentru frezat pot fi cu avans rectiniliu sau circular si pot fi dtipul capetelor divizore sau al maselor divizore. Dispozitivele divizoare din aceasta categor
pot fi construite cu un grad mai ridicat de universalitate, adoptand solutii de schimbare sistemului de orientare si strangere si pastrand ca parte comuna sistemul de divizare-blocarMesele divizoare se deosebesc de capetele divizoare prin faptul ca poseda o masa rotativcu canale in T, pe care piesa se prinde direct sau prin sisteme de orientare si strangerschimbabile. Dispozitivele divizoare pot avea axa orizontala sau verticala. Ele se aseamancu dispozitivele divizoare pentru masinile de gaurit, cu deosebirea ca sunt mai robuste, mrigide si au blocarea mai rigide si au mai sigura, intrucat solicitarile care apar la frezare sunmult mai mari.
In capul divizor cu axa orizontala (fig. 16.90), piesa 1 este orientata pe varful 2 di
capul divizor si pe varful 3, prevazut cu degazare a pentru iesirea frezei, montat pe pinopapusii mobile 4, actionata de la roata de mana 15. Piesele cu rigiditate scazuta sunt sprijinsuplimentar cu reazamul 14. Prin mecanismul de antrenare 12 si flansa 13, piesa este legade sistemul de divizare, sisitemul care cuprinde piulita ci manere 9, bucsa 5 cu guler, discudivizor 6, in care patrunde indexorul cand este manevrat axul 7. Blocarea capului divizor in care patrunde indexorul cand este manevrat axul 7. Blocarea capului divizor se produc
prin rotirea manivelei 8 solidara cu bucsa filetata 10, care se insurubeaza in bucsa 11 antreneaza in deplasare axiala bucsa cu guler 5.
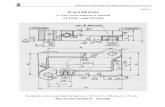
5.5 Dispozitive pentru frezare continua
19
7/27/2019 Disp. Pt Masini de Frezat
20/28
Dispozitivele pentru frezare continua se caracterizeaza prin avansul circular al piesde prelucrat in raport cu scula aschietoare. Ele se pot utiliza pentru frezarea unor suprafecirculare, in constructia dispozitivelor de copiere, sau pentru frezarea unor suprafecirculare, in constructia dispozitivelor de copiere, sau pentru frezarea cu mai multe postude lucru. Dispozitivele pentru frezare continua pot fi : cu ax orizontal sau vertical.
Constructiv o masa rotativa universala cu ax vertical pentru frezare contiuna asemana cu dispozitivele divizoare, cu deosebire ca sunt lipsite de mecanismele de ddivizare, locul lor fiind luat de un mecanism pentru avansul continuu, intermediul unodispozitive speciale, pe masa rotativa 1 prevazuta cu canale T si cu bucsa 2 cu alezaj con
pentru centrare. Avansul circular continuu se obtine prin rotirea melcului 3, care antreneazroata melcata 5, fixata pe placa rotativa. Melcul poate fi actionat manual de la maneta 4, dla un electromotor individual , sau de la un element al lantului cinematic de avans al masin
prin legaturi cardanice. Cand se lucreaza cu avansuri rectilinii masa poate fi blocata cbridele 6, prin suruburile cu maner 7. Un dispozitiv special pentru frezare continua, cactionare mecanica a avansului si strangerii, este prezentat in fig 16.12.
Piesele 1 se centreaza si se reazama frontal pe bucsele 9 si sunt impiedicate sa sroteasca de bolturile 2. Strangerea se face prin saibele crestate 5 si tijele 4 legate
20
7/27/2019 Disp. Pt Masini de Frezat
21/28
motoarele pneumatice sau hidraulice 3. Placa 7 primeste miscarea continua de la umecanism melc-roata melcata actionata de electromotorul 8. Distributia fluidului necesrealizarii fortei de actionare se face prin axul vertical al placii 7, astfel incat admisia icilindri sa se produca in faza de strangere a pieselor si sa se mentina presiunea in tot timpaschierii, iar evaluarea fluidului sa aiba loc in faza de desprindere.
In figura 16.13 se prezinta constructia unui dispozitiv pentru frezare continua canalelor pentru surubelnite ale capetelor uruburilor. Piesele se indroduc intre flansele 6 7, care sunt distanate de arcurile 9 si retinute de suruburile 8. Strangerea pieselor in zona d
achiere se realizeaz prin plunjerul 4 si rola 5, aflate sub actiunea fortei arcului 3, care prflana 6 apas piesele pe flana 7. Desfacerea pieselor se produce in zona in care discurile nmai sunt presate de rola. Avansul continuu se obtine de la un motor propriu sau de la uelement al unui lan cinematic al mainii de frezat, printr-o transmisie de la melcul 1 la roamelcata 2. Melcul este antrenat prin grupul conic 10 si 11.
5.6 Dispozitive de frezat prin copiere
21
7/27/2019 Disp. Pt Masini de Frezat
22/28
Pentru frezarea suprafeelor cu contur complex, in afara mainilor-unelte speciale dcopiat cu sisteme de urmrire electrice, hidraulice, pneumatice, cu comanda numerica etcse pot utiliza si dispozitive de copiat cu abloane lucrand dupa diverse scheme. Copierea sexecuta prin deplasarea piesei in raport cu scula si prin combinarea de avansuri rectilinii circulare. abloanele si rolele pentru aceste dispozitive se executa din oteluri de imbunatatisau cementare clite la duritatati superficiale de 58.62 HRC, bine lustruite pe suprafeactive. Piesa 1 (fig. 16.14) este centrata pe masa rotitoare 7 si se rotete cu aceasta cu avanforat. Mecanismul melc-roata melcata de rotire a mesei este antrenat printr-un arbotelescopic, care permite sniei sa fie mpinsa de arcul 6 pentru ca ablonul 3 sa urmreasccontinuu rola 4. Corespunztor descris de rola-ablon, freza 2 prelucreaz conturul piesentruct rola si freza sunt pe acelai ax rigiditatea ansamblului este redusa. Uzura frezei abaterile de la diametrul acesteia pot fi compensate prin deplasarea axiala a rolei conice fa
de ablon.In cazul schemei de copiere din figura 16.15 pozitia frezei este decalata cu distanta
incat dimensiunile sablonului sunt mai mari. Determinarea prefilului sablonului se poate facgrafic sau prin calcul, tinand seama de profilul piesei, de diametrul frezei si al rolei, precumsi de distanta dintre axele frezei si rolei. Pentru portiunile convexe raza R, a sablonului scalculeaza functie de raza R a piesei, diametrele rolei Dr, al frezei Df si distanta d cun relati
R8=Rp+Df+d-Dr,2 2
iar pe portiunea concave ale piesei cu relatia:
R8
=Rp
-Df
-d+Dr
,2 2
Grafic, profilul rolei se obtine ca infasurata a pozitiilor succesive ale rolei. In cazul pieselocu contur deschis (fig. 16.16), copierea se realizeaza prin combinarea miscarii t 1 a saniei in avans fortat, cu miscarea t2 a saniei 2 impinsa continuu de arcul 3 incat 4 sa fie in contacu rola 5. Astfel freza 6 va descrie prefilul piesei.
22
7/27/2019 Disp. Pt Masini de Frezat
23/28
23
7/27/2019 Disp. Pt Masini de Frezat
24/28
6 NORME TEHNOLOGICE DE PROTECTIEA MUNCII.
Normele de protectie a muncii in ramura constructoare de masini si prelucrarriimetalelor au fost intocmite in baza legii nr.5 /1965 (cu modificarile ulterioare ) a normelorrepublicane de protectie a muncii ,modificate prin Ord.nr. 110/1967 Ministerul Muncii si n
39 /1977 al Ministerul Sanatatii si ord.nr 97al M.I.C.M.Scopul prezentelor norme este sa contribuie la imbunatatirea continua a conditiilor demunca si la inlaturarea cauzelor care pot provoca accidente de munca si imbolnaviri
profesionale ,prin aplicarea de procedee tehnice moderne ,folosirea rezultatelor cercetarilorstiintifice si organizarea corespunzatoare a muncii.
Aplicarea prezentelor norme de protectie a muncii este obligatorie pentru toate unitatildin economie avind avtivitati cu specific de constructii de masini.
In cazul cind anumite norme nu pot fi respectate din cauzae obiective ,se vor intocmidocumentatii justificative scrise ,in care se va arata norma sau masura care nu poate firespectata cauzele care fac imposibila aceasta respectare si masurile speciale luate in vedereevitarii pericolului de acidentare si, sau imbolnavire profesionala ,aceste documentatii vor finaintate forului tutelar in vederea obtinerii derogarii. Pentru activitati din ramura constructde masini care se intilnesc la unele unitati si pentru care un sint prevazute masuri de tehnicasecuritatii in prezentele norme ,neavind caracter general ,unitatile respective vor elaboranorme localePentru activitati care nu sint specifice ramurii constructiiolr de masini, dar se regasesc inunitatile constructoare de masini se vor aplica normele de protectie a muncii in vigoare,elaborate de ministere si institutii de specialitate.
Cheile pentru stringerea bacurilor mandrinelor si universalelor ,vor fi prevazute cu
dispozitiv care sa le impinga automat afara din gaurile mandrinelor sau universale.Mandrinele ,universalele si platourilor trebuie sa fie protejate ,cel putin la parteasuperioara ,cu aparatori .
Functionarea strungului va fi conditionata de pozitia de protectie a ecranuluiMandrinele si platourile strungurilor nu vor prezenta parti proeminente radiale ,cu except
bacurilor de stingere ,iar aceasta nu vor depasi periferia mandrinei cu mai multe de 1/3 dinlungimea lor .
24
7/27/2019 Disp. Pt Masini de Frezat
25/28
Platourile vor avea marcata vizibil turaia maxima pana la care pot fi folosite in conditii dsecuritate.In cazul mandrinelor cu actionare electrohidraulica sau pneumatica este necesar sa se indic
forta de stringere.Constructia mandrinelor cu acionare electrohidraulica sau pneumatica nu trebuie sa
permita slabirea fortei de stringere a piesei in timpul lucrului si trebuie sa previnaposibilitatea introducerii degetelor intre bacuri, la stingere.Pentru eliminarea pericolului de accidentare ,in cazul scderii presiunii sub limita minimanecesara stringerii piesei se impune oprirea automata a strungului.Strungurile trebuie prevazute cu frine care sa asigure o frinare eficace si rapida a axului
principal dupa decuplare.Strungul trebuie sa functioneze cu sistemul de frinare in perfecta stare ,se interzice frinareamandrinei cu mina .Mandrinele ,universalele si platourile de prindere trebuie bine fixate pe axul principal si
asigurate impotriva desurubarii la inversarea sensului de rotatie. Inainte de inceperea lucrul,strungarul trebuie sa verifice starea de functionare a fiecarui bac de stringere ,daca bacurilesint uzate ( sterse ) au joc ,prezinta deformatii sau fisuri ,mandrina sau platoul trebuieinlocuit .Inainte de inceperea lucrului trebuie sa verificedaca modul in care este ascutit cutitul si dac
profilul acestuia corespund prelucrarii pe care trebuie sa o execute ,precum si materialuluidin care este confectionata piesa ,se vor folosi pe cit posibil cutite de strung cu prag special
pentru sfaramarea achiei.La cutitele de la strung prevazute cu placute din carburi metalice se vor controla cu atentie
fixarea placutei pe cutit ,precum si starea acesteia ,Nu se permite folosirea cutitelor de strung care prezinta fisuri,arcuri ,sau deformatii.Cuitele cu placute din carburi metalice sau ceramice vor fi ferite de socuri mecanice.Fixarea cuitelor de strung in suport trebuie facuta astfel incit inaltimea cutitului sacorespunda procesului de aschiere.Lungimea cutitului care iese din support nu trebuie sa depaseasca de 1.5ori inaltimeacorpului cutitului pentru strunjirea normala.La montarea si demontarea mandrinelor ,universalelor si a platourilor pe strung este necesasa se foloseasca dispozitive de sustinere si deplasare.
Inaitea porniri masini, se va alege regimul de lucru corespunzator car
se executa, sculelor utilizate si materialului piesei de prelucrat .In timpul functionarimasinii, se interzice frinarea cu mina a axului port mandrina.Alegerea corpului abraziv se vface in functie de felul materialului de prelucrat de forma si dimensiunile piesei de prelucrade calitatea suprafetei ce trebuie obtinuta de tipul si starea masinii, de felul operatiilor de
prelucrat.Montarea corpurilor abrazive pe masina se face de catre persoane bine instruite s
autorizate de conducerea unitatii sa execute astfel de operatii.La montarea corpului abraziv
25
7/27/2019 Disp. Pt Masini de Frezat
26/28
pe masina, se va verifica marcajul si aspectul suprafetei corpului abraziv si se va efectuacontrolul la sunet , conform standardelor in vigoare sau conform documentatiei tehnice de
produs .Normele specifice de securitate a muncii sunt reglementari cu aplicabilitate
nationala care cuprind prevederi minimale obliigatori pentru desfurarea principaleloactivitati din economia nationala in conditi de securitate a muncii. Respectareacontinutului acestor prevederi nu absolva agentii economici de raspundere pentru
prevederea si asigurarea orcaror altor masuri de securitate a muncii, adecvateconditiilor concrete de desfasurare a activitatii respective.
Normele specifice de securitate a munci fac parte dintr-un sistem unitar dereglementari privind asigurarea sanatatii si securitatii in munca sistem compusdin :- Norme generale de securitate a muncii care cuprind prevederile de securitatevalabile pentru orice activitate.
- Norme de igiena a munci care cuprind prevederile general valabile pentruorice activitate.- Norme specifice de securitate a munci care cuprind prevederi de securitatespecifice unor anumite activitati detaliind prin acestea prevederile normelorgenarale de securitate a muncii.
Prevederile tuturor acestor norme se aplica cumulativ si au valabilitatenationala indiferent de forma de organizare sau de proprietate in care se desfasuaraactivitatea pe care o reglementeaza.
Securitatea sistemului national de norme specifice de securitate a munci
urmareste corelarea prevederilor cu pericolele specifice uneia sau maimulte activitati si reglementarea unitara a masurilor de securitate a muncipentru activitati caracterizate prin riscuri comune.
Structura fiecarei norme specifice de securitate a munci are la bazaabordarea sistematica a aspectelor de securitate practicata in cadru normelorgenerale de securitate a muncii.
Conform acestei abordari, procesul de munca este tratat ca un sistem complexstructurat , compus din urmatoarele elemente care interactioneaza reciproc .
Executantul : omul implicat nemijlocit inexecutarea unei sarcini de munca .Mandrinele pentru fixarea burghielor si alezoarelor se vor strange si desface
numai cu chei adecvate care se vor scoate inaite de pornirea masinii. Burghiusau alezorul din mandrina de prindere vor fi bine centrat si fixat. Scoaterea
burghiului sau alezorului din mandrina se va face numai cu ajurorul unei sculspeciale . Se interzice folosirea burghiului cu coada conica in universale masinilor
Se interzice folosirea burghiului cu coada cilindrica in bucse conice. Seinterzice folosirea burghielor necorespunzatore sau prost ascutite. Ascutirea burghilorse va face numai cu burghiul fixat in dispozitive speciale. Cursa scule va fi astfe
26
7/27/2019 Disp. Pt Masini de Frezat
27/28
reglata incat aceasta sa se poata retrage cat mai mult la fixarea saudesprinderea piesei. Inaintea fixari piesei pe masa masini se vor curata canale deaschi. Prinderea si desprinderea piesei pe si de pe masa masinii se vor facenumai dupa ce slula sa oprit complet.
Fixarea pe masa masinii se vor face in cel putin in doua puncte, ficu ajutorul unor dispozitive de fixare, fie cu ajutorul menchinei.
Inaitea porniri masini, se va alege regimul de lucru corespunzator carse executa, sculelor utilizate si materialului piesei de prelucrat .In timpul functionarimasinii, se interzice frinarea cu mina a axului portmandrina.Alegerea corpului abraziv se vaface in functie de felul materialului de prelucrat de forma si dimensiunile piesei de prelucrade calitatea suprafetei ce trebuie obtinuta de tipul si starea masinii, de felul operatiilor de
prelucrat.Montarea corpurilor abrazive pe masina se face de catre persoane bine instruite si
autorizate de conducerea unitatii sa execute astfel de operatii.La montarea corpului abraziv
pe masina, se va verifica marcajul si aspectul suprafetei corpului abraziv si se va efectuacontrolul la sunet , conform standardelor in vigoare sau conform documentatiei tehnice de
produs .
27
7/27/2019 Disp. Pt Masini de Frezat
28/28
Bibliografie
1. Sanda Vasii Rosculet -Proiectarea Dispozitivelor
-Editura didactica si pedagogica Bucuresti 1982
2. G.S.Georgescu - Indrumartor pentru ateliere mecanice.
-Editura tehnica Bucuresti 1978
3. Ing Gh . Bogoevici -Desen Tehnic Industrial
Ing F . Anghel -Editura didactica si pedagogica Bucuresti - 1979
Ing V . Avram
4. Tache Vasile -Constructia si Exploatarea Dispozitivelor
-Editura didactica si pedagogica Bucuresti - 1982
Top Related