![NO HYNDAI litraj Kappa 1.25 DOHC U2 - 1.1 DOHC Transmisie ... · Vechile concep]ii în ceea ce prive[te automobilul nu mai sunt de actualitate. O ma[in` reprezint` stilul de via]`](https://static.fdocumente.com/doc/165x107/5e18f6db6259e25e20138d44/no-hyndai-litraj-kappa-125-dohc-u2-11-dohc-transmisie-vechile-concepii.jpg)
Unitatea_de_invatare_M2.U2
20
Managementul fabricatiei produselor 78 Unitatea de învăţare M2.U2. Prelucrarea suprafeţelor cilindrice şi conice exterioare Cuprins M2.U2.1. Introducere.................................................................................................... 78 M2.U2.2. Obiectivele unităţii de învăţare..................................................................... 78 M2.U2.3. Strunjirea suprafeţelor de revoluţie exterioare ............................................. 79 M2.U2.4. Rectificarea suprafeţelor cilindrice exterioare.............................................. 87 M2.U2.5. Rectificarea suprafeţelor conice exterioare .................................................. 91 M2.U2.6. Procedee de netezire a suprafeţelor cilindrice exterioare ............................. 92 M2.U2.7. Rezumat ........................................................................................................ 97 M2.U2.8 Test de evaluare a cunoştinţelor .................................................................... 97 M2.U2.1. Introducere Suprafeţele cilindrice exterioare, ca cele mai des întâlnite la piesele din structura construcţiilor de maşini, se prelucrează cel mai frecvent, în funcţie de condiţiile tehnico-economice, prin: strunjire, frezare, rectificare. În cazul în care se impun condiţii de precizie dimensional-geometrică foarte strânse, ultima prelucrare a acestor suprafeţe este unul din următoarele procedee: strunjire de netezire, vibronetezire (superfinisare), lustruire şi rulare prin deformare plastică, superficială, toate fiind procedee de netezire a suprafeţelor. Suprafeţele conice exterioare se prelucrează prin strunjire, frezare şi rectificare şi cu aceleaşi procedee pentru netezire ca şi cele cilindrice. M2.U2.2. Obiectivele unităţii de învăţare Această unitate de învăţare îşi propune ca obiectiv principal, prezentarea elementelor de bază practice necesare proiectării succesiunii operaţiilor şi fazelor (de degroşare, finisare şi netezire) necesare pentru prelucrarea prin aşchiere a suprafeţelor de revoluţie cilindrice şi conice exterioare. La sfârşitul parcurgerii acestei unităţi de învăţare, studenţii vor fi capabili să: • descrie şi să explice schemele tehnologice posibile a fi utilizate pentru prelucrarea suprafeţelor de revoluţie cilindrice şi conice exterioare prin strujire şi rectificare; • definească elementele de bază ale procedeelor de netezire a suprafeţelor de revoluţie exterioare; • rezume performanţele de precizie dimensional-geometrice ale procedeelor de prelucrare prin strunjire, rectificare şi de netezire.
-
Upload
tom-anderson -
Category
Documents
-
view
2 -
download
0
description
mfm
Transcript of Unitatea_de_invatare_M2.U2

Managementul fabricatiei produselor
78
Unitatea de învăţare M2.U2. Prelucrarea suprafeţelor cilindrice şi
conice exterioare
Cuprins M2.U2.1. Introducere.................................................................................................... 78 M2.U2.2. Obiectivele unităţii de învăţare..................................................................... 78 M2.U2.3. Strunjirea suprafeţelor de revoluţie exterioare ............................................. 79 M2.U2.4. Rectificarea suprafeţelor cilindrice exterioare.............................................. 87 M2.U2.5. Rectificarea suprafeţelor conice exterioare .................................................. 91 M2.U2.6. Procedee de netezire a suprafeţelor cilindrice exterioare ............................. 92 M2.U2.7. Rezumat........................................................................................................ 97 M2.U2.8 Test de evaluare a cunoştinţelor .................................................................... 97
M2.U2.1. Introducere Suprafeţele cilindrice exterioare, ca cele mai des întâlnite la piesele din structura construcţiilor de maşini, se prelucrează cel mai frecvent, în funcţie de condiţiile tehnico-economice, prin: strunjire, frezare, rectificare. În cazul în care se impun condiţii de precizie dimensional-geometrică foarte strânse, ultima prelucrare a acestor suprafeţe este unul din următoarele procedee: strunjire de netezire, vibronetezire (superfinisare), lustruire şi rulare prin deformare plastică, superficială, toate fiind procedee de netezire a suprafeţelor. Suprafeţele conice exterioare se prelucrează prin strunjire, frezare şi rectificare şi cu aceleaşi procedee pentru netezire ca şi cele cilindrice.
M2.U2.2. Obiectivele unităţii de învăţare Această unitate de învăţare îşi propune ca obiectiv principal, prezentarea elementelor de bază practice necesare proiectării succesiunii operaţiilor şi fazelor (de degroşare, finisare şi netezire) necesare pentru prelucrarea prin aşchiere a suprafeţelor de revoluţie cilindrice şi conice exterioare. La sfârşitul parcurgerii acestei unităţi de învăţare, studenţii vor fi capabili să: • descrie şi să explice schemele tehnologice posibile a fi utilizate pentru
prelucrarea suprafeţelor de revoluţie cilindrice şi conice exterioare prin strujire şi rectificare;
• definească elementele de bază ale procedeelor de netezire a suprafeţelor de revoluţie exterioare;
• rezume performanţele de precizie dimensional-geometrice ale procedeelor de prelucrare prin strunjire, rectificare şi de netezire.
Managementul fabricatiei produselor
79
Durata medie de parcurgere a primei unităţi de învăţare este de 2 - 3 ore.
M2.U2.3. Strunjirea suprafeţelor de revoluţie exterioare Strunjirea suprafeţelor cilindrice exterioare [3] se realizează pe diverse tipuri de strunguri: strunguri normale (universale), strunguri revolver, strunguri semiautomate multicuţite, strunguri hidraulice de copiat, strunguri automate, strunguri carusel. Alegerea tipului de strung pentru prelucrarea diverselor piese cu mai multe suprafeţe cilindrice exterioare depinde de: seria de fabricaţie, forma şi dimensiunile piesei, numărul de operaţii (faze) impus de configuraţia piesei, productivitatea maşinii-unelte, costul prelucrării, etc. În cele mai dese cazuri strunjirea suprafeţelor cilindrice exterioare se realizează din două faze:
a). strunjirea de degroşare cu precizia de prelucrare dimensională cuprinsă în domeniul treptelor de toleranţă IT12 ... IT13, iar calitatea suprafeţei Ra= 25 ÷ 12,5 µm;
b). strunjirea de finisare, cu precizia de prelucrare dimensională cuprinsă între IT10 ... IT11, iar rugozitatea Ra= 12,5 µm;
La strunjirea de degroşare se îndepărtează cea mai mare parte a adaosului de prelucrare, urmărindu-se să se obţină în urma prelucrării forme şi dimensiuni ale suprafeţelor cât mai apropiate de cele ale piesei finite. Din punct de vedere al regimului de aşchiere folosit, acesta se caracterizează prin valori mari ale adâncimii şi avansului de aşchiere, iar viteza mică şi drept urmare rezultă forţe şi puteri de aşchiere mari, care solicită puternic sistemul tehnologic MDPS şi este necesar ca parametrii regimului de aşchiere să fie verificaţi şi din acest punct de vedere (rigiditate, putere admisibilă).
Strunjirea de finisare are în principal, rolul de a se obţine o anumită precizie dimensională şi de calitate a suprafeţelor necesară pentru o eventuală operaţie ulterioară sau dacă este ultima operaţie, să asigure dimensiunile şi precizia impusă piesei finite. Regimul de aşchiere se caracterizează prin adâncimi şi avansuri mici de lucru, iar viteza de aşchiere este mare; solicitarea sistemului tehnologic este redusă, din care cauză nu se mai verifică din punct de vedere al rigidităţii şi puterii admisibile.
În unele cazuri şi anume când adaosurile de prelucrare sunt prea mari şi nu pot fi îndepărtate în întregime prin strunjirea de degroşare, între degroşare şi finisare se introduce o strunjire intermediară denumită de semifinisare.
În general, în cazul producţiei de serie şi de masă, strunjirea de degroşare se execută pe maşini-unelte separate cu putere mai mare, deoarece datorită solicitărilor puternice ale sistemului tehnologic acesta îşi pierde precizia de execuţie şi nu mai poate asigura condiţiile tehnice mai ridicate impuse prelucrării de finisare.
Managementul fabricatiei produselor
80
Din punct de vedere al dispozitivelor de orientare şi fixare a piesei (în vederea prelucrării), la prelucrarea suprafeţelor cilindrice exterioare pe strunguri se utilizează următoarele metode de aşezare a pieselor: aşezare între vârfuri, în mandrine de diferite tipuri, pe dorn sau folosind dispozitive speciale.
a). Prelucrarea pieselor fixate între vârfuri se face, în special atunci când piesele au lungimea l mult mai mare decât diametrul d (l > 6d).
În acest caz bazele tehnologice sunt găurile de centruire, acestea fiind utilizate şi pentru rectificare (dacă este cazul) , eventual sunt folosite, de asemenea, la controlul piesei prelucrate şi la recondiţionarea acestora. Datorită rolului important pe care îl au găurile de centruire, la executarea acestora se impune respectarea următoarelor condiţii mai importante:
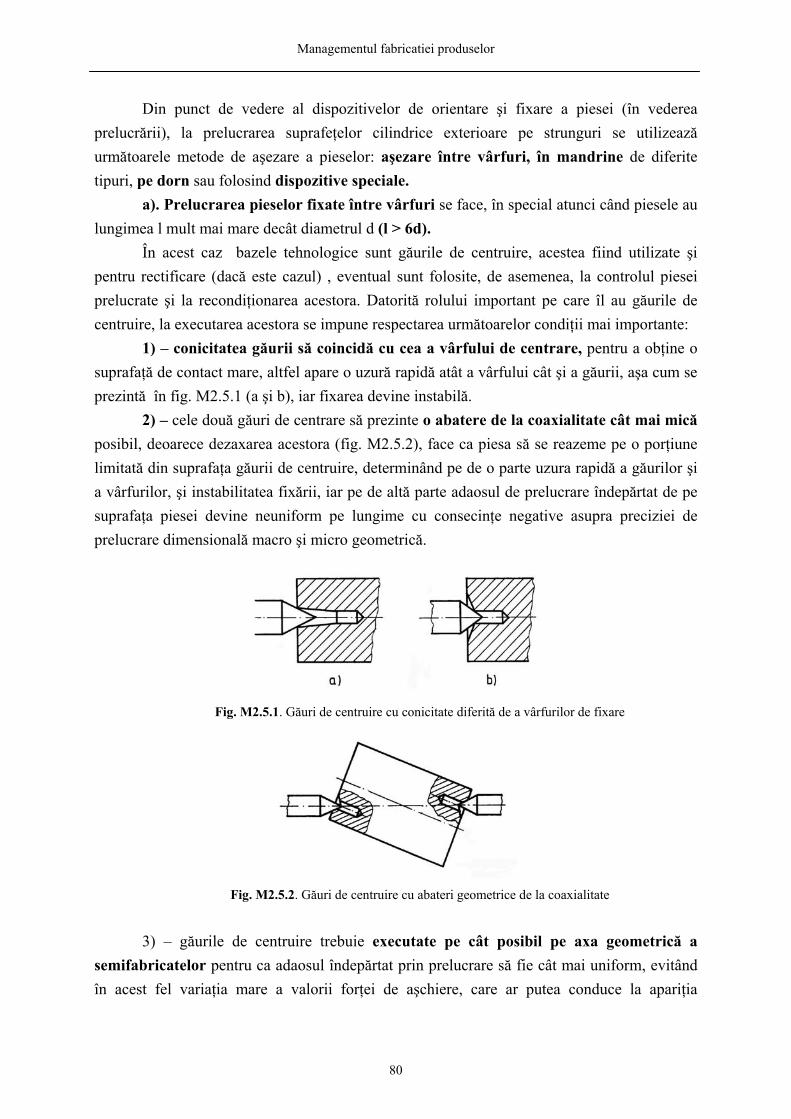
1) – conicitatea găurii să coincidă cu cea a vârfului de centrare, pentru a obţine o suprafaţă de contact mare, altfel apare o uzură rapidă atât a vârfului cât şi a găurii, aşa cum se prezintă în fig. M2.5.1 (a şi b), iar fixarea devine instabilă.
2) – cele două găuri de centrare să prezinte o abatere de la coaxialitate cât mai mică posibil, deoarece dezaxarea acestora (fig. M2.5.2), face ca piesa să se reazeme pe o porţiune limitată din suprafaţa găurii de centruire, determinând pe de o parte uzura rapidă a găurilor şi a vârfurilor, şi instabilitatea fixării, iar pe de altă parte adaosul de prelucrare îndepărtat de pe suprafaţa piesei devine neuniform pe lungime cu consecinţe negative asupra preciziei de prelucrare dimensională macro şi micro geometrică.
Fig. M2.5.1. Găuri de centruire cu conicitate diferită de a vârfurilor de fixare
Fig. M2.5.2. Găuri de centruire cu abateri geometrice de la coaxialitate
3) – găurile de centruire trebuie executate pe cât posibil pe axa geometrică a
semifabricatelor pentru ca adaosul îndepărtat prin prelucrare să fie cât mai uniform, evitând în acest fel variaţia mare a valorii forţei de aşchiere, care ar putea conduce la apariţia
Managementul fabricatiei produselor
81
abaterilor geometrice de formă ale suprafeţei prelucrate (abaterea de la circularitate, cilindricitate).
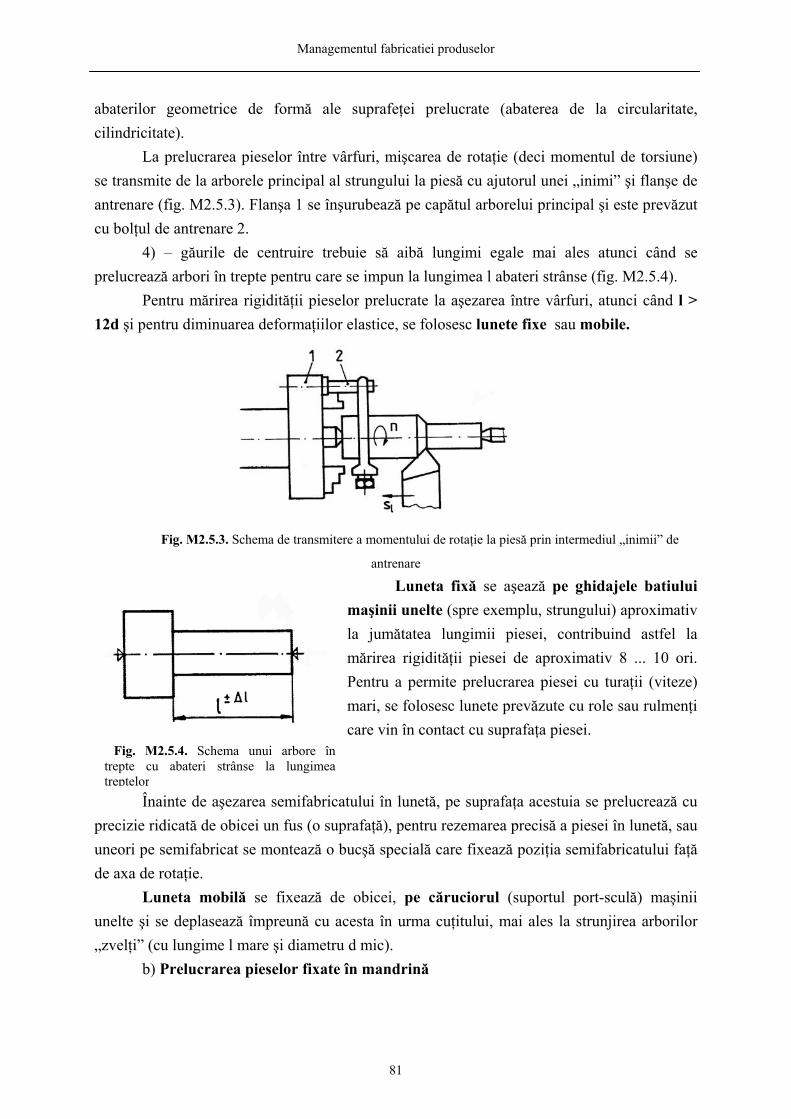
La prelucrarea pieselor între vârfuri, mişcarea de rotaţie (deci momentul de torsiune) se transmite de la arborele principal al strungului la piesă cu ajutorul unei „inimi” şi flanşe de antrenare (fig. M2.5.3). Flanşa 1 se înşurubează pe capătul arborelui principal şi este prevăzut cu bolţul de antrenare 2.
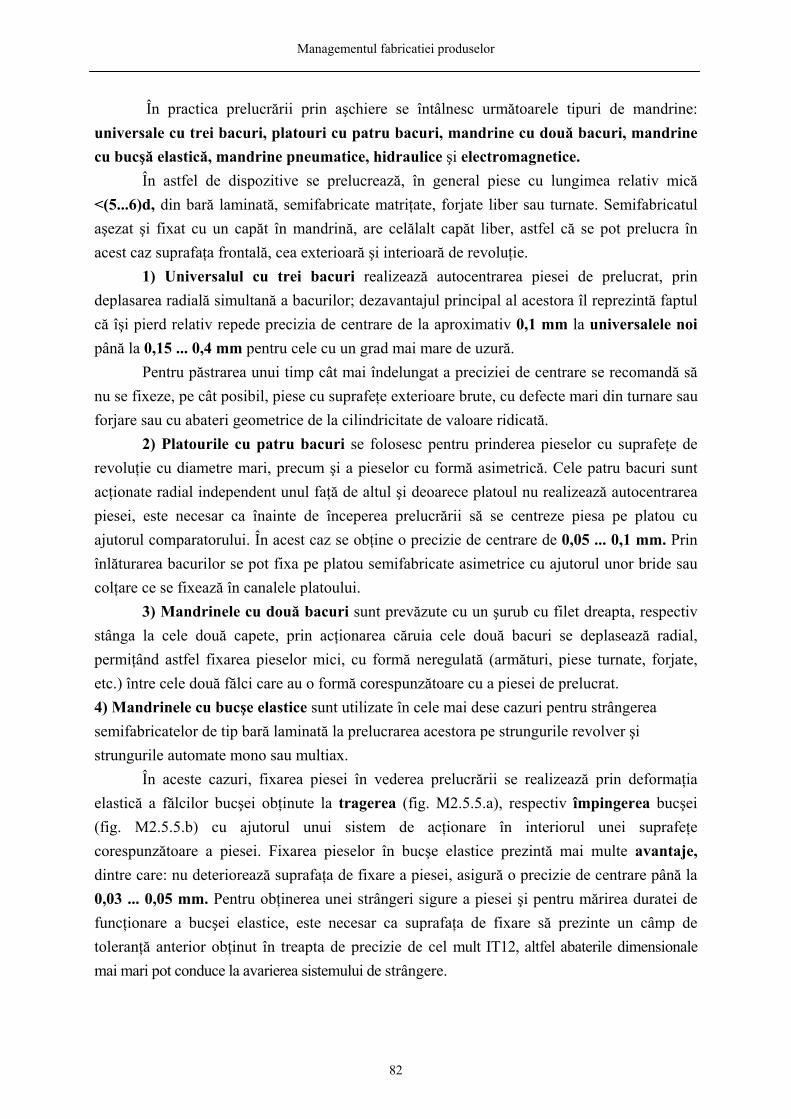
4) – găurile de centruire trebuie să aibă lungimi egale mai ales atunci când se prelucrează arbori în trepte pentru care se impun la lungimea l abateri strânse (fig. M2.5.4).
Pentru mărirea rigidităţii pieselor prelucrate la aşezarea între vârfuri, atunci când l > 12d şi pentru diminuarea deformaţiilor elastice, se folosesc lunete fixe sau mobile.
Fig. M2.5.3. Schema de transmitere a momentului de rotaţie la piesă prin intermediul „inimii” de
antrenare
Luneta fixă se aşează pe ghidajele batiului maşinii unelte (spre exemplu, strungului) aproximativ la jumătatea lungimii piesei, contribuind astfel la mărirea rigidităţii piesei de aproximativ 8 ... 10 ori. Pentru a permite prelucrarea piesei cu turaţii (viteze) mari, se folosesc lunete prevăzute cu role sau rulmenţi care vin în contact cu suprafaţa piesei.
Înainte de aşezarea semifabricatului în lunetă, pe suprafaţa acestuia se prelucrează cu
precizie ridicată de obicei un fus (o suprafaţă), pentru rezemarea precisă a piesei în lunetă, sau uneori pe semifabricat se montează o bucşă specială care fixează poziţia semifabricatului faţă de axa de rotaţie.
Luneta mobilă se fixează de obicei, pe căruciorul (suportul port-sculă) maşinii unelte şi se deplasează împreună cu acesta în urma cuţitului, mai ales la strunjirea arborilor „zvelţi” (cu lungime l mare şi diametru d mic).
b) Prelucrarea pieselor fixate în mandrină
Fig. M2.5.4. Schema unui arbore în trepte cu abateri strânse la lungimea treptelor
Managementul fabricatiei produselor
82
În practica prelucrării prin aşchiere se întâlnesc următoarele tipuri de mandrine: universale cu trei bacuri, platouri cu patru bacuri, mandrine cu două bacuri, mandrine cu bucşă elastică, mandrine pneumatice, hidraulice şi electromagnetice.
În astfel de dispozitive se prelucrează, în general piese cu lungimea relativ mică <(5...6)d, din bară laminată, semifabricate matriţate, forjate liber sau turnate. Semifabricatul aşezat şi fixat cu un capăt în mandrină, are celălalt capăt liber, astfel că se pot prelucra în acest caz suprafaţa frontală, cea exterioară şi interioară de revoluţie.
1) Universalul cu trei bacuri realizează autocentrarea piesei de prelucrat, prin deplasarea radială simultană a bacurilor; dezavantajul principal al acestora îl reprezintă faptul că îşi pierd relativ repede precizia de centrare de la aproximativ 0,1 mm la universalele noi până la 0,15 ... 0,4 mm pentru cele cu un grad mai mare de uzură.
Pentru păstrarea unui timp cât mai îndelungat a preciziei de centrare se recomandă să nu se fixeze, pe cât posibil, piese cu suprafeţe exterioare brute, cu defecte mari din turnare sau forjare sau cu abateri geometrice de la cilindricitate de valoare ridicată.
2) Platourile cu patru bacuri se folosesc pentru prinderea pieselor cu suprafeţe de revoluţie cu diametre mari, precum şi a pieselor cu formă asimetrică. Cele patru bacuri sunt acţionate radial independent unul faţă de altul şi deoarece platoul nu realizează autocentrarea piesei, este necesar ca înainte de începerea prelucrării să se centreze piesa pe platou cu ajutorul comparatorului. În acest caz se obţine o precizie de centrare de 0,05 ... 0,1 mm. Prin înlăturarea bacurilor se pot fixa pe platou semifabricate asimetrice cu ajutorul unor bride sau colţare ce se fixează în canalele platoului.
3) Mandrinele cu două bacuri sunt prevăzute cu un şurub cu filet dreapta, respectiv stânga la cele două capete, prin acţionarea căruia cele două bacuri se deplasează radial, permiţând astfel fixarea pieselor mici, cu formă neregulată (armături, piese turnate, forjate, etc.) între cele două fălci care au o formă corespunzătoare cu a piesei de prelucrat. 4) Mandrinele cu bucşe elastice sunt utilizate în cele mai dese cazuri pentru strângerea semifabricatelor de tip bară laminată la prelucrarea acestora pe strungurile revolver şi strungurile automate mono sau multiax.
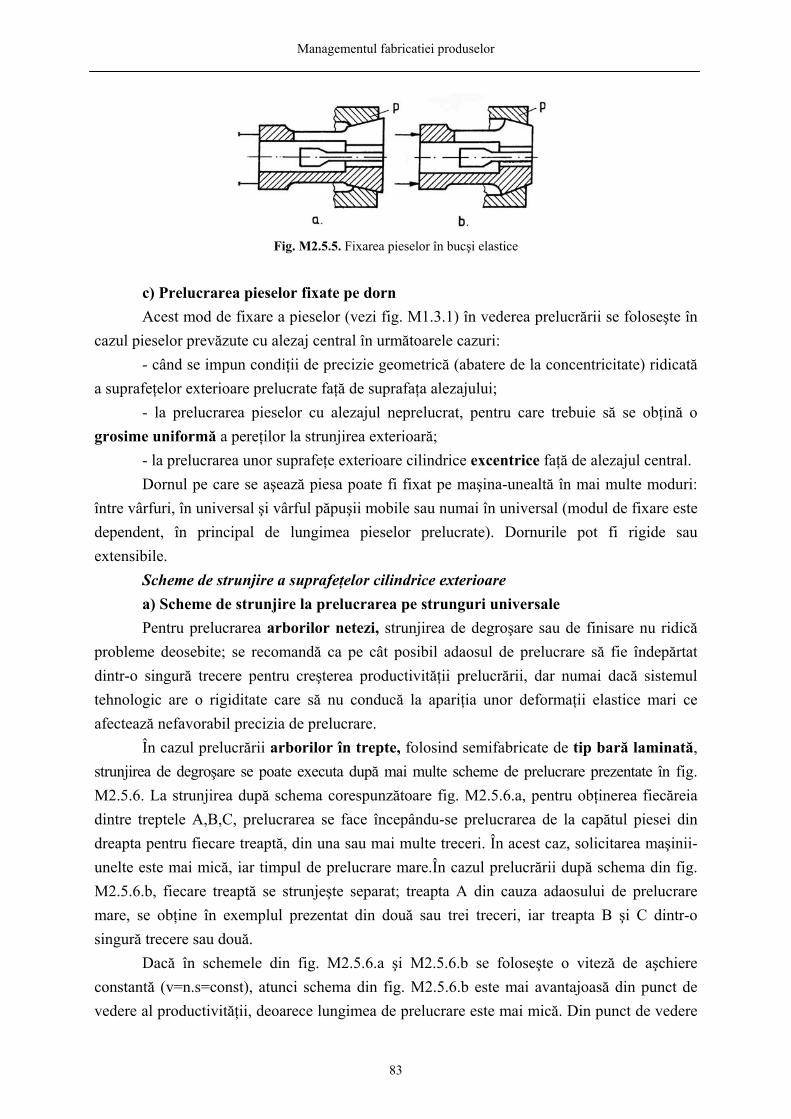
În aceste cazuri, fixarea piesei în vederea prelucrării se realizează prin deformaţia elastică a fălcilor bucşei obţinute la tragerea (fig. M2.5.5.a), respectiv împingerea bucşei (fig. M2.5.5.b) cu ajutorul unui sistem de acţionare în interiorul unei suprafeţe corespunzătoare a piesei. Fixarea pieselor în bucşe elastice prezintă mai multe avantaje, dintre care: nu deteriorează suprafaţa de fixare a piesei, asigură o precizie de centrare până la 0,03 ... 0,05 mm. Pentru obţinerea unei strângeri sigure a piesei şi pentru mărirea duratei de funcţionare a bucşei elastice, este necesar ca suprafaţa de fixare să prezinte un câmp de toleranţă anterior obţinut în treapta de precizie de cel mult IT12, altfel abaterile dimensionale mai mari pot conduce la avarierea sistemului de strângere.
Managementul fabricatiei produselor
83
Fig. M2.5.5. Fixarea pieselor în bucşi elastice
c) Prelucrarea pieselor fixate pe dorn Acest mod de fixare a pieselor (vezi fig. M1.3.1) în vederea prelucrării se foloseşte în
cazul pieselor prevăzute cu alezaj central în următoarele cazuri: - când se impun condiţii de precizie geometrică (abatere de la concentricitate) ridicată
a suprafeţelor exterioare prelucrate faţă de suprafaţa alezajului; - la prelucrarea pieselor cu alezajul neprelucrat, pentru care trebuie să se obţină o
grosime uniformă a pereţilor la strunjirea exterioară; - la prelucrarea unor suprafeţe exterioare cilindrice excentrice faţă de alezajul central. Dornul pe care se aşează piesa poate fi fixat pe maşina-unealtă în mai multe moduri:
între vârfuri, în universal şi vârful păpuşii mobile sau numai în universal (modul de fixare este dependent, în principal de lungimea pieselor prelucrate). Dornurile pot fi rigide sau extensibile.
Scheme de strunjire a suprafeţelor cilindrice exterioare a) Scheme de strunjire la prelucrarea pe strunguri universale Pentru prelucrarea arborilor netezi, strunjirea de degroşare sau de finisare nu ridică
probleme deosebite; se recomandă ca pe cât posibil adaosul de prelucrare să fie îndepărtat dintr-o singură trecere pentru creşterea productivităţii prelucrării, dar numai dacă sistemul tehnologic are o rigiditate care să nu conducă la apariţia unor deformaţii elastice mari ce afectează nefavorabil precizia de prelucrare.
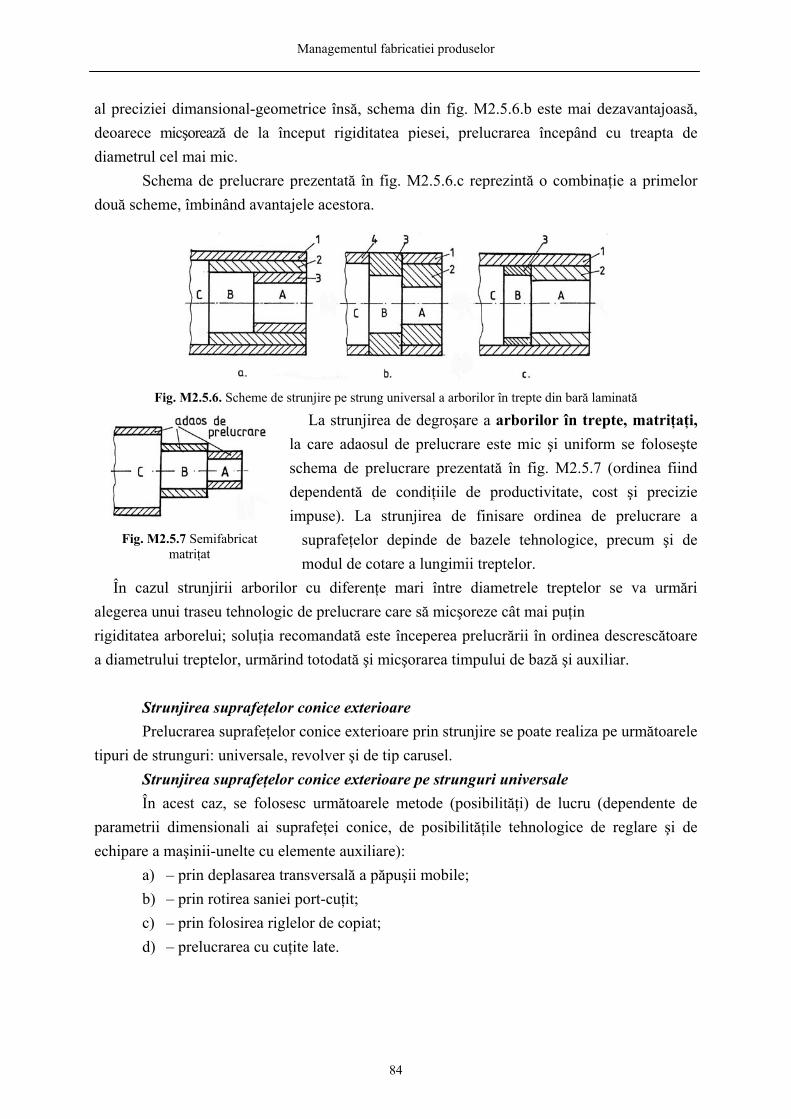
În cazul prelucrării arborilor în trepte, folosind semifabricate de tip bară laminată, strunjirea de degroşare se poate executa după mai multe scheme de prelucrare prezentate în fig. M2.5.6. La strunjirea după schema corespunzătoare fig. M2.5.6.a, pentru obţinerea fiecăreia dintre treptele A,B,C, prelucrarea se face începându-se prelucrarea de la capătul piesei din dreapta pentru fiecare treaptă, din una sau mai multe treceri. În acest caz, solicitarea maşinii-unelte este mai mică, iar timpul de prelucrare mare.În cazul prelucrării după schema din fig. M2.5.6.b, fiecare treaptă se strunjeşte separat; treapta A din cauza adaosului de prelucrare mare, se obţine în exemplul prezentat din două sau trei treceri, iar treapta B şi C dintr-o singură trecere sau două.
Dacă în schemele din fig. M2.5.6.a şi M2.5.6.b se foloseşte o viteză de aşchiere constantă (v=n.s=const), atunci schema din fig. M2.5.6.b este mai avantajoasă din punct de vedere al productivităţii, deoarece lungimea de prelucrare este mai mică. Din punct de vedere
Managementul fabricatiei produselor
84
al preciziei dimansional-geometrice însă, schema din fig. M2.5.6.b este mai dezavantajoasă, deoarece micşorează de la început rigiditatea piesei, prelucrarea începând cu treapta de diametrul cel mai mic.
Schema de prelucrare prezentată în fig. M2.5.6.c reprezintă o combinaţie a primelor două scheme, îmbinând avantajele acestora.
Fig. M2.5.6. Scheme de strunjire pe strung universal a arborilor în trepte din bară laminată
La strunjirea de degroşare a arborilor în trepte, matriţaţi, la care adaosul de prelucrare este mic şi uniform se foloseşte schema de prelucrare prezentată în fig. M2.5.7 (ordinea fiind dependentă de condiţiile de productivitate, cost şi precizie impuse). La strunjirea de finisare ordinea de prelucrare a
suprafeţelor depinde de bazele tehnologice, precum şi de modul de cotare a lungimii treptelor.
În cazul strunjirii arborilor cu diferenţe mari între diametrele treptelor se va urmări alegerea unui traseu tehnologic de prelucrare care să micşoreze cât mai puţin rigiditatea arborelui; soluţia recomandată este începerea prelucrării în ordinea descrescătoare a diametrului treptelor, urmărind totodată şi micşorarea timpului de bază şi auxiliar.
Strunjirea suprafeţelor conice exterioare Prelucrarea suprafeţelor conice exterioare prin strunjire se poate realiza pe următoarele
tipuri de strunguri: universale, revolver şi de tip carusel. Strunjirea suprafeţelor conice exterioare pe strunguri universale În acest caz, se folosesc următoarele metode (posibilităţi) de lucru (dependente de
parametrii dimensionali ai suprafeţei conice, de posibilităţile tehnologice de reglare şi de echipare a maşinii-unelte cu elemente auxiliare):
a) – prin deplasarea transversală a păpuşii mobile; b) – prin rotirea saniei port-cuţit; c) – prin folosirea riglelor de copiat; d) – prelucrarea cu cuţite late.
Fig. M2.5.7 Semifabricat matriţat
Managementul fabricatiei produselor
85
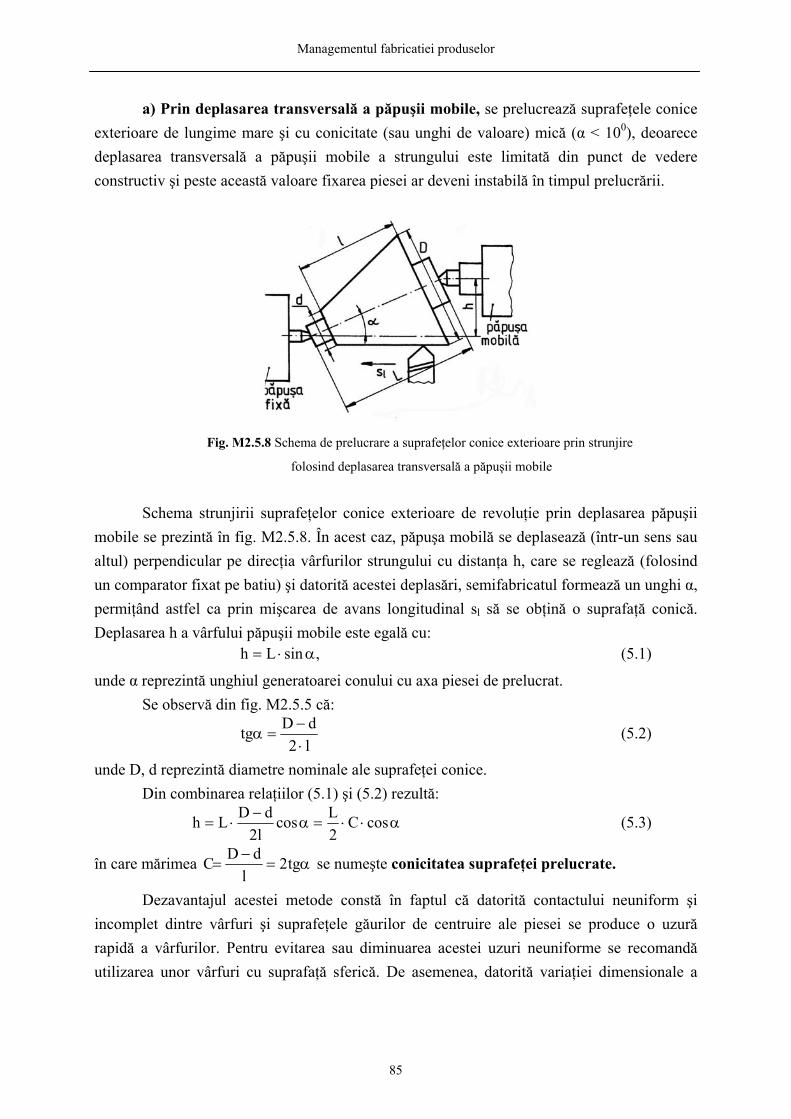
a) Prin deplasarea transversală a păpuşii mobile, se prelucrează suprafeţele conice exterioare de lungime mare şi cu conicitate (sau unghi de valoare) mică (α < 100), deoarece deplasarea transversală a păpuşii mobile a strungului este limitată din punct de vedere constructiv şi peste această valoare fixarea piesei ar deveni instabilă în timpul prelucrării.
Fig. M2.5.8 Schema de prelucrare a suprafeţelor conice exterioare prin strunjire
folosind deplasarea transversală a păpuşii mobile Schema strunjirii suprafeţelor conice exterioare de revoluţie prin deplasarea păpuşii
mobile se prezintă în fig. M2.5.8. În acest caz, păpuşa mobilă se deplasează (într-un sens sau altul) perpendicular pe direcţia vârfurilor strungului cu distanţa h, care se reglează (folosind un comparator fixat pe batiu) şi datorită acestei deplasări, semifabricatul formează un unghi α, permiţând astfel ca prin mişcarea de avans longitudinal sl să se obţină o suprafaţă conică. Deplasarea h a vârfului păpuşii mobile este egală cu:
,sinLh α⋅= (5.1)
unde α reprezintă unghiul generatoarei conului cu axa piesei de prelucrat. Se observă din fig. M2.5.5 că:
l2dDtg
⋅−
=α (5.2)
unde D, d reprezintă diametre nominale ale suprafeţei conice. Din combinarea relaţiilor (5.1) şi (5.2) rezultă:
α⋅⋅=α−
⋅= cosC2Lcos
l2dDLh (5.3)
în care mărimea α=−
= tg2l
dDC se numeşte conicitatea suprafeţei prelucrate.
Dezavantajul acestei metode constă în faptul că datorită contactului neuniform şi incomplet dintre vârfuri şi suprafeţele găurilor de centruire ale piesei se produce o uzură rapidă a vârfurilor. Pentru evitarea sau diminuarea acestei uzuri neuniforme se recomandă utilizarea unor vârfuri cu suprafaţă sferică. De asemenea, datorită variaţiei dimensionale a
Managementul fabricatiei produselor
86
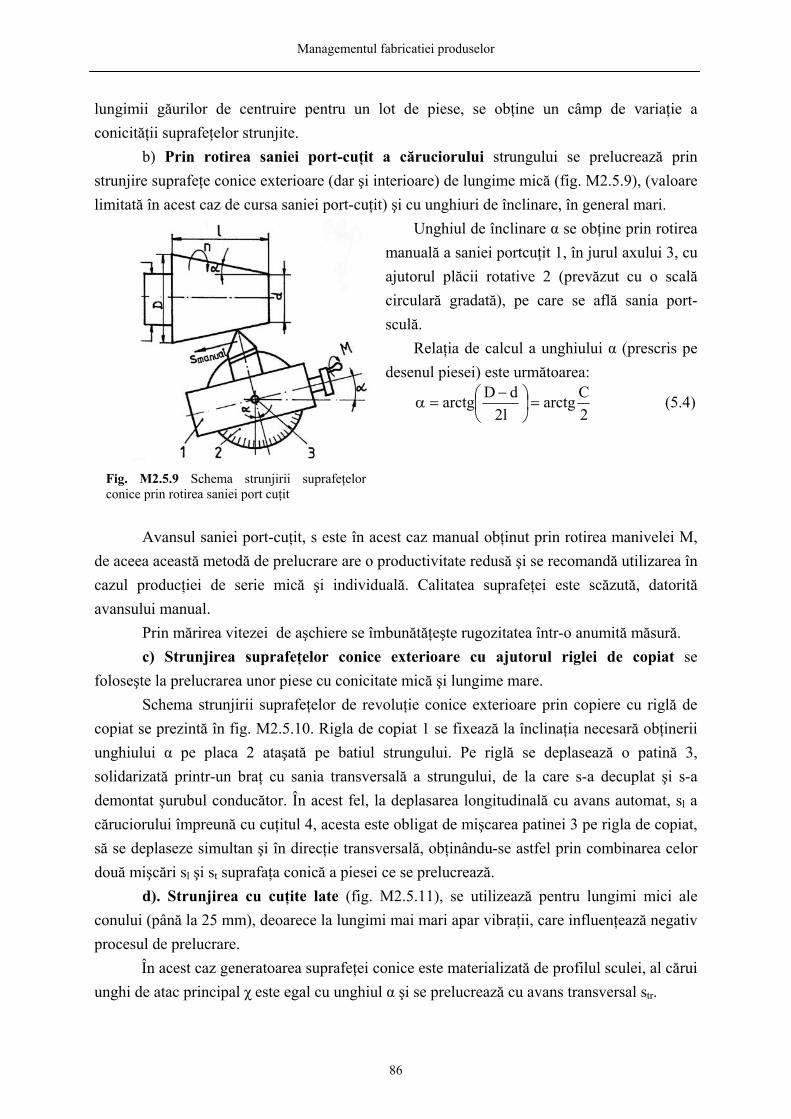
lungimii găurilor de centruire pentru un lot de piese, se obţine un câmp de variaţie a conicităţii suprafeţelor strunjite. b) Prin rotirea saniei port-cuţit a căruciorului strungului se prelucrează prin strunjire suprafeţe conice exterioare (dar şi interioare) de lungime mică (fig. M2.5.9), (valoare limitată în acest caz de cursa saniei port-cuţit) şi cu unghiuri de înclinare, în general mari.
Unghiul de înclinare α se obţine prin rotirea manuală a saniei portcuţit 1, în jurul axului 3, cu ajutorul plăcii rotative 2 (prevăzut cu o scală circulară gradată), pe care se află sania port-sculă.
Relaţia de calcul a unghiului α (prescris pe desenul piesei) este următoarea:
2Carctg
l2dDarctg =⎟⎠⎞
⎜⎝⎛ −
=α (5.4)
Avansul saniei port-cuţit, s este în acest caz manual obţinut prin rotirea manivelei M, de aceea această metodă de prelucrare are o productivitate redusă şi se recomandă utilizarea în cazul producţiei de serie mică şi individuală. Calitatea suprafeţei este scăzută, datorită avansului manual. Prin mărirea vitezei de aşchiere se îmbunătăţeşte rugozitatea într-o anumită măsură.
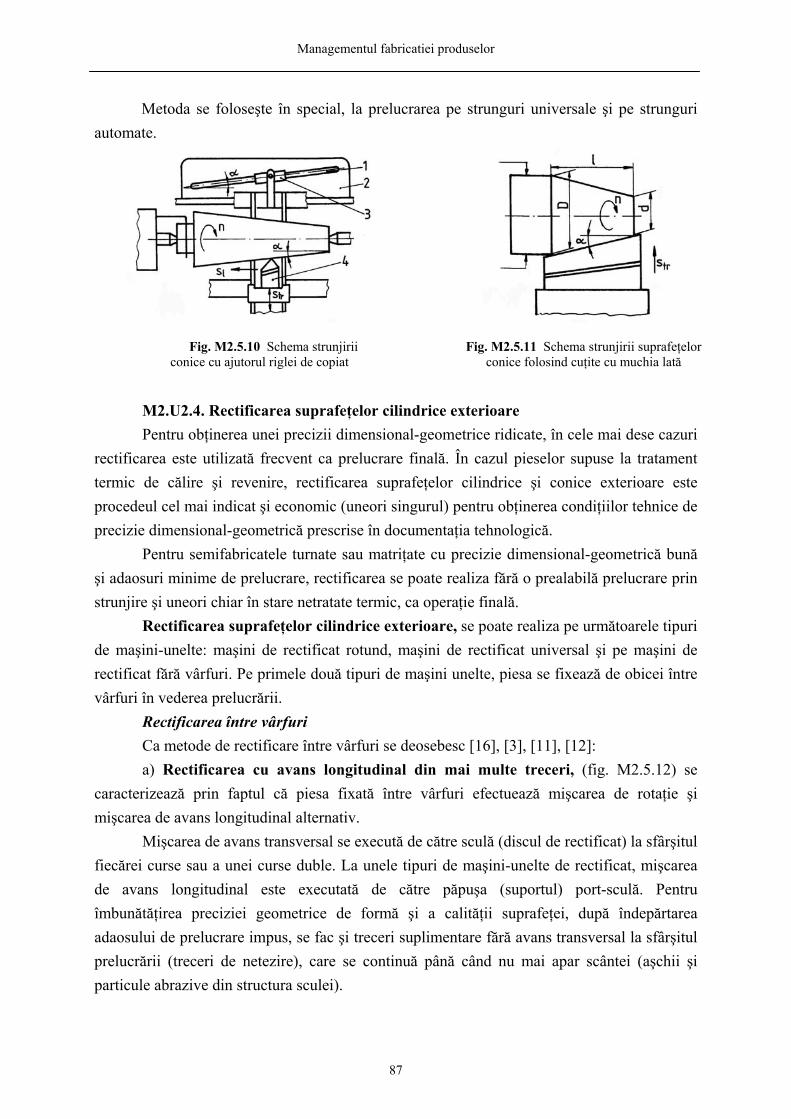
c) Strunjirea suprafeţelor conice exterioare cu ajutorul riglei de copiat se foloseşte la prelucrarea unor piese cu conicitate mică şi lungime mare.
Schema strunjirii suprafeţelor de revoluţie conice exterioare prin copiere cu riglă de copiat se prezintă în fig. M2.5.10. Rigla de copiat 1 se fixează la înclinaţia necesară obţinerii unghiului α pe placa 2 ataşată pe batiul strungului. Pe riglă se deplasează o patină 3, solidarizată printr-un braţ cu sania transversală a strungului, de la care s-a decuplat şi s-a demontat şurubul conducător. În acest fel, la deplasarea longitudinală cu avans automat, sl a căruciorului împreună cu cuţitul 4, acesta este obligat de mişcarea patinei 3 pe rigla de copiat, să se deplaseze simultan şi în direcţie transversală, obţinându-se astfel prin combinarea celor două mişcări sl şi st suprafaţa conică a piesei ce se prelucrează.
d). Strunjirea cu cuţite late (fig. M2.5.11), se utilizează pentru lungimi mici ale conului (până la 25 mm), deoarece la lungimi mai mari apar vibraţii, care influenţează negativ procesul de prelucrare.
În acest caz generatoarea suprafeţei conice este materializată de profilul sculei, al cărui unghi de atac principal χ este egal cu unghiul α şi se prelucrează cu avans transversal str.
Fig. M2.5.9 Schema strunjirii suprafeţelor conice prin rotirea saniei port cuţit
Managementul fabricatiei produselor
87
Metoda se foloseşte în special, la prelucrarea pe strunguri universale şi pe strunguri automate.
M2.U2.4. Rectificarea suprafeţelor cilindrice exterioare Pentru obţinerea unei precizii dimensional-geometrice ridicate, în cele mai dese cazuri
rectificarea este utilizată frecvent ca prelucrare finală. În cazul pieselor supuse la tratament termic de călire şi revenire, rectificarea suprafeţelor cilindrice şi conice exterioare este procedeul cel mai indicat şi economic (uneori singurul) pentru obţinerea condiţiilor tehnice de precizie dimensional-geometrică prescrise în documentaţia tehnologică.
Pentru semifabricatele turnate sau matriţate cu precizie dimensional-geometrică bună şi adaosuri minime de prelucrare, rectificarea se poate realiza fără o prealabilă prelucrare prin strunjire şi uneori chiar în stare netratate termic, ca operaţie finală.
Rectificarea suprafeţelor cilindrice exterioare, se poate realiza pe următoarele tipuri de maşini-unelte: maşini de rectificat rotund, maşini de rectificat universal şi pe maşini de rectificat fără vârfuri. Pe primele două tipuri de maşini unelte, piesa se fixează de obicei între vârfuri în vederea prelucrării.
Rectificarea între vârfuri Ca metode de rectificare între vârfuri se deosebesc [16], [3], [11], [12]: a) Rectificarea cu avans longitudinal din mai multe treceri, (fig. M2.5.12) se
caracterizează prin faptul că piesa fixată între vârfuri efectuează mişcarea de rotaţie şi mişcarea de avans longitudinal alternativ.
Mişcarea de avans transversal se execută de către sculă (discul de rectificat) la sfârşitul fiecărei curse sau a unei curse duble. La unele tipuri de maşini-unelte de rectificat, mişcarea de avans longitudinal este executată de către păpuşa (suportul) port-sculă. Pentru îmbunătăţirea preciziei geometrice de formă şi a calităţii suprafeţei, după îndepărtarea adaosului de prelucrare impus, se fac şi treceri suplimentare fără avans transversal la sfârşitul prelucrării (treceri de netezire), care se continuă până când nu mai apar scântei (aşchii şi particule abrazive din structura sculei).
Fig. M2.5.11 Schema strunjirii suprafeţelor conice folosind cuţite cu muchia lată
Fig. M2.5.10 Schema strunjirii conice cu ajutorul riglei de copiat
Managementul fabricatiei produselor
88
Fig.M2.5.12 Schema de rectificare a suprafeţelor cilindrice exterioare cu avans longitudinal din mai multe treceri
Rectificarea se poate efectua în două operaţii (faze): degroşare şi finisare, depinzând
de numărul de maşini-unelte pe care se realizează prelucrarea. Dacă se impune o precizie ridicată suprafeţei prelucrate, de obicei, rectificarea de finisare se realizează pe o maşină-unealtă separată faţă de cea pe care se execută degroşarea (ca şi în cazul strunjirii).
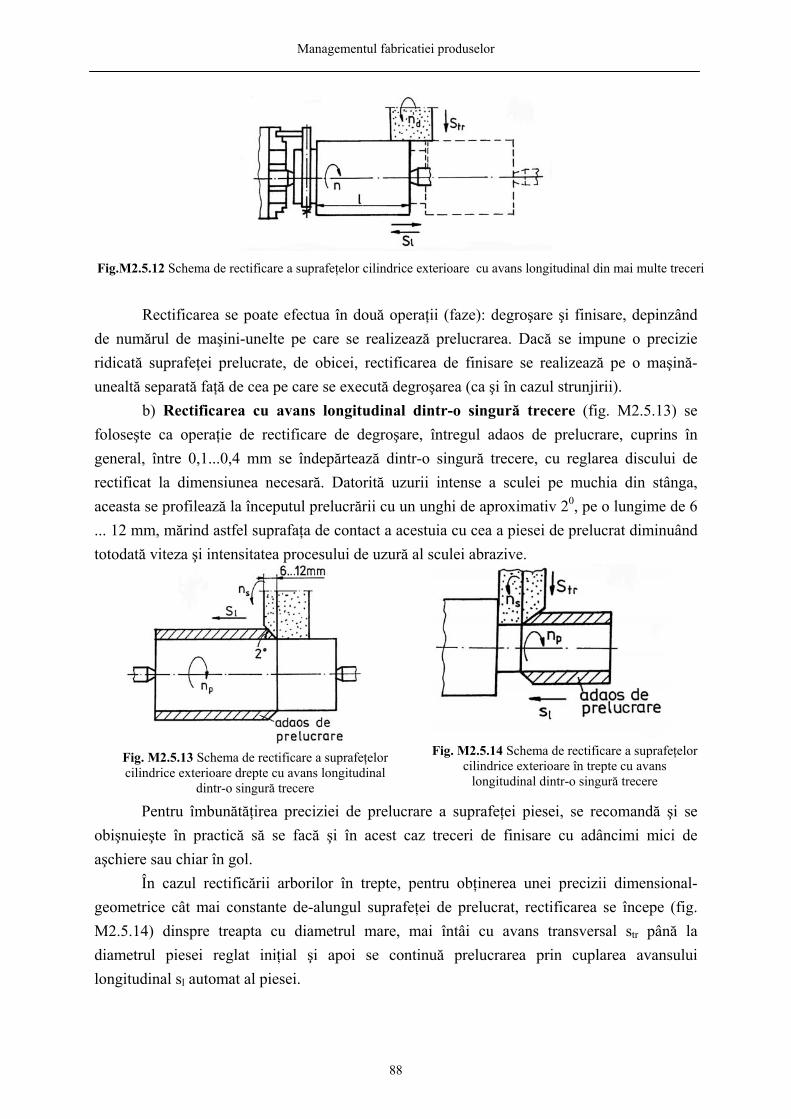
b) Rectificarea cu avans longitudinal dintr-o singură trecere (fig. M2.5.13) se foloseşte ca operaţie de rectificare de degroşare, întregul adaos de prelucrare, cuprins în general, între 0,1...0,4 mm se îndepărtează dintr-o singură trecere, cu reglarea discului de rectificat la dimensiunea necesară. Datorită uzurii intense a sculei pe muchia din stânga, aceasta se profilează la începutul prelucrării cu un unghi de aproximativ 20, pe o lungime de 6 ... 12 mm, mărind astfel suprafaţa de contact a acestuia cu cea a piesei de prelucrat diminuând totodată viteza şi intensitatea procesului de uzură al sculei abrazive.
Pentru îmbunătăţirea preciziei de prelucrare a suprafeţei piesei, se recomandă şi se
obişnuieşte în practică să se facă şi în acest caz treceri de finisare cu adâncimi mici de aşchiere sau chiar în gol.
În cazul rectificării arborilor în trepte, pentru obţinerea unei precizii dimensional-geometrice cât mai constante de-alungul suprafeţei de prelucrat, rectificarea se începe (fig. M2.5.14) dinspre treapta cu diametrul mare, mai întâi cu avans transversal str până la diametrul piesei reglat iniţial şi apoi se continuă prelucrarea prin cuplarea avansului longitudinal sl automat al piesei.
Fig. M2.5.14 Schema de rectificare a suprafeţelor cilindrice exterioare în trepte cu avans
longitudinal dintr-o singură trecere
Fig. M2.5.13 Schema de rectificare a suprafeţelor cilindrice exterioare drepte cu avans longitudinal
dintr-o singură trecere
Managementul fabricatiei produselor
89
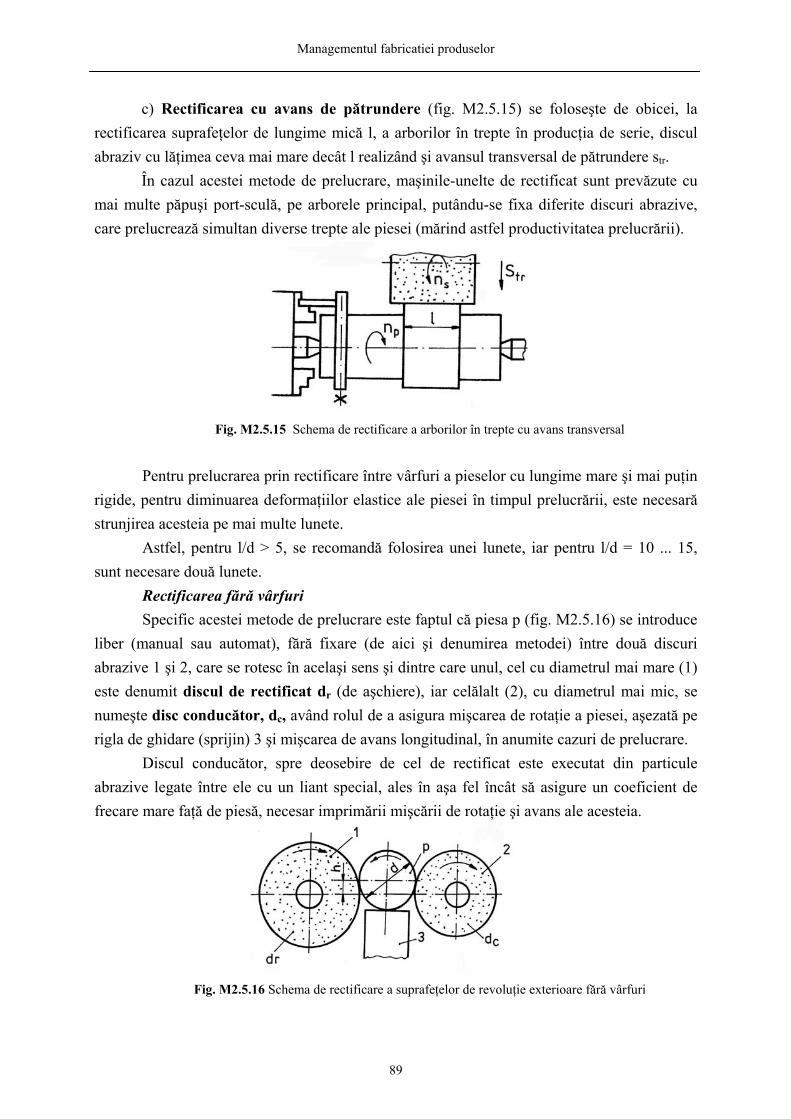
c) Rectificarea cu avans de pătrundere (fig. M2.5.15) se foloseşte de obicei, la rectificarea suprafeţelor de lungime mică l, a arborilor în trepte în producţia de serie, discul abraziv cu lăţimea ceva mai mare decât l realizând şi avansul transversal de pătrundere str.
În cazul acestei metode de prelucrare, maşinile-unelte de rectificat sunt prevăzute cu mai multe păpuşi port-sculă, pe arborele principal, putându-se fixa diferite discuri abrazive, care prelucrează simultan diverse trepte ale piesei (mărind astfel productivitatea prelucrării).
Fig. M2.5.15 Schema de rectificare a arborilor în trepte cu avans transversal
Pentru prelucrarea prin rectificare între vârfuri a pieselor cu lungime mare şi mai puţin
rigide, pentru diminuarea deformaţiilor elastice ale piesei în timpul prelucrării, este necesară strunjirea acesteia pe mai multe lunete.
Astfel, pentru l/d > 5, se recomandă folosirea unei lunete, iar pentru l/d = 10 ... 15, sunt necesare două lunete.
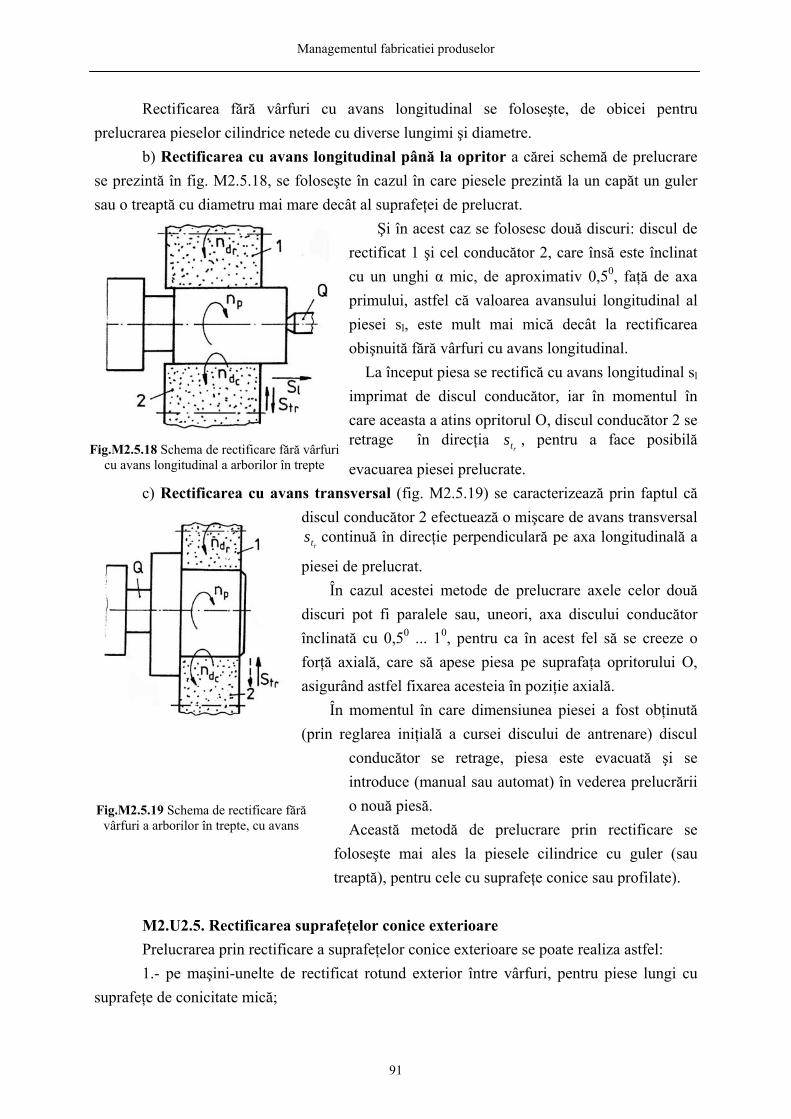
Rectificarea fără vârfuri Specific acestei metode de prelucrare este faptul că piesa p (fig. M2.5.16) se introduce
liber (manual sau automat), fără fixare (de aici şi denumirea metodei) între două discuri abrazive 1 şi 2, care se rotesc în acelaşi sens şi dintre care unul, cel cu diametrul mai mare (1) este denumit discul de rectificat dr (de aşchiere), iar celălalt (2), cu diametrul mai mic, se numeşte disc conducător, dc, având rolul de a asigura mişcarea de rotaţie a piesei, aşezată pe rigla de ghidare (sprijin) 3 şi mişcarea de avans longitudinal, în anumite cazuri de prelucrare.
Discul conducător, spre deosebire de cel de rectificat este executat din particule abrazive legate între ele cu un liant special, ales în aşa fel încât să asigure un coeficient de frecare mare faţă de piesă, necesar imprimării mişcării de rotaţie şi avans ale acesteia.
Fig. M2.5.16 Schema de rectificare a suprafeţelor de revoluţie exterioare fără vârfuri

Managementul fabricatiei produselor
90
După cum se poate observa din fig. M2.5.16, rigla de ghidare se aşează în aşa fel încât axa piesei de prelucrat să se afle deasupra liniei care uneşte centrele celor două discuri cu o valoare h, care se recomandă să se calculeze cu relaţia:
510dh += (5.5)
unde d este diametrul piesei de prelucrat. În cazul în care această mărime nu se respectă este posibil să apară erori de formă ale suprafeţei prelucrate (abaterea de la circularitate denumită poligonalitate), atunci când h este mai mic decât valoarea rezultată din relaţia (5.5), sau procesul de prelucrare devine instabil (datorită vibraţiilor) când h este mai mare decât cel calculat şi drept urmare, apar abateri geometrice însemnate: de la circularitate, bătaie radială, etc. Din punct de vedere al valorilor recomandate în literatura de specialitate pentru vitezele periferice ale celor două discuri precizăm: discul conducător are o viteză de 0,4 ... 0,5 m/s, în timp ce discul de rectificat are viteza de 30 ... 35 m/s, valoarea caracteristică rectificării obişnuite. Rectificarea fără vârfuri se poate realiza prin următoarele posibilităţi de lucru: a) Rectificarea cu avans longitudinal, a cărei schemă se prezintă în fig. M2.5.17 se caracterizează prin faptul că discul conducător este aşezat înclinat cu unghiul α faţă de cel de rectificat, şi drept urmare piesei de prelucrat i se imprimă o mişcare de avans longitudinal printre cele două discuri, asigurându-se astfel rectificarea pe întreaga lungime a acesteia. Se recomandă valorile α = 5 ... 60 pentru degroşare şi α = 0,5 ... 10 pentru finisare (avansul longitudinal se micşorează cu scăderea unghiului α). Pe baza schemei prezentată în fig. M2.5.17, viteza periferică (tangenţială) a discului conducător vdc se descompune în două componente: ,cosvv dcp α⋅= (5.6)
unde vp este viteza periferică a piesei (imprimată, în principal de discul conducător) şi: ,sinvv dca α⋅= (5.7)
în care va este viteza de avans longitudinal a piesei. În realitate, datorită şi influenţei mişcării discului de
rectificat, viteza periferică a piesei este ceva mai mare decât cea corespunzătoare relaţiei (5.7) şi anume:
( ) ,cosv 1v dcp α⋅ε+= (5.8)
în care ε = 0,04 ... 0,07. Pe de altă parte, datorită alunecării piesei printre discuri,
viteza de avans longitudinal a piesei este mai mică decât cea calculată cu relaţia (5.6) şi anume:
,sinvv dca α⋅⋅η= (5.9)
în care η este coeficientul de alunecare cu valori cuprinse între 0,9 ... 0,98.
Fig. M2.5.17 Schema de rectificare fără vârfuri, cu avans longitudinal
Managementul fabricatiei produselor
91
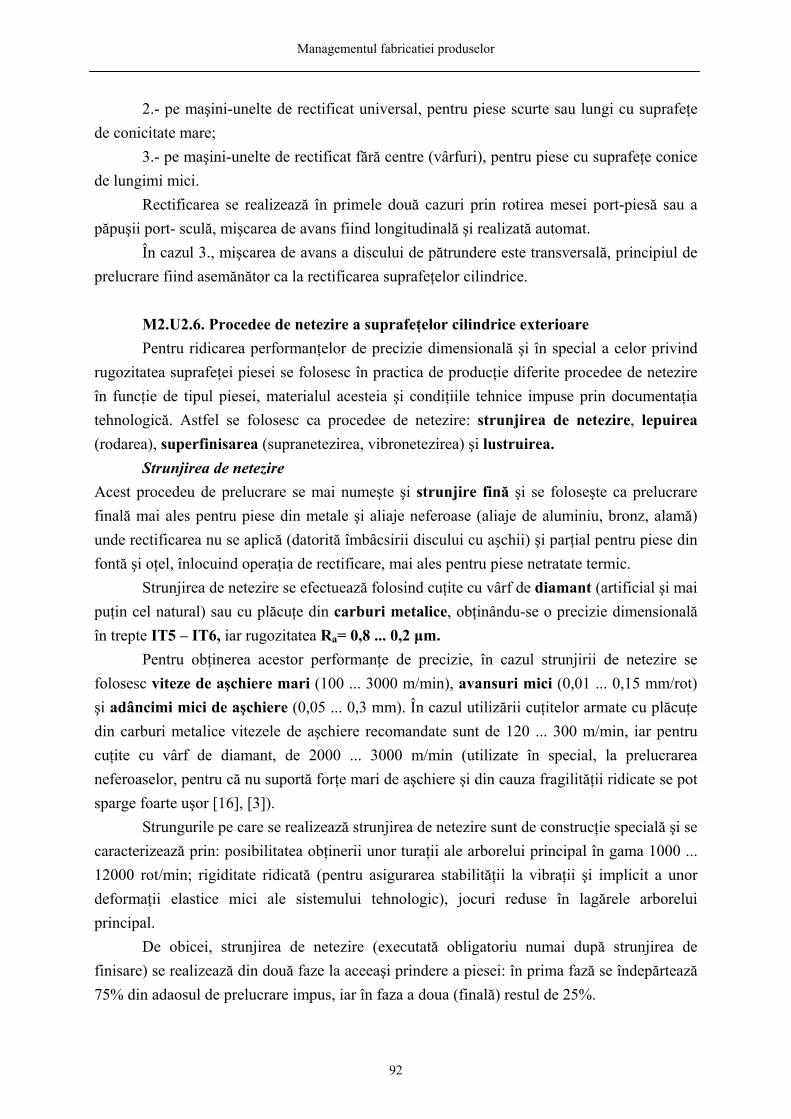
Rectificarea fără vârfuri cu avans longitudinal se foloseşte, de obicei pentru prelucrarea pieselor cilindrice netede cu diverse lungimi şi diametre. b) Rectificarea cu avans longitudinal până la opritor a cărei schemă de prelucrare se prezintă în fig. M2.5.18, se foloseşte în cazul în care piesele prezintă la un capăt un guler sau o treaptă cu diametru mai mare decât al suprafeţei de prelucrat.
Şi în acest caz se folosesc două discuri: discul de rectificat 1 şi cel conducător 2, care însă este înclinat cu un unghi α mic, de aproximativ 0,50, faţă de axa primului, astfel că valoarea avansului longitudinal al piesei sl, este mult mai mică decât la rectificarea obişnuită fără vârfuri cu avans longitudinal. La început piesa se rectifică cu avans longitudinal sl imprimat de discul conducător, iar în momentul în care aceasta a atins opritorul O, discul conducător 2 se retrage în direcţia
rts , pentru a face posibilă
evacuarea piesei prelucrate. c) Rectificarea cu avans transversal (fig. M2.5.19) se caracterizează prin faptul că
discul conducător 2 efectuează o mişcare de avans transversal rt
s continuă în direcţie perpendiculară pe axa longitudinală a
piesei de prelucrat. În cazul acestei metode de prelucrare axele celor două
discuri pot fi paralele sau, uneori, axa discului conducător înclinată cu 0,50 ... 10, pentru ca în acest fel să se creeze o forţă axială, care să apese piesa pe suprafaţa opritorului O, asigurând astfel fixarea acesteia în poziţie axială.
În momentul în care dimensiunea piesei a fost obţinută (prin reglarea iniţială a cursei discului de antrenare) discul
conducător se retrage, piesa este evacuată şi se introduce (manual sau automat) în vederea prelucrării o nouă piesă. Această metodă de prelucrare prin rectificare se
foloseşte mai ales la piesele cilindrice cu guler (sau treaptă), pentru cele cu suprafeţe conice sau profilate).
M2.U2.5. Rectificarea suprafeţelor conice exterioare Prelucrarea prin rectificare a suprafeţelor conice exterioare se poate realiza astfel: 1.- pe maşini-unelte de rectificat rotund exterior între vârfuri, pentru piese lungi cu suprafeţe de conicitate mică;
Fig.M2.5.18 Schema de rectificare fără vârfuri cu avans longitudinal a arborilor în trepte
Fig.M2.5.19 Schema de rectificare fără vârfuri a arborilor în trepte, cu avans
l
Managementul fabricatiei produselor
92
2.- pe maşini-unelte de rectificat universal, pentru piese scurte sau lungi cu suprafeţe de conicitate mare; 3.- pe maşini-unelte de rectificat fără centre (vârfuri), pentru piese cu suprafeţe conice de lungimi mici. Rectificarea se realizează în primele două cazuri prin rotirea mesei port-piesă sau a păpuşii port- sculă, mişcarea de avans fiind longitudinală şi realizată automat. În cazul 3., mişcarea de avans a discului de pătrundere este transversală, principiul de prelucrare fiind asemănător ca la rectificarea suprafeţelor cilindrice.
M2.U2.6. Procedee de netezire a suprafeţelor cilindrice exterioare Pentru ridicarea performanţelor de precizie dimensională şi în special a celor privind
rugozitatea suprafeţei piesei se folosesc în practica de producţie diferite procedee de netezire în funcţie de tipul piesei, materialul acesteia şi condiţiile tehnice impuse prin documentaţia tehnologică. Astfel se folosesc ca procedee de netezire: strunjirea de netezire, lepuirea (rodarea), superfinisarea (supranetezirea, vibronetezirea) şi lustruirea.
Strunjirea de netezire Acest procedeu de prelucrare se mai numeşte şi strunjire fină şi se foloseşte ca prelucrare finală mai ales pentru piese din metale şi aliaje neferoase (aliaje de aluminiu, bronz, alamă) unde rectificarea nu se aplică (datorită îmbâcsirii discului cu aşchii) şi parţial pentru piese din fontă şi oţel, înlocuind operaţia de rectificare, mai ales pentru piese netratate termic.
Strunjirea de netezire se efectuează folosind cuţite cu vârf de diamant (artificial şi mai puţin cel natural) sau cu plăcuţe din carburi metalice, obţinându-se o precizie dimensională în trepte IT5 – IT6, iar rugozitatea Ra= 0,8 ... 0,2 µm.
Pentru obţinerea acestor performanţe de precizie, în cazul strunjirii de netezire se folosesc viteze de aşchiere mari (100 ... 3000 m/min), avansuri mici (0,01 ... 0,15 mm/rot) şi adâncimi mici de aşchiere (0,05 ... 0,3 mm). În cazul utilizării cuţitelor armate cu plăcuţe din carburi metalice vitezele de aşchiere recomandate sunt de 120 ... 300 m/min, iar pentru cuţite cu vârf de diamant, de 2000 ... 3000 m/min (utilizate în special, la prelucrarea neferoaselor, pentru că nu suportă forţe mari de aşchiere şi din cauza fragilităţii ridicate se pot sparge foarte uşor [16], [3]).
Strungurile pe care se realizează strunjirea de netezire sunt de construcţie specială şi se caracterizează prin: posibilitatea obţinerii unor turaţii ale arborelui principal în gama 1000 ... 12000 rot/min; rigiditate ridicată (pentru asigurarea stabilităţii la vibraţii şi implicit a unor deformaţii elastice mici ale sistemului tehnologic), jocuri reduse în lagărele arborelui principal.
De obicei, strunjirea de netezire (executată obligatoriu numai după strunjirea de finisare) se realizează din două faze la aceeaşi prindere a piesei: în prima fază se îndepărtează 75% din adaosul de prelucrare impus, iar în faza a doua (finală) restul de 25%.
Managementul fabricatiei produselor
93
Lepuirea (rodarea) Acest procedeu de prelucrare se foloseşte pentru netezirea finală a suprafeţelor care în
prealabil au fost rectificate. Prelucrarea se efectuează cu ajutorul unei pulberi sau paste abrazive fine fixate pe scula de rodat sau interpuse liber între sculă şi suprafaţa piesei de prelucrat.
Prin deplasarea relativă a sculei de rodat în raport cu suprafaţa piesei, în prezenţa pulberii sau pastei abrazive se îndepărtează o cantitate mică de material, îmbunătăţind în special calitatea şi mai puţin precizia dimensional-geometrică a piesei.
Materialul sculei de rodat şi abrazivul necesar aşchierii se aleg în funcţie de metoda de lepuire, aceasta putând fi [16], [3], [11], [12]:
a) - lepuire cu abrazivi liberi cu duritate mică cum sunt: var de Viena, oxid de crom, care nu pătrund în timpul procesului de aşchiere nici în suprafaţa sculei şi nici în a piesei. Scula de rodat, în acest caz este executată din material cu duritate ridicată (oţel călit), iar abrazivul sub formă de granule se află în suspensie într-un lichid de aşchiere format dintr-un amestec de ulei mineral cu benzină sau petrol;
b) – lepuire cu abrazivi pătrunşi (fixaţi) în prealabil în suprafaţa activă a sculei de lepuit şi pot fi: pulbere de diamant, carbură de siliciu, electrocorindon, carburi de bor. Materialul sculei de rodat în acest caz este unul cu duritate scăzută: cupru, aluminiu, aliaje moi (bronz) care pot îngloba şi reţine cu uşurinţă granulele abrazive.
c) – lepuire cu paste abrazive cu diferite compoziţii: granule de oxid de crom cu liant de tip acid oleic sau stearic, care exercită pe lângă o acţiune mecanică asupra suprafeţei de prelucrat şi una chimică ce constă în oxidarea suprafeţei şi formarea unei pelicule. Această peliculă de oxid se îndepărtează de către scula de lepuit prin mişcarea relativă în raport cu piesa.
Pentru obţinerea unei vâscozităţi optime a pastei abrazive, se adaugă în conţinutul acesteia petrol (pentru scule din fontă), sau ulei mineral (pentru scule din oţel).
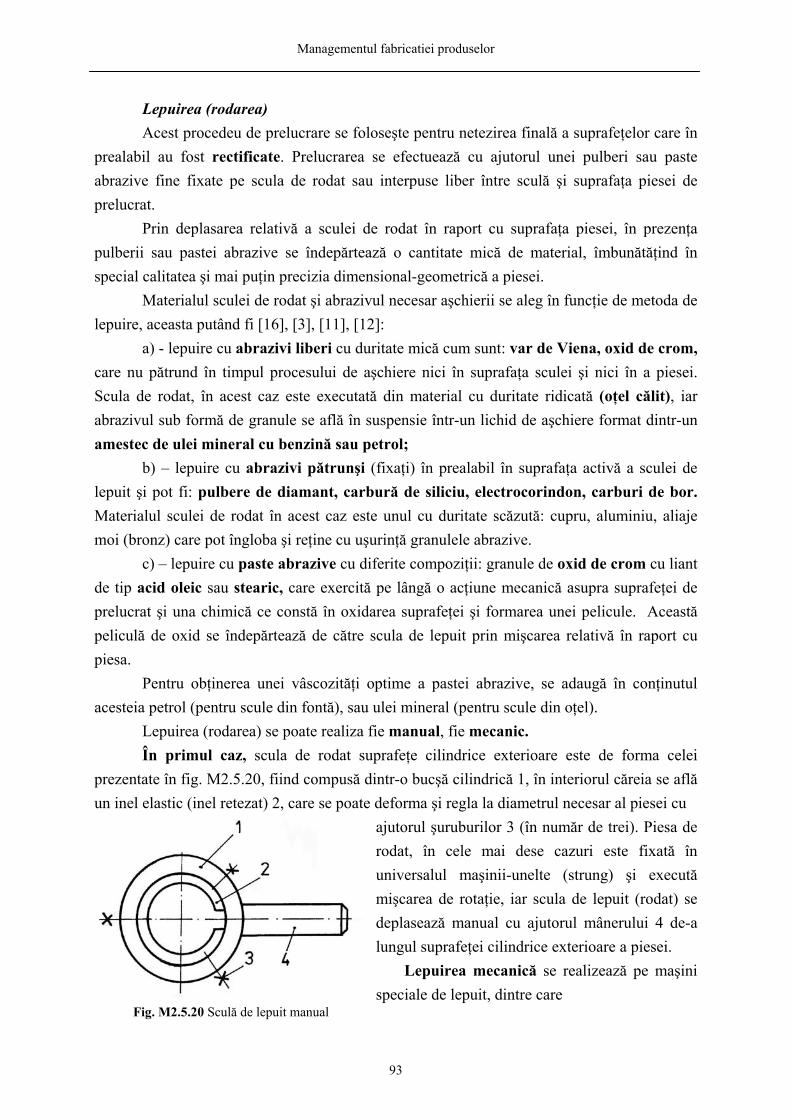
Lepuirea (rodarea) se poate realiza fie manual, fie mecanic. În primul caz, scula de rodat suprafeţe cilindrice exterioare este de forma celei
prezentate în fig. M2.5.20, fiind compusă dintr-o bucşă cilindrică 1, în interiorul căreia se află un inel elastic (inel retezat) 2, care se poate deforma şi regla la diametrul necesar al piesei cu
ajutorul şuruburilor 3 (în număr de trei). Piesa de rodat, în cele mai dese cazuri este fixată în universalul maşinii-unelte (strung) şi execută mişcarea de rotaţie, iar scula de lepuit (rodat) se deplasează manual cu ajutorul mânerului 4 de-a lungul suprafeţei cilindrice exterioare a piesei.
Lepuirea mecanică se realizează pe maşini speciale de lepuit, dintre care
Fig. M2.5.20 Sculă de lepuit manual
Managementul fabricatiei produselor
94
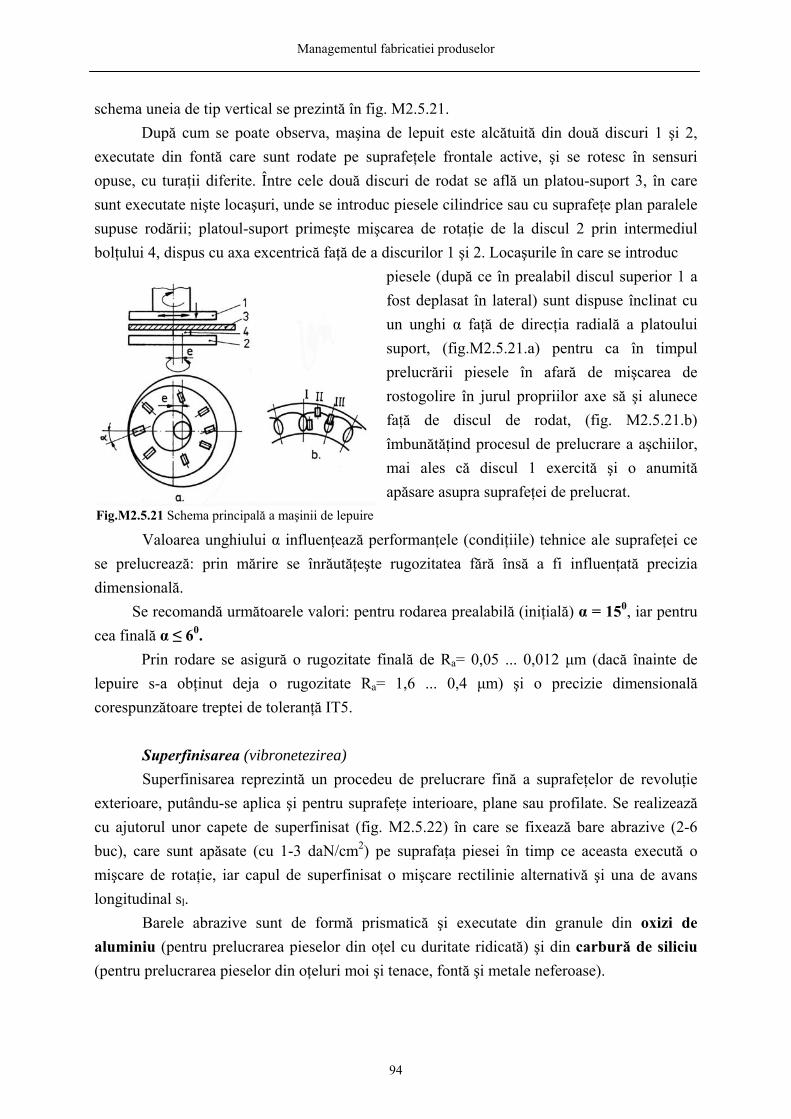
schema uneia de tip vertical se prezintă în fig. M2.5.21. După cum se poate observa, maşina de lepuit este alcătuită din două discuri 1 şi 2,
executate din fontă care sunt rodate pe suprafeţele frontale active, şi se rotesc în sensuri opuse, cu turaţii diferite. Între cele două discuri de rodat se află un platou-suport 3, în care sunt executate nişte locaşuri, unde se introduc piesele cilindrice sau cu suprafeţe plan paralele supuse rodării; platoul-suport primeşte mişcarea de rotaţie de la discul 2 prin intermediul bolţului 4, dispus cu axa excentrică faţă de a discurilor 1 şi 2. Locaşurile în care se introduc
piesele (după ce în prealabil discul superior 1 a fost deplasat în lateral) sunt dispuse înclinat cu un unghi α faţă de direcţia radială a platoului suport, (fig.M2.5.21.a) pentru ca în timpul prelucrării piesele în afară de mişcarea de rostogolire în jurul propriilor axe să şi alunece faţă de discul de rodat, (fig. M2.5.21.b) îmbunătăţind procesul de prelucrare a aşchiilor, mai ales că discul 1 exercită şi o anumită apăsare asupra suprafeţei de prelucrat.
Valoarea unghiului α influenţează performanţele (condiţiile) tehnice ale suprafeţei ce
se prelucrează: prin mărire se înrăutăţeşte rugozitatea fără însă a fi influenţată precizia dimensională.
Se recomandă următoarele valori: pentru rodarea prealabilă (iniţială) α = 150, iar pentru cea finală α ≤ 60.
Prin rodare se asigură o rugozitate finală de Ra= 0,05 ... 0,012 µm (dacă înainte de lepuire s-a obţinut deja o rugozitate Ra= 1,6 ... 0,4 µm) şi o precizie dimensională corespunzătoare treptei de toleranţă IT5.
Superfinisarea (vibronetezirea) Superfinisarea reprezintă un procedeu de prelucrare fină a suprafeţelor de revoluţie
exterioare, putându-se aplica şi pentru suprafeţe interioare, plane sau profilate. Se realizează cu ajutorul unor capete de superfinisat (fig. M2.5.22) în care se fixează bare abrazive (2-6 buc), care sunt apăsate (cu 1-3 daN/cm2) pe suprafaţa piesei în timp ce aceasta execută o mişcare de rotaţie, iar capul de superfinisat o mişcare rectilinie alternativă şi una de avans longitudinal sl.
Barele abrazive sunt de formă prismatică şi executate din granule din oxizi de aluminiu (pentru prelucrarea pieselor din oţel cu duritate ridicată) şi din carbură de siliciu (pentru prelucrarea pieselor din oţeluri moi şi tenace, fontă şi metale neferoase).
Fig.M2.5.21 Schema principală a maşinii de lepuire

Managementul fabricatiei produselor
95
Superfinisarea se realizează în prezenţa unui lubrifiant format din 80-90% petrol şi 10-20% ulei mineral.
Fig. M2.5.22 Schema de netezire a suprafeţelor exterioare prin superfinisare
Procesul de aşchiere decurge în felul următor: la începutul prelucrării granulele
abrazive ale barelor se găsesc în contact numai cu vârfurile microneregularităţilor suprafeţei piesei (fig. M2.5.23.a) ceea ce face ca presiunea specifică de contact să fie ridicată şi pelicula de ulei străpunsă uşor, iar aşchierea este foarte intensă.
Pe măsură ce procesul de prelucrare se desfăşoară, granulele abrazive se uzează rapid, se desprind din liant şi apar granule noi cu muchii aşchietoare ascuţite [3], [6], [9].
O dată cu creşterea suprafeţei de contact dintre bara abrazivă şi piesă, scade presiunea specifică de contact, granulele abrazive nu mai străpung uşor pelicula de lubrifiant, forţa de aşchiere scade, granulele nu mai sunt sfărâmate şi scoase cu uşurinţă din liant şi încep să se uzeze (fig. M2.5.23.b). Datorită acestui fapt se îndepărtează aşchii tot mai subţiri şi la un moment dat acestea prin oxidare se depun în porii barei abrazive, formând o suprafaţă lucioasă. Proprietăţile aşchietoare ale barei abrazive se reduc tot mai mult, suprafaţa de contact creşte până când presiunea specifică devine atât de mică, încât vârfurile granulelor abrazive nu mai pot străpunge filmul de lubrifiant şi procesul de aşchiere se întrerupe automat (fig. M2.5.23.c), între bară şi suprafaţa piesei având loc o frecare lichidă (după
aproximativ 40 ÷ 60 s).
După prelucrarea unei piese bara abrazivă nu se reascute, deoarece microasperităţile străpung din nou filmul de lubrifiant, presiunea specifică fiind foarte mare, suprafaţa lucioasă este zgâriată şi se scot în relief noi granule şi muchii aşchietoare şi procesul de aşchiere se repetă ca mai sus.
Fig. M2.5.23 Schema evoluţiei în timp a procesului de superfinisare
Managementul fabricatiei produselor
96
Având în vedere faptul că spaţiul dintre granule este foarte mic, lungimea aşchiei detaşate trebuie să fie mică pentru ca să poată fi cuprinsă în spaţiul respectiv (asemănător ca la broşare). De aceea, trebuie ca lungimea cursei de aşchiere a granulei să fie cât mai mică posibil şi anume de 1,5 – 6 mm, iar frecvenţa mişcării alternative de 500 – 1500 (sau chiar 3000 curse duble pe minut; frecvenţa mai mare se utilizează la degroşare când se urmăreşte mărirea volumului de material îndepărtat, iar frecvenţa mică pentru finisare).
Viteza periferică a piesei este cuprinsă între 12 – 15 m/min pentru prelucrarea de degroşare şi de 30 m/min pentru finisare.
Barele abrazive pot avea lăţimea maximă de 30 mm, pentru a permite peliculei de lubrifiant să poată pătrunde uşor şi să se evite o frecare uscată, care ar conduce la o uzură rapidă a granulelor abrazive.
Rugozitatea suprafeţei piesei prelucrate poate ajunge în anumite condiţii de prelucrare la Ra= 0,012 µm (valoare dependentă de rugozitatea iniţială, granulaţia barei, amplitudinea, frecvenţa mişcării vibratorii, presiunea de contact, viteza periferică a piesei).
Pentru acest procedeu de prelucrare în general, nu se lasă adaos special de prelucrare; în urma aşchierii diametrul piesei rămâne în limitele toleranţei anterior obţinute, dar se îmbunătăţeşte numai microgeometria suprafeţei. Deoarece capul de superfinisat are o fixare elastică, nu se diminuează substanţial abaterile geometrice de formă ale suprafeţei prelucrate.
Lustruirea Este un procedeu de netezire a suprafeţei pieselor îmbunătăţind rugozitatea fără a fi
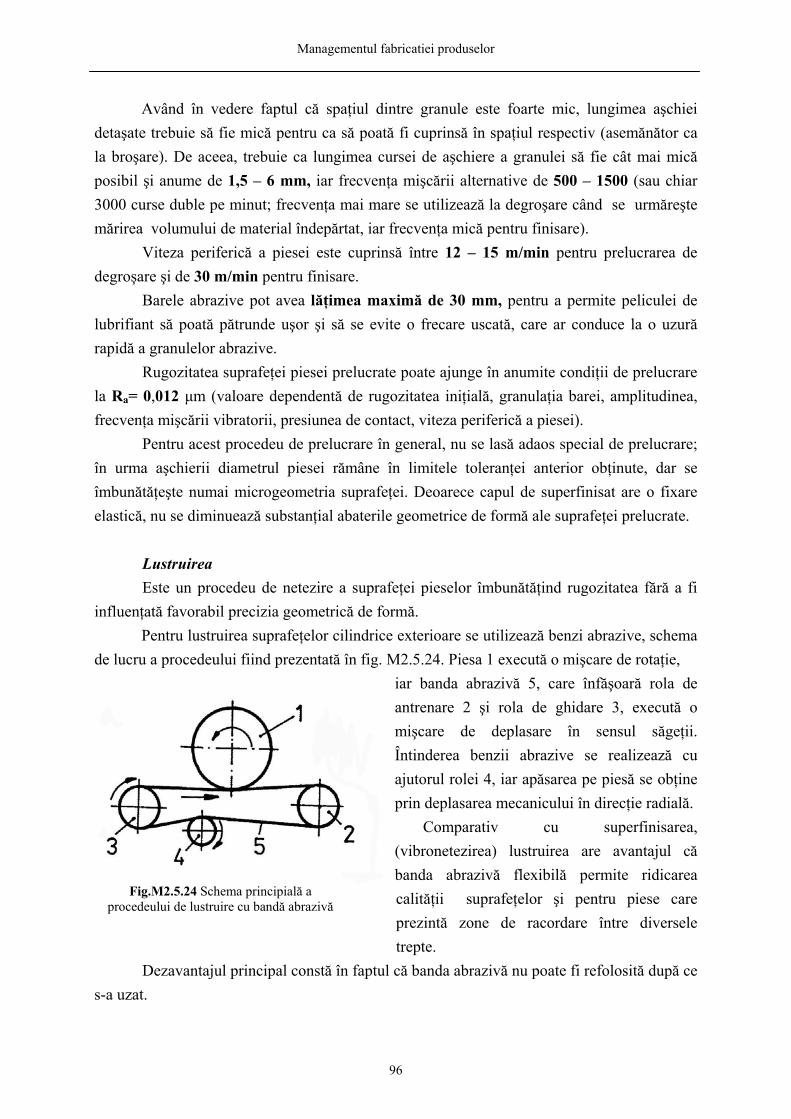
influenţată favorabil precizia geometrică de formă. Pentru lustruirea suprafeţelor cilindrice exterioare se utilizează benzi abrazive, schema
de lucru a procedeului fiind prezentată în fig. M2.5.24. Piesa 1 execută o mişcare de rotaţie, iar banda abrazivă 5, care înfăşoară rola de antrenare 2 şi rola de ghidare 3, execută o mişcare de deplasare în sensul săgeţii. Întinderea benzii abrazive se realizează cu ajutorul rolei 4, iar apăsarea pe piesă se obţine prin deplasarea mecanicului în direcţie radială.
Comparativ cu superfinisarea, (vibronetezirea) lustruirea are avantajul că banda abrazivă flexibilă permite ridicarea calităţii suprafeţelor şi pentru piese care prezintă zone de racordare între diversele trepte.
Dezavantajul principal constă în faptul că banda abrazivă nu poate fi refolosită după ce s-a uzat.
Fig.M2.5.24 Schema principială a procedeului de lustruire cu bandă abrazivă
Managementul fabricatiei produselor
97
M2.U2.7. Rezumat • Pentru prelucrarea suprafeţelor de revoluţie cilindrice şi conice exterioare, în
funcţie de performanţele tehnice de precizie dimensională şi geometrică, se pot
folosi procedee de degroşare şi respectiv de finisare;
• Principalul procedeu de prelucrare de degroşare a suprafeţelor de revoluţie
cilindrice şi conice exterioare este cel puţin strunjire, iar pentru finisare de
înaltă precizie este rectificare;
• Pentru îmbunătăţirea, în special a rugozităţii suprafeţei prelucrate se folosesc,
după caz procedeele de netezire a suprafeţelor: strunjirea fină, superfinisarea,
lepuirea, lustruirea.