Netezirea Suprafetelor Prin Rulare
3
1. Prelucrarea prin rulare a suprafetelor se realizeaza prin rostogolirea sculei pe suprafata de lucru .Ca urmare, intre scula si supafata piesei de prelucrat iau nastere forte de frecare prin rostogolire.In conseciinta forta necesara prelucrarii este mult mai mica decat in cazul alunecarii iar calitatea suprafeteleo este mai buna datorita faptului ca nu apare fenomenul de gripare a suprafetei. Prin rulare metalele pot fi deformate plastic atat pe adancimi mici cat si pe adancimi mari, in functie de necesitate si rolul functional al piesei.Aceasta se poate realiza in conditii mult mai usoare ca in primul caz , datorita faptului ca scula poate fi reglata continuu , pentru realizarea strangerilor corespunzatoare. Rularea poate fi aplicata la o gama foarte variata de piese cu suprafete simple sau convexe(cilindrice , conice, prifilate, speferice, plane) .In aceste cazuri deformarea plastic se poate realiza prin urmatoarele procedeee: Rularea cu una sau mai multe bile; Rularea cu una sau mai multe role cilindrice; Rularea cu role conice simple sau duble; Rularea cu una sau mai multe role preofilate fixate pe axe si altele; Prelucarea pieselor cu scule care au o singura bila sau rola ( fig1.5) este larg utilizata la rularea suprafetelor cilindrice exterioare. Pentru suprafelete cilindrice interioare si plane sunt in general utilizate sculele( capete de rulat) cu mai multe bile sau role (fig 1.6 a si b). Rularea cu scule cu role pe axe poate fi utilizata la prelucrarea unor piese foarte variate ca suprafate simple sau coomplexe. Procedeele de rulare din aceasta grupa sunt larg utilizate datorita faptului ca sculele au o gama mai mare de reglaj, acoperind un domeniu mare de tipodimensiuni, in specialla suprafetele cilindrice sau coniceinterioare.Constructia sculelor este ieftina si usoara si areo mare durabilitatein exploatare. 2.PREGATIREA SUPRAFTELOR SI PIESELOR PENTRU RULARE 1.Precizia de prelucrare Precizia de prelucrareeste un criteriu deosebit de important pentru alegerea procedeului si a metodei de prelucrare,care in corelatie cu ceilalti indici tehnico-economici va conduce la definitivarea procesului tehnologic de fabricatie.Piesele sunt determinate din punct de vedere spatial de o serie de suprafete , care au ajutorul dimensiunilor si tolerantelor, al
-
Upload
pertea-florin -
Category
Documents
-
view
160 -
download
3
Transcript of Netezirea Suprafetelor Prin Rulare

1.
Prelucrarea prin rulare a suprafetelor se realizeaza prin rostogolirea sculei pe suprafata de lucru .Ca urmare, intre scula si supafata piesei de prelucrat iau nastere forte de frecare prin rostogolire.In conseciinta forta necesara prelucrarii este mult mai mica decat in cazul alunecarii iar calitatea suprafeteleo este mai buna datorita faptului ca nu apare fenomenul de gripare a suprafetei.
Prin rulare metalele pot fi deformate plastic atat pe adancimi mici cat si pe adancimi mari, in functie de necesitate si rolul functional al piesei.Aceasta se poate realiza in conditii mult mai usoare ca in primul caz , datorita faptului ca scula poate fi reglata continuu , pentru realizarea strangerilor corespunzatoare.
Rularea poate fi aplicata la o gama foarte variata de piese cu suprafete simple sau convexe(cilindrice , conice, prifilate, speferice, plane) .In aceste cazuri deformarea plastic se poate realiza prin urmatoarele procedeee:
Rularea cu una sau mai multe bile; Rularea cu una sau mai multe role cilindrice; Rularea cu role conice simple sau duble; Rularea cu una sau mai multe role preofilate fixate pe axe si altele;
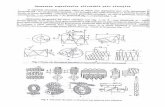
Prelucarea pieselor cu scule care au o singura bila sau rola ( fig1.5) este larg utilizata la rularea suprafetelor cilindrice exterioare. Pentru suprafelete cilindrice interioare si plane sunt in general utilizate sculele( capete de rulat) cu mai multe bile sau role (fig 1.6 a si b). Rularea cu scule cu role pe axe poate fi utilizata la prelucrarea unor piese foarte variate ca suprafate simple sau coomplexe.
Procedeele de rulare din aceasta grupa sunt larg utilizate datorita faptului ca sculele au o gama mai mare de reglaj, acoperind un domeniu mare de tipodimensiuni, in specialla suprafetele cilindrice sau coniceinterioare.Constructia sculelor este ieftina si usoara si areo mare durabilitatein exploatare.
2.PREGATIREA SUPRAFTELOR SI PIESELOR PENTRU RULARE
1.Precizia de prelucrare
Precizia de prelucrareeste un criteriu deosebit de important pentru alegerea procedeului si a metodei de prelucrare,care in corelatie cu ceilalti indici tehnico-economici va conduce la definitivarea procesului tehnologic de fabricatie.Piesele sunt determinate din punct de vedere spatial de o serie de suprafete , care au ajutorul dimensiunilor si tolerantelor, al pozitiilor reciproce precum si al graduluide asperitate al acestora, ofdera datele necesare pentru alegerea procesului tehnologic de prelucrare in anumite conditii cat si masurile ce trebuiescluate pentru a se asigura precizia si calitatea suprafetelor.
Principalele erori intalnite in cadrul prelucrarilor mecanice sunt:
Eroarea de prelucrare ce provine din insumarea erorilor de functionare sia celor de reglarea MU;
Eroarea de asezare , care este generate de neuniformitatile suprafetei de asezare; Eroarea la alegerea bazelor tehnologice principale si auxiliare.

Precizia de prelucrare este legata direct de micro si macrogeometria suprafetelor neprelucrate.Astfel, practica industrial a oferit datele necesare pentru recomandarea unor criteria privind rugozitatea(Ra) suprafetelor, in functie de precizia dimensionala (tolerante de executie),pentru a se asigura o prelucrareeconomica.(tab 2.1).
In cazul netezirii suprafetelor prin rulare, prelucrarea devine mult mai economica, datorita faptului ca s epot obtine rugozitati mai ridicate(tab 2.1), pornindu-se de la o rugozitate mai mare fata de rugozitatea ceruta in final. Astfel , pot fi inlocuiteo serie de operatii de finisare , care in general sunt scumpe si prettioase.Rularea este mult mai usor de realizat,iar procesul tehnologic conduce la obtinerea unor piese caliatativ superioare si la un pret de cost mic.Asa de exemplu,pentru diametrul nominal 50…80 in clasa a 2-a de precizie , se prevedeo rugozitate Ra=0,50…1,6µm.In cazul prelucrarii prin rulare , aceasta poate fi realizta , pornindu-se de la o rugozitate a supraftei de Ra=10µm , ceea ce este mai usor de obtinut prin prelcraile de ascchiere prealabila, decat Ra=0,50…1,6µm.
De subliniat ca , odata cu netezirea suprafetei,are loc si o crestere a preciziei de prelucrare cu 1-2 clase, ceea ce prezinta interes datorita faptului ca prelucarea de precizie se poaterealiza si in ateliere mai putin dotate cu masini de precizie. Prin utilizarea finisarii rpin rulare, se asigura o precizie si o netezime superioara si la un pret de cost mai mic in comparative cu preiucrareaprin aschiere.
Utilizarea procedeului de rulare a supraftelor conduce la obtinerea unei caliatti superioare a pieselor prin imbunatatirea unei serii de parametrii:microgeometria,duritatea stratului superficial, aspectul luciu-glisant,rezistenta la oboseala, coroziune si uzura, macrogeometria in anumite limite etc.
Uneori exista tendinta de a se aplica rularea, fara sa se studieze in prealabi; procesul tehnologic si starea semifabricatului inainte de rulare.In aceste cazuri procedeul poate fi compromise.
De retinut ca, netezirea supraftei poate fi imbuntatita de circa 3…4 ori ( ex. De la Ra=6,3µm se poate ajunge la Ra=0,8µm), precizia cu maxim 2 clase, microduritatea de circa 2 ori,corectarea conicitatii si ovalitatii se poate obtine intr-un domeniu de cateva sutimi de mm, iar in ce priveste ondulatiile, acestea nu potfi eliminate decat partial, daca sunt prea mari si daca rigiditateapiesei este redusa.
Pentru a se evita o rulare neuniforma,sau deformarea axului piesei, se recomanda utilizarea unui dispozitiv de rulat care sa nu permita pierderea preciziei de forma; rularea unui alezaj la un cilindru cu pereti subtiri, cu adaos mare de prelucrare , conduce la deformarea si ovalizarea sa; rularea uneisuprafete conice, a carei panta nu corespunce cu cea a dispozitivui va conduce la o suprafata partial rulata..