
PROIECT capac
181
UNIVERSITATEA “OVIDIUS” CONSTANTA FACULTATEA DE INGINERIE MECANICÃ, INDUSTRIALÃ SI MARITIMÃ Specializarea Inginerie Economică in Domeniul Mecanic B-dul Mamaia 124 RO-900527 Constanţa Romania Tel:40-0541-614576; 40-0241-616737; Fax: 40-0241-618372 PROIECT DE DIPLOMA Conducãtor ştiinţific Prof. univ. dr. ing. Corneliu NEAGU Absolvent Barbuş Marius 2006
-
Upload
cocalaurentiu -
Category
Documents
-
view
455 -
download
4
description
bucse
Transcript of PROIECT capac

UNIVERSITATEA “OVIDIUS” CONSTANTA FACULTATEA DE INGINERIE MECANICÃ, INDUSTRIALÃ SI MARITIMÃ
Specializarea Inginerie Economică in Domeniul Mecanic
B-dul Mamaia 124 RO-900527 Constanţa Romania Tel:40-0541-614576; 40-0241-616737; Fax: 40-0241-618372
PROIECT DE DIPLOMA
Conducãtor ştiinţific Prof. univ. dr. ing. Corneliu NEAGU
Absolvent Barbuş Marius
2006
2
TEMA PROIECTULUI DE DIPLOMÃ
CONCEPŢIA TEHNOLOGICÃ, PROGRAMAREA, ORGANIZAREA ŞI CONDUCEREA UNUI ATELIER DE PRODUCŢIE PENTRU FABRICAREA UNUI SET
DE REPERE DIN COMPONENŢA PRODUSULUI : CARCASÃ REDUCTOR

3
CUPRINSUL PROIECTULUI DE DIPLOMA
A. CUPRINSUL MEMORIULUI
PARTEA I : CONCEPTIA TEHNOLOGICA PRIVIND ELABORAREA UNUI PROCES DE PRODUCTIE PENTRU REPERUL Carcasã inferioarã reductor
CAP. 1 DATE INITIALE CAP. 2 DATE CONSTRUCTIV FUNCTIONALE PRIVIND REPERUL
2.1 Schita reperului 2.2. Materiale şi metode de obţinere a semifabricatelor 2.3. Rolul funcţional şi condiţiile tehnice ale suprafeţelor exterioare ale carcaselor 2.4. Orientarea şi fixarea carcaselor pe maşinile unelte 2.5. Tehnologicitatea constructiei reperului
CAP. 3 CONSTRUCTIA SEMIFABRICATULUI SI PROCEDEE DE FABRICARE 3.1 Materialul piesei 3.1.1 Compoziţia chimica 3.1.2 Structura metalografica 3.1.3 Caracteristici mecanice 3.1.4 Tratamentul termic 3.1.5 Analiza semifabricatului
3.1.5.1 Stabilirea metodei si a procedeului de obţinere a semifabricatului 3.1.6. Procesul tehnologic tip
3.1.6.1. Prelucrarea suprafeţelor carcaselor în producţia individuală şi serie mică 3.1.6.2. Procedee şi scule pentru prelucrarea alezajelor principale
CAP. 4 STRUCTURA DETALIATA A PROCESULUI SI SISTEMULUI DE PRODUCTIE
4.1 Schita operaţiei 4.2.1 Adaosurile de prelucrare si dimensiunile intermediare 4.2.2 Fazele operaţiei 4.2.4 Parametrii regimului de aschiere
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ 4.2.4.2 Stabilirea adâncimii de aschiere’t’ 4.2.4.3 Stabilirea avansului ’s’ 4.2.4.4 Calculul vitezei de aschiere ‘v’ 4.2.4.5 Calculul turaţiei ‘n ' 4.2.4.6 Calculul vitezei de avans ‘sm’ 4.2.4.7 Calculul forţei de aschiere 4.2.4.8 Calculul momentului de aschiere 4.2.4.9 Verificarea puterii motorului electric
4.2.5 Calculul normei de timp CAP. 5 EXTRASE DIN NSSM PENTRU CONSTRUCTII SI CONFECTII METALICE CAP. 6 DOCUMENTATIA TEHNOLOGICA SI GRAFICA
4
PARTEA II : PROGRAMAREA SI CONDUCEREA PRODUCTIEI PENTRU FABRICAREA REPERELOR CAP. 1 DATE INITIALE
1.1 Tema proiectului 1.2 Conditii generale
CAP. 2 ANALIZA PROIECTULUI DE PRODUCTIE 2.1 Structura de dezagregare a produsului (SDP) 2.2 Structura de dezagregare a lucrarilor (SDL) 2.3 Elaborarea Planului de Productie Director (PPD)
2.4 Determinarea tipului de productie 2.5 Stabilirea formei de organizare
2.6 Calculul numarului de masini unelte si a coeficientilor de incarcare CAP. 3 VARIANTA I-A: PROGRAMAREA ŞI CONDUCEREA PRODUCŢIEI ÎN CONDIŢII DE RESURSE NELIMITATE ŞI FĂRĂ DATE IMPUSE
3.1 Calculul lotului economic de transport 3.2 Durata ciclului de producţie 3.3 Perioada de repetare a loturilor 3.4 Calculul costului de producţie 3.5 Elaborarea programelor de lucru 3.6 Corelarea programelor de lucru cu PPD
CAP 4 VARIANTA A II – A: PROGRAMAREA ŞI CONDUCEREA PRODUCŢIEI ÎN CONDIŢII DE RESURSE LIMITATE ŞI DATE IMPUSE
4.1 Identificarea resurselor de producţie 4.2 Structura organizatorică a atelierului de producţie 4.3 Elaborarea reţeliei logice a proiectului 4.4 Programarea şi conducerea proiectului prin durate 4.5 Programarea şi conducerea proiectului prin resurse 4.6 Ordonanţarea lucrărilor din proiect 4.7 Selectarea scenariului optim 4.8 Amplasarea optimală a resurselor 4.9 Calculul costului de producţie
CAP 5 COMPARAREA VARIANTELOR 5.1 În funcţie de timpul mediu de execuţie pe unitatea convenţională 5.2 În funcţie de gradul de încărcare e resurselor 5.3 În funcţie de costul de producţie 5.4 Concluzii finale
Bibliografie
Anexe:
-Desene - Planul de Operatii - Planse de Programarea Productiei

5
PARTEA I : CONCEPTIA TEHNOLOGICA PRIVIND ELABORAREA UNUI PROCES DE PRODUCTIE PENTRU REPERUL Carcasã inferioarã reductor
CAP. 1 DATE INITIALE În contextul actual, un proces tehnologic conceput într-un anume scop, nu mai este
un simplu document reprezentat printr-o fisa tehnologica sau un plan de operatii. El reprezinta documentul tehnologic de baza ce sintetizeaza conditiile optime create pentru a transforma semifabricatul de pornire într-o piesa finita, ale carei caracteristici sunt impuse de ansamblul functional din care face parte. Proiectarea proceselor tehnologice se realizează după ce în prealabil s-a studiat documentaţia tehnică a produsului ce urmează a fi fabricat şi s-au analizat atent condiţiile de precizie şi exploatare. Proiectarea proceselor tehnologice de prelucrare mecanică se face în următoarea succesiune:
- studiul documentatiei tehnice si analiza conditiilor de precizie si de exploatare; - stabilirea tipului productiei; - alegerea semifabricatului; - determinarea naturii prelucrării şi stabilirea preliminară a succesiunii lor; - analiza posbilităţilor de efectuare a operaţiilor pe considerente tehnico –
economice şi stabilirea succesiunii acestora; - stabilirea echipamentului necesar executării fiecărei operaţii; - determinarea adaosurilor de prelucrare şi a dimensiunilor intermediare; - determinarea regimurilor de aşchiere; - efectuarea normării tehnice; - stabilirea metodelor de reglare a sculelor aşchietoare în vederea obţinerii
preciziei prescrise; - rezolvarea problemelor privind organizarea producţiei; - întocmirea documentaţiei tehnologice; - proiectarea SDV – urilor nestandardizate sau tipizate.
6
CAP. 2 DATE CONSTRUCTIV FUNCTIONALE PRIVIND REPERUL Carcasã inferioarã reductor
2.1 Schita reperului [2] , [3] Desenul semifabricatului ( la piese turnate, forjate, matriţate etc) este un element
ajutător de mare importanţă pentru proiectarea procesului tehnologic de prelucrare mecanică a piesei.
Din desenul semifabricatului rezultă o serie de date necesare proiectării procesului tehnologic de prelucrare şi anume: mărimea adaosurilor de prelucrare, locul bavurilor, planurile de separaţie, conicitatea etc; date în vederea alegerii corecte a bazelor de orientare şi fixare a semifabricatului în dispozitivele de prelucrare, precum şi în legătura cu stabilirea primei operaţii tehnologice etc.
Procesul tehnologic de prelucrare diferă în funcţie de modul de obţinere a semifabricatului. Astfel, în cazul prelucrării unei piese din bară laminată sau din semifabricat forjat liber, este necesar uneori să se efectueze un număr mai mare de operaţii, faze sau treceri decât la prelucrarea unui semifabricat matriţat sau turnat de precizie. Tendinţa este ca în funcţie de tipul producţiei, să se realizeze semifabricate cât mai apropiate de forma piesei finite, prin aceasta obţinându-se economii de manoperă, energie şi materiale.
Diversitatea mare a procedeelor de elaborare a semifabricatelor, posibilitatea combinării acestora şi utilizarea lor diferită în funcţie de tipul producţiei, precizia de execuţie, specificul formelor şi dimensiunile semifabricatului, precum şi de natura materialului acestuia, fac ca alegerea corectă a procedeului de obţinere a semifabricatului să devină o problemă tehnico-economică complexă.
Rezolvarea acesteia necesită examinarea de ansamblu a procesului de fabricare a piesei, incluzând atât obţinerea semifabricatului, cât şi prelucrarea lui. Costul unui semifabricat creşte, cu cât gradul de apropiere al lui de piesa finită este mai mare. Semifabricatele care au un grad mai mic de apropiere faţă de piesa finită, au un cost mai redus, însă prelucrarea lor pentru obţinerea pieselor finite necesită cheltuieli mult mai mari. Din punct de vedere funcţional, carcasele se caracterizează prin faptul că servesc la montarea pe ele a unor mecanisme subansamble ale maşinilor, îndeplinind rolul pieselor de bază din unităţile de asamblare. Din clasa carcase fac parte piese cu destinaţie foarte diferită: carcase de reductor, carcasa cutiilor de viteză, blocul cilindrilor la motoare cu ardere internă, corpuri de pompe, carterul punţii din spate la autovehicule, etc. Cu toată această mare diversitate de forme, se poate considera că din punct de vedere constructiv o carcasă prezintă trei grupe de suprafeţe care necesită prelucrări prin aschiere: - suprafaţa plane exterioară, al căror rol este de a asigura asamblarea cu alte piese ale produsului din care face parte. - suprafeţe ale alezajelor principale (pentru lagărele arborilor, cilindrii motoarelor, etc.) - suprafeţe auxiliare cilindrice, filetate sau nu, care se folosesc la asamblarea cu alte piese. După destinaţia funcţională şi forma constructivă, carcasele se pot grupa in următoarele grupe principale: a) Carcase cu formă de cutie aproximativ paralelipipedică având pereţii subţiri. Din această grupă fac parte carcasele unor reductoare, carcasele cutiilor de viteze sau de avansuri ale maşinilor unelte, etc. Pe lângă suprafeţele plane exterioare, caracteristica acestor carcase o constituie existenţa alezajelor pentru lagărele arborilor. Aceste carcase pot fi dintr-o bucată şi capac, sau din două bucăţi separate asamblate pe suprafeţe plane de separaţie care trec prin axa alezajelor lagărelor.

7
b) Carcase cu formă de cutie cu pereţi subţiri, la care suprafeţele principale sunt suprafeţe cilindrice. Din această grupă fac parte carcasele transmisiilor care conţin un angrenaj conic, sau melc roată-melcată. In general aceste carcase au două alezaje cu axe concurente. Ca şi carcasele precedente, pot fi construite dintr-o bucată sau din două bucăţi care se asamblează pe o suprafaţă de separaţie dispusă de obicei numai prin axa unuia din alezaje, c) Carcase sub formă tubulară cu alezajele dispuse pe o singură axă sau pe axe concurente în plan. Ca exemplu pentru această grupă se poate da carcasa punţii din spate a autovehiculelor. d) Carcase cu formă spaţială complexă. In această grupă intră în principal corpurile pompelor centrifuge şi ale turbinelor cu aburi. Ele sunt construite din două bucăţi asamblate. e) Carcase sub formă de blocuri (corpuri) cu un număr relativ mare de suprafeţe interioare cilindrice cu prescripţii severe de precizie şi rugozitate. Din această grupă fac parte blocurile cilindrilor motoarelor şi compresoarelor. f) Carcase (corpuri) cu configuraţie simplă, prevăzute cu alezaje dispuse pe una sau două axe. Din această categorie pot fi menţionate corpurile robinetelor şi vanelor Principalele condiţii tehnice, prescrise carcaselor se referă la: - precizia dimensională a diametrelor alezajelor principale este corespunzătoare treptelor 6-7 de precizie. - precizia distanţelor între suprafeţele plane paralele care trebuie să se încadreze în limitele de 0,05 - 0,15 mm. - precizia distanţelor între axele alezajelor principale care trebuie să se încadreze în limitele de +/- 0,025 .... +/- 0,3 mm (pentru carcasele redactoarelor cu roţi dinţate cilindrice) - precizia coaxialităţii alezajelor principale (se admit necoaxialităţi mai mici de 1/2 din toleranţa diametrului cel mai mic). - precizia paralelismului şi perpendicularitatea axelor alezajelor principale sau între axe şi unele suprafeţe plane. - precizia formei suprafeţelor plane (abaterea de la rectilinitate de 0,005 - 0,02 mm pe întreaga lungime) - precizia formei alezajelor principale (de maxim 0,5 - 0,7 din toleranţa la diametru).
2.2. Materiale şi metode de obţinere a semifabricatelor În funcţie de diversitatea formelor, gabaritelor şi a rolului funcţional, în fabricaţia
carcaselor se folosesc următoarele materiale: [3] - fontă (Fc 250; Fc 300, pentru bloc motor, chiulase, cutii de viteze; fontă maleabilă, Fm 35, Fm 42 pentru carcase care lucrează la solicitări complexe cum ar fi carcasa punţii din spate la autovehicule; Fm 45p, Fm 50p pentru carcasele pompelor care lucrează la presiune ridicată, etc); - oţel turnat (OT 45, OT 50 pentru carcase care lucrează la solicitări complexe); - oţel inoxidabil pentru carcase care lucrează în medii corozive; - oţel carbon obişnuit (OL 42, OL 45) pentru carcasele obţinute prin sudare. Alegerea procedeului de turnare depinde în principal de material, de forma constructivă, de gabarit, de precizia necesară şi de volumul producţiei. Cel mai utilizat procedeu este turnarea în forme din amestec de formare, datorită universalităţii. Condiţiile concrete de fabricaţie conduc la diverse moduri de formare. Astfel, formarea manuală în rame, realizată în general cu modele din lemn, este utilizată la obţinerea carcaselor de dimensiuni mici şi mijlocii, în cazul producţiei individuale şi de serie mică. Pentru carcase de dimensiuni mari se foloseşte turnarea în sol. Formarea mecanică in rame, realizată în general cu modele metalice, se utilizează pentru turnarea carcaselor de dimensiuni mici şi mijlocii în producţie de serie şi de masă. Turnarea în cochilie este

8
utilizată in special pentru semifabricate din aliaje de aluminiu, in producţie de serie şi de masă. Turnarea sub presiune se foloseşte pentru carcasele de dimensiuni mici şi mijlocii, în producţia de masă, din aliaje neferoase. Obţinerea semifabricatelor carcaselor, prin sudare, se face atunci când acestea au dimensiuni mari si in condiţiile unei producţii individuale şi de serie mică. Elementele componente ale semifabricatelor sudate se pot obţine prin tăiere sau ştanţare din table şi uneori matriţate. După sudare, aceste semifabricate sunt supuse unui tratament de normalizare.
2.3. Rolul funcţional şi condiţiile tehnice ale suprafeţelor exterioare ale carcaselor [6] Suprafeţele exterioare ale carcaselor care se prelucrează, pot fi suprafeţe plane funcţionale care servesc la asamblarea cu alte piese componente (capace, suporturi de manete etc) sau ca suprafeţe de aşezare (de bază) pentru montarea ansamblului carcasei cu celelalte ansambluri ale maşinii. Pe lingă aceste suprafeţe mai sunt şi alte suprafeţe plane exterioare care nu au rol funcţional. Această a doua categorie de suprafeţe, de obicei, nu necesită să fie prelucrate mecanic decât pentru a asigura aspectul exterior necesar piesei, în concordanţă cu produsul din care face parte. Suprafeţele exterioare care îndeplinesc unul din rolurile funcţionale menţionate mai sus, sunt de obicei simple suprafeţe plane. Uneori forma acestora este mai complexă fiind compusă din mai multe suprafeţe plane care formează diferite unghiuri între ele, aşa numitele suprafeţe riglate. Suprafeţele exterioare complexe ale carcaselor servesc de obicei pentru asamblarea cu alte piese între care este necesară o mişcare relativă de translaţie, fiind in concluzie suprafeţe de ghidare. Ele se întâlnesc mai ales în construcţia unor carcase şi corpuri ale maşinilor unelte. Condiţiile tehnice care se impun suprafeţelor plane exterioare ale carcaselor se referă la limitele de variaţie a abaterilor de formă şi poziţie, la rugozitatea suprafeţelor, la precizia dimensională între suprafeţele funcţionale şi alte suprafeţe (alezaje principale, găuri pentru elemente de asamblare etc). De mare însemnătate este macrogeometria şi microgeometria suprafeţelor îmbinărilor fixe care constituie şi baze de măsurare cum ar fi suprafaţa de îmbinare între cutia de viteze şi batiu la maşinile-unelte şi ale suprafeţelor de ghidare. La piesele de înaltă precizie cum ar fi carcasele unor maşini-unelte se pun condiţii deosebite de rugozitate şi abateri de la paralelism, planeitate etc. Astfel abaterile de la paralelism şi planeitate sunt cuprinse între 0,002— 0,005 mm, iar rugozitatea suprafeţelor are valorile Ra = 0,4—0,8µm. La aceste suprafeţe (obţinute adesea prin tuşare) numărul petelor de contact trebuie să fie cuprins intre 15—20, pentru o suprafaţă de referinţă de 25 x 25 mm. Pentru carcasele unor maşini de foarte înaltă precizie aceste condiţii sunt şi mai severe.
2.4. Orientarea şi fixarea carcaselor pe maşinile unelte [3] în vederea prelucrării suprafeţelor caracteristice ale carcaselor, există următoarele modalităţi de orientare şi fixare pe maşini-unelte, a semifabricatelor: - aşezarea direct pe masa maşinii unelte cu verificarea poziţiei în raport cu axul principal al maşinii unelte - aşezarea după trasaj pe masa maşinii - aşezarea in dispozitiv. Alegerea metodei de aşezare este determinată de complexitatea constructiva, dimensiunile de gabarit, precizia prescrisă piesei şi de volumul producţiei. Aşezarea carcaselor direct pe masa maşinii unelte. Aceasta metodă este cea mai imprecisă şi este folosită la producţia individuală şi de serie mică. La această metodă

9
semifabricatul se aşează direct pe masa maşinii unelte şi înainte de strângerea definitivă este necesarii verificarea poziţiei lui, adică a paralelismului sau a perpendicularităţii suprafeţelor plane sau axelor alezajelor faţă de axul principal al maşinii unelte. Acest mod de orientare a carcaselor conduce la o precizie de prelucrare scăzută, datorită erorilor mari care depind de calificarea muncitorului, de metodele şi mijloacele de măsurare. Totodată. metoda este neproductivă, deoarece se consumă mult timp pentru verificarea poziţiei, timp care-1 depăşeşte de multe ori pe cel necesar prelucrării. Pentru mărirea productivităţii şi asigurarea preciziei de prelucrare a carcaselor, în cazul aşezării semifabricatelor direct pe masa maşinii, se pot face următoarele recomandări: a - Pentru carcasele de tip cutie, caracterizate prin aceea că au o suprafaţă plană de bază şi alezajele au axele paralele cu baza, aşezarea se face pe suprafaţa de bază prelucrată anterior. Poziţionarea lor pe masă se poate face în trei moduri :la colt, la margine ,sau la mijlocul mesei. b - La alegerea poziţiei carcasei pe masa maşinii, se va ţine cont că suprafeţele de prelucrat trebuie să fie cât mai aproape de arborele principal al maşinii. Amplasarea carcaselor la mijlocul mesei necesită o distanţă in consolă a arborelui principal, mai mare, ceea ce atrage prelucrarea cu regimuri de aschiere neproductive şi micşorarea preciziei de prelucrare. pe de altă parte operaţii de montaj şi demontaj, a celor două părţi în vederea prelucrării împreună a unor suprafeţe ca suprafeţe frontale exterioare alezajelor, alezajele principale, găurile de fixare de pe suprafeţele frontale.
2.5. Tehnologicitatea constructiei reperului [2] Activitatea de proiectare constructivă sau tehnologică conduce, uneori, la luarea în
discuţie a ceea ce însemnă o soluţie tehnologică; în cadrul atelierelor de proiectare a tehnologiilor de fabricaţie, se afirmă, uneori, că o soluţie constructivă a unei piese ori a unui echipament mecanic este mai mult sau mai puţin tehnologică, ceea ce vrea să însemne că realizarea piesei ori a echipamentului în cauză ridică dificultăţi mai mari ori mai mici. Vom înţelege prin tehnologicitatea unei soluţii constructive acea proprietate a acesteia, determinată de modalitatea în care a fost proiectată şi conform căreia se asigură, de către respectiva soluţie constructivă, îndeplinirea în totalitate a cerinţelor de natură tehnico-funcţională şi socială şi, totodată, ea se poate realiza într-un timp scurt şi la un cost minim. Dacă examinăm aspectele practice ale definiţiei anterioare, vom constata că avem de-a face cu trei puncte de vedere în evaluarea tehnologicităţii unei soluţii constructive: a) Tehnologicitate de fabricaţie;
b) Tehnologicitate de exploatare, prin care se urmăreşte măsura în care soluţia constructivă poate fi mai uşor exploatată şi întreţinută; c) Tehnologicitate de reparare, în acest caz examinându-se uşurinţa cu care ar putea fi realizate diferitele operaţii de reparare. Revenind la conceptul tehnologicitate de fabricaţie a unei piese, vom aprecia că acesta se poate evalua pe baza următoarelor aspecte: a) Prelucrabilitatea materialului piesei prin procedeele ce au permis sau vor permite obţinerea ei; b) Forma constructivă a piesei (aspect care evidenţiază măsura în care piesa prezintă suprafeţe uşor realizabile prin diverse procedee de prelucrare, uşor accesibile sculelor aşchietoare etc.); c) Existenţa unor elemente ale piesei (semifabricatului) care să poată fi utilizate ca
baze de referinţă, baze de orientare, baze de fixare; vom aprecia, din acest punct de vedere, că o piesă este mai tehnologică atunci când este posibilă o măsurare cu relativă uşurinţă a diferitelor dimensiuni ce o caracterizează, când semifabricatul în cauză prezintă suprafeţe ce asigură o orientare şi fixare comodă a lui în dispozitive;
10
d) Modalitatea de prescriere a toleranţelor şi a rugozităţii suprafeţelor prelucrate.
Desigur că din punctul de vedere al producătorului unei piese, este mai convenabilă situaţia în care piesa respectivă nu se caracterizează prin exigenţe ridicate în ceea ce priveşte precizia de realizare a diferitelor suprafeţe sau rugozitatea acestor suprafeţe; e) Gradul de unificare a diferitelor elemente ale pieselor (dimensiuni, forme). În general, se consideră că atunci când dimensiunile unei piese ori alte elemente ce o caracterizează au constituit obiective ale unor acţiuni de normalizare, există o mai mare probabilitate de găsire şi utilizare a unor scule standardizate (posibil a fi produse de către întreprinderi specializate şi livrate, ca atare, la preţuri mai mici) sau de utilizare a unor soluţii tehnologice normalizate, mai accesibile şi susceptibile să aibă costuri mai mici.
Din analiza formei piesei , pozitiei reciproce a axelor si suprafetelor , a materialului de executie si tinand cont de prelucrabilitatea materialului, de existenta elementelor reperului ce pot fi utilizate ca baze de referinta si de faptul ca se caracterizează prin exigenţe ridicate în ceea ce priveşte precizia de realizare a diferitelor suprafeţe sau rugozitate acestor suprafeţe se constata ca piesa are o tehnologicitate ridicata.
11
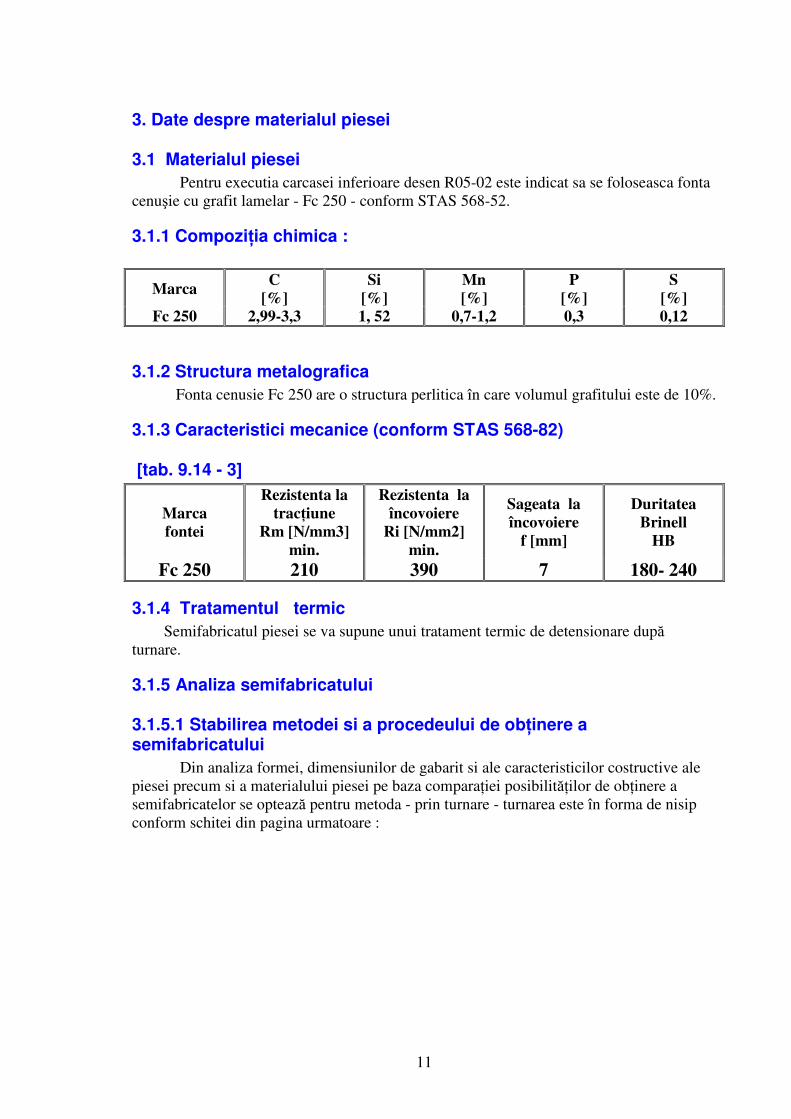
3. Date despre materialul piesei
3.1 Materialul piesei Pentru executia carcasei inferioare desen R05-02 este indicat sa se foloseasca fonta
cenuşie cu grafit lamelar - Fc 250 - conform STAS 568-52.
3.1.1 Compoziţia chimica :
Marca C
[%] Si
[%] Mn [%]
P [%]
S [%]
Fc 250 2,99-3,3 1, 52 0,7-1,2 0,3 0,12
3.1.2 Structura metalografica Fonta cenusie Fc 250 are o structura perlitica în care volumul grafitului este de 10%.
3.1.3 Caracteristici mecanice (conform STAS 568-82)
[tab. 9.14 - 3]
Marca fontei
Rezistenta la tracţiune
Rm [N/mm3] min.
Rezistenta la încovoiere
Ri [N/mm2] min.
Sageata la încovoiere
f [mm]
Duritatea Brinell
HB
Fc 250 210 390 7 180- 240
3.1.4 Tratamentul termic Semifabricatul piesei se va supune unui tratament termic de detensionare după turnare.
3.1.5 Analiza semifabricatului
3.1.5.1 Stabilirea metodei si a procedeului de obţinere a semifabricatului
Din analiza formei, dimensiunilor de gabarit si ale caracteristicilor costructive ale piesei precum si a materialului piesei pe baza comparaţiei posibilităţilor de obţinere a semifabricatelor se optează pentru metoda - prin turnare - turnarea este în forma de nisip conform schitei din pagina urmatoare :

12

13
3.1.6. Procesul tehnologic tip [2] pentru prelucrarea acestor carcase de reductoare este următorul:
1) Prelucrarea de degrosare şi finisare a tălpii semicarcasei inferioare (baza principală a întregii carcase a reductorului ca bază de aşezare) se foloseşte suprafaţa plana brută de separaţie. 2) Prelucrarea de degrosare şi finisare a suprafeţei de separaţie a semicarcasei inferioare (ca bază de aşezare se foloseşte suprafaţa prelucrată anterior). 3) Prelucrarea de degrosare (burghiere, lamare) a găurilor cu axele perpendiculare pe baza principală şi finisarea a două găuri, vor servi ulterior ca baze. Ca bază de aşezare se foloseşte suprafaţa de separaţie, iar ca baze de ghidare şi de reazem, se folosesc suprafeţele plane laterale ale tălpii sau suprafaţa brută a alezajului cu diametrul cel mai mare. 4) Prelucrarea de degrosare (burghierea) şi de finisare, a găurilor semicarcasei inferioare, pentru asamblarea cu cea superioară (finisarea se face numai pentru găurile de centrare). Baza de aşezare este baza principala şi două găuri cu axa perpendiculară pe aceasta. 5) Prelucrarea de degrosare şi de finisare a suprafeţei de separaţie a semicarcasei superioare. Ca bază de aşezare se foloseşte o suprafaţă plană brută, paralelă cu suprafaţa de separaţie, iar ca bază de reazem şi ghidare se folosesc suprafeţele laterale perpendiculare pe acestea sau suprafaţa brută a alezajului cu diametrul cel mai mare. 6) Prelucrarea de degrosare (burghiere) şi de finisare a găurilor pentru asamblarea cu semicarcasa inferioară (finisarea se face numai pentru găurile ştifturilor de centrare). Ca bază de aşezare se foloseşte suprafaţa de separaţie, iar ca baze de ghidare şi reazem, se folosesc în cele mai multe cazuri suprafeţele laterale perpendiculare pe aceasta. 7) Prelucrarea unor suprafeţe auxiliare (găuri de vizitare). Ca bază de aşezare se folosesc suprafeţele de separaţie şi două găuri perpendiculare pe acestea şi finisate anterior. 8) Asamblarea celor două carcase 9) Prelucrarea de degrosare şi finisare a alezajelor principale. Ca bază de aşezare se foloseşte suprafaţa de aşezare a reductorului şi cele două găuri finisate anterior. 10) Demontarea semicarcaselor şi marcarea lor.[2]
3.1.6 Prelucrarea suprafeţelor plane exterioare ale carcaselor în
producţia individuală şi serie mică [2] În producţia individuală şi de serie mică prelucrarea suprafeţelor plane exterioare
ale carcaselor se face de obicei prin rabotare, frezare, strunjire plană, rectificare plană. Rabotarea este utilizată la prelucrarea unor piese de dimensiuni mari şi poarte mari. Folosirea procedeului de prelucrare prin rabotare a suprafeţelor plane exterioare ale carcaselor la un volum mic de producţie se justifică prin simplitatea sculelor, precum şi prin posibilitatea prelucrării uşoare a unor suprafeţe riglate complexe. De asemenea, pentru o precizie de prelucrare obişnuită rabotarea asigură condiţii optime de prelucrare. Productivitatea prelucrării nu este însă prea ridicată datorită timpului consumat la cursele în gol. In schimb utilizarea unor scule normalizate, suficient de robuste oferă posibilitatea prelucrării cu adâncimi mari de aschiere fără a suferi prea mult din cauza oxizilor şi a crustei dure care există în multe cazuri pe suprafeţele semifabricatelor carcaselor. La strângerea carcaselor pe maşină o atenţie deosebită trebuie acordată faptului că forţele exercitate de elementele de strângere pot produce deformarea piesei şi influenţa astfel precizia de prelucrare. De aceea înainte de finisare, la piesele de precizie ridicată sau cele cu rigiditatea mai scăzută este necesară eliberarea din dispozitivele de strângere pentru „relaxare" după care se aplică din nou forţele de strângere la o valoare fi minimă posibilă. Carcasele din fontă de precizie ridicată, la care apar tensiuni interne în procesul de elaborare al semifabricatului nu se finisează imediat după degroşare deoarece în urma

14
înlăturării majorităţii adaosului de prelucrare în care se găsesc tensiuni interne, se produce o redistribuire a tensiunilor rămase, ceea ce conduce la apariţia deformaţii lor. Procesul de redistribuire a tensiunilor interne şi în general de detensionare naturală necesită un timp, uneori destul de îndelungat. Pe cale artificială detensionarea înainte de finisare se poate face în cuptoare de tratament termic la temperaturi de 550—650°C în decurs de 6—10 ore. Atât încălzirea cât şi răcirea se face lent.Precizia de prelucrare la rabotarea suprafeţelor plane este influenţată de o serie întreagă de factori printre care de mare importanţă este calificarea şi atenţia muncitorului. La prelucrarea unor piese mari cu condiţii de precizie ridicată erorile minime care se pot obţine sunt de aproximativ 0,02 mm pe distanţa de un metru, măsurate pe două direcţii perpendiculare. Uneori această precizie poate fi mare cu condiţia folosirii unor maşini-unelte de înaltă precizie asociată cu o înaltă calificare a muncitorului. La maşinile-unelte obişnuite, cu un oarecare grad de uzură a ghidajelor, practic se poate conta pe o precizie mai scăzută, cuprinsă între 0,1—0,2 mm la maşini de rabotat şi de 0,5 mm la şepinguri, pe o lungime de 1 000 mm. In general prelucrarea prin rabotare este neproductivă însă prin aşezarea mai multor piese pentru prelucrarea în aceiaşi operaţie la maşinile de rabotat longitudinal prelucrarea poate deveni avantajoasă, prin folosirea în întregime a lungimii cursei rabotezei. Folosirea maşinilor de rabotat longitudinal oferă în plus posibilitatea prelucrării suprafeţelor orizontale şi verticale folosind sculele fixate atât în suporţi orizontali cât şi în cei laterali. In cazul unor carcase de dimensiuni mari şi grele se recomandă prelucrarea pe cât posibil a mai multor suprafeţe din aceiaşi operaţie având în vedere că manevrarea unei astfel de piese în vederea aşezării se face destul de greu. De asemeni la prelucrarea carcaselor grele pe maşini de rabotat longitudinal la care adaosul de prelucrare este mare se poate lucra cu mai multe cuţite aşezate în suport la înălţimi diferite pentru înlăturarea din aceiaşi fază a majorităţii adaosului de prelucrare. Prelucrarea prin frezare a suprafeţelor plane exterioare ale carcaselor în producţia de serie mică şi individuală se face pe maşini de frezat orizontale, verticale şi universale. Pentru piesele mari şi grele se folosesc maşinile de alezat şi frezat orizontale.
3.1.7. Procedee şi scule pentru prelucrarea alezajelor principale [2] Alegerea procedeelor de prelucrare a alezajelor carcaselor şi stabilirea succesiunii lor, depinde în afară de volumul producţiei de o serie de factori, care în principal sunt: - forma, diametrul şi lungimea alezajului; - dispunerea alezajelor, fie într-unui sau ambii pereţi exteriori ai carcasei, fie atât în pereţii exteriori cat şi într-un perete interior; - precizia dimensională, de formă şi poziţie, prescrisă alezajelor, precum şi rugozitatea suprafeţelor; - forma, dimensiunile de gabarit şi materialul carcasei. Totodată, în funcţie de mărimea diametrului, alezajul poate sau nu să fie obţinut la turnarea semifabricatului. In general, alezajele cu diametrul final mai mare de 50 mm se execută din turnare, cu adaosul de prelucrare corespunzător.
Forma şi dimensiunile de gabarit ale carcaselor, volumul producţiei la care se fabrică, precum şi forma, dimensiunile şi precizia prescrisă alezajelor, determină adesea tipul maşinilor-unelte pe care se va face prelucrarea alezajelor. Se preferă în general prelucrarea pe maşini orizontale de alezat şi frezat, dar uneori se pot utiliza şi maşini de găurit radiale şi strunguri normale. Pentru prelucrarea alezajelor de diametre foarte mici, în unele piese de gabarit mare, cum ar fi corpurile unor pompe centrifuge, se folosesc strun-guri carusel. Pentru rectificarea planetară, la prelucrarea de finisare definitivă a găurilor cu diametre mari ale unor carcase (în special la carcase de maşini-unelte, cum ar fi cea de la automatele cu mai mulţi arbori principali) se folosesc maşini pentru rectificare planetară.

15
Prelucrarea de finisare a unor suprafeţe care necesită o netezime foarte mare şi precizie ridicată la diametrul alezajului şi la forma lui geometrică (de exemplu la blocul cilindrilor de la motoare, la alezajele arborelui principal al unor carcase de maşini-unelte), se poate realiza prin procedeul honing, folosind în acest scop maşini de honuit. In cazul când, din punct de vedere economic este rentabilă (ca de exemplu la producţia de serie mare sau de masă), executarea alezajelor principale se poate face pe maşini-unelte agregat cu mai multe axe principale, care dau posibilitatea prelucrării simultane (sau succesiv — simultan) a două sau mai multe alezaje, din două sau mai multe direcţii, concentrând astfel prelucrările într-un număr mic de operaţii ale procesului tehnologic. Procedeele posibile la prelucrarea alezajelor principale ale carcaselor sunt: burghie rea în material plin, lărgirea găurilor cu burghiul sau cu adîncitorul, Strunjirea interioară, alezarea, Strunjirea de precizie, rectificarea şi honuirea. Burghierea în material plin se foloseşte la prelucrarea alezajelor principale cu diametre mici, care nu pot rezulta sub formă brută la turnarea semifabricatului. Lărgirea găurilor cu burghiul sau cu adincitorul, constituie prelucrări prealabile ale alezajelor înainte de finisarea acestora. Lărgirea cu burghiul se utilizează în general după burghiere în material plin la prelucrarea găurilor cu diametrul mai mare. Astfel pentru găuri cu diametrul peste 35 mm, prima burghiere se poate face la Ø 25 mm, iar a doua la Ø 35—45 mm. Lărgirea cu burghiul este un procedeu mai puţin raţional, deoarece are o productivitate mai mică decît adâncirea. Avantajul pe care îl poate prezenta lărgirea cu burghiul rezultă numai la prelucrarea unor găuri imprecise cu diametrul până la cea 50 mm şi constă în posibilitatea prelucrării cu o adâncime de tăiere mai mare, reducând astfel numărul de treceri faţă de cazul când lărgirea se face cu adîncitorul. Lărgirea cu adîncitorul (sau lărgitorul) se foloseşte atât pentru găurile executate prin burghiere cât şi a celor rezultate prin turnare. Ea poate constitui nu numai o prelucrare prealabilă finisării alezajului, dar în cazul unor alezaje sau a anumitor trepte ale alezajelor principale care se prevăd a fi prelucrate într-o precizie nu mai mare decât a treptei a 9-a şi cu o rugozitate nu mai mică de 6,3 [xm, poate fi o prelucrare finală. Adîncitorul fiind o sculă cu mai multe tăişuri, asigură nu numai o precizie mai ridicată şi o netezime mai mare. Strunjirea suprafeţelor alezajelor principale ale carcaselor este un procedeu utilizat atât pentru degrosare, cât şi pentru finisarea şi prelucrarea foarte fină, prin folosirea adecvată a sculelor aşchietoare şi auxiliare şi prin stabilirea corespunzătoare a regimurilor de aschiere. Astfel, în cazul strunjirii foarte fine se poate obţine precizia corespunzătoare treptei a 7-a sau chiar a 6-a (după ISO) şi o rugozitate de 3,2—1,6 µm. La strunjirea interioară a găurii cu un cuţit, după burghiere, prima trecere se face cu o adâncime de tăiere mai mică, pentru a evita influenţa dăunătoare a adaosului de prelucrare neuniform rămas după burghiere. La majoritatea carcaselor însă, găurile sunt deja executate în semifabricat, de la turnare. Prelucrarea acestora prezintă dificultăţi mai mari decât a găurilor obţinute prin burghie rea în material plin, datorită uniformităţii mai pronunţate a adaosului de prelucrare şi existenţei unui strat superficial dur. De aceea la prelucrarea găurilor turnate se folosesc cuţite cu plăcuţe din material dur şi dornuri sau bare rigide. Diametrele dornurilor şi al barelor-suport se aleg în funcţie de diametrele găurilor ce trebuie prelucrate, în aşa fel încât, în paralel cu asigurarea rigidităţii acestora, să fie posibilă şi evacuarea uşoară a aşchiilor. La maşinile orizontale de alezat, Strunjirea interioară cu ajutorul cuţitelor fixate pe dorn sau bare se realizează prin două metode. Una din metode constă în aceea că arborele principal şi ca urmare şi scula aşchietoare, execută atât mişcarea de rotaţie cât şi cea de avans în 2l axei găurii Această metodă se aplică atunci când gaura de prelucrat are o lungime mică şi când se poate folosi un dorn rigid. Din cauza deformărilor arborelui prin-

16
cipal, al jocurilor în lagăre şi a măririi săgeţii de încovoiere a arborelui pe măsura ieşirii lui în afară în timpul prelucrării, se poate obţine o suprafaţă conică care să depăşească abaterile de formă prescrise. Această metodă se foloseşte şi la maşini de găurit verticale. A doua metodă constă în aceea că, arborele principal execută numai mişcarea principală (de rotaţie), iar mişcarea de avans este transmisă mesei (şi ca urmare semifabricatului). Metoda se aplică atât la prelucrarea carcaselor pe maşini orizontale de alezat şi frezat, cât şi pe strunguri normale, când semifabricatul se aşează pe suportul căruciorului iar dornul cu cuţite se fixează în arborele principal. Această metodă prezintă avantajul obţinerii mai corecte (cilindrică) a găurii, datorită faptului că distanţa în consolă a arborelui principal este invariabilă, influenţând asupra preciziei de prelucrare numai rectiliniitatea deplasării mesei (căruciorului) pe ghidajele batiului, care se uzează mai greu decât arborele principal.
Asigurarea preciziei şi rugozităţii suprafeţelor alezajelor prelucrate prin strunjire depinde în mai mare măsură şi de alegerea corectă a regimurilor de aschiere. Trebuie luat în considerare, pe lângă factorii care în general influenţează parametrii regimului de aschiere (calitatea materialului semifabricatului şi sculei, parametrii geometrici ai sculei aşchietoare, durabilitatea, economică a sculei, răcirea etc) şi factorii specifici prelucrării carcaselor ca de exemplu tipul sculei, montarea acesteia pe dorn sau pe bară, distanţa în consolă a dornului sau deschiderea barei port-sculă. Adâncimea de aschiere şi numărul trecerilor se aleg în funcţie de adaosul total de prelucrare şi precizia alezajului ce se prelucrează. La Strunjirea de degrosare trebuie să se aleagă adâncimea de aschiere astfel încât, pe cât posibil, să se îndepărteze adaosul de prelucrare necesar, într-o singură trecere lăsând adaosul pentru prelucrarea de semifinisare şi de finisare necesar executării fiecăreia, dintre aceste faze, în câte o trecere. Trebuie avut în vedere că, în general, în cazul aceleiaşi secţiuni de aşchie, este mai avantajos să se prelucreze cu adâncime de aschiere mai mare şi cu avans mai mic. Pentru a facilita alegerea regimurilor de aschiere în cazul strunjirii alezajelor principale ale carcaselor, în tabelele 5.1—5.7 se dau unele valori ale adâncimilor de aschiere, avansurilor şi vitezelor optime, precum şi coeficienţii de corecţie a acestora pentru anumite condiţii concrete întâlnite în producţie. Strunjirea diferitelor suprafeţe ale alezajelor principale ale carcaselor se poate face atât cu cuţite normale de strunjit suprafeţe cilindrice, plane, teşituri sau canale (degajări) care se montează în dornuri sau bare, cât şi cu cuţite sau blocuri de cuţite speciale.

17
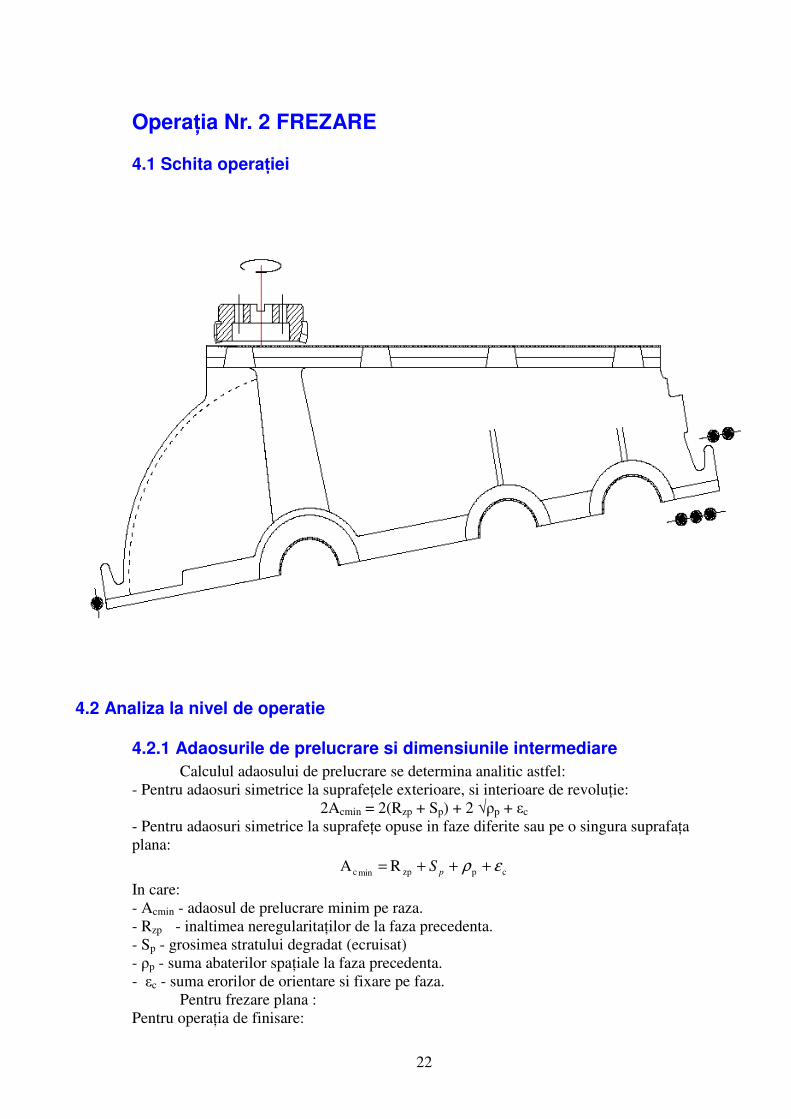
Operaţia Nr. 1 FREZARE
4.1 Schita operaţiei
4.2 Analiza la nivel de operaţie
4.2.1 Adaosurile de prelucrare si dimensiunile intermediare Calculul adaosului de prelucrare se determina analitic astfel: - Pentru adaosuri simetrice la suprafeţele exterioare si interioare de revoluţie:
2c
2pzpminc 2 ) (R 2 2A ερ +++= pS [tab. 5.1 -2]
- Pentru adaosuri simetrice la suprafeţe opuse prelucrate in faze diferite sau pe o singura suprafaţa plana:
cpzpminc R A ερ +++= pS [tab. 5.1 -2]
In care: - mincA - adaosul de prelucrare minim pe o parte (pe raza sau pe o parte plana);
- Rsp - inaltimea neregularitatilor rezultate de la faza precedenta; - Sp - grosimea stratului degradat (ecruisat) in faza precedenta; - pρ - suma abaterilor spaţiale la faza precedenta;
- cε - suma erorilor de orientare si fixare pe faza.
Pentru frezare plana : Pentru operaţia de finisare:
mincA = R2 + S2 + 2ρ + 2ε

18
Unde: R2 = 25 µm ; S2 = 200 µm; [ tab. 7.17 - 14 ] Rs = Dc x lc
Dc - deformatia la prelucrarea precedenta. Dc = 0,05 µm/mm [ tab. 7.3 - 6 ]
lc = 40 mm Rs = 40 x 0,05 = 2 µm
2ε = 0 [tab, 5.10 - 14 ] Rezulta A3min = 25 +40 + 12,5 =77,5 µm A3nom = A3min + T2 , T2 = 1 mm pentru o suprafaţa. A3nom = 77,5 + 1 = 1,775 mm In concluzie cota după operaţia de degrosare trebuie sa fie de 42 ± 0,5 mm.
Pentru operaţia de degrosare:
mincA = R1 + S1 + 1ρ + 1ε
Unde: R1 = 50 µm ; S2 = 1 mm [ tab. 7.17 14 ] Rs = Dc · lc
Rs = 40 · 0,05 = 2 µm εa2 = 180 µm [tab, 5.7 14 ]
Rezulta A3min = 46,5 + 50 + 1000 = 1100 µm. A3norn = A3min + T1 ; T1 = ± 2 mm pentru o suprafaţa. A3nom = 1100 µm + 2000 µm = 3,1 mm In concluzie cota după operaţia de degrosare trebuie sa fie de 53 ± 0,5 mm. Tinand cont de adaosurile prevăzute de SR ISO 8062 pentru clasa F de precizie la cota de 50 mm avem adaosul de turnare. Anom = 50 ± 0,5 mm. [tab. 5.3 - 2]
4.2.2 Fazele operaţiei - Fixat piesa in dispozitiv - Frezarea de degrosare a planului de separaţie 1a cota 43 mm pe intreg conturu1 - Desprins piesa din dispozitiv.
19
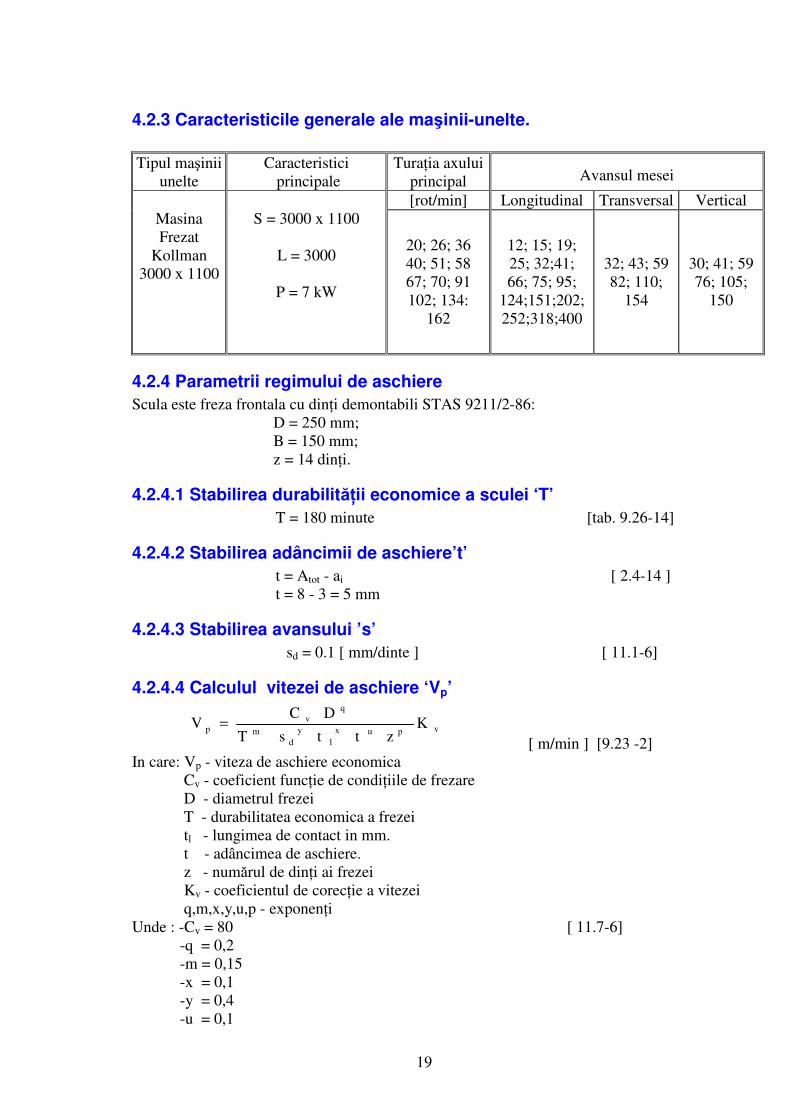
4.2.3 Caracteristicile generale ale maşinii-unelte. Tipul maşinii
unelte Caracteristici
principale Turaţia axului
principal
Avansul mesei
[rot/min] Longitudinal Transversal Vertical Masina Frezat
Kollman 3000 x 1100
S = 3000 x 1100
L = 3000
P = 7 kW
20; 26; 36 40; 51; 58 67; 70; 91 102; 134:
162
12; 15; 19; 25; 32;41; 66; 75; 95;
124;151;202; 252;318;400
32; 43; 59 82; 110;
154
30; 41; 59 76; 105;
150
4.2.4 Parametrii regimului de aschiere Scula este freza frontala cu dinţi demontabili STAS 9211/2-86:
D = 250 mm; B = 150 mm; z = 14 dinţi.
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 180 minute [tab. 9.26-14]
4.2.4.2 Stabilirea adâncimii de aschiere’t’ t = Atot - ai [ 2.4-14 ] t = 8 - 3 = 5 mm
4.2.4.3 Stabilirea avansului ’s’ sd = 0.1 [ mm/dinte ] [ 11.1-6]
4.2.4.4 Calculul vitezei de aschiere ‘Vp’
vpux
ly
dm
qv
p K z t ts T
D CV =
[ m/min ] [9.23 -2] In care: Vp - viteza de aschiere economica
Cv - coeficient funcţie de condiţiile de frezare D - diametrul frezei T - durabilitatea economica a frezei tl - lungimea de contact in mm. t - adâncimea de aschiere. z - numărul de dinţi ai frezei Kv - coeficientul de corecţie a vitezei q,m,x,y,u,p - exponenţi
Unde : -Cv = 80 [ 11.7-6] -q = 0,2 -m = 0,15 -x = 0,1 -y = 0,4 -u = 0,1

20
-p = 0,1 Vn
VHB
K
=
190
[tab. 9.41 -2] Unde : - cm = 1- HB = 240- nv = 1,35 [tab. 9.42 -2] Rezulta : Kv = 0,79 In concluzie : Vp = 99,24[m/min]
4.2.4.4 Calculul turaţiei ‘n'
Dn
π
V1000 p= [ rot/min ] [9.24 - 3]
n = 158,025 [ rot/min ] -Din gama de turaţii existenta la maşina se alege n = 134 [ rot/min ]
Turaţia n = 134 [rot/min]
4.2.4.5 Calculul vitezei de avans, ‘sm’ sm = sd · z · n [ mm/min ] [tab. 9.33 -2]
sm = 0,16 · 14 · 134 = 281,40 Din gama avansurilor existente la maşina alegem sr = 252 [ mm/min ]
sm = 252 [ mm/min ] Recalcularea vitezei de aschiere ‘vr’ reala:
vr = 1000
Dnπ
vr = (3,14 ·200 · 134) / 1000 = 84,15 [ m/min ] vr = 84,15 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KzCF ⋅⋅⋅⋅⋅⋅⋅= FFFF -quyd
xl Dts t8,9 [11.9 - 6]
CF = 70 xF = 1,14 yF = 0,7 [tab. 11.21 - 6] uF = 0,9 qF = 1.14 KF = Kg · Kv Kg = 1,1 Kv =0,96 , in concluzie � Kf = 1,056 Ft = 9,8 · 256,98 ·0,06 ·4,26 · 0,008 = 7001,23 [ N ] [ 2.8 - 6 ]
Ft = 7001,23 [ N ]

21
4.2.4.8 Calculul puterii de aschiere
[ ]kWvF
P rt
a 61208,9 ⋅
⋅=
Pa = (7001.23 • 84,15)/(9,8 •6120) = 2,74
Pa = 2,74 [ Kw ]
2,74 < 7,5 Rezulta ca operaţia de degrosare a planului de separaţie se poate executa pe maşina-unealta freza tip Kollman 3000 x 1100 folosind următorul regim de aschiere: - adâncimea de aschiere de 5 [ mm ] - avansul pe dinte 0,15 [mm/dinte ] - viteza de aschiere 84,15 [m/min ] - turaţia n 134 [ rot/min ] - viteza de avans sr 252 [ mm/min ]
4.2.5 Calculul normei de timp Timpul de baza Tb = (l+ l 1 + l2) ·i / Vs = (l + l 1 + l2 ) ·i / Sd · z · n [ min ] [ tab 10.6 - 3 ] în care :
L - Lungimea de prelucrat in mm. l1 - distanta de pătrundere in mm l2 - distanta de depăşire a frezei in mm. Sd - avansul pe dinte [ mn/dinte ] z - nr de dinţi n - turaţia frezei i - numărul de treceri l1+l2+l3 = 5800+1780+1200+200+200+200= 9350 mm
Tb = 5895/0,1 x 14.x 59 = 49,72 Tb = 49,72 [ min. ]
La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 20,50 [ tab. 11.88 - 14 ] ta2 - timp ajutător pentru comanda maşinii unelte. ta2 = 0,06+0,15=0,21 [ tab. 12.30 - 14 ] ta3 - timp ajutător- pentru curăţarea dispozitivului de aşchii. ta3 = 0,15 [ tab. 12.51-14 ] ta=20,50+0,21+0.15=20,77 �top = tb + ta = 49,72 + 20,77 = 70,49
Tdt - timp pentru deservirea tehnica. Tdt = Tb ·10 / 100 [ tab. 12.54-14 ] Tdt = 70,49 · 0,01 = 0,74
Tdo - timp de deservire organizatorica. Tdo = 70,49 · 0,02=1,4 [ tab. 12.54-14 ]
Ton - timp de odihna si necesitaţi1fiziologic Ton = 70,49 · 0,01 = 0,74
td - timp de deservire total td = Tdt + Tdo td = 2,14 tpi - timpul de pregătire încheiere tpi = 34 [ 12.56 - 14 ] timpul normat este:
Tn = Tb + ta + td + to + tpi/n = 49,72 + 20,77 + 2,14 + 0,74 + 0,6 = 72,91 Tn = 72,91 [ min. ]
22
Operaţia Nr. 2 FREZARE
4.1 Schita operaţiei
4.2 Analiza la nivel de operatie
4.2.1 Adaosurile de prelucrare si dimensiunile intermediare Calculul adaosului de prelucrare se determina analitic astfel:
- Pentru adaosuri simetrice la suprafeţele exterioare, si interioare de revoluţie: 2Acmin = 2(Rzp + Sp) + 2 √ρp + εc
- Pentru adaosuri simetrice la suprafeţe opuse in faze diferite sau pe o singura suprafaţa plana:
cpzpminc R A ερ +++= pS
In care: - Acmin - adaosul de prelucrare minim pe raza. - Rzp - inaltimea neregularitaţilor de la faza precedenta. - Sp - grosimea stratului degradat (ecruisat) - ρp - suma abaterilor spaţiale la faza precedenta. - εc - suma erorilor de orientare si fixare pe faza.
Pentru frezare plana : Pentru operaţia de finisare:

23
mincA = R2 + S2 + 2ρ + 2ε Unde: R2 = 20 µm ; S2 = 200 µm; [ tab. 7.17 14 ]
ρp = Dc · lc Dc = deformatia la prelucrarea precedenta. Dc = 0,05 µm/mm [ tab. 7.17 14 ] lc = 90 mm ρ = 90 · 0,05 = 45 µm ε3 = 0 [tab. 5.10 14 ]
Rezulta A3min = 25 + 90 + 12,5 = 127,5 µm. A3nom = A3min + T2 ; T2 = 1 mm pentru o suprafaţa. A3nom = 127,5 + 1 = 1,27 mm In concluzie cota după operaţia de degroşare trebuie sa fie de 92 ± 0,5 mm. Pentru operaţia de degrosare: Acmin = Rz1 + S1 + ρ 1 + εp Unde: Rz1 = 50 µm ; S2 = 1 mm [ tab. 7.17 14 ] ρ = Dc · lc ρ = 90 · 0,05 = 2 µm ε2 = 180 µm [tab, 5.7 14 ] Rezulta A3min = 100 + 50 + 1000 = 1150 µm. A3nom = A3min + T1 T1 = ± 2 mm pentru o suprafaţa. A3nom = 1150+ 2000 = 3,100 mm In concluzie cota după operaţia de degrosare trebuie sa fie de 53 ± 0,5 mm. Ţinând cont de adaosurile prevăzute de SR ISO 8062 pentru clasa F de precizie la cota de 103 mm avem adaosul de turnare. Anom = 103 ± 0,5mm.
4.2.2 Fazele operaţiei - Fixat piesa in dispozitiv - Frezare de degrosare la cota 93 mm pe întreg conturul - Frezare de finisare la cota de 90 mm pe întreg conturul. - Desprins piesa din dispozitiv.

24
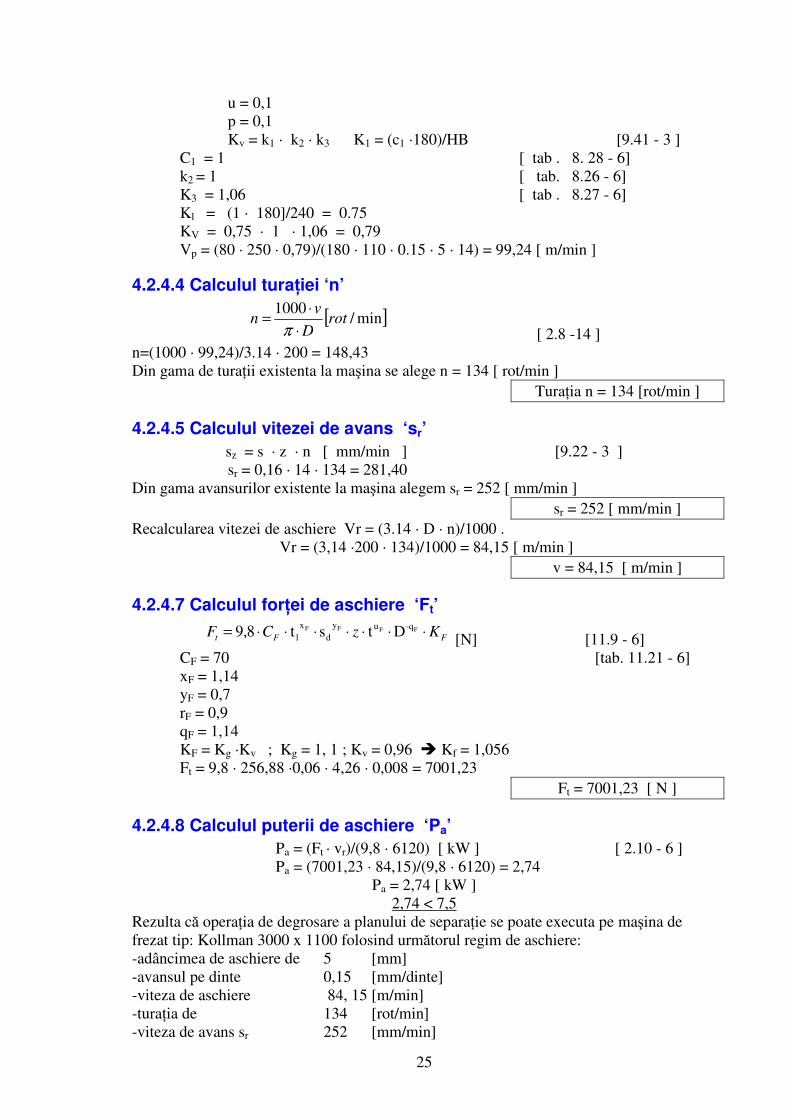
4.2.3 Caracteristicile generale ale masinii-unelte. Tipul maşinii
unelte Caracteristici
principale Turaţia axului
principal
Avansul mesei
[rot/min] Longitudinal Transversal Vertical
Kollman 3000 x 1100
S = 3000 x 1100
L = 3000
P = 7 kW
20; 26; 36 40; 51; 58 67; 70; 91 102; 134:
162
12; 15; 19; 25; 32;41; 66; 75; 95;
124;151;202; 252;318;400
32; 43; 59 82; 110;
154
30; 41; 59 76; 105;
150
4.2.4 Parametrii regimului de aschiere Pentru faza de degrosare: Scula este freza frontala cu dinţi demontabili STAS 9211/2-86
D = 250 mm; B = 150 mm; z = 14 dinţi.
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 180 minute [tab. 9.26-14]
4.2.4.2 Stabilirea adâncimii de aschiere ‘t’ t = Atot - ai [ 2.4-14 ]
t = 8 - 3 = 5 mm
4.2.4.3 Stabilirea avansului ‘s’ sd = 0,1 [ mm/dinte ] [ 9.6-14 ]
4.2.4.4 Calculul vitezei de aschiere ‘vp’
vpuxl
yd
m
qv
p K z t ts T
D CV =
[ m/min ] [ 9.23 - 3 ] In care:
Vp - viteza de aschiere economica Cv - coeficient funcţie de condiţiile de frezare D - diametrul frezei T - durabilitatea economica a frezei tl - lungimea de contact in mm. t - adâncimea de aschiere. z - numărul de dinţi ai frezei Kv - coeficientul de corecţie a vitezei q,m,x,y,u,p - exponenţi
Cv = 80 q = 0,2 m = 0,15 x = 0,1 [ tab 9.23 - 3 ] y =0,4
25
u = 0,1 p = 0,1 Kv = k1 · k2 · k3 K1 = (c1 ·180)/HB [9.41 - 3 ]
C1 = 1 [ tab . 8. 28 - 6] k2 = 1 [ tab. 8.26 - 6] K3 = 1,06 [ tab . 8.27 - 6] Kl = (1 · 180]/240 = 0.75 KV = 0,75 · 1 · 1,06 = 0,79 Vp = (80 · 250 · 0,79)/(180 · 110 · 0.15 · 5 · 14) = 99,24 [ m/min ]
4.2.4.4 Calculul turaţiei ‘n’
[ ]min/1000
rotD
vn
⋅
⋅=
π [ 2.8 -14 ] n=(1000 · 99,24)/3.14 · 200 = 148,43 Din gama de turaţii existenta la maşina se alege n = 134 [ rot/min ]
Turaţia n = 134 [rot/min ]
4.2.4.5 Calculul vitezei de avans ‘sr’ sz = s · z · n [ mm/min ] [9.22 - 3 ] sr = 0,16 · 14 · 134 = 281,40
Din gama avansurilor existente la maşina alegem sr = 252 [ mm/min ] sr = 252 [ mm/min ]
Recalcularea vitezei de aschiere Vr = (3.14 · D · n)/1000 . Vr = (3,14 ·200 · 134)/1000 = 84,15 [ m/min ]
v = 84,15 [ m/min ]
4.2.4.7 Calculul forţei de aschiere ‘Ft’
FFt KzCF ⋅⋅⋅⋅⋅⋅⋅= FFFF -quyd
xl Dts t8,9 [N] [11.9 - 6]
CF = 70 [tab. 11.21 - 6] xF = 1,14 yF = 0,7 rF = 0,9 qF = 1,14 KF = Kg ·Kv ; Kg = 1, 1 ; Kv = 0,96 � Kf = 1,056 Ft = 9,8 · 256,88 ·0,06 · 4,26 · 0,008 = 7001,23
Ft = 7001,23 [ N ]
4.2.4.8 Calculul puterii de aschiere ‘Pa’ Pa = (Ft · vr)/(9,8 · 6120) [ kW ] [ 2.10 - 6 ] Pa = (7001,23 · 84,15)/(9,8 · 6120) = 2,74
Pa = 2,74 [ kW ] 2,74 < 7,5
Rezulta că operaţia de degrosare a planului de separaţie se poate executa pe maşina de frezat tip: Kollman 3000 x 1100 folosind următorul regim de aschiere: -adâncimea de aschiere de 5 [mm] -avansul pe dinte 0,15 [mm/dinte] -viteza de aschiere 84, 15 [m/min] -turaţia de 134 [rot/min] -viteza de avans sr 252 [mm/min]

26
4.2.5 Calculul normei de timp Timpul de baza
Tb=(l + l1+l2)·i / Vs = (l+l 1+l2)·i /sd·z·n [ min ] [ tab 10.6 - 3 ] In care : L - lungimea de prelucrat in mm. l1 - distanta de pătrundere in mm. l2 - distanta de depăşire a frezei in mm. sd - avansul pe dinte [ mm/dinte ] z - nr. de dinţi n - turaţia frezei. i - numărul de treceri l1 + l2 + l3 = 7500 mm Tb = 7500·2 / 0,15 · 14 · 252 = 74,70
Tb = 74,70 [ min. ] La Tb se adaugă ajutători si cei deservire: ta1 - timp ajutător pentru prinderea si desprinderea piesei
ta1 = 20,50 [ tab. 11.88 - 14 ] ta2 - timp ajutător pentru comanda maşinii unelte.
ta2 = 0,06+0,15=0,21 [ tab. 12.30 - 14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 [ tab. 12.51 - 14 ] ta=20,50+0,21+0.15=20,77 top =tb+ta=74,70+20,77= 95,47
Tdt - timp pentru deservirea tehnica. Tdt = Tb ·10/100 [ tab. 12.54 - 14 ] Tdt = 95,47 · 0,01 = 0,95
Tdo - timp de deservire organizatorica. Tdo = 95,47 · 0,02= 1,9 [ tab. 12.54 - 14 ]
Ton - timp de odihna si necesitaţi fiziologice. Ton = 95,47 · 0,01 = 0,95
td - timp de deservire total td = Tdt+Tdo td =2,85
tpi - timpul de pregătire incheiere tpi = 34 [ 12.56 - 14 ]
In concluzie timpul normat este: Tn = Tb +ta +td +to +tpi/n =95,47+20,77+2, 85+0, 95+0, 6=120,64
Tn = 120,64 [ min. ]

27
Operatia nr.3 GAURIRE – LAMARE
Faza : GAURIRE
4.1 Schiţa operaţiei

28
4.2 Analiza la nivel de operaţie
4.2.1 Adaosurile de prelucrare si dimensiunile intermediare Fiind gaura de trecere pentru şuruburile de fixare a reductorului, găurile se vor
executa dintr-o singura trecere, adică la Ø 33 mm. In acest caz adaosul de prelucrare pe raza este :
Ap = D/2 Ap = 33/2 = 16.5 mm
4.2.2 Fazele operaţiei 4.2.2.1 Găurit 8 găuri cu Ø 33 mm. - Fixat dispozitivul de prindere si fixare a piesei pe masa maşinii. - Fixat piesa in dispozitivul de pe masa maşinii. - Fixat dispozitivul de găurit pe piesa. 4.2.2.2 Găurit 8 găuri Ø 33 mm străpunse, pe lungimea de 90mm. - Desprins dispozitivul de găurit de pe piesa. 4.2.2.3 Lamat 8 găuri Ø 60 mm pe adâncimea de 5 mm. - Desprins piesa din dispozitiv.
4.2.3 Caracteristicile masinii-unelte
Tipul maşinii Caract. principale Tutatia axului
principal [ rot/min ]
Avansuri [ mm/rot ]
VRM 50A d=50 R=2300 h=350 N=3,5
16; 21; 28; 37.5; 50; 67; 85; 112; 150; 200; 265; 355; 450; 600;800
0,05; 0,08; 0,125; 0,200; 0,313; 0,500
4.2.4 Parametrii regimului de aschiere Scule
- Burghiu elicoidal cu Ø 33 mm. Dispozitive
- Dispozitiv pentru fixarea si orientarea piesei. - Dispozitiv de găurit
Verificatoare - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 106 minute [9.11 -14 ]
4.2.4.2 Stabilirea adâncimii de aschiere ‘t’ t = D/2 [ 2.4-14 ]
In care : - D - diametrul găurii t = 33/2 = 16.5 mm
4.2.4.3 Stabilirea avansului 's' s = 0,4 [ mm/rot ] [ 9.1 - 3 ]
Din gama de avansuri existenta la maşina se alege: s = 0,313 rot/min.

29
4.2.4.4 Calculul vitezei de aschiere ‘v’
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.1 6 ] In care :
Cv = 17,6 [ tab 6.1 14 ] m = 0,2 zv = 0,25 yv = 0,55
Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 - 6 ] Kmv = (190 · 240) [ tab. 9.13 - 6] Kmv = 0,76 ; Ktv = 0,84 ; Klv = 1 ; Ksv = 1.1
Kvp = 0,76 · 0,84 · 1,1 = 0,64 Vp = [(17,6 ·33) · 0,64] / 60 · 0,148 = 13.29 [ m/min ]
4.2.4.5 Calculul turaţiei 'n' n = (1000 · v) / π · D [ rot/min ] [ 2.8-14 ]
n = (1000 x 13.29) / 3.14 · 33 = 148.27 Turaţia aleasa este:
n = 150 [ rot/min ] Recalcularea vitezei de aschiere vr = (π · D · n )/1000 v = (3.14 · 33 · 150)/1000 = 15.54 [m/min]
vr = 15.54 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K f · k F ; Kaf = 1 K f = 0,96 ; k F = 1,06 ; KF = 1 · 0,96 · 1,06 = 1,02
F = 42 · 33 · 0,313 · 1.02 = 1556.54 F = 1556.54 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds , unde:
-Cm = 42 -xm = 1,04 -ym = 0,65 -Km = 1.04 � M = 42 · 33 · 0,313 · 1.04 = 6954,76
M = 6954.76 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[5.3 14 ] ,in care: Mt - momentul de torsiune. vp - viteza de aschiere.

30
D - diametrul burghiului, r - randamentul maşinii Pr = (2 · 6954.76 · 15.54 )/(6000 · 16.5 · 0,8) = 1.10 Din caracteristicile maşinii: Pe = 3.5 KW .
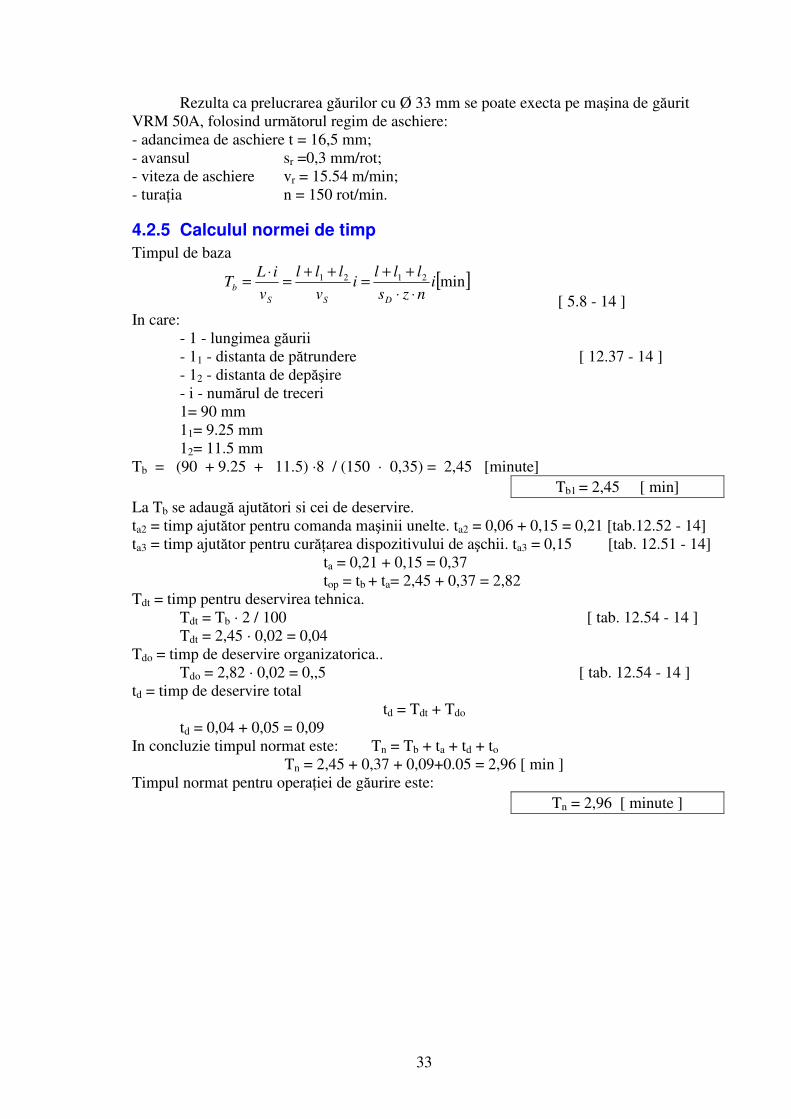
In concluzie 1,10 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 33 mm se poate executa pe maşina de găurit VRM 50A, folosind următorul regim de aschiere: - adancimea de aschiere t = 16,5 mm; - avansul sr = 0,3 mm/rot; - viteza de aschiere vr = 15.54 m/min; - turaţia n = 150 rot/min.
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care; - 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri
1= 90 mm ; 11= 9.25 mm ; 12= 11.5 mm Tb = (90 + 9.25 + 11.5)/(150 x 0,35) = 1.95 [minute]
Tb =2,44 [ min. ] Pentru 8 găuri Tb = 1.95 · 8 =15,60 [ minute ]
Tbi = 19.49 [ min. ] La Tb se adaugă timpii ajutători si cei de deservire. tal = timp ajutător pentru prinderea si desprinderea piesei tal =13.1 [ tab. 12.46-14 ] ta2 = timp ajutător pentru comanda maşinii unelte. ta2 = 0,06 + 0,15 = 0,21 [ tab..12.52-14 ] ta3 = timp ajutător pentru curăţarea dispozitivului de aşchii. ta3 = 0,15 [ tab. 12.51-14 ] ta = 13,1 + 0,21 + 0,15 = 13,47 Tdt = timp pentru deservirea tehnica.
Tdt = Tb x 2/100 [ tab. 12.54-14 ] Tdt = 19,49 x 0,02 = 0,39
Tdo = timp de deservire organizatorica. Tdo =1.5 [ tab. 12.54 - 14 ]
td = timp de deservire total td = Tdt + Tdo
td = 0,39 + 1.5 = 1.89 tpi = timpul de pregătire incheiere
tpi = 12+4+0,5=16.5 [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi Tn = 19,49 + 13,47 + 1.89 + 1.5 + 0,33 = 35,23 [ minute ] Timpul normat pentru operaţia de gaurire este:
Tn = 35,23 [ minute ]

31
Operaţia nr: 3 GAURIRE - LAMARE
Faza: - LAMARE
4.1 Adaosurile de prelucrare şi dimensiunile intermediare In acest caz adaosul de prelucrare pe raza este :
Ap = (D - d) / 2, In care:
D - diametrul la care se lameaza. d - diametru găurii.
Ap = (60 - 33) / 2 = 13,5 mm.
4.2.4 Parametrii regimului de aschiere Scule :
- Scula de lamat cu Ø 60 mm. Verificatoare :
- Subler.
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 180 minute [ 9.11 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t '= (D -d )/2 [ 2.4 - 14 ]
In care D - diametrul găurii t = (60 - 33)/2 = 13.5 mm
4.2.4.3 Stabilirea avansului ‘s’ s = 0,25 [ mm/rot ] [ 9.46 - 6 ]
Din gama de avansuri existenta la maşina-se alege: s = 0,200 rot/min.
4.2.4.4 Calculul vitezei de aschiere ‘v’
PV
V
vyd
xm
zv
p K stT
DCV ⋅
⋅⋅
⋅=
[ 9.3 - 6 ] In care :
Cv = 18.8 [ tab 6.1 - 14 ] m = 0,125 zv = 0,2 yv = 0,4 Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 - 6 ]
Kmv = (190 · 240) [ tab. 9.13 - 6] Kmv =0,76
Ktv =0,84 Klv = 1 Ksv = 1,1
Kvp = 0,76 · 0,84 · 1,1 = 0,64 Vp = (18.8 · 33) · 0,64)/60 · 0,148 = 16,71 [ m/min ]

32
4.2.4.5 Calculul turaţiei ‘n’
[ ]min/1000
rotD
vn
⋅
⋅=
π [ 2.8 - 14 ] n = (1000 · 16,71)/3.14 = 158.27
Turaţia aleasa din gama de turatii ale masinii-unelte este: n = 150 [ rot/min ]
Recalcularea vitezei de aschiere : 1000
nDv
⋅⋅=
π
v = (3.14 · 33 · 150)/1000 = 15.54 [m/min]
Viteza recalculata este: vp =15.54 [ m/min ]
4.2.4.7 Calculul forţei de aschiere ‘Ft’
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
Unde : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K f · K F’ In care: KaF = 1
K f = 0,96 K F = 1,06
KF = 1 · 0,96 · 1,06 = 1,02 F = 42 · 33 · 0,313 · 1.02 = 1556.54 F = 1556.54 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds
In care : Cm = 42 xm = 1 ,04 ym = 0,65 Km = 1.04
M = 6954.76 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[ 5.3 - 14 ] In care: Mt - momentul de torsiune. Vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii. Pr = (2 · 6954.76 · 15.54 )/(6000 · 16.5 · 0,8) = 1.10 Din caracteristicile maşinii:
Pe = 3.5 kW In concluzie 1,10 < 3,5
33
Rezulta ca prelucrarea găurilor cu Ø 33 mm se poate execta pe maşina de găurit VRM 50A, folosind următorul regim de aschiere: - adancimea de aschiere t = 16,5 mm; - avansul sr =0,3 mm/rot; - viteza de aschiere vr = 15.54 m/min; - turaţia n = 150 rot/min.
4.2.5 Calculul normei de timp Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ 5.8 - 14 ] In care:
- 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37 - 14 ] - 12 - distanta de depăşire - i - numărul de treceri 1= 90 mm 11= 9.25 mm 12= 11.5 mm
Tb = (90 + 9.25 + 11.5) ·8 / (150 · 0,35) = 2,45 [minute] Tb1 = 2,45 [ min]
La Tb se adaugă ajutători si cei de deservire. ta2 = timp ajutător pentru comanda maşinii unelte. ta2 = 0,06 + 0,15 = 0,21 [tab.12.52 - 14] ta3 = timp ajutător pentru curăţarea dispozitivului de aşchii. ta3 = 0,15 [tab. 12.51 - 14]
ta = 0,21 + 0,15 = 0,37 top = tb + ta= 2,45 + 0,37 = 2,82 Tdt = timp pentru deservirea tehnica.
Tdt = Tb · 2 / 100 [ tab. 12.54 - 14 ] Tdt = 2,45 · 0,02 = 0,04
Tdo = timp de deservire organizatorica.. Tdo = 2,82 · 0,02 = 0,,5 [ tab. 12.54 - 14 ]
td = timp de deservire total td = Tdt + Tdo
td = 0,04 + 0,05 = 0,09 In concluzie timpul normat este: Tn = Tb + ta + td + to
Tn = 2,45 + 0,37 + 0,09+0.05 = 2,96 [ min ] Timpul normat pentru operaţiei de găurire este:
Tn = 2,96 [ minute ]

34
Operaţia nr. 4 FREZARE
4.1 Schita operaţiei
4.2 Analiza la nivel de operaţie
4.2.1 Adaosurile de prelucrare si dimensiunile intermediare Calculul adaosului de prelucrare se determina analitic astfel: - Pentru adaosuri simetrice la suprafeţele exterioare si interioare de revoluţie:
2c
2pzpminc 2 ) (R 2 2A ερ +++= pS [tab. 5.1 - 2]
- Pentru adaosuri simetrice la suprafeţe opuse prelucrate in faze diferite sau pe o singura suprafaţa plana:
cpzpminc R A ερ +++= pS [tab. 5.1 - 2]
In care: - mincA - adaosul de prelucrare minim pe o parte (pe raza sau pe o parte plana);
- Rsp - inaltimea neregularitatilor rezultate de la faza precedenta; - Sp - grosimea stratului degradat (ecruisat) in faza precedenta; - pρ - suma abaterilor spaţiale la faza precedenta;
- cε - suma erorilor de orientare si fixare pe faza.

35
Pentru frezare plana : Pentru operaţia de finisare:
mincA = R2 + S2 + 2ρ + 2ε
Unde: R2 = 25 µm ; S2 = 200 µm; [ tab. 7.17 - 14 ] Rs = Dc · lc
Dc - deformatia la prelucrarea precedenta. Dc = 0,05 µm/mm [ tab. 7.3 - 6 ]
lc = 40 mm Rs = 40 · 0,05 = 2 µm
2ε = 0 [tab, 5.10 - 14 ] Rezulta A3min = 25 +40 + 12,5 =77,5 µm A3nom = A3min + T2 , T2 = 1 mm pentru o suprafaţa. A3nom = 77,5 + 1 = 1,775 mm In concluzie cota după operaţia de degrosare trebuie sa fie de 42 ± 0,5 mm.
Pentru operaţia de degrosare:
mincA = R1 + S1 + 1ρ + 1ε
Unde: R1 = 50 µm ; S2 = 1 mm [ tab. 7.17 - 14 ] Rs = Dc · lc
Rs = 40 · 0,05 = 2 µm εa2 = 180 µm [tab, 5.7 -14 ]
Rezulta A3min = 46,5 + 50 + 1000 = 1100 µm. A3norn = A3min + T1 ; T1 = ± 2 mm pentru o suprafaţa. A3nom = 1100 µm + 2000 µm = 3,1 mm In concluzie cota după operaţia de degrosare trebuie sa fie de 53 ± 0,5 mm.
Tinand cont de adaosurile prevăzute de SR ISO 8062 pentru clasa F de precizie la cota de 50 mm avem adaosul de turnare. Anom = 50 ± 0,5 mm. [tab. 5.3 - 2]
4.2.2 Fazele operaţiei - Fixat piesa in dispozitiv - Frezare de finisare la cota 90 mm pe întreg conturul. - Desprins piesa din dispozitiv.

36
4.2.3 Caracteristicile generale ale masinii-unelte. Avansul mesei
‘t’ Tipul
masinii Caract.
principal
Turaţia ax principal
[rot/min] Longit. Transv. Vertical
KolIman 3000x1100
S=3000 x 1000
L= 3000 P= 7
20; 26; 36 40; 51; 58 67; 70; 91 102; 134:
162
12.; 15; 19 25; 32; 41 66; 75; 95 124; 151; 202;' 252; 318; 400;
32; 43; 59 82; 110;
154
30; 41;- 59 76; 105;
150
4.2.4 Parametrii regimului de aschiere Scula este freza orizontala cu dinţi demontabili STAS 9211/2-86
D = 250 mm; B = 150 mm; z = 14 dinţi.
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 180 minute [tab. 9.26-14]
4.2.4.2 Stabilirea adincimii de aschiere ‘t’ t = 2 mm
4.2.4.3 Stabilirea avansului ‘s’ s = 0,06 [ mm/dinte ] [ 9.6-14 ]
4.2.4.4 Calculul vitezei de aschiere ‘vp’
vpux
ly
dm
qv
p K z t ts T
D CV =
[ m/min ] [9.23 -2] în care:
Vp - viteza de aschiere economica Cv - coeficient funcţie de condiţiile de frezare D - diametrul frezei T - durabilitatea economica a frezei ti - lungimea de contact in mm: t - adancimea de aschiere. z - numărul de dinţi ai frezei Kv - coeficientul de corecţie a vitezei q,m,x,y,u,p - exponenţi
Cv = 80 q = 0,2 m = 0,15 x = 0,1 [ tab 9.23 - 3 ]

37
y = 0,4 u = 0,1 p = 0,1 Kv = K1 · K2 · K3 K1 = (c1 ·180)/HB ; K1 = ( 1 · 180)/240 = 0 ,75 [ 9.41 - 3 ] c1 = 1 [ tab. 8.28- 6 ] K2 = 1 [ tab. 9.42 - 3 ] K3 = 1 ,06 [ tab. 6. 27 - 6 ] KV = 0,75 · 1 · 1,06 = 0,75
vp = 163, 12 [ m/min ]
4.2.4.4 Calculul turaţiei ‘n’
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] Din gama de turaţii existenta la maşina se alege n = 162 [ rot/min ]
Turaţia n = 162 [rot/min ]
4.2.4.5 Calculul vitezei de avans ‘sr’ nzssv DZS ⋅⋅== [9.25 -2]
sr = 0,07 · 14 · 162 = 158,76 Din gama avansurilor existente la maşina alegem sr = 151 [ mm/min ]
sr = 151 [ mm/min ] Recalcularea vitezei de aschiere. vr = (3.14 · 0 · n)/1000 vr = (3,14 ·250 · 95)/1000 = 158,76 [ m/min ]
vr = 158,76 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KzCF ⋅⋅⋅⋅⋅⋅⋅= FFFF -quyd
xl Dts t8,9 [N] [11.9-6]
In care : CF = 70 xF =1,14 yF = 0,7 uF = 0,9 qF = 1 , 14 KF = Kg ·Kv ; Kg = 1,1; Kv = 0,96 � KF = 1,056
Ft = 9,8 · 256,98 ·0,06 · 4,26 · 0,008 = 1588,72 Ft = 1588,72 [ N ]
4.2.4.8 Calculul puterii de aschiere
[ ]kWvF
P rt
a 61208,9 ⋅
⋅=
[ 2.10 - 6 ] Pa = (1588,72 · 158,76)7(9,8 ·6120) = 1,48 Pa =1,48 [ Kw ]
1,48 < 7,5 Rezulta ca operaţia de finisare a planului de separaţie se poate executa pe maşina de
frezat tip: Kollman 3000 x 1100 folosind urmatorul regim de aschiere: - adancimea de aschiere 2 [ mm] - avansul pe dinte 0,07 [mm/dinte]

38
- viteza de aschiere 158,76 [m/min] - turaţia 162 [ rot/min ] -viteza de avans sr 151 [ mm/min ]
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care:
- 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37-14 ] - 12 - distanta de depăşire - i - numărul de treceri
11+12+13 = 5800+1780+1200+200+200+200 = 9350 mm Tb = 5895/0,07 · 14 · 151 = 66,52 [tab 10.6 - 3 ]
Tb = 66,52 [ min. ] La Tb se adaugă ajutători si cei deservire:
ta1 - timp ajutător pentru prinderea si desprinderea piesei ta1 = 20,50 [ tab. 11.88 - 14 ]
ta2 - timp ajutător ptr-. comanda maşinii unelte. ta2 = 0.06+0,15 = 0,21 [ tab. 12.30 - 14 ]
ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii. ta3 = 0,15 [ tab. 12.51 - 14 ]
ta = 20,50 + 0,21 + 0,15 = 20,75 top = tb + ta = 66,52 + 20,75 = 87,27
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 10/100 [ tab. 12.54 - 14 ]
Tdt = 37,27 · 0,01 = 0,87 Tdo - timp de deservire organizatorica.Tdo = 1,74 [ tab. 12.54 - 14] Ton - timp de odihna si necesitaţi fiziologice..
Ton = 87,27·0,01= 0,87 td - timp de deservire total td = Tdt+Tdo td = 2,61 min tpi - timpul de pregătire incheiere tpi = 34 min [ 12.56-14 ] In concluzie timpul normat este: Tn = Tb +ta +td +to +tpi/n = 87.27+20,75+2,61+0,87+0,6
Tn = 112,19 [ min. ]

39
Operaţia nr: 5 GAURIRE - ALEZARE - LAMARE
4.1 Schiţa operaţiei
4.2 Analiza la nivel de operaţie
4.2.1 Adaosurile de prelucrare si dimensiunile intermediare Adaosul de prelucrare pe raza este:
Ap = D/2 Ap = 12 / 2 = 6 mm

40
4.2.2 Fazele operaţiei a) - Fixat piesa in dispozitivul de pe rnasa maşinii. b) - Fixat dispozitivul de gaurire, pe piesa, asigurand si strangerea carcaselor. 4.2.2.1 Găurit 2 găuri cu Ø 12 mm. străpunse, pe lungimea de 80 mm. 4.2.2.2 Alezat 2 găuri de 12 mm, conicitate de 1:50. 4.2.2.3 Fixat cele doua stifturi conice, in găurile alezate. 4.2.2.4 Găurit 12 găuri la Ø 27 mm, pe lungimea de 80 mm. 4.2.2.5 Pregaurit 18 găuri la Ø 27 mm, pe lungimea de 150 mm. 4.2.2.6 Lărgit 18 găuri la Ø 39 mm, pe lungimea de 150 mm. 4.2.2.7 Lamat 18 găuri la Ø 65 mm, pe adancimea de 5mm de pe carcasa inferioara. 4.2.2.8 Lamat 12 găuri la Ø 45 mm, pe adancimea de 5mm de pe carcasa superioara. 4.2.2.9 Lamat 18 găuri la Ø 65 mm, pe adancimea de 5mm de pe carcasa inferioara. 4.2.2.10 Lamat 18 găuri la Ø 65 mm, pe adancimea de 5mm de pe carcasa superioara.
4.2.3 Caracteristici ale ale masinii-unelte.
Avansul mesei ‘t’
Tipul masinii
Caract. principal
Turaţia ax principal
[rot/min] Longit. Transv. Vertical
KolIman 3000x1100
S=3000 x 1000 mm
L= 3000 mm P= 7 kW
20; 26; 36 40; 51; 58 67; 70; 91 102; 134:
162
12.; 15; 19 25; 32; 41 66; 75; 95 124; 151; 202;' 252; 318; 400;
32; 43; 59 82; 110;
154
30; 41;- 59 76; 105;
150
4.2.4 Parametrii regimului de aschiere Pentru faza 4.2.2.1 Gaurire la Ø 12 mm. Scule
- Burghiu elicoidal cu Ø 12 mm. STAS 4566-80/Rp3 Dispozitive
- Dispozitiv plan inclinat la 10° - Dispozitiv de găurit
Verificatoare - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 45 minute [ 9.11 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere ‘t’ t = D/2 [ 2.4-14 ]
în care: D - diametrul găurii t = 12/2 = 6 mm
4.2.4.3 Stabilirea avansului ‘s’ s = 0,35 [ mm/rot ] [ 9.1 - 3 ]
Din gama de avansuri existenta la maşina se alege: s = 0,313 rot/min.

41
4.2.4.4 Calculul vitezei de aschiere ‘v’
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.1 - 6 ] In care :
Cv = 17,6 ; m = 0,2 ; zv = 0,25 ; yv = 0,55 [ tab 6.1 - 14 ] Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 - 6 ]
Kmv = (190 · 240) [ tab. 9.13 - 6] Kmv =0,76 ; Ktv =0,84 ; Klv = 1 ; Ksv =1,1 ; Kvp = 0,76 · 0,84 · 1,1 = 0,74
Vp = (17,6 · 27 · 0,74) / 60 · 0,148 = 14,96 [ m/min ]
4.2.4.5 Calculul turaţiei ‘n’ n = (1000 · vp) / π · D [ rot/min ] [ 2.8-14 ]
n = (1000 · 16,42) / 3.14 · 12 = 435,77 Turaţia aleasa este:
n = 450 [ rot/min ] Recalcularea vitezei de aschiere v = (π · D · n )/1000
v = (3.14 · 12 · 450)/1000 = 16.96 [m/min] Viteza recalculata este:
vp = 16.96 [ m/min ] 4.2.4.7 Calculul forţei de aschiere.
FFt KCF ⋅⋅⋅= FF xyd Ds [ N ]
In care : CF = 42 ; xF = 1 ,04 ; yF = 0,65 KF = Kaf · K F · K f ; Kaf = 1 ; KF = 0,96 ; K f = 1,06 ; KF = 1 · 0,96 · 1,06 = 1,02 F = 42 · 33 · 0,313 · 1.02 = 229.31
F = 229.31 [ N ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds [ daN m ]
In care : Cm = 42 xm = 1,04 ym = 0,65 Km = 1.04 � M = 42 · 33 · 0,313 · 1.04 = 1024.57
M = 6954.76 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[ 5.3 - 14 ] in care:
-Mt - momentul de torsiune. -vp - viteza de aschiere -D - diametrul burghiului. -η - randamentul maşinii
Pr = (2 · 1024.57 · 16.96 ) / (6000 · 12 · 0,8) = 0,55 Din caracteristicile maşinii: Pe = 3.5 KW
In concluzie 0,55 < 3,5

42
Rezulta ca prelucrarea găurilor cu Ø 12 mm se poate executa pe maşina de găurit VRM 50A, folosind următorul regim de aschiere. . - adancimea de aschiere t = 6 mm; - avansul sr = 0,3 mm/rot; - viteza de aschiere vr = 16.96 m/min; - turaţia n = 450 rot/min.
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - l - lungimea găurii - 11 - distanta de pătrundere [ 12.37-14 ] - 12 - distanta de depăşire - i - numărul de treceri 1= 80 mm ; 11= 8 mm; 12= 8 mm Tb = (80 + 16)/(450 · 0,3) = 0,76 [minute]
Tb = 0,76 [ min. ] Pentru 8 găuri Tb = 0,76 · 2 = 1,53 [ minute ]
Tb1 . = 1,53 [ min. ] La Tb se adaugă ajutători si cei deservire. tal = timp ajutător pentru prinderea si desprinderea piesei tal =13,3 [ tab. 12.46-14 ] ta2 = timp ajutător pentru comanda maşinii unelte, te2 = 0,06 + 0,15 = 0,21 [ tab. 12.52-14 ] ta3 = timp ajutător- pentru curăţarea dispozitivului de aşchii. ta3 = 0,28 [ tab. 12.51-14 ] ta4 - timp ajutător legat de faza. ta4 =0,14
ta = 0,3 + 0,21 + 0,28 + 0,14 =13,73 Tdt = timp pentru deservirea tehnica Tdt = Tb · 5/100 [ tab. 12.54-14 ] Tdt = 1,53 · 0,05 = 0,07 Tdo = timp de deservire organizatorica.Tdo = tb · 0,01 = 0,01 [tab. 12.54-14] td = timp de deservire total td = Tdt + Tdo � td = 0,07 + 0,01 = 0,08 tpi = timpul de pregătire încheiere
tpi = 12 + 4 + 0,5 = 16.5 [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + tdo + tpi / n Tn = 1,53 +13,73 + 0,08 + 0,01 + 0,33 = 16,75 [ minute ]
Timpul normat pentru operaţia de gaurire este: Tn =16,75 [ minute ]

43
Operaţia nr: 5 GAURIRE - ALEZARE - LAMARE
Faza 4.2.2.2 Alezare conica
4.2.4 Parametrii regimului de aschiere Scule
- Alezor conic STAS 4583-80/Rp3 Dispozitive
- Dispozitiv plan înclinat la 10° - Dispozitiv de găurit
Verificatoare - Subler - Calibru conic 1:50 T si NT
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 32 minute [ 9.45 - 6 ]
4.2.4.2 Stabilirea adincimii de aschiere ‘t’ 1:50 = (D - d)/l D = 0,02 · 1 +d = 2 mm. t = 2/2 = 1 mm.
4.2.4.3 Stabilirea avansului ‘s’ s = 0,13 [ mm/rot ] [ 9.38- 6 ]
Din gama de avansuri existenta la maşina se alege: s = 0,125 rot/min.
4.2.4.4 Calculul vitezei de aschiere ‘v’
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.1 -6 ] In care : Cv = 17,6
m = 0,2 [ tab 6.1 - 14 ] zv = 0,25 yv = 0,55 Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 - 6 ]
Krnv = (190 · 240) [ tab. 9.13 - 6] Kmv =0,76 ; Ktv =0,84 Klv = 1 ; Ksv = 1,1 Kvp = 0,76 · 0,84 · 1,1 = 0,74
Vp = (17,6 · 27 · 0,74)/60 · 0,148 = 25,80 [ m/min ]
4.2.4.5 Calculul turaţiei ‘n’
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = (1000 · 16,42)/3.14 · 12 = 586,89 Turaţia aleasa este:
n = 600 [ rot/min ]
44
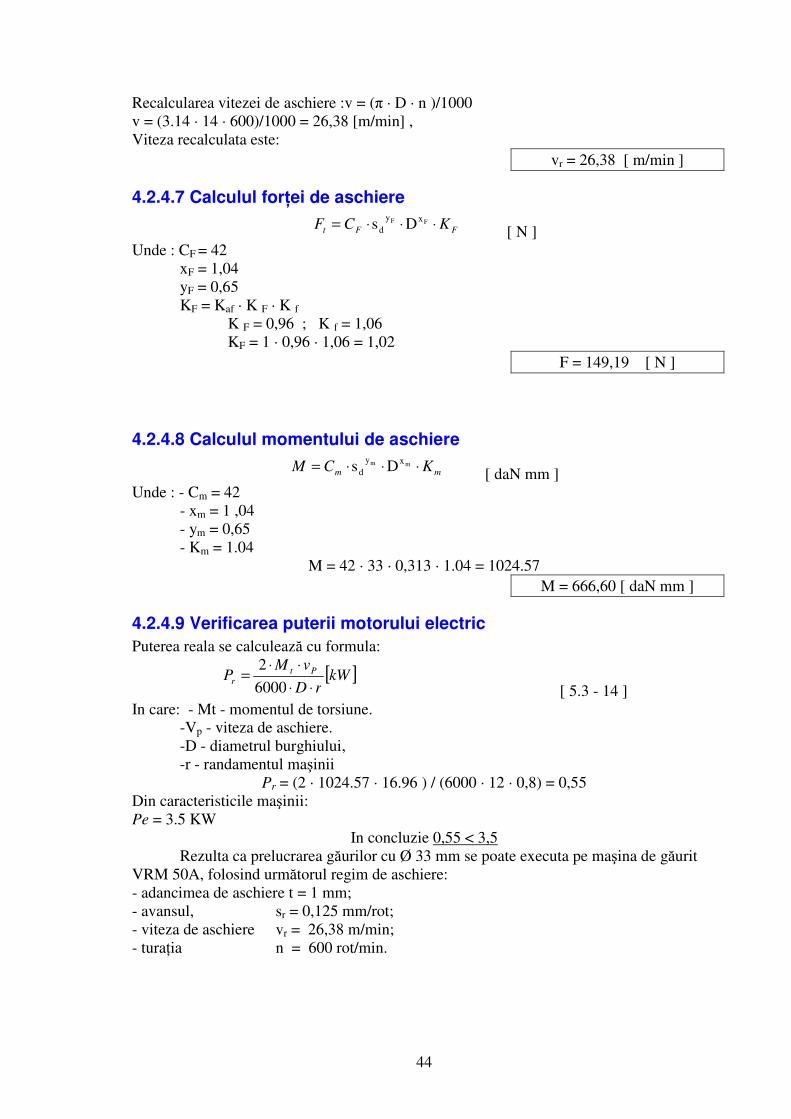
Recalcularea vitezei de aschiere :v = (π · D · n )/1000 v = (3.14 · 14 · 600)/1000 = 26,38 [m/min] , Viteza recalculata este:
vr = 26,38 [ m/min ]
4.2.4.7 Calculul forţei de aschiere
FFt KCF ⋅⋅⋅= FF xyd Ds [ N ]
Unde : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K F · K f
K F = 0,96 ; K f = 1,06 KF = 1 · 0,96 · 1,06 = 1,02
F = 149,19 [ N ]
4.2.4.8 Calculul momentului de aschiere
mm KCM ⋅⋅⋅= mm xyd Ds [ daN mm ]
Unde : - Cm = 42 - xm = 1 ,04 - ym = 0,65 - Km = 1.04
M = 42 · 33 · 0,313 · 1.04 = 1024.57 M = 666,60 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[ 5.3 - 14 ] In care: - Mt - momentul de torsiune.
-Vp - viteza de aschiere. -D - diametrul burghiului, -r - randamentul maşinii
Pr = (2 · 1024.57 · 16.96 ) / (6000 · 12 · 0,8) = 0,55 Din caracteristicile maşinii: Pe = 3.5 KW
In concluzie 0,55 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 33 mm se poate executa pe maşina de găurit
VRM 50A, folosind următorul regim de aschiere: - adancimea de aschiere t = 1 mm; - avansul, sr = 0,125 mm/rot; - viteza de aschiere vr = 26,38 m/min; - turaţia n = 600 rot/min.

45
4.2.5 Calculul normei de timp Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3] In care:
- 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37-14 ] - 12 - distanta de depăşire - i = numărul de treceri -1= 100 mm; - i = 2;
Tb = 100 · 2 /0,125 · 600 = 1,44 [minute] Tb = 2,88 [ min. ]
La Tb se adaugă ajutători si cei deservire. tal = timp ajutător pentru prinderea si desprinderea piesei
tal = 0,3 [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte.
ta2 = 0,06 + 0,15 = 0,21 [ tab. 12.52-14 ] ta3 = timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,28 [ tab. 12.51-14 ] ta4 - timp ajutător legat de faza.
ta4 = 0,14 ta = 0,3 + 0,21 + 0,28 + 0,14 = 0,73 Tdt - timp pentru deservirea tehr,
T= Tb · 5/100 [ tab. 12.54-14 ] Tdt = 2,88 · 0,05 = 0,07
Tdo - timp de deservire organizatorica, Tdo = tb · 0,01 · 0,01 [ tab. 12.54 - 14 ]
td - timp de deservire total td = Tdt + Tdo � td = 0,07 + 0,01 = 0,08
tpi - timpul de pregătire "încheiere tpi = 12+4+0,5= 18 [ 11.81 - 14 ]
In concluzie timpul normat este : Tn = Tb + ta + td + to
Tn = 2,88 + 0,73 + 0,08 + 0,01 = 3,95 [ minute ] Timpul normat pentru operaţia de gaurire este:
Tn = 3,95 [ minute ]

46
Operaţia nr. 5 GAURIRE - ALEZARE - LAMARE
Faza 4.2.2.4 si 4.2.2.5 Gaurire la Ø 27 mm
4.1 Adaosurile de prelucrare si dimensiunile intermediare Adaosul de prelucrare pe raza este: Ap = D/2 Ap = 27/2 =13.5
4.2.4 Parametrii regimului de aschiere Scule
- Burghiu elicoidal cu Ø 27 mm. STAS 4566 -80 Dispozitive
- Dispozitiv de găurit Verificatoare
- Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 42 minute [ 9.11 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere ‘t’ t = 27 / 2 [2.4-14]
In care D=diametrul găurii t = 27/2 = 13,5 mm
4.2.4.3 Stabilirea avansului ‘s’ s = 0,35 [ mm/rot ] [ 9.1 - 3 ]
Din gama de avansuri existenta la maşina se alege: s = 0,313 rot/min.
4.2.4.4 Calculul vitezei de aschiere 'v'
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.1 - 6 ] In care :
Cv = 17,6 [ tab 6.1 - 14 ] m = 0,2 zv = 0,25 yv = 0,55 Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 6 ]
Kmv = (190 · 240) [ tab. 9.13 6] Kmv =0,76 Ktv =0,84 Klv = 1 Ksv = 1,1 Kvp = 0,76 · 0,84 · 1,1 = 0,74
Vp = (7,6 · 12 · 0,74)/60 · 0,148 = 16.42 [ m/min ]
4.2.4.5 Calculul turaţiei ‘n’
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2]

47
n = (1000 · 14,96)/3.14 · 27 = 163,42 Turaţia aleasa este:
n = 150 [ rot/min ]
Recalcularea vitezei de aschiere 1000
nDv
⋅⋅=
π
v = (3.14 · 27 · 150)/1000 = 12,72 [m/min]
Viteza recalculata este: vp =12,72 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KCF ⋅⋅⋅= FF xyd Ds [N]
CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · kf · Kf Kaf = 1 ; kf = 0,96 Kf = 1.06 ; � KF = 1 · 0,96 · 1.06 = 1,02 F = 42 · 27 · 0,313 · 1.02 = 999,86
F = 999,86 [ N ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds [ daN m ]
Unde : Cm = 42 xm = 1,04 ym = 0,65 Km = 1.04 M = 42 · 27 · 0,313 · 1.04 = 4467,45
M = 4467,45 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[5.3- 14 ] in care: Mt - momentul de torsiune. vp - viteza de aschiere. D - diametrul burghiului. r - randamentul maşinii Pr = (2 · 4467,45 · 12,72 )/(6000 · 27 · 0,8) = 0,97 Din caracteristicile maşinii: Pe = 3,5 KW
In concluzie 0,97 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 27 mm se poate executa pe maşina de găurit VRM 50A, folosind următorul regim de aschiere. - adancimea de aschiere t = 13,5 mm; - avansul, sr = 0,313 mm/rot; - viteza de aschiere vr = 12,72 m/min; - turaţia n = 150 rot/min.

48
4.2.5 Calculul normei de timp Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care:- 1 - lungimea gaurii
- 11 - distanta de pătrundere [ 12.37-14 ] - 12 - distanta de depăşire - i - numărul de treceri
- Pentru cele 12 găuri avem: 1= 80 mm;l1= 15 mm; 12= 15 mm Tb1 = 21,38 [min]
-pentru cele 18 găuri avem; 1= 150 mm; 11= 15 mm; 12= 15 mm Tb2 = 52,47[ min. ]
Timpul de baza total pentru găurile de 27 mm este Tb1 = 73,85 [ min. ]
La Tb se adaugă ajutători si cei deservire: tal = timp ajutător pentru prinderea si desprinderea piesei
tal =0,3 [ tab. 12.46-14 ] ta2 = timp ajutător pentru comanda maşinii unelte.
ta2 = 0,06 + 0,15=0,21 [ tab. 12.52-14 ] ta3 = timp ajutător pentru curatare a dispozitivului de aşchii.
ta3 = 0,28 [ tab. 12.51-14 ] ta4 - timp ajutător legat de faza.
ta4 = 0,14 [ tab. 12.53-14 ] ta = 0,3 + 0,21 + 0,28 + 0,14 = 0,73 ; top= tb+ta=73,85 + 0,73 = 74,58 Tdt - timp pentru deservirea tehnica. Tdt = Tb · 5/100 [ tab. 12,54-14 ]
Tdt = 73,85 · 0,05 = 3,69 Tdo - timp de deservire organizatorica.
Tdo = tb · 0,01 Tdo = 75,58 · 0,01 = 0,75 [ tab. 12.54 - 14 ] td = Tdt + Tdo ; td = 3,69 + 0,75 = 4,44 tdo = 73,35·0,01 = 0,73 In concluzie timpul normat este: Tn = Tb + ta + td + to
Tn = 73,85 + 0,73 + 4,41 + 0,75 = 80,28 [ min] Timpul normat pentru operaţia de găurite este:
Tn = 80.28 [ min. ]

49
Operaţia nr: 5 GAURIRE - ALEZARE - LAMARE
Faza 4.2.2.6 Lărgire Ø 39 mm
4.1 Adaosurile de prelucrare si dimensiunile intermediare Adaosul de prelucrare pe raza este : Ap = D/2
Ap = (D - d)/2 = 39-27 = 6,5mm
4.2.4 Parametrii regimului de aschiere Scule
- Largitor. Dispozitive
- Dispozitiv pentru fixarea si orientarea piesei. Verificatoare
- Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 106 minute [9.11 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = (D-d)/2 [ 2.4-14 ]
In care D - diametrul găurii t = (39-27)/2= 6,5 mm
4.2.4.3 Stabilirea avansului 's' s = 0,4 [ mm/rot ] [ 9.22-14 ]
Din gama de avansuri existenta la maşina se alege: s = 0,313 rot/min.
4.2.4.4 Calculul vitezei de aschiere ‘v’
PV
V
vyd
xm
zv
p K stT
DCV ⋅
⋅⋅
⋅=
[9.24 -2] In care : Cv = 17,6 ; m =0,2 ; zv = 0,25 ; yv = 0,55 [ tab 6.1 -14 ]
Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 -6 ] Krnv = (190 · 240) [ tab. 9.13- 6]
Kmv =0,76 ; Ktv =0,84 ; Klv =1 ; Ksv =1,1 �Kvp = 0,76 · 0,84 · 1,1 = 0,64
vp = (17,6 ·33) · 0,64)/60 · 0,148 = 13.29 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = [1000 ·13.29)/3.14 ·33 = 148.27
Turaţia aleasa este: n = 150 [ rot/min ]
Recalcularea vitezei de aschiere 1000
nDv
⋅⋅=
π
� v = (3.14 · 39 · 150)/1000 = 15.54 [m/min]
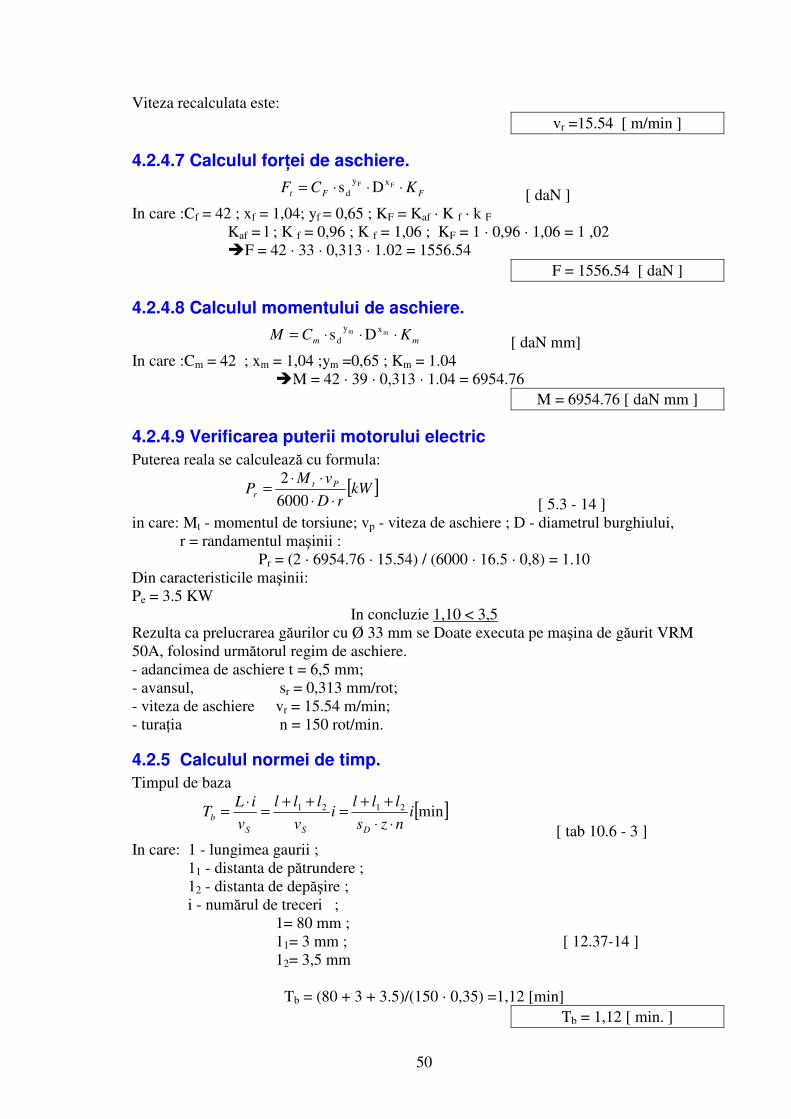
50
Viteza recalculata este: vr =15.54 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care :Cf = 42 ; xf = 1,04; yf = 0,65 ; KF = Kaf · K f · k F Kaf = l ; K f = 0,96 ; K f = 1,06 ; KF = 1 · 0,96 · 1,06 = 1 ,02 �F = 42 · 33 · 0,313 · 1.02 = 1556.54
F = 1556.54 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds [ daN mm]
In care :Cm = 42 ; xm = 1,04 ;ym =0,65 ; Km = 1.04 �M = 42 · 39 · 0,313 · 1.04 = 6954.76
M = 6954.76 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[ 5.3 - 14 ] in care: Mt - momentul de torsiune; vp - viteza de aschiere ; D - diametrul burghiului,
r = randamentul maşinii : Pr = (2 · 6954.76 · 15.54) / (6000 · 16.5 · 0,8) = 1.10
Din caracteristicile maşinii: Pe = 3.5 KW
In concluzie 1,10 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 33 mm se Doate executa pe maşina de găurit VRM 50A, folosind următorul regim de aschiere. - adancimea de aschiere t = 6,5 mm; - avansul, sr = 0,313 mm/rot; - viteza de aschiere vr = 15.54 m/min; - turaţia n = 150 rot/min.
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: 1 - lungimea gaurii ;
11 - distanta de pătrundere ; 12 - distanta de depăşire ; i - numărul de treceri ;
1= 80 mm ; 11= 3 mm ; [ 12.37-14 ] 12= 3,5 mm
Tb = (80 + 3 + 3.5)/(150 · 0,35) =1,12 [min]
Tb = 1,12 [ min. ]

51
Pentru 8 găuri Tb = 1.12 · 18 = 20,16 [ min] Tb1 = 20,16 [ min. ]
La Tb se adaugă ajutători si cei deservire. tai - timp ajutător pentru prinderea si desprinderea piesei
tal =0,31 [ tab. 12.46-14 ] ta2 ~ timp ajutător pentru comanda maşinii unelte.
ta2 = 0,06 + 0.15=0,21 [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 [ tab. 12.51-14 ] ta = 0,31 + 0,21 + 0,15 = 0,67 ; top = 20,16+0,67=20,83 Tdt = timp pentru deservirea tehnica.
Tdt = Tb · 2/100 [ tab. 12.54-14 ] Tdt = 20,16 · 0,02 = 0,4
Tdo - timp de deservire organizatorica. Tdo = 20,33·0,01= 0.2 [ tab. 12.54 -14 ]
td - timp de deservire total : td = Tdt + Tdo td = 0,4 + 0,2 = 0,6 In concluzie timpul normat este: Tn = Tb + ta + td + to Tn = 20,16 + 0,67+ 0,6+0,33 = 22.41 [ min] Timpul normat pentru operaţia de gaurire este:
Tn = 22,41 [ minute ]

52
Operaţia nr: 5 GAURIRE -ALEZARE - LAMARE
Fazele 4.2.2.7, 4.2.2.8, - LAMARE la Ø 45 mm si Ø 60 mm.
4.1 Adaosurile de prelucrare si dimensiunile intermediare In acest caz adaosul de prelucrare pe raza este :
Ap = (D - d)/2 In care: D - diametrul la care se lameaza ; d - diametrul găurii Pentru găurile de Ø 27 mm, cu lamaj la Ø 45 mm.
Ap = (45 - 27)/2 = 9 mm,
4.2.4 Parametrii regimului de aschiere Scule
- Scula de lamat cu Ø 45 mm. pentru carcasa inferioara. - Scula de lamat cu Ø 45 mm. pentru carcasa superioara. - Scula de lamat cu Ø 60 mm. pentru carcasa inferioara. - Scula de lamat cu Ø 60 mm. pentru carcasa superioara.
Verificatoare - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 120 minute [9.11 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere ‘t’ t = (D -d )/2 [ 2.4-14 ]
In care : D - diametrul găurii; d - diametrul găurii Pentru gaura cu Ø 27 mmm.
t = (45 - 27)/2 = 9 mm
4.2.4.3 Stabilirea avansului 's' s = 0,12 [ mm/rot ] [ 9.46 -6 ]
Din gama de avansuri existenta la maşina se alege: s = 0,125 rot/min.
4.2.4.4 Calculul vitezei de aschiere 'v'
PV
V
vyd
xm
zv
p K stT
DCV ⋅
⋅⋅
⋅=
[9.24 -2] In care :
Cv = 16.9 ; m = 0,125 ;xv = 0,1 ; zv = 0,2 ; yv = 0,4 [ tab 6.1 - 14 ] Kvp = Kmv · Ktv · Klv · Ksv ; [ 9.4- 6 ]
Kmv = (190 x 240) [ tab: 9.13 -6] Kmv =0,76 Ktv =0,84 Klv = 1 Ksv =1,1 � Kvp = 0,76 · 0,84 · 1,1 = 0,74 .
vp = (16.9 · 45) · 0,74)/60 · 0,148 = 63,375 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = (1000 · 13.29)/3.14 ·33 = 148,27

53
Turaţia aleasa este: n = 150 [ rot/min ]
Recalcularea vitezei de aschiere
1000
nDv
⋅⋅=
π
v = (3.14 · 33 · 150)/1000 = 15.54 [m/min]
Viteza recalculata este: vp =15.54 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care : CF = 42 ; xF = 1,04 ; yF = 0,65 ; KF = Kaf · k F · K f Kaf = 1 ; k F = 0,96 ; K f = 1,06 �KF = 1 · 0,96 · 1,06 = 1 ,02
F = 42 · 33 · 0,313 · 1.02 = 1556.54 F = 1556.54 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds [ daN ]
In care : Cm = 42 ; xm = 1,04 ; ym = 0,65 ; Km = 1.04 �M = 42 · 33 · 0,313 · 1 .04 =6954.76
M = 6954.76 [ daN nm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[ 5.3 - 14 ] In care : Mt- momentul de torsiune.
vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii
Pr = (2 · 6954.76 · 15.54 )/(6000 · 16.5 · 0,8) = 1.10 Din caracteristicile maşinii: Pe = 3.5 kW
In concluzie 1,10 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 3 mm se poate executa pe maşina de găurit
VRM 50A, folosind următorul regim de aschiere. - adancimea de aschiere t = 16,5 mm; -avansul sr = 0,3 mm/rot; - viteza de aschiere vr = 15.54 m/min; - turaţia n = 150 rot/min.

54
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri 1 = 5 mm; 11 = 2 mm ; i = 2
Tb = 0,29 · 60/(200 · 0,2) = 8,85 [min] Tb = 8,85 [ min. ]
La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 0,3 [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,06 + 0,15=0,21 [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii. ta3 = 0,15 [tab. 12.51-14 ]
ta = 0,3 + 0,21 + 0,15 = 0,65 Tdt - timp pentru deservirea tehnica Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 8,85 · 0,02 = 0,017 Tdo - timp de deservire organizatorica.
Tdo =1.5 [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo td = 3.14+ 1.5 = 5,31 tpi = timpul de pregătire încheiere
-tpi = 13+4+0,3= 17,3 [ 11.81 - 14 ] In concluzie timpul normat este: Tn = Tb + ta + td + to + tpi/n
Tn = 8,85 + 0,65 + 0,017 + 0,3 + 0,33 = 24,16 [ min ] Timpul normat pentru operaţia de lamare este:
Tn = 24,16 [ minute ]
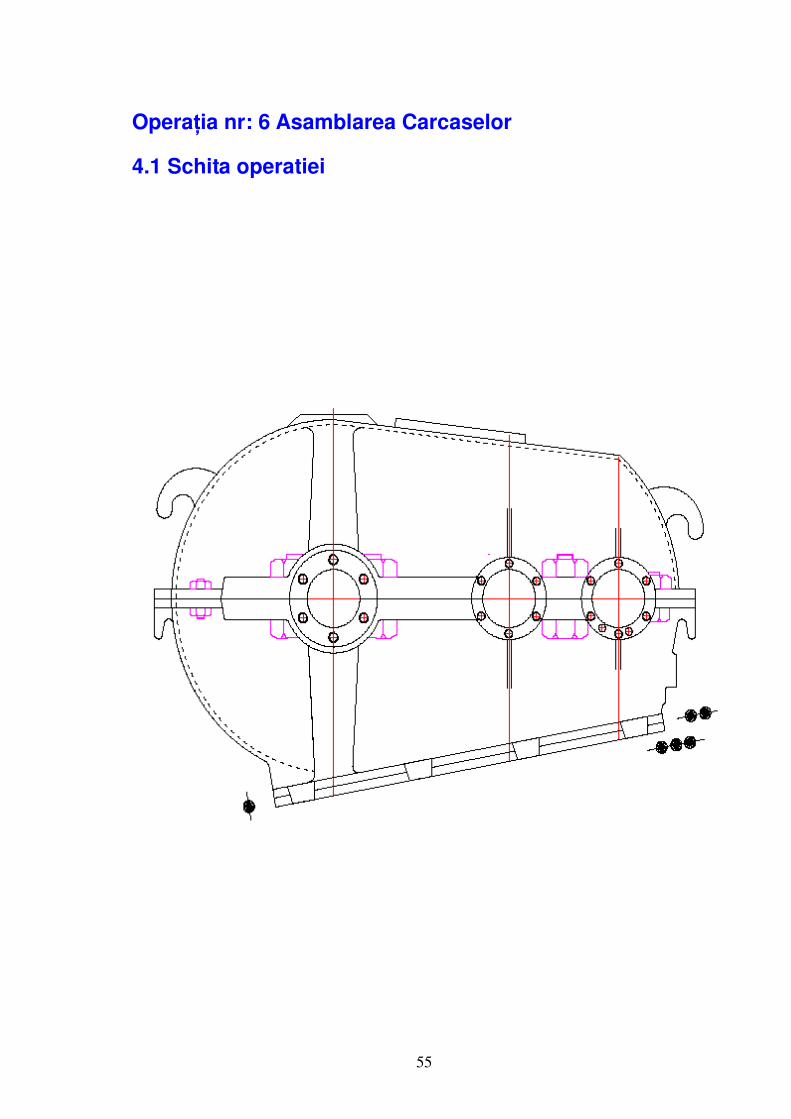
55
Operaţia nr: 6 Asamblarea Carcaselor
4.1 Schita operatiei

56
Operaţia nr: 7 Strunjire
4.1 Schiţa operaţiei

57
4.2 Analiza la nivel de operaţie
4.2.1 Adaosurile de prelucrare si dimensiunile intermediare Calculul adaosului de prelucrare se determina analitic astfel:
Pentru adaosuri simetrice la suprafeţele exterioare si interioare de revoluţie:
2c
2pzpminc 2 ) (R 2 2A ερ +++= pS [tab. 5.1 -2]
- Pentru adaosuri simetrice la suprafeţe opuse prelucrate in faze diferite sau pe o suprafaţa
plana:
cpzpminc R A ερ +++= pS [tab. 5.1 -2]
In care:
- mincA - adaosul de prelucrare minim pe o parte (pe raza sau pe o parte plana);
- Rsp - inaltimea neregularitatilor rezultate de la faza precedenta;
- Sp - grosimea stratului degradat (ecruisat) in faza precedenta;
- pρ - suma abaterilor spaţiale la faza precedenta;
- cε - suma erorilor de orientare si fixare pe faza.
Succesiunea fazelor:
- turnare
- strunjire de degrosare
- strunjire de finisare
Pentru operaţia de strunjirea de finisare a diametrului de 240+0,081 mm.
2c
2pzpminc 2 ) (R 2 2A ερ +++= pS [tab. 5.1 -2]
Unde: Rz2 = 12,5 µm ;
S2 = 200 µm; [ tab. 7.17 - 14 ]
Rs2 =2c
2p 2 ερ +
Rc = 2Dc · Ic
Dc = deformaţia la prelucrarea precedenta.
Dc = 0,05 µm/mm [ tab. 7.17 -14 ]
lc = 40 mm
De = 0,05 · 570 = 28,50 µm.
c ε = 158 µm [tab, 5.10 -14 ]
Rezulta ca Rs2 = 5,12

58
2A3min = 2(12,5 + 200) + 2 22 15812,5 + = 748 µm.
2A3nom = 2A3min + T2
2A3nom = 0,748 + 0,512 = 1,360 mm
In concluzie cota intermediara după operaţia de degrosare trebuie sa fie de:
D2=Dfin - 2Acnom = 240 - 1,360 = 238.640 ±0,2 mm .
Pentru operaţia de strunjirea de degrosare a diametrului de 240 mm.
2222min ερ +++= SRAc [ mm ] [9.23 -2]
Unde: R2 = 50 µm ; S2 = 1000 µm; [ tab. 7.17 - 14 ]
R2 =2c
2p 2 ερ +
Rc = 2Dc · lc
Re = 4,3 µm
lc = 40 rrm
c ε = 158 µm [tab, 5.10 -14 ]
ecentr. = 0,25 · 22 1+T = 0,56mm = 560 µm
Rs =22 5603,4 + = 560µm ; c ε 2 = 400 µm
Rezulta ca:
2A2min = 2(50 + 1000) + 2 22 560400 + = 8130 µm.
2A3nom = 2a3min + T2
2A3norn = 8130 + 1900 = 11800 µm
In concluzie cota intermediara după degrosare trebuie sa fie de:
D2=Dfin - 2Acnom = 240 - 11,800 = 228,22,17,0
+
− mm .
Adaosul total pe raza , calculat, este :
Anom = (1,360 + 11,800)/2 = 5,25
Conform SR ISO 8062 adaosul de prelucrare corespunzător cotei de 240 mm este de 6 mm
care se va adopta in proiect. In concluzie Dsf = 240 -12 = 228 mm.
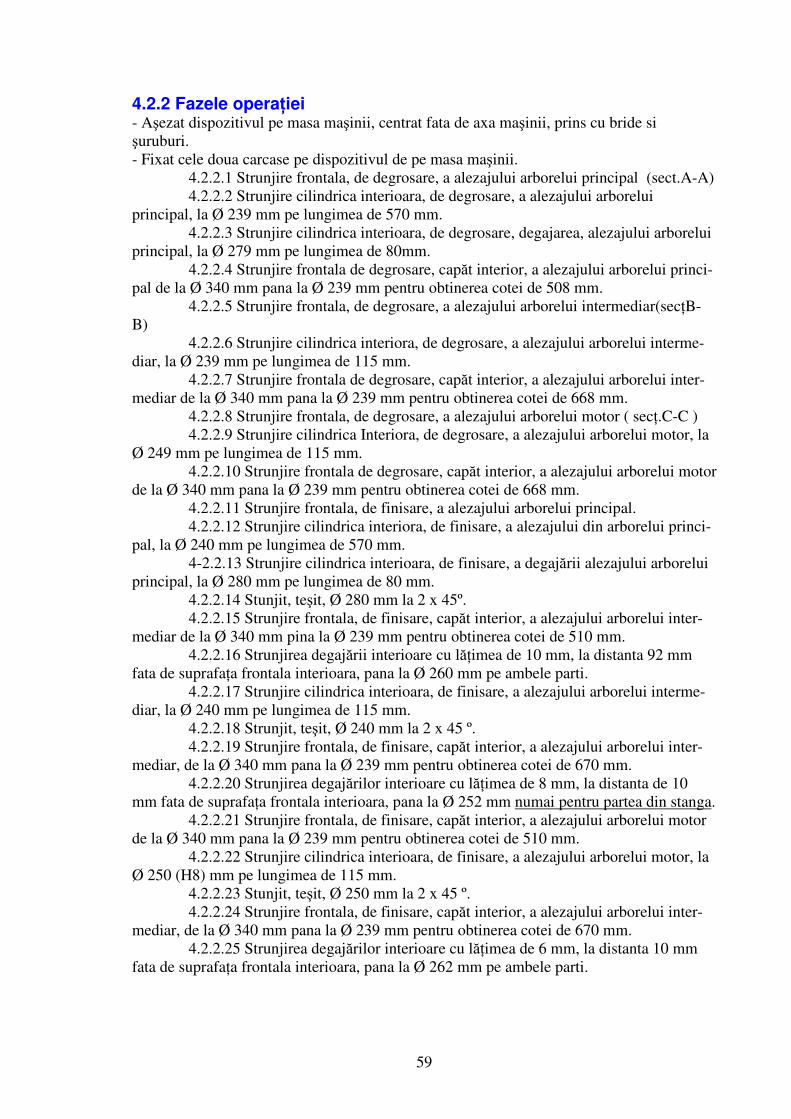
59
4.2.2 Fazele operaţiei - Aşezat dispozitivul pe masa maşinii, centrat fata de axa maşinii, prins cu bride si şuruburi. - Fixat cele doua carcase pe dispozitivul de pe masa maşinii.
4.2.2.1 Strunjire frontala, de degrosare, a alezajului arborelui principal (sect.A-A) 4.2.2.2 Strunjire cilindrica interioara, de degrosare, a alezajului arborelui
principal, la Ø 239 mm pe lungimea de 570 mm. 4.2.2.3 Strunjire cilindrica interioara, de degrosare, degajarea, alezajului arborelui
principal, la Ø 279 mm pe lungimea de 80mm. 4.2.2.4 Strunjire frontala de degrosare, capăt interior, a alezajului arborelui princi-
pal de la Ø 340 mm pana la Ø 239 mm pentru obtinerea cotei de 508 mm. 4.2.2.5 Strunjire frontala, de degrosare, a alezajului arborelui intermediar(secţB-
B) 4.2.2.6 Strunjire cilindrica interiora, de degrosare, a alezajului arborelui interme-
diar, la Ø 239 mm pe lungimea de 115 mm. 4.2.2.7 Strunjire frontala de degrosare, capăt interior, a alezajului arborelui inter-
mediar de la Ø 340 mm pana la Ø 239 mm pentru obtinerea cotei de 668 mm. 4.2.2.8 Strunjire frontala, de degrosare, a alezajului arborelui motor ( secţ.C-C ) 4.2.2.9 Strunjire cilindrica Interiora, de degrosare, a alezajului arborelui motor, la
Ø 249 mm pe lungimea de 115 mm. 4.2.2.10 Strunjire frontala de degrosare, capăt interior, a alezajului arborelui motor
de la Ø 340 mm pana la Ø 239 mm pentru obtinerea cotei de 668 mm. 4.2.2.11 Strunjire frontala, de finisare, a alezajului arborelui principal. 4.2.2.12 Strunjire cilindrica interiora, de finisare, a alezajului din arborelui princi-
pal, la Ø 240 mm pe lungimea de 570 mm. 4-2.2.13 Strunjire cilindrica interioara, de finisare, a degajării alezajului arborelui
principal, la Ø 280 mm pe lungimea de 80 mm. 4.2.2.14 Stunjit, teşit, Ø 280 mm la 2 x 45º. 4.2.2.15 Strunjire frontala, de finisare, capăt interior, a alezajului arborelui inter-
mediar de la Ø 340 mm pina la Ø 239 mm pentru obtinerea cotei de 510 mm. 4.2.2.16 Strunjirea degajării interioare cu lăţimea de 10 mm, la distanta 92 mm
fata de suprafaţa frontala interioara, pana la Ø 260 mm pe ambele parti. 4.2.2.17 Strunjire cilindrica interioara, de finisare, a alezajului arborelui interme-
diar, la Ø 240 mm pe lungimea de 115 mm. 4.2.2.18 Strunjit, teşit, Ø 240 mm la 2 x 45 º. 4.2.2.19 Strunjire frontala, de finisare, capăt interior, a alezajului arborelui inter-
mediar, de la Ø 340 mm pana la Ø 239 mm pentru obtinerea cotei de 670 mm. 4.2.2.20 Strunjirea degajărilor interioare cu lăţimea de 8 mm, la distanta de 10
mm fata de suprafaţa frontala interioara, pana la Ø 252 mm numai pentru partea din stanga. 4.2.2.21 Strunjire frontala, de finisare, capăt interior, a alezajului arborelui motor
de la Ø 340 mm pana la Ø 239 mm pentru obtinerea cotei de 510 mm. 4.2.2.22 Strunjire cilindrica interioara, de finisare, a alezajului arborelui motor, la
Ø 250 (H8) mm pe lungimea de 115 mm. 4.2.2.23 Stunjit, teşit, Ø 250 mm la 2 x 45 º. 4.2.2.24 Strunjire frontala, de finisare, capăt interior, a alezajului arborelui inter-
mediar, de la Ø 340 mm pana la Ø 239 mm pentru obtinerea cotei de 670 mm. 4.2.2.25 Strunjirea degajărilor interioare cu lăţimea de 6 mm, la distanta 10 mm
fata de suprafaţa frontala interioara, pana la Ø 262 mm pe ambele parti.

60
4.2.3 Caracteristicile generale ale masinii-unelte.
Agregat de prelucrat carcase reductor (Intr. 1 Mai,Ploieşti)
Nr. capete de prelucrare [mm]
Dimensiunile mesei [mm]
Cursa mesei [mm]
2 1200 x 850 1500
Puterea motorului de antrenare [kW]
7,5 11
Turaţia arborelui principal [rot/min]
28; 39; 43; 60; 144; 200; 217; 302 56; 78; 86; 120; 288; 400; 434; 604
Limitele avansului de lucru [mm/min] 2,23 ÷ 80

61
Operaţia nr: 7 Strunjire
Fazele - 4.2.2.2, 4.2.2.3, 4.2.2.6, 4.2.2.9 Strunjirea de degrosare Ø 239, Ø 249 si Ø 279 mm.
4.2.4 Parametrii regimului de aschiere Scule: - Bara de strunjit la diametrul de 239 mm. Verificatoare: - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei ’T’ T = 90 minute [ 9.22 -14 ]
4.2.4.2 Stabilirea adâncimii de aschiere 't' t = 5,2 mm.
4.2.4.3 Stabilirea avansului 's' s = 0,4 mm/rot [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
654321
200
kkkkkkHB
stT
Cv
n
yxm
v
vv
⋅⋅⋅⋅⋅
⋅⋅
= [9.19-2]
In care : Cv - constanta determinata experimental in funcţie de cuplul semifabricat-scula T - durabilitatea sculei t - adancimea de aschiere s - avansul HB - duritatea semifabricatului xv , yv - exponenţi determinaţi experimental in funcţie de condiţiile de aschiere n - exponentul duritatii semifabricatului m - exponentul durabilitatii Se adopta urmatoarele valori :
Cv = 34,2 [ tab 9.23 - 2 ] T = 120 [ tab 9.23 - 2 ] xv = 0,15 [ tab 9.23 - 2 ] yv = 0,3 [ tab 9.23 - 2 ] m = 0,2 [ tab 9.25 - 2 ] n = 1,5 [ tab 9.26 - 2 ]
k1 ÷ k6 - coeficienti care tin cont de conditiile de aschiere in care : - k1 : influenta unghiului de atac principal (χ) : k1= (45/χ)ρ [ 9.20- 2 ] - k2 : influenta unghiului de atac secundar (χ1) : k2= (a/ χ1)
0,09 [ 9.21- 2 ] - k3 : influenta calitatii si marcii tăişului [ tab. 9.27- 2] - k4 : influenta starii suprafeţei prelucrate [ tab. 9.28 -2] - k5 : inluenta profilului tăişului principal [ tab. 9.29- 2] - k6 : coeficient pentru strunjirea interioara [ tab. 9.30- 2]
v = 109,12 [ m/min ]

62
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = (1000 x 112,12) / (3.14 x 240) = 147,75 Turaţia aleasa este:
n = 144 [rot/min]
Recalcularea vitezei de aschiere 1000
nDv
⋅⋅=
π
v =(3.14·5·900)/1000= 15.63 [m/min] Viteza recalculata este:
v = 108,52 [ m/min ] Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,4 x 144
sm = 52 [ mm/min ]
4.2.4.7 Calculul forţelor de aschiere. zFzF
z
yx
Fz stCF ⋅⋅= [ daN ] [6.7- 2]
Unde : CFz = 5,14 xFz = 1 yFz = 0,9
Fz = 141,72 [daN] yFFy
y
yx
Fy stCF ⋅⋅= [ daN ] [6.9- 2]
Unde : CFy = 0,045 xFy = 0,75 yFy = 0,75
Fy = 5,49 [daN]
4.2.4.8 Calculul momentului de aschiere.
10002 ⋅
⋅=
pz DFM [daNm] [ 1.11 - 6 ]
M = (141.72 x 240)/(2 x 1000) = 7,7 M = 7,7 [daNmm]
4.2.5 Verificarea puterii motorului electric Puterea necesara aschierii este :
6120
vFP z
a
⋅= [ Kw ] [ 1.10 - 6 ]
Pa = (141,72 x 108,52)/6120= 2,51 Din caracteristicile maşinii: Pe = 7.5.KW In concluzie Pa < Pe Rezulta ca strunjirea interioara la Ø 240mm se poate executa folosind următorul regim de aschiere: - adancimea de aschiere t = 5,5 mm; - avansul s = 0,4 mm/rot; - viteza de aschiere vr = 108,52 m/min; - turaţia n = 144 rot/min; - viteza de avans sm = 52 mm/min.
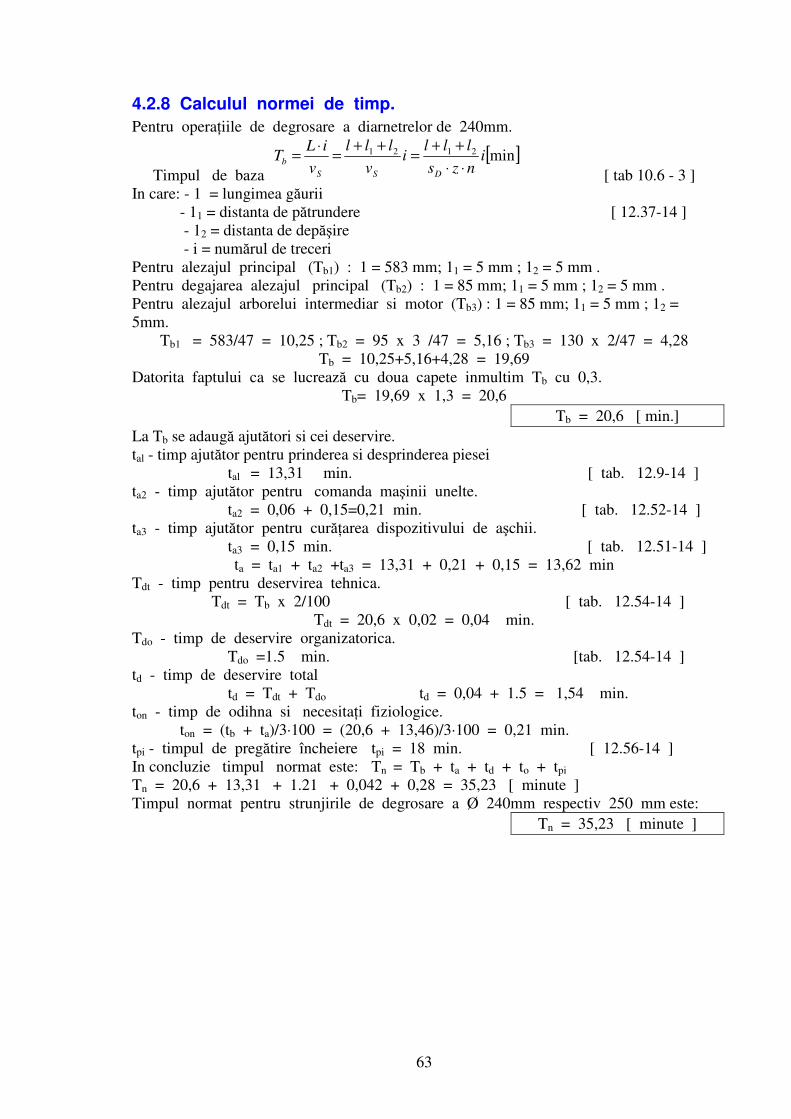
63
4.2.8 Calculul normei de timp. Pentru operaţiile de degrosare a diarnetrelor de 240mm.
Timpul de baza [ ]min2121 i
nzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii
- 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i = numărul de treceri Pentru alezajul principal (Tb1) : 1 = 583 mm; 11 = 5 mm ; 12 = 5 mm . Pentru degajarea alezajul principal (Tb2) : 1 = 85 mm; 11 = 5 mm ; 12 = 5 mm . Pentru alezajul arborelui intermediar si motor (Tb3) : 1 = 85 mm; 11 = 5 mm ; 12 = 5mm.
Tb1 = 583/47 = 10,25 ; Tb2 = 95 x 3 /47 = 5,16 ; Tb3 = 130 x 2/47 = 4,28 Tb = 10,25+5,16+4,28 = 19,69
Datorita faptului ca se lucrează cu doua capete inmultim Tb cu 0,3. Tb= 19,69 x 1,3 = 20,6
Tb = 20,6 [ min.] La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 13,31 min. [ tab. 12.9-14 ] ta2 - timp ajutător pentru comanda maşinii unelte.
ta2 = 0,06 + 0,15=0,21 min. [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min. [ tab. 12.51-14 ] ta = ta1 + ta2 +ta3 = 13,31 + 0,21 + 0,15 = 13,62 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb x 2/100 [ tab. 12.54-14 ]
Tdt = 20,6 x 0,02 = 0,04 min. Tdo - timp de deservire organizatorica.
Tdo =1.5 min. [tab. 12.54-14 ] td - timp de deservire total
td = Tdt + Tdo td = 0,04 + 1.5 = 1,54 min. ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (20,6 + 13,46)/3·100 = 0,21 min. tpi - timpul de pregătire încheiere tpi = 18 min. [ 12.56-14 ] In concluzie timpul normat este: Tn = Tb + ta + td + to + tpi Tn = 20,6 + 13,31 + 1.21 + 0,042 + 0,28 = 35,23 [ minute ] Timpul normat pentru strunjirile de degrosare a Ø 240mm respectiv 250 mm este:
Tn = 35,23 [ minute ]

64
Operaţia nr: 7 Strunjire
Fazele 4.2.2.1, 4.2.2.4, 4.2.2.5, 4.2.2.7, 4.2.2.8, 4.2.2.10 - Strunjire frontala de degrosare, pentru toate fetele frontale ale alezajelor.
4.2.4 Parametrii regimului de aschiere
Scule: - Cuţit de strunjit frontal. STAS 6378-82 Verificatoare: - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 90 minute [ 9.22 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = 5 mm.
4.2.4.3 Stabilirea avansului 's' s = 0,4 [ mm/rot ] [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
7654321
200
kkkkkkkHB
stT
Cv
n
yxm
v
vv
⋅⋅⋅⋅⋅⋅
⋅⋅
= [9.19-2]
In care : Cv - constanta determinata experimental in funcţie de cuplul semifabricat-scula T - durabilitatea sculei t - adancimea de aschiere s - avansul HB - duritatea semifabricatului xv , yv - exponenţi determinaţi experimental in funcţie de condiţiile de aschiere n - exponentul duritatii semifabricatului m - exponentul durabilitatii Se adopta urmatoarele valori :
Cv = 34,2 [ tab 9.23 2 ] T = 120 [ tab 9.23 2 ] xv = 0,15 [ tab 9.23 2 ] yv = 0,3 [ tab 9.23 2 ] m = 0,2 [ tab 9.25 2 ] n = 1,5 [ tab 9.26 2 ]
k1 ÷ k7 - coeficienti care tin cont de conditiile de aschiere in care : - k1 : influenta unghiului de atac principal (χ) : k1= (45/χ)ρ = 1 [ 9.20 2 ] - k2 : influenta unghiului de atac secundar (χ1) : k2= (a/ χ1)
0,09= 1.32[ 9.21 2 ] - k3 : influenta calitatii si marcii tăişului k3 = 1 [ tab. 9.27 2] - k4 : influenta starii suprafeţei prelucrate k4 = 0,94 [ tab. 9.28 2] - k5 : inluenta profilului tăişului principal k5 = 0,90 [ tab. 9.29 2] - k6 : coeficient pentru strunjirea interioara k6 = 1 [ tab. 9.30 2] - k7 : utilizarea unui lichid de aschiere Kv11 = 0,95
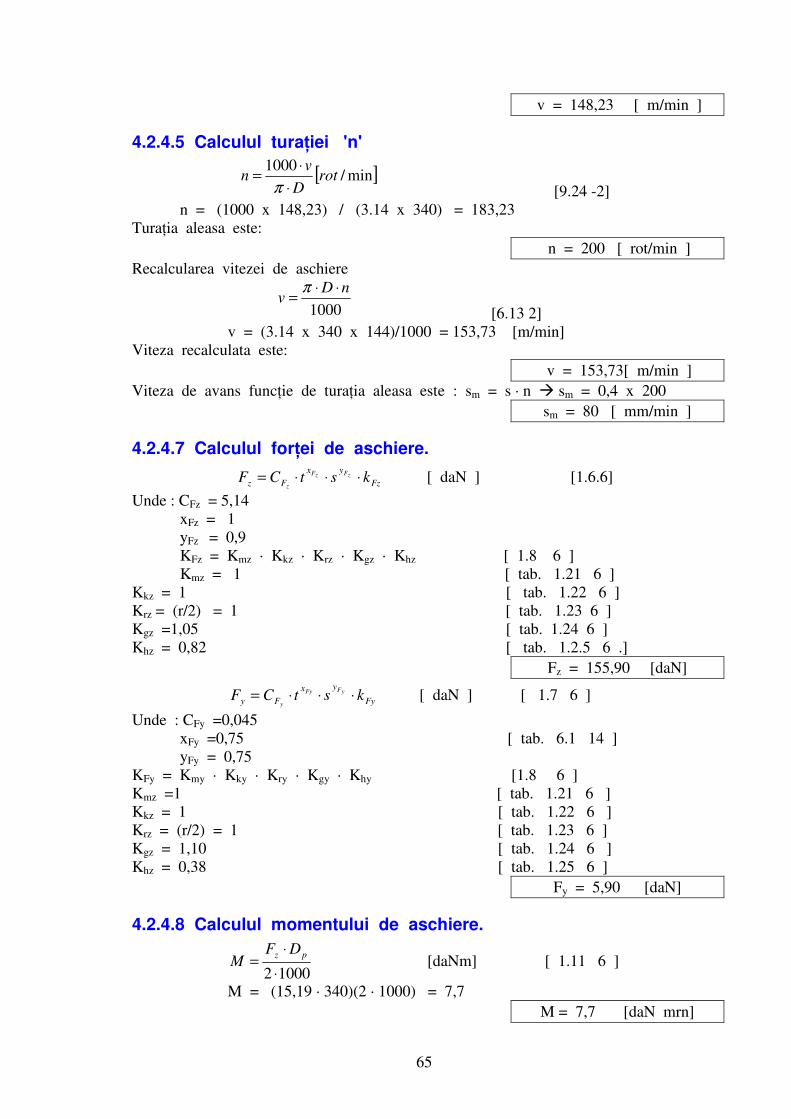
65
v = 148,23 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = (1000 x 148,23) / (3.14 x 340) = 183,23
Turaţia aleasa este: n = 200 [ rot/min ]
Recalcularea vitezei de aschiere
1000
nDv
⋅⋅=
π
[6.13 2] v = (3.14 x 340 x 144)/1000 = 153,73 [m/min]
Viteza recalculata este: v = 153,73[ m/min ]
Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,4 x 200 sm = 80 [ mm/min ]
4.2.4.7 Calculul forţei de aschiere.
Fz
yx
Fz kstCF zFzF
z⋅⋅⋅= [ daN ] [1.6.6]
Unde : CFz = 5,14 xFz = 1 yFz = 0,9 KFz = Kmz · Kkz · Krz · Kgz · Khz [ 1.8 6 ] Kmz = 1 [ tab. 1.21 6 ]
Kkz = 1 [ tab. 1.22 6 ] Krz = (r/2) = 1 [ tab. 1.23 6 ] Kgz =1,05 [ tab. 1.24 6 ] Khz = 0,82 [ tab. 1.2.5 6 .]
Fz = 155,90 [daN]
Fy
yx
Fy kstCF yFFy
y⋅⋅⋅= [ daN ] [ 1.7 6 ]
Unde : CFy =0,045 xFy =0,75 [ tab. 6.1 14 ] yFy = 0,75
KFy = Kmy · Kky · Kry · Kgy · Khy [1.8 6 ] Kmz =1 [ tab. 1.21 6 ] Kkz = 1 [ tab. 1.22 6 ] Krz = (r/2) = 1 [ tab. 1.23 6 ] Kgz = 1,10 [ tab. 1.24 6 ] Khz = 0,38 [ tab. 1.25 6 ]
Fy = 5,90 [daN]
4.2.4.8 Calculul momentului de aschiere.
10002 ⋅
⋅=
pz DFM [daNm] [ 1.11 6 ]
M = (15,19 · 340)(2 · 1000) = 7,7 M = 7,7 [daN mrn]

66
4.2.5 Verificarea puterii motorului electric Puterea necesara aschierii este :
6120
vFP z
a
⋅= [ Kw ] [ 1.10 6 ]
Pa = (15,19 · 153,73)/6120= 3,92 Din caracteristicile maşinii: Pe = 7.5 kW .
In concluzie Pr < Pe Rezulta ca strunjirea interioara se poate executa folosind următorul regim de aschiere: - adancimea de aschiere t = 5 mm; - avansul sr = 0,4 mm/rot; - viteza de aschiere vr = 153,73 m/min; - turaţia n = 200 rot/min. - viteza de avans sm = 80 mm/min,
4.2.8 Calculul normei de timp Pentru operaţiile de degrosare a diametrelor de 240 mm. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri 1 = 60 mm; 11 = 5 mm ; 12 = 4 mm ; i = 6.
Tb = 69 · 6 / 80 [min] Tb = 5,12 [ min. ]
La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 0,31 min [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,06 + 0,15 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51-14 ] ta = 0,62 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,12 min Tdo - timp de deservire organizatorica.
Tdo = 1,5 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo � td = 1,62 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (5,12 + 0,46)/3·100 = 0,061 min. tpi - timpul de pregătire încheiere
-tpi = 0,28 min [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi/n Tn = 7,9 [ min ] Timpul normat pentru operaţia de strunjire frontala este:
Tn = 7,9 [ min]

67
Operatia nr.7 : Strunjire
Faza - 4.2.2.12, 4.2.2.13, 4.2.2.17, 4.2.2.22 Strunjirea de finisare Ø 240, Ø250 si Ø280 mm.
4.2.4 Parametrii regimului de aschiere Scule: - Bara de strunjit la diametrul de 239 mm. Verificatoare: - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 90 minute [ 9.22 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = 5,2 mm.
4.2.4.3 Stabilirea avansului 's' s = 0,15 [ mm/rot ] [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
654321
200
kkkkkkHB
stT
Cv
n
yxm
v
vv
⋅⋅⋅⋅⋅
⋅⋅
= [9.19-2]
In care : Cv - constanta determinata experimental in funcţie de cuplul semifabricat-scula T - durabilitatea sculei t - adancimea de aschiere s - avansul HB - duritatea semifabricatului xv , yv - exponenţi determinaţi experimental in funcţie de condiţiile de aschiere n - exponentul duritatii semifabricatului m - exponentul durabilitatii Se adopta urmatoarele valori :
Cv = 274 [ tab 9.23 2 ] T = 120 [ tab 9.23 2 ] xv = 0,15 [ tab 9.23 2 ] yv = 0,3 [ tab 9.23 2 ] m = 0,2 [ tab 9.25 2 ] n = 1,5 [ tab 9.26 2 ]
k1 ÷ k7 - coeficienti care tin cont de conditiile de aschiere in care : - k1 : influenta unghiului de atac principal (χ) : k1= (45/χ)ρ = 1 [ 9.20 2 ] - k2 : influenta unghiului de atac secundar (χ1) : k2= (a/ χ1)
0,09= 1.32[ 9.21 2 ] - k3 : influenta calitatii si marcii tăişului k3 = 1 [ tab. 9.27 2] - k4 : influenta starii suprafeţei prelucrate k4 = 0,94 [ tab. 9.28 2] - k5 : inluenta profilului tăişului principal k5 = 0,90 [ tab. 9.29 2] - k6 : coeficient pentru strunjirea interioara k6 = 1 [ tab. 9.30 2] - k7 : utilizarea unui lichid de aschiere k7 = 0,95
v = 109,12 [ m/min ]

68
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = (1000 x 112,12) / (3.14 x 240) = 147,75
Turaţia aleasa este: n = 144 [ rot/min ]
Recalcularea vitezei de aschiere 1000
nDv
⋅⋅=
π
[6.13 - 2] v = (3.14 · 5 · 900)/1000 = 15,63 [m/min]
Viteza recalculata este: v =108,52 [ m/min ]
Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,15 x 144 sm = 52 [ mm/min ]
4.2.4.7 Calculul forţei de aschiere.
Fz
yx
Fz kstCF zFzF
z⋅⋅⋅= [ daN ] [1.6.6]
Unde : CFz = 5,14 xFz = 1 yFz = 0,9 KFz = Kmz · Kkz · Krz · Kgz · Khz [ 1.8 - 6 ] Kmz = 1 [ tab. 1.21 - 6 ] Kkz = 1 [ tab. 1.22 - 6 ] Krz = (r/2) = 1 [ tab. 1.23 - 6 ] Kgz =1,05 [ tab. 1.24 - 6 ] Khz = 0,82 [ tab. 1.2.5 - 6 ]
Fz = 141,72 [daN]
Fy
yx
Fy kstCF yFFy
y⋅⋅⋅= [ daN ] [ 1.7 6 ]
Unde : CFy =0,045 xFy = 0,75 [ tab. 6.1 14 ] yFy = 0,75 KFy = Kmy · Kky · Kry · Kgy · Khy [1.8 6 ] Kmz =1 [ tab. 1.21 6 ] Kkz = 1 [ tab. 1.22 6 ] Krz = (r/2) = 1 [ tab. 1.23 6 ] Kgz = 1,10 [ tab. 1.24 6 ] Khz = 0,38 [ tab. 1.25 6 ]
Fy = 5,49 [daN]
4.2.4.8 Calculul momentului de aschiere.
10002 ⋅
⋅=
pz DFM [daNm] [ 1.11 6 ]
M = (15,19 · 340)(2 · 1000) = 7,7 M = 7,7 [daN mm]
4.2.5 Verificarea puterii motorului electric Puterea necesara aschierii este :
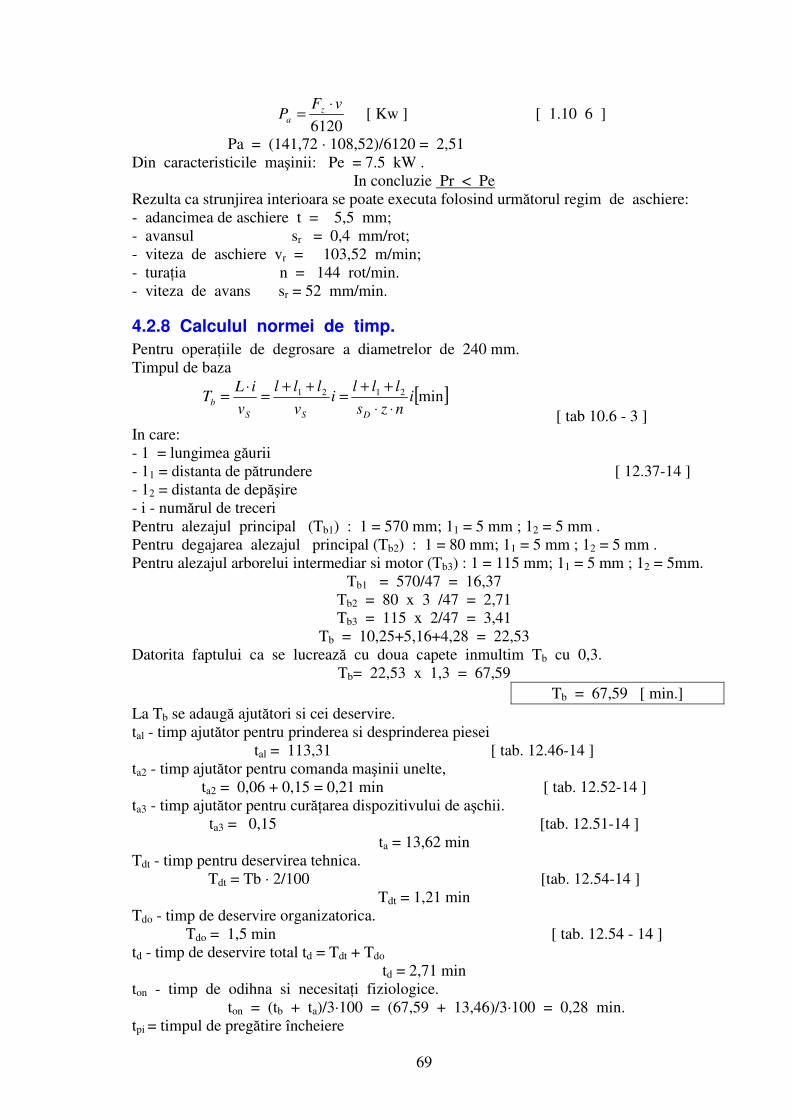
69
6120
vFP z
a
⋅= [ Kw ] [ 1.10 6 ]
Pa = (141,72 · 108,52)/6120 = 2,51 Din caracteristicile maşinii: Pe = 7.5 kW .
In concluzie Pr < Pe Rezulta ca strunjirea interioara se poate executa folosind următorul regim de aschiere: - adancimea de aschiere t = 5,5 mm; - avansul sr = 0,4 mm/rot; - viteza de aschiere vr = 103,52 m/min; - turaţia n = 144 rot/min. - viteza de avans sr = 52 mm/min.
4.2.8 Calculul normei de timp. Pentru operaţiile de degrosare a diametrelor de 240 mm. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri Pentru alezajul principal (Tb1) : 1 = 570 mm; 11 = 5 mm ; 12 = 5 mm . Pentru degajarea alezajul principal (Tb2) : 1 = 80 mm; 11 = 5 mm ; 12 = 5 mm . Pentru alezajul arborelui intermediar si motor (Tb3) : 1 = 115 mm; 11 = 5 mm ; 12 = 5mm.
Tb1 = 570/47 = 16,37 Tb2 = 80 x 3 /47 = 2,71 Tb3 = 115 x 2/47 = 3,41
Tb = 10,25+5,16+4,28 = 22,53 Datorita faptului ca se lucrează cu doua capete inmultim Tb cu 0,3.
Tb= 22,53 x 1,3 = 67,59 Tb = 67,59 [ min.]
La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 113,31 [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,06 + 0,15 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 [tab. 12.51-14 ] ta = 13,62 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 1,21 min Tdo - timp de deservire organizatorica.
Tdo = 1,5 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 2,71 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (67,59 + 13,46)/3·100 = 0,28 min. tpi = timpul de pregătire încheiere

70
-tpi = 0,28 min [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi / n Tn = 83,42 [ min ]
Timpul normat pentru operaţia de strunjire de finisare a celor trei diametre este: Tn = 83,42 [min]

71
Operatia nr.7 : Strunjire
Fazele - 4.2.2.11, 4.2.2.15, 4.2.2.19, 4.2.2.21, 4.2.2.24 Strunjire frontala de finisare, pentru toate fetele frontale ale alezajelor.
4.2.4 Parametrii regimului de aschiere
Scule: - Cuţit de strunjit frontal. STAS 6378-82 Verificatoare: - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 90 minute [9.22 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = 5 mm.
4.2.4.3 Stabilirea avansului 's' s = 0,2 [ mm/rot ] [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
654321
200
kkkkkkHB
stT
Cv
n
yxm
v
vv
⋅⋅⋅⋅⋅
⋅⋅
= [9.19-2]
In care : Cv - constanta determinata experimental in funcţie de cuplul semifabricat-scula T - durabilitatea sculei t - adancimea de aschiere s - avansul HB - duritatea semifabricatului xv , yv - exponenţi determinaţi experimental in funcţie de condiţiile de aschiere n - exponentul duritatii semifabricatului m - exponentul durabilitatii Se adopta urmatoarele valori :
Cv = 274 [ tab 9.23 2 ] T = 120 [ tab 9.23 2 ] xv = 0,15 [ tab 9.23 2 ] yv = 0,3 [ tab 9.23 2 ] m = 0,2 [ tab 9.25 2 ] n = 1,5 [ tab 9.26 2 ]
k1 ÷ k7 - coeficienti care tin cont de conditiile de aschiere in care : - k1 : influenta unghiului de atac principal (χ) : k1= (45/χ)ρ = 1 [ 9.20 2 ] - k2 : influenta unghiului de atac secundar (χ1) : k2= (a/ χ1)
0,09= 1.32[ 9.21 2 ] - k3 : influenta calitatii si marcii tăişului k3 = 1 [ tab. 9.27 2] - k4 : influenta starii suprafeţei prelucrate k4 = 0,94 [ tab. 9.28 2] - k5 : inluenta profilului tăişului principal k5 = 0,90 [ tab. 9.29 2] - k6 : coeficient pentru strunjirea interioara k6 = 1 [ tab. 9.30 2] - k7 : utilizarea unui lichid de aschiere k7 = 0,95
v = 148,23 [ m/min ]
72
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = (1000 x 148,23) / (3.14 x 340) = 183,23 Turaţia aleasa este:
n = 200 [ rot/min ]
Recalcularea vitezei de aschiere 1000
nDv
⋅⋅=
π
[6.13 2] v = (3.14 x 340 x 144)/1000 = 153,73 [m/min]
Viteza recalculata este: v = 153,73[ m/min ]
Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,15 x 200 sm = 30 [ mm/min ]
4.2.4.7 Calculul forţei de aschiere.
Fz
yx
Fz kstCF zFzF
z⋅⋅⋅= [ daN ] [1.6.6]
Unde : CFz = 5,14 xFz = 1 yFz = 0,9 KFz = Kmz · Kkz · Krz · Kgz · Khz [ 1.8 6 ] Kmz = 1 [ tab. 1.21 6 ] Kkz = 1 [ tab. 1.22 6 ] Krz = (r/2) = 1 [ tab. 1.23 6 ] Kgz = 1,05 [ tab. 1.24 6 ] Khz = 0,82 [ tab. 1.2.5 6 .]
Fz = 155,90 [daN]
Fy
yx
Fy kstCF yFFy
y⋅⋅⋅= [ daN ] [ 1.7 6 ]
Unde : CFy = 0,045 xFy = 0,75 [ tab. 6.1 14 ] yFy = 0,75 KFy = Kmy · Kky · Kry · Kgy · Khy [1.8 6 ] Kmz =1 [ tab. 1.21 6 ] Kkz = 1 [ tab. 1.22 6 ] Krz = (r/2) = 1 [ tab. 1.23 6 ] Kgz = 1,10 [ tab. 1.24 6 ] Khz = 0,38 [ tab. 1.25 6 ]
Fy = 5,90 [daN]
4.2.4.8 Calculul momentului de aschiere.
10002 ⋅
⋅=
pz DFM [daNm] [ 1.11 6 ]
M = (15,19 · 340)(2 · 1000) = 12,3 M = 12,3 [daN mm]
4.2.5 Verificarea puterii motorului electric Puterea necesara aschierii este :
73
6120
vFP z
a
⋅= [ Kw ] [ 1.10 6 ]
Pa = (155,9 · 153,73)/6120 = 3,91 Din caracteristicile maşinii: Pe = 7.5 kW .
In concluzie Pr < Pe Rezulta ca strunjirea interioara se poate executa folosind următorul regim de aschiere: - adancimea de aschiere t = 1 mm; - avansul sr = 0,15 mm/rot; - viteza de aschiere vr = 153,73 m/min; - turaţia n = 200 rot/min. - viteza de avans sr = 30 mm/min. 4.2.8 Calculul normei de timp. Pentru operaţiile de degrosare a diametrelor de 240mm. . Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri 1 = 60 mm; 11 = 5 mm ; 12 = 4 mm ; i = 2
Tb = 69 · 6 / 40=9,02 [min] Tb = 9,02 [ min. ]
La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 0,31 [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte, ta2 = 0,21 [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 [tab. 12.51-14 ] ta = 0,62
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,12 Tdo - timp de deservire organizatorica.
Tdo = 1,5 [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 1,62 ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (5,12 + 0,46)/3·100 = 0,061 min. tpi = timpul de pregătire încheiere
-tpi = 0,28 min [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi / n Tn = 11,3 [ min ]
Timpul normat pentru operaţia de strunjire de finisare a celor trei diametre este: Tn = 11,3 [min]

74
Operatia nr.7 : Strunjire
Fazele - 4.2.2.16, 4.2.2.20, 4.2.2.25 Strunjirea canalelor interioare la toate alezajele.
4.2.4 Parametrii regimului de aschiere Scule; - Cuţit de strunjit canale STAS 6378-82 Verificatoare: - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 90 minute [ 9.22 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = 8 mm.
4.2.4.3 Stabilirea avansului 's' s = 0,1 [ mm/rot ] [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
654321
200
kkkkkkHB
stT
Cv
n
yxm
v
vv
⋅⋅⋅⋅⋅
⋅⋅
= [9.19-2]
In care : Cv - constanta determinata experimental in funcţie de cuplul semifabricat-scula T - durabilitatea sculei t - adancimea de aschiere s - avansul HB - duritatea semifabricatului xv , yv - exponenţi determinaţi experimental in funcţie de condiţiile de aschiere n - exponentul duritatii semifabricatului m - exponentul durabilitatii Se adopta urmatoarele valori :
Cv = 274 [ tab 9.23 2 ] T = 120 [ tab 9.23 2 ] xv = 0,15 [ tab 9.23 2 ] yv = 0,3 [ tab 9.23 2 ] m = 0,2 [ tab 9.25 2 ] n = 1,5 [ tab 9.26 2 ]
k1 ÷ k7 - coeficienti care tin cont de conditiile de aschiere in care : - k1 : influenta unghiului de atac principal (χ) : k1= (45/χ)ρ = 1 [ 9.20 2 ] - k2 : influenta unghiului de atac secundar (χ1) : k2= (a/ χ1)
0,09= 1.32[ 9.21 2 ] - k3 : influenta calitatii si marcii tăişului k3 = 1 [ tab. 9.27 2] - k4 : influenta starii suprafeţei prelucrate k4 = 0,94 [ tab. 9.28 2] - k5 : inluenta profilului tăişului principal k5 = 0,90 [ tab. 9.29 2] - k6 : coeficient pentru strunjirea interioara k6 = 1 [ tab. 9.30 2] - k7 : utilizarea unui lichid de aschiere k7 = 0,95
v = 137,01 [ m/min ]

75
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = (1000 x 137,01) / (3.14 x 240) = 181,12
Turaţia aleasa este: n = 200 [ rot/min ]
Recalcularea vitezei de aschiere 1000
nDv
⋅⋅=
π
[6.13 - 2] v = (3.14 · 5 · 900)/1000 = 150,73 [m/min]
Viteza recalculata este: v = 150,73 [ m/min ]
Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,1 x 200 sm = 20 [ mm/min ]
4.2.4.7 Calculul forţei de aschiere.
Fz
yx
Fz kstCF zFzF
z⋅⋅⋅= [ daN ] [1.6.6]
Unde : CFz = 5,14 xFz = 1 yFz = 0,9 KFz = Kmz · Kkz · Krz · Kgz · Khz [ 1.8 6 ] Kmz = 1 [ tab. 1.21 6 ] Kkz = 1 [ tab. 1.22 6 ] Krz = (r/2) = 1 [ tab. 1.23 6 ] Kgz =1,05 [ tab. 1.24 6 ] Khz = 0,82 [ tab. 1.2.5 6]
Fz = 65,12 [daN]
Fy
yx
Fy kstCF yFFy
y⋅⋅⋅= [ daN ] [ 1.7 6 ]
Unde : CFy =0,045 xFy = 0,75 [ tab. 6.1 6 ] yFy = 0,75 KFy = Kmy · Kky · Kry · Kgy · Khy [1.8 6 ] Kmz =1 [ tab. 1.21 6 ] Kkz = 1 [ tab. 1.22 6 ] Krz = (r/2) = 1 [ tab. 1.23 6 ] Kgz = 1,10 [ tab. 1.24 6 ] Khz = 0,38 [ tab. 1.25 6 ]
Fy = 2,76 [daN]
4.2.4.8 Calculul momentului de aschiere.
10002 ⋅
⋅=
pz DFM [daNm] [ 1.11 6 ]
M = (65,12 · 340)(2 · 1000) = 4,9 M = 4,9 [daN mm]
4.2.5 Verificarea puterii motorului electric Puterea necesara aschierii este :
76
6120
vFP z
a
⋅= [ Kw ] [ 1.10 6 ]
Pa = (65,12 · 150,73)/6120 = 1,60 Din caracteristicile maşinii: Pe = 7.5 kW .
In concluzie Pr < Pe Rezulta ca strunjirea interioara se poate executa folosind următorul regim de aschiere: - adancimea de aschiere t = 0,65 mm; - avansul sr = 0,1 mm/rot; - viteza de aschiere vr = 150,73 m/min; - turaţia n = 200 rot/min. - viteza de avans sr = 20 mm/min..
4.2.8 Calculul normei de timp. Pentru operaţiile de degrosare a diametrelor de 240mm. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab. 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri 1 = 10 mm; 11 = 5 mm ; i = 4
Tb = 15 4/20 = 2,81 [min] Tb = 2,81 [ min. ]
La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 0,31 min [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51-14 ] ta = 0,62 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,12 min Tdo - timp de deservire organizatorica.
Tdo = 1,5 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 1,62 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (5,12 + 0,46)/3·100 = 0,061 min. tpi = timpul de pregătire încheiere
-tpi = 0,28 min [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi/n Timpul normat pentru operaţia de strunjirea canalelor alezajelor este:
Tn = 4,82 [ min]

77
Operaţia nr: 8 FREZARE-GAURIRE-FILETARE
4.1 Schiţa operaţiei
78
4.2 Analiza la nivel de operaţie
4.2.2 Fazele operaţiei a) Fixat piesa pe dispozitivul de pe masa maşinii. Centruire pe adancimea de 9.5 mm. 4.2.2.1 - 6 găuri dispuse pe raza de 170 mm. 4.2.2.2 - 6 găuri dispuse pe raza de 145 mm. 4.2.2.3 - 8 găuri dispuse pe raza de 141 mm. Gaurire Ø 15.5 mm pe adancimea de 36mm : 4.2.2.4 - 6 găuri de pe fata alezajului dispuse pe raza de 170 mm. 4.2.2.5 - 6 găuri de pe fata alezajului dispuse pe raza de 145 mm. 4.2.2.6 - 6 găuri de pe fata alezajului dispuse pe raza de 141 mm. 4.2.2.7 - 1 gaura Ø 18 mm pe raza de 141 mm, pe adancimea de 25mm. 4.2.2.8 - 1 gaura Ø 20 mm pe raza de 141 mm străpunsă. Filetat la M18 pe adancimea de 30 mm. 4.2.2.9 - 8 găuri dispuse pe raza de 170 mm. 4.2.2.10 - 6 găuri dispuse pe raza de 145 mm. 4.2.2.11 - 6 găuri dispuse pe raza de 141 mm. Centruire pe adancimea de 9.5 mm. 4.2.2.12 - 6 găuri dispuse pe raza de 170 mm. 4.2.2.13 - 6 găuri dispuse pe raza de 145 mm. 4.2.2.14 - 8 găuri dispuse pe raza de 141 mm. Gaurire la Ø 15.5 mm pe adancimea de 36mm. 4.2.2.15 - 6 găuri de pe fata alezajului dispuse pe raza de 170 mm. 4.2.2.16 - 6 găuri de pe fata alezajului dispuse pe raza de 145 mm. 4.2.2.17 - 6 găuri de pe fata alezajului dispuse pe raza de 141 mm.
4.2.3 Caracteristicile generale ale masinii-unelte.
Centru de prelucrare CPH Turaţia (rot/min) n =15 ÷ 1280
Puterea (kW) 7,5 Săniile (mm) X = 3500 Y = 1500 Z = 1800
Masa portpiesa Diametrul de 2100 mm. Magazin 34 scule
Diametrul max. al sculei 300 mm Tipul echipamentului C.N: CNC 600-1
4.2.4 Parametrii regimului de aschiere Pentru faza: 4.2.2.1 ÷ 4.2.2.11 Centruire- Gaurire-Filetare Scu1e: - Burghiu de centrare Ø 30 mm.
- Burghiu elicoidal Ø 15,5 mm STAS 4566-80/Rp3 - Tarod de maşina Ml8 - Freza cilindro-frontala cu dinţi demontabili Ø 80 mm.
Verificatoare: - Calibru tampon pentru M18 - Sub1er
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 120 minute [ 9.11 14]

79
4.2.4.2 Stabilirea adincirnii de aschiere 't' t = D/2 [ 2.4 14 ]
In care : - D = diametrul găurii; t = 19/2 = 9,5 mm
4.2.4.3 Stabilirea avansului 's' s = 0,2 [ mm/rot ] [ 9.122 14 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.1 6 ] In care : Cv = 17,6 [ tab 6.1 6 ]
m = 0,2 zv = 0,25 yv = 0,55 Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 6 ] Kmv = (190 · 240) [ tab. 9.13 6] Kmv =0,76 Ktv = 0,84 Klv = 1 Ksv = 1,1 Kvp = 0,76 · 0,84 · 1,1 = 0,74 v = (17,6 · 15.5 · 0,74)/60 · 0,148 = 40,34 [ m/min ]
4.2.4.5.Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = [1000 x 40.34]/[3.14 x 15.5] = 513.87 Turaţia aleasa este:
n = 500 [ rot/min ]
Recalcularea vitezei de aschiere 1000
nDv
⋅⋅=
π
[6.13 2] v = (3.14 x 25 x 500)/1000 = 39,25 [m/min]
Viteza recalculata este: v = 39,25 [ m/min ]
Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,2 · 500 sm = 100 [ mm/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ] [ 5.2 14 ]
CF = 42 ; xF = 1,04 ; yF = 0,65 ; KF = Kaf · k F · K f Kaf = 1 ; k F = 0,96 ; K f = 1,06 �KF = 1 · 0,96 · 1,06 = 1 ,02
F = 42 · 15,5 · 0,313 · 1.02 = 178.43 F = 178.43 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds [ daN ]

80
In care : Cm = 42 ; xm = 1,04 ; ym = 0,65 ; Km = 1.04 �M = 42 · 25 · 0,2 · 1 .04 =797,25
M = 797,25 [ daN nm ]
4.2.5 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[ 5.3 14 ] In care : Mt- momentul de torsiune.
vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii
Pr = (2 · 2484.76 · 39.25 )/(6000 · 25 · 0,8) = 0,78 Din caracteristicile maşinii: Pe = 7.5 kW
In concluzie 0,78 < 7,5 Rezulta ca prelucrarea găurilor se poate executa pe maşina cu comanda numerica
CPH, folosind următorul regim de aschiere. - adancimea de aschiere t = 9,5 mm; - avansul sr = 0,2 mm/rot; - viteza de aschiere vr = 39,25 m/min; - turaţia n = 500 rot/min.
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37-14 ] - 12 - distanta de depăşire - i - numărul de treceri 1 = 9,5 mm; 11 = 10,5 mm ; 12 = 0 mm ; i = 36
Tb = 5,52 [ min. ] La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 13,1 min [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51-14 ] ta = 13,46 min ,in concluzie top = tb + ta = 5,52 +13,46 = 18,98 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,11 min Tdo - timp de deservire organizatorica.
Tdo = 0,18 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo td = 0,19 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (25,22 + 13,46)/3·100 = 0,038 min.

81
tpi = timpul de pregătire încheiere -tpi = 18 min [ 11.81 - 14 ]
In concluzie timpul normat este: Tn = Tb + ta + td + to + tpi/n
Timpul normat pentru operaţia de gaurire este: Tn = 19,38 [ min]

82
Operaţia nr: 8 FREZARE-GAURIRE-FILETARE
Faza - 4.2.2.5, 4.2.2.6, 4.2.2.7 Prelucrarea găurilor Ø 15.5 mm in vederea filetarii
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 106 minute [ 9.11 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = D/2 [ 2.4-14 ]
In care : D = diametrul găurii t = 15.5/2 = 7,5 mm
4.2.4.3 Stabilirea avansului 's' s = 0,3 [ mm/rot ] [ 9.1 - 3 ] sm = 105 mm/min
4.2.4.4 Stabilirea vitezei de aschiere 'v' v = 17.6 [ m/min ] [ 9.1 - 3 ]
Viteza de aschiere depinde de mai mulţi factori de aceea se va tine cont de următorii coeficienţi de corecţie ce sunt funcţie de calitatea materialului : Kv = 0.77 Kp = 1.13 [ 9.1 - 3 ] Kn = 0.87
In concluzie v = 17.6 x 0.77 x 1.13 x 0.87 = 13.3 [m/min] v = 13.3 [m/min]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = [1000 x 13.3)/3.14 x 15.5 = 273
n = 273 [ rot/min ]
4.2.4.8 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37 -14 ] - 12 - distanta de depăşire - i - numărul de treceri 1 = 36 mm; 11 = 8,25 mm ; 12 = 0 mm ; i = 1
Tb = 0,44 [ min. ] La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 0 min [ tab. 12.46 -14 ]

83
ta2 - timp ajutător pentru comanda maşinii unelte, ta2 = 0,21 min [ tab. 12.52 -14 ]
ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii. ta3 = 0,44 min [tab. 12.51 -14 ]
ta = 0,65 min , in concluzie top= 16,57 min Tdt - timp pentru deservirea tehnica.
Tdt = Tb · 2/100 [tab. 12.54 -14 ] Tdt = 0,31 min
Tdo - timp de deservire organizatorica. Tdo = 0,17 min [ tab. 12.54 - 14 ]
td - timp de deservire total td = Tdt + Tdo td = 0,48 min
ton - timp de odihna si necesitaţi fiziologice. ton = (tb + ta)/3·100 = (67,59 + 13,46)/3·100 = 0,28 min.
tpi = timpul de pregătire încheiere -tpi = 0,28 min [ 11.81 - 14 ]
In concluzie timpul normat este: Tn = Tb + ta + td + to + tpi/n
Timpul normat este: Tn = 16,93 [min]

84
Operaţia nr: 8 FREZARE-GAURIRE-FILETARE
Faza - 4.2.2.10 Filetare M18
4.1 Adaosurile de prelucrare şi dimensiunile intermediare In cazul filetarii interioare adaosul de prelucrare este:
2Ap = Df – Dg Df - diametrul exterior al filetului . Dg - diametrul la care s-a găurit.
2Ap = 18 - 15.5 = 2,5 mm
4.2.4 Parametrii regimului de aschiere
4.2.4.1 Stabilirea durabilităţii economice a sculei T T = 25 minute [ 9.122 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = 2Ap/2 [ 2.4-14 ]
t = 1 ,25 mm
4.2.4.3 Stabilirea avansului 's' s = p = 2,5 [ mm/rot ]
4.2.4.5 Stabilirea turaţiei 'n' v = 17,3 [ m/min ] [ tab. 7.14 6 ]
Deoarece este gaura înfundată se înmulţeşte cu: Kv = 0,8 Datorita calitatii materialului: Kv1 = 0,92 In concluzie v =16,8 x 0,3 x 0,92 = 15,6 v = 15,6 [ m/min ] In concluzie n = (1000 x 15,6)/3,14 x 6 = 192,5,18
n = 192 [ rot/min ] Calcularea vitezei de aschiere v = (π x D x n) /1000 ;
v = (3.14 x 6 x 192)/1000 = 73,4 [m/min] v = 73,4 [ m/min ]
4.2.5 Calculul normei de timp
1np
Ln
p
LTb += , L=1 + 11 + 12 [tab 10.26 3 ]
In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri - n – turatia de filetare - n1- turatia de retragere dupa filetare 1 = 30 mm; 11 = 2 x p = 1mm; n1 = 200[rot/min]
Tb = 0,81 min [min] , si pentru cele 36 gauri filetate :
85
Tb = 29,16 [ min. ] La Tb se adaugă ajutători si cei deservire.
tal - timp ajutător pentru control ta = 0,10 min
Tdt - timp pentru deservirea tehnico-organizatorica si pentru odihna si necesitati fiziologice. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,6 min Tdo - timp de deservire organizatorica.
Tdo = 0,29 min [ tab. 12.54 - 14 ] Top - timp operativ.
Top = 29,66 min td - timp de deservire total td = Tdt + Tdo
td = 0,9 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = 29,16 /3·100 = 0,09 min. In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi/n Timpul normat pentru operaţia de filetare M18 este:
Tn = 30,73 [ min]

86
Operaţia nr: 8 FREZARE-GAURIRE-LAMARE
Faza - 4.2.2.8, 4.2.2.9 Gaurire la Ø 20 mm si Ø 18 mm
4.2.4 Parametrii regimului de aschiere Scule - Burghiu elicoidal Ø 18 mm.
- Burghiu elicoidal Ø 20 mm.
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 106 minute [ 9.11 -14 ]
4.2.4.3 Stabilirea avansului 's' s = 0,3 [ mm/rot ] [ 9.1 - 3 ]
Din gama de avansuri existenta la maşina se alege: s = 0,313 rot/min.
4.2.4.4 Calculul vitezei de aschiere 'v'
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
In care : Cv = 17,6 [ tab 6.1 14 ]
m = 0,2 zv = 0,25 yv = 0,55 Kvp = Kmv · Ktv · Klv · Ksv, [ 9.4 6 ] Kmv = (190 · 240) [ tab. 9.13 6] Kmv =0,76 Ktv =0,84 Klv = 1 Ksv = 1,T
Kvp = 0,76 · 0,84 · 1,1= 0,64 v = (17,6 · 33) · 0,64)/60 · 0,148 = 25,80 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = [1000 · 13.29]/3.14 · 20 = 148.27 Turaţia aleasa este:
n = 450 [ rot/min ]
4.2.8 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37-14 ] - 12 - distanta de depăşire

87
- i - numărul de treceri 1 = 38 mm; 11 = 13 mm .
Tb = 1,76 [min] Pentru gaura de 18 mm strapunsa: 1= 115; 11 = 10; 12= 10 Tb = 145/450 · 0,3 = 1.41 min Pentru gaura de 20 mm adanca de 25mm. 1= 38; 11 = 13 Tb = 51/450 · 0,3 = 0,35
Tb = 1,76 [ min. ] La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 0,3 min [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51-14 ] ta = 0,47 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,39 min Tdo - timp de deservire organizatorica.
Tdo = 1,5 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 1,89 min tpi = timpul de pregătire încheiere
-tpi = 16,5 min [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi / n Timpul normat pentru operaţia de gaurire este:
Tn = 4,23 [ min ]

88
Operaţia nr: 9 FREZARE-GAURIRE-FILETARE
4.1 Schiţa operaţiei

89
4.2 Analiza la nivel de operaţie
4.2.2 Fazele operaţiei 4.2.2.1 - Frezat bosajul pentru scurgere a uleiului conform detaliului N 4.2.2.2 - Frezat suprafaţa pentru fixare vizor la 10 mm fata de bosaj. 4.2.2.3 - Centruire pentru gaura pentru M27 la cota 50mm fata de talpa. 4.2.2.4 - Centruire pentru 10 găuri pentru filet M6 4.2.2.5 - Centruire pentru 2 gauri cu Ø 15 mm. 4.2.2.6 - Gaurire 1 gaura Ø 25 mm străpunsă. 4.2.2.7 - Gaurire 10 găuri de Ø5 mm. 4.2.2.8 - Gaurire 2 găuri Ø 15 mm. 4.2.2.9 - Frezare Ø 15mm pe lungimea de 100 mm. 4.2.2.10 - Filetat 1 gaura M27 x 2. 4.2.2.11 - Filetat 10 găuri M6
4.2.3 Caracteristicile generale ale masinii-unelte.
Centru de prelucrare CPH Turaţia (rot/min) n =15 ÷ 1280
Puterea (kW) 7,5 Săniile (mm) X = 3500 Y = 1500 Z = 1800
Masa portpiesa Diametrul de 2100 mm. Magazin 34 scule
Diametrul max. al sculei 300 mm Tipul echipamentului C.N: CNC 600-1
4.2.4 Parametrii regimului de aschiere Scu1e: - Burghiu de centrare Ø 25 mm.
- Burghiu elicoidal Ø 5 mm STAS 4566-80/Rp3 - Burghiu elicoidal Ø 15 mm STAS 4566-80/Rp3 - Burghiu elicoidal Ø 24,5 mm STAS 4566-80/Rp3 - Tarod de maşina M6 - Tarod de maşina M27 x 2 - Freza cilindro-frontala Ø 15 mm. - Freza cilindro-frontala cu dinţi demontabili Ø 80 mm.
Verificatoare: - Calibru tampon pentru M6 - Calibru tampon pentru M27 x 2 - Subler

90
Operaţia Nr. 9 FREZARE-GAURIRE-FILETARE
Faza - 4.2.2.1 si 4.2.2.2 Frezare bosaj si vizor sticla de nivel.
4.2.4 Parametrii regimului de aschiere Scula este freza cilindro-frontala cu dinţi demontabi1i, din plăcute armate cu carburi metalice STAS 6308-82, avand următoarele caracteristici:
D = 80 mm; h1 = 3 mm; z = 10 dinţi.
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 180 min [tab. 9.26 - 14]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = Atot [ 2.4 - 14 ]
t = 6,5 mm
4.2.4.3 Stabilirea vitezei de avans 's' s = 175 [ mm/min ] [11.13 - 14 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
Vpux
l
y
d
m
q
Vp K
zttsT
DCV
⋅⋅⋅⋅
⋅= [ m/min ] [9.23 - 2]
In care: v = viteza de aschiere economica Cv = coeficient funcţie de condiţiile de frezare D = diametrul frezei T = durabilitatea economica a frezei t1 = lungimea de contact in mm. t = adancimea de aschiere, z = numărul de dinţi ai frezei Kv = coeficientul de corecţie a vitezei q,m,x,y,u,p - exponenţi
Cv = 40 q = 0,2 m = 0,15 x = 0,1 [ tab 9.23 - 3 6 ] y = 0,4 u = 0,1 p = 0,1 Kv = k1 · k2 · k3 K1 = (d · 180)/HB [ 8.5 - 6 ] C1 =1 [ tab. 8.28 - 6 ] K2 = 1 [ tab. 8.26 - 6 ] K3 = 1,06 [ tab. 8.27 - 6 ] K1 = (1 ·180]/240 = 0,75 KV = 0,75 · 1 · 1,06 = 0,79 v = (40 · 80 · 0,79)/(180 · 110 · 0,15 · 5 · 14) = 55.6 [ m/min ]

91
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n=(1000 · 55,6)/3.14 · 80 = 222,38
Se alege turaţia : n = 225 [ rot/min ]
4.2.4.6 Calculul vitezei de avans, s nzssv DZS ⋅⋅== [9.25 - 2]
s = 0,03 x10 x 255 = 68 s = 68 [ mm/min ]
Recalcularea vitezei de aschiere. 1000
nDv
⋅⋅=
π
[6.13 - 2] v = (3,14 ·80 · 225)/1000 = 56,52 [ m/min ]
v = 56,52 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KzCF ⋅⋅⋅⋅⋅⋅⋅= FFFF -quyd
xl Dts t8,9 [N][11.9-6]
In care: CF = 70 xF = 1,14 yF = 0,7 rF = 0,9, qF = 1,14 KF = Kg ·Kv Kg = 1,1 Kv =0,96 ; KF =1,056
Ft = 9,8 • 256,98 •0,06 • 4,26 • 0,008 = 2681,42 Ft = 2681,42 [ N ]
4.2.4.8 Calculul puterii de aschiere
[ ]kWvF
P rt
a 61208,9 ⋅
⋅=
Pa = (2681,42 • 56,52)/(9,8 • 6120) = 2,74
Pa = 2,50 [ kW ] 2,50 < 7,5
Rezulta co operaţia de frezare se poate executa pe centrul de prelucrare CPH folosind următorul regim de aschiere: - adancimea de aschiere 6,5 [ mm ] - avansul pe dinte 0,03 [mm/dinte ] - viteza de aschiere 56,52 [m/min ] - turaţia de 225 [ rot/min ] - viteza de avans sr 68 [ mm/min ]
4.2.5 Calculul normei de timp. Timpul de baza

92
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37 - 14 ] - 12 = distanta de depăşire - i - numărul de treceri sd - avansul pe dinte [ mm/dinte ] z - nr de dinţi n - turaţia frezei. 1 = 5 mm; 11 = 2 mm ; 12 = 4 mm ; i = 2 Pentru bosaj: 11+12+13 = 52+45+45 = 142 mm Timpul de baza pentru bosaj este de 2,12 minute. Pentru vizor: 11+12+13 = 152+45+142 - 438 mm Timpul de baza pentru vizor este de 6,26 minute. Timpul de baza pentru frezare va fi: 2,12 + 6,26 = 8,38 min
Tb = 8,38 [ min ] La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 0,31 min [ tab. 12.46 - 14 ] ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52 -14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51 - 14 ] ta = 0,67 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54 - 14 ]
Tdt = 0,083 min Tdo - timp de deservire organizatorica.
Tdo = 0,18 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 0,26 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = 0,083 min tpi = timpul de pregătire încheiere
-tpi = 0,28 min [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi/n Tn = 10,82 [ min]

93
Operaţia nr: 9 FREZARE-GAURIRE-FILETARE
Faza - 4.2.2.3, 4.2.2.4, 4.2.2.5 Centruire
4.2.4 Parametrii regimului de aschiere -Seule: - Burghiu de centrare cu Ø 30 mm, si unghiul de atac de 45 º, (armat cu
plăcuta din carbura metalica) Verificatoare: - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 60 minute [ 9.113 - 14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = D/2 [ 2.4 - 14 ]
In care : D-diametrul găurii t = 7/2 = 3.5 mm
4.2.4.3 Stabilirea civansului 's' s = 0,2 [ mm/rot ] [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.2 - 6 ] In care : Cv = 17,6 [ tab 6.1 - 14 ] m = 0,2 zv = 0,25 yv = 0,55 Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 - 6 ] Kmv = (190 · 240) [ tab. 9.13 - 6] Kmv = 0,76 Ktv = 0,84 Klv = 1 Ksv = 1,1 Kvp = 0,76 · 0,84 · 1,1 = 0,74
Vp = (17,6 · 28 · 0,64)/60 · 0,148 = 20.06 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -3] n = [1000 x 20-,06)/3.14 x 30 = 255.54
Turaţia aleasa: n = 260 [ rot/min ]
Recalcularea vitezei de aschiere v = (π x D x n )/1000 v = (3,14 x 15.5 x 310)/1000 = 20,42 [m/min]
Viteza recalculata este: v = 20,02 [ m/min ]
Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,2 x 260

94
sm = 52 [ mm/min ]
4.2.4.7 Calculul forţei de aschiere
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K f · k F
Kaf = 1; K f = 0,96; k F = 1,06 KF = 1 · 0,96 · 1,06 = 1,02
F = 42 · 15,5 · 0,3 · 1.02 = 556.11 F = 556.11 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds , unde:
-Cm = 42 -xm = 1,04 -ym = 0,65 -Km = 1.04 � M = 42 · 15,5 · 0,3 · 1.04 = 2484,76
M = 2484,76 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[5.3 - 14 ] ,in care: Mt - momentul de torsiune. vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii Pr = (2 · 2484,76 · 20,6 )/(6000 · 28 · 0,8) = 0,78 Din caracteristicile maşinii: Pe = 3.5 KW .
In concluzie 0,78 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 33 mm se poate executa pe maşina CPH CNC 600-1, folosind următorul regim de aschiere: - adancimea de aschiere t = 3,5 mm; - avansul sr = 0,2 mm/rot; - viteza de avans sm = 52 mm/min; - viteza de aschiere vr = 20,02 m/min; - turaţia n = 260 rot/min.
4.2.5 Calculul normei de timp Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37 - 14 ]
95
- 12 = distanta de depăşire - i - numărul de treceri Pentru gaura de 24,5 mm : 1 = 16 mm; 11 = 14 mm � Tb = 0,59 [min] Pentru gaurile de 5 mm si de 15 mm : 1 = 3,5 mm; 11 = 3 mm � Tb = 0,21 [min]
Tb = 0,8 [ min. ] La Tb se adaugă ajutători si cei deservire. ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,45 min [tab. 12.51-14 ] ta = 0,56 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,01 min Tdo - timp de deservire organizatorica.
Tdo = 0,014 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 0,015 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (0,59 + 13,46)/3·100 = 0,042 min. In concluzie timpul normat este:
Tn = Tb + ta + td + to Timpul normat pentru operaţia de centruire este:
Tn = 1,48 [ min ]

96
Operaţia nr: 9 FREZARE-GAURIRE-FILETARE
Faza - 4.2.2.6 Gaurire la Ø 24,5 mm
4.1 Adaosurile de prelucrare si dimensiunile intermediare In cazul gauririi adaosul de prelucrare pe raza este:
Ap = D/2 Ap = 24.5 / 2 = 12,25 mm
4.2.4 Parametri regimului de aschiere Scule - Burghiu elicoidal cu diametrul de 24.5 mm. Verificatoare - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 60 minute [9.11 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = D/2 [ 2.4-14 ]
In care : D - diametrul găurii t = 45.5/2 = 12.25 mm
4.2.4.3 Stabilirea avansului 's' s = 0,4 [ mm/rot ] [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.2 6 ] In care : Cv = 17,6 [ tab 6.1 14 ] m = 0,2 zv = 0,25 yv = 0,55 Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 6 ] Kmv = (190 · 240) [ tab. 9.13 6] Kmv = 0,76 Ktv = 0,84 Klv = 1 Ksv = 1 Kvp = 0,76 · 0,84 · 1,1 = 0,74
Vp = (17,6 · 24,5 · 0,64) / 60 · 0,148 = 14,30 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -3] n = [1000 x 14,30]/3.14 x 24,5 = 185,95
Turaţia aleasa: n = 180 [ rot/min ]
Recalcularea vitezei de aschiere v = (π x D x n )/1000

97
v = (3,14 x 24.5 x 180)/1000 = 13,85 [m/min] Viteza recalculata este:
v = 13,85 [ m/min ] Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,4 x 180
sm = 72 [ mm/min ]
4.2.4.7 Calculul forţei de aschiere
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K f · k F
Kaf = 1; K f = 0,96; k F = 1,06 KF = 1 · 0,96 · 1,06 = 1,02
F = 42 · 24,5 · 0,05 · 1.02 = 850,92 F = 850,92 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds , unde:
-Cm = 42 -xm = 1,04 -ym = 0,65 -Km = 1.04 � M = 42 · 24,5 · 0,05 · 1.04 = 3801,99
M = 3801,99 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[5.3 - 14 ] ,in care: Mt - momentul de torsiune. vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii Pr = (2 · 3801,99 · 13,85 )/(6000 · 28 · 0,8) = 1,58 Din caracteristicile maşinii: Pe = 3.5 KW .
In concluzie 1,58 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 33 mm se poate executa pe maşina CPH CNC 600-1, folosind următorul regim de aschiere: - adancimea de aschiere t = 12,25 mm; - avansul sr = 0,4 mm/rot; - viteza de avans sm = 72 mm/min; - viteza de aschiere vr = 13,85 m/min; - turaţia n = 180 rot/min.
4.2.5 Calculul normei de timp Timpul de baza

98
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37 - 14 ] - 12 = distanta de depăşire - i - numărul de treceri 1 = 70 mm; 11 = 13 mm � Tb = 1,08 [min]
Tb = 1,08 [ min. ] La Tb se adaugă ajutători si cei deservire. ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52 - 14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51 - 14 ] ta = 0,36 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54 - 14 ]
Tdt = 0,02 min Tdo - timp de deservire organizatorica.
Tdo = 0,01 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 0,03 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (1,08 + 0,36)/3·100 = 0,06 min. In concluzie timpul normat este:
Tn = Tb + ta + td + to Timpul normat pentru operaţia de gaurire este:
Tn = 1,54 [ min ]

99
Operaţia nr: 9 FREZARE-GAURIRE-FILETARE
Faza 4.2.2.7 Gaurire Ø 5 mm in vederea filetarii cu M6.
4.1 Adaosurile de preiucrare si dimensiunile intermediare In cazul gauririi adaosul de prelucrare pe raza este:
Ap = D/2 Ap = 5/2 = 2.5 nm.
4.2.4 Parametrii regimului de aschiere Scule: - Burghiu elicoidal cu diametrul de 5 mm. Verificatoare: - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 15 minute [ 9.113 - 14 ]
4.2.4.2 Stabilirea adancimii de aschiere 't' t = D/2 [ 2.4 - 14 ]
In care D-diametrul găurii t = 5/2 = 2.5 mm
4.2.4.3 Stabilirea avansului 's' s = 0,05 [ mm/rot ] [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.2 - 6 ] In care : Cv = 17,6 [ tab 6.1 - 14 ] m = 0,2 zv = 0,25 yv = 0,55 Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 - 6 ] Kmv = (190 · 240) [ tab. 9.13 - 6] Kmv = 0,76 Ktv = 0,84 Klv = 1 Ksv = 1,1 Kvp = 0,76 · 0,84 · 1,1 = 0,74
Vp = (17,6 · 5 · 0,74) / 15 · 0,148 = 47,94 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -3] n = [1000 x 47,94]/3.14 x 5 = 3055,5
Turaţia aleasa: n = 1200 [ rot/min ]
Recalcularea vitezei de aschiere v = (π x D x n )/1000

100
v = (3,14 x 5 x 1200)/1000 = 18,84 [m/min] Viteza recalculata este:
v = 18,84 [ m/min ] Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,05 x 1200
sm = 60 [ mm/min ]
4.2.4.7 Calculul forţei de aschiere
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K f · k F
Kaf = 1; K f = 0,96; k F = 1,06 KF = 1 · 0,96 · 1,06 = 1,02
F = 42 · 5 · 0,05 · 1.02 = 12,34 F = 12,34 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds , unde:
-Cm = 42 -xm = 1,04 -ym = 0,65 -Km = 1.04 � M = 42 · 5 · 0,05 · 1.04 = 55,12
M = 55,12 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[5.3 - 14 ] ,in care: Mt - momentul de torsiune. vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii Pr = (2 · 55,12 · 18,84 )/(6000 · 5 · 0,8) = 0,21 Din caracteristicile maşinii: Pe = 3.5 KW .
In concluzie 1,58 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 5 mm se poate executa pe maşina CPH CNC 600-1, folosind următorul regim de aschiere: - adancimea de aschiere t = 2,5 mm; - avansul sr = 0,05 mm/rot; - viteza de avans sm = 60 mm/min; - viteza de aschiere vr = 18,84 m/min; - turaţia n = 1200 rot/min.
4.2.5 Calculul normei de timp Timpul de baza

101
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37 - 14 ] - 12 = distanta de depăşire - i - numărul de treceri 1 = 15 mm; 11 = 7 mm � Tb = 0,13 [min]
Tb = 0,13 [ min. ] La Tb se adaugă ajutători si cei deservire. ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51-14 ] ta = 0,36 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,03 min Tdo - timp de deservire organizatorica.
Tdo = 0,016 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 0,047 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (1,08 + 0,36)/3·100 = 0,072 min. In concluzie timpul normat este:
Tn = Tb + ta + td + to Timpul normat pentru operaţia de gaurire este:
Tn = 1,74 [ min ]

102
Operaţia nr: 9 FREZARE-GAURIRE-FILETARE
Faza 4.2.2.8 Gaurire străpunsă la Ø de 15 mm,
4.1 Adaosurile de prelucrare şi dimensiunile intermediare In cazul gauririi adaosul de prelucrare pe raza este:
Ap = D/2 Ap = 15/2 = 6,5 mm
4.2.4 Parametrii regimului de aschiere Scule: - Burghiu elicoidal cu diametrul de 15 mm. Ver i ficatoare: - Subler
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 60 minute [ 9.113 -14 ]
4.2.4.. 2 Stabilirea adincimii de aschiere 't' t = D/2 [ 2.4 -14 ]
In care D-diametrul găurii t = 15/2 = 7.5 mm
4.2.4.3 Stabilirea avansului 's' s = 0,3 [ mm/rot ] [ 9.122 -14 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.2 6 ] In care : Cv = 17,6 [ tab 6.1 14 ] m = 0,2 zv = 0,25 yv = 0,55 Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 6 ] Kmv = (190 · 240) [ tab. 9.13 6] Kmv = 0,76 Ktv = 0,84 Klv = 1 Ksv = 1,1 Kvp = 0,76 · 0,84 · 1,1 = 0,74
Vp = (17,6 · 15,5 · 0,64)/60 · 0,148 = 16,42 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -3] n = [1000 x 15,06)/3.14 x 15,5 = 348,62
Turaţia aleasa: n = 348 [ rot/min ]
Recalcularea vitezei de aschiere v = (π x D x n )/1000

103
v = (3,14 x 15.5 x 310)/1000 = 16,39 [m/min] Viteza recalculata este:
v = 16,39 [ m/min ] Viteza de avans funcţie de turaţia aleasa este : sm = s · n � sm = 0,3 x 348
sm = 104,4 [ m/min ]
4.2.4.7 Calculul forţei de aschiere
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K f · k F
Kaf = 1; K f = 0,96; k F = 1,06 KF = 1 · 0,96 · 1,06 = 1,02
F = 42 · 15,5 · 0,3 · 1.02 = 332,12 F = 332,12 [ daN ]
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds , unde:
-Cm = 42 -xm = 1,04 -ym = 0,65 -Km = 1.04 � M = 42 · 15,5 · 0,3 · 1.04 = 1493,92
M = 1493,92 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[5.3 14 ] ,in care: Mt - momentul de torsiune. vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii Pr = (2 · 1493,92 · 20,6 )/(6000 · 28 · 0,8) = 0,53 Din caracteristicile maşinii: Pe = 3.5 KW .
In concluzie 0,53 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 33 mm se poate executa pe maşina CPH CNC 600-1, folosind următorul regim de aschiere: - adancimea de aschiere t = 7,5 mm; - avansul sr = 0,3 mm/rot; - viteza de avans sm = 104,4 mm/min; - viteza de aschiere vr = 16,39 m/min; - turaţia n = 348 rot/min.
4.2.5 Calculul normei de timp Timpul de baza

104
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri 1 = 50 mm; 11 = 16 mm � Tb = 0,61 [min]
Tb = 1,22 [ min] La Tb se adaugă ajutători si cei deservire. ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51-14 ] ta = 0,36 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 0,02 min Tdo - timp de deservire organizatorica.
Tdo = 0,02 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 0,04 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (0,61 + 13,46)/3·100 = 0,072 min. In concluzie timpul normat este:
Tn = Tb + ta + td + to Timpul normat pentru operaţia de centruire este:
Tn = 1,69 [ min ]

105
Operaţia Nr. 9 FREZARE-GAURIRE-FILETARE
Faza - 4.2.2.9 Frezare canal de 15 mm pe lungimea de 100 mm.
4.1 Adaosurile de prelucrare şi dimensiunile intermediare Adaosul de prelucrare este de 6 mm si se va îndepărta dintr-o singura trecere.
4.2.4 Parametrii regimului de aschiere Scula : freza cilindro-frontala cu dinţi din otel rapid STAS 578-76 D = 15 mm;
Z = 4 dinţi.
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 90 minute [tab. 9.26-14]
4.2.4.2 Stabilirea adancimii de aschiere 't' t = Atot [ 2.4-14 ]
t = 6 mm
4.2.4.3 Stabilirea vitezei de avans 'v' v = 57 [ mm/min ] [11.13- 14 ]
4.2.4.4 Calculul vitezei de aschiere 'v'
Vpux
l
y
d
m
q
Vp K
zttsT
DCV
⋅⋅⋅⋅
⋅= [ m/min ] [9.23 -3]
In care : Cv = 40 [ tab 9.23 - 3 14 ] q = 0,2 m = 0,15 x = 0,1 y = 0,4 p = 0,1 Kv = K1 · K2 · K3 [ 8.5 6 ] K1 = (c1 · 180) /HB [ tab. 8.5 6] c1 = 1 K2 = 1 K3 = 1,06 K1 = 0,75 Kv = 0,79
Vp = 45,72 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -3] n = [1000 x 45,72)/3.14 x 80 = 970,63
Turaţia aleasa: n = 900 [ rot/min ]

106
4.2.4.6 Calculul vitezei de avans ‘sr’ nzssv DZS ⋅⋅== [9.25 -2]
sr = 0,018 · 4 · 900 = 57,6 Din gama avansurilor existente la maşina alegem chiar sr = 57,6 [ mm/min ]
sr = 57,6 [ mm/min ] Recalcularea vitezei de aschiere. vr = (π · D · n)/1000 �vr = (3,14 ·15 · 900)/1000 = 42,39 [ m/min ]
vr = 42,39 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KzCF ⋅⋅⋅⋅⋅⋅⋅= FFFF -quyd
xl Dts t8,9 [N] [11.9-6]
In care : CF = 70 xF =1,14 yF = 0,7 uF = 0,9 qF = 1 , 14 KF = Kg ·Kv
Kg = 1,1 Kv = 0,96 KF = 1,056
Ft = 9,8 · 21,92 ·0,06 · 5,02 · 0,05 = 804,02 Ft = 804,02 [ N ]
4.2.4.8 Calculul puterii de aschiere
[ ]kWvF
P rt
a 61208,9 ⋅
⋅=
[ 2.10 - 6 ] Pa = (804,02 · 42,39)/(9,8 ·6120) = 0,61
Pa =0,61 [ Kw ] 0,61 < 7,5
Rezulta ca operaţia de finisare a planului de separaţie se poate executa pe centrul de prelucrare CPH folosind urmatorul regim de aschiere: - adancimea de aschiere 6 [ mm] - avansul pe dinte 0,018 [mm/dinte] - viteza de aschiere 42,39 [m/min] - turaţia 900 [ rot/min ] -viteza de avans sr 57 [ mm/min ]
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care:
- 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37 - 14 ] - 12 - distanta de depăşire - i - numărul de treceri
Pentru bosaj : 11+12+13 = 152 mm Tb = 152/57 = 2,85 [tab 10.6 - 3 ]

107
Tb = 2,85 [ min. ] La Tb se adaugă ajutători si cei deservire:
ta1 - timp ajutător pentru prinderea si desprinderea piesei ta1 = 4,31 [ tab. 11.88 - 14 ]
ta2 - timp ajutător ptr-. comanda maşinii unelte. ta2 = 0.06+0,15 = 0,21 [ tab. 12.30 - 14 ]
ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii. ta3 = 0,15 [ tab. 12.51 - 14 ]
ta = 20,50 + 0,21 + 0,15 = 20,75 top = tb + ta = 2,85 + 4,66 = 7,51
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 10/100 [ tab. 12.54 - 14 ]
Tdt = 37,27 · 0,01 = 0,028 min Tdo - timp de deservire organizatorica..
Tdo = 0,15 [ tab. 12.54 - 14.] Ton - timp de odihna si necesitaţi fiziologice..
Ton = 0,028 min td - timp de deservire total
td = Tdt+Tdo td = 0,56 min
In concluzie timpul normat este: Tn = Tb +ta +td +to Tn = 8,43 [ min ]

108
Operaţia nr: 9 FREZARE-GAURIRE-FILETARE
Faza - 4.2.2.10 Filetare M27 x 2
4.2.1 Adaosurile de prelucrare si dimensiunile intermediare In cazul filetarii interioare adaosul de prelucrare este:
2Ap = Df - Dg Df - diametrul exterior al filetului. Dg = diametrul la care s-a găurit.
2Ap = 27 - 24,5 = 2,5 2Ap =2,5
4.2.4 Parametrii regimului de aschiere Scule: - Tarod de maşina M27 x 2 Verificatoare: - Calibru tampon M27 x 2
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 50 minute [ 9.122 - 14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = 2Ap/2 [ 2.4 - 14 ]
t = 1,25 mm
4.2.4.3 Stabilirea avansului 's' s = p = 2 [ mm/rot ]
4.2.4.5 Stabilirea turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 - 3] V = 16,8 [ m/min ] [ tab. 7.14 6 ]
Deorece gaura e infundata se inmulteste cu: Kv = 0,8 Din cauza calităţii materialului: Kv1 =0,92 In concluzie V = 16,8 x 0,8 x 0,92 = 12,3
v = 12,3 [ m/min ] In concluzie n = (1000 x 12,3)/3,14 x 27 = 143,18
n= 143 [ rot/min ] Calcularea vitezei de aschiere v = (π x D x n )/1000 v = (3.14 x 27 x 80)/1000 = 67,8 [m/min]
v = 67,8 [ m/min ]
4.2.5 Calculul normei de timp. Timpul de baza Tb = (L /p · n ) + (L /p · ni ) [7.9 - 6 ]
L = 1+11+12 - n1 = turaţia de retragere după filetare. n1 = 180 [rot/min]
Pentru gaura filetata cu M27 x 2 1 = 70 ; 11 = 2 · p = 4 ; 12 = 2,5 · p = 5
Tb = 79/2·(1/140+1/180) = 39.5 · 0,012 = 0,47 [min]
109
Tb = 0,47 [ min. ] La Tb se adaugă ajutători si cei deservire. ta2 - timp ajutător si pentru control,
ta2 = 0,1 min [ tab. 12.52 - 14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,45 min [tab. 12.51 - 14 ] ta = 0,56 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54 - 14 ]
Tdt = 0,09 min Tdo - timp de deservire organizatorica.
Tdo = 0,57 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 0,68 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 = (0,57 )/3·100 = 0,17 min. tpi = timpul de pregătire încheiere
-tpi = 0,28 min [ 11.81 - 14 ] In concluzie timpul normat este: Tn = Tb + ta + td + to + tpi/n Timpul normat pentru operaţia de filetare M27 este:
Tn = 2,32 [ min ]

110
Operaţia nr: 9 FREZARE-GAURIRE-FILETARE
Faza 4.2.2.11 Filetare M6
4.2.1 Adaosurile de prelucrare şi dimensiunile intermediare In cazul filetarii interioare adaosul de prelucrare este:
2Ap = Df – Dg Df - diametrul exterior al filetului. Dg = diametrul la care s-a găurit.
2 Ap = 6 – 5 = 1 2Ap = 1
4.2.4 Parametrii regimului de aschiere Scule: - Tarod de maşina M6 Verificatoare: - Calibru tampon M6
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' T = 25 minute [ 9.122 -14 ]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = 2Ap/2 [ 2.4 - 14 ]
t = 0,5 mm
4.2.4.3 Stabilirea avansului 's' s = p = 0,5 [ mm/rot ]
4.2.4.5 Stabilirea turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 - 3] v = 17,3 [ m/min ] [ tab. 7.14 - 6 ]
Deorece este gaura infundată se inmulteste cu: Kv = 0,8 Din cauza calităţii materialului: Kv1 = 0,92 In concluzie v = 16,8 x 0,8 x 0,92 = 15,6
v = 15,6 [ m/min ] In concluzie n = (1000 x 15,6)/3,14 x 6 = 192,5,18
n = 192 [ rot/min ] Calcularea vitezei de aschiere v = (π x D x n )/1000 v = (3.14 x 6 x 192)/1000 = 73,4 [m/min]
v = 73,4 [ m/min ]
4.2.5 Calculul normei de timp. Timpul de baza Tb = (L /p · n ) + (L /p · ni ) [7.9 - 6 ]
L = 1+11+12 - n1 = turaţia de retragere după filetare. n1 = 200 [rot/min]
Pentru gaura filetata cu M27 x 2 1 = 15 ; 11 = 2 · p = 4 ; 12 = 2,5 · p = 5
Tb = 16/15·(1/140+1/180) = 32 · 0,009 = 0,32 [min]

111
Tb = 0,32 [ min. ] La Tb se adaugă ajutători si cei deservire. ta2 - timp ajutător si pentru control,
ta2 = 0,1 min ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
top = 0,33 min ta = 0,43 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 Tdt = 0,06 min
Tdo - timp de deservire organizatorica. Tdo = 0,03 min
td - timp de deservire total td = Tdt + Tdo td = 0,09 min
ton - timp de odihna si necesitaţi fiziologice. ton = (tb + ta)/3·100 = 3,3/3·100 = 0,96 min.
tpi = timpul de pregătire încheiere -tpi = 0,28 min
In concluzie timpul normat este: Tn = Tb + ta + td + to + tpi/n Timpul normat pentru operaţia de filetare M27 este:
Tn = 5,32 [ min ]

112
Operaţia nr: 10 Dezasamblarea carcaselor
4.1 Schita operatiei

113
Operaţia nr: 11 FREZARE- GAURIRE- LAMARE
4.1 Schiţa operaţiei

114
4.2 Analiza la nivel de operaţie Fazele operatiei :
a) - Fixat piesa in dispozitiv. 4.2-2.1 - Frezat canalele pentru instalaţia de ungere. 4.2.2.2 - Găurit 2 găuri la Ø 11,5 mm pe adancimea de 20 mm. 4.2.2.3 - Alezat 2 găuri la Ø 12 mm pe adancimea de 20mm. 4.2.2.4 - Găurit 1 gaura la Ø 18 mm străpunsă.
Faza 4.2.2.1 Frezare canal de 10 mm pentru instalaţia de ungere.
4.2.1 Adaosurile de prelucrare şi dimensiunile intermediare Adaosul de prelucrare este de 8 mm si se va indeparta dintr-o singura trecere.
4.2.4 Parametrii regimului de aschiere Scula este freza cilindro-frontala cu dinţi din otel rapid. STAS 578-76
D = 10 mm; z = 5 dinţi.
4.2.4.1 Stabilirea durabilităţii economice a sculei 'T' t = 90 minute [tab. 9.26-14]
4.2.4.2 Stabilirea adincimii de aschiere 't' t = Atot [ 2.4-14 ] t = 8 mm
4.2.4.3 Stabilirea vitezei de avans 'Vs' Vs = 110 [ mm/min ] [ 11.13 - 14]
4.2.4.4 Calculul vitezei de aschiere 'Vp'
Vpux
l
y
d
m
q
Vp K
zttsT
DCV
⋅⋅⋅⋅
⋅= [ m/min ] [9.23 -2]
In care: v = viteza de aschiere economica Cv = coeficient funcţie de condiţiile de frezare D = diametrul frezei T = durabilitatea economica a frezei t1 = lungimea de contact in mm. t = adancimea de aschiere, z = numărul de dinţi ai frezei Kv = coeficientul de corecţie a vitezei q,m,x,y,u,p - exponenţi
Cv = 37,5 q = 0,2 m = 0,15 x = 0,5 y = 0,4 [ tab 9.23 - 3 6 ] u = 0,2 p = 0,1 Kv = k1 · k2 · k3 K1 = (d · 180)/HB [ 8.5 6 ] C1 =1 [ tab. 8.28 6 ]
115
K2 = 1 [ tab. 8.26 6 ] K3 = 1,06 [ tab. 8.27 6 ] K1 = (1 ·180]/240 = 0,75 KV = 0,75 · 1 · 1,06 = 0,79
v = (40 · 10 · 0,79)/(180 · 21,92 · 0,06 · 5,02 · 0,05) = 37,27 [ m/min ]
4.2.4.5 Calculul turaţiei 'n'
[ ]min/1000
rotD
vn
⋅
⋅=
π [9.24 -2] n = (1000 · 37,27)/3.14 · 10 = 1187
Se alege turaţia : n = 1100 [ rot/min ]
4.2.4.6 Calculul vitezei de avans, 's' nzssv DZS ⋅⋅== [9.25 -2]
s = 0,015 x 5 x 1100 = 76,4 s = 76,4 [ mm/min ]
Recalcularea vitezei de aschiere. 1000
nDv
⋅⋅=
π
[6.13 2] v = (3,14 ·10 · 1100)/1000 = 34,54 [ m/min ]
v = 34,54 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KzCF ⋅⋅⋅⋅⋅⋅⋅= FFFF -quyd
xl Dts t8,9 [N][11.9-6]
In care: CF = 70 xF = 1,14 yF = 0,7 rF = 0,9 qF = 1,14 KF = Kg ·Kv ; Kg = 1,1 Kv = 0,96 ; KF = 1,056
Ft = 9,8 · 21,92 • 0,06 • 5,02 • 0,05 = 1244,52 Ft = 1244,52 [ N ]
4.2.4.8 Calculul puterii de aschiere
[ ]kWvF
P rt
a 61208,9 ⋅
⋅=
Pa = (1244,52 • 37,27)/(9,8 • 6120) = 0,77
Pa = 0,77 [ kW ] 0,77 < 7,5
Rezulta co operaţia de frezare se poate executa pe centrul de prelucrare CPH folosind următorul regim de aschiere: - adancimea de aschiere 8 [ mm ] - avansul pe dinte 0,015 [ mm/dinte] - viteza de aschiere 37,27 [ m/min ] - turaţia de 1100 [ rot/min ] - viteza de avans sr 76,4 [ mm/min ]

116
4.2.5 Calculul normei de timp Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab. 10.6 - 3 ] In care: - 1 = lungimea găurii - 11 = distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri 1 = 10 mm; 11 = 5 mm ; i = 4
Tb = 7500/76,4 = 84,34 [min] Tb = 84,34 [ min. ]
La Tb se adaugă ajutători si cei deservire. tal - timp ajutător pentru prinderea si desprinderea piesei
tal = 13,3 min [ tab. 12.46-14 ] ta2 - timp ajutător pentru comanda maşinii unelte,
ta2 = 0,21 min [ tab. 12.52-14 ] ta3 - timp ajutător pentru curăţarea dispozitivului de aşchii.
ta3 = 0,15 min [tab. 12.51-14 ] ta = 13,72 min
Tdt - timp pentru deservirea tehnica. Tdt = Tb · 2/100 [tab. 12.54-14 ]
Tdt = 2,6 min Tdo - timp de deservire organizatorica.
Tdo = 1,7 min [ tab. 12.54 - 14 ] td - timp de deservire total td = Tdt + Tdo
td = 4,3 min ton - timp de odihna si necesitaţi fiziologice.
ton = (tb + ta)/3·100 tpi = timpul de pregătire încheiere
-tpi = 36 min [ 11.81 - 14 ] In concluzie timpul normat este:
Tn = Tb + ta + td + to + tpi/n Timpul normat pentru operaţia de frezare a canalelor este:
Tn = 113,94 min

117
Operaţia nr: 11 FREZARE- GAURIRE- LAMARE Faza - Gaurire la Ø 11,8 mm.
4.2 Analiza la nivel de operaţie
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 106 minute [9.11 -14 ]
4.2.4.2 Adaosul de prelucrare t = D/2 = 11,8 / 2 = 5,9 mm
4.2.4.3 Stabilirea avansului 's' s = 0,15 [ mm/rot ] [ 9.1 - 3 ]
Din gama de avansuri existenta la maşina se alege: s = 0,313 rot/min.
4.2.4.4 Calculul vitezei de aschiere ‘v’
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.1 6 ] In care :
Cv = 17,6 [ tab 6.1 14 ] m = 0,2 zv = 0,25 yv = 0,55
Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 - 6 ] Kmv = (190 · 240) [ tab. 9.13 - 6] Kmv = 0,76 ; Ktv = 0,84 ; Klv = 1 ; Ksv = 1.1�Kvp = 0,76 · 0,84 · 1,1 = 0,64
Vp = [(17,6 ·33) · 0,64] / 60 · 0,148 = 41,86 [ m/min ]
4.2.4.5 Calculul turaţiei 'n' n = (1000 · v) / π · D [ rot/min ] [ 2.8-14 ]
n = (1000 x 13.29) / 3.14 · 11,8 = 714,48 Turaţia aleasa este:
n = 700 [ rot/min ] Recalcularea vitezei de aschiere vr = (π · D · n )/1000 v = (3.14 · 11,8 · 700)/1000 = 105 [m/min]
vr = 105 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K f · k F ; Kaf = 1 K f = 0,96 ; k F = 1,06 ; KF = 1 · 0,96 · 1,06 = 1,02
F = 42 · 11,8 · 0,313 · 1.02 = 158.22 F = 158.22 [ daN ]

118
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds , unde:
-Cm = 42 -xm = 1,04 -ym = 0,65 -Km = 1.04 � M = 42 · 11,8 · 0,313 · 1.04 = 264.56
M = 264.56 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[5.3 14 ] ,in care: Mt - momentul de torsiune. vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii Pr = (2 · 264.56 · 105 )/(6000 · 11.8 · 0,8) = 1.71 Din caracteristicile maşinii: Pe = 3.5 kW . In concluzie 1,71 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 33 mm se poate executa folosind următorul regim de aschiere: - adancimea de aschiere t = 5,9 mm; - avansul sr = 0,15 mm/rot; - viteza de aschiere vr = 105 m/min; - turaţia n = 700 rot/min.
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care; - 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri
Pentru gaura de Ø 18 mm strapunsa : 1= 20 mm ; 11= 6 mm Tb1 = 26· 2/700 ·0,2 = 0,37 [minute]
Pentru gaura de Ø 18 mm adanca de 50 mm: 1= 50 mm; 11= 13 mm; 12= 10mm
Tb2 = 80/700 ·0,2 = 0,57 [minute]
Tb = 0,94 [ min. ] La Tb se adaugă timpii ajutători si cei de deservire. tal = timp ajutător pentru prinderea si desprinderea piesei tal = 0,3 min [ tab. 12.46-14 ] ta2 = timp ajutător pentru comanda maşinii unelte. ta2 = 0,36 [ tab..12.52-14 ]
119
ta3 = timp ajutător pentru curăţarea dispozitivului de aşchii. ta3 = 0,15 [ tab. 12.51-14 ]
ta = 0,3 + 0,36 + 0,15 = 0,81 Tdt = timp pentru deservirea tehnica.
Tdt = Tb x 2/100 [ tab. 12.54-14 ] Tdt = 0,06
Tdo = timp de deservire organizatorica. Tdo = 0,01 [ tab. 12.54 - 14 ]
td = timp de deservire total td = Tdt + Tdo td = 0,14 min
In concluzie timpul normat este: Tn = Tb + ta + td + to + tpi
Timpul normat pentru operaţia de gaurire este: Tn = 2,24 [ min]

120
Operaţia nr: 11 FREZARE- GAURIRE- LAMARE Faza - Alezare gãuri la Ø 12 mm
4.2 Analiza la nivel de operaţie
4.2.4.1 Stabilirea durabilităţii economice a sculei ‘T’ T = 106 minute [9.11 -14 ]
4.2.4.2 Adaosul de prelucrare pe raza t = D/2 = 12 - 11,8 / 2 = 0,1 mm
4.2.4.3 Stabilirea avansului 's' s = 1,3 [ mm/rot ] [ 9.1 - 3 ]
4.2.4.4 Calculul vitezei de aschiere ‘v’
PV
V
vym
zv
p Ks T
D C V
⋅
⋅=
[ 9.1 6 ] In care :
Cv = 17,6 [ tab 6.1 14 ] m = 0,2 zv = 0,25 yv = 0,55
Kvp = Kmv · Ktv · Klv · Ksv [ 9.4 - 6 ] Kmv = (190 · 240) [ tab. 9.13 - 6] Kmv = 0,76 ; Ktv = 0,84 ; Klv = 1 ; Ksv = 1.1�Kvp = 0,76 · 0,84 · 1,1 = 0,64
Vp = [(17,6 ·12) · 0,64] / 60 · 0,148 = 6,95 [ m/min ]
4.2.4.5 Calculul turaţiei 'n' n = (1000 · v) / π · D [ rot/min ] [ 2.8-14 ]
n = (1000 x 6,95) / 3.14 · 12 = 200 Turaţia aleasa este:
n = 200 [ rot/min ] Recalcularea vitezei de aschiere vr = (π · D · n )/1000 v = (3.14 · 12 · 200)/1000 = 7,536 [m/min]
vr = 7,536 [ m/min ]
4.2.4.7 Calculul forţei de aschiere.
FFt KCF ⋅⋅⋅= FF xyd Ds [ daN ]
In care : CF = 42 xF = 1,04 yF = 0,65 KF = Kaf · K f · k F ; Kaf = 1 K f = 0,96 ; k F = 1,06 ; KF = 1 · 0,96 · 1,06 = 1,02
F = 42 · 11,8 · 0,313 · 1.02 = 253.12 F = 253.12 [ daN ]

121
4.2.4.8 Calculul momentului de aschiere.
mm KCM ⋅⋅⋅= mm xyd Ds , unde:
-Cm = 42 -xm = 1,04 -ym = 0,65 -Km = 1.04 � M = 42 · 12 · 0,313 · 1.04 = 267
M = 267 [ daN mm ]
4.2.4.9 Verificarea puterii motorului electric Puterea reala se calculează cu formula:
[ ]kWrD
vMP Pt
r⋅⋅
⋅⋅=
6000
2
[5.3 14 ] ,in care: Mt - momentul de torsiune. vp - viteza de aschiere. D - diametrul burghiului, r - randamentul maşinii Pr = (2 · 264.56 · 105 )/(6000 · 11.8 · 0,8) = 2.14 Din caracteristicile maşinii: Pe = 3.5 kW . In concluzie 2,14 < 3,5 Rezulta ca prelucrarea găurilor cu Ø 33 mm se poate executa folosind următorul regim de aschiere: - adancimea de aschiere t = 0,1 mm; - avansul sr = 1,3 mm/rot; - viteza de aschiere vr = 7,536 m/min; - turaţia n = 200 rot/min.
4.2.5 Calculul normei de timp. Timpul de baza
[ ]min2121 inzs
llli
v
lll
v
iLT
DSS
b⋅⋅
++=
++=
⋅=
[ tab 10.6 - 3 ] In care; - 1 - lungimea găurii - 11 - distanta de pătrundere [ 12.37-14 ] - 12 = distanta de depăşire - i - numărul de treceri
Pentru gaura de Ø 18 mm strapunsa : 1= 20 mm ; 11= 6 mm Tb = 26· 2/200 ·260 = 0,21 [minute]
Tb = 0,21 [ min. ] La Tb se adaugă timpii ajutători si cei de deservire. tal = timp ajutător pentru prinderea si desprinderea piesei tal = 0,3 min [ tab. 12.46-14 ] ta2 = timp ajutător pentru comanda maşinii unelte. ta2 = 0,36 [ tab..12.52-14 ] ta3 = timp ajutător pentru curăţarea dispozitivului de aşchii. ta3 = 0,15 [ tab. 12.51-14 ]
ta = 0,3 + 0,31 + 0,11 = 0,72

122
Tdt = timp pentru deservirea tehnica. Tdt = Tb x 2/100 [ tab. 12.54-14 ]
Tdt = 0,01 Tdo = timp de deservire organizatorica.
Tdo = 0,01 [ tab. 12.54 - 14 ]
td = timp de deservire total td = Tdt + Tdo td = 0, 21 min
In concluzie timpul normat este: Tn = Tb + ta + td + to + tpi
Timpul normat pentru operaţia de gaurire este: Tn = 0,721 [ min]

123
CAP. 5 EXTRASE DIN NSSM PENTRU CONSTRUCTII SI CONFECTII METALICE
Incarcarea, descarcarea, transportul, si depozitarea materialelor specifice lucrarilor de constructii si confectii metalice
Art. 37 Operatiile de incarcare, descarcare, transport, manipulare si depozitare se vor executa numai sub supravegherea unui conducator al procesului de munca, instruit special in acest scop, care va stsbili procedeul de lucru nepericulos pentru operatia respectgiva, cu respectarea prescriptiilor ISCIR. Art. 38 Responsabilul cu conducerea lucrarilor pentru incarcarea, descarcarea si transportul materialelor este obligat sa instruiasca personalul muncitor asupra metodelor de lucru, pentru ca operatiile respective sa nu genereze riscuri de accidentare.
Incarcarea, descarcarea si manipularea grinzilor si ansamblurilor metalice
Art. 40 Incarcarea si descarcarea grinzilor metalice trebuie sa se faca pe grinzi sau pe barne inclinate, cu ajutorul franghiilor trase manual sau cu trolii. Capetele grinzilor inclinate trebuie sa fie bine fixate si asigurate impotriva deplasarii. Impotriva balansarii se vor folosi franghii de siguranta legate in centrul de greutate. Art. 42 Este interzisa stationarea lucratorilor in fata incaracaturii, inclusiv a celor ce iau marfa si o aseaza in stive. Art. 43 La transportul pieselor lungi, manipularea acestora se face cu clesti speciali, iar operatiile de ridicare, de coborare si de transport se vor face in acelasi timp de catre toti lucratorii. La fel se va procedasi la ridicarea pieselor folosind rangi de fier cu rezistenta adecvata. In cazul in care unele dintre piese, mai usoare, se transporta pe umar, toti lucratorii vor fi asezati de aceeasi parte a piesei si vor folosi simultan acelasi umar. Deplasarea lucratorilor in aceste cazuri se va face cu pasi dirijati de catre persoana care dirijaza activitatea. Descarcarea se va face la comanda, in acelasi timp, prin luarea piesei sub brat si apoi ducerea ei pe teren la locul indicat. Art. 44 Este interzisa aruncarea pieselor transportate, de pe umar, directg pe sol. Art. 45 La operatiile de descarcare-incarcare a grinzilor, laminatelor, ansamblurilor etc., cu mijloace mecanizate, masini si instalatii de ridicat, se vor respecta prevederile prescriptiilorb ISCIR.
Incarcarea si descarcarea pieselor grele
Art. 46 Incarcarea, descarcarea si celelalte operatiide deplasare a pieselor grele se vor executa de catre echipaje instruite in mod special, sub conducerea directa a unei persoane competente. Art. 47 Operatiile de incarcare si descarcare a pieselor grele trebuie sa se faca cu ajutorul instalatiilor de ridicat. Art. 48 In cazul lipsei masinilor sau a instalatiilor de ridicat, incarcarea si descarcarea trebuie sa se faca cu ajutorul cricurilor, al troliilor sau rolelor. La incarcarea si descrcarea pieselor grele se vor respecta urmatoarele conditii: terenul pe care se prevede a se efectua transportul pieselor grele trebuie sa fie eliberat de toate obiectele straine care ar putea impiedica operatia de transport; in cazul in care rezistenta terenului este slaba sau suprafata nueste neteda, deplasarea se va face pe scanduri sau pe grinzi.

124
Art. 49 Deplasarea pieselor grele trebuie sa se faca cu respectarea urmatoarelor conditii: in cazul deplasarii pieselor grele pe role, lungimea acestora trebuie in asa fel aleasa incat capetele lor sa nu iasa mai mult de 30 cm de sub incaracatura; in timpul deplasarii pieselor, lucratorii trebuie sa pastreze o distanta suficienta de la piesa la locul de tragere, pentru a nu fi surprinsi de piese, in cazul scaparii accidentale a acestora; pentru urcarea si coborarea pieselor grele pe plan inclinat se vor folosi trolii, iar muncitorii trebuie sa stea la distanta suficienta, pentru a nu fi surprinsi de piese, in cazul scaparii, rasturnarii sau deplasarii accidentale a acestora; este interzisa indepartarearolelor de sub incarcaturi. Indepartarea acestora se va face numai dupa ce rolele se vor elibera complet de incarcatura.
Activitati desfasurate in atelierele pentru constructii metalice
Confectionarea elementelor constructiilor metalice Indreptare, debitare
Art. 53 Profilele si tablele care urmeaza a se introducein procesul tehnologic de executie se vor indrepta in functie de dimensiuni, manual, pe prese sau masini de indreptat. Art. 54 La operatiile de indreptare manuala se va urmari ca sculele cu care se lucreaza sa fie in stare tehnica corespunzatoare pentru a nu pune in pericol lucratorii care axecuta operatia si nici pe cei de la locurile de munca invecinate. Art. 55 In cazul in care indreptarea profilelor si tablelor se executa pe masini de indreptat se vor respecta urmatoarele: -manevrarea materialului se va face astfel incat introducerea sa nu se faca oblic; -este interzisa introducerea mainii in zona organelor active ale masinii, precum si inlaturarea deseurilor sau a pieselor in timpul functionarii masinii; -in timpul indreptarii, profilele si tablele vor fi sprijinite pe mese cu role sau capre metalice; -actionarea comenzilor masinii se va face numai de catre lucratorul special desemnat pentru executarea acestei operatii. Art. 56 Operatia detrasare se va executa pe mese de trasaj. Inaltimea mesei impreuna cu inaltimea pachetului de tabla va fi astfel stabilita incat sa asigure lucratorului o pozitie de lucru comoda. Se va urmari cagreutatea foilor de tabla sa fie uniform distribuitav pe suprafata mesei de trasaj. Art.58 La debitarea profilelor si tablelor cu masini de debitat se interzice sustinerea cu mana a materialului. Sustinerea se va face cu dispozitive de prindere pe mese cu role sau cu bile, care usureaza miscarea in avans. Art. 59 Operatia de taiere se va executa numai dupa ce s-a verificat fixarea materialului si indepartarea lucratorilor din zona de lucru. Art. 60 Accesul in spatele masinilor de debitat in timpul functionarii acestora este interzis; locul se va ingradi cu o balustrada demontabila de protectie. Art. 61 Se interzice taierea mai multor table suprapuse sau a tablelor cu o grosime mai mare decat cea inscrisa in caracteristicile masinii. Art. 62 Indepartarea deseurilor sau a pieselor taiate se va face numai dupa oprirea masinii. Aceasta se va face numai cu ajutorul carligelor metalice folosind echipamentul individual adecvat. Art. 63 La masinile de indoit table sau profile (abcant, prese), actionarea se va face numai de catre lucratorii instruiti in vederea executarii unor astfel de operatii. Actionarea masinii se va face numai dupa asigurarea ca lucratorii care sustin materialul sunt in afara oricarui pericol de accidentare. Art. 64 In timpul valtuirii nu sunt permise:
125
-atingerea cu mana a valturilor in rotatie; -ungerea sau curatarea valturilor in timpul rotirii; -urcarea lucratorilor pe tabla.
Montarea subansamblurilor Art. 71 Montarea subansamblurilor elementelor de constructii metalice se va face conform fisei procesului tehnologic, respectandu-se numarul de prinderi prin puncte de sudura, nituri, suruburi, evitand fixarea fortata a elementelor. Art. 73 Este interzisa folosirea dispozitivelor care prezinta defecte precum si a celor improvizate.
Scule, dispozitive, bancuri de lucru
Art. 75 Sculele, uneltele si dispozitivele de orice categorie si pentru orice intrebuintare trebuie sa fie in perfecta stare si sa corespunda specificului lucrarii. Art. 76 Zilnic, inainte de inceperea lucrului, fiecare lucrator va controla daca uneltele si sculele din dotare sunt in stare tehnica corespunzatoare. Cele care nu corespund din punctul de vedere al tehnicii securitatii muncii se vor scoate din uz, repara (cele care se pot reconditiona) sau casa. Art. 77 Menghinele si nicovalele trebuie sa fie bine fixate de bancul de lucru si montate a.i. lucratorii care le utilizeaza sa poata avea in timpul lucrului o pozitie corecta, normala si neobositoare. La menghine se va verifica paralelismul falcilor, continuitatea spinglului si modul de fixare a pieselor. Art. 78 Sculele si uneltele de mana vor fi confectionate conform standardelor in vigoare, din materiale corespunzatoare operatiilor care se executa, fara a se permite deformari, fisuri sau desprinderi de aschii, bavuri. Art.79 Este interzisa folosirea sculelor si uneltelor fara maner, precum si folosirea aceluiasi maner la mai multe scule. Art. 80 Este interzisa folosirea uneltelor de mana cu suprafete de percutie deformate, inflorite sau stirbite, precum si a uneltelor de mana improvizate. Art. 81 In timpul transportului, partile periculoase ale sculelor sau uneltelor de mana cu taisuri, varfuri etc. vor fi protejate cu aparatori sau teci adecvate. Art. 82 Sculele si uneltele de taiat vor fi verificate daca sunt bine ascutite si daca au profilul corect in raport cu operatia de executat. Ele trebuie sa indeplineasca urmatoarele conditii: -sa nu fie degradate, cu crapaturi sau ruginite; -foarfecele pentru taiat vor avea lamele stranse a.i. sa preseze una pe alta, fara joc in axul de fixare; -daltile vor avea o lungime de cel putin 150 mm si vor fi bine ascutite. Art. 83 In cazul strangerilor controlate se vor folosi chei dinamometrice, respectandu-se instructiunileprevazute in fisa tehnologica intocmita de proiectant. Art. 85 Sculele si uneltele de mana vor fi pastrate – dupa caz – in dulapuri, lazi rastele sau suporturi speciale si orientate spre exterior pentru a putea exclude contactul cu partile active ale acestora. Art. 86 Uneltele actionate electric sau pneumatic vor fi folosite numai de lucratorii care cunosc bine atat metodele de lucru cat si pe cele de protectie a muncii.
Art. 87 Este interzis ca in timpul lucrului sa se aseze unele pe treptele scarilor mobile, schele, tablouri etc.
Art. 88 Conductele flexibile de aer comprimat trebuie sa corespunda debitului de presiuni de lucru, iar fixarea lor pe racorduri se va face cu coliere metalice

PARTEA II :
PROGRAMAREA SI CONDUCEREA PRODUCTIEI
PENTRU FABRICAREA REPERELOR R1, R2, R3

127
CAP. 1 DATE INITIALE [12]
1.1 Tema proiectului Programarea şi conducerea producţiei pentru fabricarea reperelor R1, R2 şi R3 din
componenţa produsului P.
1.2 Conditii generale Volum de producţie: 686 bucăţi/an Condiţii şi termene de livrare: trimestrial în cantităţi egale
CAP. 2 ANALIZA PROIECTULUI DE PRODUCTIE
2.1 Structura de dezagregare a produsului (SDP) Orice produs poate fi considerat un sistem care poate fi dezagregat în structuri de ordin
inferior, denumite subsisteme. La rândul lor, subsistemele pot fi dezagregate în ansambluri, iar acestea din urmă în subansambluri.
Activitatea logică de dezagregare poate fi efectuată până la nivelul cantităţilor individuale din sistem denumite, convenţional, piese sau repere, în felul acesta se realizează ceea ce, în mod convenţional, reprezintă Structura de dezagregare a produsului – SDP.
În mod formal, SDP se poate reprezenta sub forma unei arborescenţe şi se interpretează în felul următor: - coborând, semnifică „este compus din”; - urcând, semnifică „face parte din”. Structura de dezagregare a produsului studiat in proiecte este prezentat in figura 2.1- pagina urmatoare - in care se evidentiaza ansamblurile, subansamblurile si reperele care intra in componenta acestui produs 'P', considerat.

128
z
F
igura 2.1 Structura de dezagregare a produsului (SD
P)
PRODUSUL P
ANSAMBLURI
A1 = 1 A3 = 1 A2 = 2 A4 = 1 A5 = 2 A6 = 1
SUBANSAMBLURI ŞI REPERE
A22=1
R9 = 1 R8 = 1 R10=1
R5 = 2 R4 = 2
A12=2 A11=1
R2 = 1 R1 = 1 R3 = 1
R7 = 1 R6 = 1
A21=1
R12=1 R11=1
A31=2 A32=2
R14=1 R13=1 R15=1
R17=2 R16=2
A41=1
R18=2
A42=1

129
2.2 Structura de dezagregare a lucrarilor (SDL) O problemă majoră în Programarea şi Conducerea Producţiei (PCP) constă în identificarea,
cu precizie maximă, a tuturor lucrărilor necesare realizării produsului. De aceea, se pune problema elaborării unei structuri de dezagregare a lucrărilor (SDL), care este, de fapt, o reprezentare structurală a tuturor activităţilor ce conduc la obţinerea produsului, în cadrul acestui proiect, al cărui obiectiv este programarea şi conducerea fabricaţiei a trei repere din componenţa produsului, SDL are ca punct de plecare fişele tehnologice ale reperelor. Acestea sunt prezentate, într-o formă simplificată în tabelele 2.1, 2.2, 2.3.
Tabelul 2.1. Fişa tehnologică simplificată a reperului Timpul normat Nr.
op. Denumirea operaţiei
Codul operaţiei [ ]bucmin/Tu
[ ]lotmin/Tpi
Denumire Resursǎ
Cod Resursǎ
1 Strunjire S11 8,6 57 SNB400 R1 2 Strunjire S12 5,3 42 SNB400 R1
3 Frezare de degroşare
F11 2,8 44 FU32 R2
4 Frezare de finisare F12 2,6 44 FU32 R2 5 Găurire G11 3,9 16 G16 R3 6 Găurire – alezare G12 4,8 16 G16 R3 7 Găurire G13 3,3 16 G16 R3 8 Găurire G14 4,1 16 G16 R3 9 Găurire G15 3 16 G16 R3 10 Rectificare plana R11 1,7 14 Ru 320 R4 11 Control final C11 3,2 18 BC R5
Σ ukT =43,3 Σ piT=299 ΣR=5
Tabelul 2.2. Fişa tehnologică simplificată a reperului
Timpul normat Nr. op.
Denumirea operaţiei
Codul operaţiei [ ]bucmin/Tu
[ ]lotmin/Tpi
Den. Resursǎ
Cod Resursǎ
1 Strunjire de
degroşare S21 9,7 33 Snb400 R1
2 Strunjire frontala si
interioara S22 10,3 33 Snb400 R1
3 Strunjire frontala si
exterioara S23 8,3 33 Snb400 R1
4 Frezare frontalǎ F21 1,9 24 Fu32 R2 5 Găurire – tesire G21 2,3 20 G16 R3 6 Găurire – filetare G22 8,8 20 G16 R3 7 Ajustaj - general A21 4,5 15 R6 8 Control final C21 4,8 18 BC R5
Σ ukT =50,6 Σ piT=181 ΣR=5

130
Tabelul 2.3. Fişa tehnologică simplificată a reperului Timpul normat Nr.
op. Denumirea operaţiei
Codul operaţiei [ ]bucmin/Tu
[ ]lotmin/Tpi
Den. Resursǎ
Cod Resursǎ
1 Frezare talpa F31 12,5 44 R2 2 Găurire – alezare G31 9,5 16 G16 R3 3 Găurire – filetare G32 7,2 20 G16 R3 4 Frezare talpa F32 7,2 44 R2 5 Frezare talpa F33 8,5 44 R2
6 Strunjire frontala si
exterioara S31 5,8 33 Snb400 R1
7 Strunjire frontala si
exterioara S32 7,8 33 Snb400 R1
8 Brosare caneluri B31 5,4 15 R7 9 Control final C31 4,8 18 BC R5
Σ ukT =68,4 Σ piT=267 ΣR=5
2.3 Elaborarea Planului de Productie Director(PPD) Programul de producţie director (PPD) este documentul principal care stă la baza
Programării şi Conducerii Producţiei (PCP). PPD trebuie să permită cunoaşterea cantităţilor ce urmează a fi fabricate din fiecare reper,
a duratelor de asamblare a fiecărui produs, termenelor de livrare – conform contractului. PPD conţine detalierea acestor elemente pe diferite perioade de producţie, permiţând
vizualizarea rapidă a stocurilor de produse şi piese componente, a necesarului brut şi net pentru fiecare dintre acestea.
Livrarea produselor către beneficiar se face trimestrial, in următoarele cantităţi : • trimestrul I, 160 bucati • trimestrul II, 183 bucati • trimestrul III, 183 bucati • trimestrul IV, 160 bucati
Durata de asamblare a unui produs este de 2 săptămâni. Necesarul brut de componente se calculează pe baza SDP, ţinând seama de numărul
ansamblurilor, subansamblurilor şi reperelor de acelaşi tip care intră în componenţa produsului. Necesarul net rezultă prin luarea în considerare a cantităţilor din stoc, rămase din exerciţiul
de producţie precedent. Programul de Producţie Director (PPD), elaborat pe baza tuturor elem mai sus, se prezintă
in tabelul 2.4 - pagina urmatoare.
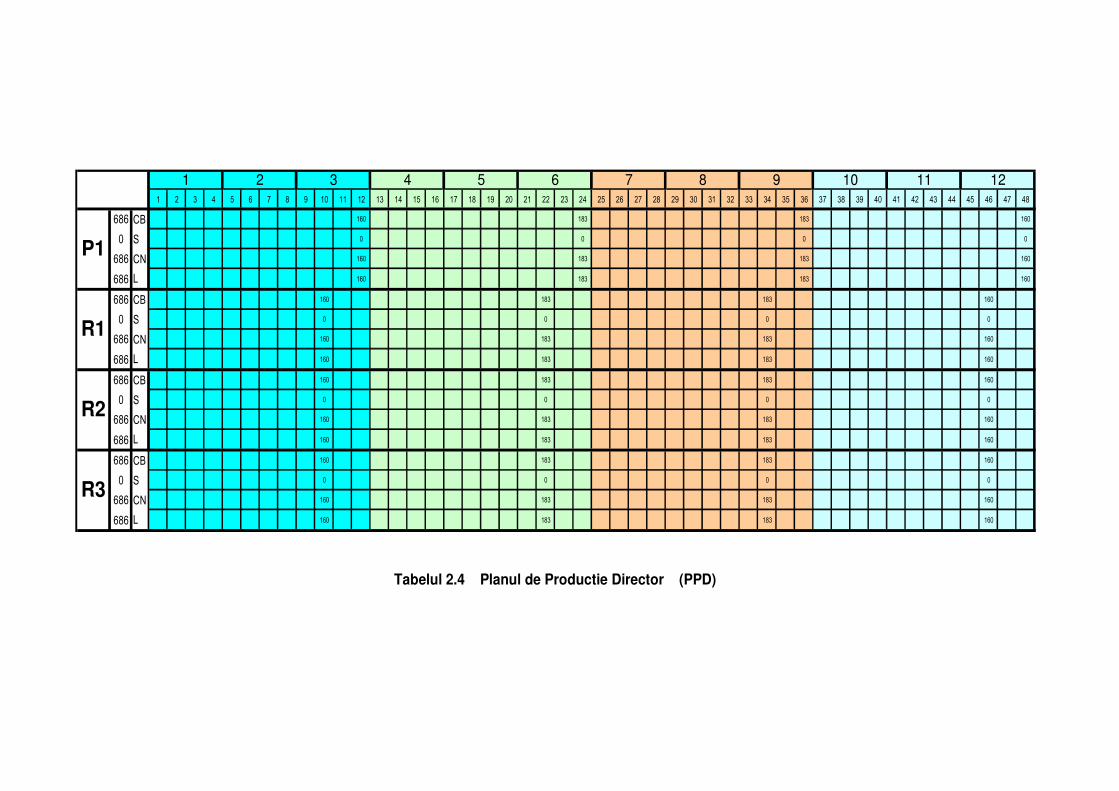
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48
686 CB 160 183 183 160
0 S 0 0 0 0
686 CN 160 183 183 160
686 L 160 183 183 160
686 CB 160 183 183 160
0 S 0 0 0 0
686 CN 160 183 183 160
686 L 160 183 183 160
686 CB 160 183 183 160
0 S 0 0 0 0
686 CN 160 183 183 160
686 L 160 183 183 160
686 CB 160 183 183 160
0 S 0 0 0 0
686 CN 160 183 183 160
686 L 160 183 183 160
1 2 3 4 5 6 7
R3
Tabelul 2.4 Planul de Productie Director (PPD)
12
P1
R1
R2
8 9 10 11
2.4 Determinarea tipului de productie Tipul producţiei este determinat de un ansamblu de factori independenţi care, prin acţiunea
lor, determină proporţiile obiective ale desfăşurării proceselor de producţie în spaţiu şi timp. Dintre aceşti factori se remarcă, prin influenţa pe care o execută: volumul producţiei,
complexitatea constructivă şi tehnologică a produselor, nivelul şi formele specializării producţiei, nivelul tehnic al utilajelor din dotare, nivelul de pregătire profesională al resursei umane.
Tipologia producţiei poate fi deteminată la nivel de proces tehnologic sau la nivel de verigă productivă (incluzând de obicei mai multe procese tehnologice simultan).
În cazul proiectului de producţie analizat, se impune determinarea tipului de producţie la nivel de proces tehnologic (nivel reper – operaţii), cu scopul de a stabili forma de organizare optimă a producţiei fiecărui reper.
Coeficientul tipului de producţie se determină cu relaţia:
,uk
g
kT
RTP =
unde =gR
ritmul mediu al fabricaţiei, în min/buc; =ukT timpul unitar al operaţiei k, în min/buc;
În funcţie de valorile coeficientului kgTP, operaţiile procesului tehnologic se încadrează
după cum urmează: ,1TPkg ≤ producţie de masă(M);
,10TP1 kg ≤< producţie de serie mare(SM); ,20TP10 kg ≤< producţie de serie mijlocie(SMj);
,20TPkg > producţie de serie mică(Sm).
Ritmul mediu al fabricaţiei gR se determină cu relaţia:
,N
F60R
g
ng
⋅=
unde
nF - fondul de timp nominal, în ore;
gN - volumul producţiei în bucăţi. gN
= 50 buc/zi
Rezultă zR în [ ]bucmin/ (prin înmulţire cu 60).
Fondul nominal de timp nF se determină cu relaţia: [ ],ore,hkzF sn ⋅⋅= unde
z – numărul zilelor lucrătoare;
sk - numărul de schimburi; h – numărul de ore pe schimb.
Din analiza programului de lucru al executantului rezultă: z = 240 zile / an ks = 1 schimb / zi h = 8 ore / zi

133
Ritmurile medii, corespunzătoare fabricaţiei celor 3 repere rezultă la valorile: Rg1= 84 min / buc Rg2= 120 min / buc Rg3= 96 min / buc Ţinând cont de timpii unitari corespunzători fabricaţiei fiecărui reper, daţi în tabelele 2.1, 2.2 şi 2.3 rezultă următorii coeficienţi ai tipului de producţie (Tabelul 2.5).
Tabelul 2.5. Coeficienţii de producţie
Coeficientul tipului de producţie pkT Nr. op.
Reperul R1 Reperul R2 Reperul R3 1 9,76 12,37 7,68 2 15,84 11,65 10,10 3 30 14,45 13,33 4 32,3 63,15 13,33 5 21,53 52,17 11,29 6 17,5 13,63 16,55 7 25,45 26,66 12,30 8 20,48 25 17,17 9 28 20 10 49,41 11 26,25
2.5 Stabilirea formei de organizare Structura tipologică a producţiei, corespunzătoare fabricaţiei celor trei repere, se prezintă
în Tabelul 2.5.
Tabelul 2.5. Structura tipologică a producţiei Structură tipologică, [%] Reperul
M SM SMj Sm
1R 0,00 73,00 18,00 9,00
2R 0,00 50,00 50,00 0,00
3R 0,00 0,00 88,80 11,20
Pentru o astfel de structură tipologică, se recomandă forma de organizare mixtă a producţiei cu deplasarea semifabricatelor, reperelor pe fluxul tehnologic sub forma de loturi de transport pentru fiecare dintre cele trei repere.
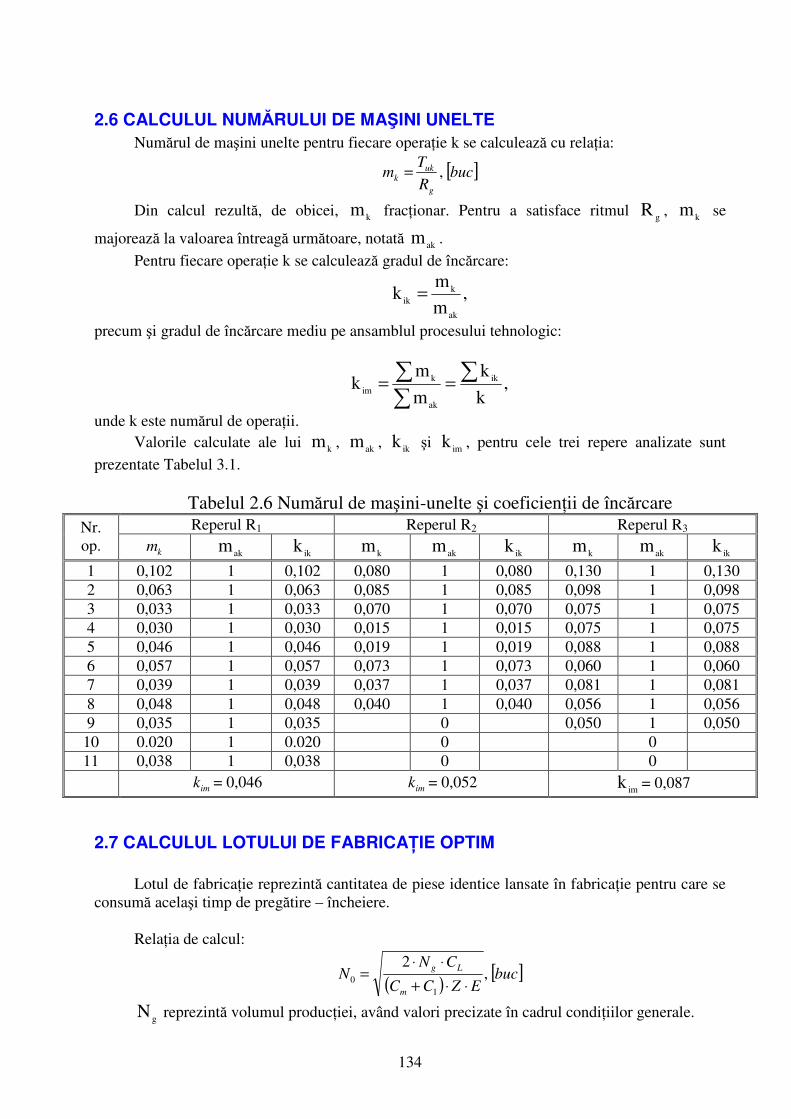
134
2.6 CALCULUL NUMĂRULUI DE MAŞINI UNELTE Numărul de maşini unelte pentru fiecare operaţie k se calculează cu relaţia:
[ ]bucR
Tm
g
ukk ,=
Din calcul rezultă, de obicei, km fracţionar. Pentru a satisface ritmul gR , km se
majorează la valoarea întreagă următoare, notată akm .
Pentru fiecare operaţie k se calculează gradul de încărcare:
,m
mk
ak
kik =
precum şi gradul de încărcare mediu pe ansamblul procesului tehnologic:
,k
k
m
mk ik
ak
kim
∑∑∑
==
unde k este numărul de operaţii. Valorile calculate ale lui km , akm , ikk şi imk , pentru cele trei repere analizate sunt
prezentate Tabelul 3.1.
Tabelul 2.6 Numărul de maşini-unelte şi coeficienţii de încărcare Reperul R1 Reperul R2 Reperul R3 Nr.
op. km akm ikk km akm ikk km akm ikk
1 0,102 1 0,102 0,080 1 0,080 0,130 1 0,130 2 0,063 1 0,063 0,085 1 0,085 0,098 1 0,098 3 0,033 1 0,033 0,070 1 0,070 0,075 1 0,075 4 0,030 1 0,030 0,015 1 0,015 0,075 1 0,075 5 0,046 1 0,046 0,019 1 0,019 0,088 1 0,088 6 0,057 1 0,057 0,073 1 0,073 0,060 1 0,060 7 0,039 1 0,039 0,037 1 0,037 0,081 1 0,081 8 0,048 1 0,048 0,040 1 0,040 0,056 1 0,056 9 0,035 1 0,035 0 0,050 1 0,050 10 0.020 1 0.020 0 0 11 0,038 1 0,038 0 0
imk = 0,046 imk = 0,052 imk = 0,087
2.7 CALCULUL LOTULUI DE FABRICAŢIE OPTIM
Lotul de fabricaţie reprezintă cantitatea de piese identice lansate în fabricaţie pentru care se consumă acelaşi timp de pregătire – încheiere.
Relaţia de calcul:
( )[ ]buc
EZCC
CNN
m
Lg ,2
10
⋅⋅+
⋅⋅=
gN reprezintă volumul producţiei, având valori precizate în cadrul condiţiilor generale.

135
mC reprezintă costul semifabricatului. Valorile efective pentru cele trei repere alalizate
sunt: bucleiCm /386001 =
bucleiCm /482002 =
bucleiCm /562003 =
1C reprezintă cheltuieli de fabricaţie curente şi se calculează cu relaţia:
bucleiCCCCC indirrm /,1 +++=
rC reprezintă cheltuieli cu retribuţia personalului direct productiv, lei / oră, care se
calculează cu relaţia:
∑=
⋅⋅=n
1kkkgr ,ST
60
1C
unde kS reprezintă retribuţia orară a operatorului care execută operaţia k.
Conform normativelor de salarizare în vigoare, se ia valoarea medie, oră/lei32600Sk = .
Astfel rezultă, pentru cele trei repere: bucleiCr /82021 = ;
bucleiCr /156022 = ;
bucleiCr /211823 = .
ifC reprezintă cheltuieli de întreţinere şi funcţionare a utilajelor pe durata de lucru efectivă; aceste cheltuieli se calculează cu relaţia:
∑=
⋅⋅⋅=u
1kakkkgif ,maT
60
1C unde ka reprezintă
cota orară a cheltuielilor de întreţinere şi funcţionare a utilajelor, în lei / oră. Conform normativelor în vigoare, media acestor cote este 30000a k = lei / oră. Astfel rezultă:
;/133001 bucleiCif =
;/253002 bucleiCif =
./343503 bucleiCif =
indC reprezintă cheltuieli indirecte (regie), care se calculează cu relaţia:
rf
ind C100
RC ⋅=
unde fR reprezintă regia secţiei în care se desfăşoară fabricaţia. Ţinând cont că
:,180 rezultăR f =
;/147641 bucleiCind =
;/280842 bucleiCind =
./381283 bucleiCind =
Prin urmare, rezultă că valoarea 1C a costurilor directe de producţie, pentru fiecare dintre
cele trei repere este: ;/7486611 bucleiC =
;/11718612 bucleiC =
./14986013 bucleiC =

136
Cheltuielile LC se calculează cu relaţia:
;/, lotleiBACL += A – reprezintă cheltuielile de pregătire – încheiere a fabricaţiei şi de lansare a lotului, care se
calculează cu relaţia:
∑=
⋅⋅⋅⋅
+=
u
k
akrkpik mSTp
A1
,60
1
1001 lei / lot.
Conform normativelor în vigoare, se ia un salariu mediu orar al operatorilor 21600=rkS lei
/ oră şi 5=p . Astfel rezultă, pentru cele trei repere:
;/1130221 lotleiA =
;/684182 lotleiA =
./627483 lotleiA =
B – reprezintă cheltuieli de întreţinere şi funcţionare a utilajelor pe durata pregătirii – încheierii fabricaţiei, care se determină cu relaţia:
∑=
⋅⋅⋅=u
1kakkpik .maT
60
1B
Introducând în această relaţie valorile cunoscute, se obţine: ;/1495001 lotleiB =
;/905002 lotleiB =
./830003 lotleiB =
Cheltuielile totale, la nivelul întregului lot, vor fi: ,262522111 =+= BACL lei / lot;
,158918222 =+= BACL lei / lot;
,145748333 =+= BACL lei / lot.
Coeficientul Z se determină cu relaţia:
( )∑=
+−⋅=u
k
ukuk
g
TTR
Z1
1
1
Introducând valorile numerice, rezultă, pentru cele trei repere analizate: ;156,01 =Z
;146,02 =Z
.160,03 =Z
Coeficientul E, care cuantifică pierderile cauzate de imobilizarea capitalului circulant în producţie, se ia egal cu rata de interes medie a pieţei de capital, respectiv:
50,0=E Având toate elementele cunoscute, introducându-le în formula lotului optim, vom obţine:
bucNo ,12,1801 =
bucNo ,4,1312 =
bucNo ,9,1343 =
Valorile obţinute din calcul se rotunjesc astfel încât să se obţină submultiplii întregi ai volumelor de producţie 1gN , 2gN , 3gN . După rotunjiri rezultă:
bucNe ,1721 =
bucNe ,1202 =
bucNe ,1503 =
1eN , 2eN , 3eN reprezintă loturile economice de fabricaţie.

137
Numărul loturilor lansate în fabricaţie se calculează cu relaţia:
e
g
LN
Nn =
Astfel, pentru cele trei repere analizate rezultă: loturinL 81 =
loturinL 82 =
loturinL 83 =
CAP. 3 VARIANTA I-A: PROGRAMAREA ŞI CONDUCEREA PRODUCŢIEI ÎN CONDIŢII DE RESURSE NELIMITATE ŞI FĂRĂ DATE IMPUSE
3.1 Calculul lotului economic de transport In cazul organizarii mixte deplasarea pieselor de la un loc de munca la urmatorul se face in forma unor loturi de transport. Lotul economic de transport economic se determină folosind formula:
( )[ ][ ]buc
EZLCCN
CNNN
iilimiei
tgiei
toi ⋅⋅++⋅
⋅⋅⋅=
2
unde: tC - cost de transport independent de lot, [ ]lei
[ ];12500 leiCt =
L - cost de transport dependent de lot, [ ]lei
LiCL = .
Având toate elementele cunoscute, introducându-le în formulă, vom obţine: bucN to ,15,391 =
bucN to ,14,192 =
bucN to ,13,233 =
Valorile calculate se rotunjesc astfel încât să fie submultipli ai lotului economic:
bucN to ,431 =
bucN to ,152 =
bucN to ,253 =
3.3 Perioada de repetare a loturilor Perioada de repetare rT se calculează cu relaţia:
L
nr
n
FT =
Introducând valorile numerice, se obţine: ;,2401 oreTr =
;,2402 oreTr =

138
.,2403 oreTr =
Verificarea se poate face cu a doua relaţie de calcul:
ger RNT ⋅=
Astfel rezultă: ;,2401 oreTr =
;,2402 oreTr =
.,2403 oreTr =
3.4 Calculul costului de producţie Costul de producţie pentru fabricarea unei piese se calculează cu relaţia:
,/,4321 bucleiCCCCC +++= unde:
1C reprezintă cheltuielile curente, deja calculate, având valorile, pentru fiecare reper în
parte: ;/7486611 bucleiC =
;/11718612 bucleiC =
./14986013 bucleiC =
e
L2 N
CC = , reprezintă cheltuielile fixe care, pentru cele trei repere are valorile:
;/,152621 bucleiC =
,/,132422 bucleiC =
./,97223 bucleiC =
3C reprezintă cheltuielile de imobilizare a capitalului circulant, determinate cu relaţia:
( ) MEVCCNUcuN
UC Le
g
⋅⋅⋅+⋅== 13 ,
M = numărul mediu de loturi ce se află simultan în fabricaţie, care se determină cu relaţia:
1T
TM c= , unde:
−cT durata ciclului de producţie.
Corespunzător formelor de organizare succesivă şi mixtă, cT se calculează respectiv cu
relaţiile:
∑=
⋅=u
k
ukec TNT1
,respective : ( ) ( )∑∑=
+
=
>−⋅−+⋅=u
k
ukuktee
u
k
ukec TTNNTNT1
11
0
Ţinând cont de formele de organizare aferente celor trei repere şi introducând valorile
numerice se obţine: ;641 oreTc =
;562 oreTc =
.683 oreTc =

139
Astfel, coeficienţii M, calculaţi, au valorile:
283,0
233,0
266,0
3
2
1
=
=
=
M
M
M
Coeficientul V este un coeficient ce cuantifică variaţia costurilor cauzate de producţia neterminată, pe durata ciclului de fabricaţie. Coeficientul V se calculează cu relaţia:
( )( )Le
Lme
CCN
CCCNV
+⋅⋅
++⋅=
1
1
2
Introducând valorile numerice, rezultă: ;753,01 =V � ;166.349.31 leiU =
;703,02 =V � ;549.203.32 leiU =
;620,03 =V � .532.164.43 leiU =
Astfel, cheltuielile de imobilizare a capitalului circulant, pentru cele trei repere aflate în fabricaţie sunt:
;/24411
131 buclei
N
UC
g
== ;/33372
232 buclei
N
UC
g
== ./347023
333 buclei
N
UC
g
==
4C reprezintă costurile de amortizare a resurselor pe durata execuţiei reperelor şi se
calculează cu relaţia:
,4 am
g
medm k
N
VnaC ⋅⋅⋅= unde:
=ma rata de amortizare anuală a resursei;
=amk coeficient de transmitere a amortizării; =n numărul de resurse;
=medV valoarea medie actualizată a resursei, în lei.
Considerând că amortizarea este liniară şi se produce în 5 ani şi că valoarea reziduală a resursei este nulă, rezultă .2,0a m =
Coeficientul amk ţine seama de gradul de ocupare a resursei, respectiv numârul de loturi
aflate simultan în fabricaţie, în cazul de faţă rezultă: - pentru R1, 266,0=amk
- pentru R2, 233,0=amk
- pentru R3, 283,0=amk
Considerând o valoare medie a resurselor leiVmed 000.000.180= rezultă
bucleiC /775.7641 =
bucleiC /900.6942 =
bucleiC /410.7643 =
Prin însumarea celor patru categorii de costuri, rezultă: ;/608.155413121111 bucleiCCCCCT =+++=
;/747.191423222122 bucleiCCCCCT =+++=
./712.230433323133 bucleiCCCCCT =+++=

140
3.5 Elaborarea programelor de lucru Programul de ordonantare reprezintă programul de lucru al resurselor care permite livrarea
produselor la beneficiar in condiţii economice optime. . Elaborarea unui astfel de program se face pe baza parametrilor principali de programare si conducere a producţiei, tinand cont de cerinţele Programului de Producţie Director (PPD).
Elaborarea programelor de producţie se face ulterior unor calcule. Astfel, se calculează: - Timpii normaţi pentru fiecare operaţie de la fiecare reper:
[ ] :,min/ undebucN
TTT
c
pik
uknk +=
unde: =ukT timpul unitar de prelucrare a reperului la operaţia k, [ ];min/buc
=pikT timpul de pregătire – incheiere la fiecare operaţie k, [ ];min/ lot
=eN lotul de fabricaţie economic, [ ];/ lotbuc
- Pentru organizare succesivă se recalculează durata ciclului de producţie ( )csT ,
astfel:
[ ]∑=
⋅=n
k
nkecs TNT1
min,
- Pentru organizare mixtă se calculează decalajele dintre operaţii ( ),D 1k,k + astfel:
� Dacă [ ]bucTNDTT nktkknknk min/1,1 ⋅=⇒< ++ ;
� Dacă ( ) [ ]bucTNNTNDTT nktenkekknknk min/11,1 +++ ⋅−−⋅=⇒>
Se recalculează apoi durata ciclului de producţie ( cmT ), astfel:
( ) ( ) [ ]∑ ∑= =
+−⋅−+⋅=n
k
n
k
nknktenktcm TTNNTNT1 1
1 ,min, pentru 0TT 1ukuk >−+
.
Analizând duratele ciclurilor de producţie , se pot constata următoarele: Tc1 = 64 ore Tc2 = 56 ore Tc3 = 68 ore
Aceste durate, corelate cu fondul de timp trimestrial, duratele de asamblare si lotul economic, permit verificarea realizării reperelor la termenele prevazute in PPD.
Fondul nominal de timp trimestrial este : Fntr=1920 / 4 = 480 ore/trimestru
Durata de asamblare este de 80 ore (2 săptămâni). Astfel, fondul de timp trimestrial este de 400 ore.
In decursul acestei durate se pot realiza următoarele cantităţi: R1 = 400 / 64 · 172 = 1075 buc R2= 400 / 56 · 120 = 857 buc R3 = 400 / 68 · 150 = 882 buc
Din aceste caalcule, se poate deduce faptul ca se pot realiza volumele de producţie prevăzute in PPD si exista disponibilităţi pentru realizarea unor eventuale stocuri de piese de schimb sau pentru un exerciţiu de producţie ulterior.
Elaborarea programului de ordonantare necesita calcularea decalajelor 1, +kkD , care exista
intre inceputurile operaţiilor consecutive Aceste decalaje se calculează cu relaţiile: � Dacă [ ]bucTNDTT nktkknknk min/1,1 ⋅=⇒< ++ ;
� Dacă ( ) [ ]bucTNNTNDTT nktenkekknknk min/11,1 +++ ⋅−−⋅=⇒>
Valorile decalajelor pentru cele trei repere sunt date in tabelul 3.1:

141
Tabelul 3.1 Valorile decalajelor pentru programele de ordonantare , in ore Decalaje Repere
Reperul R1 Reperul R2 Reperul R3
D1-2 14 4 14 D2.3 10 8 10 D3-4 3 16 4 D4.5 2 2 4 D5-6 2 2 12 D6-7 7 12 4 D7.8 2 2 10 D8.9 6 10 D9-10 6
D10-11 6
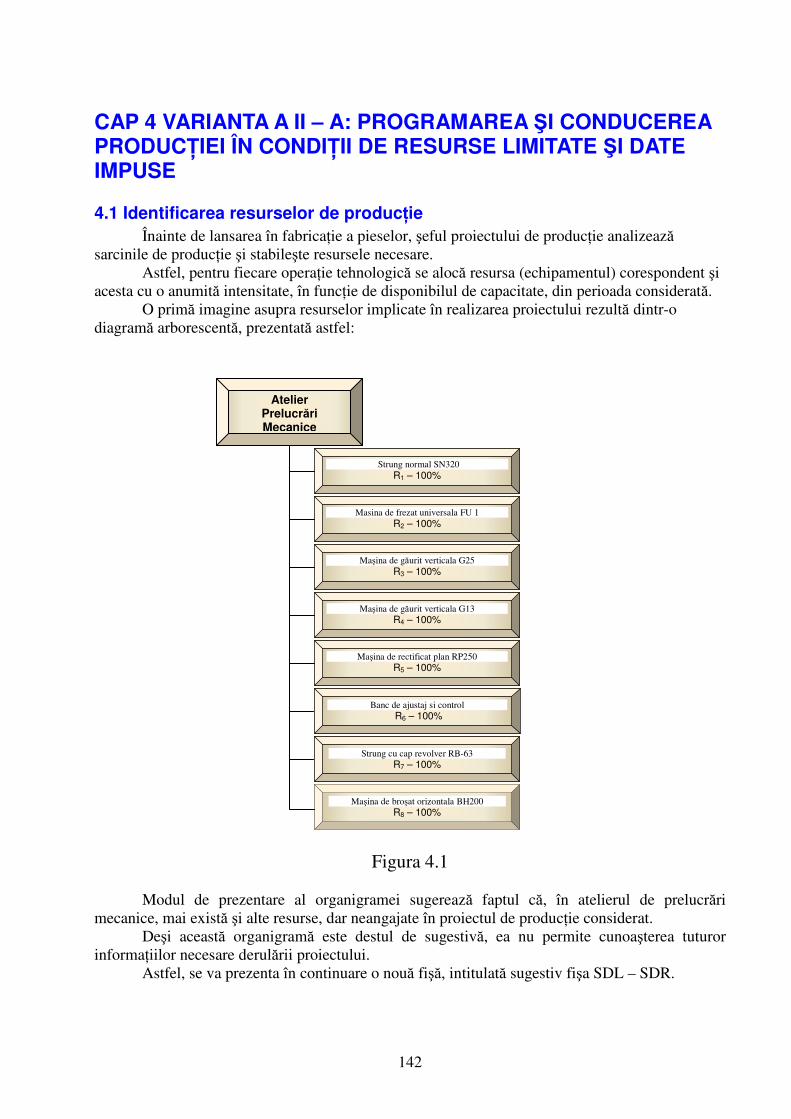
142
CAP 4 VARIANTA A II – A: PROGRAMAREA ŞI CONDUCEREA PRODUCŢIEI ÎN CONDIŢII DE RESURSE LIMITATE ŞI DATE IMPUSE
4.1 Identificarea resurselor de producţie Înainte de lansarea în fabricaţie a pieselor, şeful proiectului de producţie analizează sarcinile de producţie şi stabileşte resursele necesare.
Astfel, pentru fiecare operaţie tehnologică se alocă resursa (echipamentul) corespondent şi acesta cu o anumită intensitate, în funcţie de disponibilul de capacitate, din perioada considerată.
O primă imagine asupra resurselor implicate în realizarea proiectului rezultă dintr-o diagramă arborescentă, prezentată astfel:
Figura 4.1
Modul de prezentare al organigramei sugerează faptul că, în atelierul de prelucrări mecanice, mai există şi alte resurse, dar neangajate în proiectul de producţie considerat.
Deşi această organigramă este destul de sugestivă, ea nu permite cunoaşterea tuturor informaţiilor necesare derulării proiectului.
Astfel, se va prezenta în continuare o nouă fişă, intitulată sugestiv fişa SDL – SDR.
Atelier Prelucrări Mecanice
Strung normal SN320 R1 – 100%
Masina de frezat universala FU 1 R2 – 100%
Maşina de găurit verticala G25 R3 – 100%
Maşina de găurit verticala G13 R4 – 100%
Maşina de rectificat plan RP250 R5 – 100%
Banc de ajustaj si control
R6 – 100%
Strung cu cap revolver RB-63
R7 – 100%
Maşina de broşat orizontala BH200
R8 – 100%
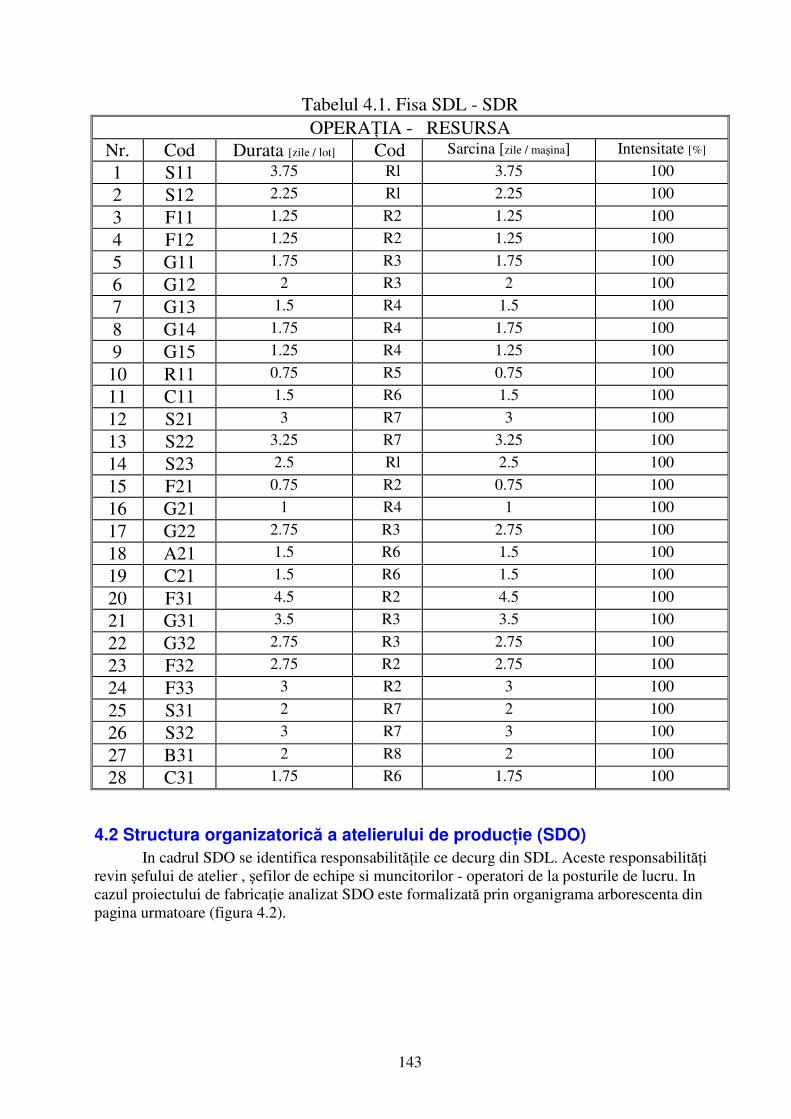
143
Tabelul 4.1. Fisa SDL - SDR
OPERAŢIA - RESURSA Nr. Cod Durata [zile / lot] Cod Sarcina [zile / maşina] Intensitate [%]
1 S11 3.75 Rl 3.75 100
2 S12 2.25 Rl 2.25 100
3 F11 1.25 R2 1.25 100
4 F12 1.25 R2 1.25 100
5 G11 1.75 R3 1.75 100
6 G12 2 R3 2 100
7 G13 1.5 R4 1.5 100
8 G14 1.75 R4 1.75 100
9 G15 1.25 R4 1.25 100
10 R11 0.75 R5 0.75 100
11 C11 1.5 R6 1.5 100
12 S21 3 R7 3 100
13 S22 3.25 R7 3.25 100
14 S23 2.5 Rl 2.5 100
15 F21 0.75 R2 0.75 100
16 G21 1 R4 1 100
17 G22 2.75 R3 2.75 100
18 A21 1.5 R6 1.5 100
19 C21 1.5 R6 1.5 100
20 F31 4.5 R2 4.5 100
21 G31 3.5 R3 3.5 100
22 G32 2.75 R3 2.75 100
23 F32 2.75 R2 2.75 100
24 F33 3 R2 3 100
25 S31 2 R7 2 100
26 S32 3 R7 3 100
27 B31 2 R8 2 100
28 C31 1.75 R6 1.75 100
4.2 Structura organizatorică a atelierului de producţie (SDO) In cadrul SDO se identifica responsabilităţile ce decurg din SDL. Aceste responsabilităţi
revin şefului de atelier , şefilor de echipe si muncitorilor - operatori de la posturile de lucru. In cazul proiectului de fabricaţie analizat SDO este formalizată prin organigrama arborescenta din pagina urmatoare (figura 4.2).
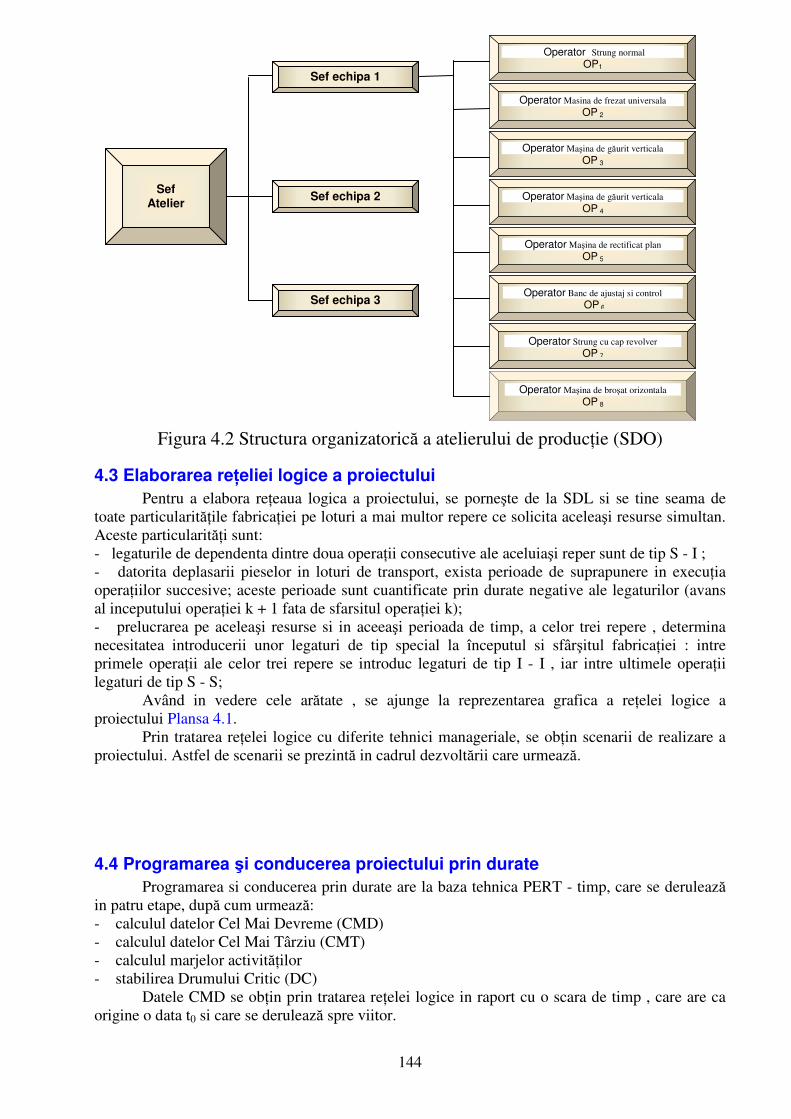
144
Figura 4.2 Structura organizatorică a atelierului de producţie (SDO)
4.3 Elaborarea reţeliei logice a proiectului Pentru a elabora reţeaua logica a proiectului, se porneşte de la SDL si se tine seama de
toate particularităţile fabricaţiei pe loturi a mai multor repere ce solicita aceleaşi resurse simultan. Aceste particularităţi sunt: - legaturile de dependenta dintre doua operaţii consecutive ale aceluiaşi reper sunt de tip S - I ; - datorita deplasarii pieselor in loturi de transport, exista perioade de suprapunere in execuţia operaţiilor succesive; aceste perioade sunt cuantificate prin durate negative ale legaturilor (avans al inceputului operaţiei k + 1 fata de sfarsitul operaţiei k); - prelucrarea pe aceleaşi resurse si in aceeaşi perioada de timp, a celor trei repere , determina necesitatea introducerii unor legaturi de tip special la începutul si sfârşitul fabricaţiei : intre primele operaţii ale celor trei repere se introduc legaturi de tip I - I , iar intre ultimele operaţii legaturi de tip S - S;
Având in vedere cele arătate , se ajunge la reprezentarea grafica a reţelei logice a proiectului Plansa 4.1.
Prin tratarea reţelei logice cu diferite tehnici manageriale, se obţin scenarii de realizare a proiectului. Astfel de scenarii se prezintă in cadrul dezvoltării care urmează.
4.4 Programarea şi conducerea proiectului prin durate Programarea si conducerea prin durate are la baza tehnica PERT - timp, care se derulează
in patru etape, după cum urmează: - calculul datelor Cel Mai Devreme (CMD) - calculul datelor Cel Mai Târziu (CMT) - calculul marjelor activităţilor - stabilirea Drumului Critic (DC)
Datele CMD se obţin prin tratarea reţelei logice in raport cu o scara de timp , care are ca origine o data t0 si care se derulează spre viitor.
Sef echipa 1
Operator Strung normal OP1
Operator Masina de frezat universala OP 2
Operator Maşina de găurit verticala
OP 3
Operator Maşina de găurit verticala
OP 4
Operator Maşina de rectificat plan OP 5
Operator Banc de ajustaj si control OP 6
Operator Strung cu cap revolver OP 7
Operator Maşina de broşat orizontala OP 8
Sef
Atelier Sef echipa 2
Sef echipa 3

145
Datele CMT se obţin prin tratarea reţelei logice in raport cu o scara de timp cu originea la o data finala tf si care se derulează spre trecut.
Marja fiecărei activităţi se determina ca diferenţa dintre data de inceput CMT si data de inceput CMD.
DC este format din ansamblul activităţilor a căror marja este nula. Calculul datelor CMD si CMT , fara date impuse este prezentat in Planşa 4.2, respectiv
Planşa 4.3, iar calculul analitic al marjelor in tabelul 4.2, care urmeaza:
Tabelul 4.2. Calculul analitic al marielor (fara date impuse) Nr.crt Cod operaţie Data CMD Data CMT Marja
1 S11 to + 0 tf - 10.5 = to+ 0 0
2 S12 to + 2 tf - 8.25= to+ 2 0
3 F11 to+3.5 tf - 6.75= to + 3.5 0
4 F12 to +4 tf - 6.25 = to + 4 0
5 G11 to + 4.5 tf -5.75= to + 4.5 0
6 G12 to + 5 tf - 5.25 = to + 5 0
7 G13 to + 6 tf - 4.5 = to + 6 0
8 G14 to + 6.5 tf -4 = to + 6.5 0
9 G15 to + 7.5 tf - 3= to + 7.5 0
10 R11 to + 8.5 tf - 2 = to + 8.5 0
11 C11 to + 9 tf - 1.5 = to + 9 0
12 S21 to + 0 tf - 8.75= to+1.75 1.75
13 S22 to + 0.5 tf -8.25 = to + 2.25 1.75
14 S23 to+1.75 tf - 7 = to + 3.5 1.75
15 F21 to + 4 tf - 4.75 = to + 5.75 1.75
16 G21 to + 4.5 tf - 4.25 = to + 6.25 1.75
17 G22 to + 5 tf - 3.75 = to + 6.75 1.75
18 A21 to+6.75 tf - 2 = to + 8.25 1.75
19 C21 to + 7.25 tf - 1.5 = to+ 9 1.75
20 F31 t0 + 0 tf - 10.5 = to + 0 0
21 G31 to+ 1.75 tf - 8.25 = to+ 1.25 0.5
22 G32 to + 3 tf -7 = t0 + 3.5 0.5
23 F32 to + 3.5 tf - 6.5 = to + 4 0.5
24 F33 to + 4 tf - 6 = to + 4.5 0.5
25 S31 to + 5.5 tf - 5 = t0 + 5.5 0.5
26 S32 t0 + 6 tr- 4.5 = t0 + 6.5 0.5
27 B31 t0 + 7.5 tf - 2.5 = to+ 8 0.5
28 C31 to+ 8.25 tf - 1.75 = to+ 8.75 0.5

146
4.5. Identificarea datelor impuse Datele impuse sunt restricţii de timp impuse activităţilor din proiect, datorita clauzelor
contractuale sau datorita indisponibilităţii unor resurse pe anumite durate. In cazul proiectului de fabricaţie analizat datele impuse sunt următoarele : a. Prelucrările pe maşina de găurit G13 nu pot incepe înainte de t0 + 11 zile întrucât, pana la data respectiva, maşina se afla in reparaţie, b. Prelucrările pe maşina de rectificat RP 250 trebuie sa se termine pana la data t0 + 18 zile intrucat, incepand cu data respectiva, instalaţia hidraulica a maşinii intra in revizie. Calculul datelor CMD si CMT, cu date impuse este prezentat in Planşele 4.4 si respectiv, 4.5.
Tabelul 4.3 Calculul analitic al marjelor (cu date impuse)
Nr.crt Cod operaţie Data CMD Data CMT Marja 1 S11 to + 0 tf -10.5 = to + 8.75 8.75
2 S12 to + 2 tf - 8.5 = to + 10.75 8.75
3 F11 to + 3.5 tf -7 = to + 12.25 8.75
4 F12 to + 4 tf - 6.5 = to + 12.75 8.75
5 G11 to + 4.5 tf - 6 = to + 13.25 8.75
6 G12 to + 5 tf - 5.5 = to + 13.75 8.75
7 G13 to+13 tf - 4.5 = to + 14.25 1.25
8 G14 to+ 14 tf - 4 = to + 15.25 1.25
9 G15 to + 15 tf - 3 = t0 + 16.25 1.25
10 R11 to+16 tf - 2 = to + 17.25 1.25
11 C11 to+ 16.5 tf - 1.5 = to + 17.75 1.25
12 S21 to + 0 tf - 10.5 = to + 8.75 8.75
13 S22 to + 0.5 tf - 8.5 = to+ 11.25 10.5
14 S23 to+1.75 tf - 7 = to+ 12.25 10.5
15 F21 to + 4 tf - 4.75 = to + 14.5 10.5
16 G21 to+13 tf - 4.25 = to+ 15 2
17 G22 to + 13.5
tf - 3.75 = to + 15.5 2
18 A21 to +15.25 tf - 2 = to+ 17.25 2
19 C21 to+15.75 tf - 1.5 = t0 + 17.75 2
20 F31 to + 0 tf - 10.5 = to + 8.75 8.75
21 G31 to+ 1.75
tf - 8.25 = to+ 11 9.25
22 G32 to + 3 tf - 7 = to +12.5 9.25
23 F32 to +3.5 tf - 6.5 = to + 12.75 9.25
24 F33 to + 4 tf - 6 = to+ 13.25 9.25
25 S31 to + 5.5 tf -4.5 = to+17.75 9.25
26 S32 to + 6 tf - 4 = to+15.25 9.25
27 B31 to + 7.5 tf - 2.5 = to + 16.75 9.25
28 C31 to +15.5 tf - 1.75 = to + 17.5 2

147
4.5 Programarea şi conducerea proiectului prin resurse In cadrul acestei parti, se elaborează planurile de sarcini ale resurselor si programul de
lucru pentru realizarea proiectului. Primul pas in acest demers ii constituie definirea calendarelor resurselor implicate in
proiect. Calendarul fiecărei resurse este dimensionat in zile lucratoare. Planurile de sarcini se obţin prin incarcarea calendarelor resurselor cu activităţile din
scările de timp CMD si CMT, tinand cont de legaturile de dependenta din reţea. In cazul apariţiei suprasarcinilor este necesar sa se efectueze lisaje si nivelări ale planurilor
de sarcini. După lisaj si nivelare, se elaborează programul de lucru , prin proiectarea activităţilor din
calendare pe scările de timp corespondente, CMD sau CMT. Planurile de sarcini CMD si programul de lucru programul de lucru aferent sunt prezentate
in Planşa 4.6. Planurile de sarcini CMT si programul de lucru aferent sunt prezentate in Planşa 4.7.
4.6 Ordonanţarea lucrărilor din proiect Ordonantarea urmăreşte eşalonarea in timp a lucrărilor pe resursei, existente. Intr-o tratare
sintetica, ordonantarea se aplica in următoarele etape: - alcătuirea listei de activităţi - definirea calendarelor resurselor - incarcarea calendarelor resurselor cu activităţile din lista si obţinerea planurilor
de sarcini - elaborarea programului de lucru pentru realizarea proiectului
Exista doua tipuri de ordonantare : - ordonantare ÎNAINTE (CMD) - ordonantare ÎNAPOI (CMT)
La ordonantarea ÎNAINTE, încărcarea calendarelor resurselor, cu activităţile din proiect, se face începând cu un moment iniţial t0 si , spre viitor. La ordonantarea ÎNAPOI, incarcarea calendarelor resurselor , cu activităţile din proiect , se face începând cu un moment final tf, spre trecut.
Calendarele resurselor prezintă anumite indisponibilităţi care sunt prezentate cu haşura incrucisata.
Lista de activităţi pentru ordonantarea ÎNAINTE este data in tabelul 4.4 , iar pentru ordonantarea ÎNAPOI in tabelul 4.5.
Planurile de sarcini ale resurselor si programul de lucru corespondent se prezintă in Planşa 4.8, pentru ordonantarea ÎNAINTE si in Planşa 4.9 pentru ordonantarea ÎNAPOI. Duratele celor doua scenarii sunt de 24 de zile si, respectiv, 21.75 zile.
4.7 Selectarea scenariului optim In cadrul proiectului au fost analizate patru scenarii : doua ce decurg din programarea si
conducerea prin resurse (CMD si CMT) si doua ce decurg din ordonantare (ÎNAINTE si ÎNAPOI). Duratele programelor de lucru, corespunzătoare aacestor scenarii, sunt:
- programarea si conducerea prin resurse CMD : 20.25 zile - programarea si conducerea prin resurse CMT : 20.25 zile - ordonantarea ÎNAINTE : 24 zile - ordonantarea ÎNAPOI: 21.75 zile
Primele scenarii respecta ambele date impuse , iar cel de-al patrulea numai prima data impusa.
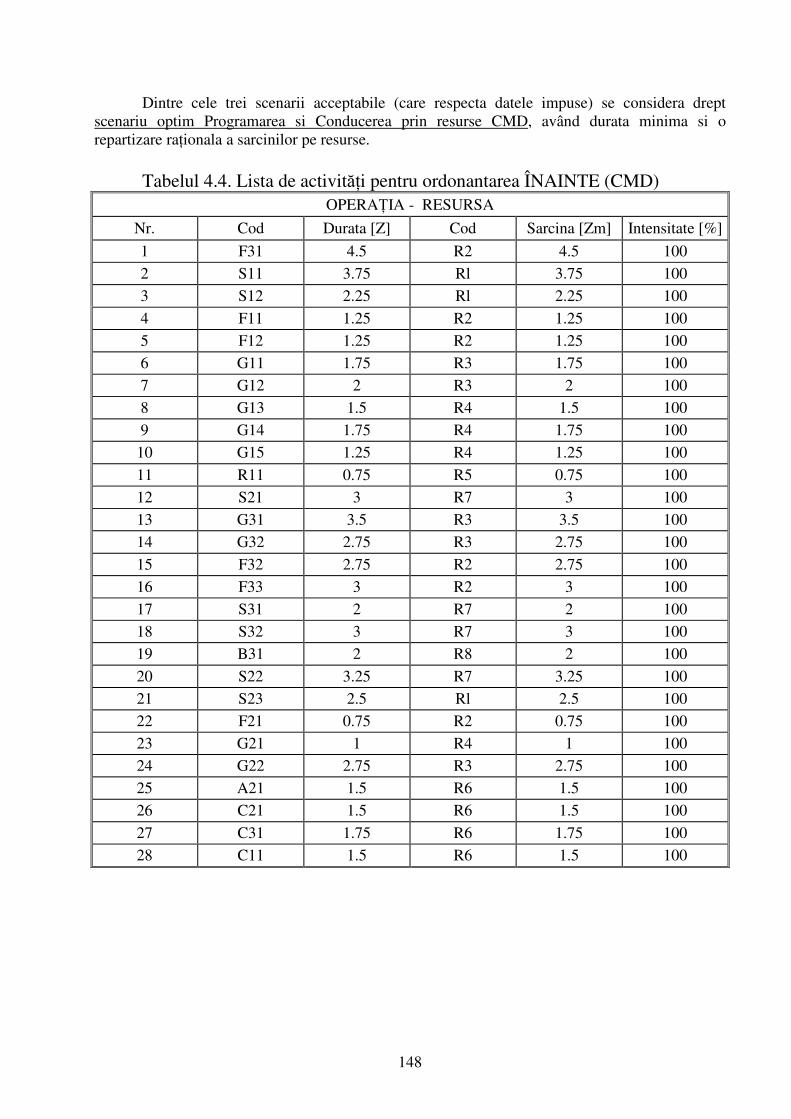
148
Dintre cele trei scenarii acceptabile (care respecta datele impuse) se considera drept scenariu optim Programarea si Conducerea prin resurse CMD, având durata minima si o repartizare raţionala a sarcinilor pe resurse.
Tabelul 4.4. Lista de activităţi pentru ordonantarea ÎNAINTE (CMD)
OPERAŢIA - RESURSA
Nr. Cod Durata [Z] Cod Sarcina [Zm] Intensitate [%]
1 F31 4.5 R2 4.5 100
2 S11 3.75 Rl 3.75 100
3 S12 2.25 Rl 2.25 100
4 F11 1.25 R2 1.25 100
5 F12 1.25 R2 1.25 100
6 G11 1.75 R3 1.75 100
7 G12 2 R3 2 100
8 G13 1.5 R4 1.5 100
9 G14 1.75 R4 1.75 100
10 G15 1.25 R4 1.25 100
11 R11 0.75 R5 0.75 100
12 S21 3 R7 3 100
13 G31 3.5 R3 3.5 100
14 G32 2.75 R3 2.75 100
15 F32 2.75 R2 2.75 100
16 F33 3 R2 3 100
17 S31 2 R7 2 100
18 S32 3 R7 3 100
19 B31 2 R8 2 100
20 S22 3.25 R7 3.25 100
21 S23 2.5 Rl 2.5 100
22 F21 0.75 R2 0.75 100
23 G21 1 R4 1 100
24 G22 2.75 R3 2.75 100
25 A21 1.5 R6 1.5 100
26 C21 1.5 R6 1.5 100
27 C31 1.75 R6 1.75 100
28 C11 1.5 R6 1.5 100

149
Tabelul 4.5. Lista de activităţi la ordonantarea ÎNAPOI (CMT) OPERAŢIA - RESURSA
Nr. Cod Durata [Z] Cod Sarcina [Zm] Intensitate [%]
1 C11 1.5 R6 1.5 100
2 R11 0.75 R5 0.75 100
3 G15 1.25 R4 1.25 100
4 G14 1.75 R4 1.75 100
5 G13 1.5 R4 1.5 100
6 C31 1.75 R6 1.75 100
7 C21 1.5 R6 1.5 100
8 A21 1.5 R6 1.5 100
9 G22 2.75 R3 2.75 100
10 G21 1 R4 1 100
11 G12 2 R3 2 100
12 G11 1.75 R3 1.75 100
13 F12 1.25 R2 1.25 100
14 F11 1.25 R2 1.25 100
15 S12 2.25 Rl 2.25 100
16 S11 3.75 Rl 3.75 100
17 B31 2 R8 2 100
18 S32 3 R7 3 100
19 S31 2 R7 2 100
20 F33 3 R2 3 100
21 F32 2.75 R2 2.75 100
22 G32 2.75 R3 2.75 100
23 G31 3.5 R3 3.5 100
24 F21 0.75 R2 0.75 100
25 S23 2.5 Rl 2.5 100
26 S22 3.25 R7 3.25 100
27 S21 3 R7 3 100
28 F31 4.5 R2 4.5 100
4.8 Verificarea scenariului optim Durata ciclului de producţie, corespunzătoare scenariului optim, este :
Tc = 20.25 zile = 162 ore In decursul acestei durate se executa cate un lot economic din fiecare piesa, respectiv:
NgT = 172+ 120+ 150 = 442 piese Fondul de timp efectiv, aferent unui trimestru este de 400 ore. In decursul acestui timp de
400 ore pot fi fabricate : Nge=400·442/162 = 1091 piese
Din acest calcul se poate deduce ca durata ciclului de producţie a scenariului optim este acoperitoare pentru realizarea volumelor de producţie trimestriale.

150
Totodată exista disponibilităţi pentru realizarea unor eventuale stocuri de piese de schimb sau pentru un exerciţiu de producţie ulterior.
4.9 Amplasarea optimală a resurselor Amplasarea optimala a resurselor este expusa in plansa...
4.10 Calculul costului de producţie Ca si in cazul primei variante, costul de productie total se calculează cu relaţia :
CT = C1+ C2 + C3 + C4 termenii din formula având aceeaşi semnificaţie.
Întrucât calculul se face pentru fabricaţia simultana a trei repere diferite , costul va fi raportat la unitatea convenţionala (uc).
C1 = Cm + Cr+ CTf + Cind+, lei / uc
Cm = 3
1( Cm1 + Cm2 + Cm3) = 47660 lei / uc
Cheltuielile de salarizare (retribuţie). a personalului direct productiv, se determina cu relaţia :
N
)(SC
eT
kr
∑⋅=
izh, unde:
Sk= 18500 lei / ora reprezintă salariul mediu orar al operatorilor direcţi h = 8 ore / zi NeT = Ne1 + Ne2 + Ne3 = 442 buc, reprezentând suma celor trei loturi (lotul echivalent)
∑ iz = numărul de zile lucratoare dintr-un ciclu de producţie, repartizate pe toţi operatorii direcţi.
Pentru cazul analizat se obţine , din planurile de sarcini ale scenariului optim , următoarele valori: z1 = 8.5 z2 = 13
z3 = 12.75 z4 = 6
z5 = 0.75 z6 = 6
z7 = 11.25 z8 = 2
∑=
8
1i
iz = 58.25 zile/ciclu
Astfel, se obţine :
Cr =442
25,58818500 ⋅⋅= 19504, lei/buc
Cif = costuri de intretinere si de funcţionare a capacităţilor de producţie (cele 8 resurse) pe durata lucrului efectiv si se determina cu relaţia :
Cif =( )
eT
ik
N
zha ⋅⋅ lei/buc
Tinand cont ca amortizarea ak = 30000 lei / ora rezulta : Cif= 28077 lei /uc
Cind = Rf · Cr /100 =180·19504 /100 = 35107 lei/buc Cuantumul costurilor directe este :
C1= 130348 lei/uc
151
Costurile C2 se calculează cu relaţia :
C2 = eTN
BA + . lei/uc
∑ ⋅⋅
+= krkpik mST
pA
60
1
1001 lei/lot
∑ ⋅⋅= kkpik maTB60
1 lei/lot
Tinand cont cã p = 5 si Srk = 21600 lei / ora , rezultã : A= 113.400 lei/lot B = 157.500 lei/lot, deci
C2 = 613 lei/uc Cheltuielile C3 de imobilizare a capitalului circulant se calculează astfel :
C3 = eTN
U,
unde: NgT = 1332, reprezintă suma volumelor de producţie ale celor trei repere. U = (NeT ·C1·CL)V·M·E.lei
CL = A+B Coeficientul M, care exprima densitatea produsului de producţie , se calculează cu relaţia:
M = Tc / Tr Tc = 162ore
Valoare dedusa direct din programul de lucru optim.
Tr = Ne·Rg ; Rg =g
n
N
F⋅60 � T =240, ore
M = 162 / 240 = 0,675 Coeficientul V se determina cu relaţia:
( )( )Le
Lme
CCN
CCCNV
+⋅⋅
++⋅=
1
1
2
Astfel se obţine: V= 837 469 lei, C3=2370 lei/uc Costurile C4 se calculează cu relaţia cunoscuta:
,4 am
g
medm k
N
VnaC ⋅⋅⋅=
Cu valorile cunoscute: am = 0.2 ; n = 8 , NgT = 3532 si Vmed = 180.000.000 lei rezulta:
C4 = 40.770 lei'uc Costul de producţie total:
CT = C1+ C2 + C3 + C4 = 174.101 lei /uc

152
CAP 5 COMPARAREA VARIANTELOR
5.1 În funcţie de timpul mediu de execuţie pe unitatea convenţională In cazul primei variante, pentru a fabrica cate un lot din fiecare reper se consuma :
Tv1 = TC1 + TC2 + TC3 = 64 + 56 + 68 = 188 ore In cazul variantei a doua, durata necesara fabricării celor trei loturi este : Tv2= 162 ore Timpul mediu de execuţie, raportat la unitatea convenţionala, pentru fiecare dintre
variante, este:
Tem1 = eT
v
N
T 1 = 188 /442 = 0,425 min/buc
Tem2 = eT
v
N
T 12 = 162 / 442 =0,366 min/buc
Din raportul Tem1/ Tem2 = 1.16 se deduce ca performanta de producţie a variantei a doua este de 1.16 ori mai mare , sau, exprimat in procente, varianta a doua este cu 11.6 % mai performanta decât prima.
5.2 În funcţie de gradul de încărcare e resurselor In cazul primei variante se utilizează 27 resurse de producţie , iar in cazul cele de a doua
variante numai 8 resurse de producţie. Numărul resurselor, in varianta a doua , este de 27 : 8 = 3.375 ori mai mic decât in prima varianta.
In privinţa gradului de încărcare a resurselor se pot face următoarele constatări : - In cazul primei variante graadul de incarcare a resurselor este cuprins intre doua limite, respectiv 0.02 ≤ ki ≤ 0.13 iar gradul de incarcare mediu este :
3321 imimim
im
kkkk
++= = 0,06
- In cazul variantei a doua coeficienţii de incarcare a resurselor se deduc direct din planurile de sarcini ale scenariului optim, din care rezulta :
R1 : ki1=25,20
5,8=0,42
R2 : ki2=25,20
13=0,64
R3 : ki3=25,20
75,12=0,63
R4 : ki4=25,20
6=0, 296
R5 : ki5=25,20
75,0=0,037
R6 : ki6=25,20
6=0, 296
R7 : ki7=25,20
25,11=0,555
R8 : ki8=25,20
2=0,098
Coeficientul de încărcare mediu este :
8∑
=ii
im
kk =2,972 / 8 = 0,372
Se poate deduce ca, in cazul variantei a doua, gradul de încărcare mediu al resurselor de producţie este
2imk = 0.372 : 0.06 = 6.2 ori mai mare.

153
5.4 În funcţie de costul de producţie Pentru a putea compara cele doua variante , in funcţie de costurile de producţie, este necesar
ca, in cazul primei variante , costul sa fie raportat la unitatea convenţionala, ca in cazul variantei a doua.
Astfel, in cazul primei variante, costul total, raportat la unitatea convenţionala, este :
CTV1=3
321 TTT CCC ++ = 192.689 lei / uc
Ştim ca in cazul variantei a doua costul total, raportat la unitatea convenţionala , este : CTV2= 174.101 lei /uc
Fata de prima varianta, in varianta a doua se obţine o economie , pe unitatea convenţionala, egala cu :
∆ C = CTV1- CTV2= 18.588 lei/uc fapt ce conduce la o economie anuala in valoare de :
Ea = ∆C - NgT = 18.588 · 3.532 = 65.652.816 lei
5.4 Concluzii Finale Din calculele efectuate , rezulta ca varianta a doua de Programare si Conducere a Producţiei
prezintă avantaje evidente in comparaţie cu prima varianta, concretizate in: • timp mediu de execuţie pe uc cu 11.6 % mai mic, deci grad de performanta de 1,16 ori mai mare • număr de resurse de producţie de 3,375 ori mai mic; • grad mediu de încărcare a resurselor de 6,2 ori mai mare; • cost pe uc cu 18.588 lei mai mic, fapt ce conduce la o economie anuala egala cu 65.652.816 lei.

154

155

156

157
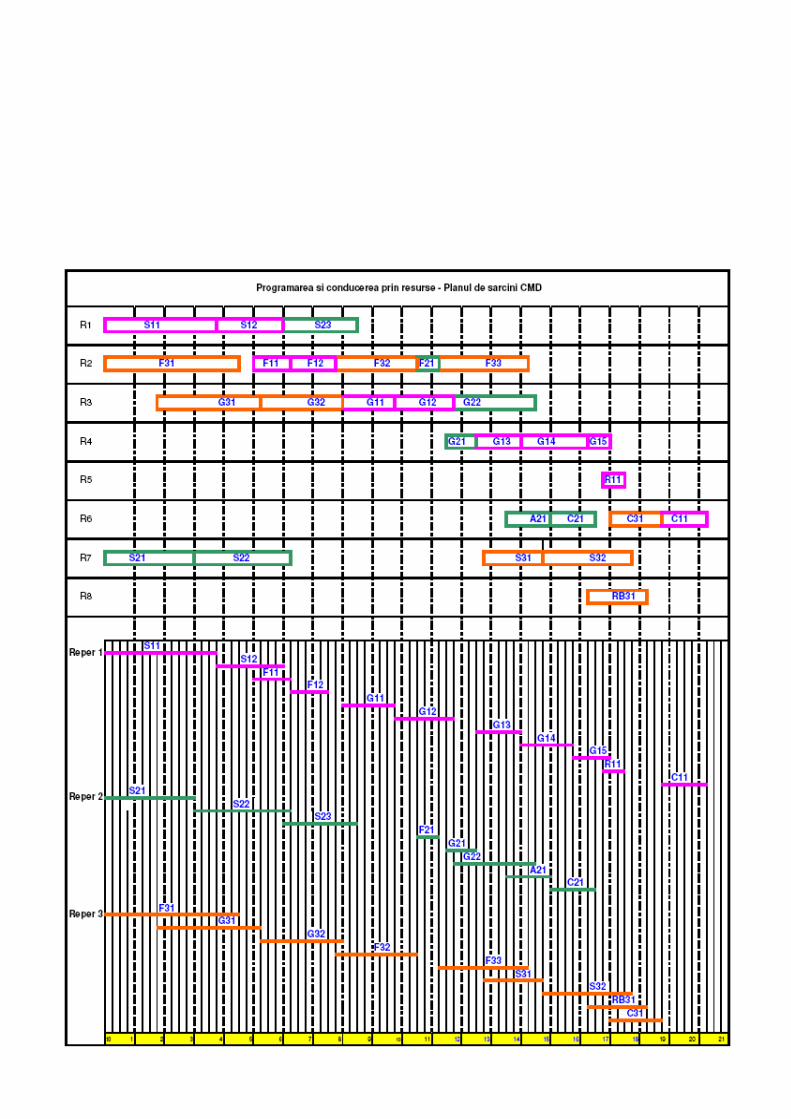
158

159
160
PARTEA III :
UNELE ABORDĂRI SPECIFICE DE
MANAGEMENT ŞI MARKETING
ÎN DOMENIUL
TEHNOLOGIILOR NECONVENŢIONALE

161
1.1 Posibilitatea unei noi structuri macroeconomice
Ca răspuns la preocupările economice şi politice privind retehnologizarea şi reorganizarea
structurală economică în condiţii de descentralizare unanim acceptate, s-a avansat ideea de înfiinţare a unui "Cartel de problemă", mai ales în scopul operaţionalizării în condiţii de concurenţă a noilor tehnologii neconvenţionale -T.N.
În aceste condiţii, structura organizatorică şi funcţiile specifice ale cartelului de problemă, în domeniul tehnologiilor neconvenţionale, sunt prezentate în fig. 1.1, observându-se, de la bun început, o schemă organizatorică pe trei niveluri, ale căror activităţi deşi sunt separate şi independente, prin rezultatele obţinute, se interferează în final, pentru realizarea scopului propus: obţinerea unor profituri evidente atât în condiţiile precare actuale, cât şi în perspectiva perioadei următoare.
• I-ul nivel : În esenţă, scopul funcţionării acestei suprastructuri este acela de a pune la dispoziţia unor societăţi comerciale interesate, anumite strategii privind dezvoltarea unor afaceri în domeniu, care să permită obţinerea unor câştiguri imediate, dar şi viitoare, în condiţiile menţinerii unor pieţe existente şi câştigarea altora noi.
Se atrage însă atenţia asupra faptului că această suprastructură poate fi creată numai prin acordul şi participarea societăţilor comerciale, iar elementele programelor elaborate, datele obţinute prin activităţile de informare şi cercetare desfăşurate conform legilor concurenţiale, vor fi protejate accesului informaţional al societăţilor care nu participă la o astfel de structură.Această organizaţie, care, constituie ea însăşi o societate comercială profilată pe un domeniu de strictă specialitate, va avea inerent în structura ei elemente organizatorice profilate atât pentru elaborarea strategiilor generale şi cercetărilor proprii, cât şi servicii funcţionale aferente oricărei societăţi comerciale (elemente care, datorită gradului complet de integrare în activităţile economice, nu vor mai fi analizate).
• Cel de al II-lea nivel se va constitui din unităţi sau componente ale acestora, specializate
în domeniul T.N. şi anume: 1. institute specializate de cercetare; 2. societăţi comerciale productive de profil (SA, SRL); 3. compartimente specializate din societăţi comerciale; 4. întreprinderi mici de producţie; 5. întreprinderi mici profilate în C - D.
• Cel de al III-lea nivel constituit din compartimente proprii de cercetare - dezvoltare (C -
D) în domeniu, este subordonat, prin funcţiile de organizare, conducere, personal şi control, primelor trei diviziuni din cadrul nivelului II.
Ca o necesitate a subordonării la nivel macro, acceptată de la bun început la înfiinţarea cartelului, acesta îşi rezervă funcţia de planificare pe care o exercită asupra celorlalte două niveluri; celelalte funcţiuni ale nivelurilor doi şi trei sunt exercitate prin propria organizare sau ca urmare a subordonărilor directe. Sintetic, atât pentru propria activitate de cercetare – producţie, cât şi pentru exercitarea funcţiei de planificare, cartelul de problemă, prin departamentul de conducere, elaborează planificarea strategiei viitoare.

162
Fig.1.1 Structura şi funcţiile cartelului de problemă
1.1.1 Activităţi specifice „cartelului de problemă” Elementul de bază al activităţii informaţionale şi decizionale a cartelului de problemă îl
constituie sistemul informaţional pentru conducere menit a pune la dispoziţie toate elementele necesare elaborării, în final, a strategiei viitoare. Sistemul informaţional îşi desfăşoară activitatea pe baza culegerii şi interpretării informaţionale în următoarele direcţii de analiză tehnico-economică.
a. stadiul actual local (în România) al tuturor elementelor de referinţă în domeniu: nivelul utilajelor, echipamentelor şi tehnologiilor, domeniile de aplicare, cercetările specifice, gradul de integrare, cifrele de afaceri, posibilităţile de dezvoltare etc.

163
b. stadiul actual general (pe plan mondial) ca o extensie a stadiului local bazat pe analize aprofundate comparative, care să permită punerea în evidenţă a direcţiilor de acţiune ale cartelului. Aceste analize incumbă necesitatea existenţei unor servicii documentare pertinente care să permită elaborarea unor studii de sinteză pe baza cunoaşterii atât a datelor prezentate public (cărţi, reviste de specialitate, prospecte, reclame etc), dar şi a unor date cu caracter de secret de fabricaţie sau cercetare, obţinute prin activitatea unor servicii specializate.
c. situaţia geopolitică - element decizional de maximă importanţă, care permite la un moment dat firmelor româneşti specializate în domeniu, o extindere în piaţa efectivă, dar şi o posibilă pătrundere pe noi pieţe potenţiale.
d. analiza permanentă a bursei şi elaborarea unor previziuni în domeniu, având în vedere că - în general - aceste noi tehnologii utilizează sau prelucrează materiale scumpe (cupru, wolfram, molibden, materiale mineralo-cercamice etc.). Ca urmare, prevederea, de exemplu, a creşterii supradimensionale a preţurilor unor materiale, utilizate în aceste tehnologii, permite direcţionarea din timp a cercetărilor în găsirea unor materiale ieftine şi, implicit, în punerea la punct a tehnologiilor corespunzătoare.
e. evoluţia situaţiei energetice, luând în considerare faptul că aceste tehnologii sunt - de regulă - mari consumatoare de energie. În aceste condiţii, eventuala permanentizare a crizei energetice referitoare la energia convenţională (termică, electrică) presupune, implicit, elaborarea unor direcţii şi dezvoltarea de cercetări privind utilizarea unor noi surse energetice.
f. modul de procurare a materiilor prime, corelat cu analiza bursei constituie un alt element necesar activităţii sistemului informaţional. în acest caz, evoluţia defavorizantă a preţurilor materiilor prime pe piaţa mondială, pune problema direcţionării cercetărilor, în special , spre materiile prime şi materialele indigene care să permită producerea şi aplicarea tehnologiilor neconvenţionale în condiţii tehnico - economice avantajoase.
g. analiza apariţiei şi manifestării unor noi concurenţi, în vederea elaborării unor strategii de marketing pentru atacul sau defensiva necesară faţă de aceştia.
Ca urmare a elementelor puse la dispoziţie de sistemul informaţional cartelul, prin
departamentul de conducere, îşi poate manifesta asupra nivelurilor inferioare funcţia de planificare strategică.
Sintetic, această planificare strategică, având la bază analiza stadiului curent, examinarea perspectivelor, stabilirea cursului viitor şi modul de implementare a strategiei, se materializează global prin elaborarea unei strategii ofensive necesare informativ sau decizional asupra nivelurilor subordonate.
De menţionat că, fondurile necesare desfăşurării activităţii cartelului sunt obţinute atât din activităţile de cercetare şi manageriale proprii cât şi prin contribuţia, cu cote corespunzătoare a organizaţiilor industriale ce fac parte din cartel, modul de distribuire a acestor venituri făcându-se ca urmare a unei convenţii comune.
1.1.2 Strategii specifice "cartelului de problemă" Elaborarea strategiilor corespunzătoare capabilităţii tehnico - economice a fiecărei
organizaţii participante la cartel constituie atât funcţia specifică acestuia, cât şi însăşi condiţia de bază a existenţei cartelului ca organizaţie parţial subvenţionată, dar, totodată, şi limitat-decidentă asupra domeniului specific.
Astfel, luând în considerare principiile diferitelor strategii care acţionează atât în cadrul economiei de piaţă dar şi în cadrul economiei parţial centralizate (funcţionând în diferite ţări puternic dezvoltate industrial), în afara strategiei ofensive cu caracter macro aplicabilă la nivelul cartelului - specifică tipurilor de organizaţii (societăţi) comerciale participante în această structură - este necesară elaborarea strategiilor particulare corespunzătoare potenţialului tehnico - economic.

164
Analizând locul şi tendinţele de dezvoltare a metodelor neconvenţionale de prelucrare prezentate, se consideră că principalele direcţii de acţiune strategică corespunzătoare stadiului actual sunt următoarele: a) pentru institutele de cercetare specializate:
• strategii ofensive, caracterizate prin risc ridicat, potenţial de compensaţie scăzut privind rezultatul financiar obţinut ca urmare a asumării riscului, potenţial ridicat de inovare tehnologică, competenţă în analiza pieţei şi în concretizarea comercială a produsului;
• strategii "incorecte", care presupun aplicarea unor noi tehnologii, în care organizaţia industrială are mare experienţă în realizarea unor produse noi, pe o piaţă deţinută de alte firme. Acest tip de strategii nu se pot operaţionaliza dacă nu sunt susţinute şi de o strategie ofensivă.
b) pentru societăţile comerciale profilate sau pentru compartimentele specializate din aceste societăţi comerciale:
• (strategii ofensive); • (strategii incorecte); • strategii defensive - caracterizate prin grad scăzut de risc, potenţial de compensaţie
scăzut. Acestea sunt aplicabile mai ales acelor organizaţii industriale, capabile să obţină profit în condiţii de concurenţă puternică, prin posibilitatea de a controla o parte din piaţă;
• strategii absorbante - manifestate prin cumpărarea de licenţe, dar şi brevetarea unor inovări majore.
c) pentru întreprinderile mici de producţie specializate; • strategii ofensive; • strategii defensive.
d) pentru întreprinderile mici specializate în domeniul C - D: • strategii ofensive; • strategii incorecte.
Aşa cum s-a arătat, un rol aparte în structura organizatorică a cartelului de problemă îl
deţin departamentele de specialitate ale acestuia şi compartimentele de cercetare-dezvoltare direcţionate din subordinea organizaţiilor profilate.
Aceste unităţi au rolul de a desfăşura, în special, activităţi de cercetare - rezultate ca direcţionări date de sistemul informaţional, în vederea elaborării de tehnologii de perspectivă (înlocuiri de materiale, de surse energetice etc.) şi de rezervă (optimizarea unor studii tehnologice, ţinând seama de situaţia conjuncturală: bursă, situaţie geopolitică etc.).
Finalizarea activităţii tehnico - ştiinţifice a acestor compartimente o constituie punerea la dispoziţia serviciilor manageriale din cartel a elementelor tehnico - economice, în vederea elaborării atât a strategiilor ofensive, cât şi a strategiilor referitoare la penetraţia de asalt sub două forme şi anume:
• momentană - referitoare la prospectarea şi cucerirea pieţei cu produse proprii existente, la preţuri care să reflecte calitatea lor comparativ cu cele realizate de alte ţări;
• de rezervă - penetrarea pe piaţă cu produse mai ieftine decât cele existente, de o calitate certă, pentru asigurarea unui câştig sigur în perioada de început.

165
1.2 Aspecte privind crearea unor firme de nivel mic - mediu în domeniu
Datorită extensiei lor, a motivaţiei de stabilitate pe piaţa câştigată, a tendinţei de a deţine, dacă se poate, o piaţă de monopol, marile organizaţii industriale pot să manifeste la un moment dat o anumită plafonare în dezvoltarea progresului tehnic, spre deosebire de firmele de nivel mic - mediu care sunt mai interesate în obţinerea unei eficienţe economice ridicate în domeniul lor de activitate.
Din acest punct de vedere, firma de talie mică - medie a devenit eroul timpurilor moderne în direcţia penetrării înaltei tehnologii. În consecinţă, organizaţii industriale puternice încearcă punerea la punct a unor noi strategii de acordare a ceea ce este mai bun în gândirea strategică a micilor întreprinderi, privind acţiunea către inovare, spirit de echipă şi mobilitate, cu propriile lor calităţi de stabilitate şi răspuns financiar.
Majoritatea răspunsurilor la aceste probleme strategice se axează, mai ales, pe adoptarea structurii de grup a viitorului (datorată lui Schön), în care marile companii mamă cuprind o unitate centrală înglobând compartimente axate pe funcţiunile organizaţiei (cercetare - dezvoltare, producţie, financiar - contabil, comercial, personal) orientate, în special, spre activitatea curentă (în direcţia produselor care au prins piaţa şi, mai ales, fabricate în cantităţi mari tip producţie "Serie Mare", "Masă"), înconjurată de un grup de firme (satelit), având o relativă independenţă, orientate fie către cercetare - dezvoltare, fie către producţie.
Independenţa (relativă), faţă de compania "mamă", a acestor firme se manifestă în esenţă prin înzestrarea acestora (personalizată) cu toate compartimentele funcţionale ale firmei mamă fie de sine stătătoare, fie delegate din compartimentele corespondente ale unităţii centrale.
Deoarece aceste firme satelit, mai ales cele orientate în direcţia C - D spre înalta tehnologie, prezintă prin însuşi obiectul activităţii lor, un grad accentuat de risc în prinderea pieţei, risc preluat într-un anumit procent de către compania "mamă" (20 ... 40%), aceasta îşi manifestă controlul, în special, prin compartimentul financiar.
Ideea, care stă la baza acestei noi concepţii de organizare, este aceea că, firma "mamă" să beneficieze de inovare fără a devia resurse manageriale şi de organizare de la activitatea de bază, stabilă, dar şi asumarea unui risc comun.
De exemplu, în fig. 1.2 este prezentată o propunere de structură organizatorică, axată, mai ales pe produs, a unei firme mici, satelit, în domeniul C - D şi (%) Marketing, având ca obiectiv de activitate procesele de prelucrare cu fascicule şi jeturi.
Spre deosebire de compania mare, în care, chiar într-o organizare matricială, funcţiunile organizaţiei sunt evidenţiate distinct, având rolul de a intra pe rând în acţiune pe măsura înaintării proiectului, în cadrul firmei mici organizarea matriceală se manifestă limitat doar la C - D şi Producţie.
Restul funcţiunilor (personalizate) - Administraţie (Financiar, Contabil, Personal) şi, mai ales, Marketing acţionează chiar de la început atât asupra centrelor de proiect, cât şi asupra compartimentului.
Se remarcă necesara manifestare a funcţiei comerciale (Marketing) în structura organizatorică a firmei mici, datorită capitalului de risc acordat de către compania "mamă".

166
Fig. 1.2 Propunere de structură organizatorică
1.3 Aspecte specifice ale marketingului strategic în domeniul T.N.
În activitatea de marketing, politica de produs reprezintă conduita pe care o adoptă firma cu referire la dimensiunile, structura şi evoluţia gamei de produse şi servicii care fac obiectul activităţii sale. Această conduită a firmei se raportează permanent la cerinţele mediului de piaţă şi la tendinţele manifestate de piaţă.
Activităţile componente ale politicii de produs pentru o firmă producătoare sunt materializate prin:
a. cercetarea produsului - are în vedere analiza calităţii produselor aflate în fabricaţie şi/sau vânzare, studiul ciclului de viaţă al produselor, analiza circulaţiei acestora şi urmărirea lor în utilizare sau consum. Cercetarea produsului are semnificaţia unei analize diagnostic, de natură să arate punctele "slabe" ale gamei de fabricaţie sau ale sortimentului comercializat, pentru a permite fundamentarea corectă a strategiei firmei.

167
b. activitatea de inovaţie - reprezintă principala orientare ofensivă a politicii de produs, mai ales pe baza punctelor "tari" ale firmei. Această activitate se referă atât la produs, cât şi la stimularea capacităţilor creatoare în cercetare, producţie, descoperire şi utilizare de noi resurse etc.
c. activitatea de modelare a produsului - se referă la conceperea şi realizarea sub formă de prototip sau machetă a tuturor elementelor care intră în componenţa viitorului produs conform cerinţelor pieţei.
d. activitatea de asigurare legală a produsului - ansamblu de acţiuni juridice, prin care produsul este protejat contra falsurilor. Înregistrarea mărcii reprezintă cea mai utilizată metodă de protecţie a acestuia.
e. atitudinea faţă de produsele vechi - priveşte politica firmei faţă de produsele care prezintă un grad ridicat de uzură morală şi un nivel scăzut de rentabilitate; firma va acorda atenţie acestei activităţi în mod proporţional cu locul ocupat de produsele vechi în producţie şi desfacere conform cerinţelor pieţei sau a unei conjuncturi favorabile.
1.3.1 Componentele care definesc produsul în concepţia de marketing sunt: a. componente corporale: ambalaj, caracteristici ale produsului, utilitate funcţională; b. componente acorporale: nume, marcă, instrucţiuni de folosire, licenţă de fabricaţie şi
comercializare, preţ, servicii acordate produsului (instalare, punere în funcţiune, service, termen de garanţie etc.);
c. comunicaţii referitoare la produs (pe care producătorul sau vânzătorul le transmite cumpărătorului potenţial) cum ar fi: acţiuni de merchandising, publicitate etc;
d. imaginea produsului - pe care şi-o face cumpărătorul în mintea sa despre produs (este de fapt o componentă motivaţională de natură subiectivă).
În cazul metodelor neconvenţionale, privite ele însele ca nişte produse de "înaltă tehnologie – ÎT ", se pot lua în considerare patru componente care definesc operaţional aceste produse - fig. 1.3. Aceste componente au pondere variabilă în definire, în funcţie de cererea lor la un moment dat pe piaţă.
Fig. 1.3 Componente care definesc operaţional produsele de înaltă tehnologie ÎT
Luând în considerare această definire operaţională a produsului "tehnologie" - prin componente, introducerea unui produs nou în domeniu apare atunci când, indiferent de atitudinea firmei faţă de vechiul produs, acesta şi-a atins limita naturală de existenţă sau dezvoltare, conform fig. 1.4.
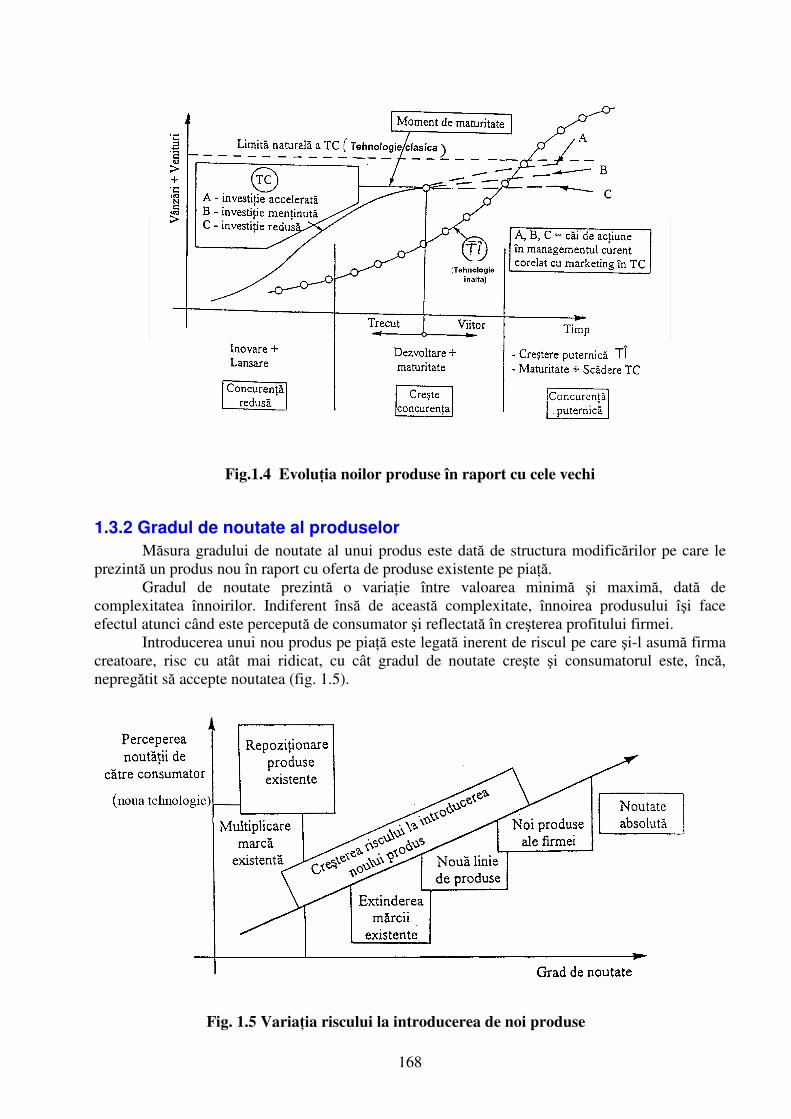
168
Fig.1.4 Evoluţia noilor produse în raport cu cele vechi
1.3.2 Gradul de noutate al produselor Măsura gradului de noutate al unui produs este dată de structura modificărilor pe care le
prezintă un produs nou în raport cu oferta de produse existente pe piaţă. Gradul de noutate prezintă o variaţie între valoarea minimă şi maximă, dată de
complexitatea înnoirilor. Indiferent însă de această complexitate, înnoirea produsului îşi face efectul atunci când este percepută de consumator şi reflectată în creşterea profitului firmei.
Introducerea unui nou produs pe piaţă este legată inerent de riscul pe care şi-l asumă firma creatoare, risc cu atât mai ridicat, cu cât gradul de noutate creşte şi consumatorul este, încă, nepregătit să accepte noutatea (fig. 1.5).
Fig. 1.5 Variaţia riscului la introducerea de noi produse
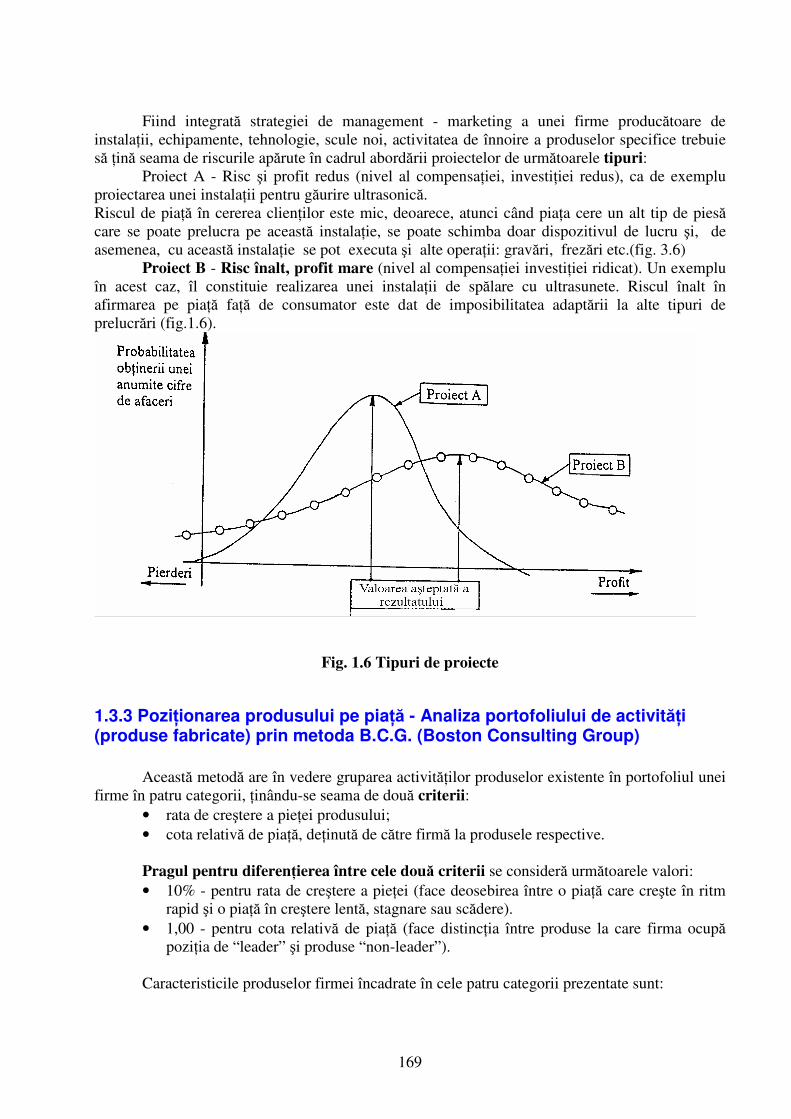
169
Fiind integrată strategiei de management - marketing a unei firme producătoare de
instalaţii, echipamente, tehnologie, scule noi, activitatea de înnoire a produselor specifice trebuie să ţină seama de riscurile apărute în cadrul abordării proiectelor de următoarele tipuri:
Proiect A - Risc şi profit redus (nivel al compensaţiei, investiţiei redus), ca de exemplu proiectarea unei instalaţii pentru găurire ultrasonică. Riscul de piaţă în cererea clienţilor este mic, deoarece, atunci când piaţa cere un alt tip de piesă care se poate prelucra pe această instalaţie, se poate schimba doar dispozitivul de lucru şi, de asemenea, cu această instalaţie se pot executa şi alte operaţii: gravări, frezări etc.(fig. 3.6)
Proiect B - Risc înalt, profit mare (nivel al compensaţiei investiţiei ridicat). Un exemplu în acest caz, îl constituie realizarea unei instalaţii de spălare cu ultrasunete. Riscul înalt în afirmarea pe piaţă faţă de consumator este dat de imposibilitatea adaptării la alte tipuri de prelucrări (fig.1.6).
Fig. 1.6 Tipuri de proiecte
1.3.3 Poziţionarea produsului pe piaţă - Analiza portofoliului de activităţi (produse fabricate) prin metoda B.C.G. (Boston Consulting Group)
Această metodă are în vedere gruparea activităţilor produselor existente în portofoliul unei firme în patru categorii, ţinându-se seama de două criterii:
• rata de creştere a pieţei produsului; • cota relativă de piaţă, deţinută de către firmă la produsele respective.
Pragul pentru diferenţierea între cele două criterii se consideră următoarele valori: • 10% - pentru rata de creştere a pieţei (face deosebirea între o piaţă care creşte în ritm
rapid şi o piaţă în creştere lentă, stagnare sau scădere). • 1,00 - pentru cota relativă de piaţă (face distincţia între produse la care firma ocupă
poziţia de “leader” şi produse “non-leader”).
Caracteristicile produselor firmei încadrate în cele patru categorii prezentate sunt:

170
a) “VACI DE MULS” - produse care reprezintă "valori" sigure ale firmei producătoare, aduc profit, putând finanţa şi celelalte activităţi (produse) din restul categoriilor. Aceste produse contribuie într-o măsură destul de limitată la dezvoltarea firmei pe piaţă. De exemplu, în domeniul de activitate a unei firme producătoare, vacile de muls sunt instalaţii, echipamente, regimuri, scule din producţia curentă, care au o desfacere sigură şi cantitativ ridicată pe piaţă.
b) “VEDETELE” - sunt produse care contribuie la creşterea cifrei de afaceri a firmei şi la
îmbunătăţirea imaginii acesteia pe piaţă, "vedeta" devenind leaderul unei pieţe cu creştere rapidă. În domeniul prezentat, vedetele pot fi considerate acele instalaţii, echipamente, scule care înglobează un grad înalt de progres tehnic (instalaţii laser cu C.N., instalaţii de tratare cu fascicul de electroni, generatoare ultrasonice etc.), putând deveni viitoare "vaci de muls" pentru firmă. Lipsa vedetelor se constituie într-un semnal negativ al potenţei firmei pe piaţă.
c) “DILEMELE” - sunt produse a căror piaţă este în creştere rapidă, dar la care firma
producătoare poate să nu câştige supremaţia pe piaţă (au o cotă relativă de piaţă scăzută), ca de exemplu diferitele tipuri de transductori ultrasonici.
d) “PIETRE DE MOARĂ” - produse care nu aduc profit ridicat şi care nu contribuie
semnificativ la dezvoltarea firmei (au o cotă relativă de piaţă scăzută pe pieţe cu creştere lentă). Firma producătoare este nevoită să elemine aceste produse din portofoliul de activităţi (dacă nu intervin considerente strategice).
Corelaţia între ciclul de viaţă al produsului şi poziţionarea în graficul B.C.G. este prezentată în fig.1.7.
Fig.1.7 Reprezentarea grafică a modelului B.C.G.
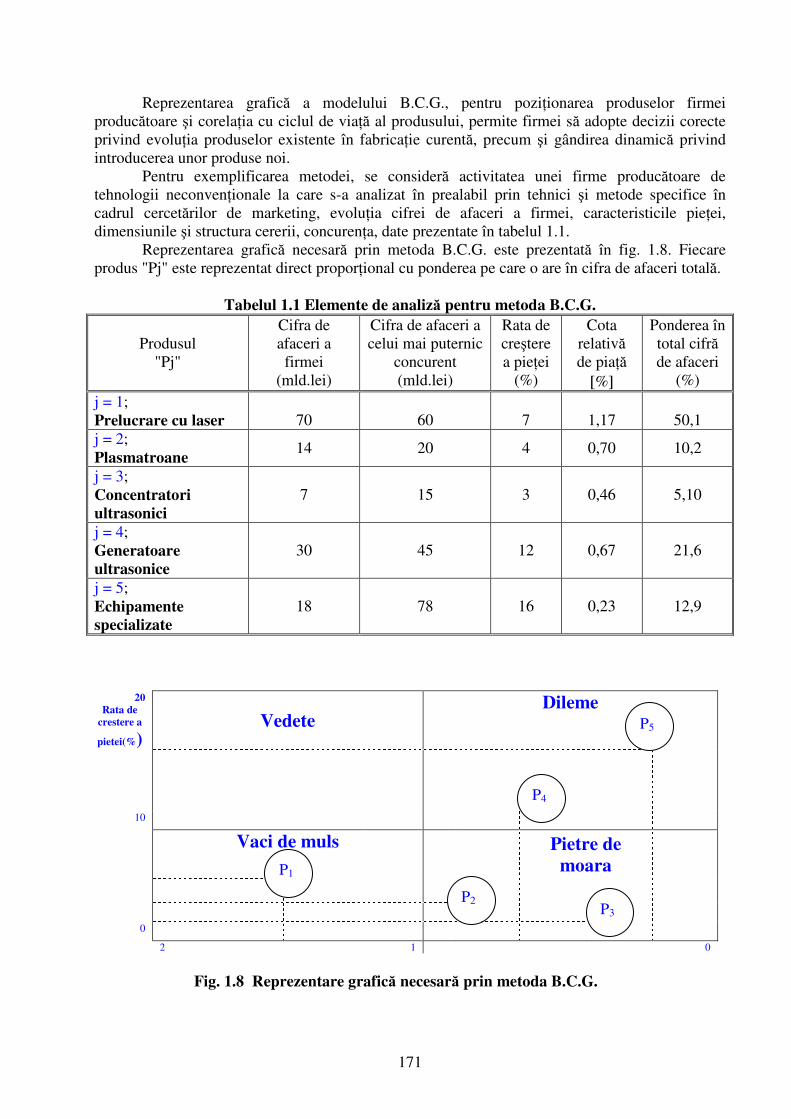
171
Reprezentarea grafică a modelului B.C.G., pentru poziţionarea produselor firmei producătoare şi corelaţia cu ciclul de viaţă al produsului, permite firmei să adopte decizii corecte privind evoluţia produselor existente în fabricaţie curentă, precum şi gândirea dinamică privind introducerea unor produse noi. Pentru exemplificarea metodei, se consideră activitatea unei firme producătoare de tehnologii neconvenţionale la care s-a analizat în prealabil prin tehnici şi metode specifice în cadrul cercetărilor de marketing, evoluţia cifrei de afaceri a firmei, caracteristicile pieţei, dimensiunile şi structura cererii, concurenţa, date prezentate în tabelul 1.1.
Reprezentarea grafică necesară prin metoda B.C.G. este prezentată în fig. 1.8. Fiecare produs "Pj" este reprezentat direct proporţional cu ponderea pe care o are în cifra de afaceri totală.
Tabelul 1.1 Elemente de analiză pentru metoda B.C.G.
Produsul
"Pj"
Cifra de afaceri a firmei
(mld.lei)
Cifra de afaceri a celui mai puternic
concurent (mld.lei)
Rata de creştere a pieţei
(%)
Cota relativă de piaţă
[%]
Ponderea în total cifră de afaceri
(%) j = 1; Prelucrare cu laser
70
60
7
1,17
50,1
j = 2; Plasmatroane
14 20 4 0,70 10,2
j = 3; Concentratori ultrasonici
7 15 3 0,46 5,10
j = 4; Generatoare ultrasonice
30 45 12 0,67 21,6
j = 5; Echipamente specializate
18 78 16 0,23 12,9
20 Rata de
crestere a
pietei(%) Vedete
Dileme
10
Vaci de muls Pietre de moara
0
2 1 0
Fig. 1.8 Reprezentare grafică necesară prin metoda B.C.G.
P5
P4
P3 P2
P1

172
1.3.4 Analiză şi concluzii
a) În cadrul portofoliului de activităţi ale firmei nu există nici un produs "VEDETĂ", rezultând o imagine nefavorabilă asupra firmei, cu implicaţii negative în dezvoltare. Se recomandă acţiunea de management - marketing pentru optimizarea acestei situaţii (se introduce fabricarea de instalaţii de prelucrare cu fascicul de electroni sau îmbunătăţirea poziţiei ocupate pe piaţă de către "DILEME" prin calitate şi promovare cu suplimentare de fonduri), dar numai ca urmare a unei activităţi de cercetare a evoluţiei pieţei şi concurenţei.
b) Firma nu dispune decât de un singur produs "VACI DE MULS": instalaţii de prelucrare cu laser şi, ca urmare, se impune acţiunea de management - marketing, pentru promovarea în această categorie a altor produse, în vederea creşterii profilului firmei.
c) Aplicarea "stricto senso" a teoriei minimizării riscului ar impune eliminarea produselor "PIETRE DE MOARĂ". Firma va trebui să procedeze prudent, eleminând din cadrul gamei de produse din această categorie a acelora care nu mai au căutare şi să îmbunătăţească calitatea şi promovarea celorlalte.
d) Utilizarea metodei B.C.G. are implicaţii deosebite în poziţionarea pe piaţă a produselor.
1.3.5 Ciclul de viaţă al produsului şi politicile de management – marketing
Politicile de produs se corelează în funcţie de faza ciclului de viaţă în care se află produsul care se livrează pe piaţă - fig. 1.9.
Toate compartimentele unei firme producătoare sunt implicate în cursul vieţii unui produs, dar importanţa fiecărei funcţii a firmei (cercetare - dezvoltare; producţie; financiar - contabil; comercial; personal) se manifestă diferit, după faza în care se găseşte produsul în ciclul său de viaţă.
• în faza de punere la punct apar eforturi îndreptate spre cheltuieli de cercetare - dezvoltare şi spre realizarea şi finalizarea studiilor de piaţă.
• în faza de lansare - pot apare probleme legate de coordonare managerială şi planificare necorespunzătoare privind campania de promovare a produsului (publicitate) nesincronizată cu programarea produsului (probleme specifice de marketing strategic).Totodată, apar cheltuieli de promovare a produsului, prezentate la târguri şi expoziţii, contracte cu clienţii.
• în faza de dezvoltare - apar probleme privind managementul procesului de producţie în funcţie de piaţă şi concurenţă, cum ar fi: - adaptare la cererea pieţei (tipul produsului în cadrul gamei); - adaptare la cerere cantitativă de produse pe piaţă; - adaptare la cererea calitativă cerută pe piaţă. Aspecte importante sunt legate de rolul, uneori decisiv, pe care îl are gama de servicii oferite care însoţesc produsul. În această fază vânzările pot creşte foarte mult, în funcţie de succes.
• în faza de maturitate - problemele cele mai dificil de rezolvat sunt cele de marketing. În această fază s-au atins toate categoriile de clienţi efectivi şi potenţiali. Vânzările cresc lent, având tendinţă de stabilizare.
• în faza de declin - problemele apar odată cu descreşterea vânzărilor. În această fază, un rol important îl are controlul, pentru a putea aprecia momentul luării deciziilor manageriale, în mod gradat, începând cu scăderea preţurilor şi până la părăsirea produsului.

173
Toate compartimentele unei firme producătoare sunt implicate în cursul vieţii unui produs, dar importanţa fiecărei funcţii a firmei (cercetare - dezvoltare; producţie; financiar - contabil; comercial; personal) se manifestă diferit, după faza în care se găseşte produsul în ciclul său de viaţă.
Fig. 1.9 Corelaţia dintre politicile de produs şi fazele ciclului de viaţă în care se află produsul
1.3.6 Ciclul de viaţă al produsului şi politicile de produs Politici de produs privind dezvoltarea produsului (produse existente) A.1 La întreprinderea producătoare
Aceste politici se referă la perfecţionarea produselor existente în programul de fabricaţie şi comercializare, astfel încât să corespundă exigenţelor pieţei şi luptei concurenţiale.
Pentru aplicarea acestei politici, apar următoarele direcţii de acţiune, care se transformă în politici specifice:
a. Politica stabilităţii gamei de produse în fazele 1 şi 2 ale ciclului de viaţă constă în consolidarea şi păstrarea poziţiei firmei în segmentul de piaţă ocupat.
b. Politica restrângerii gamei de produse în fazele 1 şi 2 ale ciclului de viaţă constă în simplificarea structurii sortimentale a mărfurilor de fabricaţie, pentru concentrarea eforturilor firmei în direcţia producerii acelor produse cerute (cantitativ şi calitativ) de către consumator.

174
c. Politica diversificării gamei de produse în fazele 3 şi 4 ale ciclului de viaţă îşi propune satisfacerea unui număr cât mai mare de consumatori şi se referă la caracteristici ale produsului (tipodimensiuni, modele, culoare, ambalaj etc.).
Această politică a diversificării se manifestă pe trei direcţii: • pe direcţie verticală - creşterea sortimentelor de produse fabricate şi oferite pe piaţă
(instalaţii de prelucrare cu fascicule dirijate asistate cu C.N.); • pe direcţie orizontală - creşterea numărului liniilor gamei de produse (generatoare
ultrasonice de diferite tipodimensiuni); • pe direcţie laterală - dezvoltă game diferite de produse care sunt complementare
(echipamente neconvenţionale de control; echipamente pentru C.N.; regimuri de lucru etc.);
d. Politica diferenţierii unui produs în cadrul gamei de fabricaţie se recomandă în fazele 3+ sfârşit 4 + 5 şi are ca scop punerea în evidenţă a calităţii produsului.
e. Politica de perfecţionare a produselor se recomandă în cadrul fazei 4 a ciclului de viaţă, pentru atragerea unor noi segmente de cumpărători potenţiali (ca de exemplu realizarea instalaţiilor de depuneri de straturi subţiri pentru diferite componente specifice de microtehnică).
f. Politica înnoirii gamei de produse se recomandă în faza 4 a ciclului de viaţă pentru înlocuirea produselor îmbătrânite şi uzate moral, cu altele noi.
A.2 Politici şi strategii ale societăţilor comerciale privind dezvoltarea produsului existent
Acestea se referă la: • comercializarea unitară a produselor curente; • comercializarea exclusivă a unei mărci de produse; • strategia magazinului cu noutăţi.
A.3 Strategii de produs pentru comercializarea produselor existente în cazul pieţei externe
Se referă la: • cooperarea în comercializarea produselor; • optimizarea gamei de produse destinate exportului (având în vedere criteriul
eficienţei); • cooperarea în producţie cu firme străine pentru creşterea calităţii produselor etc.
B. Politici de produs privind planificarea produsului
Acestea reprezintă activitatea de selectare şi introducere în programul de fabricaţie şi export a produselor noi, pe baza celor existente, prin înnoirea acestora. Se prevede momentul optim, calitatea, preţul şi cantitatea în funcţie de cerinţele pieţei şi concurenţei.
Noutatea unui produs este determinată de percepţia pe care o au cumpărătorii asupra inovaţiilor (ca modificări esenţiale aduse unui produs).
Referitor la produsele existente, apar trei tipuri de inovaţii: a) inovaţii privind variante ale produselor existente care perturbă cel mai puţin
obiceiurile consumatorilor şi au ca obiect cucerirea unor noi segmente de piaţă, creşterea deliberată a cererii pentru unele produse (de exemplu: noi tipuri de laseri; noi sortimente de materiale pentru concentratorii ultrasonici) sau justificarea unor noi preţuri;
b) inovaţii dinamice - pentru modificarea obiceiurilor şi comportamentului consumato-rilor, dar nu în mod radical (asistarea de calculator a proceselor tehnologice prezentate);
c) inovaţii revoluţionare (instalaţii total computerizate, fibre optice etc.).

175
1.4 Aspecte manageriale strategice privind dezvoltarea cercetării specifice
Analiza sintetică a metodelor de prelucrare neconvenţionale prezentate scoate în evidenţă complexitatea aspectelor, în momentul luării deciziei de adoptare a unor astfel de tehnologii.
Astfel, va trebui să se ţină seama, în primul rând, de disponibilităţile cantitative şi calitative comparabile cu prelucrările prin aşchiere (materiale care pot fi prelucrate, consumuri energetice, scule şi materiale necesare etc.), precum şi de aspectele manageriale ale introducerii şi dezvoltării acestor tehnologii atât în scopul obţinerii unei eficienţe economice sporite în condiţii de concurenţă, cât şi în vederea rezolvării unor imposibilităţi tehnice de prelucrare.
Ca urmare, analiza problematicii deosebit de complexe, în acest domeniu puternic specializat şi de viitor, pune în evidenţă următoarele direcţii principale de abordare managerială:
1) Tranziţia de la economia centralizată la cea de piaţă presupune transformări profunde în abordările manageriale referitoare la conducerea activităţilor de introducere şi dezvoltare a noilor tehnologii. În acest cadru, consolidarea segmentului de piaţă, rezistenţa în faţa concurenţei şi câştigarea de noi pieţe depind de capacitatea managerială a organizaţiilor industriale, care procură aceste tehnologii, de a opera inedit şi dinamic în noul sistem concurenţial. În cadrul acestor activităţi, se impune analiza funcţiilor manageriale de planificare, organizare, conducere, control, precum şi punerea în evidenţă a aspectelor specifice acestora, ţinând cont de conjunctura economică actuală.
2) Impactul managerial la introducerea şi dezvoltarea acestor tehnologii se manifestă, în esenţă, prin corelarea funcţiilor manageriale cu cele ale organizaţiei industriale şi stabilirea în acest sens, în primul rând, a direcţiilor strategice în cercetare - dezvoltare. În funcţie de potenţialul organizaţiilor industriale, se pot lua în considerare tipurile de strategii ofensive, defensive, absorbante şi interstiţiale, selectarea lor trebuind să ţină seama de evoluţia ciclului de viaţă a tehnologiilor, atrăgând atenţia asupra următoarelor direcţii de acţiune: stabilirea strategiei optime a organizaţiei, ţinând seama de posibilităţile concrete ale acesteia şi de conjunctura momentului deciziei; definirea concretă a direcţiilor de acţiune managerială în etapa de pregătire a fabricaţiei atât în ceea ce priveşte introducerea, cât şi dezvoltarea noilor tehnologii.
3) Tendinţele manageriale de perspectivă în utilizarea şi dezvoltarea acestor tehnologii pe plan mondial, pun accentul pe direcţia perfecţionării şi creării de noi tehnologii, echipamente şi utilaje dotate cu un grad ridicat de flexibilitate şi automatizare a procesului tehnologic. Studiile naţionale analizează în principiu două variante strategice de dezvoltare: dezvoltare cu forţe proprii, documentare, schimb de experienţă şi import parţial de materiale componente; dezvoltare cu forţe proprii, cooperarea internaţională şi import parţial de materiale componente.
4) Eficienţa economică a cercetării - dezvoltării în acest domeniu puternic specializat materializează, în esenţă, (în funcţie de raportul dintre efectele economice obţinute ca urmare a introducerii lor şi eforturile economice depuse), analiza indicatorilor eficienţei economice în conotaţie cu influenţele beneficiului şi profitului.
Deoarece economia României se află în perioada de tranziţie către economia de piaţă, apar manifestări opoziţionale "pasive" şi "active" între tehnologiile clasice şi cele noi (între criteriul economic imediat şi cel de perspectivă). Ca urmare a acestei concurenţe, eficienţa economică imediată, aparent de partea tehnologiilor clasice, mai puţin moderne, dar care funcţionează continuu şi sunt pe cale de a fi amortizate, impune o creştere de tip "mixt", coabitantă a celor două tipuri de tehnologii ofensive şi defensive.

176
Analiza ciclului asimilare - producţie impune dezvoltarea cecetărilor pe două direcţii principale şi anume:
a) Direcţii de acţiune managerială în etapa "Pregătire a fabricaţiei la introducerea noilor tehnologii" atât în faza pregătirii constructive, cât şi tehnologice. În cadrul fazei de pregătire constructivă cu accent pe asimilare, problematica care trebuie abordată nu diferă, esenţial, de cea a tehnologiilor clasice, având, însă, unele aspecte particulare, care trebuie evidenţiate, cum ar fi:
• reproiectarea echipamentelor specifice (luând în considerare echilibrul între cerinţele noului concept de "calitate totală" şi cele ale valorii de întrebuinţare);
• propuneri pentru cuantificarea eforturilor necesare fazelor asimilării şi eficienţa economică estimată a asimilării.
În cadrul fazei de pregătire tehnologică a fabricaţiei, elementele specifice, necesar a fi abordate, cuprind:
• aspecte privind analiza capabilităţii firmei în domeniul noilor tehnologii, completate cu studii pertinente de fezabilitate;
• aspecte privind elaborarea documentaţiei tehnologice şi normarea acesteia; • consideraţiuni asupra alegerii metodelor şi procedeelor de proiectare asistată de
calculator a S.D.V.-urilor specifice; • optimizarea regimurilor tehnologice specifice cu ajutorul metodelor de cercetare
operaţională; • metodologii specifice elaborării normelor de timp. b) Direcţii de acţiune managerială în etapa de "Pregătire a fabricaţiei la dezvoltarea
noilor tehnologii". În cadrul acestei direcţii, se impune evidenţierea unor modalităţi de întreţinere a sistemului
implementat la utilizator, manifestate prin componentele "Pregătirea organizatorică" şi "Pregătirea materială", dar în conexiune cu "Pregătirea constructivă" şi "Pregătirea tehnologică" a fabricaţiei. Problemele specifice pregătirii materiale a fabricaţiei sunt în majoritate comune cu cele ale tehnologiilor clasice, accentuându-se unele deosebiri în cazul următoarelor mijloace materiale necesare desfăşurării procesului de producţie:
• suprafeţe de producţie specifice; • echipamente şi instalaţii; • materiale directe şi auxiliare; • energie, apă, condiţii de microclimat; • elemente specifice de protecţie a mediului. Pregătirea organizatorică a fabricaţiei, în domeniul noilor tehnologii, cuprinde elemente
comune cu tehnologiile clasice, dar cu unele accentuări specifice: • structurarea programului de producţie, în condiţiile corelării cu programul de producţie
majoritar, bazat pe tehnologii clasice şi/sau neconvenţionale; • problematica conducerii operative a procesului de producţie, luând în considerare
elementele structurale ale celor două tipuri de tehnologii coabitante; • problematica, deosebit de importantă, a polideservirii utilajelor specifice.
Se menţionează faptul că, introducerea în procesele de fabricaţie a noilor tehnologii implică,
de cele mai multe ori, proiectarea şi realizarea unor instalaţii, echipamente sau dispozitive specializate, însoţite de un număr mare de experimentări. Se impune, ca urmare, şi elaborarea unor metodologii de direcţionare a cercetărilor, astfel încât, chiar de la faza de proiectare, aceste produse să fie cât mai aproape de soluţia constructivă optimă, în conexiune cu cerinţele pieţei şi a strategiilor manageriale adoptate de către firmă.

177
1.5 Unele probleme specifice de organizare
O atenţie deosebită trebuie acordată - în cazul dezvoltării unor laboratoare de cercetări sau compartimente de producţie cu activitate specifică proceselor tehnologice prezentate - problematicii amplasării instalaţiilor şi echipamentelor utilizate, în corelaţie cu normele corespunzătoare de protecţia muncii şi a mediului.
Amplasarea acestor instalaţii specifice se realizează, în principiu, respectând normele generale de amplasare a utilajelor clasice de prelucrări prin aşchiere (distanţele, suprafeţele pentru deservire etc.) însă cu anumite aspecte specifice particulare legate de subansamblurile lor şi a condiţiilor de funcţionare.
Se va respecta în esenţă un principiu de bază care constă în separarea amplasării acestor utilaje în incinte diferite, atât pentru eliminarea unor interferenţe funcţionale ( vibraţii, microclimat), care ar putea impieta asupra preciziei de funcţionare şi, implicit, de prelucrare, cât şi datorită necesităţii anumitor măsuri de protecţie speciale a operatorilor, a mediului ambiant, sau chiar a instalaţiilor înseşi (coroziune, emisiuni de raze X etc.).
În aceste condiţii, în fig. 1.10 se prezintă o posibilă soluţie de amplasare a unor astfel de utilaje în ateliere sau laboratoare mici care posedă una sau mai multe feluri de instalaţii specifice de tipul: prelucrare cu plasmă, cu ultrasunete, cu laser şi cu fascicul de electroni. Ca urmare, este necesară o împărţire în şase încăperi adaptate procedeelor de prelucrare, conţinând aceste instalaţii şi anume:
I - prelucrarea cu plasmă, unde: 1 reprezintă plasmatronul; 2 - piesa de prelucrat; 3 - butelia de gaz plasmagen; 4 - sursa de tensiune înaltă;
II - prelucrare cu ultrasunete, unde: 1 reprezintă generatorul ultrasonic; 2 - instalaţia de prelucrare; 3 - bazinul de lucru; 4 - sistemul de stocare a suspensiei abrazive;
III - prelucrare cu laser, unde: 1 este dispozitivul laser; 2 sursa de tensiune; 3 - sistemul de recirculare a apei de răcire; 4 - piesa de prelucrat;
IV - prelucrarea cu fascicul de electroni, unde: 1 este tunul electronic; 2 - instalaţia de vidare; 3 - sursa de tensiune de accelerare; 4 - piesa de prelucrat;
V - încăperea operatorului pentru prelucrarea cu fascicul de electroni; VI - încăperea de verificare a nivelului de radiaţii generale şi ale operaţiilor, prevăzută
cu instalaţia aferentă - 8. În toate aceste incinte, operatorul - 5 va trebui să stea pe covoarele sau grătarele de
protecţie - 6, încăperile fiind dotate cu rastele -7 de depozitare a sculelor sau elementelor de definire a tehnologiei (cărţi tehnice, normative etc.) Trebuie menţionat că, dacă la prelucrarea cu plasmă sau ultrasunete pereţii exteriori pot fi prevăzuţi cu ferestre - 9 pentru desfăşurarea activităţii la lumină naturală, în cazul prelucrării cu laser şi electroni pereţii trebuie să aibă o construcţie specială, de protecţie împotriva emisiei spre exterior a radiaţiilor care însoţesc procesul de prelucrare (fenomen posibil şi la prelucrarea cu plasmă).

178
Fig.1.10 Schema de amplasare a utilajelor de prelucrare cu fascicule dirijate
În special la prelucrarea cu fascicul de electroni incinta de lucru, în care se află tunul
electronic şi sistemul de deplasare a semifabricatului, trebuie să fie căptuşită cu un strat - 10 din oţel inoxidabil nemagnetic pentru protejarea operatorului împotriva razelor X, iar pentru tensiuni mai mari de 60 kV, pereţii camerei de lucru vor cuprinde un strat de plumb cu grosimea minimă de 3 mm. Prelucrarea va fi observată prin hublouri de sticlă cu plumb, astfel dimensionate încât să asigure protecţia împotriva razelor X.

179
În afară de aceste probleme legate de condiţiile de amplasare a utilajelor, o atenţie deosebită va trebui acordată problemelor de protecţie a muncii şi a mediului specifice acestor cazuri.
În general, cele mai frecvente cauze care pot duce la diverse accidente de muncă sunt datorate electrocutării ca urmare a tensiunilor relativ ridicate la care se lucrează (laser, electroni).
Ca urmare, la operaţiile care se execută pe aceste tipuri de instalaţii se impune respectarea
unor măsuri suplimentare de protecţia muncii şi a mediului specifice locurilor de muncă, după cum urmează: a) la instalaţiile de prelucrare cu laser:
• sursa de alimentare a instalaţiei laser se va lega obligatoriu la pământ şi va fi aşezată pe un covor izolator din cauciuc sau linoleum;
• sursa de alimentare va fi echipată cu un dispozitiv care să descarce la pământ ateria de condensatoare după un interval anumit de timp (1...3 min), în condiţiile în care nu se dă comanda de descărcare prin tub flash
• eventualele depanări ale sursei se vor efectua numai când aceasta este deconectată de la reţea şi în condiţiile în care bateria de condensatoare a fost descărcată la pământ;
• pornirea şi manevrarea instalaţiei, precum şi eventualele intervenţii, se vor face numai de personalul calificat şi instruit în acest sens;
• camera în care este amplasată instalaţia laser va avea pereţii acoperiţi cu vopsea mătuită; • comanda de declanşare a fasciculului laser se va da numai după obturarea dispozitivului
optic de vizare şi după asigurarea etanşării incintei de lucru; • când se lucrează cu incinta deschisă, operatorul trebuie să poarte obligatoriu ochelari de
protecţie cu vizori corespunzători; • declanşarea fasciculului laser şi eventualele intervenţii asupra instalaţiei se vor face numai
de personalul calificat şi instruit în acest sens. b) la instalalaţiile de prelucrare cu fascicule de electroni şi ioni:
• La instalaţiile de prelucrare cu fascicule de electroni şi ioni, rămân valabile toate recomandările de la prelucrarea cu laser şi, în general, de la prelucrările cu tensiuni înalte.
• La executarea diferitelor operaţii pe oricare tip de instalaţii prezentate, după terminarea lucrului, personalul de deservire va trebui să deconecteze întotdeauna întrerupătorul principal de alimentare de la reţea, care este bine să fie detaşabil, pentru a se putea păstra ferit de persoane neavizate.
• Personalului de deservire a acestor instalaţii îi este interzisă executarea oricărei reparaţii şi lucrări de intervenţie la partea electrică sau desizolarea diferitelor cabluri ale instalaţiei. În cazul apariţiei unei defecţiuni, operatorul va deconecta întrerupătorul principal, iar remediile vor fi făcute de către personalul de întreţinere.
• Pentru preîntâmpinarea unor boli profesionale, provocate de gazele şi vaporii rezultaţi în timpul proceselor de prelucrare pe aceste instalaţii, se va asigura o bună ventilare (evacuare noxe) a atelierelor în care sunt montate instalaţiile respective. c) la instalaţiile de prelucrare cu ultrasunete:
• generatorul de ultrasunete şi corpul instalaţiei de prelucrare cu ultrasunete se vor lega obligatoriu la pământ;
• periodic se va verifica izolaţia cablurilor de legătură de la generator la transductorul instalaţiei;
• periodic se va verifica transductorul şi concentratorul de energie ultrasonoră, pentru a se constata dacă aceştia nu prezintă fisuri;

180
• este interzis operatorului să atingă concentratorul în timpul funcţionării instalaţiei (mai ales la puteri mai mari de 250 W);
• deservirea instalaţiei şi eventualele intervenţii se vor face numai de personalul calificat şi instruit în acest sens;
• se va asigura o izolare eficientă a tuturor părţilor instalaţiei prin care se pot răspândi în zona de muncă ultrasunete; elementele componente ale instalaţiei, care trebuie manevrate cu mâna în timpul funcţionării acesteia, vor fi izolate în mod eficient împotriva transmiterii ultrasunetelor către operator;
• în cazul în care instalaţiile sunt prevăzute cu sistem osciloscopic pentru urmărirea energiei ultrasonice, se vor asigura condiţii de observaţie a acestuia, astfel încât să nu se producă încordarea funcţiilor vizuale. d) la instalaţiile de prelucrare cu plasmă:
• instalaţiile trebuie să aibă toate părţile componente legate la pământ; • conductorii electrici mobili pentru racordarea la reţea şi cablurile de alimentare a
generatorului de plasmă trebuie să fie protejate împotriva deteriorării datorită stropilor de metal topit; protejarea se va face cu manşoane de protecţie din material izolant;
• conectarea cablului de masă la semifabricat se va face prin utilizarea unor cleme de strângere, a unor borne cu şurub sau a dispozitivelor magnetice;
• furtunul de alimentare cu apă pentru răcire trebuie să fie bine etanşat; • după pornirea instalaţiei nu se vor executa nici un fel de intervenţii la părţile componente; • operatorii vor purta măşti de protecţie cu filtre adecvate şi echipamentul de protecţie specific
sudorilor.

181
Bibliografie 1. Ciocârdia C, Zgurã Gh – Tehnologia prelucrarii carcaselor, Editura Tehnica, Bucuresti, 1975 2. Lungu I. - Tehnologii si Sisteme de Prelucrare, Ovidius University Press, Constanta, 2003 3. Lungu I, Zãgan R, Ilie C. - Tehnologii si Sisteme de Prelucrare – Indrumar de Proiectare,
Ovidius University Press, Constanta, 2004 4. Lungu I, Zãgan R, Ilie C. - Tehnologii si Sisteme de Prelucrare – Indrumar de Laborator,
Cartea Universitara, 2004 5. Lungu I. – Tolerante si control dimensional, Ovidius University Press, Constanta 2001 6. Lungu I, Zãgan R. – Generarea Suprafetelor prin Aschiere , OVIDIUS University Press,
Constanta, 2003 7. Picoş C, Ailincãi Gh, s.a.- Calculul Adaosurilor de prelucrare si al Regimurilor de aschiere,
Editura Tehnica, Bucuresti, 1974 8. Pomazan V. - Curs de proiectare asistata de calculator, Ovidius University Press, Constanta,
2000 9. Popescu V, Manea A, Cotrumbã M – Desen Tehnic , OVIDIUS University Press, 2004 10. Popovici C, Savii Gh, Killman V. – Tehnologia Constructiei de Masini, Editura Didactica si
Pedagogica, Bucuresti, 1967 11. Neagu C. - Tehnologia Constructiilor de Masini, vol.1 si 2, Matrixrom, Bucuresti 2002 12. Neagu C. - Ingineria Sistemelor de Productie Editura Bren, Bucuresti, 2004 13. Stefãnescu I, Crudu I, Panturu D, Palaghian L. – Atlas reductoare cu roti dintate, Editura
Didactica si Pedagogica, Bucuresti, 1982 14. Tache V, Brãgaru A. - Dispozitive pentru maşini-unelte. Proiectarea schemelor de orientare
si fixare, Editura Tehnica, Bucuresti, 1978. 15. VIase A, Sturzu A, s.a. - Regimuri de aschiere, Adaosuri de prelucrare si Norme tehnice de
timp, 01, Editura Tehnica, Bucuresti, 1983
16. Gavrilas I.- Prelucrari neconventionale in constructia de masini, Vol. I si II Editura Tehnica, Bucuresti 1991 si 1995
17. Urechiatu Ghe. - Tehnologii neconventionale de prelucrare a materialelor metalice, www.actrus.ro
18. Muhcinã S. - Marketing Organizational, Editura Muntenia, Constanta, 2004 19. Militaru C, Neagu C,Vasile A.-M, Melnic L. -Eficienţa Investiţiilor, BREN, Bucuresti, 2002


















