strunjirea
16
CAP.II PRELUCRARI MECANICE PRIN STRUNJIRE II.1. Notiuni generale Strunjirea este procedul de prelucrare la care îndepartarea din semifabricat se realizează pe strung, cu ajutorul unei scule numita cuţit, semifabricatul executînd de obicei mişcarea principală, de rotaţie, iar cuţitul efectuînd mişcarea de avans. Datorită multitudinii pieselor cu forma de rotaţie, necesare a se realiza în construcţia de masini, ca şi datorită multiplelor posibilitaţi de prelucrare prin strunjire, strungurile sunt cele mai răspândite maşini-unelte pentru aşchierea metalelor. Strungurile se pot clasifica după mai multe criterii: După poziţia axei de rotaţie a mişcarii principale, strungurile pot fi orizontale sau verticale (carusel). După gradul de automatizare si productivitate, strungurile sunt de mai multe feluri: normale, revolver, semiautomate sau automate. Strunguri normale se numesc acelea la care fiecare suprafaţa a piesei de prelucrat se realizează ca urmare a unor comenzi si mânuiri individuale pentru fiecare trecer in parte, efectuate de strungar. Aceste strunguri se utilizează la producţia de unicate si de serie mică. La strungurile revolver se pot realiza piese scurte, in serie mică si mijlocie, cu ajutorul unor scule prinse intr-un in cap revolver şi reglate iniţial cu ajutorul unor opritoare, la cota dorită. Deplasarea sculelor in vederea apropierii lor de piesa de prelucrat şi in mişcarea de avans se face de obicei prin mânuiri individuale, executate de strungar.
-
Upload
munteanu-anca -
Category
Documents
-
view
7 -
download
0
description
str
Transcript of strunjirea

CAP.II PRELUCRARI MECANICE PRIN STRUNJIREII.1. Notiuni generale
Strunjirea este procedul de prelucrare la care îndepartarea din semifabricat se realizează pe strung, cu ajutorul unei scule numita cuţit, semifabricatul executînd de obicei mişcarea principală, de rotaţie, iar cuţitul efectuînd mişcarea de avans. Datorită multitudinii pieselor cu forma de rotaţie, necesare a se realiza în construcţia de masini, ca şi datorită multiplelor posibilitaţi de prelucrare prin strunjire, strungurile sunt cele mai răspândite maşini-unelte pentru aşchierea metalelor.
Strungurile se pot clasifica după mai multe criterii:După poziţia axei de rotaţie a mişcarii principale, strungurile
pot fi orizontale sau verticale (carusel).După gradul de automatizare si productivitate, strungurile
sunt de mai multe feluri: normale, revolver, semiautomate sau automate.
Strunguri normale se numesc acelea la care fiecare suprafaţa a piesei de prelucrat se realizează ca urmare a unor comenzi si mânuiri individuale pentru fiecare trecer in parte, efectuate de strungar. Aceste strunguri se utilizează la producţia de unicate si de serie mică.
La strungurile revolver se pot realiza piese scurte, in serie mică si mijlocie, cu ajutorul unor scule prinse intr-un in cap revolver şi reglate iniţial cu ajutorul unor opritoare, la cota dorită.
Deplasarea sculelor in vederea apropierii lor de piesa de prelucrat şi in mişcarea de avans se face de obicei prin mânuiri individuale, executate de strungar.
Strungurile semiautomate se caracterizeaza prin faptul ca toate fazele de lucru, cu excepţia alimentării cu semifabricate şi a desprinderii pieselor finite, sunt realizate într-un ciclu automat.
La strungurile automate, se realizează in mod automat şi aceste faze. Strungurile semiautomate şi cele automate se utilizează in producţia de serie mare si de masa.
Dupa destinaţie si construcţie, strungurile se pot clasifica în urmatoarele categorii: strunguri universale, specializate şi speciale.
Strungurile universale sunt cele normale, deoarece pot executa o gama foarte mare de tipuri si dimensiuni de suprafeţe si piese.

Strungurile sunt acelea ce pot prelucra o gama mai restrânsă de piese, de exemplu piese scurte, realizate ditr-o singură prindere a semifabricatului sub forma de bara (cazul strungurilor revolver, semiautomate si a celor automate cu destinaţie largă).
Din aceiaşi categorie fac parte strungurile carusel, destinate a prelucra piese grele şi cu diametre mari, strungurile frontale, care prelucreazaă piese scurte şi cu diametre mari, realizând mişcarea principală în jurul unui ax orizontal, ca şi cele de copiat şi cele cu comanda programată numeric, magnetic etc.
Strungurile speciale sunt acelea destinate prelucrării unui singur tip de suprafeţe. În această categorie se pot grupa strungurile de detalonat, strungurile pentru decojit laminate, pentru strunjit roţi de locomotivă, pentru filetat etc.
II.2. Strungul normal
În industrie strungul normal este cel mai frecvent utilizat, datorită caracterului universal al destinaţiei sale. Mai este denumit strung universal, paralel sau orizontal.
El are posibilitatea de a prelucra piese scurte sau lungi, din bară sau din semifabricate individuale, dintr-o singură prindere, sau din mai multe prinderi.
Piesele complicate pot fi prelucrate integral la un singur strung, într-o singură operaţie, sau în flux tehnologic pe mai multe maşini succesive, în mai multe operaţii. În fiecare din aceste operaţii se prelucrează câte o suprafaţă sau câte un grup de suprafeţe.
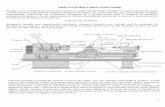
Fig.1 Schema de principiu a strungului normal

Schema cinematică a strungului normal este prezentată în figura 1, în care se dau principalele elemente constructive: 1- batiul; 2- păpuşa fixă; 3- păpuşa mobilă; 4- căruciorul; 5- cutia roţilor de schimb; 6- cutia de avansuri şi filete.
Batiul serveşte la fixarea maşinii pe fundaţie şi la asamblarea elementelor maşinii intr-un tot unitar, preluând foţele ce apar în sistemul tehnologic maşină-dispozitive-piesă-sculă. De obicei, în interiorul lui se montează instalaţia electrică de comandă şi uneori părţi ale cutiei de viteze. Batiul este prevăzut la partea superioară a patului cu nişte ghidaje orizontale.
Păpuşa fixă 2 este o carcasă fixă pe batiu şi adăposteşte de obicei cutia de viteze a strungului sau cel puţin o parte a acestuia. Păpuşa fixă a strungului este străbătută de axul principal A.P., pe care se prinde piesa de prelucrat. Axul principal este construit de obicei sub formă tubulară, pentru a permite trecerea prin interiorul său a semifabricatelor-bară.
Păpuşa mobilă 3 serveşte în principal la centrarea piselor lungi între vârfuri şi la executarea găurilor axiale în piese.
Căruciorul 4 se poate deplasa pe ghidajele batiului şi serveşte la realizarea mişcărilor de avans II, III şi IV ale cuţitelor, cu ajutorul celor 3 sănii din care este format: sania longitudinală S.L., cea transversală S.T. şi respectiv sania port-cuţit – S.P.C.
Cutia roţilor de schimb 5 şi cutia de avansuri şi filete 6 adăpostesc mecanisme cu roţi dinţate, necesare pentru realizarea mecanizării mişcărilor de avans II şi III.
Mişcările se transmit conform unui flux cinematic prezentat în schema din figura 2, denumită schema fluxului cinematic.
Miscarea se primeşte de la motorul electric M, la cutia de viteze C.V., unde se multiplică până o anumită valoare a turaţiei axului principal A.P. Această turaţie asigură o valoare convenabilă a vitezei mişcării principale I.
Fig.2 Schema fluxului cinematic al strungului normal

Mişcarea de avans se primeşte de la cutia de viteze prin
interiorul inversorului de sens I.S., la roţile de schimb şi se transmite la cutia de avansuri şi filete C.A.F. La aceste elemente mişcarea se demultiplică până la o valoare corespunzătoare a turaţiei axului (barei) avansurilor Aa sau a şurubului conducător Sc.
De la bara avansurilor, mişcarea se preia în căruciorul 4 şi se transmite fie la mecanismul de avans longitudinal realizat cu ajutorul cremalierei fixe C cu care angrenează roata dinţată Zc, fie la şurubul de avans transversal St.
În cazul necesităţii generării unui filet, mărimea avansului I (deplasarea axială a sculei la o rotaţie completă a piesei) trebuie să fie gală cu pasul p al filetului ce se execută. Pentru aceasta mişcarea se primeşte de la C.A F. Rpin şurubul conducător Sc, la piulişa secţionată diametral Ps. Aceasta permite cuplarea căruciorului la şurubul conducător direct, cea ce da posibilitatea deplasării rapide si precise a căruciorului, cu mişcarea de avans pentru filetare.
Construcţia căruciorului permite rotaţia săniei port-ciţit cu un unghi dorit şi avansarea cuţitului într-o direcţie IV, înclinată faţă de axa de rotaţie a piesei. Acest avans se utilizează la executarea suprafeţelor conice.
În vederea burghierii, pinola P este prevazută cu o gaură conică în care se poate intriduce un burghiu. Pinolei i se poate imprima o mişcare de avans V, în vederea executării unei găuri axiale în piesă.
Prelucrarea găurilor de strung se face similar cu gaurirea pe maşini de găurit, cu deosebire că mişcarea principală de rotaţie este realizată de piesă şi nu de sculă, cum se intamplă în cazul găurii pe maşinile de găurit.
Acţionarea saniei port-cuţit şi a pinolei se face de obicei manual, cu câte o roată , şi respectiv .
II.3. Strungul frontal
Acest tip de strung (figura 3) este destinat prelucrării pieselor cu diametre mari şi lungime axială redusă, de exemplu: volanţi, roţi dinţate.

Fig.3 Constructia strungului frontal
El se caracterizează prin lipsa păpuşii mobile, întrucât piesele se prind numai în platoul 1, care primeşte mişcarea de la cutie de viteze CV, simplă, amplasată în păpuşa fixă 2. Piesa realizează mişcarea principală I, iar cuţitul, mişcarea de avans longitudinal II, cu ajutorul saniei longitudinale 3, care se deplasează pe nişte ghidaje fixate direct pe fundaţie. Cuţitul mai poate realiza avansul transveral III, cu ajutorul saniei transversale 4, şi avansul înclinat IV, cu ajutorul saniei port-cuţit 5.
II.4. Strungul carusel
În prezent, strungul carusel tinde sa fie utilizat aproape integral în locul strungului frontal, datorită avantajului că are axul principal vertical, prinderea pieselor făcându-se pe un platou orizontal, foarte comod (figura 4).
Fig.4 Schema de principiu si fluxul cinematic al strungului carusel
Strungul se compune din batiul 1, platoul 2, montantul 4, unul sau mai multe cărucioare laterale 5, şi cărucioarele verticale 6. Numărul acestora variază în funcţie de mărimea şi tipul strungului. Strungurile carusel pot fi cu unul sau 2 montanţi, cu traversă mobilă sau fixă.

În batiul 1 este montat motorul M1 şi cutia de viteze CV.
Mişcarea se transmite la axul principal prin roţile , rezultând mişcarea principală I şi mişcările secundare, prin lanţil cinematic de avans.
Căruciorul 5 se poate deplasa pe verticală în mişcarea II, iar sania orizontală a acestuia poate executa avansul orizontal III.
Aceste mişcări se realizează de obicei cu ajutorul unor angrenaje pinion-cremalieră şi , cu viteze reglate din cutia de avans .
Consola 4 se poate deplasa pe verticală în mişcarea IV de apropiere a sculei de piesă, cu ajutorul unui motor care acţionează un mecanism şurub-piuliţă . Pe consolă este montată cutia de avansuri , care permite mişcarea de la cutia CV şi o transmite fie la deplasarea orizontală V a căruciorului 6, prin mecanismul cu şurub orizontal , fie la avansul pe verticală IV, realizat cu angrenajul roată-cremalieră , care deplasează sania căruciorului vertical 6. Acest cărucior se poate înclina faţă de verticală.
Prinderea sculelor pe cărucioare se face de obicei cu ajutorul unui cap revolver pe care se pot monta 5 pâna la 8 scule, care se pot regla la cotă, pentru producţia de serie.
II.5. Strungul revolver
Strungurile revolver se aseamănă cu cele normale, dar spre deosebire de acestea, ele nu sunt prevăzute cu păpuşă mobilă; lungimea ghidajelor este corespunzător mai mică, iar sculele sunt montate, în ordinea lucrului lor pe un cap revolver.
Aceste strunguri sunt destinate executării pieselor scurte, în trepte, într-o singură prindere a semifabricatului, sculele precrând succesiv suprafeţele piesei. De obicei semifabricatul este o bară calibrată şi se prinde într-o bucşă elastică.
De obicei strungurile revolver se clasifică după poziţia şi forma capului revolver, care poate fi cu axa orizontală şi cu axa verticală. Prima categorie de strunguri se mai numesc strunguri revolver cu disc, iar a doua categorie, strunguri revolver cu turelă.
În cele ce urmează se vor prezenta principial aceste tipuri de strunguri.

Fig.5 Schema de principiu a strungului revolver
II.5.1. Strungul revolver cu disc
După cum rezultă din figura 5, strungul revolver cu disc se compune dintr-un batiu cu ghidaje orizontale pe care este fixată păpuşa fixă 1, în care se montează cutia de viteze şi aaxul principal 2, care execută mişcarea principală I. Pe ghidajele G se poate deplasa căruciorul 3, în mişcare de avans longitudinal II. Sculele 5 se prind în capul revolver 4. Pentru poziţionarea sculelor la cotă în vederea prelucrărilor, discul-revolver discul se poate roti în mişcarea de rotaţie III şi se poate indexa (opri) în pozitia stabilită prin reglare. Discul mai are posibilitatea executării inei mişcari de rotaţie de lucri IV, în vederea executării canalelor de degajare, a strunjirilor frontale si a retezărilor.
Mişcările de avans au viteze reglabile similar ca la strungul normal, cu ajutorul cutiei de avansuri 6, a barei avansurilor 7 şi a cutiei căruciorului 8, care permit stabilirea avansurilor dorite. Lungimea cursei se stabileşte pentru fiecare sculă în parte cu un sistem de opritoare mecanice sau electrice 9.
II.5.2. Strungul revolver cu turela
Strungul revolver cu turelă are capul revolver 1 de secţiune poligonală, capul revolver 1 de sectiune poligonală, cu axă verticală (figura 6).

Fig.6 Schema de principiu a strungului revolver cu turela
Piesa execută mişcarea de rotaţie principală I, iar sculele prinse radial pe turelă execută mişcarea de avans longitudinal II.
Pentru strunjiri frontale şi retezări se foloseşte o sanie transversală 2, prevăzută cu un port-cuţit. Aceasta poate realiza avansul transversal III.
Pentru poziţionarea sculelor, se folosesc mişcările IV, de rotaţie a turelei şi V, de avans longitudinal al saniei 2.
Pe strunguri revolver se execută de obicei următoarele tipuri de prelucrări: strunjire cilindrică şi frontală, caneluri, găuriri cu burghiul, strunjiri conice pe lungimi mici, filetări cu tarozi şi filiere. Întrucât strungul nu este prevăzut cu şurub conducător, pe strungul revolver nu se pot executa curent filetări cu cuţitul, ca pe strungul normal.
II.6. STRUNGURI SEMIAUTOMATE
Se numesc strunguri semiautomate acele strunguri la care sunt automatizate toate lucrările, în afară de fixarea semifabricatului şi desprinderea piesei finite, care se comandă manual. Strungurile semiautomate se calsifică de cele mai multe ori după numărul axelor, în două categorii: strunguri monoaxe şi strunguri multiaxe.
Din prima categorie fac parte strungurile de tip revolver semiautomate şi cele multicuţit.
Strungurile revolver semiautomate (fig.9) sunt nişte strunguri revolver la care prelucrările se desfăşoară în mod automat, după in ciclu stabilit anticipat, printr-un sistem de comenzi mecanice sau electromagnetice, care stabilesc succesiunea fazelor şi parametri regimului de prelucrare, ca de exemplu sistemul din fig 10.

II.7. STRUNGURI AUTOMATE
Prin strunguri automate se întelege categoria de strunguri la care după efectuarea reglării, prelucrarea pieselor, prinderea si desfacerea lor de pe maşină se realizează într-un ciclu automat, fără participarea muncitorului. Ca urmare, manopera de deservire a acestor maşini este foarte redusă şi de calificare scăzută.
Ca şi strungurile semiautomate, cele automate sunt monoax sau multiax, după cum au un singut ax principal sau mai multe.
Strungurile automate monoaxe sunt de mai multe feluri: strunguri revolver, strunguri de profilat şi retezat şi strunguri de profilat şi strunjit longitudinal. Cele multiax pot fi: cu prelucrare succesivă şi cu prelucrare în paralel.
În cele ce urmează se prezintă succint principiile de construcţie şi funcţionare ale acestor strunguri.

Strungurile revolver automate sunt destinate prelucrării din bară calibrată a pieselor cu diametre între 4 şi 32 mm şi lungimi
cuprinse între 70 şi 220 mm. Schema de prelucrare pe aceste strunguri este prezentată în fig. 14. Semifabricatul prelucrat 2 este prins de obicei într-o bucşă elastică 1. Sculele sunt prinse pe mai multe sănii: una de profilat 3, alta de retezat 4, iar alta de burghiere axială 5.
Săniile 4 şi 3 sunt dispuse faţă în faţă şi lucrează simultan, având avansurile transversal II şi IV, iar cea pentru burghiere axială capătă un avans axial III.
Poziţia reciprocă a sculelor şi avansarea lor sunt corelate prin planul de operaţii, în funcţie de forma şi dimeniunile piesei de prelucrat 6.
STRUNGURILE DE PROFILAT ŞI STRUNJIT LONGITUDINAL
Aceste strunguri sunt caracterizate prin aceea că permit şi deplasarea axială a semifabricatului prins în păpuşa mobilă.
Schema principală a acestui tip de strung este dată în figura 15.Semifabricatul sub formă de bară 1 trece prin păpuşa principală 2 axial pe nişte ghidaje prevăzute pe batiul strungului. Bara este prinsă într-o bucşă elastică şi rezemată într-o lunetă fixă 3, pe care sunt fixaţi suporţii 4 ai săniilor tarnsversale 5.
Strungul mai este prevăzut cu un dispozitiv 6, folosit la găurire, alezare, filetare. În figură sau notat cu cifre romane următoarele mişcări posibile: I –mişcarea principală a semifabricatului; II –mişcarea de avans longitudinal a păpuşii 2; III –mişcarea de avans transversal a cuţitelor de retezat şi profilat; IV

–mişcarea de avans longitudinal a dispozitivului de găurit; V –mişcarea principală posibilă de realizat de către sculele de găurit, alezat şi filetat, fixate în dispozitivul 6.
Cuţitele prinse în săniile 5 por rămâne fixe, în cazul strunjirii longitudinale cu avansul barei II, sau pot avansa, pentru strunjire profilată ci avansul transversal III, caz în care bara numai avansează longitudinal.
În figura 16 se prezintă un exemplu de prelucrare a unei piese pe un strung automat monoax de profilat şi strunjit longitudinal. Din semifabricatul calibrat se prelucrează o suprafaţă cilindrică, un filet şi execută aopi retezarea piesei. Succesiunea fazelor prelucrării este următoarea: 1 –strunjirea cilindrică, cu avansul longitudinal al semifabricatului; 2 – filetarea cu filiera fixată în dispozitivul de filetare; 3 –retezarea profilată a piesei, executată simultan cu profilarea vârfului piesei următoare.
STRUNGURI AUTOMATE MULTIAX CU PRELUCRARE SUCCESIVĂ (fig 17)
Aceste strunguri sunt în principal asemănătoare cu strugurile semiautomate de acelaşi tip. Pe tamburul 1 sunt montate axele principale 2, care execută mişcarea principală I.
Săniile transversale 3 execută mişcarea de avans

transveral II, iar săniile longitudinale 4 execută mişcarea de avans longitudinal.
Pentru deplasarea pieselor la diferitele posturi de lucru, tamburul 1 execută mişcarea de rotaţie intermitentă IV.
STRUNGURI MULTIAX AUTOMATE CU PRELUCRARE ÎN PARALEL
La acest tip de strunguru (fig.18) piesele 1 execută mişcarea principală I, iar sculele S1 şi S2, prinse perechi în doi suporţi 2 faţă în faţă, execută mişcările de avans transversal II şi III. Suporţii sunt apropiaţi în mişcarea de avans, sau retraşi, acţionarea făcându-se cu camele 3. Aceste strunguri permit prelucrarea simultană completă a unui număr de piese egal cu numărul de axe principale ale maşinii.