S10+S11
13
Click here to load reader
-
Upload
ioanaveronicaalbu -
Category
Documents
-
view
219 -
download
2
description
management op
Transcript of S10+S11

Subiectul 10 Analiizati comparativ: graficul alternant al circulatiei produselor in functie de operatie,masina si tact cu graficul de urmarire al productivitatii zilnice & Subiectul 11 Metode de determinare a tipologiei productiei
10. . Stabilirea programului de producţie al liniei tehnologice în calitate de linie furnizoare
Programarea producţiei de masă şi de serie mare cu fabricaţia organizată în flux prezintă unele particularităţi în special în etapa a treia, anume la elaborarea programelor operative în cadrul secţiilor şi prin aceea că trebuie determinate programele de fabricaţie ale liniilor tehnologice în flux.
Se poate preciza că, în organizaţiile caracterizate prin tipul de producţie de serie sau chiar unicate, pot fi întâlnite forme de organizare a producţiei în flux pentru anumite componente standardizate, comune mai multor produse, care fac obiectul de bază al unităţii. Deci şi în aceste condiţii trebuie să se ţină seama de particularităţile programării producţiei în condiţiile fabricaţiei organizate în flux.
Seria mare de fabricaţie impune şi o detaliere mai mare a programelor de producţie ale liniilor de fabricaţie în flux, mergându-se până la perioade de o zi sau chiar de un schimb.
În acest caz, dat fiind programul lunar al organizaţiei sau al secţiei, stabilit într-o etapă anterioară de programare, prin împărţirea la numărul de zile lucrătoare dintr-o lună, se stabileşte programul zilnic.
În cazul în care în organizaţie sunt mai multe secţii „legate” din punct de vedere al procesului tehnologic, linii de fabricaţie în flux, se va porni de la acest program zilnic, care coincide cu programul de fabricaţie al ultimei linii tehnologice din cadrul fluxului de fabricaţie. Dacă numai în anumite secţii sunt organizate astfel de linii de fabricaţie în flux, programul zilnic al secţiei corespunde cu programul de fabricaţie al liniei finale.
Se impune în continuare, în ambele cazuri, stabilirea programelor de producţie ale celorlalte linii de fabricaţie în flux, pe baza legăturilor de tipul furnizor-beneficiar.
În mod analitic, programul zilnic de producţie al unei linii tehnologice, în calitate de furnizoare, poate fi determinat după relaţia:
z
enzbzf Nr
SSLKPP
,în care: Pzf - reprezintă programul zilnic al liniei furnizoare;
K - numărul de elemente constructive de pe linia furnizoare ce intră în componenţa unui produs de pe linia beneficiară;
PZb - programul zilnic de producţie al liniei beneficiare;
L - cantitatea de elemente constructive fabricate pe linia furnizoare şi destinate livrării direct beneficiarilor externi întreprinderii; '
Sn - stocul normat de producţie neterminată între linia furnizoare (i) şi linia beneficiară (i+1);
Se - stocul efectiv de producţie neterminată între linia furnizoare şi linia beneficiară;
Nrz - numărul zilelor lucrătoare ale lunii.
Pentru liniile tehnologice la care se admit rebuturi, programul zilnic al liniei furnizoare se va stabili după relaţia:

100&1
NrSSLKPP
z
cnzbzf
,în care:& - reprezintă procentul admisibil de rebuturi la linia furnizoare.
După stabilirea programului zilnic de producţie al fiecărei linii de fabricaţie în flux, ca parametru de bază al programării producţiei de masă şi de serie mare, se vor stabili ceilalţi parametri specifici de proiectare şi funcţionare a liniilor de producţie în flux cum sunt: tactul, ritmul, numărul de locuri de muncă, numărul de muncitori, lungimea liniei, viteza liniei, stocurile de producţie neterminată ale liniei şi între linii.Calculul unora dintre aceşti parametri este condiţionat de tipurile de linii de producţie în flux şi vor fi determinaţi cu ocazia prezentării acestora.
Programarea producţiei la liniile în flux monovalente
Liniile tehnologice monovalente (monoobiect) sunt specializate în fabricarea unui singur tip de produs (obiect) o perioadă îndelungată.În funcţie de gradul de ritmicitate a fabricaţiei, liniile tehnologice monovalente pot fi cu flux continuu sau cu flux intermitent, în funcţie de care există anumite particularităţi în programarea producţiei.
Particularităţile programării producţiei la liniile tehnologice monovalente cu flux continuu
În afara parametrilor de proiectare şi funcţionare a acestor linii tehnologice, programarea producţiei se particularizează şi prin instrumentele practice utilizate, între care: „graficul de programare şi urmărire a producţiei zilnice”; „graficul îndeplinirii programului de producţie după nomenclator” şi „graficul alternant al circulaţiei pieselor”.
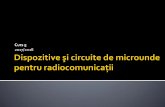
a) Graficul alternant al circulaţiei pieselor, ca instrument practic de programare, redă pe cale grafică modul de circulaţie a pieselor de la locurile de muncă, precum şi momentele de începere şi terminare a fiecărei piese care face obiectul programului de producţie. Pe baza lui se poate întocmi programul operativ pentru fiecare grupă de maşini sau locuri de muncă (figura 3.19).
Nr. operaţii Durata (min.)
Nr. loc. muncă
Simbol loc de muncă
Circulaţia pieselor p1 p2 p3
VI 1' 1 6.1.
V 3' 3
5.3.
5.2.
5.1.
IV 2' 2 4.2.

4.1.
III 3' 3
3.3
3.2.
3.1.
II 2' 22.2.
2.1.
I 1' 1 1.1.
Figura 3.19. Graficul alternant al circulaţiei produselor în funcţie de maşină şi tact
Utilizarea acestui grafic ca instrument practic de programare a producţiei pe liniile monovalente cu flux continuu prezintă următoarele avantaje:permite stabilirea momentelor de intrare şi ieşire a pieselor pe linia de producţie în flux, conform tactului liniei;permite identificarea maşinilor (locurilor de muncă) la care se va efectua fiecare piesă şi implicit, piesele care urmează a se executa pe fiecare loc de muncă;pe baza informaţiilor de mai sus, se pot stabili programele operative pentru o anumită perioadă, cu precizarea denumirii, cantităţii, momentelor de începere, duratei de executare, termenului final etc.;permite o urmărire cantitativă şi calitativă a îndeplinirii programelor operative de producţie.
Graficul prezintă dezavantajul dificultăţii întocmirii lui în cazul unui număr mare de piese.
b) Graficul de programare şi urmărire a producţiei zilnice se prezintă sub forma unui dreptunghi a cărui bază indică scara timpului, adică numărul de zile lucrătoare din luna respectivă, iar pe diagonală se evidenţiază ritmicitatea fabricaţiei potrivit sarcinii de producţie programate.În partea stângă a graficului se construieşte o scară verticală pe care vor fi prezentate sarcinile de producţie zilnice cumulate în expresie naturală şi în procente.
Urmărirea îndeplinirii programului de producţie se realizează prin marcarea printr-un punct a sarcinilor zilnice realizate. Unirea acestor puncte va conduce la o linie frântă care permite aprecierea gradului de îndeplinire a sarcinilor sub aspectul ritmicităţii.
Pentru exemplificare, considerăm că programul lunar al unei linii tehnologice monovalente este de 1500 de repere, deci producţia zilnică va fi de 60 de repere (1500:25).
Graficul de programare şi urmărire se va prezenta conform figurii 3.20.

Figura 3.20. Graficul de programare şi urmărire a producţiei
Acest grafic permite determinarea întârzierii sau avansului în fabricaţie. Astfel, dacă realizările zilnice sunt prezentate de curba OA, rămânerea în urmă în ziua 15 se poate stabili ducând câte o paralelă în baza graficului din punctele A şi D, puncte marcate la intersecţia perpendicularei ridicate din punctul care marchează ziua 15 luată în considerare. În stânga graficului se observă că, faţă de 900 de bucăţi câte trebuiau realizate până în ziua 15, s-au realizat doar 600, adică există o nerealizare de 900-600 = 300 de bucăţi. Sau, altfel spus, nivelul realizărilor este cel corespunzător zilei 10, deci o rămânere în urmă de 5 zile, ceea ce, în bucăţi, este 5 zile x 60 buc/zi = 300 bucăţi. Pentru realizarea programului trebuie accelerat ritmul, în sensul că trebuie realizate 90 de bucăţi pe zi (900 de bucăţi rămase: 10 zile până la sfârşitul lunii).
11 Metode de determinare a tipologiei productiei
Tipul de producţie
Managementul operativ al activităţii de producţie şi, în primul rând, a celei de fabricaţie, este puternic influenţat de tipul de producţie existent în cadrul fiecărei unităţi structurale de fabricaţie.
Aceasta impune deter-minarea tipului de producţie pentru fiecare loc de muncă, atelier, secţie, pentru a alege metoda de management cea mai eficientă.
Tipul de producţie este determinat de un ansamblu de factori interdependenţi care, prin acţiunea lor, determină proporţiile obiective ale desfăşurării proceselor de producţie în spaţiu şi timp.
Dintre aceşti factori se remarcă, prin influenţa deosebită pe care o exercită: volumul (cantitatea) producţiei, complexitatea constructivă şi tehnologică a produselor, nivelul şi formele specializării producţiei, nivelul tehnic al utilajelor din dotare, nivelul de pregătire profesională al resursei umane etc.
Ca efect al acţiunii simultane a factorilor enumeraţi rezultă un anumit grad de stabilitate şi omogenitate a fabricaţiei în timp, specific fiecărui sistem de producţie.
Acest fapt impune introducerea unei clasificări a tipurilor de producţie care să asigure un înalt nivel de generalitate. Urmărind acest scop, ierarhizarea proceselor de producţie, pe baza trăsăturilor celor mai generale, a condus la următoarele trepte de diferenţiere: producţia individuală, producţia de serie şi producţia de masă.
DE
1500
1400
1300
1200

Cunoaşterea tipului de producţie prezintă o importanţă deosebită pentru programarea şi conducerea operativă a producţiei. Dependenţa formelor de organizare şi conducere de particularităţile tipologice ale proceselor de producţie a fost verificată de-a lungul unei practici industriale îndelungate.
În acest context, adoptarea unor metode şi criterii de apreciere corectă a tipului de producţie constituie una dintre problemele fundamentale ce stau la baza politicilor de programare şi conducere a producţiei. Asemenea politici impun determinarea tipului de producţie începând cu nivelurile ierarhice inferioare (locuri de muncă) şi continuând cu cele superioare (ateliere, secţii etc.).Din cele arătate, se desprinde concluzia că, de la caz la caz, se impune determinarea tipului de producţie la nivel de reper-operaţie sau la nivel de verigă de producţie.
Determinarea tipului de producţie la nivelul unei verigi de producţie
Literatura de specialitate formulează mai multe metode care se pot grupa în metode cantitative şi metode calitativ-cantitative.
Criteriul principal folosit de metodele cantitative pentru aprecierea tipului de producţie se referă la indicatorul „numărul de obiecte-operaţie” (No) ce se execută la un loc de muncă. În raport cu mărimea acestui indicator, determinat în mod experimental, sistemul de producţie este apreciat după cum urmează:
No = 1 – tip de producţie de masă;
2 < No < 6 – tip de producţie de serie mare;
6 < No < 10 – tip de producţie de serie mijlocie;
10 < No < 20 – tip de producţie de serie mică;
No > 20 – tip de producţie individuală.
O astfel de metodologie măsoară exact tipul de producţie numai în două cazuri:
când la un loc de muncă se execută continuu un singur obiectiv-operaţie; când la un loc de muncă se execută mai multe obiective-operaţii ale căror volume de muncă sunt repartizate
uniform pe timpul maxim disponibil.
Dar în practică, în afara acestor cazuri, poate fi întâlnit şi cel al executării la un loc de muncă a mai multor obiecte-operaţii ale căror volume de muncă sunt repartizate neuniform în fondul său de timp maxim posibil.
În aceste situaţii, cu o mai mare frecvenţă în practică, indicatorul „număr obiect-operaţie” nu mai permite o apreciere exactă a timpului de producţie.
Pentru eliminarea acestor carenţe se impune utilizarea unui indicator sintetic, care, incluzând toate cazurile particulare, să permită o caracterizare unitară a tipului de producţie. Un astfel de indicator trebuie să îndeplinească următoarele cerinţe:să înregistreze o valoare minimă când fondul de timp necesar executării unei operaţii la un reper, ocupă întregul fond de timp maxim posibil al unui loc de muncă;valoarea indicatorului să depindă de ponderea timpului necesar executării programului de producţie, din fiecare reper, în fondul de timp maxim posibil al unui loc de muncă;valoarea indicatorului să crească corelat cu numărul obiectelor-operaţie care se execută la un loc de muncă.
Un asemenea indicator, care întruneşte toate aceste cerinţe, poate fi stabilit dacă fundamentarea lui se face pe baza entropiei informaţionale.

Pentru cazul concret al stabilirii tipului de producţie indicatorul poate fi prezentat sub forma următoarei relaţii:
k tp=−∑i=1
n
p1 log2 p1 ; în care
∑i=1
n
pi=1,unde:k tp - coeficientul tipului de producţie;
p1 - ponderea timpului necesar executării programului de producţie al reperului (i) în fondul de timp maxim al locului de muncă;
n - număr de repere care se execută la un loc de muncă.
Ponderea timpului necesar executării programului de producţie al reperului (i) în fondul de timp maxim-disponibil al locului de muncă se determină cu relaţia:
pi=t iqiTmax unde:t i - durata normată a operaţiei reperului (i), minute/bucată;
q i - volumul producţiei reperului (i), bucăţi;
Tmax - fondul de timp maxim-posibil al locului de muncă, minute.
Pentru determinarea tipului de producţie la nivel de atelier şi secţie poate fi utilizat coeficientul mediu al tipului de producţie, calculat ca o medie aritmetică astfel:
t tpi=∑i=l
m
k ijTmaxij
∑i=l
m
T maxij,unde:k ij - coeficientul tipului de producţie la locul de muncă (i);
T maxij - fondul de timp maxim-posibil al locului de muncă (i) din atelierul (secţia) j;
m - numărul locurilor de muncă din atelierul (secţia) j.
Considerând limitele utilizate de metoda cantitativă pentru determinarea tipului de producţie, putem construi limite pentru coeficientul tipului de producţie calculat cu relaţiile prezentate. Astfel, în cazul tipului de producţie în masă ksp = 0, deoarece log21 = 0. Dacă avem în vedere că în tipul producţiei de masă poate fi încadrat şi cazul executării la un loc de muncă a două obiecte-operaţie (un reper deţine 95%, iar al doilea 5% din fondul de timp maxim-posibil), atunci se poate lua ca limită superioară pentru tipul producţiei de masă valoarea entropiei care corespunde repartiţiei p1 = 0,95 şi p2 = 0,05. Rezultă un coeficient al tipului de producţie egal cu 0,2864, care, totodată, va constitui şi limita inferioară a tipului de producţie de serie mare. Limita superioară a acestui tip de producţie va fi dată de cazul unei procesări a şase obiecte-operaţie pentru care coeficientul tipului de producţie este egal cu 2,5872. În acelaşi mod se stabilesc şi celelalte limite şi rezultă:

0,0000 < ksp < 0,2864 – tip de producţie de masă;
0,2864< ksp < 2,5872 – tip de producţie de serie mare;
2,5872< ksp < 3,2200 – tip de producţie de serie mijlocie;
3,2200 < ksp < 4,4220 – tip de producţie de serie mică;
ksp < 4,4220 – tip de producţie individuală.
Determinarea tipului de producţie la nivel de reper- operaţie
Una dintre metodele de largă circulaţie, utilizată pentru determinarea tipului de producţie la nivel de reper-operaţie, este metoda indicilor de constanţă. Aceasta este o metodă cantitativ-calitativă care ia în considerare gradul de omogenitate şi continuitate în timp a lucrărilor ce se execută pe locurile de muncă.
Gradul de omogenitate şi continuitate poate fi cuantificat, pentru fiecare reper g şi operaţie k, cu ajutorul unui indicator TPkg care poate fi calculat cu relaţia:
TPkg=RgTuk în care:
Rg - ritmul mediu al fabricaţiei reperului g, în min/buc; g= l , q ;
Tuk - timpul unitar, de prelucrare a reperului g la operaţia k; k=l ,n .
Încadrarea unei anumite operaţii k într-unul dintre cele două mari tipuri de producţie (serie sau masă) se face după cum urmează:
dacă TPkg > 1, operaţia corespunde producţiei de serie; dacă TPkg ≤ 1, operaţia corespunde producţiei de masă.
Producţia de serie poate fi diferenţiată în funcţie de anumite limite stabilite convenţional pe baza experienţei de producţie:
dacă 1 < TPkg ≤ 10, operaţia corespunde producţiei de serie mare; dacă 10 < TPkg ≤ 20, operaţia corespunde producţiei de serie mijlocie; dacă TPkg > 20, operaţia corespunde producţiei de serie mică.
Este posibil ca nu toate operaţiile unui anumit reper g să se încadreze în acelaşi tip de producţie. De aceea, se pune problema determinării tipului de producţie predominant, specific fabricării reperului g. În acest scop se calculează ponderea operaţiilor, corespunzător fiecărui tip de producţie:
A [ % ]=100⋅Mn
; B [ % ]=100⋅SM
n;
C [ % ]=100⋅SMj
n;
D [ % ]=100⋅Sm
n ,
în care: n - numărul total de operaţii din procesul tehnologic de fabricaţie al reperului g; M, SM, SMj, Sm - numărul de operaţii ce se încadrează în tipurilemasă (M), serie mare (SM), serie mijlocie (SMj), serie mică (Sm).

Tipul predominant de producţie în care se încadrează fabricaţia reperului g se stabileşte în funcţie de ponderea cea mai mare (peste 50%) a coeficienţilor A, B, C, D. Dacă nu se întruneşte această condiţie se cumulează valorile coeficienţilor, începând cu producţia de masă (A + B > 50%, B + C > 50% etc.). Tipul predominant se stabileşte la nivelul inferior al celor două tipuri de producţie luate în calcul.
Aşa cum s-a văzut, metoda indicilor de constanţă dă informaţii asupra tipului de producţie la nivel de reper-operaţie. Metoda face abstracţie de faptul că, pe un anumit loc de muncă, se pot executa mai multe obiecte-operaţie, într-o perioadă dată de timp. Ca urmare, metoda indicilor de constanţă nu poate furniza informaţii exacte asupra tipului de producţie în care se încadrează un anumit loc de muncă.Pentru exemplificarea modului de stabilire a tipului de producţie se va considera un loc de muncă unde se execută reperele r1 – rg, care intervin cu următoarele ponderi în fondul de timp maxim-posibil al locului de muncă (tabelul 4.1):
Tabelul 4.1
Reperul r1 r2 r3 r4 r5 r6 r7 r8
Ponderea volumului de manoperă în fondul de timp maxim-posibil
0,015 0,035 0,025 0,125 0,665 0,030 0,045 0,060
În acest caz, mărimea coeficientului care caracterizează tipul de producţie este egal cu: Ktp = –0,015log2 0,015–0,035 log2 0,035– ... –0,060log2 0,060n = 0,0908 + 0,1692 + ... 0,2435 = 1,7555
Întrucât coeficientul rezultat se încadrează în limitele: 0,02864 < 1,7555 < 2,5872, locul de muncă aparţine tipului de producţie de serie mare. Potrivit metodei cantitative, în cazul executării a opt obiecte-operaţie, locul de muncă ar fi fost încadrat în tipul producţiei de serie mijlocie. Evident, o asemenea apreciere nu ar fi fost conformă cu realitatea deoarece, spre exemplu, numai două obiecte-operaţie (reperele r4 şi r5) ocupă 79% din fondul de timp maxim posibil al locului de muncă, asigurând, pe o perioadă de timp considerabilă, continuitate în execuţia lucrărilor.
Aceste constatări ne conduc la concluzia că determinarea tipului de producţie pe baza entropiei informaţionale permite o caracterizare unitară şi sintetică a gradului de omogenitate şi stabilitate a lucrărilor care se execută la o verigă a producţiei.
Influenţa directă a tipului de producţie asupra managementului operaţional
Influenţa tipului de producţie asupra managementului operaţional se realizează prin:nomenclatura de fabricaţie şi stabilirea acesteia;forma de organizare spaţială a fabricaţiei.
Managementul activităţii de producţie este extrem de complex în condiţiile producţiei individuale, în care fiecare loc de muncă se încarcă cu diverse repere a căror execuţie nu se mai repetă la intervale de timp neregulate. Problemele rezolvate în acest caz se referă la încărcarea locurilor de muncă, stabilirea secvenţelor optime de prelucrare, determinarea priorităţilor pentru introducerea în execuţie a diferitelor comenzi, cu scopul respectării termenelor de livrare a produselor. Nomenclatura vastă şi variată a produselor ce se execută, numărul mare de repere şi subansamble din care sunt alcătuite unele produse determină o descentralizare netă a muncii de management operaţional la nivelul secţiilor, atelierelor şi locurilor de muncă.Problemele similare se pun şi în legătură cu programarea producţiei de serie mică. Sub raportul nomenclaturii produselor şi a cantităţilor ce se execută, aceasta se apropie de tipul de producţie individuală.

În condiţiile producţiei de serie mare, mijlocie şi a producţiei de masă, managementul operaţional este mai simplu, datorită faptului că stabilitatea nomenclaturii sortimentelor şi omogenitatea produselor, sub raport constructiv şi tehnologic, creează posibilitatea organizării producţiei după principiul liniilor de fabricaţie în flux şi a elaborării unor grafice standard de programare a producţiei. În afară de simplitatea sistemului de programare ca atare, în producţia de masă, lucrările odată repartizate pe locurile de muncă, rămân legate de acestea vreme îndelungată, ceea ce înseamnă că şi conţinutul graficelor de producţie nu se schimbă în intervalul de timp respectiv. În felul acesta, volumul lucrărilor ulterioare de management operaţional se reduce la minimum, centrul de greutate fiind deplasat în direcţia urmăririi operative a desfăşurării procesării.Organizarea spaţială a producţiei influenţează, de asemenea, sistemul de management operaţional. După cum producţia este organizată pe comenzi, în loturi sau în flux, utilajul de producţie se amplasează pe grupe de maşini de acelaşi tip, pe linii de fabricaţie în flux cu variantele: bandă rulantă, producţie sincron, linii tehnologice etc. În secţiile şi atelierele de producţie în care utilajele sunt amplasate pe grupe de maşini cu termenele de începere şi încheiere ale executării operaţiilor tehnologice, în vederea predării la timp a semifabricatelor şi reperelor la secţia următoare, constituie una dintre problemele importante care trebuie rezolvate în etapa de organizare a managementului operaţional. Cu totul diferit se prezintă situaţia în cazul amplasării utilajului în ordinea fluxului tehnologic, când fiecare reper se execută în totalitate pe o linie tehnologică, fiind necesar un singur consum de timp de pregătire a lansării în fabricaţie, execuţia şi asigurarea urmăririi îndeplinirii programului se reduce simţitor, fapt care simplifică în mare măsură munca de programare a producţiei.
Dependenţa formelor de management operaţional al fabricaţiei faţă de tipul de producţie este prezentată în tabelul 4.2, care evidenţiază faptul că fiecărui tip de producţie îi corespunde o formă specifică de corelare a programelor dintre secţii şi ateliere.Tipul de producţie în masă sau cel de serie mare asigură reducerea volumului de muncă nu numai în procesul executării produselor, dar şi în domeniul managementului operaţional, fără a elimina conţinutul acestuia.Interfaţa dintre formele de organizare a producţiei repetitive şi a celei individuale sau de serie mică, la nivelul componentelor comenzilor lansate în execuţie, este asigurată de tehnologia de grup. În literatura şi practica economică se apreciază că această formă de organizare pentru o „familie” de circa 30 de articole (componente) asigură efecte economice ca: reducerea timpului unitar, diminuarea timpului de transport intern şi a inventarului interoperaţii, posibilităţi de standardizare etc., comparabile cu o producţie lotizată.
Tabelul 4.2
Tipul de producţieForma de management operativ
Ordinea prelucrării art. unui produs
Metoda de corelare a programării între secţii
1. Producţie de masăPe baza ritmului de livrare
Continuă
Coordonarea montajului cu prelucrarea mecanică pe baza ritmului
2. Producţie de serie
mare – pe stocLot cu periodicitate riguroasă
Refacerea permanentă a stocului tehnologic din depozitul tampon
mijlocie – pe bază de subansamble
Pe loturi în cadrul seriei date
Cu decalaje de completare în raport cu termenele de livrare a seriei
mică – pe complete şi subansamble
Pe loturi în cadrul seriei date
Grafic, diferenţiat în raport cu termenul de

montaj
3. Producţie individuală
pe comenziPe complete de piese necesare produsului
Decalaj calendaristic în raport cu termenul de livrare
Problema centrală a managementului tehnologiei de grup este similară cu cea a celulelor de fabricaţie şi constă, în primul rând, în alegerea familiei de produse, utilizând caracteristicile fizice ale produselor. Tipologia produselor dintr-o familie este în corelaţie directă cu posibilitatea de organizare spaţială, inclusiv încărcarea utilajelor şi folosirea lucrărilor.
Managementul operaţional în acest condiţii are facilităţi, deoarece se elimină sau se reduce volumul de muncă pentru programarea operativă a producţiei, precum şi a celei de dispecerizare şi control. Cunoaşterea momentelor de intrare şi ieşire a produselor din celulă este suficientă pentru un management operaţional eficient.
În cadrul celulei, controlul şi reglarea aparţin executanţilor direcţi. În acelaşi timp se creează şi facilităţile sociale. Grupul redus de executanţi direcţi are o independenţă relativă, iar dezumanizarea specifică fluxurilor reglementate este eliminată.