Universitatea din Craiovaold.unitbv.ro/Portals/31/Sustineri de doctorat/Rezumate... ·...
52
1 Investeşte în oameni! FONDUL SOCIAL EUROPEAN Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013 Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere” Domeniul major de intervenţie 1.5. „Programe doctorale şi post-doctorale în sprijinul cercetării” Titlul proiectului: „Burse doctorale pentru dezvoltare durabila” BD-DD Numărul de identificare al contractului: POSDRU/107/1.5/S/76945 Beneficiar: Universitatea Transilvania din Braşov Universitatea Transilvania din Brașov Școala Doctorală Interdisciplinară Departament: ŞTIINŢA MATERIALELOR Ing. Ioan I. POPA MATERIALE AVANSATE MULTIFUNCȚIONALE CU GRANULAȚIE ULTRAFINĂ/NANOMETRICĂ OBȚINUTE PRIN DEFORMARE PLASTICĂ SEVERĂ MULTIFUNCTIONAL ADVANCED SUPERFINE/NANO - GRAINED MATERIALS OBTAINED BY SEVERE PLASTIC DEFORMATION Conducător ştiinţific Prof. dr. ing. Virgil GEAMĂN BRAȘOV, 2013
Transcript of Universitatea din Craiovaold.unitbv.ro/Portals/31/Sustineri de doctorat/Rezumate... ·...
1
Investeşte în oameni!
FONDUL SOCIAL EUROPEANProgramul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere”Domeniul major de intervenţie 1.5. „Programe doctorale şi post-doctorale în sprijinul cercetării”Titlul proiectului: „Burse doctorale pentru dezvoltare durabila” BD-DDNumărul de identificare al contractului: POSDRU/107/1.5/S/76945Beneficiar: Universitatea Transilvania din Braşov
Universitatea Transilvania din BrașovȘcoala Doctorală Interdisciplinară
Departament: ŞTIINŢA MATERIALELOR
Ing. Ioan I. POPA
MATERIALE AVANSATE MULTIFUNCȚIONALE CU
GRANULAȚIE ULTRAFINĂ/NANOMETRICĂ OBȚINUTE PRIN
DEFORMARE PLASTICĂ SEVERĂ
MULTIFUNCTIONAL ADVANCED SUPERFINE/NANO -
GRAINED MATERIALS OBTAINED BY SEVERE PLASTIC
DEFORMATION
Conducător ştiinţific
Prof. dr. ing. Virgil GEAMĂN
BRAȘOV, 2013
2
MINISTERUL EDUCAŢIEI NAŢIONALEUNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV
BRAŞOV, B-DUL EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525RECTORAT
D-lui (D-nei) ..............................................................................................................
COMPONENŢAComisiei de doctorat
Numită prin ordinul Rectorului Universităţii „Transilvania” din BraşovNr. 5953 din 22.07.2013
PREŞEDINTE: Prof. univ. dr. ing. Teodor MACHEDON PISUDECAN-Facultatea de Știința și Ingineria MaterialelorUniversitatea “Transilvania” din Brașov
CONDUCĂTOR ŞTIINŢIFIC: Prof. univ. dr. ing. Virgil GEAMĂNUniversitatea “Transilvania” din Brașov
REFERENŢI:Prof. univ. dr. ing. Doina RĂDUCANUUniversitatea “Politehnica” din BucureștiProf. univ. dr. ing. Liviu NISTORUniversitatea Tehnică din Cluj-NapocaProf. univ. dr. ing. Ana VEȚELEANUUniversitatea “Transilvania” din Brașov
Data, ora şi locul susţinerii publice a tezei de doctorat: 11.10.2013, ora 11.00, salaWIII4 - Departamentul Știința Materialelor, Str. Colina Universității nr. 4, Brașov.
Eventualele aprecieri sau observaţii asupra conţinutului lucrării vă rugăm să letransmiteţi în timp util, pe adresa [email protected], [email protected]
Totodată vă invităm să luaţi parte la şedinţa publică de susţinere a tezei de doctorat.
Vă mulţumim.
3
CUPRINS
Pag.teză
Pag.rezumat
INTRODUCERE 6 9
CAPITOLUL 1. Stadiul actual al cunoașterii în domeniul proceselorde Deformare Plastică Severă (DPS) 10 101.1 Generalități. Nanoştiinţe şi nanotehnologii 10 -1.2 Materiale avansate multi-funcţionale cu granulaţieultrafină/nanometrică obţinute prin deformare plastică severă 13 101.3 Nanomaterialele - domeniu economic de mare interes 15 -1.4 Scurt istoric 19 -1.5 Procesarea tehnologică a materialelor metaliceprin deformare plastică severă (DPS) 21 11
1.5.1 Stadiul actual de cunoaştere a procesării prinextrudare ciclică. Premise teoretice şi tehnologice 21 11
1.5.2. Inducerea deformaţiilor plastice severe în procesareamaterialelor metalice 22 11
1.5.3 Clasificarea procedeelor de obţinere a nanomaterialelorprin deformare plastică severă 24 -
1.5.4 Procedee de obținere a deformaţiilor plastice severe 26 121.5.4.1 Extrudarea în canal unghiular (ECAP) 26 -1.5.4.2 Procedeul torsiune la presiune ridicată (HPT) 30 -1.5.4.3 Laminarea cumulativă (repetitivă) în pachet (ARB) 32 -1.5.4.4 Extrudarea ciclică cu compresiune (CEC) 33 12
1.5.5 Alte metode folosite pentru a obține deformaţii plastice severe 33 121.5.5.1 Compresiune axială multiplă 33 121.5.5.2 Îndoire şi îndreptare ciclică 35 -1.5.5.3 Despicare prin curgere liniară 36 -1.5.5.4 Spin extrudarea 36 -1.5.5.5 Deformarea locală cu torsiune severă 37 -1.5.5.6 Extrudarea prin torsiune 37 -
1.5.6 Procese combinate 38 -1.6 Proprietăţile materialelor metalice obţinute prin deformare plastică severă 40 -1.7 Aplicaţii industriale 42 -1.8 Concluzii cu privire la stadiul actual al cunoașterii în domeniulprocesării CEC a aliajelor de aluminiu 48 13
CAPITOLUL 2. Studii teoretice cu privire la legile și fenomenele ce concurăla realizarea structurii ultrafine/nanometrice prin deformare plastică severăa materialelor metalice 52 14
4
2.1 Deformarea plastică. Mecanisme de durificare 52 142.1.1 Defecte punctiforme, defecte liniare, defecte de suprafață 52 -2.1.2 Alte defecte punctiforme 53 -2.1.3 Defecte liniare. Dislocații 54 -
2.1.3.1 Deplasarea dislocațiilor. Dislocațiile și deformarea plastică 56 -2.1.3.2 Vizualizarea dislocațiilor 56 -2.1.3.3 Importanța dislocațiilor 57 -
2.1.4 Defecte de suprafață 58 -2.2 Limita de curgere a unui cristal perfect 60 -2.3 Mecanismele deformării. Conceptul de alunecare. Alunecarea dislocațiilor 62 142.4 Deformația plastică datorită deplasării dislocațiilor 68 -2.5 Deformații ale monocristalelor și ale policristalelor (definire).Procesul de glisare și tensiunea de deformație (curgere) plastică 70 -
2.5.1 Policristale 73 152.6 Durificarea (ecruisarea) monocristalelor și policristalelor 74 -2.7 Creșterea rezistenței la deformare a materialelor 79 15
2.7.1 Efortul necesar pentru a curba o dislocaţie 79 -2.7.2 Rezistența obstacolelor 80 -
2.8 Ecruisarea 81 -2.9 Teoriile ruperii 83 -
2.9.1 Teoria efortului normal maxim 84 -2.9.2 Teoria efortului de forfecare maxim (criteriul lui Tresca) 84 -2.9.3 Teoria energiei de deformare maxime (criteriul lui von Mises) 85 -
2.10 Strategii pentru mărirea rezistenței metalelor 85 152.10.1 Reducerea dimensiunilor granulare 85 15
2.11 Studii privind modul de formare a structurilor nanometrice 86 162.11.1 Materiale nanostructurate. Nanostructurarea:Teoria structurii interne la trecerea micro-nano 87 162.11.2 Tipuri de nanostructuri 89 -2.11.3 Importanța nanostructurării 90 172.11.4 Clasificarea metalelor policristaline în concordanţă cu mărimea grăunţilor 91 -
CAPITOLUL 3. Studiul forțelor ce concură la realizareatehnologiei de extrudarea ciclică 95 173.1 Studiul deformațiilor și calculul forței necesare extrudării 95 -
3.1.1 Studiul deformațiilor la extrudarea directă 96 -3.1.2 Calculul forței necesare extrudării directe a semifabricatelorsub formă de bară prin metoda însumării presiunilor 101 173.1.3 Calculul forței necesare extrudării directe a semifabricatelor subformă de bară prin metoda echivalenței energiei consumate pentru deformare 105 183.1.4 Comparația relațiilor deduse prin cele două metode de calcul.Concluzii 108 -
CAPITOLUL 4. Încercări experimentale de extrudare ciclică aplicateprobelor din aliajele de aluminiu studiate şi rezultatele obţinute 111 194.1 Direcții de cercetare. Programul experimental 111 194.2 Proiectarea tehnologiei de deformare plastică severă 113 20
5
4.2.1 Adoptarea schemei de deformare plastică severă 113 204.2.2 Stabilirea tipo-dimensiunilor semifabricatelor 114 204.2.3 Variabile de control ale procesului DPS 114 21
4.3 Utilajele şi aparatura utilizate la experimentări 116 214.4 Proiectarea matrițelor de deformare plastică severă 118 22
4.4.1 Ansamblul matrițelor 118 224.4.2 Pastila 120 234.4.3 Semimatrițele 121 244.4.4 Pistoanele 122 254.4.5 Suportul matriței 123 25
4.5 Proiectarea arcului de compresiune utilizat pentru realizarea contrapresiunii 125 -4.6 Materiale utilizate la încercările experimentale 127 27
4.6.1 Compoziții chimice. Proprietăți 127 274.6.2 Principalele proprietăți ale aliajelor de tip dural 130 284.6.3 Influența elementelor de aliere asupra proprietăților mecaniceși fizice ale duraluminiului 131 284.6.4 Pregătirea probelor 132 294.6.5 Procesarea CEC. Rezultate în urma testelor de extrudare ciclică.Determinarea microdurității [HV0,3] 134 304.6.6 Influența lubrifierii. 137 324.6.7 Analiza structurală 138 32
4.7 Concluzii 146 35
CAPITOLUL 5. Modelarea și simularea numerică a curgerii materialuluiîn procesele de deformare prin extrudare ciclică. 147 365.1 Metoda de calcul cu element finit în analiza procesului de extrudare 147 365.2 Implementarea FEM în analiza extrudării ciclice. Aspecte teoretice.Detalii ale modelării 149 37
5.2.1 Generarea sculelor, semifabricatelor şi a parametrilor de material 156 395.2.2 Analiza deformaţiilor 158 415.2.3 Evoluţia forţei de extrudare 168 435.2.4 Concluzii 174 45
CAPITOLUL 6. Concluzii finale. Contribuții originale.Diseminarea rezultatelor. Direcții viitoare de cercetare 175 466.1 Concluzii finale 175 466.2 Contribuții originale 176 466.3 Diseminarea rezultatelor 177 476.4 Direcții viitoare de cercetare 178 48
Bibliografie 180 48
Anexa 1 - Rezumat scurt al tezei 186 50Anexa 2 - Curriculum Vitae 187 51
6
CONTENTS
Pag.thesis
Pag.abstract
INTRODUCTION 6 9
CHAPTER 1. The current state of knowledge in the processes ofsevere plastic deformation (SPD) 10 101.1 General. Nanosciences and Nanotechnologies 10 -1.2 Advanced multi-functional materials with ultrafine nano-grainedobtained by severe plastic deformation 13 101.3 Nanomaterials - economic area of great interest 15 -1.4 History 19 -1.5 Technological processing of metallic materials by (SPD) 21 11
1.5.1 Current state of knowledge of cyclic extrusion processing.Theoretical and technological premises 21 111.5.2. Induction of severe plastic deformation inmetallic materials processing 22 111.5.3 Procedures classification for obtaining nanomaterials bysevere plastic deformation 24 -1.5.4 Procedures for obtaining severe plastic deformation 26 12
1.5.4.1 Equal channel angular pressing (ECAP) 26 -1.5.4.2 High Pression Torsion (HPT) 30 -1.5.4.3 Accumulative Roll Bonding (ARB) 32 -1.5.4.4 Cyclic Extrusion Compression (CEC) 33 12
1.5.5 Other methods used to achieve severe plastic deformation 33 121.5.5.1 Multiple axial compression 33 121.5.5.2 Cyclic bending and straightening 35 -1.5.5.3 By linear flow splitting 36 -1.5.5.4 Spin extrusion 36 -1.5.5.5 Severe local torsional deformation 37 -1.5.5.6 Extrusion torsional 37 -
1.5.6 Combined Processes 38 -1.6 Properties of metallic materials produced by severe plastic deformation 40 -1.7 Industrial applications 42 -1.8 Conclusions about the current state of knowledge in the CEC processingof aluminum alloys 48 13
CHAPTER 2. Theoretical studies on the laws and phenomena thatcontribute to the achievement of ultrafine / nano structure bysevere plastic deformation of metallic materials 52 142.1 Plastic deformation. Strengthening mechanisms 52 14
2.1.1 Point defects, linear defects, surface defects 52 -2.1.2 Other point defects 53 -
7
2.1.3 Linear defects. Dislocations 54 -2.1.3.1 Dislocations’ displacement. Dislocations and plastic deformation 56 -2.1.3.2 View dislocations 56 -2.1.3.3 Dislocations’ importance 57 -
2.1.4 Surface defects 58 -2.2 Yield strength of a perfect crystal 60 -2.3 Deformation mechanisms.The concept of slip. Dislocation slip 62 142.4 Plastic strain due to dislocation motion 68 -2.5 Deformations of single crystals and polycrystals (definition).The process of gliding and tension of plastic deformation (flow) 70 -
2.5.1 Polycrystals 73 152.6 Hardening (hardened) crystals and polycrystals 74 -2.7 Increasing the material’s resistance to deformation 79 15
2.7.1 Stress to bend a dislocation 79 -2.7.2 Obstacle strength 80 -
2.8 Hardening (strengthening) 81 -2.9 Fracture theories 83 -
2.9.1 Maximum normal stress theory 84 -2.9.2 The maximum shear stress criterion (Tresca's criterion) 84 -2.9.3 The maximum distortion energy criterion (Von Mises criterion) 85 -
2.10 Strategies for metal strengthening 85 152.10.1 Reduce grain size 85 15
2.11 Studies on the formation of nanoscale structures 86 162.11.1 Nanostructured materials.Nanostructuring:The theory of internal structure to shift micro-nano 87 162.11.2 Types of nanostructures 89 -2.11.3 The importance of nanostructuring 90 172.11.4 Classification of polycrystalline metals in accordancewith the grain size 91 -
CHAPTER 3. Study the forces that contribute tothe achievement of cyclic extrusion technology 95 173.1 Study strains and calculating extrusion force required 95 -
3.1.1 The study of strains to direct extrusion 96 -3.1.2 Calculate the force needed to direct extrusion rod blanksas pressure summation method 101 173.1.3 Calculate the force needed to direct extrusion rod blanksas energy consumption equivalent method for forming 105 183.1.4 Comparison of deduced relationship between the twomethods of calculation. Conclusions 108 -
CHAPTER 4. Experimental tests applied to the samples of the cyclicextrusion of aluminum alloys investigated and the results 111 194.1 Research directions. The experimental program 111 194.2 Designing technology for severe plastic deformation 113 20
8
4.2.1 Adoption of severe plastic deformation scheme 113 204.2.2 Fixing typo-size blanks 114 204.2.3 Control of process variables SPD 114 21
4.3 Machinery and equipment used in the experiments 116 214.4 Design mold (die) for severe plastic deformation 118 22
4.4.1 Mold (die) assembly 118 224.4.2 Pill 120 234.4.3 Halves 121 244.4.4 Plungers 122 254.4.5 Support mold (die) 123 25
4.5 Design of compression spring used to create backpressure 125 -4.6 Materials used in the experimental tests 127 27
4.6.1 Chemical composition. Properties 127 274.6.2 The main properties of dural type alloys 130 284.6.3 The influence of alloying elements on mechanical and physicalproperties of duralumin\'s 131 284.6.4 Preparation of samples 132 294.6.5 Processing CEC. Results from tests of cyclic extrusion.Determination of microhardness[HV0,3] 134 304.6.6 Influence of lubrication 137 324.6.7 Structural Analysis 138 32
4.7 Conclusions 146 35
CHAPTER 5. Modeling and numerical simulation of material flow incyclic extrusion deformation processes 147 365.1 Finite element calculation method in the analysis of the extrusion process 147 365.2 Implementation of FEM in the analysis of cyclic extrusion.Theory. Details of modeling 149 37
5.2.1 Generation tools, semi-finished and material parameters 156 395.2.2 Deformation analysis 158 415.2.3 Extrusion force evolution 168 435.2.4 Conclusions 174 45
CHAPTER 6. Conclusions. Original contributions.Dissemination of results. Future research directions 175 466.1 Conclusions 175 466.2 Original contributions 176 466.3 Dissemination of results 177 476.4 Future research directions 178 48
Bibliography 180 48
Appendix 1 - Brief summary of the thesis 186 50Appendix 2 - Curriculum Vitae 189 52
9
INTRODUCEREProcesarea materialelor prin metode de deformare plastică severă poate fi cu ușurință
încadrată în categoria investițiilor de capital cu risc înalt. Interesul pentru materialele nanostructurateîn volum este justificat de proprietățile fizice și mecanice deosebite obținute în cadrul produselormetalice ce posedă asemenea structuri. Procesarea prin deformare plastică severă reprezintătotalitatea acelor procedee de prelucrare a materialelor, prin intermediul cărora, deformații plasticefoarte mari sunt dezvoltate în volumul materialului supus procesului, în scopul de a se crea structuricu grăunți ultrafine UFG (sau de dimensiuni nanometrice NG). Această metodă de procesare poatecrea nanostructuri uniforme în întreg volumul de material al metalului deformat, având certitudineaobținerii unor proprietăți superioare, bine stabilite ale acestuia și fără a-i fi periclitată în vreun fel,integritatea mecanică în timpul deformării [16], [36].
Obiectivul principal al proceselor de deformare plastică severă este de a se obține piese șicomponente cu proprietăți de rezistență mecanică superioare dar cu dimensiuni și greutate specific ăreduse, fără a provoca în vreun fel, alterarea condițiilor de mediu.
Obiectivele tezeiPrin prezenta lucrare, se dorește deschiderea perspectivei pentru “apropierea” conceptului de
deformare plastică severă de procesul de fabricație a diverselor componente și piese din fabricațiacurentă din România, susceptibile a putea fi realizate în viitor prin acest procedeu, fiind dorităintegrarea și aplicarea rezultatelor cercetării în industria națională. Este de asemenea dorită osintetizare a datelor științifice fundamentale, stabilirea și exemplificarea limitărilor metodei dedeformare plastică cu deformații severe, extinderea orizontului de cunoaștere a mecanismelortehnologice generate de introducerea deformațiilor severe și lărgirea sferei de aplicabilitate către noimateriale și piese cu potențiale noi geometrii.
În acest sens, principalele obiective ale tezei sunt: Obținerea de materiale avansate multifuncționale cu structură ultrafină/nanometrică
cu caracteristici fizico-mecanice îmbunătățite, prin deformare plastică severă șianume, prin procedeul extrudării ciclice.
Implementarea activității de simulare a procesului de deformare, adaptată variatelorcondiții tehnologice ale acestuia, pentru a putea oferi un instrument util dezvoltăriifabricației în astfel de procese, de a se construi soluții valide pentru practicaindustrială, pentru o reală introducere a programelor de calcul, încă din faza deproiectare, aceasta fiind esențială în construirea tehnologiilor moderne de deformareplastică.
Generarea unui suport științific și experimental al numeroaselor caracteristici ceinfluențează procesul de deformare (dimensiunile canalului - diametrul, respectivlungimea acestuia, diametrul canalului în zona de calibrare, unghiul de intrare,unghiul de ieșire numărul de treceri, schema de extrudare, viteza de presare, condițiilede lubrifiere, gradul de reducere, gradul de deformare), pentru a se crea premiseleoptimizării procesului de deformare plastică severă.
Organizarea tezeiLucrarea începe cu precizarea cadrului general științific referitor la subiectul dezvoltat, în
capitolul1. De asemenea se face o încadrare a temei abordate în problematica generală a deformăriiplastice convenționale. In acest sens, se prezintă metodele folosite pentru deformare plastică severă,cu exemplificarea particularităților tehnologice, interdependența dintre dimensiunea granulației șiproprietățile mecanice, aspecte tehnologice ale deformării plastice severe. Pentru a atrage interesul
10
procesatorilor unor piese diverse, sunt prezentate câteva aplicații industriale, obținute prinvalorificarea structurilor cu grăunți ultrafini.
In capitolul 2, se prezintă un studiu teoretic referitor la principiile și mecanismele interne cestau la baza proceselor de deformare plastică în general și apoi ale proceselor de deformare plasticăseveră în special, precum și teoriile și mecanismele ce stau la baza modifică rilor structurale ce seproduc, la trecerea din stadiul micro la stadiul nano, deci a rafinării structurii granulare.
In capitolul 3, am realizat un studiu teoretic asupra forțelor ce concură la realizareatehnologiei de extrudare ciclică și a deformațiilor ce apar în cadrul procesului, de asemenea un calculal forței necesare extrudării directe, ca etapă a extrudării ciclice, prin două metode și apoicompararea acestora și a preciziei rezultatelor obținute.
In capitolul 4, se descrie metodologia şi structura încercărilor experimentale, precizândaspectele tehnice cu privire la material, pregătirea probelor şi echipamentele folosite pentrudeterminări. Se prezintă rezultatele experimentale obţinute în urma desfăşurării procesului deextrudare ciclică, prin inducerea unor deformaţii plastice severe, caracterizând şi dezvoltând aspecteprivind curgerea materialului în matriţă, modificările care apar în valorile proprietăţilor mecanice,după fiecare trecere, evoluţia mărimii grăunţilor, pentru fiecare caz specific al modificării diferitelorcaracteristici ale procesului.
In capitolul 5, se fixează cadrul ştiinţific al introducerii programului de simulare analiză cuelement finit (FEA), FORGE 2009, în analiza trecerilor, din cadrul procesului de extrudare ciclică, încare apar deformaţii severe, se fixează parametrii de material, parametrii tehnologici, se evalueazăcaracterul complex al curgerii materialului, prin starea de tensiuni şi deformaţii. În final, s-au extrasconcluzii cantitative şi calitative cu privire la stabilitatea procesului de deformare, măsurabile prinanalize comparative ale rezultatelor experimentale şi ale celor obţinute prin simulare. Analiza scoateîn evidenţă rolul important al simulării, ca parte importantă în proiectarea geometriei sculelor, aproprietăţilor materialului şi a condiţiilor de procesare.
In capitolul 6 se prezintă Concluzii finale, contribuțiile originale ale autorului, modul în cares-a făcut diseminarea rezultatelor cercetării și câteva recomandări și direcții viitoare de cercetare.
CAPITOLUL 1Stadiul actual al cunoașterii în domeniul proceselor de Deformare
Plastică Severă (DPS)1.2 Materiale avansate multi-funcţionale cu granulaţie ultrafină/ nanometrică
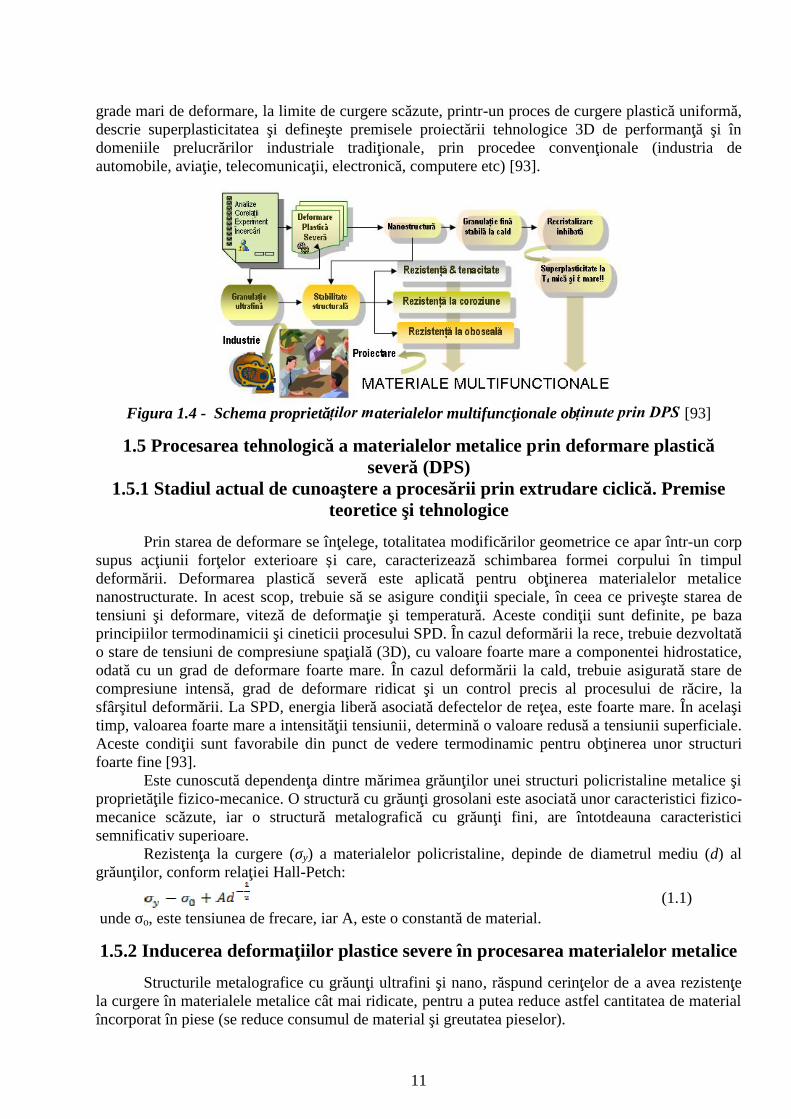
obţinute prin deformare plastică severăProiectate să îndeplinească obiective multiple, la nivele de performanţă apropiate, induse de
un complex neobişnuit, dar eficient de proprietăţi, materialele multifuncţionale, oferă numeroaseposibilităţi, pentru dezvoltarea aplicaţiilor, ce pun în valoare sinergia sistemelor cu structură ultrafinăsau nanometrică.
Granulaţia fină, este condiţia fundamentală a superplasticităţii; ea construieşte echilibrulrezistenţă-tenacitate, modifică proprietăţile termice, reactivitatea chimică, rezistenţa la coroziune saula uzură, determinând astfel caracterul multifuncţional al materialului.
Tendinţa actuală, de a obţine aliaje cu granulaţie ultrafină/nanometrică, are cel puţin douămotivaţii: prima este legată de creşterea rezistenţei mecanice şi a durităţii care variază inversproporţional cu pătratul dimensiunii de grăunte – prin relaţia Hall-Petch, iar a doua este determinatăde stabilitatea granulaţiei ultrafine la temperaturi ridicate, care creează premisele deformării.
Structura nanometrică stabilă, cu grăunţi fini, separaţi de limite la unghiuri mari, creeazăpremisele transformării unor materiale cu ductilitate precară sau recunoscute ca fragile, în materialecu deformare excepţională, în condiţiile unei asociaţii rezistenţă – tenacitate unice.
Obţinerea economică a materialelor de volum industrial cu granulaţie ultrafină, nanometricăcontrolată, fără defecte structurale care afectează complexul proprietăţilor (ex. porozităţi saumicrofisuri) pune în valoare procedeele de deformare plastică severă (DPS). Prelucrarea plastică cu
11
grade mari de deformare, la limite de curgere scăzute, printr-un proces de curgere plastică uniformă,descrie superplasticitatea şi defineşte premisele proiectării tehnologice 3D de performanţă şi îndomeniile prelucrărilor industriale tradiţionale, prin procedee convenţionale (industria deautomobile, aviaţie, telecomunicaţii, electronică, computere etc) [93].
Figura 1.4 - Schema proprietăților materialelor multifuncţionale obținute prin DPS [93]
1.5 Procesarea tehnologică a materialelor metalice prin deformare plasticăseveră (DPS)
1.5.1 Stadiul actual de cunoaştere a procesării prin extrudare ciclică. Premiseteoretice şi tehnologice
Prin starea de deformare se înţelege, totalitatea modificărilor geometrice ce apar într-un corpsupus acţiunii forţelor exterioare și care, caracterizează schimbarea formei corpului în timpuldeformării. Deformarea plastică severă este aplicată pentru obţinerea materialelor metalicenanostructurate. In acest scop, trebuie să se asigure condiţii speciale, în ceea ce priveşte starea detensiuni şi deformare, viteză de deformaţie şi temperatură. Aceste condiţii sunt definite, pe bazaprincipiilor termodinamicii şi cineticii procesului SPD. În cazul deformării la rece, trebuie dezvoltatăo stare de tensiuni de compresiune spaţială (3D), cu valoare foarte mare a componentei hidrostatice,odată cu un grad de deformare foarte mare. În cazul deformării la cald, trebuie asigurată stare decompresiune intensă, grad de deformare ridicat şi un control precis al procesului de răcire, lasfârşitul deformării. La SPD, energia liberă asociată defectelor de reţea, este foarte mare. În acelaşitimp, valoarea foarte mare a intensităţii tensiunii, determină o valoare redusă a tensiunii superficiale.Aceste condiţii sunt favorabile din punct de vedere termodinamic pentru obţinerea unor structurifoarte fine [93].
Este cunoscută dependenţa dintre mărimea grăunţilor unei structuri policristaline metalice şiproprietăţile fizico-mecanice. O structură cu grăunţi grosolani este asociată unor caracteristici fizico-mecanice scăzute, iar o structură metalografică cu grăunţi fini, are întotdeauna caracteristicisemnificativ superioare.
Rezistenţa la curgere (σy) a materialelor policristaline, depinde de diametrul mediu (d) algrăunţilor, conform relaţiei Hall-Petch:
(1.1)unde σo, este tensiunea de frecare, iar A, este o constantă de material.
1.5.2 Inducerea deformaţiilor plastice severe în procesarea materialelor metaliceStructurile metalografice cu grăunţi ultrafini şi nano, răspund cerinţelor de a avea rezistenţe
la curgere în materialele metalice cât mai ridicate, pentru a putea reduce astfel cantitatea de materialîncorporat în piese (se reduce consumul de material şi greutatea pieselor).
12
Prima încercare de a crea structuri ultrafine aparţine lui Segal [61], care a introdus extrudareaunghiulară în canale egale în omogenizarea structurii şi îmbunătăţirea proprietăţilor materialelorulterior deformate. Procesul de extrudare unghiulară are specific faptul că, este un proces repetabil,care permite introducerea în material a unor deformaţii plastice severe prin forfecare pură, fără aschimba forma şi dimensiunile secţiunii transversale a piesei supuse procesării [60].
Chen și coautorii [10] au observat că, aliajul de aluminiu 5052, extrudat la diferitetemperaturi (50-300)oC, dezvoltă mărimi diferite de grăunţi, în funcţie de temperatura de încercare:până la 150oC, mărimea grăunţilor rămâne relativ constantă (0,3 μm), dar la 200oC, aceasta sedublează (0,6 μm), pentru ca la 250oC, aceasta atinge 0,9 μm; creşterea semnificativă se produce latemperatura de 300oC (2 μm).
Krallics şi coautorii [28], [29] au studiat comportarea aliajului de aluminiu 6082 supusextrudării, folosind diferitele scheme de extrudare. Pentru a diminua pierderile de material prinreducerea zonei de material nedeformat, autorii au introdus material suplimentar în matriţă, carepăstrează aceeaşi stare de tensiuni şi la capete, favorizând deformarea în volum.
Procesele de deformare în care sunt dezvoltate deformaţii plastice severe, şi în unele cazuri şio schimbare frecventă a traiectoriei de deformare, sunt de aşteptat să favorizeze şi substanţialeschimbări ale texturii. Textura de deformare post-procesare poate influenţa multe caracteristici alecomportării materialelor, cum este rezistenţa, ecruisarea, anizotropia plastică, ductilitatea, rafinareagrăunţilor şi ruperea. Autorii arată că textura dezvoltată după extrudare depinde de textura iniţială,de condiţiile de deformare, parametrii de material, iar măsurarea, previzionarea şi controlul texturiisunt componente importante în optimizarea procesării şi a proiectării tehnologice [2].
1.5.4 Procedee de obținere a deformaţiilor plastice severe1.5.4.4 Extrudarea ciclică cu compresiune (CEC-Cyclic Extrusion Compression)
Acest proces, permite inducerea unor deformaţii plastice severe, într-un material care îşipăstrează forma originală, după un număr de operaţii de deformare (fig.5.2). Materialul plasat încontainer, este extrudat repetat, în ambele sensuri, sub o stare de tensiune de compresiune, creatăprin prezenţa unor forţe, care acţionează în ambele capete ale probei. Starea de presiune hidrostaticăînaltă, creată astfel în material, impune construirea de matriţe pretensionate, cu rolul de a mări duratade viaţă a acestora. Specificul metodei de deformare, face ca deformaţia indusă în extrudarearealizată într-un sens, să poată fi acumulată în extrudarea următoare, dezvoltată în sens invers [56].
1.5.5 Alte metode folosite pentru a obține deformaţii plastice severe1.5.5.1 Compresiune axială multiplă
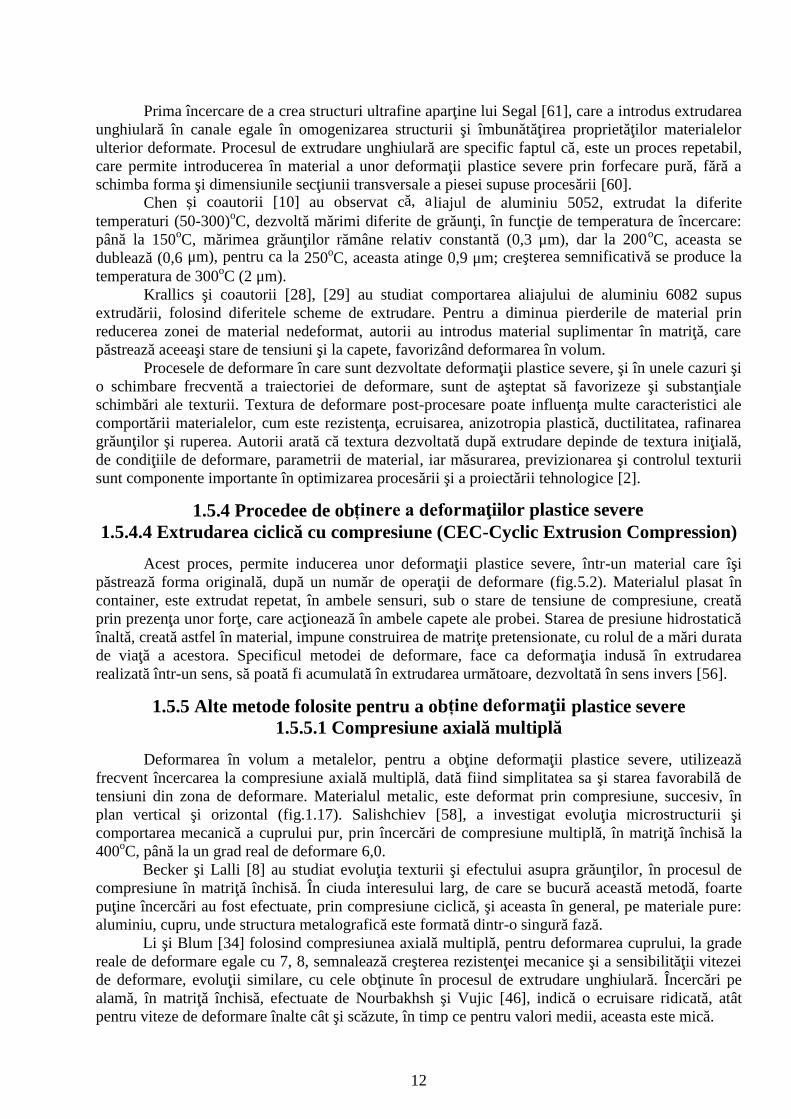
Deformarea în volum a metalelor, pentru a obţine deformaţii plastice severe, utilizeazăfrecvent încercarea la compresiune axială multiplă, dată fiind simplitatea sa şi starea favorabilă detensiuni din zona de deformare. Materialul metalic, este deformat prin compresiune, succesiv, înplan vertical şi orizontal (fig.1.17). Salishchiev [58], a investigat evoluţia microstructurii şicomportarea mecanică a cuprului pur, prin încercări de compresiune multiplă, în matriţă închisă la400oC, până la un grad real de deformare 6,0.
Becker şi Lalli [8] au studiat evoluţia texturii şi efectului asupra grăunţilor, în procesul decompresiune în matriţă închisă. În ciuda interesului larg, de care se bucură această metodă, foartepuţine încercări au fost efectuate, prin compresiune ciclică, şi aceasta în general, pe materiale pure:aluminiu, cupru, unde structura metalografică este formată dintr-o singură fază.
Li şi Blum [34] folosind compresiunea axială multiplă, pentru deformarea cuprului, la gradereale de deformare egale cu 7, 8, semnalează creşterea rezistenţei mecanice şi a sensibilităţii vitezeide deformare, evoluţii similare, cu cele obţinute în procesul de extrudare unghiulară. Încercări pealamă, în matriţă închisă, efectuate de Nourbakhsh şi Vujic [46], indică o ecruisare ridicată, atâtpentru viteze de deformare înalte cât şi scăzute, în timp ce pentru valori medii, aceasta este mică.
13
Fig. 1.17 Reprezentarea schematică a procedeului de compresiune axială multiplă [58]
1.8 Concluzii cu privire la stadiul actual al cunoașterii în domeniulprocesării CEC a aliajelor de aluminiu
In urma studiului bibliografic efectuat în literatura de specialitate cu privire la deformareaplstică severă (SPD) prin intermediul procedeului de extrudare ciclică (CEC) a aluminiului șialiajelor de aluminiu, se pot desprinde câteva concluzii ce definesc atât stadiul actual al cunoașteriiîn domeniu, cât și lipsurile sau deficiențele sesizate.
De asemenea, în urma acestor concluzii, vor putea fi stabilite apoi și direcțiile de cercetare ceurmează a fi abordate în cadrul lucrării prezente, ce au drept scop completarea cunoștințelor îndomeniu și obținerea de informații care să contribuie la dezvolta rea și îmbogățirea bazei de datereferitoare la procesarea CEC a aliajelor de aluminiu.
Concluziile cu privire la stadiul actual al cercetărilor din domeniu, ce au rezultat în urma studiuluibibliografic amănunțit realizat, pot fi sintetizate astfel : Aliajele de aluminiu cu granulație ultrafină (UFG) sau nanostructurate (NG) prezintă o serie
de avantaje care determină marele interes din punct de vedere al utilizării lor pentru diverseaplicații structurale, în special în industria aerospațială, auto sau navală. Aceste avantaje suntdate de combinația unică între proprietățile de rezistență mecanică ridicată, rezistență lacoroziune și prelucrabilitate mărite și greutatea specifică mică a acestor a, ele putând înlocuicu succes aliaje comune, mai scumpe, cu rezistență ridicată cum ar fi aliajele de titan sauoțelurile.
Procedeul de extrudare ciclică întrunește condițiile necesare în vederea realizării demicrostructuri UFG și nanostructuri și anume: viteză de deformație relativ constantă,uniformitate a deformațiilor în întreg volumul materialului procesat , precum și un grad dedeformare (deformație echivalentă) controlat prin intermediul numărului de treceri alesemifabricatului prin matriță.
Numărul de treceri prin matriță influențează în mod direct valoarea deformației echivalente șigradul de finisare a microstructurii și implicit, proprietățile mecanice ale materialuluiprocesat, deformația maximă pe care acesta o poate suporta fără apariția defectelor (fisuri saucrăpături) fiind determinată de natura lui și condițiile concrete în care are loc procesarea.
Unghiul de înclinație al canalului matriței, reprezintă unul dintre cei mai importanți factoriconstructivi și experimentali, ținând cont că valoarea lui determină (invers proporțional)valoarea forței necesare pentru extrudare și determină deformația totală indusă în cadrulfiecărei treceri, având o influență directă asupra microstructurii materialului procesat.
S-a demonstrat că în cadrul procesării CEC, viteza de deformare, nu manifestă o influențăsemnificativă asupra dimensiunii medii a grăunților ultrafini obținuți, deci în consecință, niciasupra proprietăților mecanice ale materialului prelucrat.
Din punct de vedere al temperaturii la care are loc deformarea, deși s-a constatat că este maiușoară procesarea semifabricatelor prin CEC, la temperaturi înalte, datorită pericoluluirecristalizării și deci a creșterii granulației materialului, s-a observat că obținerea demicrostructuri ultrafine ideale, s-a realizat la cea mai mică temperatură posibilă, la careoperația de deformare a putut fi efectuată, fără apariția fisurilor sau crăpăturilor. Prin
14
menținerea unei temperaturi de deformare scăzute s-a asigurat pe lângă obținerea degranulații ultrafine și prezența unei proporții ridicate de limite la unghiuri mari.
S-a putut de asemenea observa că efectul termic al deformației, devine mai important în cazulprocesării prin CEC a materialelor rezistente, creșterea temperaturii producându-se odată cucreșterea rezistenței materialului și a vitezei de deformare. Așadar, în cazul procesăriialiajelor de aluminiu cu viteze de deformare relativ scăzute, efectul termic al deformațieipoate fi neglijat.
In cazul procesării prin CEC, printre avantajele utilizării unei contrapresiuni pot fienumerate: uniformitatea curgerii materialului prin îndepărtarea zonelor “moarte” și o maibună umplere a locașului matriței, îmbunătățirea structurii obținute prin eliminareapericolului apariției fisurilor sau crăpăturilor și obținerea mai ușoară și mai rapidă agranulației ultrafine (mai puține treceri).
CAPITOLUL 2Studii teoretice cu privire la legile și fenomenele ce concură
la realizarea structurii ultrafine/nanometrice prin deformare plasticăseveră a materialelor metalice
2.1 Deformarea plastică. Mecanisme de durificareObiectivul acestui capitol este să stabilească condiţiile fizice pentru înţelegerea deformării
plastice a metalelor. Se va vedea cum dislocaţiile se deplasează şi interacţionează cu limiteleintergranulare, precipită şi alte dislocaţii, având ca rezultat durificarea. Materialele metalice sunt, îngeneral, un conglomerat de cristale foarte mici, numite grăunţi. Aşadar, cele mai multe materialestructurale sunt policristaline. In materialele cristaline, această curgere plastică este legată în moddirect de prezenţa dislocaţiilor şi de răspunsul acestora la sarcinile aplicate. Un material în timpuldeformării, constituie un sistem dinamic. Numărul şi morfologia dislocaţiilor se schimbă rapid odatăcu creşterea nivelului deformărilor plastice, ceea ce se manifestă la nivel macroscopic printr-otensiune de curgere plastică care variază în funcţie de deformările plastice acumulate [91].
2.3 Mecanismele deformării. Conceptul de alunecare. Alunecarea dislocațiilor
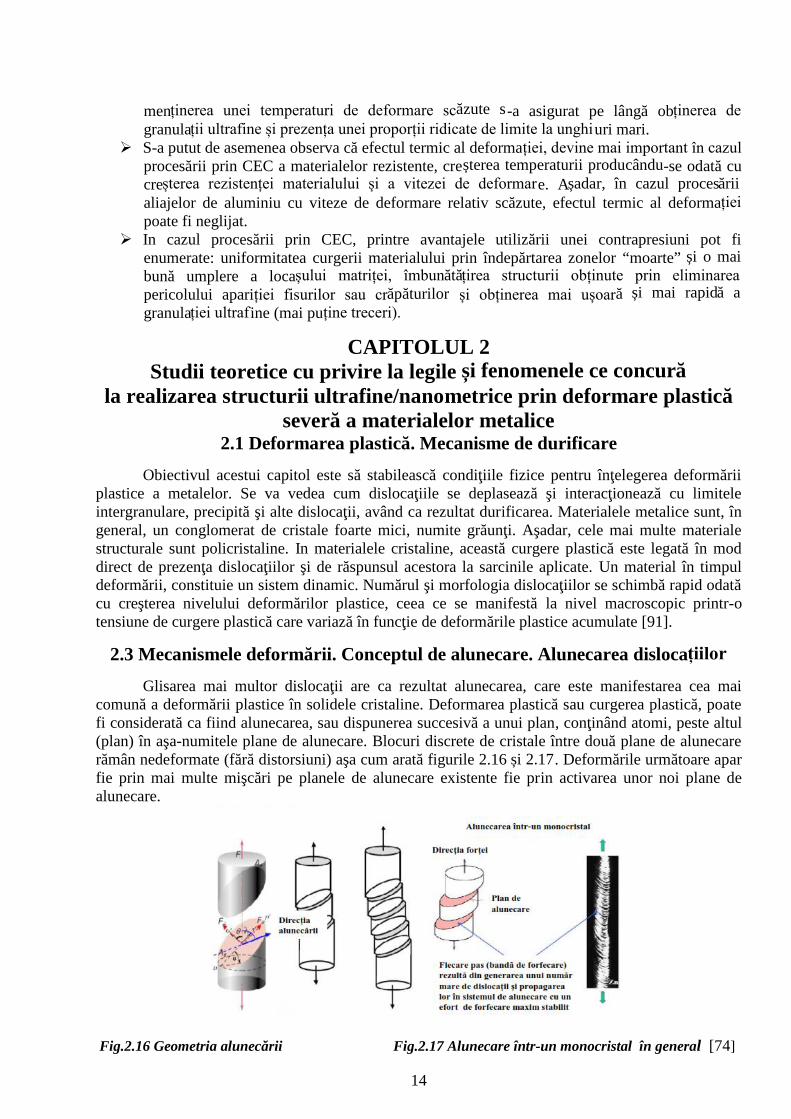
Glisarea mai multor dislocaţii are ca rezultat alunecarea, care este manifestarea cea maicomună a deformării plastice în solidele cristaline. Deformarea plastică sau curgerea plastică, poatefi considerată ca fiind alunecarea, sau dispunerea succesivă a unui plan, conţinând atomi, peste altul(plan) în aşa-numitele plane de alunecare. Blocuri discrete de cristale între două plane de alunecarerămân nedeformate (fără distorsiuni) aşa cum arată figurile 2.16 și 2.17. Deformările următoare aparfie prin mai multe mişcări pe planele de alunecare existente fie prin activarea unor noi plane dealunecare.
Fig.2.16 Geometria alunecării Fig.2.17 Alunecare într-un monocristal în general [74]
15
Se observă că:(2.9)
Concluzii referitoare la mărirea rezistenței (durificarea) materialelor policristaline
• Ductilitatea obișnuită este pierdută când un aliaj este durificat.• Relația dintre deplasarea dislocațiilor și comportarea mecanică a metalelor este semnificativă
pentru înțelegerea mecanismelor de durificare .• Abilitatea unui metal de a se deforma plastic depinde de abilitatea dislocațiilor de a se deplasa.• Virtual, toate tehnicile de durificare se bazează pe un principiu simplu: Restricționarea sau
blocarea deplasării dislocațiilor produce un material mai dur și mai rezistent.• Se poate considera că durificarea metalelor având o singură fază se poate face prin: reducerea
dimensiunii granulare, alierea soluțiilor-solide și călire prin deformare [94].
2.5.1 PolicristalePolicristalele sunt compuse din mai mulţi grăunţi cu orientări cristalografice relativ diferite.
Dacă materialul este nestructurat, grăunţii sunt orientaţi aleator (neordonat). Când semifabricatuleste deformat, fiecare grăunte individual suferă o alunecare. Efortul la care alunecarea începe înfiecare grăunte, depinde de orientarea acestuia faţă de axa efortului, respectând legea lui Schmid.Modificarea de formă într-un grăunte deformat plastic, poate fi constrânsă de grăunţii învecinaţi carenu au atins încă punctul de curgere (fluaj). In plus, limitele dintre grăunţi, fiind regiuni de nepotrivireatomică considerabilă, acţionează ca bariere puternice împotriva deplasării dislocaţiilor. Deasemenea tensiunile interne în jurul aglomerărilor de dislocaţii la limitele grăunţilor, care au fostsupuse fluajului (curgerii), pot crea surse pentru dislocaţii care operează în grăunţii învecinaţi. Decilimita (efortul) de curgere macroscopică la care apare curgerea tuturor grăunţilor, depinde dedimensiunea grăunţilor. In concluzie, un grăunte într-un policristal nu este liber să se deformezeplastic ca un cristal singular, deoarece trebuie să rămână în contact cu ceilalţi şi să se adapteze laschimbările de formă ale grăunţilor săi învecinaţi. Incapacitatea de a se adapta la această condiţie,conduce la o mică deformaţie la rupere.
Astfel că, depinzând de orientarea grăunţilor, ţinând cont de direcţia sarcinii aplicatematerialului, unii grăunţi vor curge primii, până când efortul de forfecare stabilit atinge o valoarecritică, apoi alţi grăunţi vor urma progresiv, pe măsură ce sarcina aplicată creşte.
Singura caracteristică bine-definită în curba tensiune-deformaţie este limita de curgere, lacare deformaţia plastică începe în întreaga probă [91].
2.7 Creșterea rezistenței la deformare a materialelor
Mecanismele primare prin care rezistenţa la curgere a solidelor cristaline creşte prinrestricţionarea mobilităţii dislocaţiilor. Un material poate conţine tipuri variate de obstacole saubariere, care în mod singular sau în combinaţii ale acestora, împiedică deplasarea dislocaţiilor.Aceste obstacole sunt: alte dislocaţii, graniţe interne (limite intergranulare, interfeţe, limiteintercelulare, samd.) atomi ai substanţelor dizolvate, defecte punctiforme, ciorchini de vacanţe,particule de fază secundară [91].
2.10 Strategii pentru mărirea rezistenței metalelor2.10.1 Reducerea dimensiunilor granulare
• Limitele intergranulare sunt bariere împotriva alunecării• “ Rezistența” barierelor crește odată cu creșterea unghiului de dezorientare• Dimensiuni granulare mai mici: mai multe bariere împotriva alunecării.Tehnici de reducere a dimensiunii granulare:
• Creșterea ratei de solidificare din faza lichidă
16
• Procese de deformare plastică urmate de un tratament termic corespunzătorNOTĂ: Reducerea dimensiunii granulare, de asemenea, îmbunătățește rezistența multor aliaje Limitele intergranulare la unghiuri-mici, nu sunt apte să interfereze cu procesul de alunecare
din cauza micilor nealinieri cristalografice de-a lungul limitelor Limitele dintre două faze diferite sunt de asemenea piedici în calea deplasării dislocațiilor
2.11 Studii privind modul de formare a structurilor nanometrice2.11.1 Materiale nanostructurate. Nanostructurarea: Teoria structurii
interne la trecerea micro-nano
In ultimii ani se foloseşte deformarea plastică severă (DPS) pentru a produce în materialelemetalice granulaţii nanometrice, necesare în deformarea superplastică.
Începută cu tratamente termomecanice (TTM) ce constau din laminări controlate şi răciriaccelerate, finisarea granulaţiei nu a putut trece iniţial de graniţa de 5µm.
Implicarea în schemele TTM avansate, a recristalizării dinamice, combinată cu difuziacontrolată şi precipitarea fin dispersă, a fazelor secundare, asigurate de o compoziţie chimicăadecvată – chiar dacă uneori costisitoare (superaliaje) – a coborât limita dimensiunii grăunţilor pânăla valoarea excepţională de 1µm.
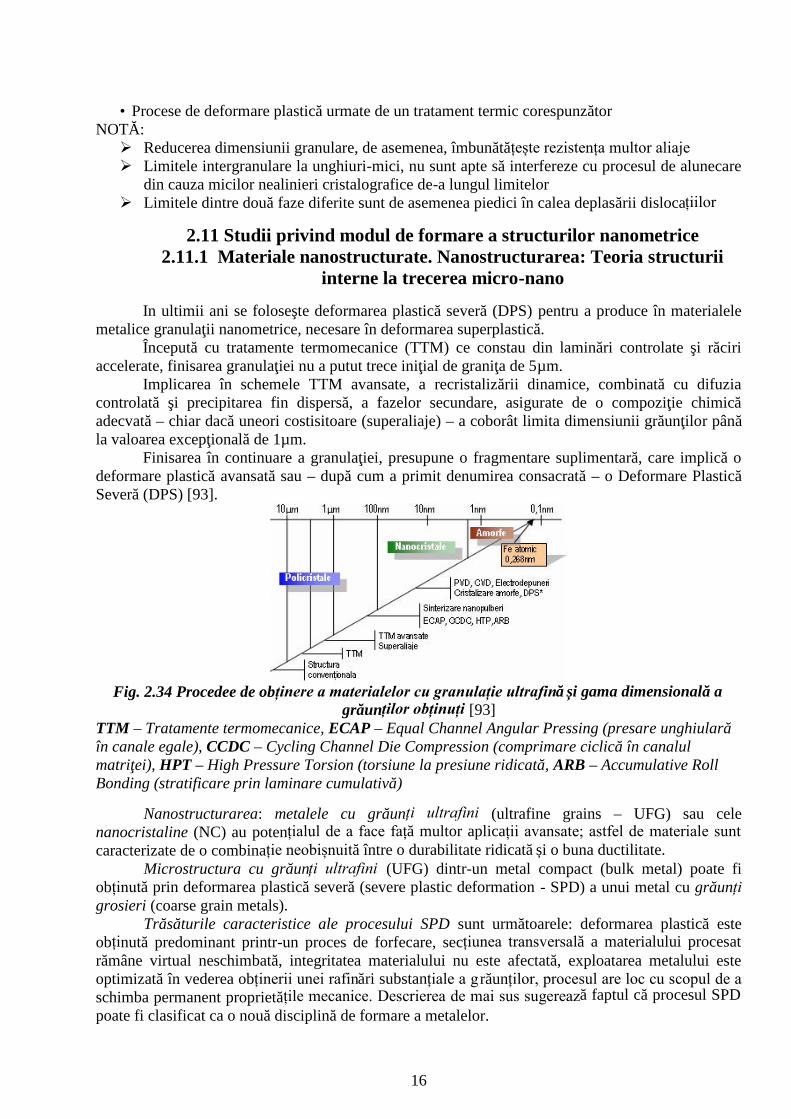
Finisarea în continuare a granulaţiei, presupune o fragmentare suplimentară, care implică odeformare plastică avansată sau – după cum a primit denumirea consacrată – o Deformare PlasticăSeveră (DPS) [93].
Fig. 2.34 Procedee de obținere a materialelor cu granulație ultrafină și gama dimensională agrăunților obținuți [93]
TTM – Tratamente termomecanice, ECAP – Equal Channel Angular Pressing (presare unghiularăîn canale egale), CCDC – Cycling Channel Die Compression (comprimare ciclică în canalulmatriţei), HPT – High Pressure Torsion (torsiune la presiune ridicată, ARB – Accumulative RollBonding (stratificare prin laminare cumulativă)
Nanostructurarea: metalele cu grăunți ultrafini (ultrafine grains – UFG) sau celenanocristaline (NC) au potențialul de a face față multor aplicații avansate; astfel de materiale suntcaracterizate de o combinație neobișnuită între o durabilitate ridicată și o buna ductilitate.
Microstructura cu grăunți ultrafini (UFG) dintr-un metal compact (bulk metal) poate fiobținută prin deformarea plastică severă (severe plastic deformation - SPD) a unui metal cu grăunțigrosieri (coarse grain metals).
Trăsăturile caracteristice ale procesului SPD sunt următoarele: deformarea plastică esteobținută predominant printr-un proces de forfecare, secțiunea transversală a materialului procesatrămâne virtual neschimbată, integritatea materialului nu este afectată, exploatarea metalului esteoptimizată în vederea obținerii unei rafinări substanțiale a grăunților, procesul are loc cu scopul de aschimba permanent proprietățile mecanice. Descrierea de mai sus sugerează faptul că procesul SPDpoate fi clasificat ca o nouă disciplină de formare a metalelor.
17
In orice caz, majoritatea acestor metode este utilizată pentru obținerea unor cantități mici demateriale, de multe ori sub forma unor straturi subțiri [93].
2.11.3 Importanța nanostructurării
Importanța nanostructurării : este dată de caracterul fundamental al cercetării ce propunegăsirea unei soluții originale pentru o problemă ce ar deschide calea spre noi dezvoltări și modelăriale relațiilor dintre structură și proprietăți, aplicate în deformarea plastică cu grade mari dedeformare – SPD. să se obțină piese și semifabricate cu proprietăți îmbunătă țite prin însuși procesul de
fabricație: rezistența la uzură datorită organizării nanostructurate și superplasticitate . Prinutilizarea procedeelor de deformare plastică se pot obține piese sau semifabricate avândstructură granulară ultrafină, dar nu se pot obține piese cu structuri nanocristaline în condițiinormale. Noi descoperiri ale originii mecanismelor de deformare pot duce la trecerea acesteibariere și la obținerea structurilor nanocristaline. Procesele de deformare plastică au ajuns lafrontiera dintre tehnologiile top-down (transformarea materialului) și bottom-up (sintetizareamaterialului), care înseamnă nanotehnologii [99].
CAPITOLUL 3. Studiul forțelor ce concură la realizarea tehnologieide extrudarea ciclică
3.1.2 Calculul forței necesare extrudării directe a semifabricatelor subformă de bară prin metoda însumării presiunilor
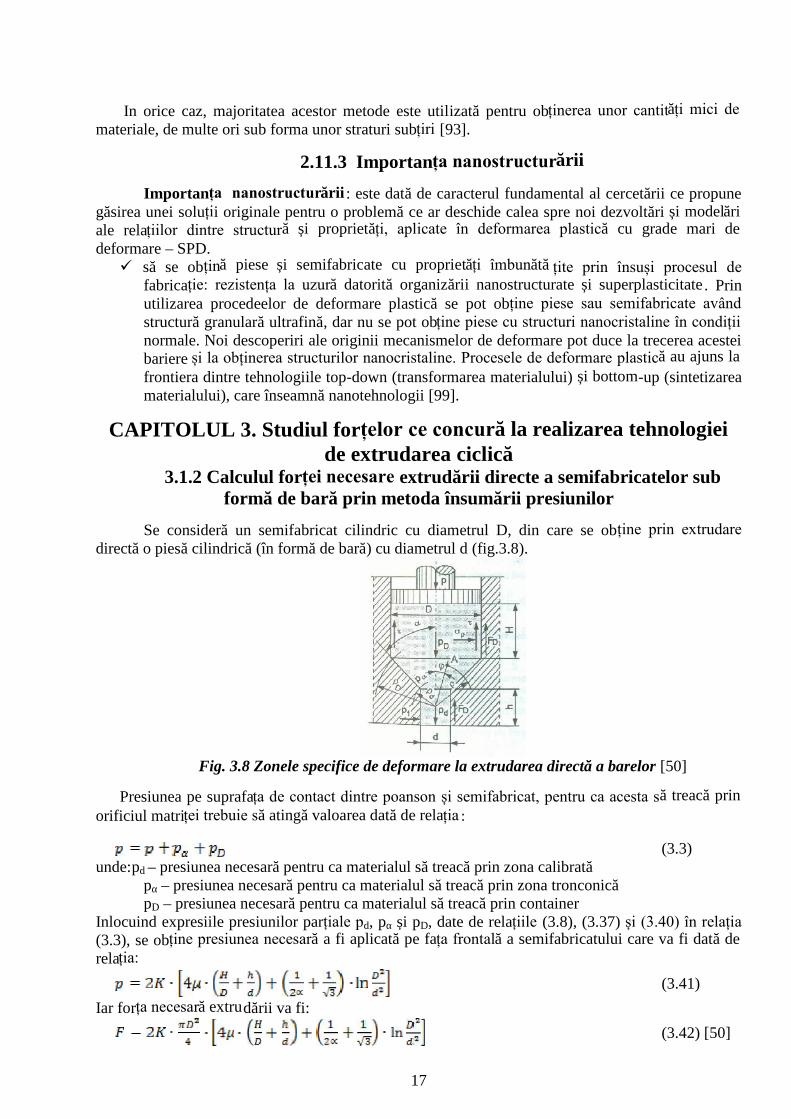
Se consideră un semifabricat cilindric cu diametrul D, din care se obține prin extrudaredirectă o piesă cilindrică (în formă de bară) cu diametrul d (fig.3.8).
Fig. 3.8 Zonele specifice de deformare la extrudarea directă a barelor [50]
Presiunea pe suprafața de contact dintre poanson și semifabricat, pentru ca acesta să treacă prinorificiul matriței trebuie să atingă valoarea dată de relația :
(3.3)unde:pd – presiunea necesară pentru ca materialul să treacă prin zona calibrată
pα – presiunea necesară pentru ca materialul să treacă prin zona tronconicăpD – presiunea necesară pentru ca materialul să treacă prin container
Inlocuind expresiile presiunilor parțiale pd, pα și pD, date de relațiile (3.8), (3.37) și (3.40) în relația(3.3), se obține presiunea necesară a fi aplicată pe fața frontală a semifabricatului care va fi dată derelația:
(3.41)Iar forța necesară extrudării va fi:
(3.42) [50]
18
Dacă se consideră coeficientul de frecare între matriță și semifabricat (oțel cu aluminiu), avândvaloarea: μ = 0.61 (μ = 0.61/2 = 0,3 cu ungere) conform [95], diametrul inițial al matriței, D = 30mm, diametrul final al piesei rezultate după extrudare, d = 15 mm, înălțimea inițială a matriței, H =22 mm, înălțimea matriței în zona de reducere de diametru, h = 10 mm, unghiul de înclinare almatriței α = 30˚, coeficientul K are valoarea, conform relației (3.7) :
Făcând înlocuirile în ecuația (3.42), rezultă că forța necesară extrudării va fi:
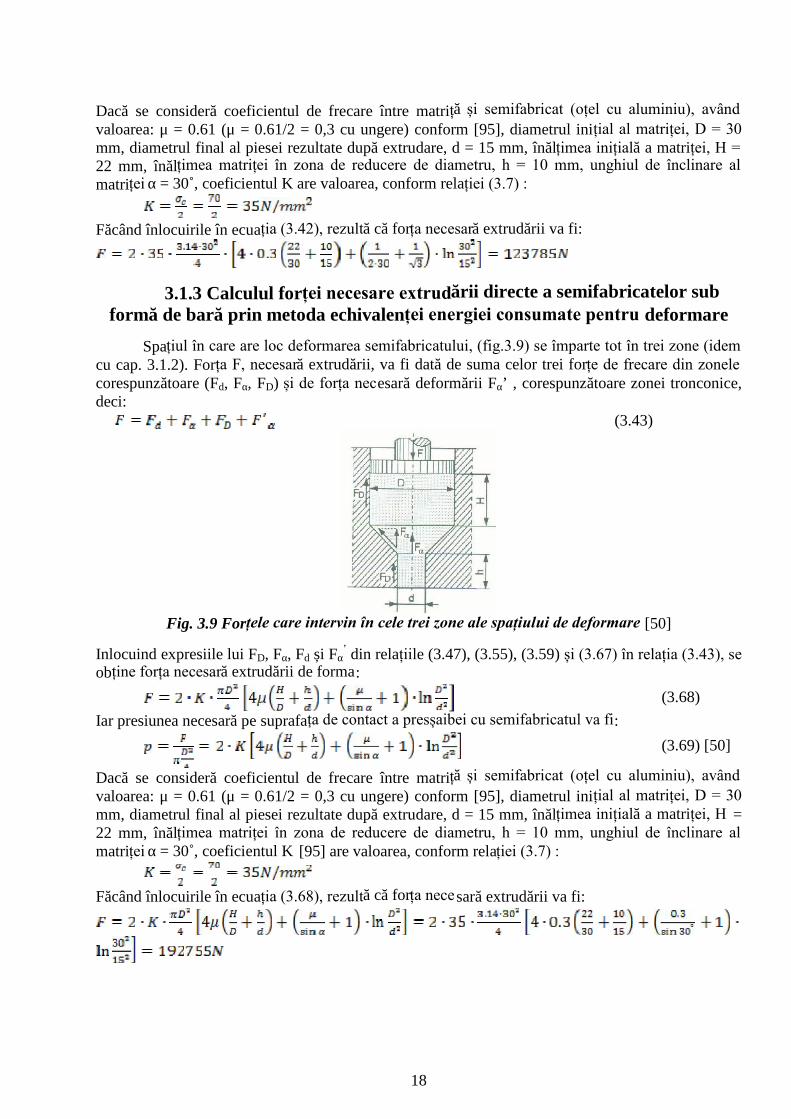
3.1.3 Calculul forței necesare extrudării directe a semifabricatelor subformă de bară prin metoda echivalenței energiei consumate pentru deformare
Spațiul în care are loc deformarea semifabricatului, (fig.3.9) se împarte tot în trei zone (idemcu cap. 3.1.2). Forța F, necesară extrudării, va fi dată de suma celor trei forțe de frecare din zonelecorespunzătoare (Fd, Fα, FD) și de forța necesară deformării Fα’ , corespunzătoare zonei tronconice,deci:
(3.43)
Fig. 3.9 Forțele care intervin în cele trei zone ale spațiului de deformare [50]
Inlocuind expresiile lui FD, Fα, Fd și Fα’ din relațiile (3.47), (3.55), (3.59) și (3.67) în relația (3.43), se
obține forța necesară extrudării de forma:(3.68)
Iar presiunea necesară pe suprafața de contact a presșaibei cu semifabricatul va fi:(3.69) [50]
Dacă se consideră coeficientul de frecare între matriță și semifabricat (oțel cu aluminiu), avândvaloarea: μ = 0.61 (μ = 0.61/2 = 0,3 cu ungere) conform [95], diametrul inițial al matriței, D = 30mm, diametrul final al piesei rezultate după extrudare, d = 15 mm, înălțimea inițială a matriței, H =22 mm, înălțimea matriței în zona de reducere de diametru, h = 10 mm, unghiul de înclinare almatriței α = 30˚, coeficientul K [95] are valoarea, conform relației (3.7) :
Făcând înlocuirile în ecuația (3.68), rezultă că forța necesară extrudării va fi:
19
Capitolul 4Încercări experimentale de extrudare ciclică aplicate probelor din
aliajele de aluminiu studiate şi rezultatele obţinute4.1 Direcții de cercetare. Programul experimental
Direcțiile de cercetare care vor fi abordate vor viza deformarea plastică severă prin extrudareciclică a unor aliaje de aluminiu comerciale, ce prezintă o importanță practică deosebită și asupracărora, efectele acestui tip de procesare nu au mai fost studiate în mod amănunțit și anume aliajele:AlCu4Mg1, AlCu4Mg1,5Mn , Al5TiB1 și A6060.
Deformarea se va realiza la temperatura camerei, folosind o viteză de deformare constantă câtmai mică cu putință. Procesarea se va realiza folosind o contrapresiune în canalul de ieșire șiasigurându-se o lubrifiere cât mai bună, pentru a se reduce la minim efectele frecării între material șiscule în timpul deformării.
Se va studia în principal influența ungiului de înclinație al canalului matriței și a număruluide treceri prin matriță (ambii parametri determinând în mod direct valoarea deformației echivalente)asupra tipului de microstructuri UFG sau NG obținute (caracteristicilor microstructurale) și aproprietăților mecanice ale aliajelor studiate, procesate prin CEC.
De asemenea, se va neglija orice influență a creșterilor de temperatură care apar în timpulprocesului ca urmare a deformării și frecărilor (efectul termic al deformației putând fi ignorat) și aoricăror factori care mai intervin în cadrul acestui proces. Cercetările experimentale vor avea dreptscop principal, atât obținerea de microstructuri ultrafine (UFG) sau nanocristaline (NG), cât șideterminarea influenței principalilor parametri tehnologici (gradul de deformare, viteza dedeformare, temperatura de deformare, unghiul de înclinare al canalului matriței, numărul de treceri)asupra caracteristicilor structurale și mecanice ale aliajelor de aluminiu deformate plastic sever prinprocedeul CEC.
Cercetările experimentale vor fi axate pe analiza amănunțită a materialelor studiate (aliajecomerciale de aluminiu), în stare inițială, neprocesate prin CEC, care să evidențieze caracteristicileacestora din punct de vedere al compoziției chimice, al aspectului microstructurii, al principalelorproprietăți mecanice.
După realizarea deformării plastice severe a materialelor prin procedeul CEC, vor fi studiateaceleași caracteristici (microstructură și caracteristici mecanice) ale aliajelor de aluminiu utilizate, dedata aceasta procesate prin CEC și apoi rezultatele vor fi comparate cu cele ale materialuluineprocesat, în final, trăgându-se concluziile necesare.
Extrudarea ciclică va fi realizată la temperatura camerei, utilizând o viteză de deformareconstantă, v = 100 mm/min (reglată prin programul presei).
Analizele vor cuprinde și aprecierea mărimii grăunților cristalini sau a domeniilor cristalinecoerente și corelarea acestora cu valorile caracteristicilor mecanice ale materialelor în stările studiateși eventual, studiul comportării la rupere și aspectul suprafețelor de rupere la tracțiune pentru aliajeleutilizate, atăt în stare inițială cât și după procesarea prin CEC.
După cum se poate observa, tema de cercetare abordată, prezintă un caracter complex, pe totparcursul lucrării avându-se în vedere, respectarea planului experimental, efectuându-se acolo unde afost necesar, anumite corecții sau modificări, în scopul atingerii obiectivelor propuse.
Pe baza structurii proiectate a planului de cercetare, urmează a se stabili și prezentaurmătoarele elemente:
Descrierea aparaturii și a instalațiilor de cercetare. Cercetarea corelațiilor între caracteristicile microstructurale și proprietățile mecanice ale
aliajelor procesate prin CEC pe baza influenței unghiului de înclinare al canalului matrițeiși implicit a valorii forței necesare extrudării.
Cercetarea corelațiilor între caracteristicile microstructurale și proprietățile mecanice alealiajelor procesate prin CEC pe baza influenței exercitate de numărul de treceri succesiveprin matriță.
20
Concluzii referitoare la influența parametrilor luați în considerare asupra tipului destructuri UFG sau NG, induse în urma procesării prin CEC și implicit asupracaracteristicilor mecanice obținute, cât și eventual, stabilirea regimului optim deprocesare CEC pentru aliajele studiate.
Concluzii referitoare la evoluția valorilor deformațiilor și tensiunilor care iau naștere înmaterial, după fiecare trecere, din cele 14+14 treceri obținute prin simularea cuprogramul de analiză cu element finit (FEA), Forge2009.
Concluzii referitoare la evoluția valorilor forțelor necesare extrudării pentru fiecaretrecere, din cele 14+14 treceri obținute prin simularea cu programul de analiză cuelement finit (FEA), Forge2009, în cadrul graficelor Forță-cursă.
Concluzii referitoare la evoluția valorilor forțelor necesare extrudării pentru fiecaretrecere desprinse din graficele și tabelele obținute experimental și compararea cu valorileobținute prin simulare.
Concuzii finale referitoare la contribuțiile personale în ceea ce privește dezvoltareapatrimoniului de cunoștințe privind obținerea de microstructuri UFG sau NG prindeformare plastică severă prin extrudare ciclică a aliajelor de aluminiu.
4.2 Proiectarea tehnologiei de deformare plastică severă4.2.1 Adoptarea schemei DPS
Adoptarea tipului de deformare plastică severă (DPS), a variantei constructive funcţionale şia schemei de DPS optime trebuie să îndeplinească o serie de condiţii şi criterii ce exprimă de faptcerinţele impuse de utilizator sau aplicaţie şi posibilităţile reale ale materialului de a fi deformatplastic cu grade mari de deformare, în condiţiile obţinerii structurii ultrafine/ nanometrice. Cel mai important criteriu de decizie îl reprezintă disponibilitatea materialului la deformare
plastică, întrucât el desparte materialele în plastice şi respectiv dure şi fragile. Diferenţa decomportare la deformare este dată de compoziţia chimică şi de starea materialuluideterminată de structura anterioară DPS.
Al doilea criteriu de decizie este dat de dimensiunile semifabricatului şi de forma sa:semifabricatele de tip bandă/tablă se prelucrează prin procedeul Acumulative Roll Bonding(ARB), discurile şi inelele prin High Pressure Torsion (HPT), barele cilindrice prin CyclingExtrusion Compression (CEC) sau Equal Channel Angular Pressing (ECAP), iar cele cusecţiune rectangulară prin ECAP.
Profilul aplicaţiei reprezintă al treilea criteriu de decizie: - dacă se urmăreşte uniformitateadeformaţiei în volum, atunci se alege CEC sau ECAP; - dacă se are în vedere doar creşterearezistenţei mecanice, atunci se limitează gradul de deformare impus (≈ 4), dar dacă seurmăreşte superplasticitatea atunci limita minimă a gradului de deformare creşte (≈ 8).
Al patrulea criteriu de decizie exprimă legătura cu aplicaţiile industriale actuale şi de viitor şiderivă din acţiunea de integrare a tehnologiilor de DPS în lanţul tehnologic de producţieexistent care permite sau nu existenţa operaţiilor de manipulare între treceri sau impune caprocesul DPS sa fie unul continuu.
4.2.2 Stabilirea tipo-dimensiunilor semifabricatelor
Are în vedere adoptarea formei şi dimensiunilor secţiunii transversale a epruvetelor/canalelorde deformare. Gradul de deformare nu depinde de lungimea epruvetelor. Secţiunea transversală nupoate fi decât o formă geometrică regulată (pătrat, cerc, hexagon) datorită rotirii corpului în timpulprocesului CEC. Creşterea dimensiunilor semifabricatelor aduce ca principal dezavantaj creştereaeforturilor de deformare ca urmare a: creşterii forţelor de frecare, datorită creşterii ariei de contact asemifabricatului cu matriţa de deformare; creşterii volumului deformat, ceea ce presupune în modfiresc un lucru mecanic de deformare (Ld) majorat. De ex.: creşterea dimensiunilor secţiunii
21
transversale de la (10x10) mm la (20x20) mm determină majorarea teoretică a forţei de deformare de4 ori şi a frecării de 2 ori. [97]
4.2.3 Variabile de control ale procesului DPS
Parametrii tehnologici ai deformării plastice severe prin procedeul CEC sunt gradulconvenţional de deformare (%), respectiv gradul real de deformare, viteza de deformare vd (mm/s) şitemperatura de deformare Td (°C).- Factorii externi care influenţează procesul DPS sunt: frecarea şi condiţiile de lubrifiere, stareasuprafeţelor, geometria sculelor de deformare şi comportarea materialului.- Factorii interni care influenţează procesul DPS sunt: structura materialului, starea acestuia(tratat/netratat), compoziția chimică (elementele de aliere).- Procedeul utilizat, pentru deformarea severă a aliajelor de aluminiu studiate, semifabricatele avânddimensiuni medii (Ø25/Ø20x50mm) și formă cilindrică și datorită scopului urmărit, de rafinaregranulară și îmbunătățire a proprietăților fizico-mecanice ale materialului deformat și pentru că seurmăreşte uniformitatea deformaţiei în volum, a fost ales procedeul de extrudare ciclică (CEC).- Gradul de deformare (ε) pentru procesarea prin CEC, se stabilește cu formula (4.1) Ex. (primatrecere pentru matrița Ø30/Ø15):
% (4.1)- Temperatura de deformare (Td) trebuie să îndeplinească următoarele criterii:- starea termică corespunzătoare temperaturii adoptate să nu determine recristalizarea dinamicăşi/sau statică a semifabricatului, influenţând negativ finisarea structurală urmărită;- să determine o suficientă diminuare a rezistenţei la deformare a semifabricatului, împiedicândfisurarea probei şi asigurând implicit scăderea uzurii sculelor de deformare. Problema deformăriiplastice la cald nu se pune pentru metalele pure (sau de puritate comercială), ci pentru aliajele greudeformabile. Pentru cazul procesării DPS/CEC a aliajelor de aluminiu studiate, acestea avândpuritate comercială, s-a decis deformarea lor la temperatura camerei (Td=20̊ C).- Viteza de deformare vd (mm/s) se referă la viteza de deplasare a poansonului de deformare, a fostaleasă la valoarea 100 mm/min, pentru a se realiza o deformare ușoară și treptată a materialului și ase elimina riscul producerii unor solicitări mari și bruște ale sculelor și riscul fisurării materialului.- Cursa poansonului (mm) se calculează din considerente geometrice, în funcţie de înălțimea zoneicilindrice de intrare a canalului matriței, rezultând o cursă a poansonului de max. 25mm.- Geometria sculelor de deformare: Unghiul canalului de deformare (60˚), Forma canalului(cilindrică), Dimensiunile canalului (zona intrare = Ø30x22mm, zona conică =2x(Ø30/Ø15x13mm)zona calibrare = Ø15x10mm, zona ieșire = Ø30x22mm) și pentru varianta a 2-a de matriță (zonaintrare = Ø10x30mm, zona calibrare = Ø7/ Ø5,5x10mm, zona ieșire = Ø10x30mm), (Lungimeatotală a canalului de deformare = 80mm și 70mm pentru varianta a 2-a de matriță).- Epruvetele: Forma (cilindrică), Dimensiuni (Ø25/Ø20x50mm) și pentru varianta a 2-a de matriță
(Ø10x25mm), Material (duraluminiu AlCu4Mg1,5Mn/ AlCu4Mg1, aliajele Al5TiB1 și A6060)- Lubrifiantul folosit a fost suspensie de grafit coloidal în ulei mineral și/sau MoS2 [97].
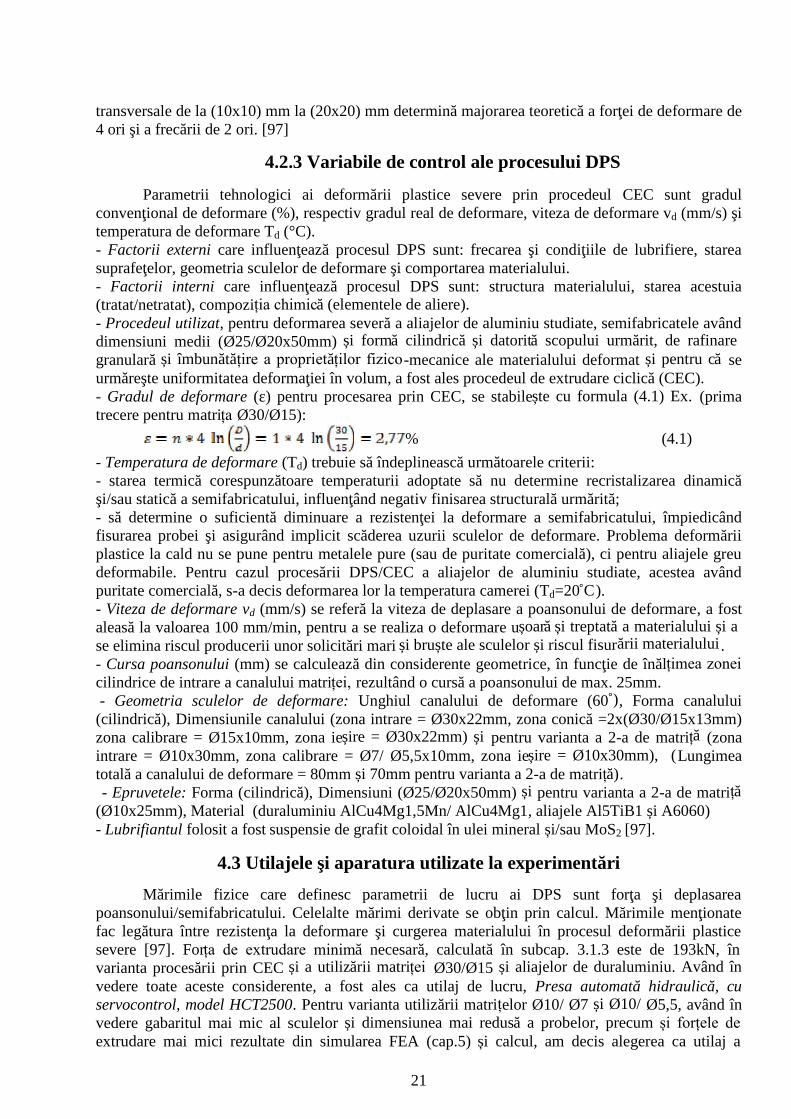
4.3 Utilajele şi aparatura utilizate la experimentăriMărimile fizice care definesc parametrii de lucru ai DPS sunt forţa şi deplasarea
poansonului/semifabricatului. Celelalte mărimi derivate se obţin prin calcul. Mărimile menţionatefac legătura între rezistenţa la deformare şi curgerea materialului în procesul deformării plasticesevere [97]. Forța de extrudare minimă necesară, calculată în subcap. 3.1.3 este de 193kN, învarianta procesării prin CEC și a utilizării matriței Ø30/Ø15 și aliajelor de duraluminiu. Având învedere toate aceste considerente, a fost ales ca utilaj de lucru, Presa automată hidraulică, cuservocontrol, model HCT2500. Pentru varianta utilizării matrițelor Ø10/ Ø7 și Ø10/ Ø5,5, având învedere gabaritul mai mic al sculelor și dimensiunea mai redusă a probelor, precum și forțele deextrudare mai mici rezultate din simularea FEA (cap.5) și calcul, am decis alegerea ca utilaj a
22
Mașinii universale de încercări mecanice WDW 150S. Aceste utilaje se găsesc în dotarea Instituluide Cercetare PRO-DD, (Laboratorul 4) al Universității Transilvania din Brașov.
Fig. 4.1 Presa automată hidraulică, Fig. 4.2 Mașina universală decu servocontrol, model HCT2500 încercări mecanice WDW 150S
Pentru încălzirea probelor din Dural în vederea călirii de punere în soluție, s-a folosit uncuptor de incălzire tip UTTIS, din dotarea Departamentului Știința Materialelor (Fig.4.3).
Fig. 4.3 Cuptor pentru tratamente termice
Analizele chimice ale materialelor, microduritățile și microstructurile, au fost studiate peaparatele prezentate în fig. 4.4 – 4.7.
Fig. 4.4 Microscop optic de tip OMNIMET3 Fig. 4.5 Spectrometru XRF portabil, de a 4-agenerație: model Genius, Laborator Dinamic
Fig. 4.6 Spectrometru tip Spectromax XF-BT Fig. 4.7 Microdurimetru marca FM 700
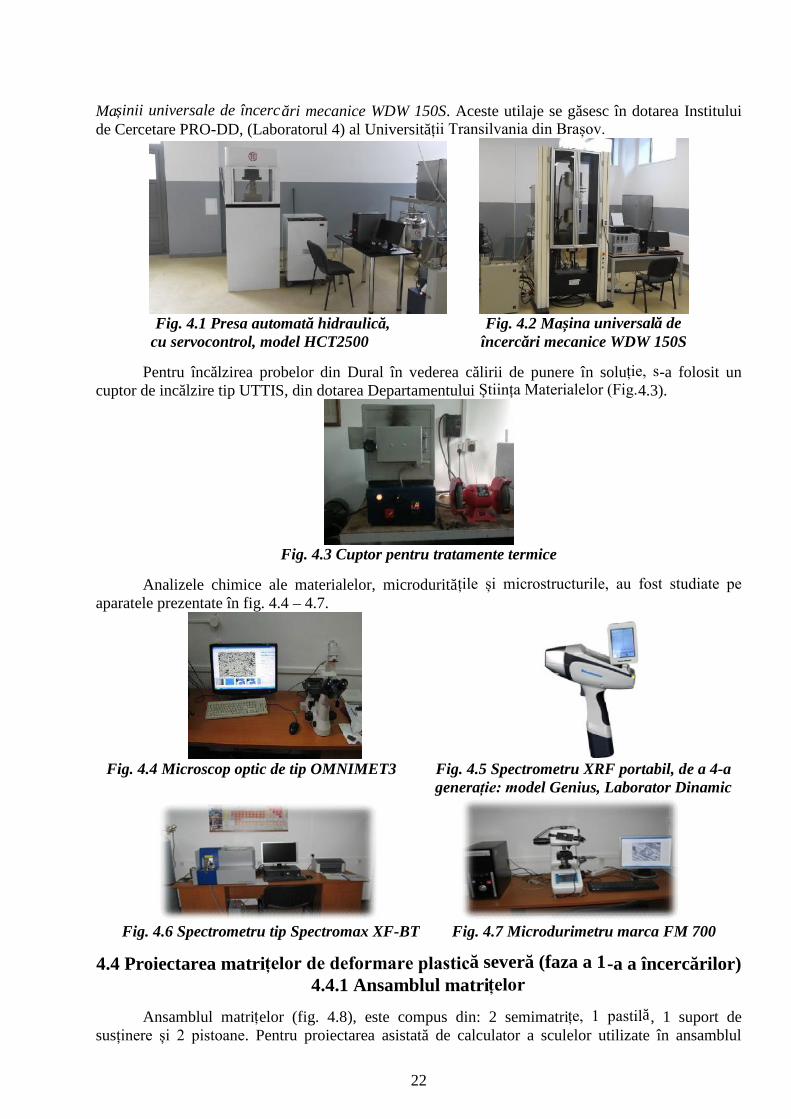
4.4 Proiectarea matrițelor de deformare plastică severă (faza a 1-a a încercărilor)4.4.1 Ansamblul matrițelor
Ansamblul matrițelor (fig. 4.8), este compus din: 2 semimatrițe, 1 pastilă, 1 suport desusținere și 2 pistoane. Pentru proiectarea asistată de calculator a sculelor utilizate în ansamblul
23
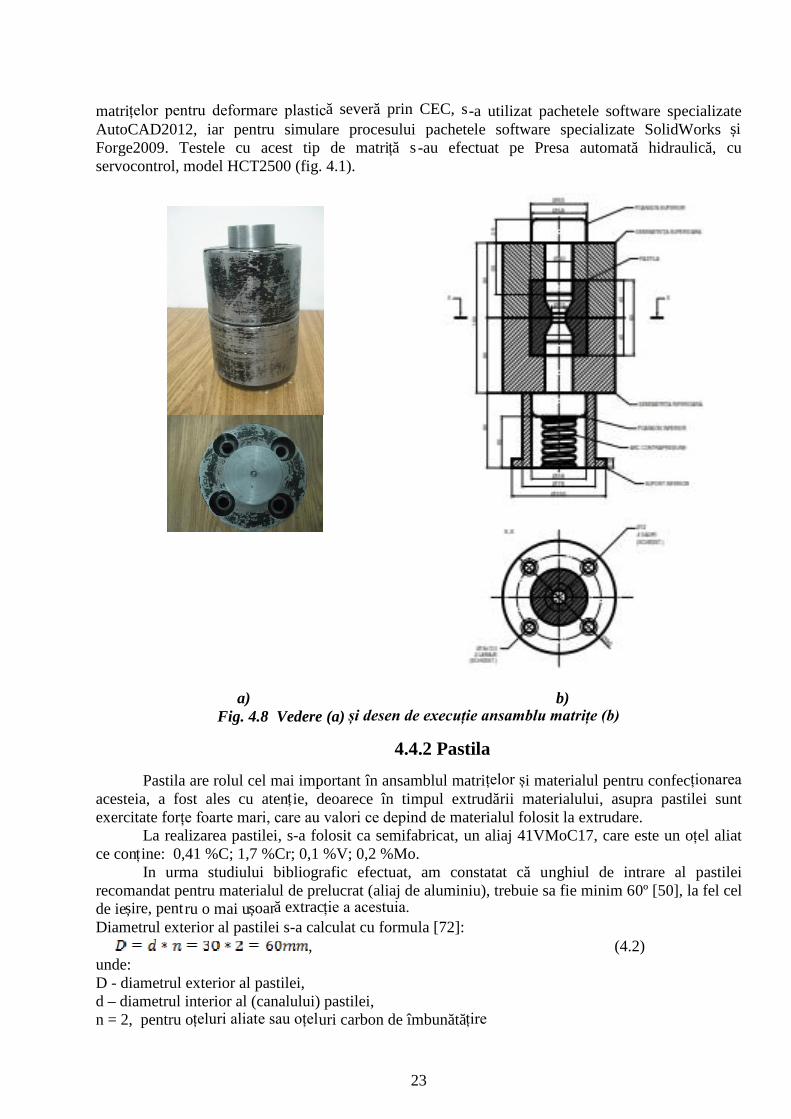
matrițelor pentru deformare plastică severă prin CEC, s-a utilizat pachetele software specializateAutoCAD2012, iar pentru simulare procesului pachetele software specializate SolidWorks șiForge2009. Testele cu acest tip de matriță s -au efectuat pe Presa automată hidraulică, cuservocontrol, model HCT2500 (fig. 4.1).
a) b)Fig. 4.8 Vedere (a) și desen de execuție ansamblu matrițe (b)
4.4.2 PastilaPastila are rolul cel mai important în ansamblul matrițelor și materialul pentru confecționarea
acesteia, a fost ales cu atenție, deoarece în timpul extrudării materialului, asupra pastilei suntexercitate forțe foarte mari, care au valori ce depind de materialul folosit la extrudare.
La realizarea pastilei, s-a folosit ca semifabricat, un aliaj 41VMoC17, care este un oțel aliatce conține: 0,41 %C; 1,7 %Cr; 0,1 %V; 0,2 %Mo.
In urma studiului bibliografic efectuat, am constatat că unghiul de intrare al pastileirecomandat pentru materialul de prelucrat (aliaj de aluminiu), trebuie sa fie minim 60º [50], la fel celde ieșire, pentru o mai ușoară extracție a acestuia.Diametrul exterior al pastilei s-a calculat cu formula [72]:
, (4.2)unde:D - diametrul exterior al pastilei,d – diametrul interior al (canalului) pastilei,n = 2, pentru oțeluri aliate sau oțeluri carbon de îmbunătățire
24
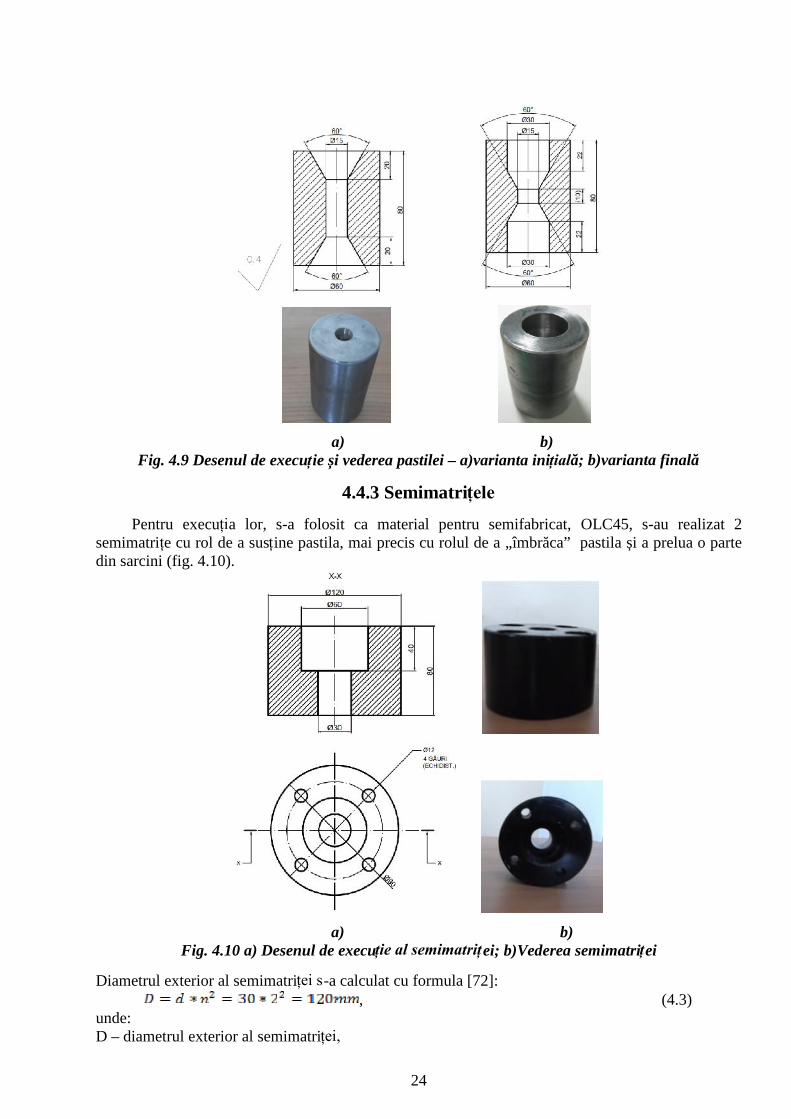
a) b)Fig. 4.9 Desenul de execuție și vederea pastilei – a)varianta inițială; b)varianta finală
4.4.3 SemimatrițelePentru execuția lor, s-a folosit ca material pentru semifabricat, OLC45, s-au realizat 2
semimatrițe cu rol de a susține pastila, mai precis cu rolul de a „îmbrăca” pastila și a prelua o partedin sarcini (fig. 4.10).
a) b)Fig. 4.10 a) Desenul de execuție al semimatriței; b)Vederea semimatriței
Diametrul exterior al semimatriței s-a calculat cu formula [72]:, (4.3)
unde:D – diametrul exterior al semimatriței,
25
d - diametrul interior al semimatriței,n = 2, pentru oțeluri aliate sau oțeluri carbon de îmbunătățire
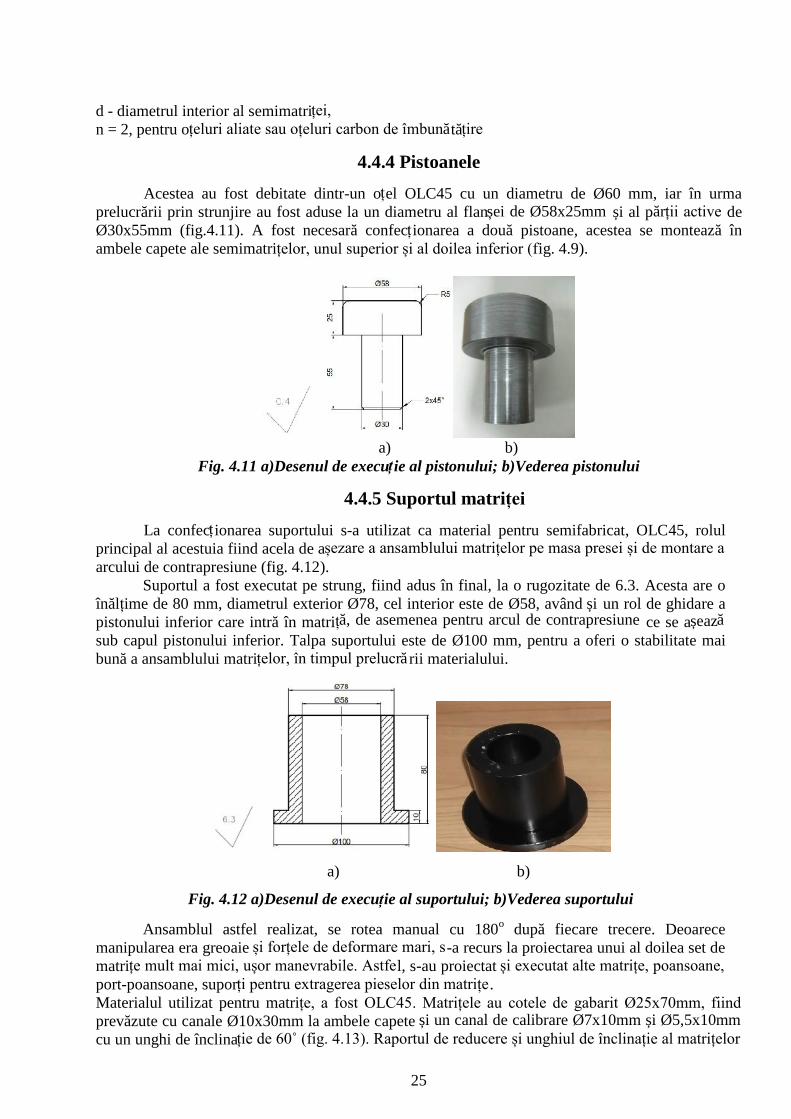
4.4.4 PistoaneleAcestea au fost debitate dintr-un oțel OLC45 cu un diametru de Ø60 mm, iar în urma
prelucrării prin strunjire au fost aduse la un diametru al flanșei de Ø58x25mm și al părții active deØ30x55mm (fig.4.11). A fost necesară confecționarea a două pistoane, acestea se montează înambele capete ale semimatrițelor, unul superior și al doilea inferior (fig. 4.9).
a) b)Fig. 4.11 a)Desenul de execuție al pistonului; b)Vederea pistonului
4.4.5 Suportul matrițeiLa confecționarea suportului s-a utilizat ca material pentru semifabricat, OLC45, rolul
principal al acestuia fiind acela de așezare a ansamblului matrițelor pe masa presei și de montare aarcului de contrapresiune (fig. 4.12).
Suportul a fost executat pe strung, fiind adus în final, la o rugozitate de 6.3. Acesta are oînălțime de 80 mm, diametrul exterior Ø78, cel interior este de Ø58, având și un rol de ghidare apistonului inferior care intră în matriță, de asemenea pentru arcul de contrapresiune ce se așeazăsub capul pistonului inferior. Talpa suportului este de Ø100 mm, pentru a oferi o stabilitate maibună a ansamblului matrițelor, în timpul prelucrării materialului.
a) b)
Fig. 4.12 a)Desenul de execuție al suportului; b)Vederea suportului
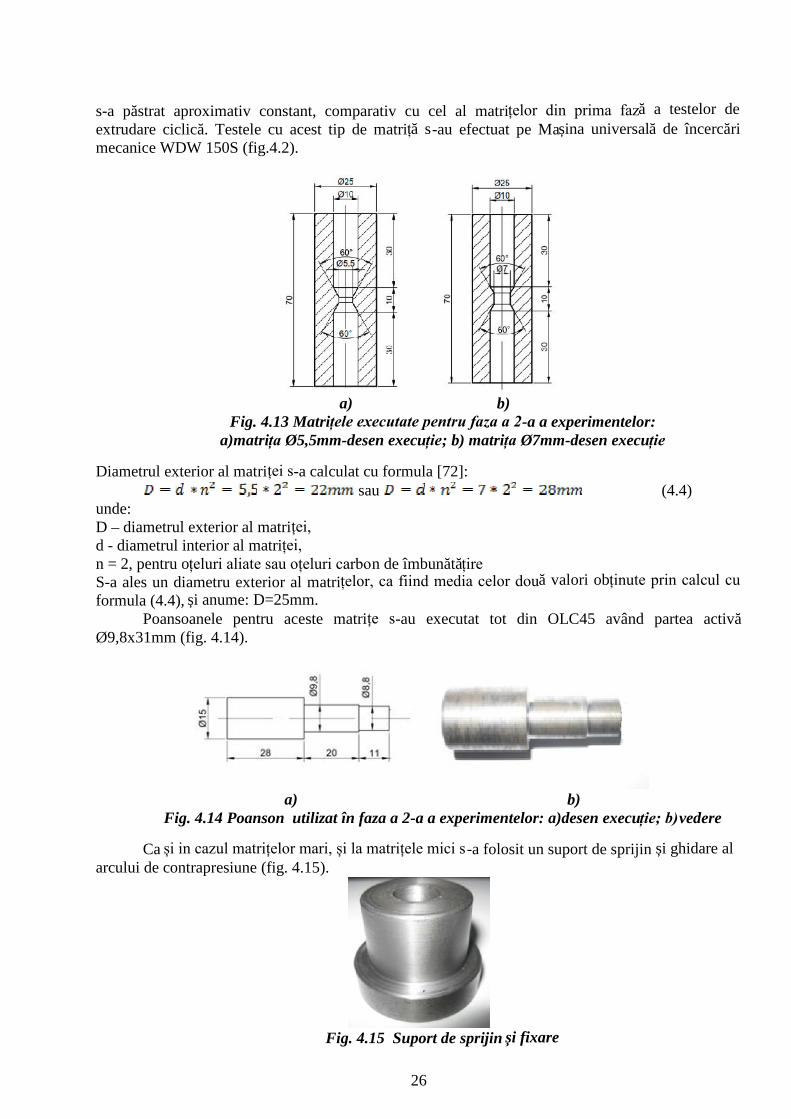
Ansamblul astfel realizat, se rotea manual cu 180o după fiecare trecere. Deoarecemanipularea era greoaie și forțele de deformare mari, s-a recurs la proiectarea unui al doilea set dematrițe mult mai mici, ușor manevrabile. Astfel, s-au proiectat și executat alte matrițe, poansoane,port-poansoane, suporți pentru extragerea pieselor din matrițe.Materialul utilizat pentru matrițe, a fost OLC45. Matrițele au cotele de gabarit Ø25x70mm, fiindprevăzute cu canale Ø10x30mm la ambele capete și un canal de calibrare Ø7x10mm și Ø5,5x10mmcu un unghi de înclinație de 60˚ (fig. 4.13). Raportul de reducere și unghiul de înclinație al matrițelor
26
s-a păstrat aproximativ constant, comparativ cu cel al matrițelor din prima fază a testelor deextrudare ciclică. Testele cu acest tip de matriță s-au efectuat pe Mașina universală de încercărimecanice WDW 150S (fig.4.2).
a) b)Fig. 4.13 Matrițele executate pentru faza a 2-a a experimentelor:
a)matrița Ø5,5mm-desen execuție; b) matrița Ø7mm-desen execuție
Diametrul exterior al matriței s-a calculat cu formula [72]:sau (4.4)
unde:D – diametrul exterior al matriței,d - diametrul interior al matriței,n = 2, pentru oțeluri aliate sau oțeluri carbon de îmbunătățireS-a ales un diametru exterior al matrițelor, ca fiind media celor două valori obținute prin calcul cuformula (4.4), și anume: D=25mm.
Poansoanele pentru aceste matrițe s-au executat tot din OLC45 având partea activăØ9,8x31mm (fig. 4.14).
a) b)Fig. 4.14 Poanson utilizat în faza a 2-a a experimentelor: a)desen execuție; b)vedere
Ca și in cazul matrițelor mari, și la matrițele mici s-a folosit un suport de sprijin și ghidare alarcului de contrapresiune (fig. 4.15).
Fig. 4.15 Suport de sprijin și fixare
27
4.6 Materiale utilizate la încercările experimentale4.6.1. Compoziții chimice. Proprietăți
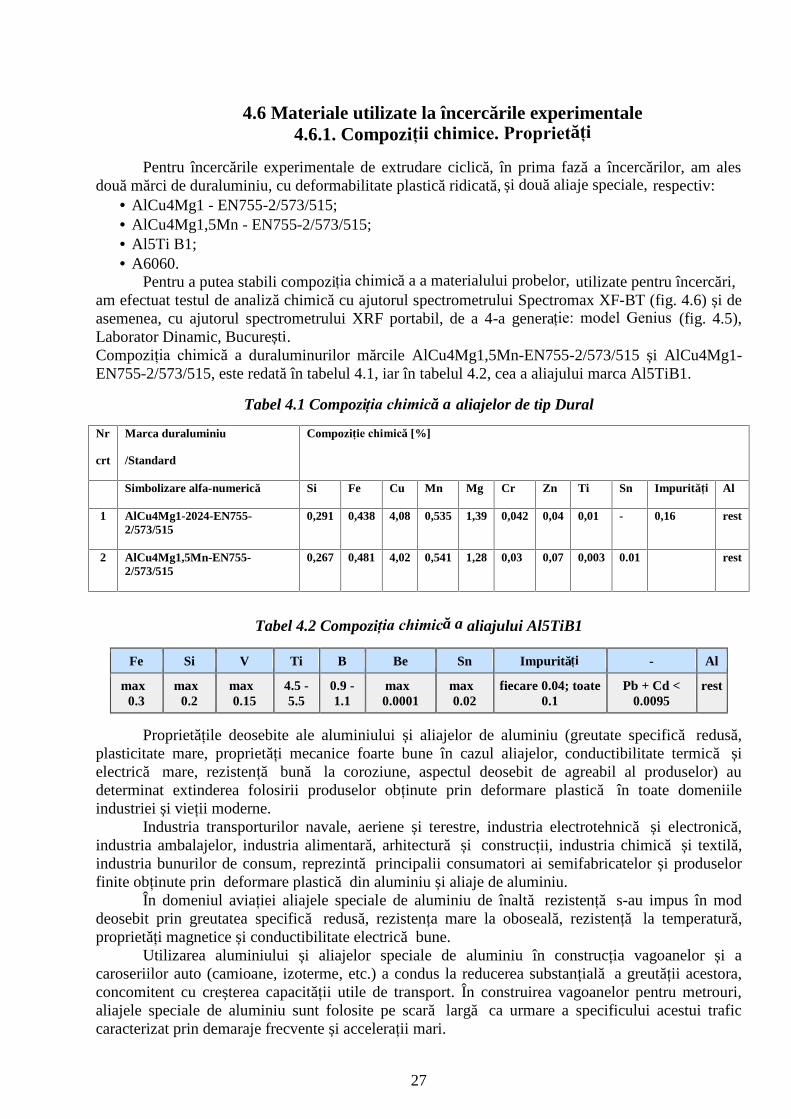
Pentru încercările experimentale de extrudare ciclică, în prima fază a încercărilor, am alesdouă mărci de duraluminiu, cu deformabilitate plastică ridicată, și două aliaje speciale, respectiv:
AlCu4Mg1 - EN755-2/573/515; AlCu4Mg1,5Mn - EN755-2/573/515; Al5Ti B1; A6060.
Pentru a putea stabili compoziția chimică a a materialului probelor, utilizate pentru încercări,am efectuat testul de analiză chimică cu ajutorul spectrometrului Spectromax XF-BT (fig. 4.6) și deasemenea, cu ajutorul spectrometrului XRF portabil, de a 4-a generație: model Genius (fig. 4.5),Laborator Dinamic, București.Compoziția chimică a duraluminurilor mărcile AlCu4Mg1,5Mn-EN755-2/573/515 și AlCu4Mg1-EN755-2/573/515, este redată în tabelul 4.1, iar în tabelul 4.2, cea a aliajului marca Al5TiB1.
Tabel 4.1 Compoziția chimică a aliajelor de tip Dural
Nr
crt
Marca duraluminiu
/Standard
Compoziție chimică [%]
Simbolizare alfa-numerică Si Fe Cu Mn Mg Cr Zn Ti Sn Impurități Al
1 AlCu4Mg1-2024-EN755-2/573/515
0,291 0,438 4,08 0,535 1,39 0,042 0,04 0,01 - 0,16 rest
2 AlCu4Mg1,5Mn-EN755-2/573/515
0,267 0,481 4,02 0,541 1,28 0,03 0,07 0,003 0.01 rest
Tabel 4.2 Compoziția chimică a aliajului Al5TiB1
Fe Si V Ti B Be Sn Impurități - Al
max0.3
max0.2
max0.15
4.5 -5.5
0.9 -1.1
max0.0001
max0.02
fiecare 0.04; toate0.1
Pb + Cd <0.0095
rest
Proprietățile deosebite ale aluminiului și aliajelor de aluminiu (greutate specifică redusă,plasticitate mare, proprietăți mecanice foarte bune în cazul aliajelor, conductibilitate termică șielectrică mare, rezistență bună la coroziune, aspectul deosebit de agreabil al produselor) audeterminat extinderea folosirii produselor obținute prin deformare plastică în toate domeniileindustriei și vieții moderne.
Industria transporturilor navale, aeriene și terestre, industria electrotehnică și electronică,industria ambalajelor, industria alimentară, arhitectură și construcții, industria chimică și textilă,industria bunurilor de consum, reprezintă principalii consumatori ai semifabricatelor și produselorfinite obținute prin deformare plastică din aluminiu și aliaje de aluminiu.
În domeniul aviației aliajele speciale de aluminiu de înaltă rezistență s-au impus în moddeosebit prin greutatea specifică redusă, rezistența mare la oboseală, rezistență la temperatură,proprietăți magnetice și conductibilitate electrică bune.
Utilizarea aluminiului și aliajelor speciale de aluminiu în construcția vagoanelor și acaroseriilor auto (camioane, izoterme, etc.) a condus la reducerea substanțială a greutății acestora,concomitent cu creșterea capacității utile de transport. În construirea vagoanelor pentru metrouri,aliajele speciale de aluminiu sunt folosite pe scară largă ca urmare a specificului acestui traficcaracterizat prin demaraje frecvente și accelerații mari.
28
4.6.2 Principalele proprietăți ale aliajelor de tip dural
In aliajele de aluminiu deformabile elementele de aliere Mg, Si, Cu, Mn și Zn formeazăsoluții solide cu aluminiul, îmbunătățindu-i substanțial tenacitatea.
Când conținutul elementelor de aliere este scăzut, soluțiile solide obținute sunt stabile la oricetemperatură, iar creșterea caracteristicilor mecanice este moderată. La procente mai ridicate aleelementelor de aliere, soluțiile solide obținute sunt metastabile la temperatura ambiantă și, înconsecință, aliajele pot fi durificabile structural prin precipitarea din soluția solidă a unor compușicare conduce la o creștere importantă a rezistenței aliajului, dar în detrimentul plasticității care scade.
In stare recoaptă, duraluminiul este format din soluție solidă și compuși sub formă deprecipitate secundare. La încălzire (la circa 500˚C) CuAl2 si Mg2Si se dizolvă în aluminiu, iarcompușii de Mn și Fe nu se dizolvă. Prin călire de la această temperatură, aliajul va consta dinsoluție solidă suprasaturată și compuși de Fe și Mn.
Caracteristicile mecanice ale principalelor aliaje de aluminiu speciale, de înaltă rezistențămecanică, utilizate în domenii de vârf ale tehnicii, variază în funcție de mai mulți factori dintre carecei mai importanți sunt compoziția chimică și starea structurală, gradul de deformare și direcția decurgere a materialului metalic în procesul de deformare plastică precum și de tratamentele termiceaplicate [100].
Cele două calități de duraluminiu utilizat, aparțin conf. SREN573-3/1995, clasei de aliaje cubază de aluminiu deformabile seria 2000:sistemul Al-Cu (-Mg), conține cuprul ca principal element de aliere, iar în microstructura aliajuluiapar faze bogate în cupru cum sunt CuAl2 si CuMgAl2; prin încălzire acești compuși se dizolvă înmatricea de aluminiu, iar cantitatea lor va da măsura eficacității procesului de călire.
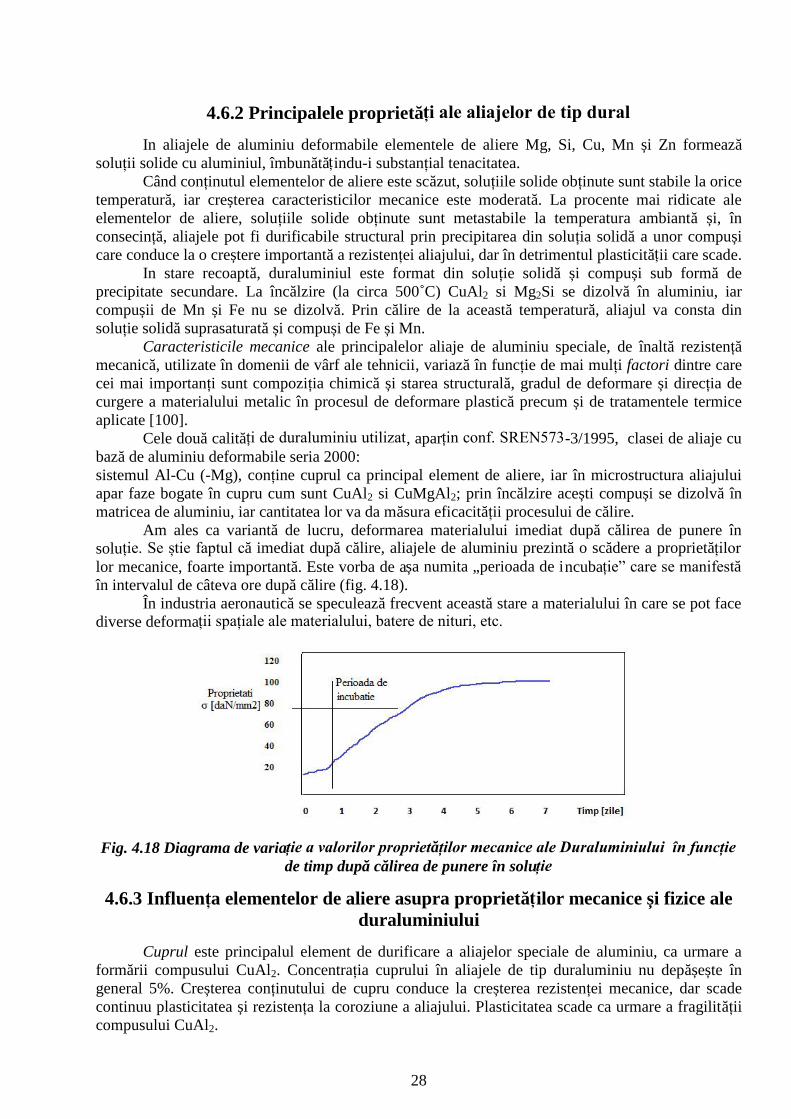
Am ales ca variantă de lucru, deformarea materialului imediat după călirea de punere însoluție. Se știe faptul că imediat după călire, aliajele de aluminiu prezintă o scădere a proprietățilorlor mecanice, foarte importantă. Este vorba de așa numita „perioada de incubație” care se manifestăîn intervalul de câteva ore după călire (fig. 4.18).
În industria aeronautică se speculează frecvent această stare a materialului în care se pot facediverse deformații spațiale ale materialului, batere de nituri, etc.
Fig. 4.18 Diagrama de variație a valorilor proprietăților mecanice ale Duraluminiului în funcțiede timp după călirea de punere în soluție
4.6.3 Influența elementelor de aliere asupra proprietăților mecanice și fizice aleduraluminiului
Cuprul este principalul element de durificare a aliajelor speciale de aluminiu, ca urmare aformării compusului CuAl2. Concentrația cuprului în aliajele de tip duraluminiu nu depășește îngeneral 5%. Creșterea conținutului de cupru conduce la creșterea rezistenței mecanice, dar scadecontinuu plasticitatea și rezistența la coroziune a aliajului. Plasticitatea scade ca urmare a fragilitățiicompusului CuAl2.
29
Magneziul este de asemenea un element de durificare a aliajelor de aluminiu prin formareacompusului Al2Mg3, iar în prezența siliciului formează compusul Mg2Si. Concentrația magneziuluiîn aliajele de aluminiu deformabile este limitată la 2,5% deoarece peste această valoare plasticitateaaliajelor scade foarte mult. In general până la 1,4 % Mg aliajele nu se durifică prin tratament termic,iar la concentrații mai mari până la maximum 3% Mg aliajele se pot durifica prin tratament termicînsă efectul de durificare este foarte mic. Magneziul mărește și rezistența la coroziune a aliajului.
Siliciul în aliajele deformabile de aluminiu se introduce într-o proporție de 0,5...1,2 %. Laconcentrații mai mari proprietățile mecanice ale aliajelor nu cresc simțitor însă plasticitatea scadefoarte mult.
Zincul este unul dintre principalele elemente durificabile în aliajele de aluminiu speciale curezistența mecanică înaltă, prin formarea compusului Al2Zn3 care are un efect de durificare superiorcelorlalți compuși. Concentrația zincului în aliajele speciale de aluminiu deformabile este de 6...8%.Peste aceste valori creșterea concentrației de zinc nu se recomandă, ca urmare a scăderii foarteaccentuate a plasticității și rezistenței la coroziune a aliajului.
Manganul se adaugă în aliajele de aluminiu mai ales pentru mărirea rezistenței la coroziune aacestora. Însă influența sa dăunătoare asupra plasticității limitează concentrația manganului lamaxim 1,2%. Manganul are și rolul de a înlătura influența dăunătoare a fierului în aceste aliaje. Deasemenea, manganul mărește temperatura de recristalizare a aliajelor de aluminiu și micșoreazăsensibilitatea la creștere a grăunților [100].
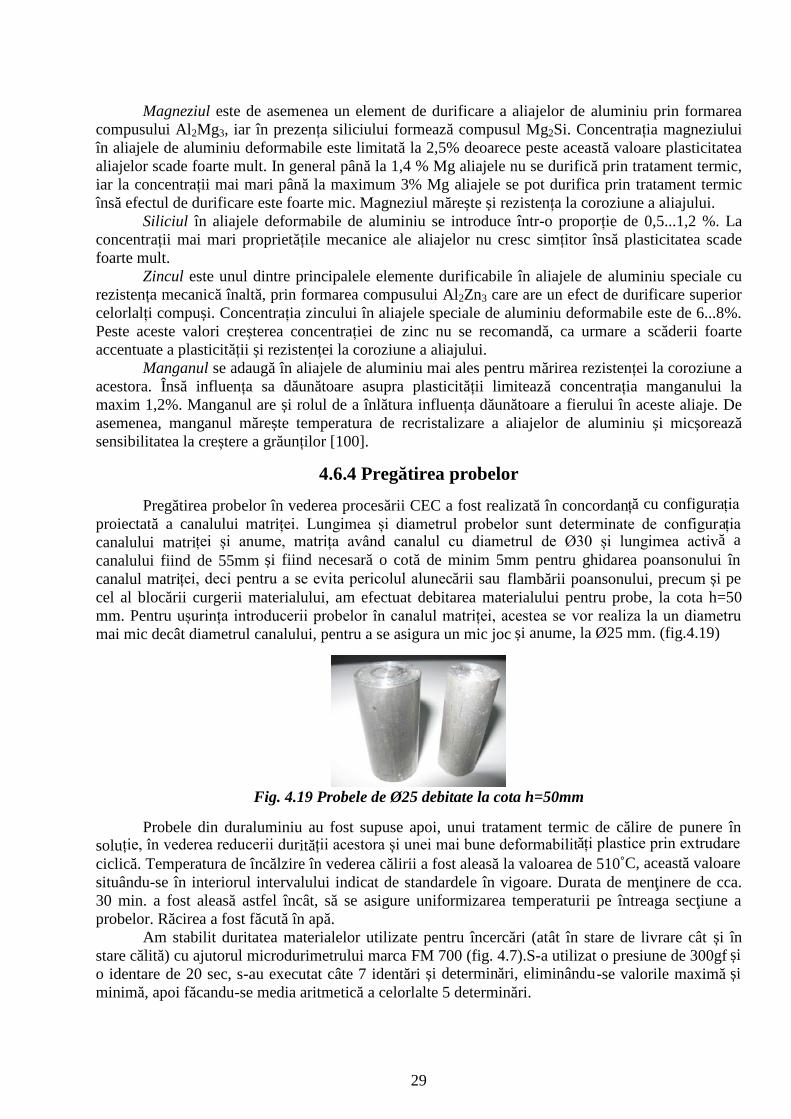
4.6.4 Pregătirea probelorPregătirea probelor în vederea procesării CEC a fost realizată în concordanță cu configurația
proiectată a canalului matriței. Lungimea și diametrul probelor sunt determinate de configurațiacanalului matriței și anume, matrița având canalul cu diametrul de Ø30 și lungimea activă acanalului fiind de 55mm și fiind necesară o cotă de minim 5mm pentru ghidarea poansonului încanalul matriței, deci pentru a se evita pericolul alunecării sau flambării poansonului, precum și pecel al blocării curgerii materialului, am efectuat debitarea materialului pentru probe, la cota h=50mm. Pentru ușurința introducerii probelor în canalul matriței, acestea se vor realiza la un diametrumai mic decât diametrul canalului, pentru a se asigura un mic joc și anume, la Ø25 mm. (fig.4.19)
Fig. 4.19 Probele de Ø25 debitate la cota h=50mm
Probele din duraluminiu au fost supuse apoi, unui tratament termic de călire de punere însoluție, în vederea reducerii durității acestora și unei mai bune deformabilități plastice prin extrudareciclică. Temperatura de încălzire în vederea călirii a fost aleasă la valoarea de 510˚C, această valoaresituându-se în interiorul intervalului indicat de standardele în vigoare. Durata de menţinere de cca.30 min. a fost aleasă astfel încât, să se asigure uniformizarea temperaturii pe întreaga secţiune aprobelor. Răcirea a fost făcută în apă.
Am stabilit duritatea materialelor utilizate pentru încercări (atât în stare de livrare cât și înstare călită) cu ajutorul microdurimetrului marca FM 700 (fig. 4.7).S-a utilizat o presiune de 300gf șio identare de 20 sec, s-au executat câte 7 identări și determinări, eliminându-se valorile maximă șiminimă, apoi făcandu-se media aritmetică a celorlalte 5 determinări.
30
4.6.5 Procesarea CEC. Rezultate în urma testelor de extrudare ciclică.Determinarea microdurității [HV0,3]
Operația propriu-zisă de deformare plastică severă prin extrudare ciclică a aliajelor deduraluminiu specificate anterior, a fost efectuată în conformitate cu programul de cercetare propus.Astfel, procesarea a fost realizată pe presa automată hidraulică, cu servocontrol, model HCT2500(fig. 4.1) la temperatura camerei (20˚C), folosind o viteză de deplasare a poansonului de100mm/min, o contrapresiune de cca. 20kN, asigurată de arcul și poansonul inferior, în scopulrealizării unei mai bune umpleri cu material a cavității pastilei, a eliminării posibilității apariției unorzone “moarte” după ieșirea materialului din zona canalului de calibrare și a fisurării acestuia.
După prima trecere, ansamblul matrițelor a fost rotit cu 180˚, realizându-se extrudarea șicomprimarea materialului în sens invers decât la prima trecere. Piesele rezultate în urma extrudăriiciclice, după 6, 9, 12, respectiv 15 treceri, au fost extrase din matriță, debitate, aproximativ înjumătate, apoi fixate în dispozitiv și pregătite în vederea realizării analizei structurale, suprafețelelustruite au fost atacate cu soluție de Nital 2% și clătite cu apă, în final, am realizat analizastructurală a probelor, utilizând microscopul metalografic de tip OMNIMET-BUEHLER.
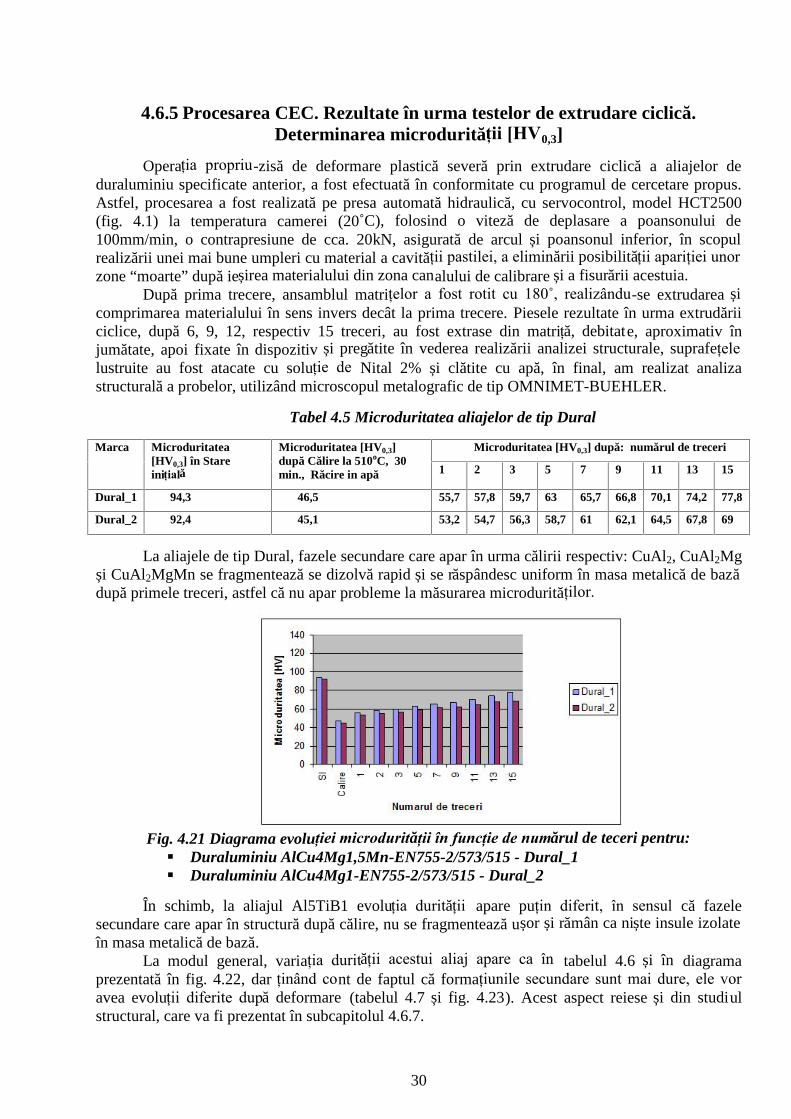
Tabel 4.5 Microduritatea aliajelor de tip Dural
Marca Microduritatea[HV0,3] în Stareinițială
Microduritatea [HV0,3]după Călire la 510oC, 30min., Răcire in apă
Microduritatea [HV0,3] după: numărul de treceri
1 2 3 5 7 9 11 13 15
Dural_1 94,3 46,5 55,7 57,8 59,7 63 65,7 66,8 70,1 74,2 77,8
Dural_2 92,4 45,1 53,2 54,7 56,3 58,7 61 62,1 64,5 67,8 69
La aliajele de tip Dural, fazele secundare care apar în urma călirii respectiv: CuAl2, CuAl2Mgși CuAl2MgMn se fragmentează se dizolvă rapid și se răspândesc uniform în masa metalică de bazădupă primele treceri, astfel că nu apar probleme la măsurarea microdurităților.
Fig. 4.21 Diagrama evoluției microdurității în funcție de numărul de teceri pentru: Duraluminiu AlCu4Mg1,5Mn-EN755-2/573/515 - Dural_1 Duraluminiu AlCu4Mg1-EN755-2/573/515 - Dural_2
În schimb, la aliajul Al5TiB1 evoluția durității apare puțin diferit, în sensul că fazelesecundare care apar în structură după călire, nu se fragmentează ușor și rămân ca niște insule izolateîn masa metalică de bază.
La modul general, variația durității acestui aliaj apare ca în tabelul 4.6 și în diagramaprezentată în fig. 4.22, dar ținând cont de faptul că formațiunile secundare sunt mai dure, ele voravea evoluții diferite după deformare (tabelul 4.7 și fig. 4.23). Acest aspect reiese și din studiulstructural, care va fi prezentat în subcapitolul 4.6.7.
31
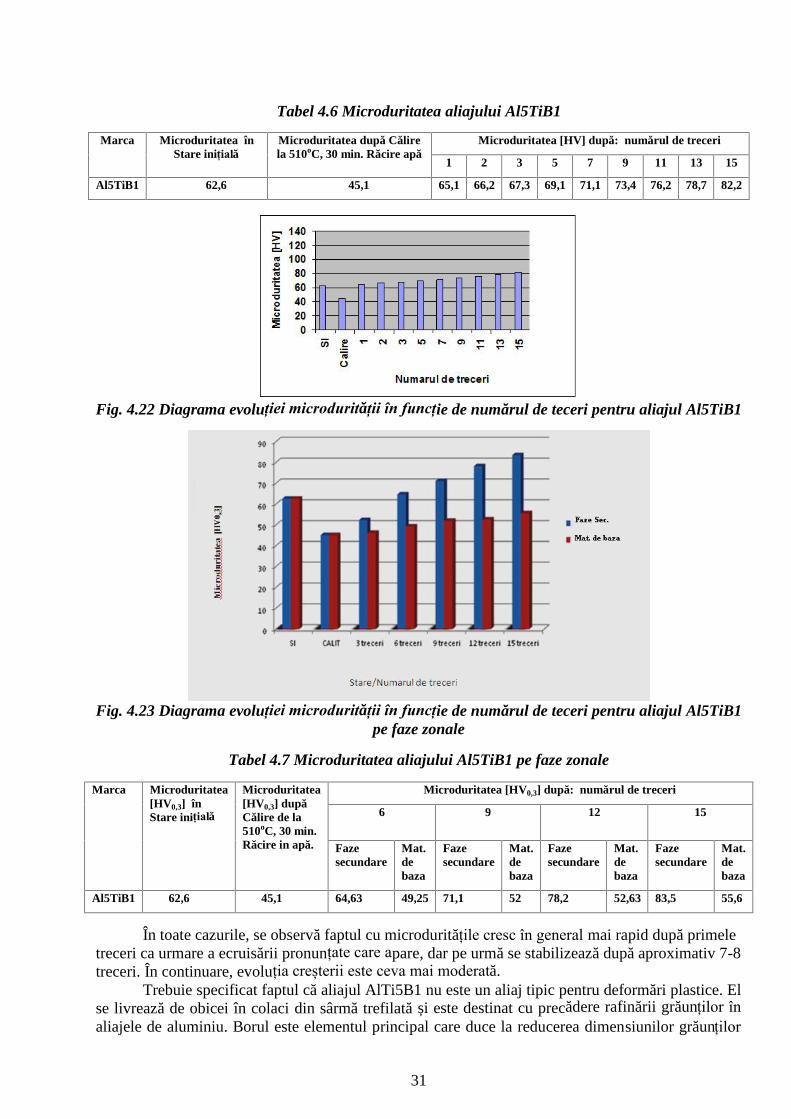
Tabel 4.6 Microduritatea aliajului Al5TiB1
Marca Microduritatea înStare inițială
Microduritatea după Călirela 510oC, 30 min. Răcire apă
Microduritatea [HV] după: numărul de treceri
1 2 3 5 7 9 11 13 15
Al5TiB1 62,6 45,1 65,1 66,2 67,3 69,1 71,1 73,4 76,2 78,7 82,2
Fig. 4.22 Diagrama evoluției microdurității în funcție de numărul de teceri pentru aliajul Al5TiB1
Fig. 4.23 Diagrama evoluției microdurității în funcție de numărul de teceri pentru aliajul Al5TiB1pe faze zonale
Tabel 4.7 Microduritatea aliajului Al5TiB1 pe faze zonale
Marca Microduritatea[HV0,3] înStare inițială
Microduritatea[HV0,3] dupăCălire de la510oC, 30 min.Răcire in apă.
Microduritatea [HV0,3] după: numărul de treceri
6 9 12 15
Fazesecundare
Mat.debaza
Fazesecundare
Mat.debaza
Fazesecundare
Mat.debaza
Fazesecundare
Mat.debaza
Al5TiB1 62,6 45,1 64,63 49,25 71,1 52 78,2 52,63 83,5 55,6
În toate cazurile, se observă faptul cu microduritățile cresc în general mai rapid după primeletreceri ca urmare a ecruisării pronunțate care apare, dar pe urmă se stabilizează după aproximativ 7-8treceri. În continuare, evoluția creșterii este ceva mai moderată.
Trebuie specificat faptul că aliajul AlTi5B1 nu este un aliaj tipic pentru deformări plastice. Else livrează de obicei în colaci din sârmă trefilată și este destinat cu precădere rafinării grăunților înaliajele de aluminiu. Borul este elementul principal care duce la reducerea dimensiunilor grăunților
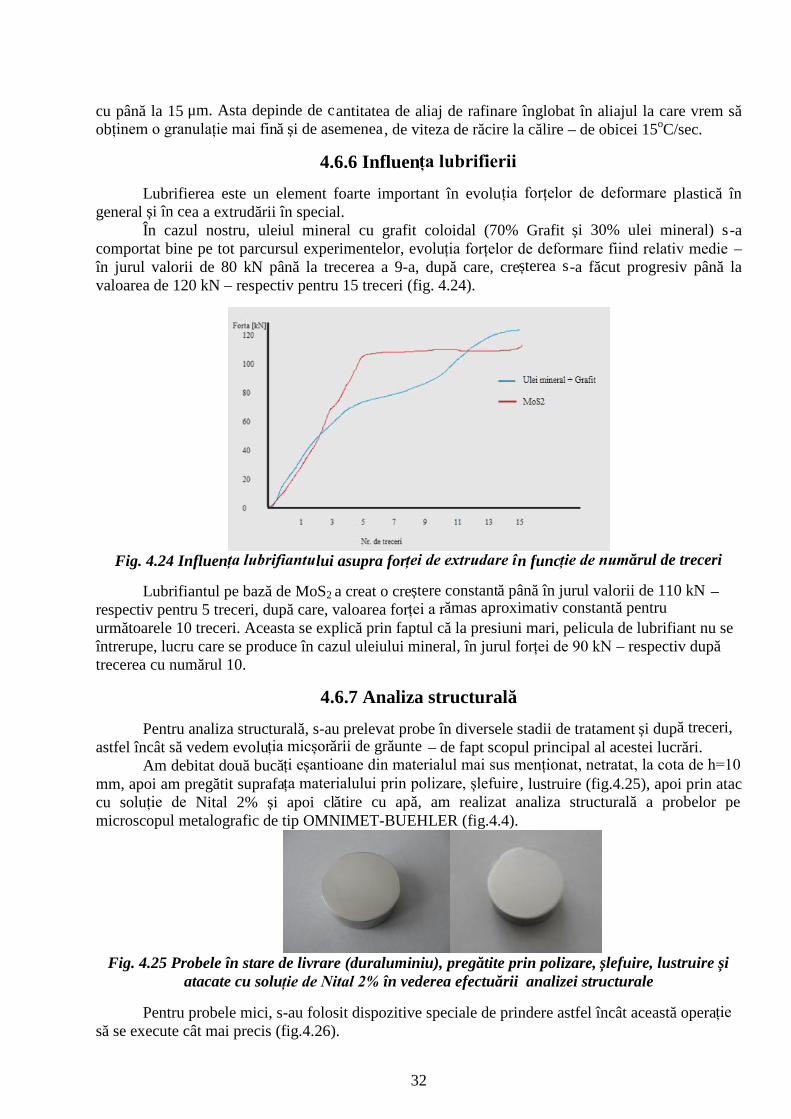
32
cu până la 15 μm. Asta depinde de cantitatea de aliaj de rafinare înglobat în aliajul la care vrem săobținem o granulație mai fină și de asemenea, de viteza de răcire la călire – de obicei 15oC/sec.
4.6.6 Influența lubrifierii
Lubrifierea este un element foarte important în evoluția forțelor de deformare plastică îngeneral și în cea a extrudării în special.
În cazul nostru, uleiul mineral cu grafit coloidal (70% Grafit și 30% ulei mineral) s-acomportat bine pe tot parcursul experimentelor, evoluția forțelor de deformare fiind relativ medie –în jurul valorii de 80 kN până la trecerea a 9-a, după care, creșterea s-a făcut progresiv până lavaloarea de 120 kN – respectiv pentru 15 treceri (fig. 4.24).
Fig. 4.24 Influența lubrifiantului asupra forței de extrudare în funcție de numărul de treceri
Lubrifiantul pe bază de MoS2 a creat o creștere constantă până în jurul valorii de 110 kN –respectiv pentru 5 treceri, după care, valoarea forței a rămas aproximativ constantă pentruurmătoarele 10 treceri. Aceasta se explică prin faptul că la presiuni mari, pelicula de lubrifiant nu seîntrerupe, lucru care se produce în cazul uleiului mineral, în jurul forței de 90 kN – respectiv dupătrecerea cu numărul 10.
4.6.7 Analiza structuralăPentru analiza structurală, s-au prelevat probe în diversele stadii de tratament și după treceri,
astfel încât să vedem evoluția micșorării de grăunte – de fapt scopul principal al acestei lucrări.Am debitat două bucăți eșantioane din materialul mai sus menționat, netratat, la cota de h=10
mm, apoi am pregătit suprafața materialului prin polizare, șlefuire , lustruire (fig.4.25), apoi prin ataccu soluție de Nital 2% și apoi clătire cu apă, am realizat analiza structurală a probelor pemicroscopul metalografic de tip OMNIMET-BUEHLER (fig.4.4).
Fig. 4.25 Probele în stare de livrare (duraluminiu), pregătite prin polizare, șlefuire, lustruire șiatacate cu soluție de Nital 2% în vederea efectuării analizei structurale
Pentru probele mici, s-au folosit dispozitive speciale de prindere astfel încât această operațiesă se execute cât mai precis (fig.4.26).
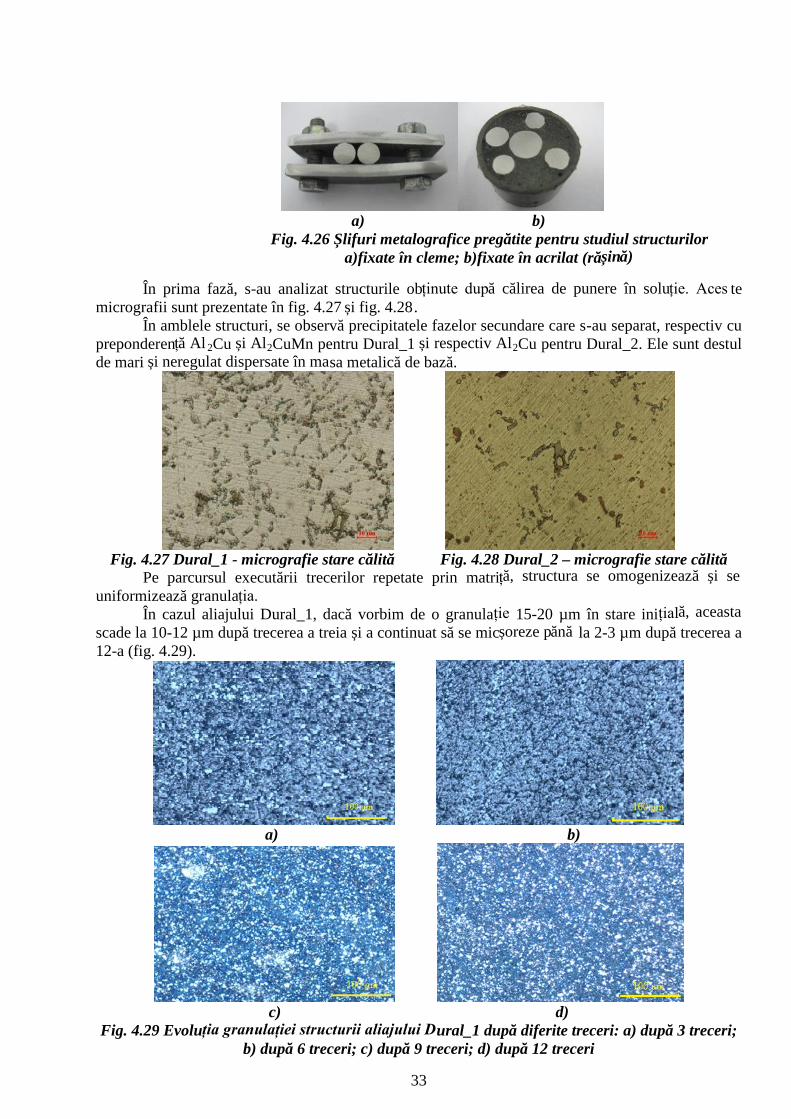
33
a) b)Fig. 4.26 Șlifuri metalografice pregătite pentru studiul structurilor
a)fixate în cleme; b)fixate în acrilat (rășină)
În prima fază, s-au analizat structurile obținute după călirea de punere în soluție. Aces temicrografii sunt prezentate în fig. 4.27 și fig. 4.28.
În amblele structuri, se observă precipitatele fazelor secundare care s-au separat, respectiv cupreponderență Al 2Cu și Al2CuMn pentru Dural_1 și respectiv Al2Cu pentru Dural_2. Ele sunt destulde mari și neregulat dispersate în masa metalică de bază.
Fig. 4.27 Dural_1 - micrografie stare călită Fig. 4.28 Dural_2 – micrografie stare călităPe parcursul executării trecerilor repetate prin matriță, structura se omogenizează și se
uniformizează granulația.În cazul aliajului Dural_1, dacă vorbim de o granulație 15-20 µm în stare inițială, aceasta
scade la 10-12 µm după trecerea a treia și a continuat să se micșoreze pănă la 2-3 µm după trecerea a12-a (fig. 4.29).
a) b)
c) d)Fig. 4.29 Evoluția granulației structurii aliajului Dural_1 după diferite treceri: a) după 3 treceri;
b) după 6 treceri; c) după 9 treceri; d) după 12 treceri
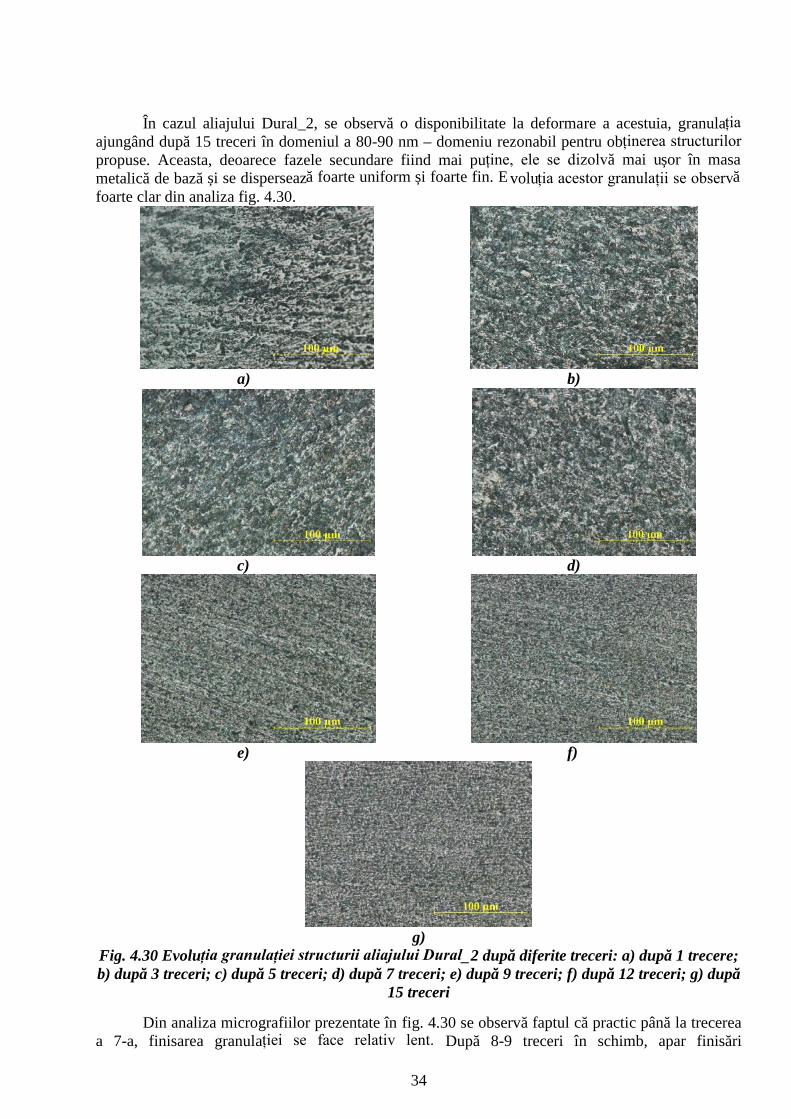
34
În cazul aliajului Dural_2, se observă o disponibilitate la deformare a acestuia, granulațiaajungând după 15 treceri în domeniul a 80-90 nm – domeniu rezonabil pentru obținerea structurilorpropuse. Aceasta, deoarece fazele secundare fiind mai puține, ele se dizolvă mai ușor în masametalică de bază și se dispersează foarte uniform și foarte fin. E voluția acestor granulații se observăfoarte clar din analiza fig. 4.30.
a) b)
c) d)
e) f)
g)Fig. 4.30 Evoluția granulației structurii aliajului Dural_2 după diferite treceri: a) după 1 trecere;b) după 3 treceri; c) după 5 treceri; d) după 7 treceri; e) după 9 treceri; f) după 12 treceri; g) după
15 treceri
Din analiza micrografiilor prezentate în fig. 4.30 se observă faptul că practic până la trecereaa 7-a, finisarea granulației se face relativ lent. După 8-9 treceri în schimb, apar finisări
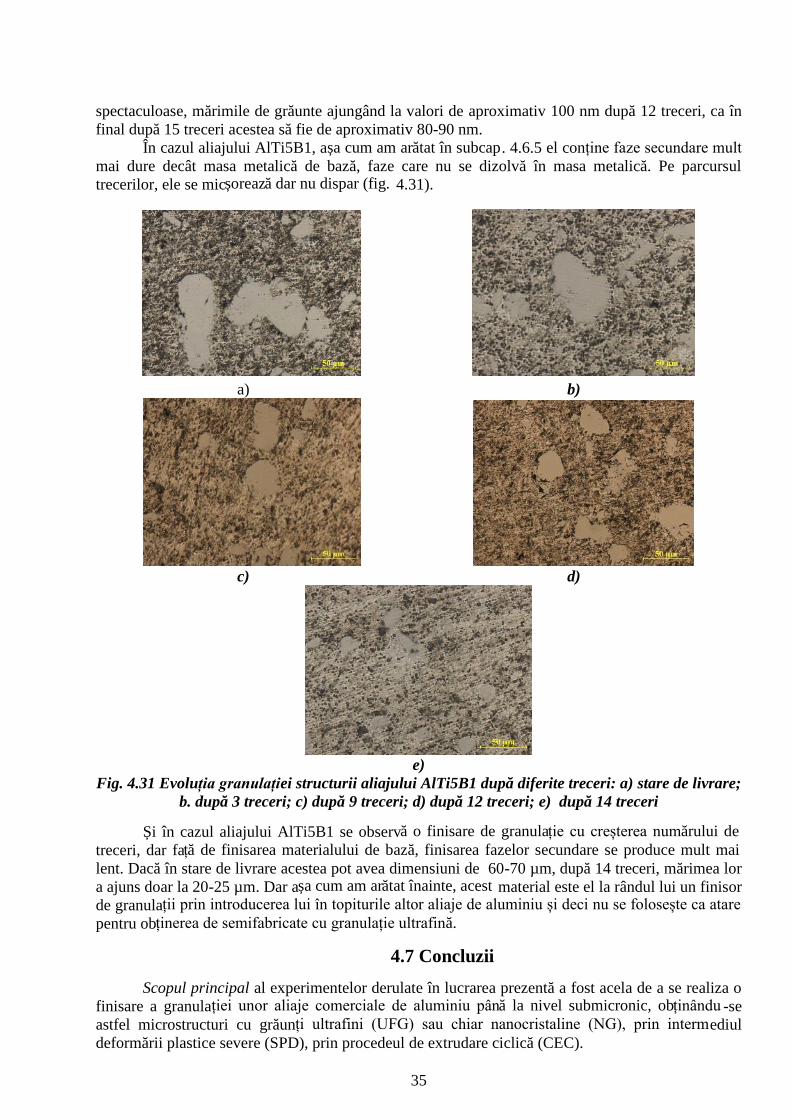
35
spectaculoase, mărimile de grăunte ajungând la valori de aproximativ 100 nm după 12 treceri, ca înfinal după 15 treceri acestea să fie de aproximativ 80-90 nm.
În cazul aliajului AlTi5B1, așa cum am arătat în subcap. 4.6.5 el conține faze secundare multmai dure decât masa metalică de bază, faze care nu se dizolvă în masa metalică. Pe parcursultrecerilor, ele se micșorează dar nu dispar (fig. 4.31).
a) b)
c) d)
e)Fig. 4.31 Evoluția granulației structurii aliajului AlTi5B1 după diferite treceri: a) stare de livrare;
b. după 3 treceri; c) după 9 treceri; d) după 12 treceri; e) după 14 treceri
Și în cazul aliajului AlTi5B1 se observă o finisare de granulație cu creșterea numărului detreceri, dar față de finisarea materialului de bază, finisarea fazelor secundare se produce mult mailent. Dacă în stare de livrare acestea pot avea dimensiuni de 60-70 µm, după 14 treceri, mărimea lora ajuns doar la 20-25 µm. Dar așa cum am arătat înainte, acest material este el la rândul lui un finisorde granulații prin introducerea lui în topiturile altor aliaje de aluminiu și deci nu se folosește ca atarepentru obținerea de semifabricate cu granulație ultrafină.
4.7 ConcluziiScopul principal al experimentelor derulate în lucrarea prezentă a fost acela de a se realiza o
finisare a granulației unor aliaje comerciale de aluminiu până la nivel submicronic, obținându -seastfel microstructuri cu grăunți ultrafini (UFG) sau chiar nanocristaline (NG), prin intermediuldeformării plastice severe (SPD), prin procedeul de extrudare ciclică (CEC).
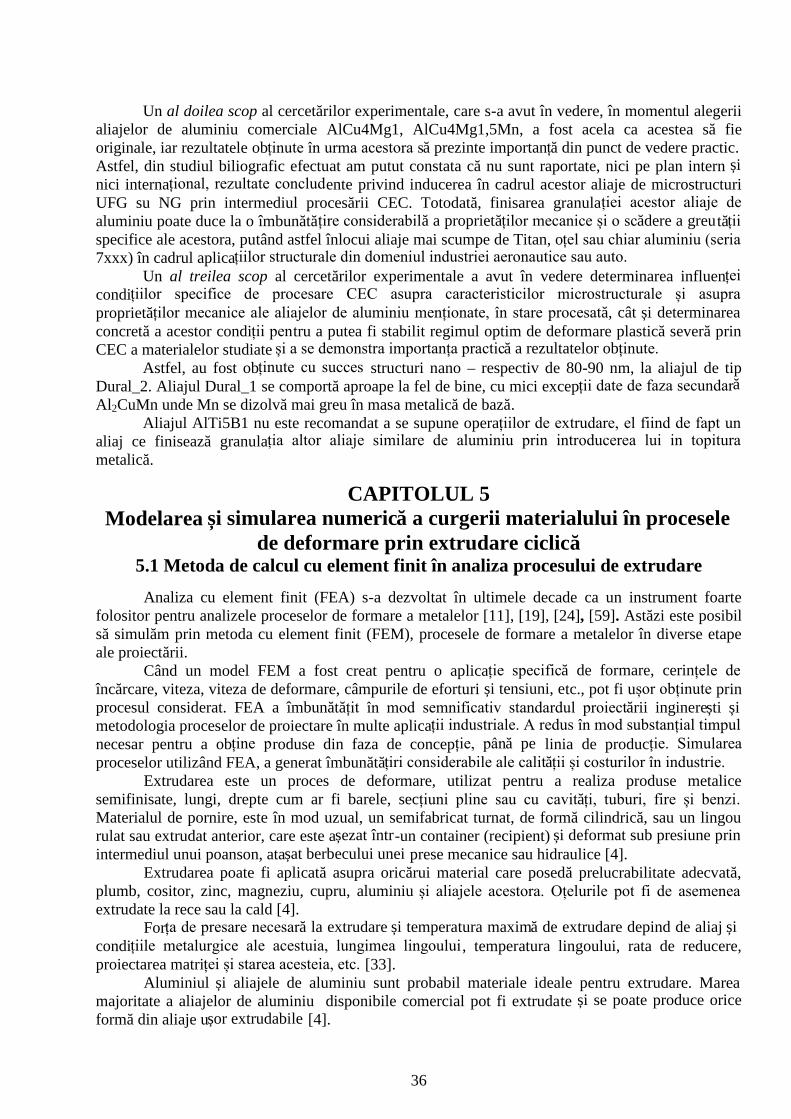
36
Un al doilea scop al cercetărilor experimentale, care s-a avut în vedere, în momentul alegeriialiajelor de aluminiu comerciale AlCu4Mg1, AlCu4Mg1,5Mn, a fost acela ca acestea să fieoriginale, iar rezultatele obținute în urma acestora să prezinte importanță din punct de vedere practic.Astfel, din studiul biliografic efectuat am putut constata că nu sunt raportate, nici pe plan intern șinici internațional, rezultate concludente privind inducerea în cadrul acestor aliaje de microstructuriUFG su NG prin intermediul procesării CEC. Totodată, finisarea granulației acestor aliaje dealuminiu poate duce la o îmbunătățire considerabilă a proprietăților mecanice și o scădere a greutățiispecifice ale acestora, putând astfel înlocui aliaje mai scumpe de Titan, oțel sau chiar aluminiu (seria7xxx) în cadrul aplicațiilor structurale din domeniul industriei aeronautice sau auto.
Un al treilea scop al cercetărilor experimentale a avut în vedere determinarea influențeicondițiilor specifice de procesare CEC asupra caracteristicilor microstructurale și asupraproprietăților mecanice ale aliajelor de aluminiu menționate, în stare procesată, cât și determinareaconcretă a acestor condiții pentru a putea fi stabilit regimul optim de deformare plastică severă prinCEC a materialelor studiate și a se demonstra importanța practică a rezultatelor obținute.
Astfel, au fost obținute cu succes structuri nano – respectiv de 80-90 nm, la aliajul de tipDural_2. Aliajul Dural_1 se comportă aproape la fel de bine, cu mici excepții date de faza secundarăAl2CuMn unde Mn se dizolvă mai greu în masa metalică de bază.
Aliajul AlTi5B1 nu este recomandat a se supune operațiilor de extrudare, el fiind de fapt unaliaj ce finisează granulația altor aliaje similare de aluminiu prin introducerea lui in topiturametalică.
CAPITOLUL 5Modelarea și simularea numerică a curgerii materialului în procesele
de deformare prin extrudare ciclică5.1 Metoda de calcul cu element finit în analiza procesului de extrudare
Analiza cu element finit (FEA) s-a dezvoltat în ultimele decade ca un instrument foartefolositor pentru analizele proceselor de formare a metalelor [11], [19], [24], [59]. Astăzi este posibilsă simulăm prin metoda cu element finit (FEM), procesele de formare a metalelor în diverse etapeale proiectării.
Când un model FEM a fost creat pentru o aplicație specifică de formare, cerințele deîncărcare, viteza, viteza de deformare, câmpurile de eforturi și tensiuni, etc., pot fi ușor obținute prinprocesul considerat. FEA a îmbunătățit în mod semnificativ standardul proiectării inginerești șimetodologia proceselor de proiectare în multe aplicații industriale. A redus în mod substanțial timpulnecesar pentru a obține produse din faza de concepție, până pe linia de producție. Simulareaproceselor utilizând FEA, a generat îmbunătățiri considerabile ale calității și costurilor în industrie.
Extrudarea este un proces de deformare, utilizat pentru a realiza produse metalicesemifinisate, lungi, drepte cum ar fi barele, secțiuni pline sau cu cavități, tuburi, fire și benzi.Materialul de pornire, este în mod uzual, un semifabricat turnat, de formă cilindrică, sau un lingourulat sau extrudat anterior, care este așezat într-un container (recipient) și deformat sub presiune prinintermediul unui poanson, atașat berbecului unei prese mecanice sau hidraulice [4].
Extrudarea poate fi aplicată asupra oricărui material care posedă prelucrabilitate adecvată,plumb, cositor, zinc, magneziu, cupru, aluminiu și aliajele acestora. Oțelurile pot fi de asemeneaextrudate la rece sau la cald [4].
Forța de presare necesară la extrudare și temperatura maximă de extrudare depind de aliaj șicondițiile metalurgice ale acestuia, lungimea lingoului , temperatura lingoului, rata de reducere,proiectarea matriței și starea acesteia, etc. [33].
Aluminiul și aliajele de aluminiu sunt probabil materiale ideale pentru extrudare. Mareamajoritate a aliajelor de aluminiu disponibile comercial pot fi extrudate și se poate produce oriceformă din aliaje ușor extrudabile [4].
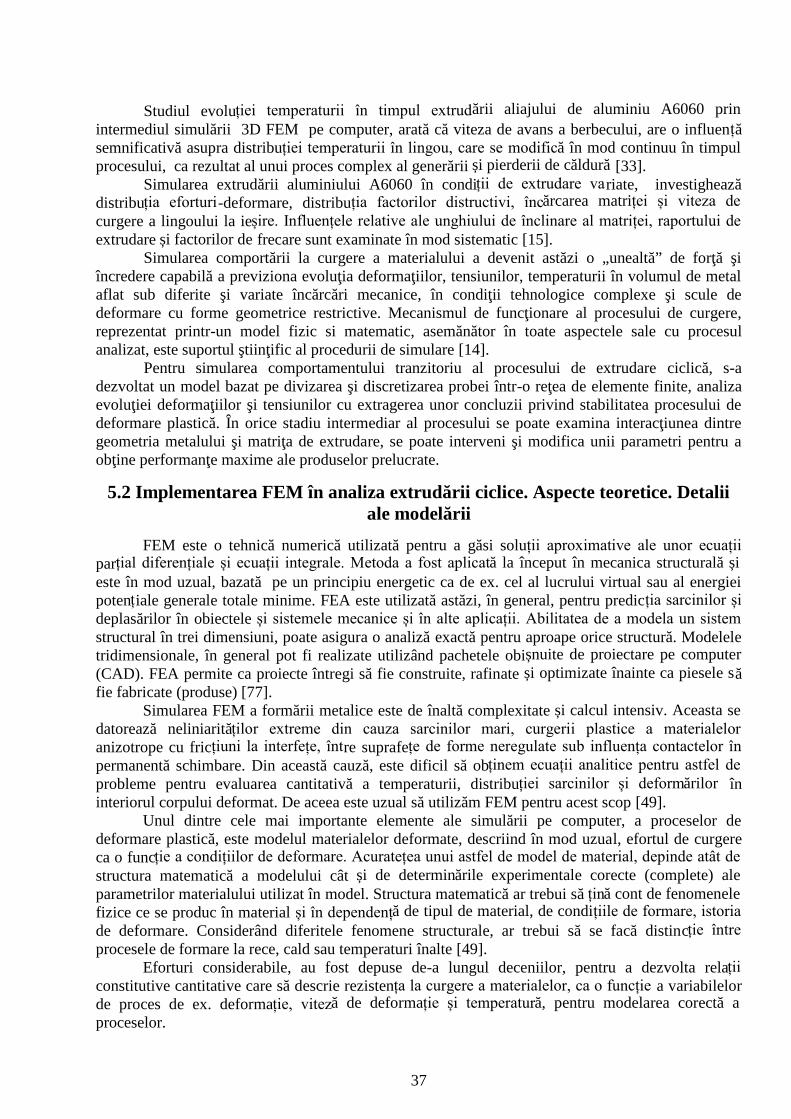
37
Studiul evoluției temperaturii în timpul extrudării aliajului de aluminiu A6060 prinintermediul simulării 3D FEM pe computer, arată că viteza de avans a berbecului, are o influențăsemnificativă asupra distribuției temperaturii în lingou, care se modifică în mod continuu în timpulprocesului, ca rezultat al unui proces complex al generării și pierderii de căldură [33].
Simularea extrudării aluminiului A6060 în condiții de extrudare variate, investigheazădistribuția eforturi-deformare, distribuția factorilor distructivi, încărcarea matriței și viteza decurgere a lingoului la ieșire. Influențele relative ale unghiului de înclinare al matriței, raportului deextrudare și factorilor de frecare sunt examinate în mod sistematic [15].
Simularea comportării la curgere a materialului a devenit astăzi o „unealtă” de forţă şiîncredere capabilă a previziona evoluţia deformaţiilor, tensiunilor, temperaturii în volumul de metalaflat sub diferite şi variate încărcări mecanice, în condiţii tehnologice complexe şi scule dedeformare cu forme geometrice restrictive. Mecanismul de funcţionare al procesului de curgere,reprezentat printr-un model fizic si matematic, asemănător în toate aspectele sale cu procesulanalizat, este suportul ştiinţific al procedurii de simulare [14].
Pentru simularea comportamentului tranzitoriu al procesului de extrudare ciclică, s-adezvoltat un model bazat pe divizarea şi discretizarea probei într-o reţea de elemente finite, analizaevoluţiei deformaţiilor şi tensiunilor cu extragerea unor concluzii privind stabilitatea procesului dedeformare plastică. În orice stadiu intermediar al procesului se poate examina interacţiunea dintregeometria metalului şi matriţa de extrudare, se poate interveni şi modifica unii parametri pentru aobţine performanţe maxime ale produselor prelucrate.
5.2 Implementarea FEM în analiza extrudării ciclice. Aspecte teoretice. Detaliiale modelării
FEM este o tehnică numerică utilizată pentru a găsi soluții aproximative ale unor ecuațiiparțial diferențiale și ecuații integrale. Metoda a fost aplicată la început în mecanica structurală șieste în mod uzual, bazată pe un principiu energetic ca de ex. cel al lucrului virtual sau al energieipotențiale generale totale minime. FEA este utilizată astăzi, în general, pentru predicția sarcinilor șideplasărilor în obiectele și sistemele mecanice și în alte aplicații. Abilitatea de a modela un sistemstructural în trei dimensiuni, poate asigura o analiză exactă pentru aproape orice structură. Modeleletridimensionale, în general pot fi realizate utilizând pachetele obișnuite de proiectare pe computer(CAD). FEA permite ca proiecte întregi să fie construite, rafinate și optimizate înainte ca piesele săfie fabricate (produse) [77].
Simularea FEM a formării metalice este de înaltă complexitate și calcul intensiv. Aceasta sedatorează neliniarităților extreme din cauza sarcinilor mari, curgerii plastice a materialeloranizotrope cu fricțiuni la interfețe, între suprafețe de forme neregulate sub influența contactelor înpermanentă schimbare. Din această cauză, este dificil să obținem ecuații analitice pentru astfel deprobleme pentru evaluarea cantitativă a temperaturii, distribuției sarcinilor și deformărilor îninteriorul corpului deformat. De aceea este uzual să utilizăm FEM pentru acest scop [49].
Unul dintre cele mai importante elemente ale simulării pe computer, a proceselor dedeformare plastică, este modelul materialelor deformate, descriind în mod uzual, efortul de curgereca o funcție a condițiilor de deformare. Acuratețea unui astfel de model de material, depinde atât destructura matematică a modelului cât și de determinările experimentale corecte (complete) aleparametrilor materialului utilizat în model. Structura matematică ar trebui să țină cont de fenomenelefizice ce se produc în material și în dependență de tipul de material, de condițiile de formare, istoriade deformare. Considerând diferitele fenomene structurale, ar trebui să se facă distincție întreprocesele de formare la rece, cald sau temperaturi înalte [49].
Eforturi considerabile, au fost depuse de-a lungul deceniilor, pentru a dezvolta relațiiconstitutive cantitative care să descrie rezistența la curgere a materialelor, ca o funcție a variabilelorde proces de ex. deformație, viteză de deformație și temperatură, pentru modelarea corectă aproceselor.
38
Tehnicile pentru extrudarea diferitelor materiale sunt dependente, într-o extindere largă, detemperatura de extrudare. Esența prelucrării la cald, este de a reduce limita de curgere și deci de amări viteza de extrudare, pentru o sarcină de presare dată. O temperatură a lingoului care e preamare, poate cauza apariția de pori, pete (bășici de ardere) sau alte defecte de suprafață, inclus ivfisurarea. O temperatură care este prea scăzută, crește cerințele de presiune pentru extrudare șiscurtează viața sculelor. Un avantaj important al extrudării este acela că, produce forțe decompresiune și forfecare în lingou (semifabricat); nu se produce nici un efort de întindere ceea ceface posibilă obținerea unor mari deformații [73]. Figura 5.1 prezintă procedeul extrudării directe șistarea de eforturi și tensiuni (deformații) în zona de deformare.
a) b)Fig. 5.1 a) Procedeul extrudării directe;
b) Starea de eforturi și tensiuni la extrudarea directă [49]
Forge este un software comercial dezvoltat la CEMEF, Școala Mines din Paris și este utilizatpentru analiza proceselor de deformare plastică. Programul este bazat pe metoda cu element finit,pentru formarea la rece și la cald a metalelor. Ea facilitează simularea termo-mecanică a proceselorde deformare plastică a metalelor, într-o stare de deformare izotropică, omogenă și simetric axială șicare respectă criteriul von Mises. Calculele curgerii metalului, câmpului de eforturi, tensiuni, vitezede deformare și temperatură sunt conduse pe ipoteza modelului elasto -plastic al corpuluideformat[49].
Aliajul de aluminiu, A6060, este unul dintre cele mai utilizate materiale de mare-rezistență(calitate superioară) pentru componente structurale ale aeronavelor. Printre aliajele de aluminiuforjate obișnuite, este apreciat ca fiind cel mai dificil de extrudat. Aliajul are un interval mic deextrudare, fiind restrâns de valoarea înaltă a tensiunii de deformare și de către punctul său scăzut deînceput al topirii.
O ilustrare schematică a extrudării ciclice este prezentată în figura 5.2.
Fig. 5.2 Reprezentarea schematică a procedeului extrudării ciclice cu contrapresiune [56]
O simulare a procesului de extrudare a fost realizată utilizând software-ul element finit.Aceasta a fost realizată construind un model tridimensional CAD exact (precis) al procesului.Modelul a fost corelat cu elemente specifice și au fost adăugate proprietăț i ale materialelor și condițiila limită. Proprietățile fizice ale aliajului de aluminiu A6060, utilizat în simularea pe computer suntdate în tabelul 5.1 și compoziția chimică este prezentată în tabelul 5.2. Semifabricatul a fostconsiderat elasto-plastic (adică se ține cont și de deformația elastică), în timp ce sculele au fostconsiderate solide rigide (nedeformabile). Condițiile de fricțiune de tip forfecare la interfețele piesăde prelucrat și scule au fost impuse ca parte a condițiilor limită. Coefici entul de frecare, conformlegii de frecare a lui Tresca, la interfața piesă–matriță s-a presupus a fi 0,5 (fără ungere) și 0,2 încondiții de ungere cu soluție de grafit coloidal în ulei mineral.
39
Tabelul 5.1 Proprietăți ale aliajului A6060Proprietăți A6060
Densitate (kg/m3) 2800Capacitate calorică (μm/m K) 898Conductivitate termică (W/mK) 250Rezistența (NWm) 35
Tabel 5.2 Compoziția chimică a aliajului A6060 utilizat pentru simulareNr
crt
Marca aliaj aluminiu Compoziție chimică [%]
Simbolizare alfa-numerică Si Fe Cu Mn Mg Cr Zn Ti Impurități Al
Fiecare Total
1 AlMgSi (6060) 0,30
0,6
0,10
0,30
0,10 0,10 0,35
0,6
0,05 0,15 0,10 0,05 0,10 rest
Scopul simulării deformării plastice în extrudarea ciclică, folosind metoda de calcul cuelement finit, este de a determina curgerea metalului, câmpul de viteze şi deformaţiile efective,pentru a găsi corecturile necesare şi potrivite în procesul real de deformare. Printre beneficiilesimulării, se numără: reducerea duratei de timp necesară dezvoltării unui produs, reducerea costuluide fabricaţie a sculelor, creşterea eficienţei procesului de fabricaţie şi îmbunătăţirea calităţiiprodusului.
Programul FORGE 2009 dispune de o extinsă bază de date ale materialelor metalice, în carese regăsesc proprietăţile mecanice ale acestora la anumite temperaturi, evoluţia ecruisării şi aplasticităţii acestora. Baza de date poate fi completată şi cu alte materiale speciale, în funcţie decerinţele din proces. Astfel devine posibilă simularea proceselor metalurgice, luând în consideraretransformările de fază şi modificarea mărimii grăunţilor.
Modelele de material cu care lucrează programul pot avea următoarele caracteristici: elasto-plastic, vâsco-plastic, dependent de temperatură, ecruisarea izotropică etc.
FORGE 2009 permite vizualizarea rezultatelor simulării, chiar şi în timpul procesului deanaliză, presupune urmărirea traseului liniilor de alunecare şi a unor puncte din material, curgereamaterialului şi prezentarea sub formă de animaţie a procesului de deformare, folosind formate videoşi imagine.
Modelarea fizică a procesului de extrudare ciclică presupune asocierea a mai multe modelece descriu variate fenomene fizice, cum ar fi deformarea plastică a probei, împreună cu evoluţia satermo-metalurgică, mecanismele frecării la interfaţa de contact, mecanismul cinematic şi încărcareamecanică a procesului.
În prezenta lucrare, diferite regimuri de extrudare ciclică au fost supuse unui program demodelare fizică, menţinând aceleaşi condiţii de desfăşurare a procesului de deformare.
5.2.1 Generarea sculelor, semifabricatelor şi a parametrilor de materialPentru simularea extrudării ciclice s-a utilizat analiza cu elemente finite, folosind modelul de
material elasto-plastic.Reprezentarea geometriei presupune definirea mărimii şi formei semifabricatului şi a sculei.
FORGE 2009, dispune de un modelor geometric care permite reprezentarea formelor geometrice,relativ complexe, în plan sau spaţiu. În plus, programul permite importarea pieselor proiectate într-un program CAD.
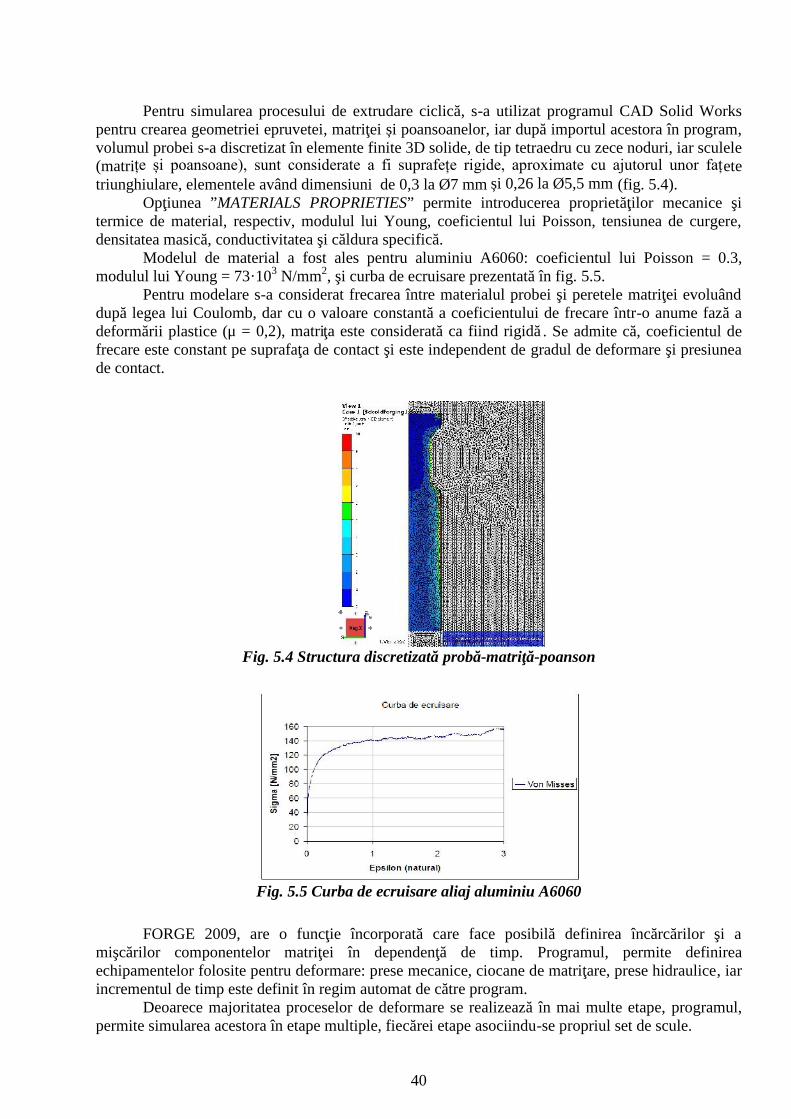
40
Pentru simularea procesului de extrudare ciclică, s-a utilizat programul CAD Solid Workspentru crearea geometriei epruvetei, matriţei și poansoanelor, iar după importul acestora în program,volumul probei s-a discretizat în elemente finite 3D solide, de tip tetraedru cu zece noduri, iar sculele(matrițe și poansoane), sunt considerate a fi suprafețe rigide, aproximate cu ajutorul unor fațetetriunghiulare, elementele având dimensiuni de 0,3 la Ø7 mm și 0,26 la Ø5,5 mm (fig. 5.4).
Opţiunea ”MATERIALS PROPRIETIES” permite introducerea proprietăţilor mecanice şitermice de material, respectiv, modulul lui Young, coeficientul lui Poisson, tensiunea de curgere,densitatea masică, conductivitatea şi căldura specifică.
Modelul de material a fost ales pentru aluminiu A6060: coeficientul lui Poisson = 0.3,modulul lui Young = 73·103 N/mm2, şi curba de ecruisare prezentată în fig. 5.5.
Pentru modelare s-a considerat frecarea între materialul probei şi peretele matriţei evoluânddupă legea lui Coulomb, dar cu o valoare constantă a coeficientului de frecare într-o anume fază adeformării plastice (μ = 0,2), matriţa este considerată ca fiind rigidă . Se admite că, coeficientul defrecare este constant pe suprafaţa de contact şi este independent de gradul de deformare şi presiuneade contact.
Fig. 5.4 Structura discretizată probă-matriţă-poanson
Fig. 5.5 Curba de ecruisare aliaj aluminiu A6060
FORGE 2009, are o funcţie încorporată care face posibilă definirea încărcărilor şi amişcărilor componentelor matriţei în dependenţă de timp. Programul, permite definireaechipamentelor folosite pentru deformare: prese mecanice, ciocane de matriţare, prese hidraulice, iarincrementul de timp este definit în regim automat de către program.
Deoarece majoritatea proceselor de deformare se realizează în mai multe etape, programul,permite simularea acestora în etape multiple, fiecărei etape asociindu-se propriul set de scule.
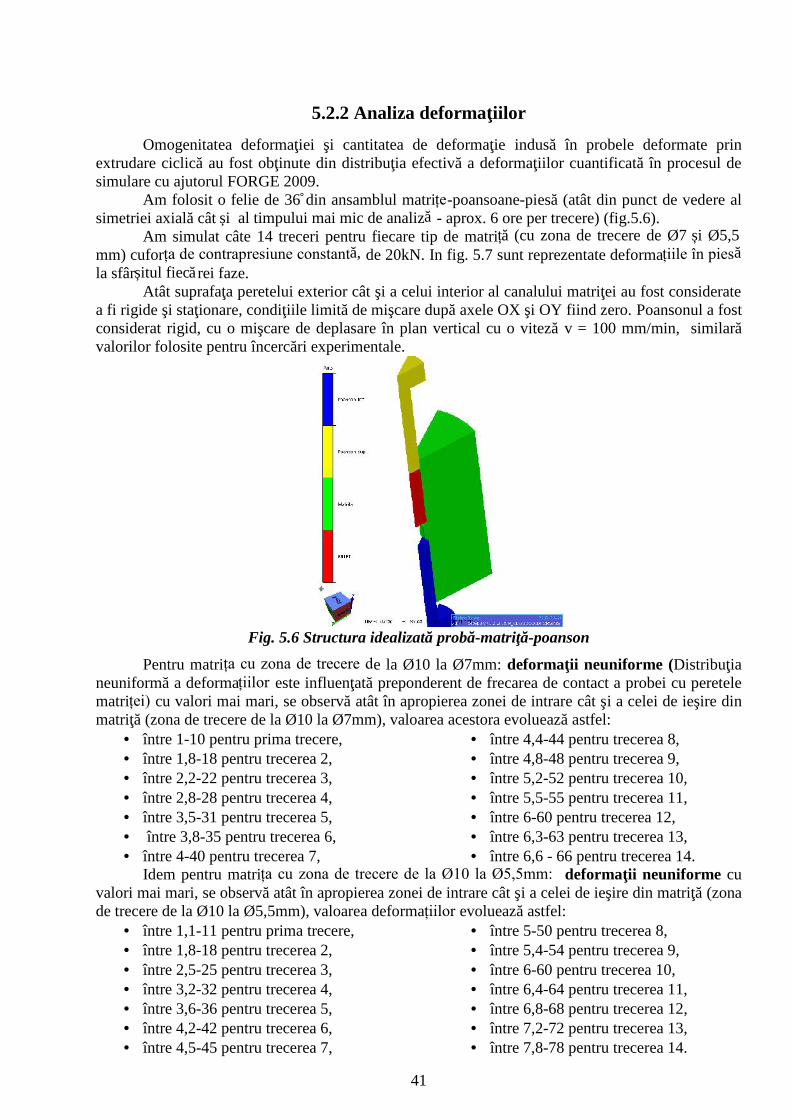
41
5.2.2 Analiza deformaţiilorOmogenitatea deformaţiei şi cantitatea de deformaţie indusă în probele deformate prin
extrudare ciclică au fost obţinute din distribuţia efectivă a deformaţiilor cuantificată în procesul desimulare cu ajutorul FORGE 2009.
Am folosit o felie de 36˚din ansamblul matrițe-poansoane-piesă (atât din punct de vedere alsimetriei axială cât și al timpului mai mic de analiză - aprox. 6 ore per trecere) (fig.5.6).
Am simulat câte 14 treceri pentru fiecare tip de matriță (cu zona de trecere de Ø7 și Ø5,5mm) cuforța de contrapresiune constantă, de 20kN. In fig. 5.7 sunt reprezentate deformațiile în piesăla sfârșitul fiecărei faze.
Atât suprafaţa peretelui exterior cât şi a celui interior al canalului matriţei au fost consideratea fi rigide şi staţionare, condiţiile limită de mişcare după axele OX şi OY fiind zero. Poansonul a fostconsiderat rigid, cu o mişcare de deplasare în plan vertical cu o viteză v = 100 mm/min, similarăvalorilor folosite pentru încercări experimentale.
Fig. 5.6 Structura idealizată probă-matriţă-poanson
Pentru matrița cu zona de trecere de la Ø10 la Ø7mm: deformaţii neuniforme (Distribuţianeuniformă a deformațiilor este influenţată preponderent de frecarea de contact a probei cu peretelematriței) cu valori mai mari, se observă atât în apropierea zonei de intrare cât şi a celei de ieşire dinmatriţă (zona de trecere de la Ø10 la Ø7mm), valoarea acestora evoluează astfel:
între 1-10 pentru prima trecere, între 1,8-18 pentru trecerea 2, între 2,2-22 pentru trecerea 3, între 2,8-28 pentru trecerea 4, între 3,5-31 pentru trecerea 5, între 3,8-35 pentru trecerea 6, între 4-40 pentru trecerea 7,
între 4,4-44 pentru trecerea 8, între 4,8-48 pentru trecerea 9, între 5,2-52 pentru trecerea 10, între 5,5-55 pentru trecerea 11, între 6-60 pentru trecerea 12, între 6,3-63 pentru trecerea 13, între 6,6 - 66 pentru trecerea 14.
Idem pentru matrița cu zona de trecere de la Ø10 la Ø5,5mm: deformaţii neuniforme cuvalori mai mari, se observă atât în apropierea zonei de intrare cât şi a celei de ieşire din matriţă (zonade trecere de la Ø10 la Ø5,5mm), valoarea deformațiilor evoluează astfel:
între 1,1-11 pentru prima trecere, între 1,8-18 pentru trecerea 2, între 2,5-25 pentru trecerea 3, între 3,2-32 pentru trecerea 4, între 3,6-36 pentru trecerea 5, între 4,2-42 pentru trecerea 6, între 4,5-45 pentru trecerea 7,
între 5-50 pentru trecerea 8, între 5,4-54 pentru trecerea 9, între 6-60 pentru trecerea 10, între 6,4-64 pentru trecerea 11, între 6,8-68 pentru trecerea 12, între 7,2-72 pentru trecerea 13, între 7,8-78 pentru trecerea 14.
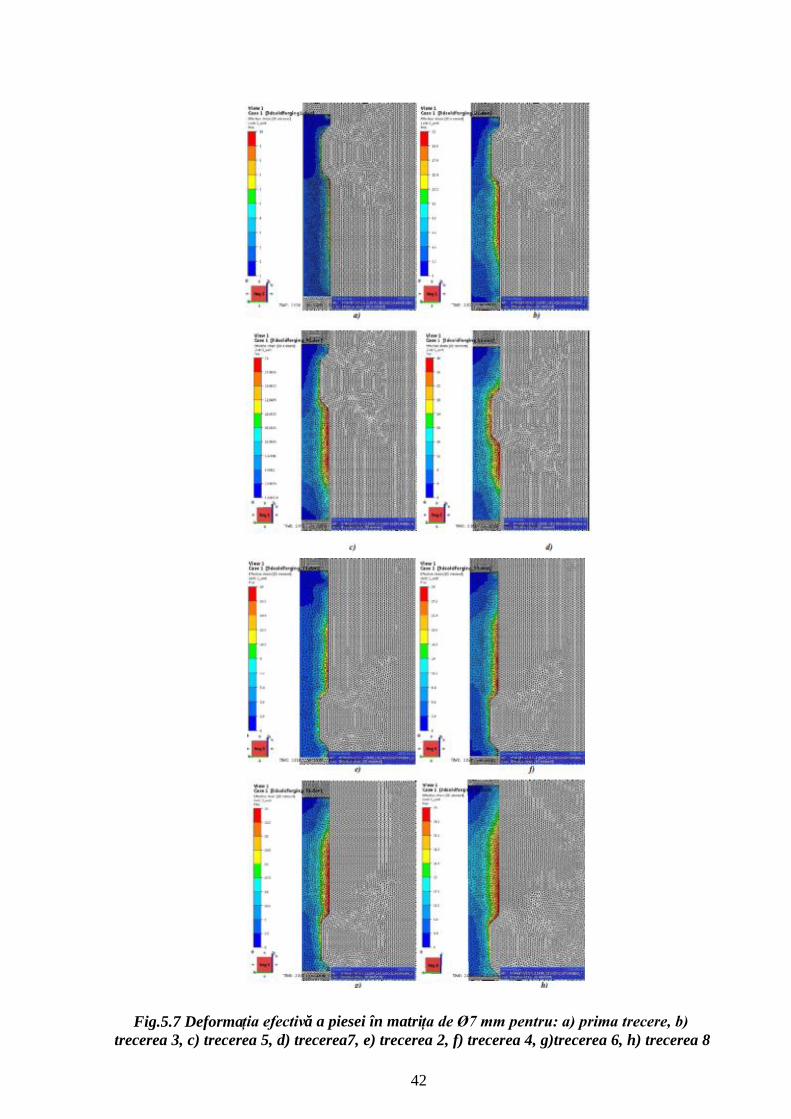
42
Fig.5.7 Deformația efectivă a piesei în matrița de Ø7 mm pentru: a) prima trecere, b)trecerea 3, c) trecerea 5, d) trecerea7, e) trecerea 2, f) trecerea 4, g)trecerea 6, h) trecerea 8
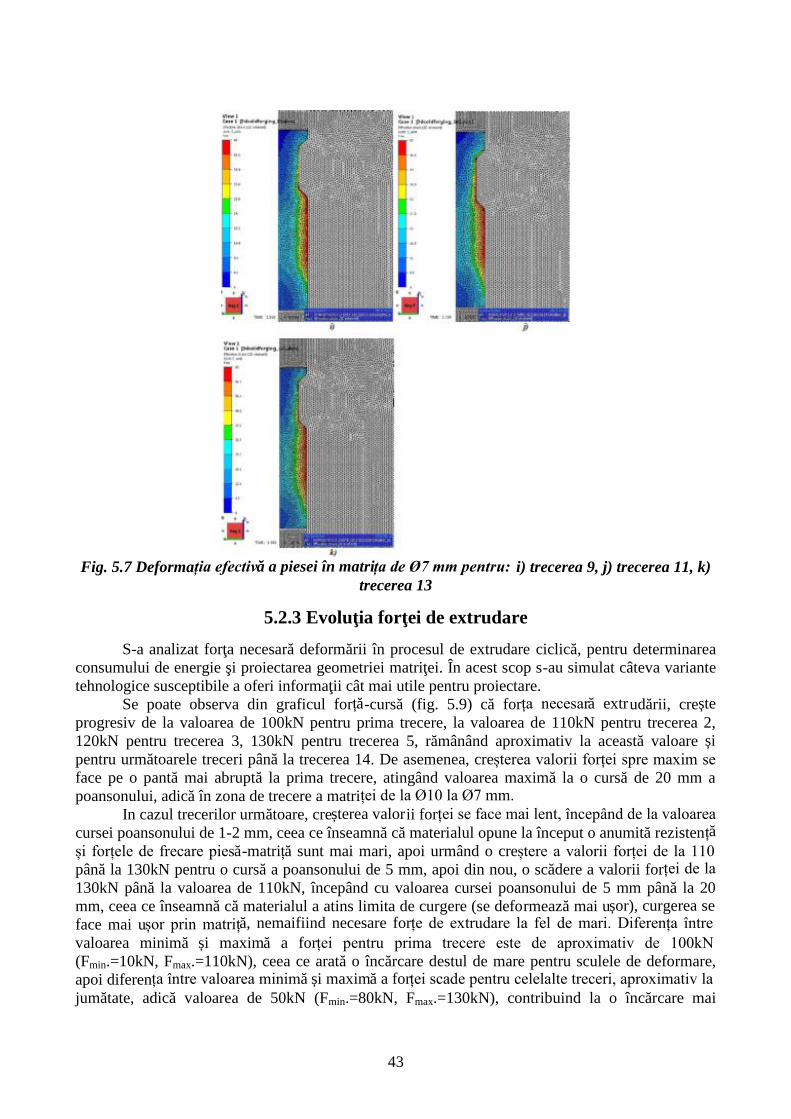
43
Fig. 5.7 Deformația efectivă a piesei în matrița de Ø7 mm pentru: i) trecerea 9, j) trecerea 11, k)trecerea 13
5.2.3 Evoluţia forţei de extrudareS-a analizat forţa necesară deformării în procesul de extrudare ciclică, pentru determinarea
consumului de energie şi proiectarea geometriei matriţei. În acest scop s-au simulat câteva variantetehnologice susceptibile a oferi informaţii cât mai utile pentru proiectare.
Se poate observa din graficul forță-cursă (fig. 5.9) că forța necesară extrudării, creșteprogresiv de la valoarea de 100kN pentru prima trecere, la valoarea de 110kN pentru trecerea 2,120kN pentru trecerea 3, 130kN pentru trecerea 5, rămânând aproximativ la această valoare șipentru următoarele treceri până la trecerea 14. De asemenea, creșterea valorii forței spre maxim seface pe o pantă mai abruptă la prima trecere, atingând valoarea maximă la o cursă de 20 mm apoansonului, adică în zona de trecere a matriței de la Ø10 la Ø7 mm.
In cazul trecerilor următoare, creșterea valorii forței se face mai lent, începând de la valoareacursei poansonului de 1-2 mm, ceea ce înseamnă că materialul opune la început o anumită rezistențăși forțele de frecare piesă-matriță sunt mai mari, apoi urmând o creștere a valorii forței de la 110până la 130kN pentru o cursă a poansonului de 5 mm, apoi din nou, o scădere a valorii forței de la130kN până la valoarea de 110kN, începând cu valoarea cursei poansonului de 5 mm până la 20mm, ceea ce înseamnă că materialul a atins limita de curgere (se deformează mai ușor), curgerea seface mai ușor prin matriță, nemaifiind necesare forțe de extrudare la fel de mari. Diferența întrevaloarea minimă și maximă a forței pentru prima trecere este de aproximativ de 100kN(Fmin.=10kN, Fmax.=110kN), ceea ce arată o încărcare destul de mare pentru sculele de deformare,apoi diferența între valoarea minimă și maximă a forței scade pentru celelalte treceri, aproximativ lajumătate, adică valoarea de 50kN (Fmin.=80kN, Fmax.=130kN), contribuind la o încărcare mai
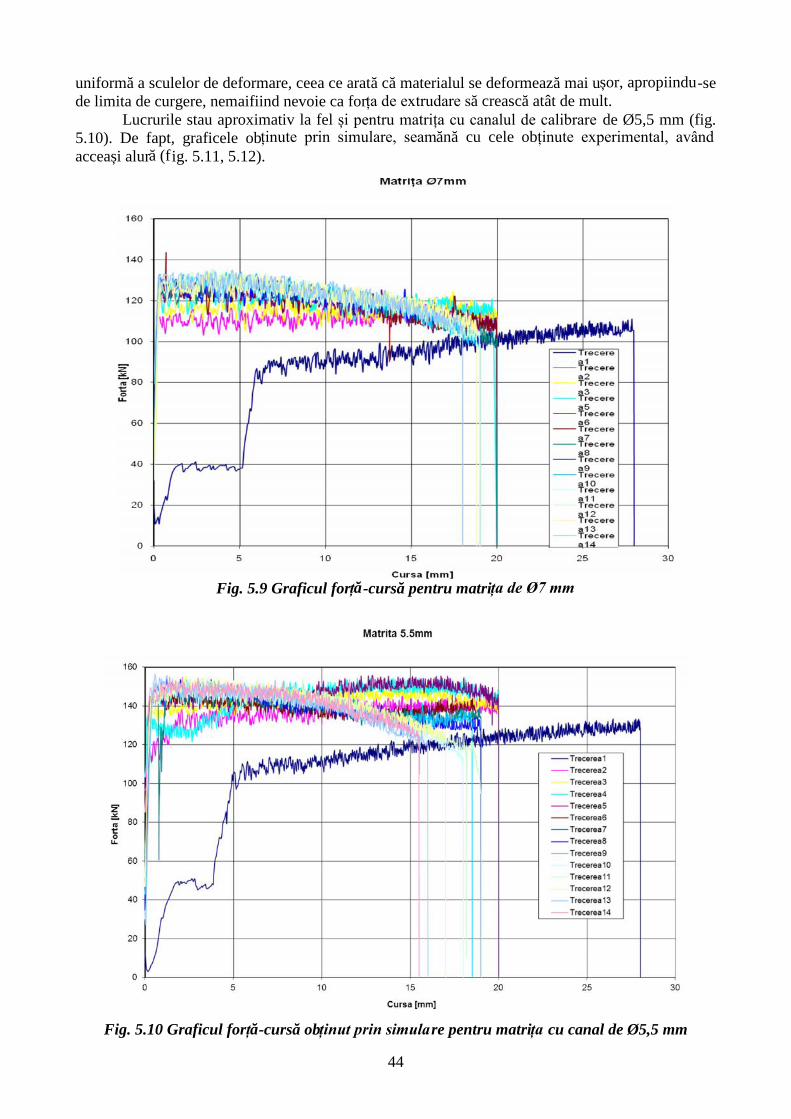
44
uniformă a sculelor de deformare, ceea ce arată că materialul se deformează mai ușor, apropiindu-sede limita de curgere, nemaifiind nevoie ca forța de extrudare să crească atât de mult.
Lucrurile stau aproximativ la fel și pentru matrița cu canalul de calibrare de Ø5,5 mm (fig.5.10). De fapt, graficele obținute prin simulare, seamănă cu cele obținute experimental, avândacceași alură (fig. 5.11, 5.12).
Fig. 5.9 Graficul forță-cursă pentru matrița de Ø7 mm
Fig. 5.10 Graficul forță-cursă obținut prin simulare pentru matrița cu canal de Ø5,5 mm
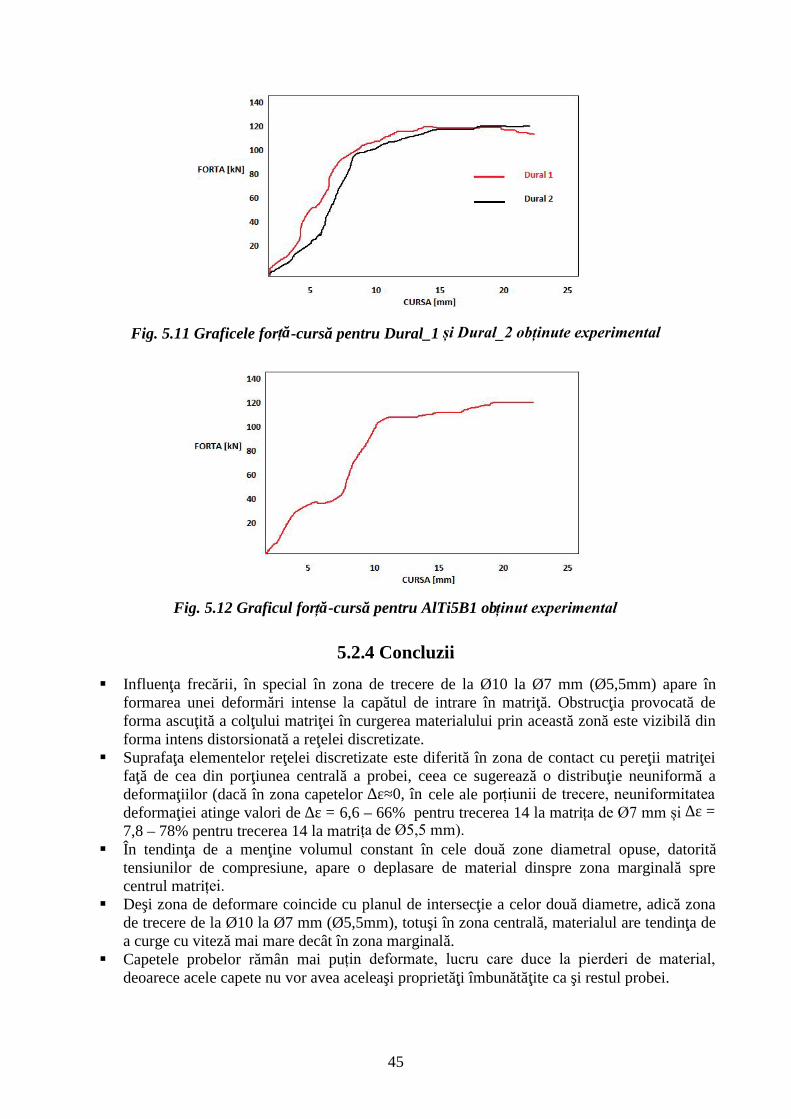
45
Fig. 5.11 Graficele forță-cursă pentru Dural_1 și Dural_2 obținute experimental
Fig. 5.12 Graficul forță-cursă pentru AlTi5B1 obținut experimental
5.2.4 Concluzii Influenţa frecării, în special în zona de trecere de la Ø10 la Ø7 mm (Ø5,5mm) apare în
formarea unei deformări intense la capătul de intrare în matriţă. Obstrucţia provocată deforma ascuţită a colţului matriţei în curgerea materialului prin această zonă este vizibilă dinforma intens distorsionată a reţelei discretizate.
Suprafaţa elementelor reţelei discretizate este diferită în zona de contact cu pereţii matriţeifaţă de cea din porţiunea centrală a probei, ceea ce sugerează o distribuţie neuniformă adeformaţiilor (dacă în zona capetelor Δε≈0, în cele ale porțiunii de trecere, neuniformitateadeformaţiei atinge valori de Δε = 6,6 – 66% pentru trecerea 14 la matrița de Ø7 mm și Δε =7,8 – 78% pentru trecerea 14 la matrița de Ø5,5 mm).
În tendinţa de a menţine volumul constant în cele două zone diametral opuse, datoritătensiunilor de compresiune, apare o deplasare de material dinspre zona marginală sprecentrul matriței.
Deşi zona de deformare coincide cu planul de intersecţie a celor două diametre, adică zonade trecere de la Ø10 la Ø7 mm (Ø5,5mm), totuşi în zona centrală, materialul are tendinţa dea curge cu viteză mai mare decât în zona marginală.
Capetele probelor rămân mai puțin deformate, lucru care duce la pierderi de material,deoarece acele capete nu vor avea aceleaşi proprietăţi îmbunătăţite ca şi restul probei.
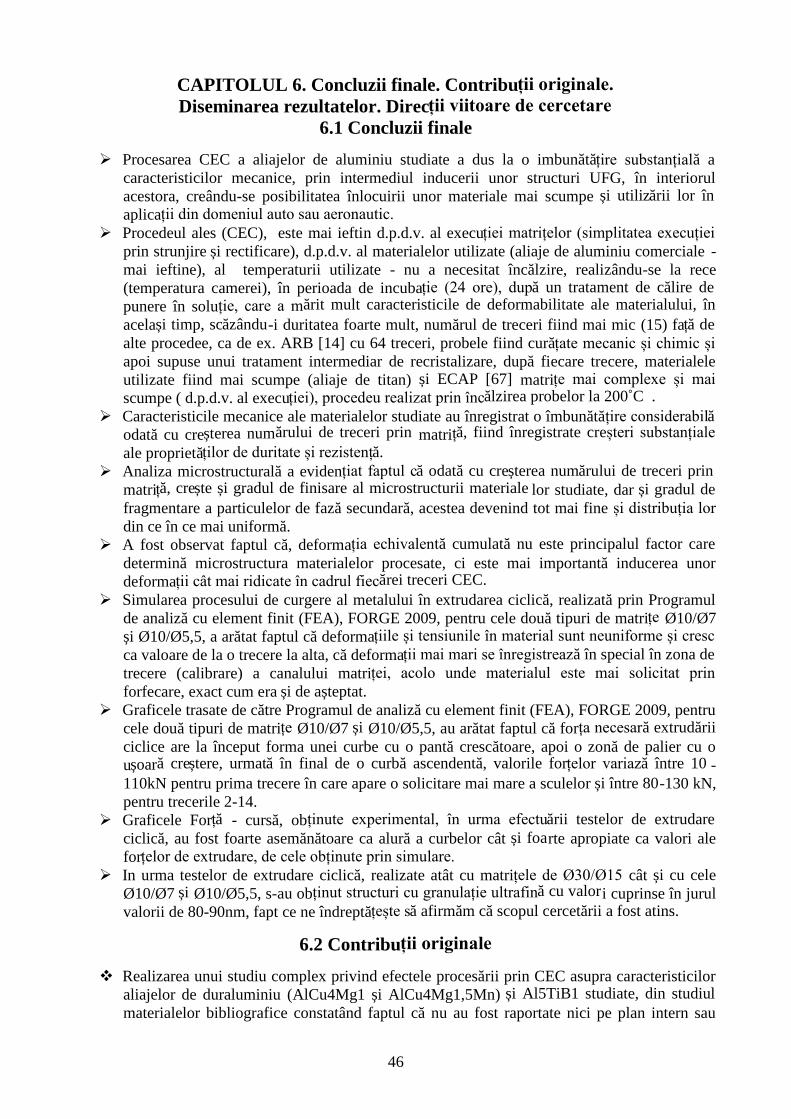
46
CAPITOLUL 6. Concluzii finale. Contribuții originale.Diseminarea rezultatelor. Direcții viitoare de cercetare
6.1 Concluzii finale Procesarea CEC a aliajelor de aluminiu studiate a dus la o imbunătățire substanțială a
caracteristicilor mecanice, prin intermediul inducerii unor structuri UFG, în interiorulacestora, creându-se posibilitatea înlocuirii unor materiale mai scumpe și utilizării lor înaplicații din domeniul auto sau aeronautic.
Procedeul ales (CEC), este mai ieftin d.p.d.v. al execuției matrițelor (simplitatea execuțieiprin strunjire și rectificare), d.p.d.v. al materialelor utilizate (aliaje de aluminiu comerciale -mai ieftine), al temperaturii utilizate - nu a necesitat încălzire, realizându-se la rece(temperatura camerei), în perioada de incubație (24 ore), după un tratament de călire depunere în soluție, care a mărit mult caracteristicile de deformabilitate ale materialului, înacelași timp, scăzându-i duritatea foarte mult, numărul de treceri fiind mai mic (15) față dealte procedee, ca de ex. ARB [14] cu 64 treceri, probele fiind curățate mecanic și chimic șiapoi supuse unui tratament intermediar de recristalizare, după fiecare trecere, materialeleutilizate fiind mai scumpe (aliaje de titan) și ECAP [67] matrițe mai complexe și maiscumpe ( d.p.d.v. al execuției), procedeu realizat prin încălzirea probelor la 200˚C .
Caracteristicile mecanice ale materialelor studiate au înregistrat o îmbunătățire considerabilăodată cu creșterea numărului de treceri prin matriță, fiind înregistrate creșteri substanțialeale proprietăților de duritate și rezistență.
Analiza microstructurală a evidențiat faptul că odată cu creșterea numărului de treceri prinmatriță, crește și gradul de finisare al microstructurii materiale lor studiate, dar și gradul defragmentare a particulelor de fază secundară, acestea devenind tot mai fine și distribuția lordin ce în ce mai uniformă.
A fost observat faptul că, deformația echivalentă cumulată nu este principalul factor caredetermină microstructura materialelor procesate, ci este mai importantă inducerea unordeformații cât mai ridicate în cadrul fiecărei treceri CEC.
Simularea procesului de curgere al metalului în extrudarea ciclică, realizată prin Programulde analiză cu element finit (FEA), FORGE 2009, pentru cele două tipuri de matrițe Ø10/Ø7și Ø10/Ø5,5, a arătat faptul că deformațiile și tensiunile în material sunt neuniforme și crescca valoare de la o trecere la alta, că deformații mai mari se înregistrează în special în zona detrecere (calibrare) a canalului matriței, acolo unde materialul este mai solicitat prinforfecare, exact cum era și de așteptat.
Graficele trasate de către Programul de analiză cu element finit (FEA), FORGE 2009, pentrucele două tipuri de matrițe Ø10/Ø7 și Ø10/Ø5,5, au arătat faptul că forța necesară extrudăriiciclice are la început forma unei curbe cu o pantă crescătoare, apoi o zonă de palier cu oușoară creștere, urmată în final de o curbă ascendentă, valorile forțelor variază între 10 -110kN pentru prima trecere în care apare o solicitare mai mare a sculelor și între 80-130 kN,pentru trecerile 2-14.
Graficele Forță - cursă, obținute experimental, în urma efectuării testelor de extrudareciclică, au fost foarte asemănătoare ca alură a curbelor cât și foarte apropiate ca valori aleforțelor de extrudare, de cele obținute prin simulare.
In urma testelor de extrudare ciclică, realizate atât cu matrițele de Ø30/Ø15 cât și cu celeØ10/Ø7 și Ø10/Ø5,5, s-au obținut structuri cu granulație ultrafină cu valori cuprinse în jurulvalorii de 80-90nm, fapt ce ne îndreptățește să afirmăm că scopul cercetării a fost atins.
6.2 Contribuții originale
Realizarea unui studiu complex privind efectele procesării prin CEC asupra caracteristiciloraliajelor de duraluminiu (AlCu4Mg1 și AlCu4Mg1,5Mn) și Al5TiB1 studiate, din studiulmaterialelor bibliografice constatând faptul că nu au fost raportate nici pe plan intern sau
47
internațional, rezultate concludente referitoare la inducerea în cadrul acestor aliaje destructuri UFG sau nanocristaline prin intermediul procesării SPD/CEC.
Am realizat, instalația experimentală de laborator (design/proiectare și execuție) necesarăefectuării testelor de extrudare ciclică pentru aliajele de duraluminiu (AlCu4Mg1 șiAlCu4Mg1,5Mn) și Al5TiB1 studiate.
Realizarea unui program de cercetare original, cu un grad ridicat de complexitate, care săpermită obținerea unor rezultate relevante din punct de vedere practic, în ceea ce priveșteinducerea structurilor ultrafine și nanocristaline în aliajele de aluminiu studiate, cu largăaplicabilitate în sectorul industrial.
Realizarea unei corelații între parametrii de procesare CEC, caracteristicile microstructuraleși proprietățile mecanice ale aliajelor studiate, fapt ce a permis determinarea regimuluioptim de deformare CEC pentru aceste aliaje.
Demonstrarea prin intermediul unor metode moderne de caracterizare structurală(microscopie optică), a faptului că prin inducerea unei microstructuri de tip UFG în urmaprocesării SPD/CEC, se poate realiza o îmbunătățire considerabilă a proprietăților mecaniceale aliajelor studiate (comparativ cu starea inițială), astfel, aceste aliaje, pot înlocui cu succesalte materiale mai scumpe, în domenii în care se cer proprietăți speciale de rezistență șiduritate, asociate cu o greutate specifică și dimensiuni reduse.
Caracterizarea complexă din punct de vedere al proprietăților mecanice ale materialului înstarea inițială și după procesarea CEC (teste de compresiune, microduritate, analiză optică)și corelarea acestor proprietăți cu caracteristicile microstructurale și cu condițiile dedeformare în vederea stabilirii regimului optim de procesare SPD/CEC a aliajelor studiate.
Realizarea simulării procesului de curgere al metalului în extrudarea ciclică, prin Programulde analiză cu element finit (FEA), FORGE 2009, pentru cele două tipuri de matrițe Ø10/Ø7și Ø10/Ø5,5, de asemenea, a fost determinată distribuția tensiunilor și deformațiilor efectiveîn volumul materialului deformat, prin intermediul diagramelor de deformare și tensiuni lasfârșitul fiecărei treceri din cele 14+14 treceri, au fost determinate solicitările la care suntsupuse sculele, de asemenea forțele necesare extrudării, rezultând graficele Forță – cursăpentru cele două tipuri de matrițe și cele câte 14 treceri.
6.3 Diseminarea rezultatelorAm participat la sesiunile de comunicări științifice a 4(+1) Conferințe Internaționale cu
articole și postere și am publicat un număr de 6 (+1 în curs de publicare) articole dintre care: 3(+1)– ISI Proceedings, 2 - BDI și B+ și 1 - C, dintre care, 4 (+1) articole ca prim autor.
Lucrări publicate:
1. “NANOCRYSTALIZATION OF STEELS BY BALL MILL AND BALL DROP-SEVEREPLASTIC DEFORMATION TECHNIQUES” – I. Popa, V. Geamăn, a 7-a ConferinţăInternaţională despre Ştiinţa Materialelor şi Inginerie BraMat, Poiana Braşov, 23-26 februarie 2011,în revista: CERCETĂRI METALURGICE ŞI DE NOI MATERIALE, Trimestrial, Vol. XIX,pp.39-42, 2011, Nr. special BRAMAT, ISSN: 1221-5503 CNCSIS, categoria B+ .2. “O NOUĂ ABORDARE FĂCUTĂ DESCRIERII TRANSFORMĂRILOR DE FAZĂPRODUSE SUB INFLUENȚA PROCESULUI DE DEFORMARE PLASTICĂ SEVERĂ ” , “ ANEW APPROACH TO A DESCRIPTION OF STRUCTURALPHASE TRANSFORMATIONSUNDER A VERY SEVERE PLASTIC DEFORMATION” – I. Popa, V. Geamăn, publicat în2011 , în Revista Bilingvă: Creativitate şi Inventică, vol. 3, pp.1-16, 2011, ISSN 2067-3086.3. “EQUAL CHANNEL ANGULAR EXTRUSION WITH BACK-PRESSURE AS A NEWALTERNATIVE TECHNIQUE OF SEVERE PLASTIC DEFORMATION” - I. Popa, V.Geamăn - Proceedings of the 16 th International Conference Modern Technologies, ModTech 2012,Quality and Innovation - Vol. IV - Iași - Chișinău – Belgrad, pp.797-801, 24-26 Mai 2012, Sinaia,Romania, ISSN 2069-6736, ISI Proceedings.
48
4. “GRAIN REFINEMENT IN AL-SI-CU ALLOY DURING CYCLIC EXTRUSION“ - V.Geamăn, I. Radomir, M. Stoicănescu, I. Popa, Conferința Internațională World Conference onBusiness, Economics And Management (WCBEM-2012) Antalya, Turcia, Procedia-Social andBehavioral Sciences, Elsevier Publishing LTD., Ed. Huseyin Uzunboylu, Vol.62, 1-1384, pp. 775-779, 4-6 mai 2012, ISI (Toate lucrările publicate în Procedia-Social și Behavioral Sciences suntindexate de Scopus și ScienceDirect și transmise către Thomson Reuters Conference ProceedingsCitation Index-Science (ISI Web of Science) pentru evaluare și includere în listă) .5. “PREDICTING GRAIN REFINEMENT BY COLD SEVERE PLASTIC DEFORMATIONPROCESSES IN ALLOYS BY USING THE METHOD OF VOLUME AVERAGEDDISLOCATION GENERATION” - I. Popa, V. Geamăn, publicat în Proceedings la a 4-a Sesiunea Conferinței Internaționale COMAT 2012 - Advanced Composite Materials Engineering, și a 2-aSesiune a Conferinței Internaționale Research & Innovation in Engineering, 18-20 octombrie 2012,Brașov, Editura Lux Libris Publishing House, vol.I, p.278-281, ISBN 978-973-131-164-7, ISIProceedings și publicat Editura DERC Publishing House, SUA, 2012, ISBN 13: 978-0981730059,ISBN 10: 0981730051.6. “MULTIFUNCTIONAL ADVANCED MATERIALS - THE KEY FOR NEW TECHNOLOGYAREAS. A SHORT OVERVIEW” - V. Geamăn, I. Popa, A. Pop, publicat în Proceedings la a 4-aSesiune a Conferinței Internaționale COMAT 2012 - Advanced Composite Materials Engineering,și a 2-a Sesiune a Conferinței Internaționale Research & Innovation in Engineering, 18 -20octombrie 2012, Brașov, Editura Lux Libris Publishing House, vol.III, p.711-716, ISBN 978-973-131-164-7, ISI Proceedings.7. “USING NUMERICAL SIMULATION IN CYCLIC EXTRUSION FORMING PROCESSES”- I. Popa, articol în curs de publicare în Proceedings la 5-a Conferință Internațională “AdvancedMaterials and Structures - AMS '13” organizată de către Universitatea Politehnică Timișoara, ceva avea loc în perioada 24-25 oct. 2013 la Timișoara, ISI Proceedings și jurnalul Solid StatePhenomena.
6.4 Direcții viitoare de cercetare:Analizarea posibilității obținerii de structuri UFG și nanometrice prin micșorarea
numărului de treceri sau prin mărirea gradului de reducere de la 2 cât e în prezent, deex. la 3 sau 4;
Analizarea posibilității obținerii de structuri UFG și nanometrice din alte aliaje decâtcele pe bază de aluminiu, de exemplu: alamele (aliaje Cu-Zn), bronzurile (aliaje Sn-Pb), aliaje pe bază de Mg sau Ti;
Analizarea oportunității sau posibilității măririi valorii forței de contrapresiune, învederea obținerii de structuri UFG și nanometrice;
Analizarea oportunității măririi unghiului de înclinație al matrițelor de la 60˚ cât e înprezent de ex. la 65˚, 70˚ sau 75˚ și influența acestui fapt asupra scăderii valorii forțeinecesare extrudării și asupra obținerii de structuri UFG și nanometrice;
Analizarea oportunității încălzirii pieselor supuse testelor de extrudare ciclică, de ex.la temperatura de 350-450˚C – temperatura de recristalizare și/sau a preîncălziriisculelor utilizate, în vederea obținerii de structuri UFG și nanometrice, eventual, dupămai puține treceri.
Extinderea cercetărilor în vederea studiului texturării materialului în procesuldeformării plastice severe prin CEC, texturare (orientare preferențială a cristalelor),care este influențată de o serie de factori, cum ar fi ruta de procesare, gradul dereducere, numărul de treceri, unghiul matriței, utilizarea contrapresiunii, ș.a.m.d.
Bibliografie selectivă:[2] Aour, B., et. al. „Experimental and numerical study of ECAE deformation ofpolyolefins”, Computational Materials Science 45, pp. 646–652, 2009.
49
[4] ASM International „Handbook of Workability and Process Design”, Ed. Dieter, G. E.,Kuhn, H. A. and Semiatin, S. L., 2003.[8] Becker, R. and Lalli, L.A. „Texture evolution in channel-die compression port: effects ofgrains which shear”, Textures Microstructural 14-18, pp. 145-150, 1991.[10] Chen, Y.C. et. al. „The effect of extrusion temperature on the development ofdeformation microstructures in 5052 aluminium alloy processed by equal channel angularextrusion”, Acta Materialia 51, pp. 2005–2015, 2003.[11] Chenot, J.-L., Massoni, E. „Finite element modelling and control of new metal formingprocesses”, International J. Machine Tools & Manufacture, 46, pp. 1194–1200, 2006.[14] Dumitrescu, C. „Cercetări privind inducerea de structuri ultrafin cristaline șinanocristaline în aliaje de titan, prin procedee de tip deformare plastică severă”, București,Universitatea Politehnică din București, Facultatea de Știința și Ingineria Materialelor,Catedra Procesarea Materialelor și Ecometalurgie, teză de doctorat, Cond Șt.: Prof. dr. ing.Doina RĂDUCANU, 2011, 181 p.[15] Dyi-Cheng Chen, et. al. „Investigation into cold extrusion of aluminum billetsusingthree-dimensional finite element method”, J. Mater. Process.Technol., pp.192–193,188–193, 2007.[16] Feng, X.M. and Ai, T.T. „Microstructure evolution and mechanical behavior of AZ31Mg alloy processed by equal-channel angular pressing”, Transactions of Nonferrous MetalsSociety of China, Vol. 19, Issue 2, pp. 293-298, April 2009.[19] Fietier, N., Krahenbuhl, Y., Vialard, M. „New methods for the fast simulations of theextrusionprocess of hot metals”, J. Mater. Process. Technol., 2008.[24] Hartley, P., Pillinger, I. „Numerical simulation of the forging process”, Comput.Methods Appl. Mech. Engrg. 195, pp. 6676–6690, 2006.[28] Krallics, Gy., Malgin, D. and Fodor, A. „Experimental Investigations of the Al 6082Alloy Subjected to Equal-Channel Angular Pressing”, Materials Science Forum, Vols. 473-474, pp. 129-134, 2005.[29] Krallics, Gy., Malgin, D. and Fodor, A. „Influence of ECAP routes on mechanicalproperties of a nanocrystalline aluminium alloy”, Periodica Polytechnica Ser. Mech. Eng.Vol. 48, No.2, pp. 145-150, 2004.[33] Li, L., Zhou, J., Duszczyk, J. „Prediction of temperature evolution during the extrusionof7075 aluminium alloy at various ram speeds by means of 3D FEM simulation”, J. Mater.Process. Technol. 145, pp. 360–370, 2004.[34] Li, Y.J., Blum, W. „Strain rate sensitivity of Cu after severe plastic deformation bymultiple compression”, Physica Status Solidi A-Applications and Materials Science,Vol.202, No. 11, pp. 119-R121, 2005, DOI: 10.1002/pssa.200521160[36] Ma, A., et. al. „Characteristics of plastic deformation by rotary-die equal-channelangular pressin”, Scripta Materialia 52, pp. 433-437, 2005.[46] Nourbakhsh, S. and Vujic, D. „High strain plane – strain deformation of 70-30 brass ina channel die”, Acta Metall 34, pp. 1083-1090, 1986.[49] Pop, M., Frunză, D., Neag, A. „Application of numerical simulation in metal formingprocesses”, Metalurgia Nr.3, pp. 14-22, 2013.[50] Popa, A. „Extrudarea metalelor și aliajelor”, Editura Lux Libris, Brașov, ISBN 973-96308-8-x, pp. 36-41, 45-54, 1994.[56] Richert, J. and Richert, M.. „A new method for unlimited deformation of metals andalloys”, Aluminium, 62(8), pp. 604-607, 1986.[58] Salishchev, G.A. „Formation of submicrocrystalline structure titanium duringsuccessive uniaxial compression in three orthogonal directions”, Nanomaterials by severeplastic deformation, Weinheim, Wiley VCH, pp. 691-700, 2004.[59] Schikorraa, M., et. al. „Microstructure analysis of aluminum extrusion: Prediction ofmicrostructure on AA6060 alloy”, J. Mater. Process. Technol. 201, pp. 156–162, 2008.
50
[60] Segal, V.M. „Equal channel angular extrusion: from macromechanics to structureformation”, Materials Science and Engineering A271, pp. 322–333, 1999.[61] Segal, V.M. „Methods of stress-strain Analysis in Metalforming”, Sc.D. Thesis, Minsk,1974.[67] Szilagyi, E. „Cercetări privind extrudarea unghiulară în canale egale” UniversitateaTehnică Cluj-Napoca, teză de doctorat, Cond Șt.: Prof. dr. ing. Tiberiu RUSU (TraianCANTA), 2012, 181 p.[72] Teodorescu Al. „Tehnologia extrudării metalelor”, Ed. Tehnică, București, 1975.[73] Tiernan, P., et. al. „Modelling of cold extrusion with experimental verification”, J.Mater. Process. Technol. 168, pp. 360–366, 2005.[77] Valberg, H.S. „Applied Metal Forming Including FEM Analysis”, CambridgeUniversity Press, 2010.[91]***www.bacterio.uc3m.es/docencia/profesores/ramiro/Mechanical2/Properties/Theme/plastic/deformation/dislocations and strengthening mechanisms.pdf[93] ***www.dps.tuiasi.ro[94] ***www.d.umn.edu/.../DislocationMotion_Str_Recovery_Ch7[95] ***www.engineeringtoolbox.com/friction-coefficients-d_778.html[97] ***www.nanostral.lx.ro[99] ***www.tcm.ugal.ro/Cercetare/PNII2008/Prezentare.pdf[100] ***www. marcel.suciu.eu/cartea/Laminare-partea5.pdf
Anexa 1- Scurt rezumat al tezei “Materiale avansate multifuncționale cugranulație ultrafină/nanometrică obținute prin deformare plastică severă”
Deformarea plastică severă reprezintă acele procese de deformare a metalelor, în care,deformații plastice foarte mari sunt dezvoltate în volumul materialului deformat, pentru a se creastructuri cu grăunți ultrafini de dimensiuni nanometrice. Aceste metode de procesare pot creananostructuri uniforme în întreg volumul de material al metalului deformat (materialenanostructurate în volum), având certitudinea obținerii unor proprietăți fizice și mecanicesuperioare, bine stabilite.
Extrudarea ciclică este una dintre cele mai utilizate metode pentru rafinarea grăunţilor dinmetale policristaline cu grăunţi grosolani.
Lucrarea conține cercetări experimentale bazate în special pe două aliaje de duraluminiu,des utilizate în industria constructoare de mașini. Sunt dezvoltate programe de cercetare moderne,efectuate pe utilaje și aparatură de investigare de ultimă generație.
De asemenea, lucrarea conține un program de simulare al deformării prin extrudare ciclicăcu ajutorul elementelor finite - Forge 2009.
Appendix 1 - Brief summary of the thesis “Multifunctional advancedsuperfine/nano-grained materials obtained by severe plastic deformation”
Severe plastic deformation represents those plastic deformation processes of forming metalin that large plastic deformation are developed in the amount of deformed material to create ultra-fine grain structure nano-sized. These processing methods can create nanostructures uniformthroughout the volume of the metal deformed material (nanostructured materials by volume), thecertainty of obtaining superior physical and mechanical properties, its well established.
Cyclic Extrusion is one of the most used methods for refining grains of coarse grainpolycrystalline metals.
The paper includes experimental research based mainly on two aluminum alloy, widely usedin mechanical engineering. Research programs are developed modern machinery and equipmentmade in the latest investigation.
The paper also contains a simulation program of cyclic deformation by extrusion using finiteelements - Forge in 2009.
51
Anexa 2 - Curriculum Vitae
Nume: Ioan PopaOras: BrașovAdresa: B-dul. Victoriei nr. 11, bl.35, sc.B, ap.47
Experiență profesionalăPerioada: 10/2010 - prezent Funcție ocupată: doctorand inginerDepartament: Știința Materialelor Companie: Universitatea “Transilvania” BrașovPerioada: 07/2007 - 07/2009 Funcție ocupată: Inginer proiectantDepartament: Proiectare Companie: S.C. GEOMETRIC-ROMANIA S.R.L., BrașovPerioada: 04/2007 - 07/2007 Funcție ocupată: Inginer proiectantDepartament: Proiectare Companie: S.C. CAMBRIC CONSULTING S.R.L., BrașovPerioada: 06/2006 - 03/2007 Funcție ocupată: Inginer proiectantDepartament: Proiectare Companie: PREMS T.P., BrașovPerioada: 05/2005 - 06/2006 Funcție ocupată: Inginer proiectantDepartament: Proiectare Companie: S.C. TRACTORUL U.T.B., BrașovPerioada: 01/1993 - 01/2005 Funcție ocupată: Inginer proiectantDepartament: Proiectare Companie: S.C. ROMRADIATOARE S.A., BrașovPerioada: 01/1990 - 01/1993 Funcție ocupată: Inginer tehnolog secție; asistență tehnicăDepartament: Producție Companie: S.C. RULMENTUL S.A., BrașovPerioada: 10/1987 - 01/1990 Funcție ocupată: Inginer tehnolog secție; asistență tehnicăDepartament: Proictare, Forjă Companie: S.C. TRACTORUL M. - CIUCEducațieNivel studii: FacultateInstituție: Universitatea “Transilvania” Brașov (Facultatea Știința și Ingineria Materialelor)Specializare: Utilaj TehnologicMedie absolvire: 9.00 Perioada: 09/1982 - 07/1987 Descriere: Diplomă inginer mecanicCertificări și cursuriDenumire: Proiectare 3D Pro-EngineeringDescriere: Curs intensiv - 4 săptămâni, S.C. Cambric Consulting S.R.L., Brașov, 2007Denumire: Limba Italiană-începătoriDescriere: Curs intensiv - 8 săptămâni, Job School Selection, Brașov, 2002Denumire: ACAD 12, ACAD14, AutoMechanicalDesktop (AMD)Descriere: Curs intensiv - 8 saptamani, Technical Group International S.A. Brașov, 1999Denumire: Curs Analiști ProgramatoriDescriere: Curs intensiv - 6 saptamani, Infostar S.A., Brașov, 1993Competențe personaleLimbi străine: Engleză-avansați; Franceză-mediu; Italiană-începătoriCompetențe informatice: Autocad, Intellicad, MS Office-Word+Excell, Pro-E, AMD,SolidWorks, Inventor, navigare internet.Competențe dobândite la locul de muncă: abilităţi în ceea ce priveşte proiectarea, planificarea,coordonarea, analiza şi sinteza dobândite în timpul carierei profesionale; abilități organizatorice și practiceîn ce privește lucrul individual și în echipă.Competențe de comunicare: bune competenţe de comunicare şi socializare dobândite în timpul cariereieducaţionale şi profesionale prin experienţa proprie și participarea la cursuri de formare şi perfecţionare.
52
Appendix 2 - Curriculum Vitae
Name: Ioan PopaCity: BrasovAdress: B-dul. Victoriei nr. 11, bl.35, sc.B, ap.47
Professional ExperiencePeriod: 10/2010 - present Function: PhD studentDepartment: Materials Science Company: “Transilvania” University of BrasovPeriod: 07/2007 - 07/2009 Function: Design EngineerDepartment: Design Company: S.C. GEOMETRIC-ROMANIA S.R.L., BrasovPeriod: 04/2007 - 07/2007 Function: Design EngineerDepartment: Design Company: S.C. CAMBRIC CONSULTING S.R.L., BrasovPeriod: 06/2006 - 03/2007 Function: Design EngineerDepartment: Design Company: PREMS T.P., BrasovPeriod: 05/2005 - 06/2006 Function: Design EngineerDepartment: Design Company: S.C. TRACTORUL U.T.B., BrasovPeriod: 01/1993 - 01/2005 Function: Design EngineerDepartment: Design Company: S.C. ROMRADIATOARE S.A., BrasovPeriod: 01/1990 - 01/1993 Function: Section Engineer, Technical SupportDepartament: Production Company: S.C. RULMENTUL S.A., BrasovPeriod: 10/1987 - 01/1990 Function: Section Engineer, Technical SupportDepartament: Design, Forge Company: S.C. TRACTORUL M. - CIUCEducationEducation level: FacultyInstituție: “Transilvania” University of Brasov (Faculty of Materials Science and Engineering)Specialization: Technical EquipmentAverage Graduation: 9.00 Period: 09/1982 - 07/1987 Description:Diploma Mechanical EngineerCertifications and coursesName: 3D Design Pro-EngineeringDescription: Intensive Course - 4 weeks, S.C. Cambric Consulting S.R.L., Brasov, 2007Name: Italian-BeginnersDescription: Intensive Course - 8 weeks, Job School Selection, Brasov, 2002Name: ACAD 12, ACAD14, AutoMechanicalDesktop (AMD)Description: Intensive Course - 8 weeks, Technical Group International S.A. Brasov, 1999Name: Currency AnalystDescription: Intensive Course - 6 weeks, Infostar S.A., Brasov, 1993Personal skillsLanguages: English- Advanced; French-Environment; Italian - BeginnersComputer skills: Autocad, Intellicad, MS Office-Word + Excell, Pro-E, AMD, SolidWorks,Inventor, browsing internet.Job-related skills: skills in the design, planning, coordination, analysis and synthesis gained duringcareers; organizational and practical skills in the individual and team work.Communication skills: good communication and social skills acquired during the educational andprofessional careers through my own experience and participating in training and refresher courses.