sapt.14.Danturi

of 10
-
Upload
dogaru-razvan -
Category
Documents
-
view
20 -
download
0
Transcript of sapt.14.Danturi
-
5/22/2018 sapt.14.Danturi
1/10
PRELUCRAREA DANTURII ROILOR DINATE
CILINDRICEPentru un dinte al unei roi dinate cilindrice curba generatoare se obine prin
intersecia flancului cu o suprafa frontal,iar curba directoare prin interseciaacestuia cu un cilindru coaxial cu roata respectiv. In cazul roilor dinateevolventice generatoarea este o evolvent, iar directoarea o dreapt paralel cuaxa roii n cazul danturii drepte i o poriune dintr-o elice cilindric, n cazul danturiinclinate.
In funcie de modul de realizare a conturului generator, se
deosebesc dou metode principale de prelucrare a dinilor:metoda copierii;metoda generrii prin rulare ( rostogolire).
Metoda copieriise bazeaz pe transpunerea profiluluimuchiilor achietoare ale sculei pe semifabricat, deci
prelucrarea are loc cu generatoare materializat.Metoda generriiprin rularese bazeazpe posibilitatea obineriievolventei
canfurtoarea poziiilorsuccesive ale muchiilor achietoareale unei scule cuprofil derivat din cremaliera de generare.
-
5/22/2018 sapt.14.Danturi
2/10
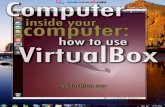
Evolventa este curba descris de un punct Psolidar cu dreapta PK, n timp ce aceasta ruleaz fralunecare pe un cerc de raz Rb.
Folosind notaiile din figur i tiind c, datorit
rulrii fr alunecare, lungimea arcului AK este egalcu segmentul PK, se poate scrie:
bb RR
Din triunghiul OKP rezult: tgRb
Din egalarea acestor dou relaii se obine : evtg
Pornind de la ecuaiaevolventei, prin derivare n raport cu timpul se obine:
bR
dt
d
dt
d
adic: bRv
deci, viteza de translaie v trebuie sa fie egal cu viteza tangenial .Rb, ceeace reprezint nsi condiia rulrii fr alunecare.
Aceast expresie se mai poate scrie: .constRv
b
care evideniaz faptul c forma curbei descrise nu depinde de mrimea celordoua viteze ( care pot fi alese din raiuni de ordin tehnologic), dac raportul lor
rmneconstant.
-
5/22/2018 sapt.14.Danturi
3/10
Sunt larg rspndite dou variante ale principiului prezentat i anume:
realizarea evolventei prin rulare cu dreapt mobil;
realizarea evolventei prin rulare cu dreapt fix.
Dac tangenta T reprezint partea frontal a unui disc de rectificat saumuchia achietoare a unei scule dotat cu vitez de achiere pe direcieperpendicularfigurii icare se deplaseazpe direciaPK cu viteza v (ca vitezde avans ), n timp ce piesa se rotetecu viteza unghiular, la distanaRbdeaxa de rotaiese va genera un profil evolventic. De asemenea, se poate genera
evolventa dacdreapta fiind fix,cercul de bazse rotetecu viteza unghiularise deplaseazcu viteza v rulnd pe dreapta PK.Aceste doumetode nu au utilizare practicsub forma prezentatmai sus,
deoarece n ambele cazuri evolventa este generatnumai de punctul de tangenP al muchiei achietoare ( n realitate de o mic poriune a acestei muchii). Inacest fel solicitarea muchiei achietoare n punctul de contact fiind foarte mare,
se obine o uzura intens a ei, deci o durabilitate sczut i o utilizareneeconomica sculei.
-
5/22/2018 sapt.14.Danturi
4/10
n practica danturrii prin rulare se folosesc aceste metode modificate, dupcum se vede mai jos.
Se poate observa ctangenta T poate sajung
n poziiaTipe altcale ianume, dacsolidarizatcu dreapta N s-ar deplasa cu viteza v,a creimrimerezultdin triunghiul PPR:
cos
v'v
Normala N este ns tangent la cercul de raz Rr
cos
RR br
Cum ambele cercuri au aceeaivitezunghiular:
cos
RR br
adic:
cos
v'v deci dreapta N ruleazfralunecare pe cercul de razRr.
Prin urmare, aceeai tangentT, solidarizatcu dreapta N sub unghiul nraport cu normala pe N, genereazaceeaievolvent,dacN ruleazpe un cercde razRr, denumit cerc de rulare, cu condiiaca : cos
R
R
r
b
Se observ c la generarea evolventei, n timpul deplasrii tangentei (deci a
muchiei achietoare) din T n T, ia parte la procesul de achiere poriunea PR aacestei muchii (deci este utilizat mai economic muchia).
-
5/22/2018 sapt.14.Danturi
5/10
Dintele unei roi dinate avnd profilul simetric, rezult c evolventele celordou flancuri pot fi generate de dou tangente T1i T2dispuse simetric isolidarizate cu dreapta N n punctele P i D a cror distan trebuie s fie egal cugrosimea dintelui d ( pe dreapta de rulare), adic cu jumtate din pasul p al danturii.
Pentru generarea simultan a mai multor dini sunt necesare mai multe perechi detangente T2T2, T3T3,.... dispuse similar pe dreapta N, fiecare grup detangente fiind distanat de precedenta cu mrimea golului ( pe dreapta de rulare).
Delimitarea tangentelor prin dou drepteparalele cu N, la distanele nlimii capului i
piciorului dintelui ( a i b ), determin cremalierade referin. O astfel de cremalier st la bazaconstruciei sculelor folosite la prelucrareadanturilor pe principiile prezentate mai sus.Vom
vorbi, deci , despre generarea danturii cu
cremalier mobil sau fix.
Pentru prelucrarea roilor dinate cilindrice se folosesc freze melc i cuitepieptene, ale cror profile corespund cremalierei de generare. Freza melc genereazdantura dup metoda cu cremalier mobil, iar cuitul pieptene, n funcie de tipulmainii, genereaz profilul dintelui dup metoda cu cremalier mobil sau fix.
La rectificarea danturilor se folosesc una sau dou pietre abrazive taler, rulareafcndu-se prin metoda cremalierei fixe sau se folosesc pietre abrazive avnd formde melc care genereaz dantura dup principiul cremalierei mobile.
-
5/22/2018 sapt.14.Danturi
6/10
Danturarea roilor cilindrice prin copiere
Frezarea danturii prin copiere.
La danturarea prin frezare bazat pe metoda copierii se folosesc freze disc
modul i freze deget modul, al cror profil coincide cu profilul golului dintre diniiroii de prelucrat. Utilajul poate fi o main de frezat universal sau orizontal, iarsemifabricatul este fixat n axul unui cap divizor.
Micrile necesare executrii danturii sunt:- micarea principal de rotaie a frezei;- micarea de avans axial executat de semifabricat;- rotirea intermitent a capului divizor;- avansul de ptrundere, n direcie radial fa de semifabricat, necesarreglrii nlimii dintelui.
-
5/22/2018 sapt.14.Danturi
7/10
Din cele de mai sus rezult c frezarea danturii prin copiere prezint o serie dedezavantaje:
precizie sczut a divizrii care conduce la erori de pas al danturii prelucrate;
imprecizie de profil;
productivitate sczut rezultat din necesitatea divizrii intermitente i a curselorde ntoarcere inactive, dup prelucrarea fiecrui gol.
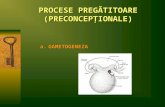
Rectificarea danturii prin copiereRectificarea danturii are ca scop obinereadanturilor
precise i cu suprafee fine, caliti care asigur
funcionareaoptima acestora (cu zgomote isolicitridinamice reduse, fr presiuni excesive ntre flancurietc ), precum i o siguran i durat mai mare deexploatare.
Rectificarea prin copiere se realizeaz cu pietreprofilate ( care materializeaz forma golului dintre diniiroii). Piatra de rectificat prelucreazambele flancuri aledintelui, ceea ce are ca avantaj echilibrarea reciprocaforelorde achiere ( fig.a), sau numai un flanc( fig. b),ceea ce duce la o productivitate mai mic.
Mai productiv este metoda cu dou pietre distanate (fig.c.), care ns necesit o
reglare riguroas.
-
5/22/2018 sapt.14.Danturi
8/10
Danturarea roilor cilindrice prin rulare.
Danturarea cu cuitepieptene.
Scula utilizat se obine prin prelucrarea corespunztoare a suprafeelor
laterale ifrontale ale dintilor cremalierei generatoare, pentru a i se realiza muchiitietoare,deci unghiurile de achiere.
In vederea prelucrrii integrale a flancurilordinilor sunt necesare urmtoarele micri :- micarea principal de achiere, efectuat descul, n cursul creia se obine flancul dintelui(directoarea);- micarea de avans de generare ( tangenial)st[mm/curs dubl];- micarea de rotaie a semifabricatului legatcinematic de avansul tangenial ( prin lanulcinematic de rulare), cu respactarea condiiei derulare fr alunecare;- micarea de avans radial, necesar realizriinlimii dinilor- sr[ mm/curs dubl].
In cazul mainilor de tip Parkinson rularea este realizat prin rotireasemifabricatului ideplasarea tangeniala cuituluipieptene. La mainileMaag,
cuitul pieptene executdoar micareade achiere,semifabricatul executattrotirea ct ideplasarea de avans tangenial.
-
5/22/2018 sapt.14.Danturi
9/10
Lungimea cuitului fiind mic n raport cu lungimea desfurat a danturii caretrebuie prelucrat, prelucrarea se ntrerupe periodic pentru ca elementul careexecut avansul tangenial s fie readus n poziia niial, ca s se evite ieireadin angrenare a piesei i cuitului.
Prelucrarea cu cuit pieptene este destinat roilor dinate cilindrice cu dinidrepi , nclinai i n V. Metoda permite realizarea unor roi dinate precise,datorit faptului c scula poate fi executat simplu, cu o precizie ridicat, iar nprocesul de danturare se exclude nsumarea erorilor de pas . Un alt avantaj al
metodei const n posibilitatea danturrii modulelor mari i foarte mari prin metodarulrii.
Danturarea cu freza melc-modul.
Danturarea cu freza melc modul se bazeaz peprincipiul angrenrii unui urub melc cu o roat melcat.Rolul urubului este jucat de scul, iar cel al roii de piesa deprelucrat. Freza rezult din construcia unui urub melc dac
pe acesta se frezeaz n plan normal pe elice canalele deevacuare a achiilor.
Att scula ct i piesa execut micri de rotaiecontinue i uniforme, fr s mai fie nevoie de o micarespecial de divizare sau de readucere n poziia iniial.Avansul tangenial necesar rulrii este realizat datorit rotirii
frezei i plasrii dinilor si pe elicea melcului.
-
5/22/2018 sapt.14.Danturi
10/10
Acest procedeu de prelucrare permite danturarea roilor dinate cu profilediferite: n evolvent, roi melcate, roi de lan, de clichet etc. Un mare avantaj alfrezelor melc rezult din proprietatea cremalierei de a angrena cu orice numr dedini de acelai modul i unghi de angrenare.Din acest motiv, cu o singur frez
melc se poate prelucra dantura normal n evolvent cu dini drepi sau nclinai,indiferent de numrul de dini ai roii de prelucrat.
Fa de frezarea danturii prin copiere, prelucrarea prin rulare cu freza melcmodul se distinge prin productivitate i precizie superioare, precum i prin utilizareamai economic a sculelor.