Sudabilitate - Oteluri Criogenice
16
Sudarea oţelurilor rezistente la temperaturi joase Oţelurile rezistente la temperaturi joase, cunoscute şi sub numele de oţeluri criogenice, sunt destinate funcţionării la temperaturi mai mici de -40 o C, la aceste temperaturi ele păstrându- si o rezilienţă superioară valorii de 27 J/cm 2 . Aplicaţiile care cer astfel de oţeluri, pornesc de la construcţiile cu înălţimi mai mari de 100 m (-40...-50 o C), aeronave (-40...-70 o C) sau instalaţii frigorifice (-30...-70 o C) şi până la instalaţii de lichefiere a diverselor gaze (-40...-120 o C) sau recipiente de stocare a azotului lichid (-196 o C). Acestor oţeluri, o dată cu scăderea temperaturii sub valoarea de -40 o C, le creşte sensibil rezistenţa mecanică în detrimentul alungirii A (scădere de la aproximativ 40...45% la aproximativ 15...18%), gătuirea menţinându-se însă relativ constantă, la valori cuprinse în intervalul 35-40%. În funcţie de structură, există posibilitatea clasificării oţelurilor rezistente la temperaturi joase în două grupe: Oţeluri cu structură feritică Oţeluri cu structură austenitică. Oţelurile rezistente la temperaturi joase feritice sunt oţeluri carbon sau slab aliate cu Ni: Oţelurile carbon calmate cu Al, prezintă o comportare bună până la temperaturi de aproximativ -60 o C în urma unui tratament termic de călire plus revenire. Fig. 1 Tratamentul termic specific oţelurilor feritice rezistente până la -60 o C Oţelurile carbon cu aproximativ 1,25%Mn, dezoxidate cu Si şi Al, aflate în stare recoaptă, pot fi exploatate până la -80 o C, recipiente pentru transportul şi stocarea diverselor substanţe fiind principala aplicaţie a acestor oţeluri. 1000 900 650 600 călire revenire apă aer t [min] T [ o C]
Transcript of Sudabilitate - Oteluri Criogenice

Sudarea oţelurilor rezistente la temperaturi joase
Oţelurile rezistente la temperaturi joase, cunoscute şi sub numele de oţeluri criogenice, sunt destinate funcţionării la temperaturi mai mici de -40oC, la aceste temperaturi ele păstrându-si o rezilienţă superioară valorii de 27 J/cm2. Aplicaţiile care cer astfel de oţeluri, pornesc de la construcţiile cu înălţimi mai mari de 100 m (-40...-50oC), aeronave (-40...-70oC) sau instalaţii frigorifice (-30...-70oC) şi până la instalaţii de lichefiere a diverselor gaze (-40...-120oC) sau recipiente de stocare a azotului lichid (-196oC).
Acestor oţeluri, o dată cu scăderea temperaturii sub valoarea de -40oC, le creşte sensibil rezistenţa mecanică în detrimentul alungirii A (scădere de la aproximativ 40...45% la aproximativ 15...18%), gătuirea menţinându-se însă relativ constantă, la valori cuprinse în intervalul 35-40%.
În funcţie de structură, există posibilitatea clasificării oţelurilor rezistente la temperaturi joase în două grupe: Oţeluri cu structură feritică Oţeluri cu structură austenitică.
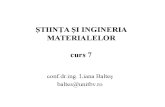
Oţelurile rezistente la temperaturi joase feritice sunt oţeluri carbon sau slab aliate cu Ni: Oţelurile carbon calmate cu Al, prezintă o comportare bună până la temperaturi de aproximativ -
60oC în urma unui tratament termic de călire plus revenire.
Fig. 1 Tratamentul termic specific oţelurilor feritice rezistente până la -60oC
Oţelurile carbon cu aproximativ 1,25%Mn, dezoxidate cu Si şi Al, aflate în stare recoaptă, pot fi exploatate până la -80oC, recipiente pentru transportul şi stocarea diverselor substanţe fiind principala aplicaţie a acestor oţeluri.
Oţelurile aliate cu Ni (max 0,8%) şi conţinând până la 1,5%Mn sunt utilizabile până în jurul valorii de -120oC, temperatură la care caracterul ruperii este încă suficient de ductil încât să asigure o bună funcţionare în aplicaţii de genul recipientelor sub presiune sau pentru transportul şi stocarea gazelor lichefiate.
Oţelurile aliate cu Mo (max 1,2%), Cr şi cu Ni (0,3...0.8%) sunt utilizabile până la -170...-180oC, aplicaţia principală fiind diverse organe de maşini din componenţa instalaţiilor frigorifice industriale. Starea de livrare şi exploatare a acestor oţeluri este, uzual, cea călită şi revenită (figura 3.x). În urma unui astfel de tratament ele pot păstra o rezilienţă de valori mari şi la temperaturile de exploatare de -170...-180oC.
Oţelurile cu structură austenitică, aliate cu 3,0...9,5%Ni, nu conţin numai austenită în structură, ci şi martensită Fe-Ni. Aspectul principal al acestei structuri este faptul că austenita este fină, iar martensita prezintă o tenacitate relativ bună până la temperaturi foarte joase (-180...-190oC). Ambele caracteristici micşorează tendinţa de rupere fragilă a oţelului. În funcţie de temperatura de exploatare a oţelului, acesta trebuie să aibă un anumit conţinut de Ni: Oţelurile conţinând 3,5%Ni (în realitate un conţinut cuprins între 3,0...4,0%Ni), sunt
recomandate pentru utilizarea la temperaturi cuprinse în intervalul -80...-100oC. Starea optimă pentru exploatare este cea rezultată în urma tratamentului din fig. 2.
1000900
650600
călire
revenire
apă aer
t [min]
T [oC]

Fig. 3.48 Tratamentul termic specific oţelurilor cu 3,5%Ni
Oţelurile conţinând 5%Ni (în realitate un conţinut cuprins între 4,5...5,5%Ni) sunt recomandate pentru utilizarea la temperaturi cuprinse în intervalul -120...-150oC
Fig. 3 Tratamentul termic specific oţelurilor cu 5%Ni
Oţelurile conţinând 9%Ni (în realitate un conţinut cuprins între 8,5...9,5%Ni) sunt recomandate pentru utilizarea la temperaturi cuprinse în intervalul -180...-200oC (temperatura uzuală fiind cea de -196oC necesară la stocarea azotului lichid).
Fig. 4 Tratamentul termic specific oţelurilor cu 9%Ni
Pe lângă aceste trei categorii de oţeluri austenitice, rezistente la temperaturi joase, mai există şi o a treia şi anume oţelurile aliate inoxidabile conţinând 16...26%Cr şi 3,5...22%Ni. Oţelurile din această categorie îşi păstrează caracteristicile mecanice până în jurul temperaturii de -273oC.
Pentru îmbunătăţirea comportării la temperaturi joase aceste oţeluri trebuie să fie tratate termic conform figurii 5.
900850
650600
călire
revenire
apă aer
t [min]
T [oC]
850800
600580
călire
revenire
apă aer
t [min]
T [oC]
820800
580550
călire
revenire
apă aer
t [min]
T [oC]

Fig. 5 Tratamentul termic specific oţelurilor rezistente la temperaturi joase Cr-Ni
În consecinţă, principalele clase de oţeluri rezistente la temperaturi joase sunt cele din tabelul 1.
Tabel 1 Oţeluri rezistente la temperaturi joase
ClasăSpecificaţie
(Tablă)Temperatura
[°C]Aplicaţii
Oţeluri carbon dezoxidate cu Al şi slab aliate cu Mn
EN10028-3P460NL2
-50Recipiente stocare în stare lichefiată amoniac, propan
Oţel cu 1.5% NiEN10028-4 15NiMn6
-60Recipiente stocare în stare lichefiată amoniac, propan, disulfuri de carbonOţel cu 2.5% Ni ASTM A203 GrB -60
Oţel cu 3.5% NiASTM A203Gr EEN10028-4 12Ni14
-101Recipiente stocare în stare lichefiată dioxid de carbon, acetilenă, etan
Oţel cu 5% NiEN10028-4 X12Ni5
-130Recipiente stocare în stare lichefiată etilenă
Oţel cu 9% NiASTM A353/A553Tp1EN10028-4 X8Ni9
-196Recipiente stocare în stare lichefiată metan, oxigen, argon
Oţel inoxidabil austenitic
ASTM 304LEN10088-1 1.4305
-273Recipiente stocare în stare lichefiată azot, hidrogen, heliu
Probleme specifice la sudarea oţelurilor rezistente la temperaturi joase (criogenice)
Sudabilitatea oţelurilor rezistente la temperaturi joase este, în general, bună atâta timp cât materialul de adaos asigură metalului depus caracteristici structurale şi mecanice asemănătoare celor ale materialului de bază. Caracteristic materialelor de adaos utilizabile la sudarea oţelurilor rezistente este capacitatea de deformare plastică până la temperaturi scăzute. Această capacitate se poate pune în evidenţă prin simpla încercare mecanică de încovoiere prin şoc. Uzual, o energie de rupere de 27 J este considerată minimul acceptabil în condiţiile de temperatură minimă specifice exploatării.
Probleme în acest sens pot apărea în subzona de supraîncălzire a zonei influenţate termic unde pot apărea vârfuri ale durităţii care depind de valoarea energiei liniare utilizate la sudare.
Un al doilea motiv al unei potenţiale fragilizări la temperaturi scăzute este existenţa hidrogenului în zona de sudare care, împreună cu vârfurile de duritate, pot conduce la o eventuală fisurare la rece a sudurii sau a zonei influenţate termic. Căile de acces al hidrogenului în zona de sudare sunt cele obişnuite şi anume: umezeala din materialele de adaos (învelişul electrozilor, fluxul
920900
580550
Călire pentru punere în soluţie
revenire
aer apă aer
t [min]
T [oC]
normalizare
12001100

din sârmele tubulare sau fluxul utilizat la sudarea sub strat de flux). Problema excesului de hidrogen este mai redusă în cazul sudării MIG/MAG, dar şi aici o protecţie necorespunzătoare printr-un debit insuficient de gaz de protecţie sau printr-o poziţionare greşită a capului de sudare.
Utilizarea unor materiale de adaos cu conţinut ridicat de nichel, produce o creştere a riscului de iniţiere şi propagare a fisurilor la cald, situaţia fiind mai accentuată în cazul materialelor de adaos cu conţinut de nichel mai mare de 5%.
O problemă semnificativă şi relativ des întâlnită în special la oţelurile cu 9%Ni constă în manifestarea unui suflaj magnetic intens datorat magnetismului rezidual. Aceasta face dificilă conducerea procesului de sudare cu arc electric, în special când arcul este mai lung.
Linii directoare la sudarea oţelurilor rezistente la temperaturi joase (criogenice)
Soluţionarea problemelor specifice sudării oţelurilor criogenice este posibilă aplicând o serie de măsuri tehnologice.
1. Limitarea conţinutului de hidrogen în metalul sudurii este posibilă prin următoarele tehnici: Calcinarea electrozilor la 350…400°C pentru cel puţin 1 oră; Debitul de gaz protector la sudarea MIG/MAG va trebui să fie de aproximativ 13...15 l/min la
sudarea în condiţii de atelier sau hală şi de 15...18 l/min în condiţiile prezenţei unor curenţi de aer;
Unghiul de înclinare a electrodului învelit sau a capului de sudare (MIG/MAG, WIG) nu va depăşi 25o pentru a se evita absorbţia de aer de sub electrod şi prin aceasta introducerea de hidrogen în zona de sudare;
Calcinarea fluxului la 350…400°C pentru cel puţin 1 oră.
2. Asigurarea caracteristicilor de rezistenţă la sudarea sub strat de flux depinde de alegerea unei combinaţii potrivite sârmă de sudare – flux. Aceeaşi situaţie este specifică şi sudării în mediu de gaze protectoare cu sârmă tubulară unde cuplul sârmă de sudare tubulară – gaz pot influenţa tenacitatea materialului la temperaturi scăzute.
3. Diminuarea volumului şi a dimensiunilor imperfecţiunilor de material şi defectelor este posibilă prin curăţarea de oxizi, grăsimi, urme de praf sau alte impurităţi a suprafeţei rostului şi a zonelor învecinate.
4. Materialele de adaos trebuie să îndeplinească următoarele condiţii: Materialele de adaos la sudare vor avea compoziţie chimică similară cu cea a materialelor de
bază. Prin aceasta, metalul depus va avea aceleaşi caracteristici mecanice (rezistenţă, tenacitate) şi aceleaşi caracteristici fizice (coeficient de dilatare termică) la temperaturile minime de exploatare ca şi materialul de bază;
Pentru evitarea fisurării la cald în cazul utilizării materialelor de adaos cu conţinut ridicat de nichel există posibilitatea înlocuirii acestora cu materiale de adaos austenitice. Mai mult, la sudarea oţelurilor cu 9%Ni riscurile de fisurare sunt minime dacă se adoptă drept material de adaos un oţel cu structură integral austenitică sau cu 3...5% ferită delta în matricea de austenită. Un reprezentant des utilizat al acestor oţeluri este Cr/Ni 19/9;
În cazul în care se utilizează drept material de adaos un oţel cu puţin nichel, reducerea riscului de fisurare şi asigurarea tenacităţii la -180...-200°C sunt asigurate printr-o diluţie redusă cu materialul de bază;
Pentru sudarea oţelurilor Cr-Ni cele mai utilizate mărci de materiale de adaos sunt Cr/Ni 19/9 şi 25/20. Nestabilizarea structurii cu Ti, Nb sau Ta poate asigura valori superioare ale energiei de rupere decât în cazul materialelor stabilizate.

5. Energia liniară va fi limitată la valorile: 3.5kJ/mm pentru sudarea sub strat de flux şi 2.5kJ/mm sudarea cu electrod învelit.
6. Temperatura între straturi se va limita superior la 250oC, în general şi la 150oC pentru oţelurile aliate cu 9%Ni.
7. La sudarea oţelurilor carbon-mangan şi până la cele conţinând max 3,5%Ni poate fi necesară efectuarea unui tratament termic de preîncălzire. Parametrii acestui tratament termic depind de grosimea materialului de bază, de tipul îmbinării şi gradul de rigidizare a elementului sudat în cadrul structurii. Standardul ASME B31.3 recomandă valori pentru temperatura de preîncălzire după cum este prezentat în tabelul 2.
Tabel 2 Recomandări privind alegerea temperaturii de preîncălzireMaterial de bază Oţel carbon, grosime
minimă: 25 mmOţel cu 1.5%, 2.5% şi
3.5% Ni, toate grosimile
Oţel cu 5% şi 9% Ni,toate grosimile
Temperatură minimă de preîncălzire [oC]
80 95 20
Raţiunea aplicării unui tratament termic de preîncălzire la temperaturi atât de mici, este capacitatea structurii austenitice de a tolera un conţinut ridicat de hidrogen şi de a diminua susceptibilitatea de fisurare la rece, fără preîncălziri deosebite. Se pot suda grosimi de până la 60 mm fără preîncălzire sau cu o preîncălzire minimă, conform tabelului 3. Pe lângă acestea se recomandă şi utilizarea de materiale de adaos cu bază de nichel care oricum reduce riscurile de fisurare pentru oricare dintre oţeluri.
8. Tratament termic ulterior sudării nu se aplică de obicei oţelurilor cu 9%Ni. EN 13445-4 recomandă evitarea aplicării oricărui tratament termic ulterior sudării. Codurile ASME în schimb recomandă efectuarea după sudare a unei recoaceri pentru detensionare la 552...585°C atât pentru oţelurile cu 5%Ni cât şi pentru cele cu 9%Ni dacă grosimea materialul de bază depăşeşte 50 mm (tabel 3).
Tabel 3 Recomandări privind alegerea temperaturii de recoacere pentru detensionare ulterioară sudării
Oţel rezistent la temperaturi joase
EN 13445-4 ASME B31.3
Grosime[mm]
Temperatură t.t. ulterior sudării
[oC]
Grosime[mm]
Temperatură t.t. ulterior sudării [oC]
C/Mn >35 550-600 >20 593-6491.5%Ni >35 530-580 >20 593-6352.5%Ni >35 530-580 >20 593-6353.5%Ni >35 530-580 >20 593-6355%Ni >35 530-580 50 552-5859%Ni toate - 50 552-585
Aplicarea unui tratament termic ulterior sudării, implică însă un risc important: datorită faptului că nichelul reduce temperaturile de transformare a structurii materialului de bază, orice depăşire a valorilor de temperatură prezentate în tabelul 3 poate cauza modificări structurale ale materialului de bază şi implicit pierderea proprietăţilor pe care acesta le are la temperaturi scăzute (în special rezistenţa la rupere).

9. Pentru diminuarea efectului de suflaj magnetic se recomandă următoarele: utilizarea unui arc cât mai scurt, puternic şi rigid; utilizarea curentului alternativ dacă aceasta este posibil; manevrarea capului de sudare sau a electrodului învelit în aşa fel încât să se corecteze parţial
devierea magnetică a arcului; demagnetizarea zonelor materialelor de bază care participă la sudare, acţiune obligatorie dacă
magnetizarea materialului de bază depăşeşte 60 Gauss.Caracteristicile metalului depus pentru diverse calităţi de materiale de adaos sunt prezentate în
tabelele 4, 5 şi 6.

Tabel 4 Compoziţia chimică şi caracteristicile mecanice ale metalului depus la sudarea cu electrozi înveliţi
Compoziţia chimică a metalului depus [%]
Caracteristicile mecanice ale metalului depus Obs.
C Si Mn P S NiLimita de curgere
[N/mm2]
Rezistenţa la rupere,[N/mm2]
Alungire,[%]
Energie de rupereCHARPY-V,
[J]T.t. ulterior sudării
0.07 0.45 0.98 0.012 0.009 ― 460 560 29–30°C
l50–20°C
200―
0.07 0.19 1.12 0.012 0.007 0.73 480 550 31–60°C
68―
0.07 0.49 1.15 0.012 0.005 1.62 540 610 31–60°C
94–45°C
130―
0.07 0.38 0.78 0.012 0.01 1.50 470 590 31–60°C
56–45°C
78―
0.06 0.44 1.02 0.015 0.005 2.38 520 600 30–60°C
110–50°C
120―
0.05 0.42 0.46 0.01 0.008 3.35 500 580 31–75°C
120–60°C
140―
0.04 0.17 0.28 0.010 0.005 6.65600 680 23
–105°C110
Doar sudat
580 640 28–105°C
95600°C×1h

Tabel 5 Compoziţia chimică şi caracteristicile mecanice ale metalului depus la sudarea sub strat de flux
Compoziţia chimică a metalului depus [%]Caracteristicile mecanice ale metalului
depusObservaţii
C Mn Si P S Mo NiLimita de curgere
Rezistenţa
la rupere
Alungire
Energia de rupere
Charpy V
T.t. ulterior sudării
Grosime Mod
sudare[N/mm2] [N/mm2] [%] [°C] [J] [mm]
0.09 0.27 1.36 0.016 0.009
520 590 31
-75 120
Doar sudat
20 Treceri multiple
-60 140-45 160-30 -
500 570 33
-75 -
630°Cx 1h-60 86-45 130-30 150
0.08 0.20 1.00 0.013 0.011 0.19
530 600 27
-75 -
Doar sudat-60 100-45 160-30 170
520 600 30
-75 -
630°Cx 1h-60 72-45 140-30 170

0.08 0.24 1.48 0.010 0.003 0.18 - 490 650 27
-60 63 -27
O trecere pe fiecare
parte-40 120
0.08 0.13 1.36 0.010 0.004 0.40 560 620 23-60 87
Doar sudat
24Treceri multiple
-40 120
530 590 25 -60 160620°Cx 2h
-40 200
0.06 0.17 1.44 0.009 0.002 0.17 - 465 560 30 -55 164 Doar sudat 13
O trecere pe fiecare
parte
0.05 0.18 0.5 0.018 0.010 3.56
450 540 34 -101 118 Doar sudat
50Treceri multiple
410 520 36 -101 167 585°Cx 9h

Componenţa fluxului pentru sârme de sudare cu:a. 11,5%Cr+0,5%Nib. 0,9%Nic. 2,2%NiSiO2+TiO2 CaO+MgO Al2O3+MnO CaF2 K2O+Na2O
15 37 19 25 3
Tabel 6 Compoziţia chimică şi caracteristicile mecanice ale metalului depus la sudarea MIG/MAG
Sârmă plinăCompoziţia chimică a metalului depus
[%]Caracteristicile mecanice ale metalului depus
C Si Mn P S Ni MoLimita de curgere
[N/mm2]
Rezistenţa la rupere
[N/mm2]
Alungire[%]
Energia de rupereCharpy V
[J]
0.07 0.61 1.21 0.008 0.005 - - 460 570 32 -30°C140

0.08 0.44 1.36 0.006 0.002 - 0.18 590 630 31-40°C
68-20°C120
0.05 0.33 1.20 0.004 0.002 - - 500 540 32-60°C170
-40°C220
0.05 0.39 1.25 0.007 0.005 0.98 0.22 530 590 30-45°C190
-30°C220
0.04 0.30 0.70 0.006 0.004 3.56 - 540 610 29-75°C150
-40°C220
Sârmă tubularăCompoziţia chimică a metalului depus
[%]Caracteristicile mecanice ale metalului depus
C Si Mn P S NiLimita de curgere
[N/mm2]
Rezistenţa la rupere [N/mm2]
Alungire[%]
Energia de rupereCharpy V
[J]
0.05 0.33 1.17 0.007 0.003 0.85 510 570 31−40°C
140

Sudabilitatea materialelor inginereşti. Oţeluri şi fonte
În ceea ce priveşte influenţa materialului de adaos asupra temperaturii minime de exploatare a oţelurilor rezistente la temperaturi joase, tabelele 7 şi 8 prezintă câteva reţete de materiale de adaos pentru diverse temperaturi de exploatare.
Tabel 7 Materiale de adaos şi temperaturile minime de exploatare
Compoziţia chimică a metalului depus [%] T [oC]C Si Mn P S Ni Mo Cr
0.03 0.24 0.82 0.010 0.008 3.44 0.10 -180< 0,02 0,45 1,8 10,0 20,0 -2690,12 0,6 3,2 20,5 25,0 -1960,13 0,9 3,2 20,5 24,6 -196
Tabel 8 Materiale de adaos şi temperaturile minime de exploatare
Compoziţia chimică a metalului depus [%] T[oC]
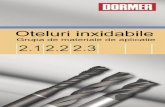
C Si Mn Cr Ni Ti Ta Mo Al Nb Co Fe0,025 0,4 0,7 22,0 Rest + 9,0 <0,4 3,3 <0,05 0,5 -196…550
0,025 0,4 6,0 16,0 Rest + <0,08 2,2 <0,08 6,0 -196…650
Recoacere pentru detensionare: 650oC/15h aer sau 750oC/10h aer
Fig. 6 Tratamentul termic specific îmbinărilor
aer
t [min]
T [oC] Recoacere de detensionare
750650
aer
900600
Sudare

Sudabilitatea materialelor inginereşti. Oţeluri şi fonte
<0,02 0,1 0,1 22,0 Rest + 9,0 3,6 <0,5 -196…5500,02 0,1 3,1 20,5 Rest + 2,6 <1,0 -196…550