Utilizarea Osciloscopului La Masurarea Parametrilor de Semnal
Upload
alexandra-mustateaCategory
view
81download
0description

Universitatea “Gheorghe Asachi” Iaşi
Facultatea de Textile – Pielărie şi Management Industrial
Profilul : Textile – Pielărie
Specializarea : Tehnologia tricotajelor şi confecţiilor
Proiect la disciplina
Funcţiile şi proprietătile produselor din tricot
2008 - 2009

2
Tema Proiectului :
Studiul influenţei structurii şi parametrilor de structura asupra
proprietăţilor tricoturilor din bătătură

3
Cuprins
Cap. 1. Realizarea programului experimental
1.1. Definirea variantelor de tricot
1.2. Realizarea variantelor de tricot
1.3. Determinarea parametrilor de structură
Cap. 2. Determinarea proprietăţilor mecanice a tricoturilor
2.1. Definirea metodelor de testare
a) Rezistenţa la plesnire
b) Rezistenţa la rupere (extensibilitate)
2.2. Realizarea determinărilor practice
2.3. Rezultate experimentale; discuţii
Cap. 3. Concluzii
4
Cap. 1. Realizarea programului experimental
1.1 Definirea variantelor de tricot
Varianta 1 – Glat cu OD – NP = 11
Varianta 2 – Glat cu OD – NP = 11.5
Varianta 3 – Glat cu OD – NP = 12

5
1.2. Realizarea variantelor de tricot
S-au realizat în programul M1 Stoll, apoi a fost trecut pe
maşina de tricotat CSM 530 Multigauge
Programul Sintral pentru tricotul GLAT CU OD– NP = 11 1 C CMS530.glat E6.2 /Administrator 11/17/08 14:47:15 <M1> 3.12.015 Build 2 Release (gb) #139=566 #156=0
2 C #137= C Zus.Anfangsr.E20 (#137=16..18) 3 RS1=5 C Schlauch Rapport
4 RS2=30 C New cycle
5 C RS17= C Abwerfen (RS17=0) 11 C NP1=9.0 Setup Row
12 C NP2=11.0 Tubular Cycle front
13 C NP3=11.0 Tubular Cycle back
14 C NP4=11.0 Loose Row
15 C NP5=12.0 Struc Single jersey front
16 C NP6=12.0 Struc Single jersey back 17 C NP7=12.0 Safety rows
18 C NP20=9.0 Start1
19 C NP21=10.0 Start2 20 C NP22=11.0 Start3
21 C NP24=12.0 Start5
22 C NP25=19.0 _2 23 C MSECI=0.70
39 IF #L=0 #L=51 IF #R=0 #R=550 #LM=0 #RM=0
40 START 41 PF0
42 Y-CR1
50 YGC:1=A 2=K / 2=B; 51 YDF=2
52 C------------------------------------I------------------------------------I
53 C LEFT I RIGHT I 54 C------------------------------------I------------------------------------I
55 C 2=K Comb thread1 I 2=B Rib thread 1 I
56 C 1=A Draw thread1 I I 57 C------------------------------------I------------------------------------I
80 FBEG:M1-SIZES;
81 F1=1-599 82 PA:JA1; PAI:JA1; PANP<>:JA1;
83 PM:1:F1; SEN=1-599 #51=51 #52=550
84 FEND C M1-SIZES 85 JA1=1156(1100-1100)
110 Y-2A:HL1G; Y-2B:HR1G;
111 #99=0 112 IF RS17=0 S0Y #99=1
113 IF RS17=1 S0YCR0 #99=1
114 IF #99=1 #99=0 MS PRINT/CHECK YARN CARRIER/ 115 F:COMBTHREAD; F:M1-SIZES;
116 F:M1-SINTRAL;
117 END 118 FBEG:M1-SINTRAL;
119 SBEG
120 Y-2A:F1*; Y-2B:R25 F1+; 121 IF RS17=0 Y-2A:C; #L=51 #LM=0 #RM=0 #R=550 S1 MSEC4
122 IF RS17=0 W0 123 << S:<1-><+>A(21)-Y(21); Y:=B; S2 WMF1 MSEC4
124 SEND
125 IF RS17=0 W0 126 >> S:<1-><+>A(21)-Y(21); Y:=B; S2
127 IF RS17=0 W0
128 << S:<1-><+>A(21)-Y(21); Y:=B; S2 129 IF RS17=0 W0
130 Y-1A:F1A;
131 >> S:<1-><+>A(22)-Y(22)/<1-><A>A(21)-Y(21); Y:=B/=A; S2 S3 132 << S:<1-><A>A(21)-Y(21); Y:=A; S1
133 >> S0 W0
134 IF #137=>82 IF #137<=92 F:SCHALTER-1; C Zus.Anfangsr.E20
6
135 JA1=1148 #L=51 #LM=0 #RM=0 #R=550
136 Y-2B:F1+; 137 << S:<1-><+>A(22)-Y(22)/<1->UVS+/<1->UVS+; Y:=B; S1 S2 S3 WMF1 MSEC4
138 Y-1A:R25;
139 >> S:<1-><+>AH(22)-H(20)/<1-><A>0-Y/<1->U^ST; Y:=B/=A; V0 S1 S2 S3 MSEC3 140 << S:<1-><+>A(21)-Y(21)/<1->0-Y/<1->UVS+; Y:=B/0; S1 S2 S3 MSEC4
141 >> S:<1-><+>A(22)-0; Y:=B; S1
142 << S:<1-><+>AH(22)-H(20)/<1->0-Y(21)/<1-><A>A(24)-0; Y:=B/0/=A!; S1 S2 S3 143 >> S:<1-><+>H(1)-H(1); Y:=B; S1
144 << S:<1-><+>A(2)-0; Y:=B; S3
145 >> S:<1-><+>0-Y(3); Y:=B; S1 146 << S:<1-><+>A(2)-0; Y:=B; S3
147 IF RS1<>0 F:RAPPORT-2; C Schlauch Rapport
148 JA1=1127 #L=51 #LM=0 #RM=0 #R=550 149 Y-2B:F1+;
150 >> S:<1-><+>0-Y(3); Y:=B; V0 S1 WMF1 MSEC2
151 << S:<1-><+>A(4)-0; Y:=B; S3 MSEC4
152 >> S:<1-><+>0-Y(4); Y:=B; S1
153 SBEG
154 Y-1A:F1A; 155 Y-1A:C; S1
156 << S:<1->UVS+/<1-><+>A(5)-0; Y:=B; S2 S3
157 SEND 158 >> S:<1-><+>A(5)-0; Y:=B; VU S1 MSEC2
159 IF RS2<>0 F:RAPPORT-3; C New cycle
160 JA1=1111 #L=51 #LM=0 #RM=0 #R=550 161 Y-2B:F1+;
162 << S:<1-><+>A(7)-0; Y:=B; VU V0 S3 WMF1 MSEC2 163 REP*3
164 >> S:<1-><+>A(7)-0; Y:=B; VU S1
165 << S:<1-><+>A(7)-0; Y:=B; VU S3 166 REPEND
167 >> S:<1-><+>A(7)-0; Y:=BK; VU S1
168 IF RS17=0 F:SCHALTER-4; C Abwerfen
169 FEND C M1-SINTRAL
170 C ---------- Zus.Anfangsr.E20 ----------
171 FBEG:SCHALTER-1; 172 JA1=1150 #L=51 #LM=0 #RM=0 #R=550
173 IF RS17=0 W0
174 Y-2B:F1+; 175 << S:<1-><+>A(22)-Y(22); Y:=B; S2 WMF1 MSEC4
176 IF RS17=0 W0
177 >> S:<1-><+>A(22)-Y(22); Y:=B; S2 178 FEND C Zus.Anfangsr.E20
179 C ---------- Schlauch Rapport ----------
180 FBEG:RAPPORT-2; 181 RBEG*RS1
182 JA1=1131 #L=51 #LM=0 #RM=0 #R=550
183 Y-2B:F1+; 184 >> S:<1-><+>0-Y(3); Y:=B; V0 S1 WMF1 MSEC4
185 << S:<1-><+>A(2)-0; Y:=B; S3
186 >> S:<1-><+>0-Y(3); Y:=B; S1 187 << S:<1-><+>A(2)-0; Y:=B; S3
188 REND
189 FEND C Schlauch Rapport 190 C ---------- New cycle ----------
191 FBEG:RAPPORT-3;
192 RBEG*RS2 193 JA1=1121 #L=51 #LM=0 #RM=0 #R=550
194 Y-2B:F1+;
195 << S:<1-><+>A%O(5)-0; Y:=B; VU V0 S3 WMF1 MSEC2 196 REP*4
197 >> S:<1-><+>A%O(5)-0; Y:=B; VU S1
198 << S:<1-><+>A%O(5)-0; Y:=B; VU S3 199 REPEND
200 >> S:<1-><+>A%O(5)-0; Y:=B; VU S1
201 REND 202 FEND C New cycle
203 C ---------- Abwerfen ----------
204 FBEG:SCHALTER-4;

7
205 JA1=1103 #L=51 #LM=0 #RM=0 #R=550
206 << S:<1->H(7)-H(7)/<1->H-H; Y:0/0; V0 F:WAZ-18; S2 S3 MSEC=0.70 207 #98=1
208 >> S:<1->H-H/<1->H-H; Y:0/0; F:WAZ-4; S1 S2 MS=2.5
209 FEND C Abwerfen 210 FBEG:WAZ-18;
211 WMF0 WMN=0 WMI=0 WM^2.0,20,M WMC0 WM+C=10 WMK+C=10 W+=1 W+C=10
212 FEND 213 FBEG:WAZ-4;
214 WMF0 WMN=0 WM=30.0 WMI=3 WMC0 WM+C=10 WMK+C=10 W+=1 W+C=10
215 FEND 216 C------------------------------ Comb thread ---------------------
217 FBEG:COMBTHREAD;
218 IF RS17 <> 0 GOTO FEND 219 YDF=1 #L=1 #R=#142
220 IF#52=#142 #52=#52-1
221 #LM=0 #RM=0 #52=#52+1 LK1 Y-2A:R25;
222 IF #137= 3 PA:<AY#52>#52:H 1:<PLNN#51>; IF#51<4 PA:<AY#52>#52:H 1:<N#51>;
223 IF #137= 35 PA:<AY#52>#52:H 1:<PLNN#51>; IF#51<4 PA:<AY#52>#52:H 1:<N#51>;
224 IF #137= 4 PA:<AY#52>#52:H 1:<PLNN#51>; IF#51<4 PA:<AY#52>#52:H 1:<N#51>; 225 IF #137= 5 PA:<AWYY#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<AWYY#52>#52:H 1:<N#51>;
226 IF #137= 7 PA:<WYYA#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<WYYA#52>#52:H 1:<N#51>;
227 IF #137= 8 PA:<WYYA#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<WYYA#52>#52:H 1:<N#51>; 228 IF #137=10 PA:<*YGYA.#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<*YGYA.#52>#52:H 1:<N#51>;
229 IF #137=12 PA:<*YGYA.#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<*YGYA.#52>#52:H 1:<N#51>;
230 IF #137=14 PA:<AOG.Y*..#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<AOG.Y*..#52>#52:H 1:<N#51>; 231 IF #137=16 PA:<AOG.Y*Z.#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<AOG.Y*Z.#52>#52:H 1:<N#51>;
232 IF #137=18 PA:<Y*+TAOIB#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<Y*+TAOIB#52>#52:H 1:<N#51>; 233 IF #137=20 PA:2.<AO.ZG.YA.ZG.#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:2.<AO.ZG.YA.ZG.#52>#52:H 1:<N#51>;
234 IF #137=252 PA:<AWYY#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<AWYY#52>#52:H 1:<N#51>;
235 IF #137=352 PA:<WYYA#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<WYYA#52>#52:H 1:<N#51>; 236 IF #137=52 PA:<*YGYA.#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<*YGYA.#52>#52:H 1:<N#51>;
237 IF #137=62 PA:<*YGYA.#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<*YGYA.#52>#52:H 1:<N#51>;
238 IF #137=72 PA:<AOG.Y*..#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<AOG.Y*..#52>#52:H 1:<N#51>;
239 IF #137=82 PA:<AOG.Y*..#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<AOG.Y*..#52>#52:H 1:<N#51>;
240 IF #137=92 PA:<Y*+TAOIB#52>#52:H 1:<PLNNNNN#51>; IF#51<7 PA:<Y*+TAOIB#52>#52:H 1:<N#51>;
241 IF #98 = 0 F:!-PRESS-OFF; 242 IF #140=1 IF #99<10 F:!-COMB-IN-END; GOTO #123
243 IF #139=566 GOTO #123+12 C CMS530
244 IF #149>2 GOTO #123+6 245 << S0 AS0 WMC=0 MSEC=1.0
246 >> S:B*AWGP(25)-YTOHZ(25)/+G-IGZ; Y:=KS/0; #R=#52 #98=0 S1 S2 =-= MSEC=0.4
247 << S:Y+OHZ-AW*IGL/B+GHZ-ITGH; Y:=K!/0; S1 S2 C PSC=1 248 >> S:P(20)-L(20); Y:0; V# S2 =^= MSEC=1.0 ML PRINT/=^= ATTENTION =^=/
249 GOTO FEND
250 << S0 AS0 WMC=0 MSEC=1.0 251 >> S:B*AWGP(25)-YTOHZ(25)/+G-IGZ; Y:=KS/0; #R=#52 #98=0 S2 S3 =-= MSEC=0.4
252 << S:Y+OHZ-AW*IGL/B+GHZ-ITGH; Y:=K!/0; S1 S2 C PSC=1
253 >> S:P(20)-L(20); Y:0; V# S3 =^= MSEC=1.0 ML PRINT/=^= ATTENTION =^=/ 254 GOTO FEND
255 << S0 AS0 WMC=0 MSEC=1.0
256 >> S:B*AWGP(25)-YTOHZ(25); Y:=KS; #R=#52 #98=0 S3 =-= MSEC=0.4 257 << S:+G-IGZ/Y+OHZ-AW*IGL/B+GHZ-ITGH; Y:0/=K!/0; S1 S2 S3 C PSC=1
258 >> S:P(20)-L(20); Y:0; V# S3 =^= MSEC=1.0 ML PRINT/=^= ATTENTION =^=/
259 FEND 260 FBEG:!-PRESS-OFF;
261 << S0 AS1 W0 MSEC=1.0
262 >> S:R(20)-R(20); Y:0; S1 S2 WMC=0 WM^2,20,M 263 IF #139=580 VV0
264 IF #139=581 VZL0 VZR0
265 IF #139=582 VZV0 VZ^0 266 << V0 SX SX WMF0 WM=30
267 >> SX SX
268 FEND 269 FBEG:!-COMB-IN-END;
270 << S0 WMF0 WM=30 WMC=0 #99=#99+1 IF #99>10 #99=0 MS PRINT/ !!! ATTENTION =^= CONTROLL !!! /
271 >> S0 272 IF #140=0 #99=0 MS PRINT/ !!! ATTENTION =^= CONTROLL !!! /
273 FEND
999 S0 W0

8
1.3. Determinarea parametrilor de structură
1. Calculul desimilor pe orizontală şi verticală:
V1: Do=21
Dv=33
V2: Do=17
Dv=32
V3: Doc=15
Dv=26
2. Pasul ochiului (A) A = 50/ Do [mm]
V1 = 2.38[mm]
V2 = 2.94 [mm]
V3 = 3.33 [mm]
3. Înălţimea ochiului (B) B = 50/Dv [mm]
V1 = 1.51[mm]
V2 = 1.56 [mm]
V3 = 1.92 [mm]
4. Lungimea de fir dintr-un ochi (l) [mm]
V1 =5.6 [mm]
V2 = 6.25 [mm]
V3 = 6.8 [mm]
5. Masa [g/m2].
V1 : M = 236 [g/m2] V2: M = 209 [g/m
2] V3: M = 180 [g/m
2]
6. Dimensiunile panourilor după tricotare:
V1: L = 117 cm V2: L = 119 cm V3: L = 137 cm
l = 33 cm l = 36 cm l = 28 cm

9
7. Dimensiunile panourilor după relaxare:
V1: L =112 cm V2: L = 121 cm V3: L = 141 cm
l = 29 cm l = 32 cm l = 26 cm
8. Dimensiunile panourilor după aburire:
V1: L =116 cm V2: L = 131 cm V3: L = 152 cm
l = 29 cm l = 32 cm l = 28 cm
Cap.2 Determinarea proprietăţilor mecanice a tricoturilor
2.1. Definirea metodelor de testare
a) Rezistenţa la plesnire
1.Scopul:
Această metoda de testare se foloseşte pentru determinarea rezistenţei la
plesnire a meterialelor sau a articolelor de îmbrăcăminte din tricot care au un grad
mare de alungire. Nu este recomandat pentru ţesătura sau îmbrăcăminte făcută din
materiale ţesute.
2. Sumarul metodei de testare
Un material sau un produs de îmbrăcăminte este prins cu grija între cleme,
tensiunea între orificii, platourile circulare fac ca ataşamentul mingii de plesnire să
asigure tragerea fălcii pentru roata constantă de parcurgere a maşinii care
efectueaza testarea.
O forţa se exercită asupra materialului de către o bila de otel finisată ataşată
de pendulul care actioneaza asupra masinii pana in momentul ruperii.

10
3. Aparatul
- top section = partea superioara
- upper adjustable ring clamp = inel de prindere
superior
- polished steel ball = bilă de oţel finisată
- bottom section = partea inferioară
- lower ring clamp = inel de prindere inferior
- capstan screw device = dispozitiv de rotire
- to upper jaw of mach…pentru partea superioară a
fălcii maşinii.
Mişcarea dispozitivului de prindere al inelului împinge materialul împotriva
bilei de oţel.
Mingea de oţel finisată va avea un diametru de 1.0000 - 0.0002 in. (25.400-
0.005 mm) şi va fi SPHERTICAL între 0.0002 in.(0.005 mm). Clema inelului va
avea un interval de diametru între 1.750- 0.001 in. (44.450- 0.025 mm).
4.Pregătirea mostrelor
Din fiecare rolă sau bucata de material, se taie 5 mostre care să fie pe toată
lăţimea sa plus 1 mm.
11
5. Procedura propriu- zisă
Toate testele se fac asupra mostrelor tratate precedent în condiţii de
atmosferă standard.
Se plasează mostra netensionată în clemele inelului şi se fixează cu grijă cu
ajutorul şurubului sau a dispozitivului LEVER.
Maşina se pune în funcţiune, folosindu-se de maneta de tragere până la 12-
0.5 in./min(305-13 mm/min) şi se continuă cu viteza de tragere până în momentul
plesnirii mostrei.
6.Rezultatele
Se menţioneză ca mostrele au fost testate conform ASTM TEST METHOD
D 3787. Se descrie tipul materialului testat, mostra propriu zisă.
Se specifică forţa de plesnire a fiecărei mostre în parte şi media forţei de
plesnire pentru toate mostrele, precum şi cele 5 mostre tratate în laborator care au
forţa de plesnire în jur de 0.1 lbf (0.5 N)
b) Rezistenţa la rupere (extensibilitate)
Forţa de alungire până la rupere
1. Scopul
Această metodă de testare cuprinde metoda Grab şi metoda Grab modificată
pentru determinarea forţei de alungire până la rupere. Aprovizionarea se face cu
mostre umede.
Aplicabilitatea metodei Grab este pentru procesele textile sau materiale
textile şi pentru alte materiale non textile, în timp ce metoda Grab modificată se
adresează în special pentru produsele din materiale textile.
Definţii:
Forţa de rupere – forţa sub care se rupe materialul sau mostra testată;
Elongaţie – proporţia de alungire a materialului în raport cu lungimea acestuia;
12
Extensie – schimbarea lungimii materialului prin întindere;
Tensile test – este un test prin care un material este întins într-o singură direcţie
pentru a se determina caracteristicile acestuia de alungire, rupere sau alungirea la
rupere.
2. Sumarul metodei de testare
O mostra de 100 mm este montată central în clemele unei maşini de testare
şi se aplică o forţă asupra materialului până în momentul ruperii. Valorile forţei la
rupere şi a alungirii sunt obţinute de pe scările gradate ale maşinii, numere, grafice
sau chiar şi o interfaţă de calculator cu maşina pe care s-a efectuat testarea.
Metoda Grab este metoda de testare pentru determinarea forţei de alungire la
rupere şi este considerată satisfăcătoare ca metodă de testare pentru cei care fac
comerţ cu materiale textile sau produse textile, materiale non textile, iar metoda
Grab modificat se adresează numai pentru produsele textile.
În cazul apariţiei unor neînţelegeri între producător şi cumpărător, aceştia
vor recurge la efectuarea unor anumite teste că să determine dacă testele efectuate
într-un laborator sunt compatibile cu cele efectuate în alt laborator. Pentru aceste
investigaţii sunt chemate persoane competente care urmează să analizeze
problema.
Mostrele supuse testării vor fi luate la întamplare în număr egal pentru
fiecare laborator. Mediile rezultatelor obţinute la cele două laboratoare , vor fi
comparate. Dacă se gaseşte o discrepanţă între cele două medii ale laboratoarelor,
fie trebuie aflată cauza şi corectată ori, cumpărătorul şi vânzătorul trebuie să
ajungă la o întelegere pentru interpretarea următoarelor rezultate obţinute în urma
unei viitoare testări.
Metoda de testare nu este recomandată pentru materiale din tricot datorită
forţei lor mare de întindere.

13
Este posibilă modificarea tehnică în cazul în care se testează un material cu o
forţă mai mare de 200 N/cm. Măsuri de precauţie sunt prevăzute în cazul în care
sunt testate materiale rezistente.
Procedura metodei Grab este aplicată pentru determinarea rezistenţei
efective a materialului.
Metoda Grab necesită mai puţin timp de pregătire, dar
necesită mai multe mostre pe material.
3. Maşina, reglări şi materiale
Cleştii şi feţele fălcilor – fiecare faţă de falcă este
finisată, plată şi din metal. Feţele vor fi paralele şi vor
avea un centru comun una faţă de cealaltă.
Pentru metoda Grab fiecare clema va avea o falcă
frontală care măsoara 25- 1 mm, perpendiculară pe
direcţia forţei, si nu mai puţin de 25 şi nici mai mult de 50 mm paralele pe direcţia
aplicări forţei.
Faţa fălcii din spate(sau de jos) a fiecărei cleme va fi cel puţin egală cu perechea
sa. Folosirea unei forţe mai mari pentru cea de-a 2 falcă reduce problemele legate
de fălcile faţă şi respectiv spate.
4. Pregătirea mostrelor ce urmează a fi testate:
Lotul eşantion – se iau la întamplare role sau bucaţi de material care
constituie lotul eşantion după programa bine stabilită;
Probe de laborator – de la fiecare rolă sau bucată de material luată de la lotul
eşantion se taie cel puţin o mostră de laborator de lărgime integrală şi de 1 m de-a
lungul lizierei (panoul de comandă al maşinii).
14
Testarea specimenelor – de la fiecare probă de laborator, se iau 5 specimene
de pe maşina şi 8 specimene de pe direcţia de umplere de la fiecare condiţii de
testare.
5. Procedeul:
Se prinde mostra ce urmează a fi testată între fălcile clemelor care au fost
reglate după cerinţe, în partea superioară cât şi în cea inferioară. Liniile paralele
servesc ca un ghid care asigură ca lungimea firelor de material să fie prinsă în
ambele cleme şi ca forţa aplicată să fie la un unghi corespunzător pentru testarea
materialelor nontextile. Tensiunea exercitată asupra materialelor ar trebui să fie
uniforma pe toată suprafaţa clemei.
Se strâng clemele pentru ca presiunea să se distribuie în mod uniform pe
toată suprafaţa fălcii superioare. Clemele ce sunt prea strânse (tensionate) se vor
rupe la faţa fălcii, iar cele ce sunt prea libere(lejere) vor produce alunecarea sau
ruperea la spate a fălcii.
Alungirea depinde de lunginea mostrei iniţială care este afectată de orice
presiune sau forţă în timpul montării mostrei pe maşina de testat. Dacă se cere
măsurarea mostrei, se montează aceasta în clemele superioare ale maşinii şi se
aplică o pretensiune uniformă, care să nu depăşească 0.5% din scara de încărcare.
Pentru a obţine o tensiune egală şi uniformă, se mai ataşează o clema
auxiliară la partea inferioara a mostrei şi cu putin mai jos clema inferioară a
maşinii de testat. Apoi se strânge clema inferioara a maşinii, cea auxiliară fiind
îndepărtată.
Se marchează pe mostră muchia interioară a fălcii frontale de prindere
pentru a observa dacă la un moment dat intervine alunecarea. Dacă aceasta
intervine, semnul se va deplasa de la muchia fălcii.

15
Dacă este necesar, se citeşte forţa de rupere şi alungirea de pe mecanismul
prevăzut în acest scop. Fiecare umplere sau strâmbare a maşinii se inregistrează
separat.
Pentru aceeaşi maşina de testare, datele pot fi obţinute cu ajutorul unei
interfaţe computerizate.
Dacă o mostră alunecă din falcă, se rupe la margine sau în falcă sau oricare
ar fi motivul pentru care rezultatele nu sunt cele aşteptate, nu se iau în considerare
rezultatele şi se alege un alt tip de mostră.
6. Calcule
Forţa de rupere – pentru fiecare mostră de laborator şi fiecare mostră tratata,
se calculează suma medie a forţei de rupere observată pentru toate mostrele
aprobate şi testate, adică forţa maxima de alungire a mostrei care este indicată de
directorul maşinii de testare.
O corectare similară poate fi necesară când comparăm forţa de rupere a unei
mostre condiţionate a unui material după un tratament de umezeală cu acelaşi
material înaintea tratării acestuia, dacă tratamentul a cauzat micşorări.
16
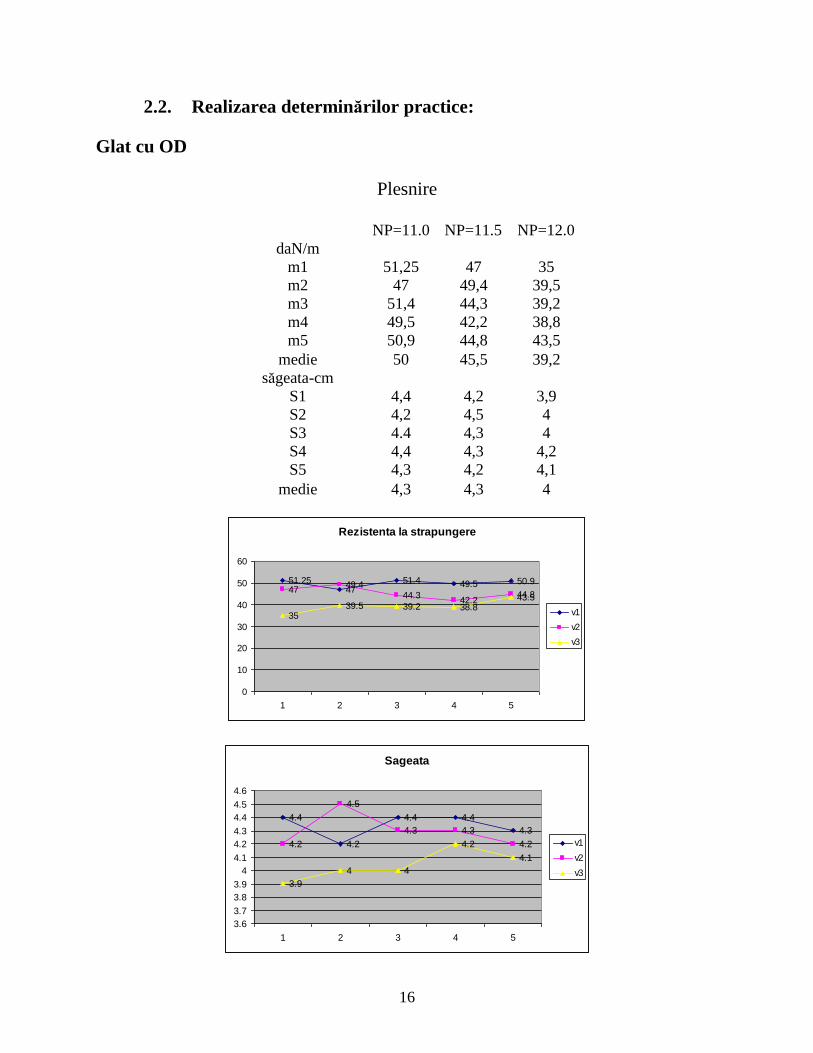
2.2. Realizarea determinărilor practice:
Glat cu OD
Plesnire
NP=11.0 NP=11.5 NP=12.0
daN/m
m1 51,25 47 35
m2 47 49,4 39,5
m3 51,4 44,3 39,2
m4 49,5 42,2 38,8
m5 50,9 44,8 43,5
medie 50 45,5 39,2
săgeata-cm
S1 4,4 4,2 3,9
S2 4,2 4,5 4
S3 4.4 4,3 4
S4 4,4 4,3 4,2
S5 4,3 4,2 4,1
medie 4,3 4,3 4
Rezistenta la strapungere
51.2547
51.4 49.5 50.947
49.444.3
42.244.8
3539.5 39.2 38.8
43.5
0
10
20
30
40
50
60
1 2 3 4 5
v1
v2
v3
Sageata
4.4
4.2
4.4 4.4
4.3
4.2
4.5
4.3 4.3
4.2
3.9
4 4
4.2
4.1
3.6
3.7
3.8
3.9
4
4.1
4.2
4.3
4.4
4.5
4.6
1 2 3 4 5
v1
v2
v3
17
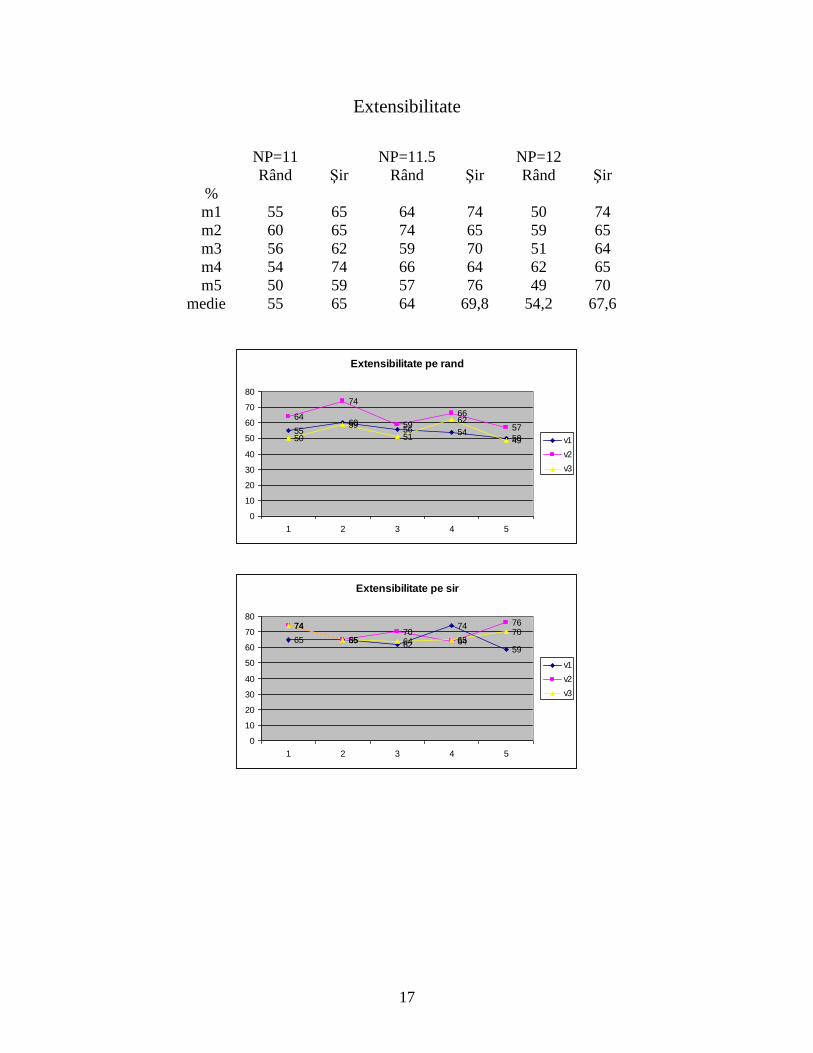
Extensibilitate
NP=11 NP=11.5 NP=12
Rând Şir Rând Şir Rând Şir
%
m1 55 65 64 74 50 74
m2 60 65 74 65 59 65
m3 56 62 59 70 51 64
m4 54 74 66 64 62 65
m5 50 59 57 76 49 70
medie 55 65 64 69,8 54,2 67,6
Extensibilitate pe rand
5560
56 5450
64
74
59
66
57
50
59
51
62
49
0
10
20
30
40
50
60
70
80
1 2 3 4 5
v1
v2
v3
Extensibilitate pe sir
65 6562
74
59
74
6570
64
7674
65 64 6570
0
10
20
30
40
50
60
70
80
1 2 3 4 5
v1
v2
v3
18
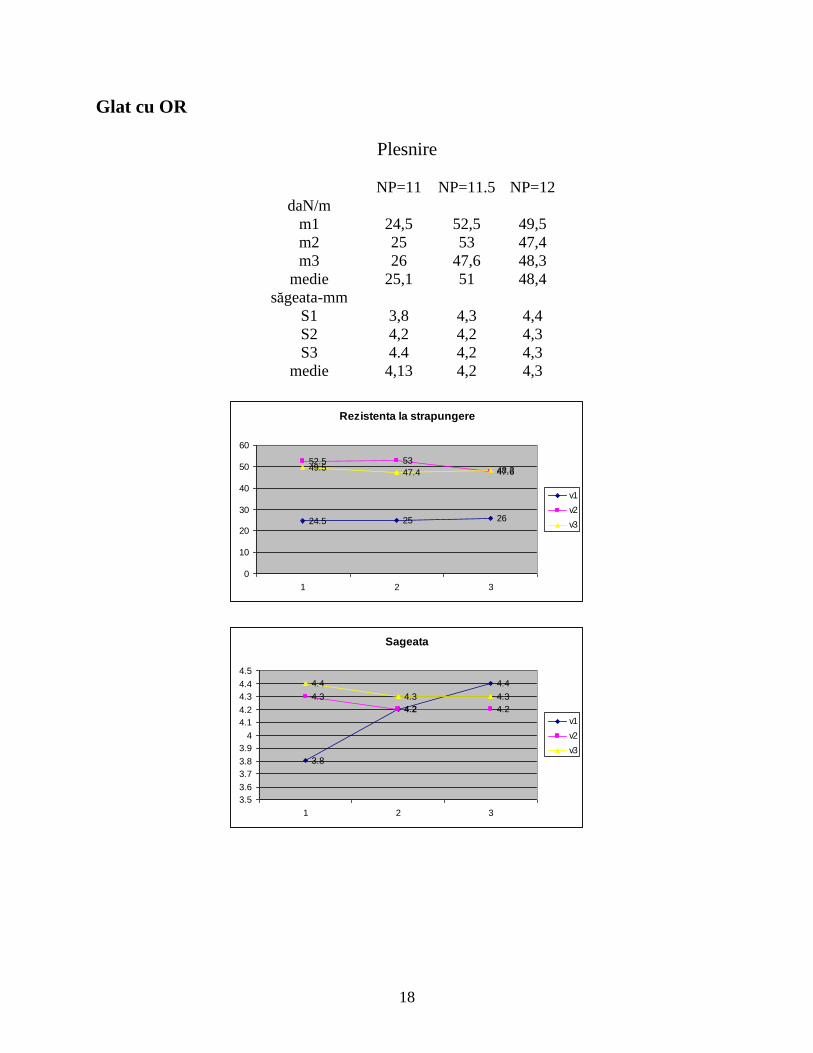
Glat cu OR
Plesnire
NP=11 NP=11.5 NP=12
daN/m
m1 24,5 52,5 49,5
m2 25 53 47,4
m3 26 47,6 48,3
medie 25,1 51 48,4
săgeata-mm
S1 3,8 4,3 4,4
S2 4,2 4,2 4,3
S3 4.4 4,2 4,3
medie 4,13 4,2 4,3
Rezistenta la strapungere
24.5 25 26
52.5 53
47.649.547.4 48.3
0
10
20
30
40
50
60
1 2 3
v1
v2
v3
Sageata
3.8
4.2
4.4
4.3
4.2 4.2
4.4
4.3 4.3
3.5
3.6
3.7
3.8
3.9
4
4.1
4.2
4.3
4.4
4.5
1 2 3
v1
v2
v3

19
Extensibilitate
NP=11.0 NP=11.5 NP=12.0
Rând Şir Rând Şir Rând Şir
%
m1 68 37 76 39 115 31
m2 79 35 78 50 118 38
m3 71 31 76 47 111 37
medie 72,6 34,3 76,6 32,3 114 35,3
Extensibilitate pe rand
6879
7176 78 76
115 118111
0
20
40
60
80
100
120
140
1 2 3
v1
v2
v3
Extensibilitate pe sir
37 3531
39
5047
31
38 37
0
10
20
30
40
50
60
1 2 3
v1
v2
v3
20
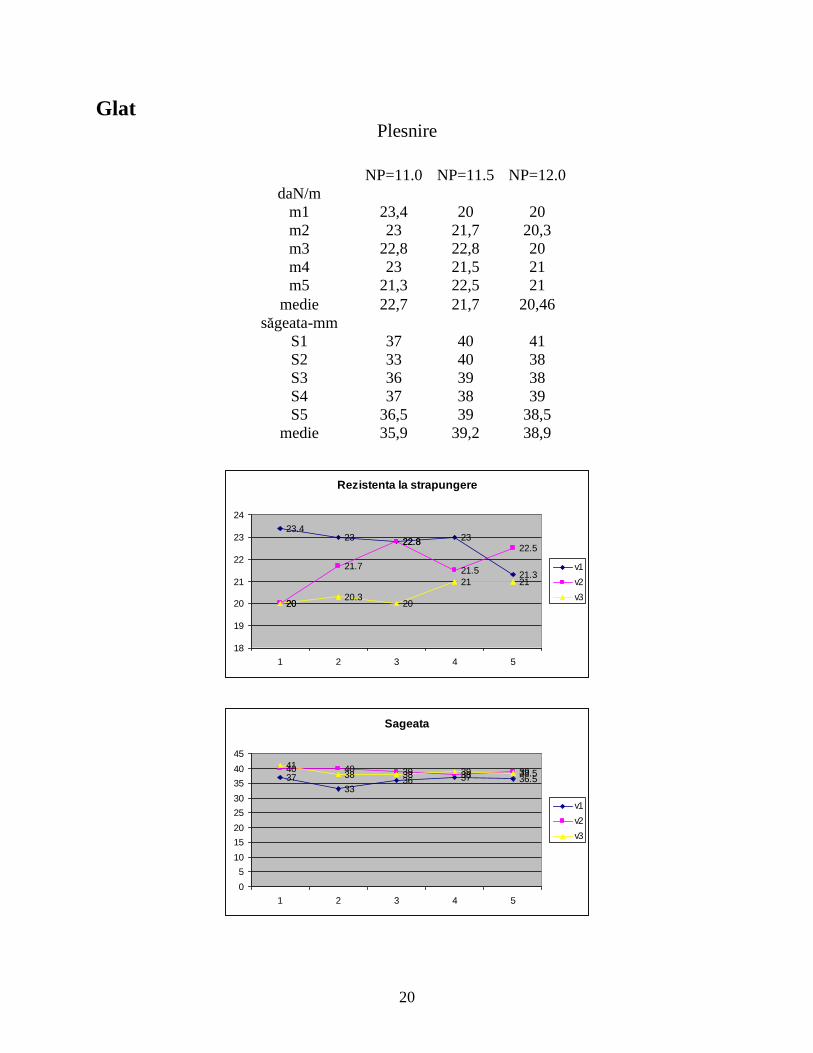
Glat Plesnire
NP=11.0 NP=11.5 NP=12.0
daN/m
m1 23,4 20 20
m2 23 21,7 20,3
m3 22,8 22,8 20
m4 23 21,5 21
m5 21,3 22,5 21
medie 22,7 21,7 20,46
săgeata-mm
S1 37 40 41
S2 33 40 38
S3 36 39 38
S4 37 38 39
S5 36,5 39 38,5
medie 35,9 39,2 38,9
Rezistenta la strapungere
23.423 22.8 23
21.3
20
21.7
22.8
21.5
22.5
2020.3
20
21 21
18
19
20
21
22
23
24
1 2 3 4 5
v1
v2
v3
Sageata
37
3336 37 36.5
40 40 39 38 3941
38 38 39 38.5
0
5
10
15
20
25
30
35
40
45
1 2 3 4 5
v1
v2
v3
21
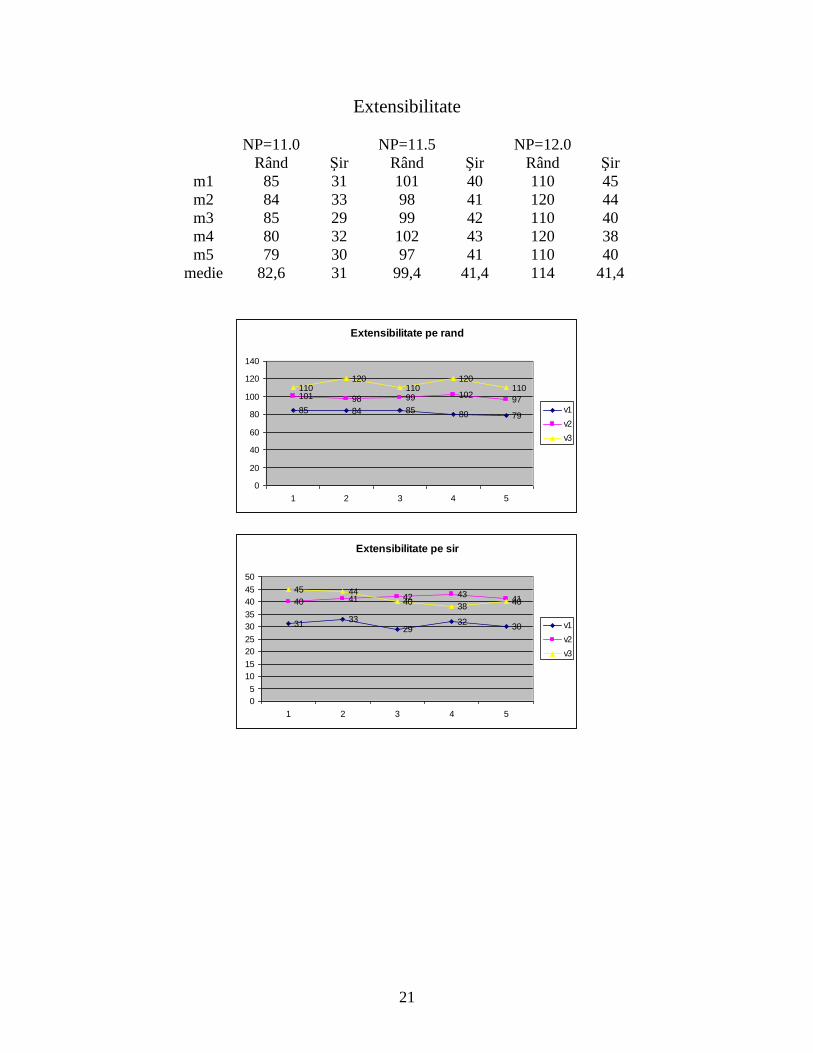
Extensibilitate
NP=11.0 NP=11.5 NP=12.0
Rând Şir Rând Şir Rând Şir
m1 85 31 101 40 110 45
m2 84 33 98 41 120 44
m3 85 29 99 42 110 40
m4 80 32 102 43 120 38
m5 79 30 97 41 110 40
medie 82,6 31 99,4 41,4 114 41,4
Extensibilitate pe rand
85 84 85 80 79
101 98 99 10297
110120
110120
110
0
20
40
60
80
100
120
140
1 2 3 4 5
v1
v2
v3
Extensibilitate pe sir
3133
2932
30
40 41 42 4341
45 4440
3840
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5
v1
v2
v3

22
Cap. 3. Concluzii
Dimensiunile tricoturilor au fost preluate imediat după tricotare. Au fost
lăsate la relaxat timp de 72 ore, apoi au fost preluate din nou dimensiunile acestora.
S-a constatat o uşoara creştere a dimensiunilor după relaxare, faţă de cele după
tricotare.
Înainte de supunerea la tratamentul umidotermic s-au realizat măsurători, iar
mostrele de tricot au suferit modificări dimensionale în urma relaxarii şi a migrării
firului în ochi (84h) scad valorile, iar dupa aburire dimensiunile se măresc.
Odată cu creşterea adâncimii de buclare, scade desimea tricotului pe
orizontală, (se măreşte pasul ochiului A), creşte lungimea firului din ochi, iar
desimea pe verticală scade (se măreşte înalţimea ochiului B).
Pentru tricoturile cu adâncimea de buclare mică (NP = 11.0) masa este mare
(236 g/m2), odată cu creşterea adâncimii masa scade (NP = 12.0 – M = 180 g/m
2).
Mostrele de tricot au fost supuse unor testări în vederea determinării variaţiei
proprietaţilor mecanice. În acest sens s-au folosit utilajele pentru determinarea
extensibilităţii şi rezistenţei la plesnire, determinările realizându-se pe baza a unor
mostre de tricot cu structuri diferite (Glat, Glat OR, Glat OD).
În urma realizării acestor testări s-a constatat următoarele:
- Odată cu creşterea adâncimii de buclare, valorile extensibilităţii oscilează
atât pe direcţia rândului cât şi pe direcţia şirului.
- Comparând cele trei structuri de glat(evoluţie normală, cu OR, cu OD) din
punct de vedere al extensibilităţii pe direcţia rândului s-a constatat că în
cazul tricotului glat cu evoluţie normală este mai mare decat a glatului cu
OR aceasta la rândul este mai mare decât a glatului cu OD.

23
Extensibilitatea pe rand
5564
54.2
72.6 76.6
114
82.6
99.4
114
0
20
40
60
80
100
120
1 2 3
GLAT OD
GLAT OR
GLAT
- Comparând cele trei structuri de glat(evoluţie normală, cu OR, cu OD) din
punct de vedere al extensibilităţii pe direcţia şirului s-a constatat că în cazul
tricotului glat OD este mai mare decat a glatului cu evoluţie normală, aceasta
la randul este mai mare decat a glatului cu OR.
Extensibilitatea pe sir
6569.8 67.6
34.3 32.335.3
31
41.4 41.4
0
10
20
30
40
50
60
70
80
1 2 3
GLAT OD
GLAT OR
GLAT
- În ceea ce priveşte rezistenţa la străpungere tricotul cu structură glat cu OD
este mai rezistent decât glatul cu OR, pe ultimul loc, cu rezistenţa cea mai
mică fiind tricotul cu structură glat cu evoluţie normală.
24
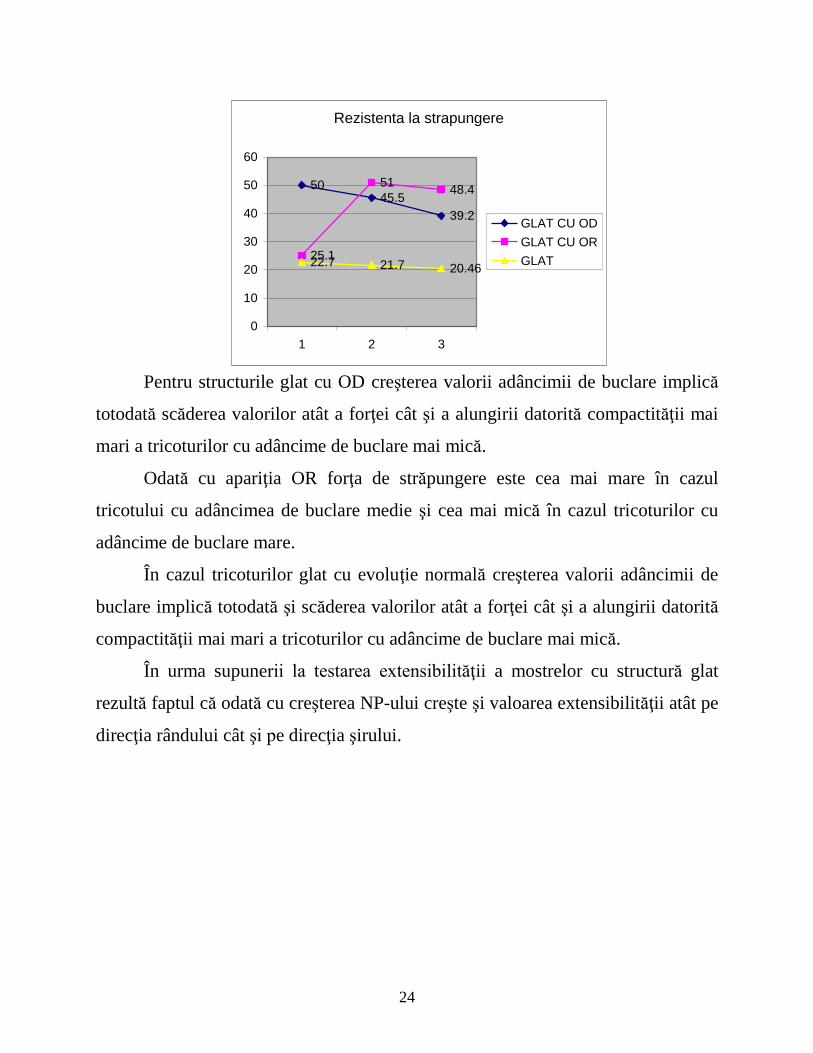
Rezistenta la strapungere
5045.5
39.2
25.1
5148.4
22.7 21.7 20.46
0
10
20
30
40
50
60
1 2 3
GLAT CU OD
GLAT CU OR
GLAT
Pentru structurile glat cu OD creşterea valorii adâncimii de buclare implică
totodată scăderea valorilor atât a forţei cât şi a alungirii datorită compactităţii mai
mari a tricoturilor cu adâncime de buclare mai mică.
Odată cu apariţia OR forţa de străpungere este cea mai mare în cazul
tricotului cu adâncimea de buclare medie şi cea mai mică în cazul tricoturilor cu
adâncime de buclare mare.
În cazul tricoturilor glat cu evoluţie normală creşterea valorii adâncimii de
buclare implică totodată şi scăderea valorilor atât a forţei cât şi a alungirii datorită
compactităţii mai mari a tricoturilor cu adâncime de buclare mai mică.
În urma supunerii la testarea extensibilităţii a mostrelor cu structură glat
rezultă faptul că odată cu creşterea NP-ului creşte şi valoarea extensibilităţii atât pe
direcţia rândului cât şi pe direcţia şirului.