Masina de Gaurit GR40
19
UNIVERSITATEA “DUNAREA DE JOS” DIN GALATI FACULTATEA DE MECANICA SPECIALIZAREA: INGINERIE ECONOMICA INDUSTRIAL REFERAT UTILAJE PENTRU PRELUCRĂRI MECANICE Coordonator: Eng. Nicusor BAROIU 2011-2012 Studenti: Manea Mihai Mocanu Adrian Necula Mircea Negru Alexandra Grupa:3C331
-
Upload
adrian-onroad -
Category
Documents
-
view
867 -
download
11
Transcript of Masina de Gaurit GR40
UNIVERSITATEA “DUNAREA DE JOS” DIN GALATI
FACULTATEA DE MECANICA
SPECIALIZAREA: INGINERIE ECONOMICA INDUSTRIAL
REFERATUTILAJE PENTRU PRELUCRĂRI MECANICE
Coordonator: Eng. Nicusor BAROIU
2011-2012
Studenti: Manea Mihai
Mocanu Adrian
Necula Mircea
Negru Alexandra
Grupa:3C331
MASINA DE GAURIT GR40
1. Reprezentare de ansamblu;2. Schema de lucru: miscari principale de lucru, regimuri de
aschiere,scule aschietoare utilizate in procesul de prelucrare mecanica;
3. Domenii de utilizare: categorii de suprafete prelucrate, cinematica proceselor de prelucrare;
4. Clasificarea masinilor: dupa pozitia arborelui principal si dupa caract cinematice;
5. Solutii de fixare.

1. Reprezentare de ansamblu;
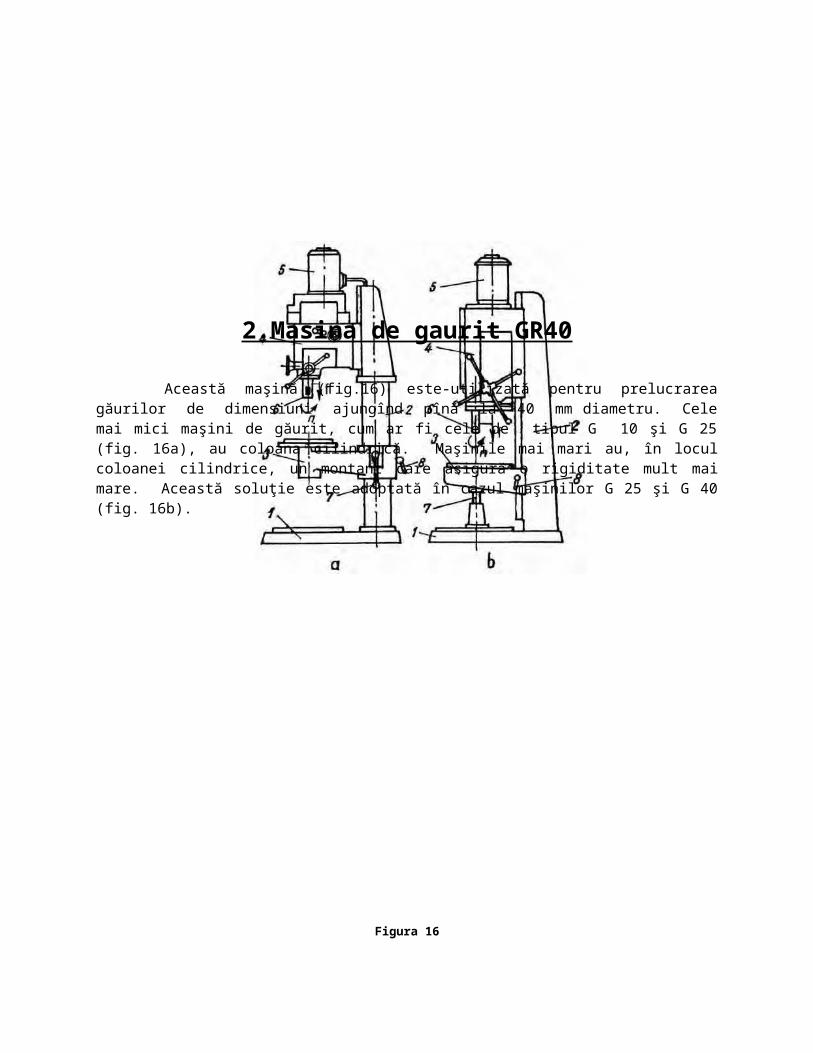
2.Masina de gaurit GR40
Această maşină (fig.16) este-utilizată pentru prelucrarea găurilor de dimensiuni ajungînd pînă la 40 mm diametru. Cele mai mici maşini de găurit, cum ar fi cele de tipul G 10 şi G 25 (fig. 16a), au coloana cilindrică. Maşinile mai mari au, în locul coloanei cilindrice, un montant care asigură o rigiditate mult mai mare. Această soluţie este adoptată în cazul maşinilor G 25 şi G 40 (fig. 16b).
Figura 16
Principalele păr ţi componente ale maşinii de găurit verticale sînt: placa de bază 1, prin intermediul căreia maşina se fixează de fundaţie., coloana sau montantul 2 pe care esta montată masa 3. Pe masa maşinii de găurit se aşază piesele de prelucrat, fie direct, fie într-un dispozitiv în cazul pieselor mai complicate. Adesea, pentru prindere se folosesc menghinele de maşină. Poziţia mesei 3 poate fi modificată după necesitate prin deplasarea pe verticală cu ajutorul şurubului 7. Blocarea mesei în poziţia necesară se face cu ajutorul manetei 8. La partea superioară a maşinii se găseşte carcasa 4, în care se află cutia de viteze şi avansuri. Acţionarea maşinii se face de la motorul 5. Arborele principal 6, în care se fixează scula aşchietoare, execută mişcarea principală de aşehiere n, care este o mişcare de rotaţie, precum şi mişcarea de avans axial no tată cu f.
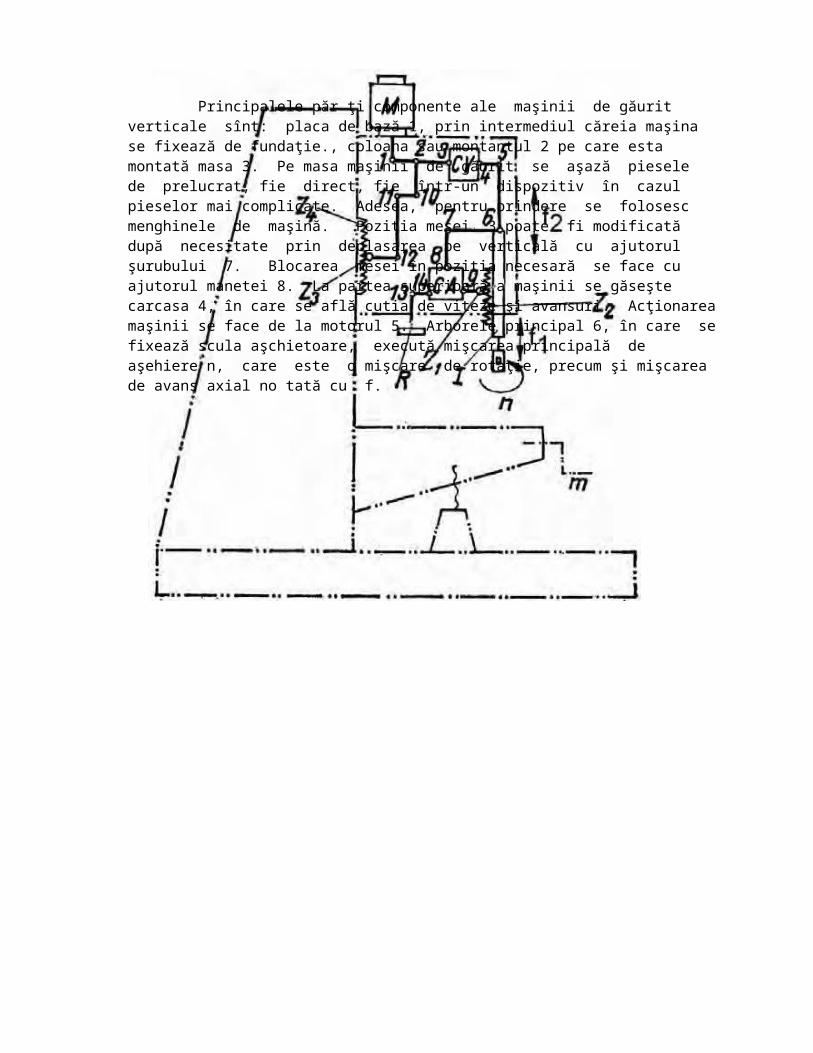
Figura 17
Funcţionarea maşinii de găurit poate fi urmărită pe schema cinematică de principiu din
figura 17. Astfel, mişcarea principală de aşchiere, care este rotaţia n a arborelui I, se obţine de
la motorul electric M, prin lanţul cinematic 1 — 2 — 3 — cutia de viteze CV — 4 — 5 — 6 — I .
Avansul axial al sculei se obţine de la acelaşi motor M, prin lanţul cinematic 6 — 7 — 8—
cutia de avansuri CA — 9 — mecanismul pinion-cremalieră Z 1— Z2 . Avansul axial f1al sculei
se mai poate obţ ine şi manual de la roata R pri n lanţul cinematic 13 — 14 — 9 — Z 1— Z2. În
funcţie de înălţimea la care este necesară executarea operaţiei de găurire, păpuşa arborelui
principal poate fi ridicată sau coborâtă cu un mecanism pinion-cremalieră Z 3— Z4, acţionat
manual, sau de la motorul M, prin lanţul cinematic 1 — 2 — 10 — 11 — 12 — Z3— Z4.
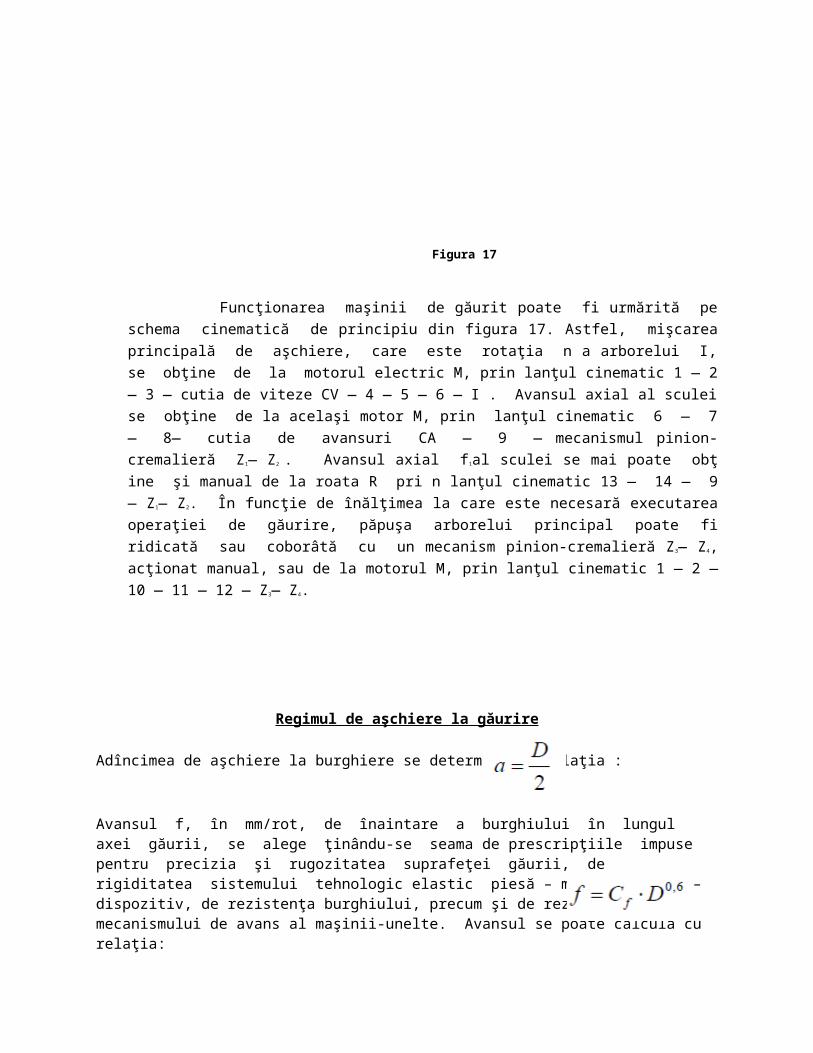
Regimul de aşchiere la găurire
Adîncimea de aşchiere la burghiere se determină cu relaţia :
Avansul f, în mm/rot, de înaintare a burghiului în lungul axei găurii, se alege ţinându-se seama de prescripţiile impuse pentru precizia şi rugozitatea suprafeţei găurii, de rigiditatea sistemului tehnologic elastic piesă – maşină-unealtă –dispozitiv, de rezistenţa burghiului, precum şi de rezistenţa mecanismului de avans al maşinii-unelte. Avansul se poate calcula cu relaţia:
în care: Cfeste un coeficient funcţie de materialul de prelucrat şi de precizia găurii; D – diametrulburghiului. Viteza de aşchiere vc se calculează la burghiere cu relaţia:
în care: Cveste un coeficient funcţie de materialul burghiat; D – diametrul burghiului, în mm; T – durabilitatea burghiului, în min; f – avansul, în mm/rot. Turaţia necesară la burghiere:
În cazul burghierii unor găuri cu diametre mari, apar forţe axiale mari şi momente de torsiune mari care ar putea depăşi forţa maxim admisă de rezistenţa mecanismului de avans al maşinii, respectiv momentul de torsiune admisibil maxim. De aceea este necesar să se calculeze :
- forţa axială la burghiere:
în care: CPeste un coeficient funcţie de materialul burghiat; kP– coeficient de corecţie pentru forţă.
- momentul de torsiune la burghiere:
în care:CMeste un coeficient funcţie de materialul piesei; kM- coeficient de corecţie pentru moment. Este necesar să fie satisfăcute condiţiile:
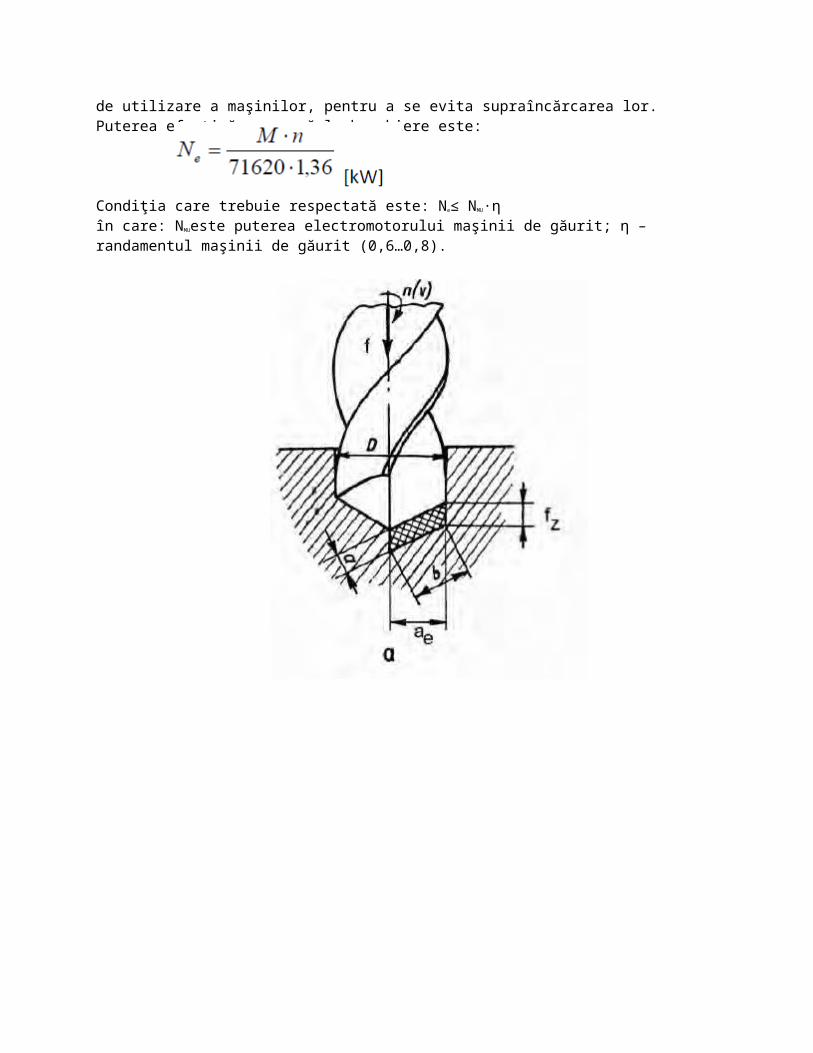
unde Padm – forţa axială maxim admisă de mecanismul de avans al maşinii de găurit; Madm – momentul de torsiune admis la arborele principal, pentru turaţia la care se face burghierea. Valorile Padm şi Madm sunt indicate de firma constructoare a maşinii de găurit, în grafice sau în tabelede utilizare a maşinilor, pentru a se evita supraîncărcarea lor. Puterea efectivă necesară la burghiere este:

Condiţia care trebuie respectată este: Ne≤ NMU·ηîn care: NMUeste puterea electromotorului maşinii de găurit; η – randamentul maşinii de găurit (0,6…0,8).
Scule pentru prelucrarea găurilor pe maşini de găurit
Burghiul elicoidal este scula cea mai răspândită la prelucrarea găurilor şi se foloseşte în special pentru prelucrarea în material plin. Celelalte scule se folosesc de obicei la lărgirea sau finisarea găurilor. Burghiele elicoidale se execută într-o gamă largă de dimensiuni. Până Ia diametrul de 20 mm seconstruiesc cu coadă cilindrică, iar pentru dimensiuni mai mari cu coadă conică. În cazul găurilor dedimensiuni mari şi foarte mari, pentru a economisi materialul piesei se folosesc burghie tubulare (fig. 22a). Astfel, burghiul 1 este prevăzut la partea frontală 3 cu dinţii aşchietori 5, care permit scoaterea din piesa 2 a unui dop de material 4, căruia i se poate găsi (eventual) o altă utilizare. Pentruexecutarea găurilor adânci se folosesc burghie speciale (fig. 22b) cu un singur tăiş. Realizarea găuririi cu un astfel de burghiu necesită o pregătire prealabilă prin găurirea unei porţiuni de început prinstrunjire, pentru a se realiza o suprafaţă de ghidare.
Găurile de centrare pentru prelucrarea între vârfuri se execută cu burghie speciale de centrare, care sunt scule combinate între un burghiu pentru găuri cilindrice şi un teşitor pentru formarea părţii conice (fig. 22c) sau dublu conice (fig. 22d). Găurile prelucrate anterior cu burghiul se pot lărgi cu ajutorul lărgitoarelor care asigură în acelaşi timp şi o precizie dimensională mai ridicată decât în cazul prelucrării prin burghiere. Lărgitorul elicoidal cu coadă conică (fig. 23) este prevăzut cu trei sau patru tăişuri. Acest tip de lărgitor are dimensiunea de lucru fixă, însă se construiesc şi lărgitoare reglabile, înspecial pentru dimensiuni mari.
Figura 23
Finisarea găurilor prelucrate anterior cu burghiul sau lărgitorul se execută cu o sculă numită alezor. Principalele părţi ale alezorului sînt reprezentate în figura 24. Partea aşchietoare este uşor conică pentru a permite angajarea în material. Partea de calibrare serveşte la netezirea supraf eţei găurii .
Figura 24

Caracteristici tehnice ale masinii de gaurit GR40
3.Domenii de utilizare
Operatiile care se executa cu ajutorul masinilor de gaurit sunt: gaurirea, largirea, adancirea, alezarea si filetarea.
La realizarea gaurilor, in afara de conditiile tehnice impuse( precizia dimensiunii, pozitia relativa, netezime, forma geometrica), trebuie avute in vedere si obtinerea unei productivitati cat mai ridicate si al unui pret de cost cat mai redus. Realizarea acestor conditii depind de:
- alegerea potrivita a operatiilor necesare prelucrarii gaurii;
- alegerea corespunzatoare a sculelor si a dispozitivelor;
- calitatea si buna functionare a taisurilor sculei;
- starea masinii - unelte;
- organizarea locului de lucru.
Fiecarei suprafete de prelucrat ii corespunde o scula:
-BURGHIU PENTRU GAURI ADANCI
Acest burghiu se intrebuinteaza la executarea gaurilor adanci la arbori, fusuri, la tevi de tun si de arme. In timpul gauririi piesa se roteste, avansul putand fi transmis piesei sau, mai des, burghiului. Burghiul pentru gauri adanci ( fig. 3) are un singur tais 3; partea utila 1 a burghiului se prezinta ca o tija cu sectiune semicirculara a carei suprafata laterala ghideaza foarte precis burghiul in piesa. Aceste burghie sunt si usor de confectionat, insa lucreaza cu un avans foarte mic(de 0,03-0,1 mm/rot).

-BURGHIE CU CANALE DREPTE
Aceste burghie (fig.4.) se folosesc in general la gaurirea tablelor subtiri, mai ales in cazul metalelor cu duritate mica, cum este alama. Dupa duritatea materialului, unghiul la varf dintre taisuri variaza intre 900 si 1160. Pentru prelucrarea fontei si a otelului calit, se utilizeaza burghie cu canale drepte prevazute cu placute din carburi metalice.
-BURGHIE ELICOIDALE OBISNUITE
Dintre toate tipurile de burghie, cele mai utilizate in prezent sunt burghiele elicoidale. Acestea se deosebesc de burghiele cu canale drepte prin forma elicoidala a canalelor. Canalele pot fi la dreapta sau la stanga, ceea ce determina denumirea burghiului "dreapta" (fig. 5.a) sau "stanga" (fig.5.b).
4.Clasificarea masinilor
Maşinile de gaurit constituie circa 20% din parcul total de maşini unelte aşchietoare, deci o grupă numeroasă, asemenea strungurilor, maşinilor de frezat sau de rectificat şi pot fi clasificate din mai multe puncte de vedere şi anume:
după poziţia arborilor principali avem:- maşini de găurit verticale;- maşini de găurit orizontale;
după construcţie şi domeniul de utilizare:- maşini de găurit radiale;- maşini de găurit multiaxe;- maşini de găurit în coordonate;- maşini de găurit şi alezat orizontale.
MASINI DE GAURIT VERTICALE
Este destinata executarii gaurilor din plin sau gaurilor existente. Prelucrarea gaurilor la masinile de gaurit verticale se realizeaza cu ajutorul burghielor, adancitoarelor, alezoarelor, tarozilor. Dintre aceste scule numai burghiul prelucreaza piesa din plin, celelalte scule folosesc pentru marirea diametrului si imbunatatirea calitatii suprafetei gaurii.
Masinile de gaurit verticale din punct de vedere constructiv pot fi: cu coloana si cu montant.
Masina de gaurit cu coloana este destinata operatiilor de gaurire la piese de greutati si dimensiuni mici si mijlocii, pana la 40 mm.
Masina de gaurit cu montant se utilizeaza la prelucrarea gaurilor cu diametrul de 25.80 mm
MASINI DE GAURIT ORIZONTALESunt utilaje speciale folosite pentru executarea gaurilor adanci, cu asa
numitele burghie de tun, sau burghie pentru arbori principali.
La aceste masini miscarea principala este executata de catre semifabricat, burghiul avand numai avansul longitudinal.
5.Dispozitive de fixare
La operatia de burghiere se folosesc urmatoarele dispozitive : dispozitive pentru prinderea sculei, dispozitive pentru fixarea piesei si dispozitive pentru ghidarea sculei.
Dispozitivele pentru prinderea sculei cele mai utilizate sint : bucsele de reductie pentru scule cu con Morse si mandrinele portburghiu cu trei falci.
Bucsele de reductie (fig. 4) fac legatura intre arborele principal al masinii de burghiat si burghiu. Ele au forma conica atit in interior cit si in exterior si sint utilizate la prinderea burghielor cu coada conica.
Fig.4. Bucsa de reductie
Mandrinele (fig. 5) sint utilizate pentru prinderea burghielor cu coada cilindrica. Ele sint prevazute cu o coada conica ce se introduce in arborele principal al masinii, direct sau prin intermediul unei reductii. Cu ajutorul cheii 1 se roteste mansonul 2, care stringe cele trei falci (bacuri) 3, ale man-drinei intre care s-a introduc coada burghiului.
Fig.5. Mandrina
Dispozitivele pentru fixarea piesei pe masa masinii de burghiat sau pe placa de baza a acestora au rolul de a impiedica antrenarea de catre burghiu a piesei in miscarea de rotatie in timpul operatiei de burghiere, ceea ce ar duce la ruperea burghiului, la ovalizarea gaurii sau la accidentarea muncitorului, in acest scop, se utilizeaza menghine (fig. 6, a), prisme sau dispozitive cu placi de stringere (fig. 6, b).
Fig.6 Dispozitive pentru fixarea piesei
1- prisme; 2- eclisa; 3- suport
Dispozitivele pentru ghidarea sculei au rolul sa conduca scula in timpul burghierii. Folosirea acestor dispozitive asigura o precizie mai buna a bur-ghierii, precum si evitarea bataii burghielor, in special a celor subtiri, permitind astfel avansuri mai mari la burghiere, deci o productivitate mai mare.
Dispozitivul pentru ghidarea sculei (fig. 7) este format dintr-o placa de ghidare 1, in care sint presate una sau mai multe bucse de ghidare 2. Bucsele de ghidare in general sint dernontabile, astfel incit dupa ce s-au uzat sa poata fi inlocuite.
Fig.7 Dispozitive pentru ghidarea sculei
Bibliografie
1. http://www.scritube.com/tehnica-mecanica/Caracteristicile-tehnice-ale- m15315277.php
2. http://www.eng.upt.ro/~gbelgiu/didactic/bpf_an3/Curs_BPF_11_12 3 http://www.scritube.com/tehnica-mecanica/GAURIREA-MASINI-DE-GAURIT34164.php