Scopul, obiectivele şi metodica studierii disciplinei mașini – unelte şi prelucrări mecanice
2
1.1. Scopul, obiectivele şi metodica studierii disciplinei mașini – unelte şi prelucrări mecanice Disciplina mașini-unelte și prelucrări mecanice este destinată studenților specialităților: 528.1 - Mecanizarea agriculturii și 527.1 - Ingineria şi tehnologia transportului auto, învățământ la zi și frecvență redusă. Obiectivele de bază ale disciplinei mașini-unelte și prelucrări mecanice impune următoarele: - înțelegerea importanței şi a stării actuale privind studiul teoretic a parametrilor constructivi şi caracteristicile de funcționare a maşinilor – unelte, elaborarea proceselor tehnologice de prelucrare prin aşchiere (alegerea succesiunii operațiilor şi fazelor tehnologice, alegerea utilajului şi SDV-urilor, determinarea regimurilor de prelucrare prin aşchiere şi normei de timp); - cunoașterea specificului şi particularităților organizării proceselor tehnologice de prelucrare prin aşchiere la fabricarea pieselor de mașini şi utilajelor din agricultură şi din industria prelucrătoare; - abilitatea de a utiliza informația curentă vizând: caracteristicile tehnice şi tehnologice, determinarea bilanțului lanțurilor cinematice şi parametrilor constructivi ale elementelor maşinilor – unelte, organizarea rațională a proceselor tehnologice de prelucrare prin aşchiere, determinarea proprietăților fizico-mecanice şi tehnologice, rugozității, formei şi preciziei dimensionale ale pieselor prelucrate, estimarea eficacității proceselor de tehnologice de prelucrare prin aşchiere. Obiective adiționale ale disciplinei mașini – unelte și prelucrări mecanice: a) dezvoltarea unor noi metode de modelare a sistemelor de mai multe corpuri, aplicabile, în special ale maşinilor - unelte cu topologie reconfigurabilă; b) dezvoltarea de modele virtuale astfel încât implementarea unor noi constrângeri să fie cât mai facilă din punct de vedere economic; c) dezvoltarea unor algoritmi de control de tip poziție – forța în concordanță cu cerințele tehnologice impuse conform standardelor în vigoare; d) validarea experimentala, utilizând prototipurile existente, a modelelor teoretice și virtuale dezvoltate. Cercetarea propusa se bazează pe derularea unor activități astfel încât anumite obiective să fie atinse. Aceste obiective, precum și relațiile funcționale care există între ele sunt prezentate în cele ce urmează. În construcția de mașini și de utilaje agricole obiectul procesului de fabricație îl reprezintă realizarea pieselor având formele geometrice, dimensiunile și calitatea suprafețelor în concordanta cu prescripțiile impuse de rolul funcțional și de condițiile reale de funcționare. Pe parcursul procesului tehnologic de aşchiere se obține modificarea formei și a dimensiunilor unor piese, în special metalice, prin eliminarea adausului de prelucrare sub forma de așchii, în scopul obținerii unor suprafeţe cu anumite configurații, într-un câmp de toleranta determinat, cu o rugozitate impusă în desenul de execuție. Toate corpurile care suferă modificări de formă poarta denumirea de piese sau semifabricate, iar surplusul de material, numit adaos de prelucrare, este detașat de pe suprafața semifabricatelor sub formă de așchii cu ajutorul unor scule aşchietoare, în timp ce între piesă și sculă exista o mișcare relativa impusa, numită mișcare de aşchiere. Realizarea procesului de aşchiere presupune, existenta mașinilor-unelte adecvate procedeului de generare a formelor și a preciziei de prelucrare, a sculelor aşchietoare corespunzătoare cinematicii de aşchiere, a semifabricatelor cu forme și dimensiuni
-
Upload
igor-onila -
Category
Documents
-
view
218 -
download
5
description
Obiectivele de bază ale disciplinei mașini-unelte și prelucrări mecanice impuneurmătoarele:- înțelegerea importanței şi a stării actuale privind studiul teoretic a parametrilorconstructivi şi caracteristicile de funcționare a maşinilor – unelte, elaborarea proceselortehnologice de prelucrare prin aşchiere (alegerea succesiunii operațiilor şi fazelortehnologice, alegerea utilajului şi SDV-urilor, determinarea regimurilor de prelucrare prinaşchiere şi normei de timp);- cunoașterea specificului şi particularităților organizării proceselor tehnologice deprelucrare prin aşchiere la fabricarea pieselor de mașini şi utilajelor din agricultură şi dinindustria prelucrătoare;- abilitatea de a utiliza informația curentă vizând: caracteristicile tehnice şitehnologice, determinarea bilanțului lanțurilor cinematice şi parametrilor constructivi aleelementelor maşinilor – unelte, organizarea rațională a proceselor tehnologice deprelucrare prin aşchiere, determinarea proprietăților fizico-mecanice şi tehnologice,rugozității, formei şi preciziei dimensionale ale pieselor prelucrate, estimarea eficacitățiiproceselor de tehnologice de prelucrare prin aşchiere
Transcript of Scopul, obiectivele şi metodica studierii disciplinei mașini – unelte şi prelucrări mecanice

1.1. Scopul, obiectivele şi metodica studierii disciplinei mașini – unelte şi
prelucrări mecanice
Disciplina mașini-unelte și prelucrări mecanice este destinată studenților
specialităților: 528.1 - Mecanizarea agriculturii și 527.1 - Ingineria şi tehnologia
transportului auto, învățământ la zi și frecvență redusă.
Obiectivele de bază ale disciplinei mașini-unelte și prelucrări mecanice impune
următoarele:
- înțelegerea importanței şi a stării actuale privind studiul teoretic a parametrilor
constructivi şi caracteristicile de funcționare a maşinilor – unelte, elaborarea proceselor
tehnologice de prelucrare prin aşchiere (alegerea succesiunii operațiilor şi fazelor
tehnologice, alegerea utilajului şi SDV-urilor, determinarea regimurilor de prelucrare prin
aşchiere şi normei de timp);
- cunoașterea specificului şi particularităților organizării proceselor tehnologice de
prelucrare prin aşchiere la fabricarea pieselor de mașini şi utilajelor din agricultură şi din
industria prelucrătoare;
- abilitatea de a utiliza informația curentă vizând: caracteristicile tehnice şi
tehnologice, determinarea bilanțului lanțurilor cinematice şi parametrilor constructivi ale
elementelor maşinilor – unelte, organizarea rațională a proceselor tehnologice de
prelucrare prin aşchiere, determinarea proprietăților fizico-mecanice şi tehnologice,
rugozității, formei şi preciziei dimensionale ale pieselor prelucrate, estimarea eficacității
proceselor de tehnologice de prelucrare prin aşchiere.
Obiective adiționale ale disciplinei mașini – unelte și prelucrări mecanice:
a) dezvoltarea unor noi metode de modelare a sistemelor de mai multe corpuri,
aplicabile, în special ale maşinilor - unelte cu topologie reconfigurabilă;
b) dezvoltarea de modele virtuale astfel încât implementarea unor noi constrângeri
să fie cât mai facilă din punct de vedere economic;
c) dezvoltarea unor algoritmi de control de tip poziție – forța în concordanță cu
cerințele tehnologice impuse conform standardelor în vigoare;
d) validarea experimentala, utilizând prototipurile existente, a modelelor teoretice și
virtuale dezvoltate.
Cercetarea propusa se bazează pe derularea unor activități astfel încât anumite
obiective să fie atinse. Aceste obiective, precum și relațiile funcționale care există între ele
sunt prezentate în cele ce urmează.
În construcția de mașini și de utilaje agricole obiectul procesului de fabricație îl
reprezintă realizarea pieselor având formele geometrice, dimensiunile și calitatea
suprafețelor în concordanta cu prescripțiile impuse de rolul funcțional și de condițiile reale
de funcționare.
Pe parcursul procesului tehnologic de aşchiere se obține modificarea formei și a
dimensiunilor unor piese, în special metalice, prin eliminarea adausului de prelucrare sub
forma de așchii, în scopul obținerii unor suprafeţe cu anumite configurații, într-un câmp de
toleranta determinat, cu o rugozitate impusă în desenul de execuție.
Toate corpurile care suferă modificări de formă poarta denumirea de piese sau
semifabricate, iar surplusul de material, numit adaos de prelucrare, este detașat de pe
suprafața semifabricatelor sub formă de așchii cu ajutorul unor scule aşchietoare, în timp
ce între piesă și sculă exista o mișcare relativa impusa, numită mișcare de aşchiere.
Realizarea procesului de aşchiere presupune, existenta mașinilor-unelte adecvate
procedeului de generare a formelor și a preciziei de prelucrare, a sculelor aşchietoare
corespunzătoare cinematicii de aşchiere, a semifabricatelor cu forme și dimensiuni

apropiate de acelea ale piesei finite, a dispozitivelor de orientare și de fixare a
semifabricatului, a mijloacelor de măsurat și controlat etc.
Procesele de prelucrare din construcția de mașini care au ca scop realizarea formei,
dimensiunilor, pozițiilor relative şi netezimii suprafeţelor componente ale pieselor se
numesc prelucrări de formare.
Prelucrările executate prin îndepărtare de așchii poartă numele de prelucrări prin
aşchiere, iar ansamblul fenomenelor prin care se produce detașarea așchiei şi formarea
suprafeței prelucrate se numește proces de aşchiere.
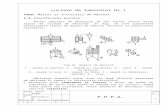
În cazul prelucrărilor prin aşchiere, obținerea unei suprafeţe prelucrate presupune
îndepărtarea unui strat de material numit adaos de prelucrare.
Fig. 1.2. Structura adausului de prelucrare prin aşchiere: 1, 2, 3, 4, 5 – suprafeţe prelucrate;
6, 7, 8 – suprafeţe inițiale; 9 – adaos de prelucrare.
Bibliografia recomandată:
1. Domente Gr., Druţu C., Plahteanu B., Botez A. Maşini-unelte şi sisteme de maşini. – Ch.;
Ştiinţa, 1992. – 344 p.
2. Picoş C., Pruteanu O., Bohosievici C şi al. Proiectarea tehnologiilor de prelucrare mecanică prin
aşchiere – Ch. Ed. Universitas., 1993.- 2 vol. Vol.1.- 640 p., Vol . 2. – 407 p.
3. Voicu, M.. Gheorghe, V.. Priboescu, A. Utilajul şi tehnologia prelucrărilor prin aşchiere. – Ch.;
Ştiinţa, 1992. – 260 p.
4. Nekrasov S. Obrabotka metallov rezaniem. M.: Agropromizdat, 1988. – 336 s.
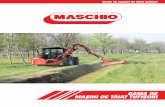
MAŞINĂ -UNEALTĂ
SCULA AŞCHIETOARE
DISPOZITIV DE
PRELUCRARE
SEMIFABRICAT
PROCES DE
AŞCHIERE
SISTEM
TEHNOLOGIC
Fig. 1.1. Structura sistemului tehnologic de prelucrare prin aşchiere.