Indr Lucrari Dispozitive
109
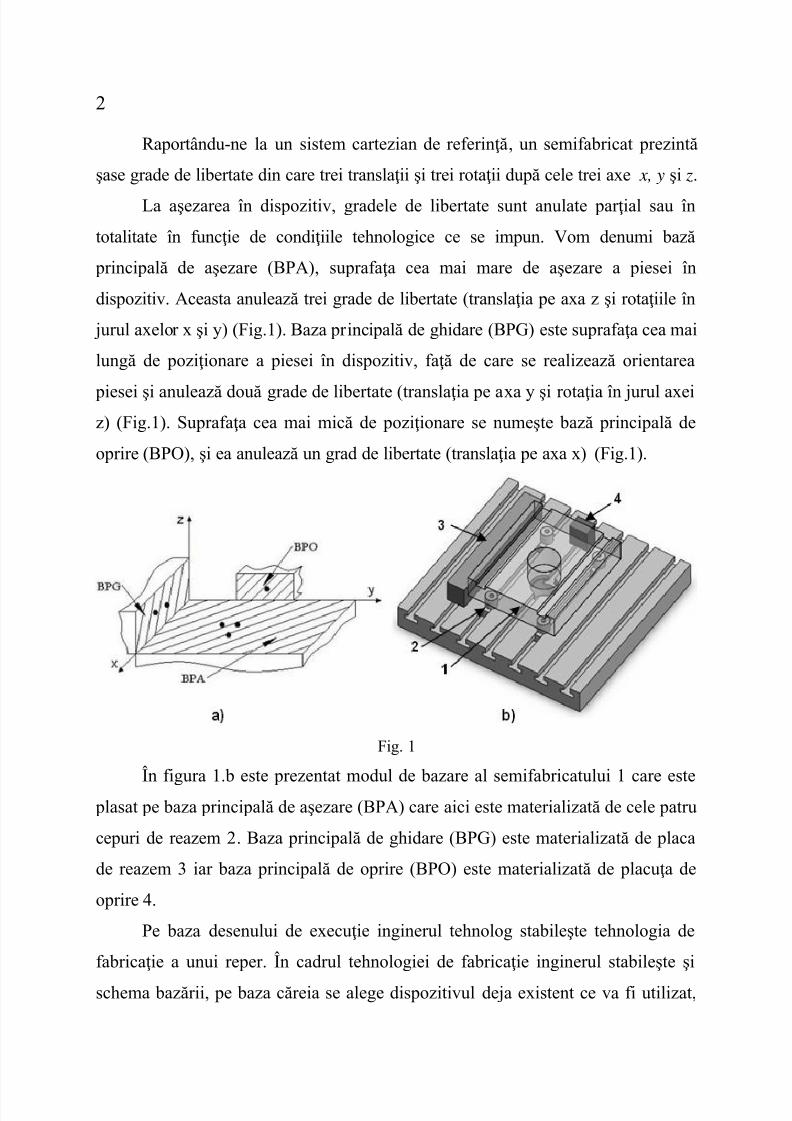
1 LUCRAREA 1 BAZAREA ŞI FIXAREA PIESELOR ÎN DISPOZITIVE 1. Scopul lucrării Bazarea şi fixarea pieselor sau a semifabricatelor în dispozitive are ca scop determinarea univocă a acestora în sistemul tehnologic prin eliminarea parţială sau totală a gradelor de libertate astfel încât în timpul pr elucrării să nu apară modificări de poziţie a pieselor sau semifabricatelor . Lucrarea de laborator are drept scop fixarea cunoştinţelor dobândite la curs prin analizarea dive rselor tipuri de piese de com plexitate diferită în ceea ce priveşte modalitatea de bazare şi fixare a acestora în dispozitive . 2. Consideraţii teoretice Pentru prelucrarea unei piese, aceasta trebuie să fie aşezată, poziţion ată, orientată şi fixată în dispozitiv faţă de celelalte elemente ale s istemului t ehnologi c. Aşezarea semifabricatului înseamnă plasarea acestuia în dispozitiv cu baza de aşezare, care corespunde suprafeţei cea mai întinsă a semifabricatului. Poziţionarea semifabricatului are ca scop punerea într- o anumită poziţiei a semifabr icatului faţă de scula aşchietoare în raport cu trei plane de referinţă . Orientarea semifabricatului în dispozitiv are ca scop direcţionarea semifabricatului faţă de scula aşchietoare astfel încât în urma prelucrării să rezulte cota dorită la toleranţa şi rugozitatea cerută de desenul de execuţie. Fixarea sau strângerea semifabricatului în dispozitiv are ca scop menţ inerea acestuia după aşezarea, orientarea şi pozi ţ ionarea stabilit ă ini ţ ial, pe toat ă durata pre luc rării se mi fab ric atul ui.
Transcript of Indr Lucrari Dispozitive
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 1/109
1
LUCRAREA 1
BAZAREA ŞI FIXAREA PIESELOR ÎN DISPOZITIVE
1. Scopul lucrării
Bazarea şi fixarea pieselor sau a semifabricatelor în dispozitive are ca scop
determinarea univocă a acestora în sistemul tehnologic prin eliminarea parţială sau
totală a gradelor de libertate astfel încât în timpul prelucrării să nu apară modificăride poziţie a pieselor sau semifabricatelor .
Lucrarea de laborator are drept scop fixarea cunoştinţelor dobândite la curs
prin analizarea diverselor tipuri de piese de complexitate diferită în ceea ce priveşte
modalitatea de bazare şi fixare a acestora în dispozitive.
2. Consideraţii teoretice
Pentru prelucrarea unei piese, aceasta trebuie să fie aşezată, poziţionată,
orientată şi fixată în dispozitiv faţă de celelalte elemente ale sistemului tehnologic.
Aşezarea semifabricatului înseamnă plasarea acestuia în dispozitiv cu baza
de aşezare, care corespunde suprafeţei cea mai întinsă a semifabricatului.
Poziţionarea semifabricatului are ca scop punerea într-o anumită poziţiei a
semifabr icatului faţă de scula aşchietoare în raport cu trei plane de referinţă.
Orientarea semifabricatului în dispozitiv are ca scop direcţionarea
semifabricatului faţă de scula aşchietoare astfel încât în urma prelucrării să rezulte
cota dorită la toleranţa şi rugozitatea cerută de desenul de execuţie.
Fixarea sau strângerea semifabricatului în dispozitiv are ca scop menţinerea
acestuia după aşezarea, orientarea şi poziţionarea stabilită iniţial, pe toată durata
prelucrării semifabricatului.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 2/109
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 3/109
3
sau se va proiecta un dispozitiv adecvat. În funcţie de tipul producţiei inginerul se
va orienta către dispozitive universale pe care le are la dispoziţie în cazul
producţiei unui reper în serie mică sau unicat, sau va proiecta un nou dispozitiv
specializat în cazul producţiei unui reper în serie mare şi masă.
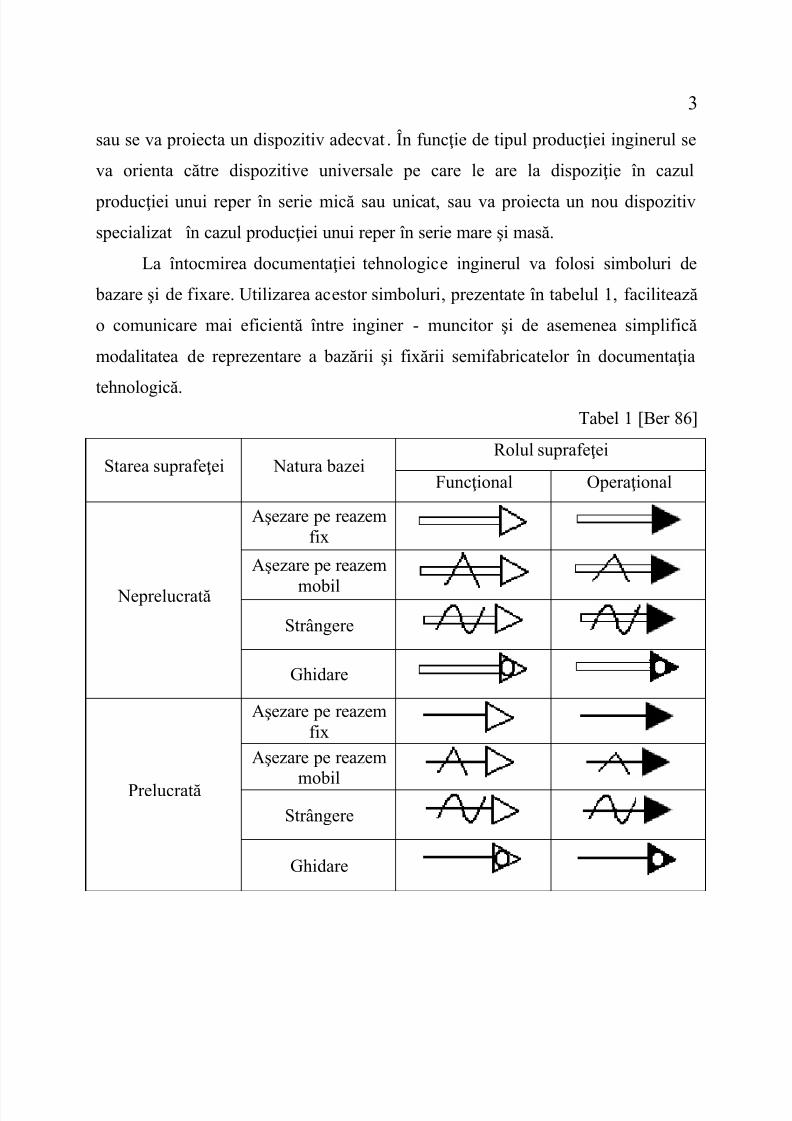
La întocmirea documentaţiei tehnologice inginerul va folosi simboluri de
bazare şi de fixare. Utilizarea acestor simboluri, prezentate în tabelul 1, facilitează
o comunicare mai eficientă între inginer - muncitor şi de asemenea simplifică
modalitatea de reprezentare a bazării şi fixării semifabricatelor în documentaţia
tehnologică. Tabel 1 [Ber 86]
Starea suprafeţei Natura bazeiRolul suprafeţei
Funcţional Operaţional
Neprelucrată
Aşezare pe reazemfix
Aşezare pe reazem
mobil
Strângere
Ghidare
Prelucrată
Aşezare pe reazemfix
Aşezare pe reazem
mobilStrângere
Ghidare
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 4/109
4
3. Desfăşurarea lucrării
În cadrul lucrării studenţii vor analiza o serie de desene de execuţie pentru
piese ce au complexitate diferită. La aceste desene se vor aplica simbolurile de
bazare, centrare şi fixare, utilizându-se tabelul 1 prezentat anterior.
Pentru stabilirea bazării şi fixării semifabricatului se analizează desenul de
execuţie şi se urmăresc următoarele aspecte:
- Numărul necesar de prinderi pentru prelucrarea piesei;
- Dacă mai multe suprafeţe se pot prelucra dintr -o singură prindere;
- Utilizarea unui număr cât mai mic de prinderi, deoarece cu cât creştenumărul de prinderi cu atât va scădea precizia de prelucrare;
- Dacă reperul se va fabrica în serie mică şi unicate se utilizează dispozitive
universale;
- Dacă seria de fabricaţie este mare sau de masă atunci se vor utiliza
dispozitive specializate;
- Se va opta pentru dispozitive cât mai simple ce asigură o prindere rapidă şi
eficace şi se vor evita dispozitivele complexe ce necesită timp mare de
fixare pe masa maşinii unelte şi care au timp mare de str ângere a
semifabricatului respectiv desprindere a piesei din dispozitiv;
În continuare este prezentată metodologia de lucru care va fi utilizată în
cadrul acestui laborator:
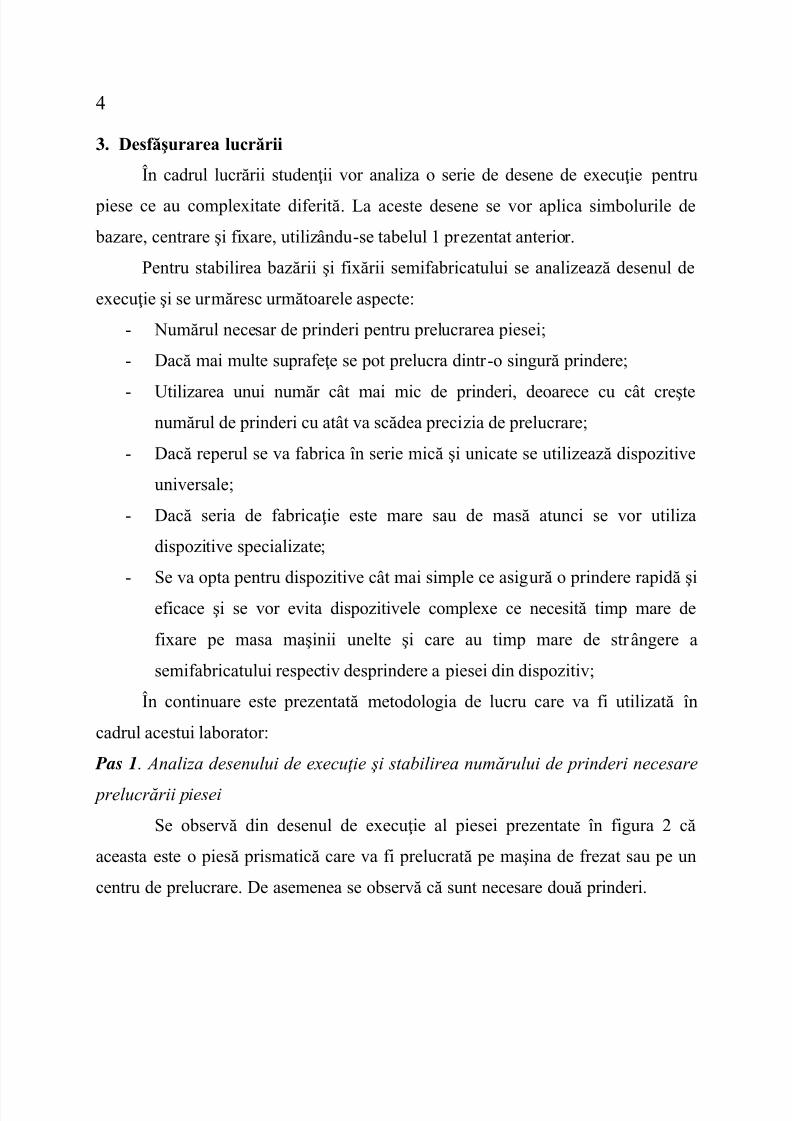
Pas 1. Analiza desenului de execuţie şi stabilirea numărului de prinderi necesare
prelucrării piesei
Se observă din desenul de execuţie al piesei prezentate în figura 2 că
aceasta este o piesă prismatică care va fi prelucrată pe maşina de frezat sau pe un
centru de prelucrare. De asemenea se observă că sunt necesare două prinderi.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 5/109
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 6/109
6
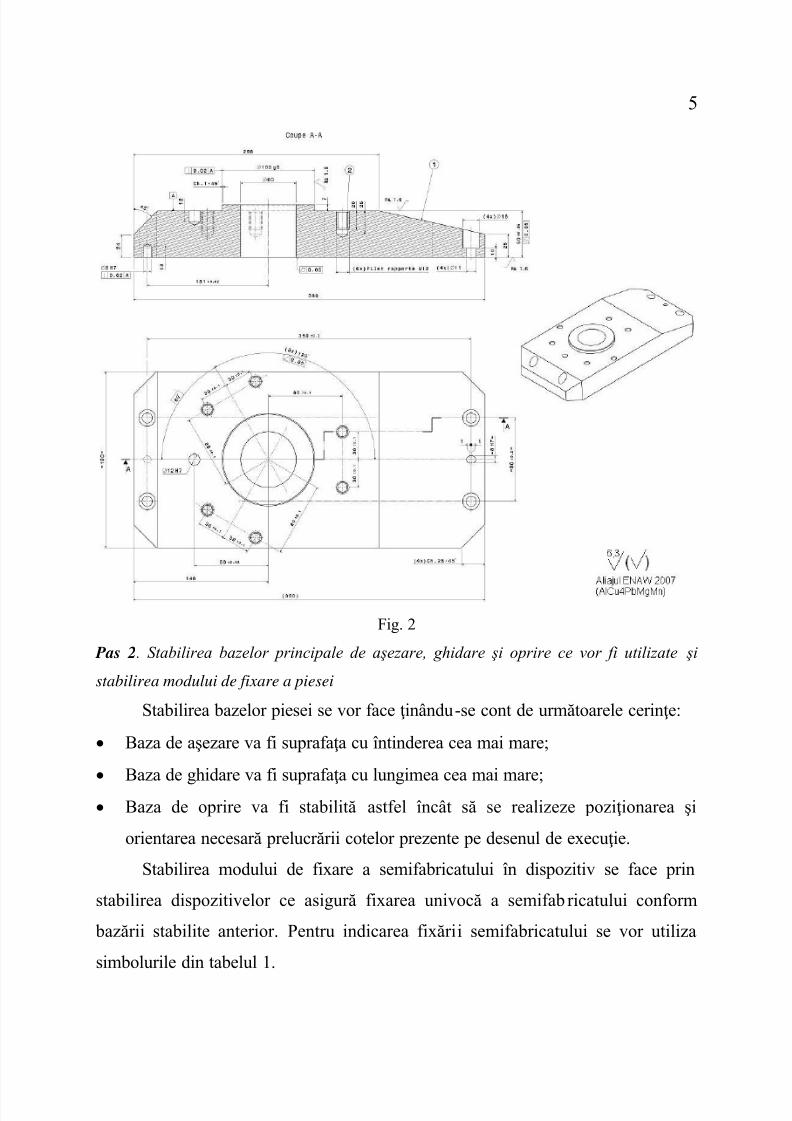
În această etapă studenţii vor face schiţe semifabricatului după cum este
prezentat exemplul din figura 3. Pe schiţă studenţii vor indica suprafeţele pe care se
vor aplica forţele de strângere necesare fixării semifabricatului.
Tabel 2
Modelul 3D al piesei de prelucrat
Prinderea 1 BPA - seutilizează patrucepuri dereazem;BPG - seutilizează o
placuţă dereazem;BPO – seutilizează uncep deorientare;Str ângerea seface cu ajutorulîmpingătoarelorlaterale;
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 7/109
7
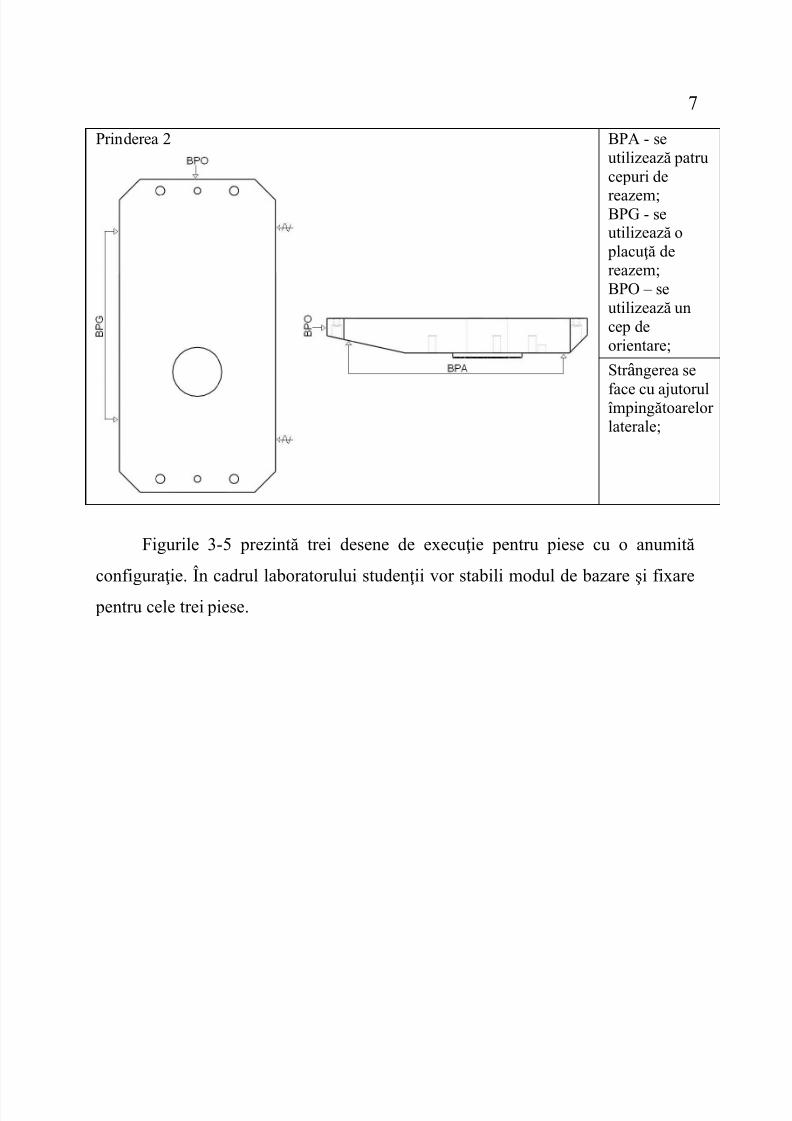
Prinderea 2 BPA - seutilizează patrucepuri de
reazem;BPG - seutilizează o
placuţă dereazem;BPO – seutilizează uncep deorientare;
Str ângerea se
face cu ajutorulîmpingătoarelorlaterale;
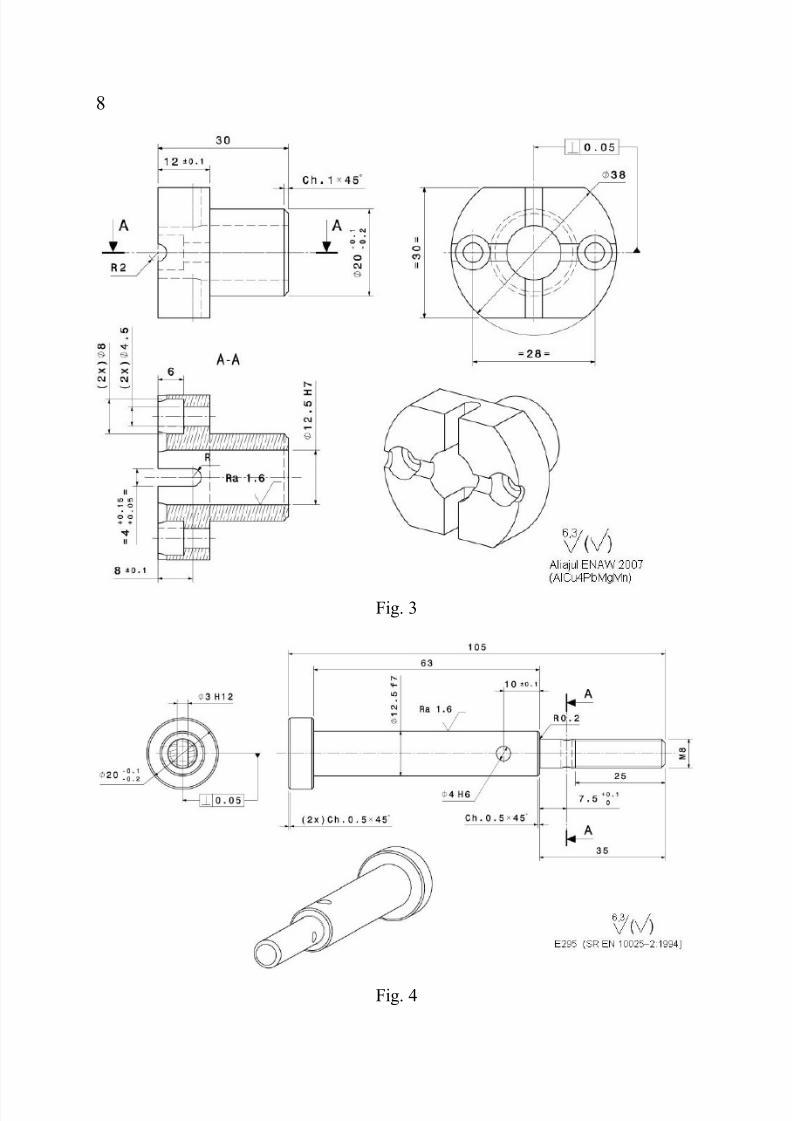
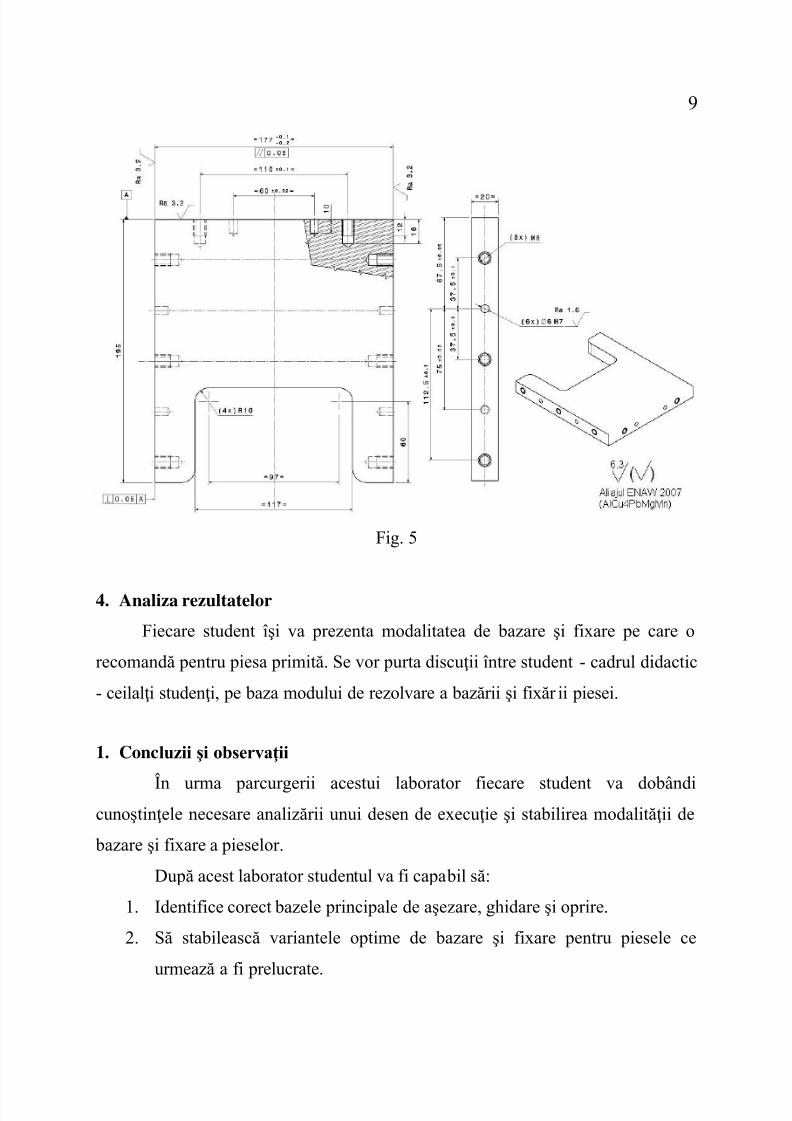
Figurile 3-5 prezintă trei desene de execuţie pentru piese cu o anumită
configuraţie. În cadrul laboratorului studenţii vor stabili modul de bazare şi fixare
pentru cele trei piese.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 8/109
8
Fig. 3
Fig. 4
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 9/109
9
Fig. 5
4. Analiza rezultatelor
Fiecare student îşi va prezenta modalitatea de bazare şi fixare pe care o
recomandă pentru piesa primită. Se vor purta discuţii între student - cadrul didactic
- ceilalţi studenţi, pe baza modului de rezolvare a bazării şi fixăr ii piesei.
1. Concluzii şi observaţii
În urma parcurgerii acestui laborator fiecare student va dobândicunoştinţele necesare analizării unui desen de execuţie şi stabilirea modalităţii de
bazare şi fixare a pieselor.
După acest laborator studentul va fi capabil să:
1. Identifice corect bazele principale de aşezare, ghidare şi oprire.
2. Să stabilească variantele optime de bazare şi fixare pentru piesele ce
urmează a fi prelucrate.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 10/109
10
LUCRAREA 2
DETERMINAREA ERORILOR DE BAZARE ÎN CAZULPRELUCRĂRII PIESELOR PRISMATICE ÎN
DISPOZITIVE
3. Scopul lucrării
Lucrarea de laborator are drept scop fixarea cunoştinţelor dobândite la curs
în ceea ce priveşte apariţia erorilor de bazare la fixarea şi orientarea
semifabricatelor în dispozitive.
În această lucrare se urmăreşte modul în care apare eroarea de bazare, care
sunt cauzele acestor erori, calculul erorilor de bazare şi modalităţile de evitare sau
compensare a acestora.
4. Consideraţii teoretice
În timpul prelucrării prin aşchiere intervin o serie de factori care influenţează
precizia de pr elucrare. Aceşti factori sunt de două tipuri: sistematici şi întâmplători.
Factorii sistematici care influenţează precizia de fabricaţie sunt: erorile de mers în
gol a M-U, uzura sculelor aşchietoare, erorile dispozitivelor, deformaţiile termice
ale sistemului tehnologic, etc. Factorii aleatori sunt neuniformitatea adaosului de
prelcurare, rigiditatea sistemului tehnologic, erorile de măsurare, vibraţiile, erorilede bazare şi fixare.
Eroarea de bazare, este o eroare aleatoare care intervine atunci când la
aşezarea semifabricatelor sau pieselor în dispozitive nu este respectat un anumit
raport între bazele sale (baza de aşezare, de ghidare şi de oprire).
Pentru a înţelege mai bine apariţia erorilor de bazare a pieselor prismatice în
dispozitive, vom analiza următoarele situaţii pentru piesa prismatică prezentată în
figura 1.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 11/109
11
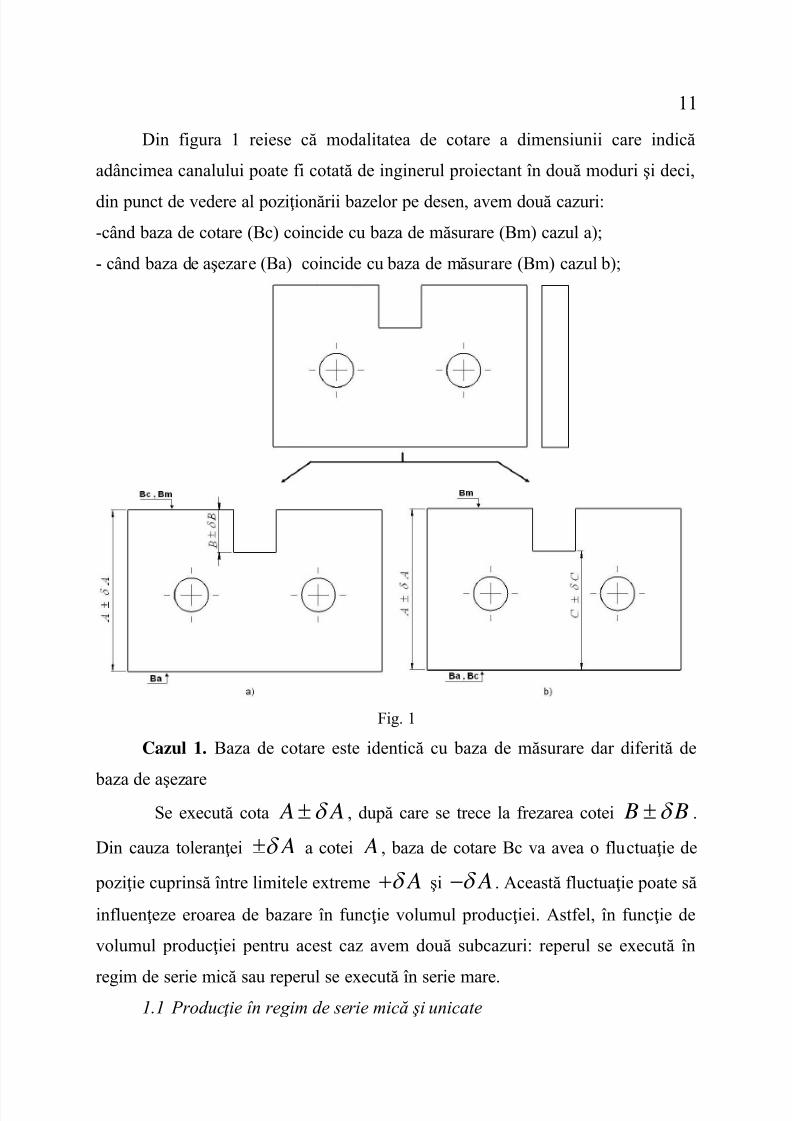
Din figura 1 reiese că modalitatea de cotare a dimensiunii care indică
adâncimea canalului poate fi cotată de inginerul proiectant în două moduri şi deci,
din punct de vedere al poziţionării bazelor pe desen, avem două cazuri:
-când baza de cotare (Bc) coincide cu baza de măsurare (Bm) cazul a);
- când baza de aşezare (Ba) coincide cu baza de măsurare (Bm) cazul b);
Fig. 1
Cazul 1. Baza de cotare este identică cu baza de măsurare dar diferită de
baza de aşezare Se execută cota A A , după care se trece la frezarea cotei B B .
Din cauza toleranţei A a cotei A , baza de cotare Bc va avea o fluctuaţie de
poziţie cuprinsă între limitele extreme A şi A . Această fluctuaţie poate să
influenţeze eroarea de bazare în funcţie volumul producţiei. Astfel, în funcţie de
volumul producţiei pentru acest caz avem două subcazuri: reperul se execută în
regim de serie mică sau reperul se execută în serie mare. 1.1 Producţie în regim de serie mică şi unicate
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 12/109
12
În acest caz frezarea cotei B B se face prin încercări, folosindu-se
instrumente universale de măsură (şubler sau micrometru de adâncime). Pentru
fiecare piesă prelucrată baza de cotare va coincide cu baza de măsurare şi în
consecinţă fluctuaţiile toleranţei A nu vor introduce eroare de bazare în timpul
prelucrării. Vom spune că eroarea de bazare este nulă adică:
0r b 2.1
1.2 Producţie în regim de serie mare şi masă
Deoarece este necesar a se fabrica un număr mare pe piese (5000-100000
buc.) este neproductiv şi costisitor a se regla maşina pentru prelucrarea fiecărei
piese în parte. Din considerente de productivitate şi eficienţă economică piesele se
prelucrează după ce scula a fost reglată la o anumită poziţie faţă de dispozitiv.
Piesele se fabrică prin prelcurarea în pachet sau individual în dispozitive de fixare
desprindere rapidă.
În acest caz, fluctuaţiile toleranţei A vor influenţa diferit pentru fiecare
piesă realizarea cotei B B . Vom spune în acest caz că apare o eroare de
bazare care este egală cu câmpul de toleranţă A , deci:
r b A 2.2
Cazul 2. Baza de cotare este diferită de baza de măsurare, dar identică cu
baza de aşezare
Se execută cota A A , după care se trece la frezarea canalului cu
adâncimea dată de cota C C . Din cauza toleranţei A a cotei A , baza de
măsurare Bm va avea o fluctuaţie de poziţie cuprinsă între limitele extreme A
şi A . Această fluctuaţie poate să influenţeze eroarea de bazare în funcţie
volumul producţiei. Astfel, în funcţie de volumul producţiei pentru acest caz avem
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 13/109
13
două subcazuri: reperul se execută în regim de serie mică sau reperul se execută în
serie mare.
a. Producţie în regim de serie mică şi unicate
În acest caz frezarea cotei C C se face prin încercări, folosindu-se
instrumente universale de măsură (şubler sau micrometru de adâncime). Pentru
fiecare piesă prelucrată baza de măsurare suferă o fluctuaţie a toleranţei A
care va introduce o eroare de bazare în timpul prelucrării. Vom spune că eroarea de
bazare este egală cu câmpul de toleranţă A , deci:
r b A 2.3
b. Producţie în regim de serie mare şi masă
În acest caz scula este reglată pentru prelucrarea pieselor la cota C C
faţă de baza de aşezare Ba şi baza de cotare Bc, suprafaţa prelucrată fiind teoretic
la aceaşi cotă C, şi nu este influenţată de variaţia cotei A A .
Vom spune că eroarea de bazare este nulă adică:
0r b 2.4
Concluzii:
Din cele patru subcazuri prezentate anterior se observă că apariţia erorii de
bazare se datorează modului de cotare care duce în anumite cazuri la necoincidenţa
bazei de cotare cu baza de măsurare, ceea ce cauzează apariţia erorilor de bazare.
Se poate observa că este necesar ca baza de cotare să coincidă cu baza de
măsurare pentru a se evita apariţia erorilor de bazare.
Ca regulă de bază se recomandă ca pentru serie mică şi medie baza de cotare
să coincidă cu baza de măsurare, iar pentru serie mare şi masă baza de cotare, baza
de măsurare şi baza de aşezare să coincidă, astfel poate fi evitată apariţia erori de
bazare.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 14/109
14
Schimbarea bazei de cotare
În cazul în care regula de bază prezentată mai sus nu este respectată va trebui
ca inginerul tehnolog să schimbe baza de cotare. Acest lucru se face prin rezolvarea
lanţului de dimensiuni după următoarea regulă: La trecerea de la cotarea
funcţională la cotarea tehnologică elementul de pornire în scrierea lanţului de
dimensiuni începe cu cota funcţională care trebuie obţinută în urma prelucrării.
Exemplu de schimbare a bazei de cotare.
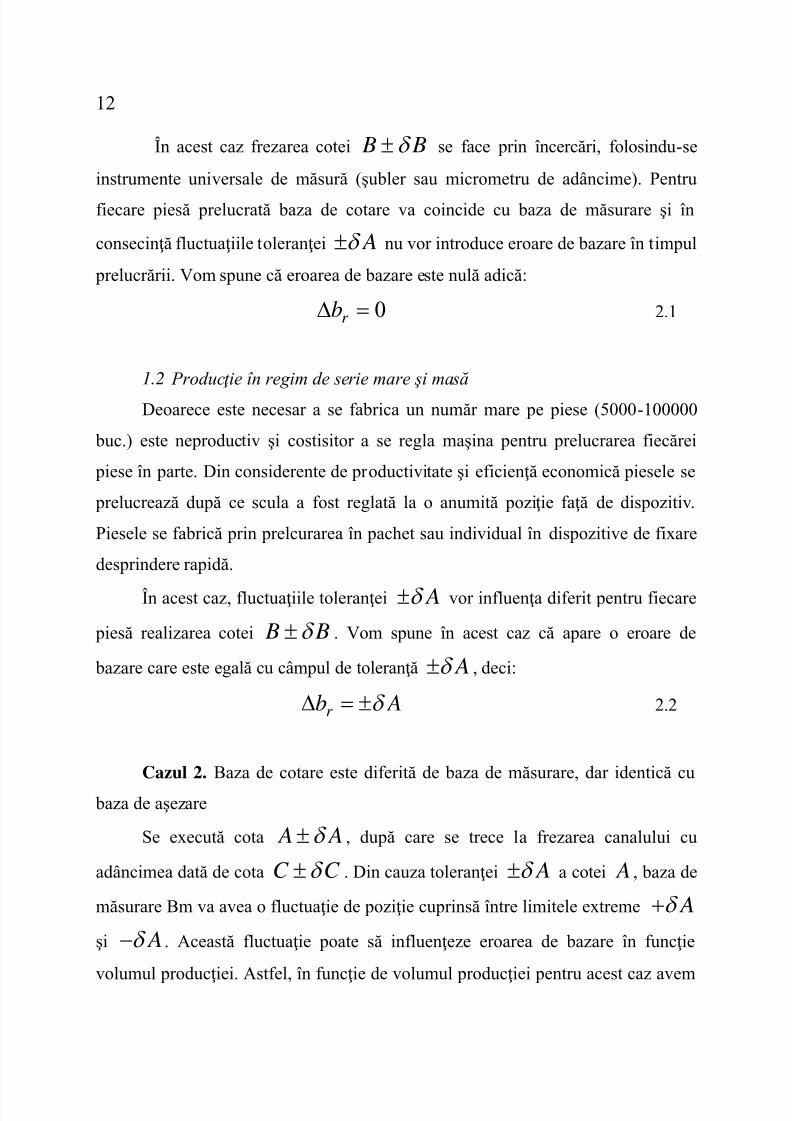
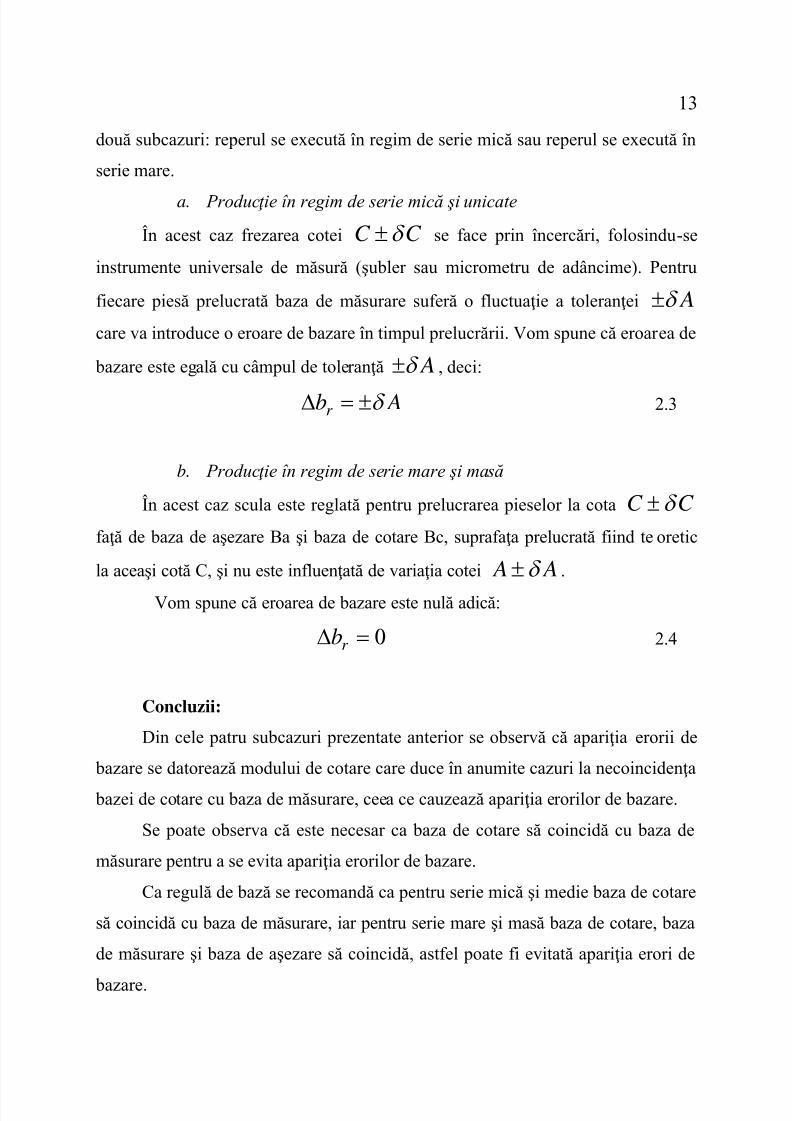
Se cere să se prelucreze reperul prezentat în figura 2.
Fig. 2
Reperul se prelucrează astfel:
- Se debitează semifabricatul;
- Se frezează conturul piesei la dimensiunile stabilite în desenul de execuţie; - Se centruieste şi se execută cele două găuri 8 mm;
- Se frezează canalul de 10 mm pe adâncimea indicată.
Modul de cotare din figura 2 asigură evitarea erorii de bazare în cazul unei
producţii de serie mică şi unicate. În cazul unei producţii de serie mare şi masă este
necesar a se schimba baza de cotare şi reglarea sculei după cota W.

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 15/109
15
0.1 00 0.05
0.050.1
10 38
10 380.1 0 28
0 0.05
asai
asai
W
W ai W
as
2.5
Calculul erorii de bazare admisibile
Principalele erori ale sistemului tehnologic care apar în cazul prelucrării unei piese sunt:
- Erorile maşinii unelte;
- Erorile dispozitivului;
Ţinând seama de caracterul lor , însumarea acestor erori se face prin formula
2.6 .[OLT 93]
2 2 2 2
[ ] I bd k I k b mm 2.6
Unde:
eroarea totală;
I eroarea maşinii unelte;
b eroarea de bazare;
d eroarea dispozitivului;
k I coeficientul ce caracterizează dispersia erorilor maşinii unelte;
k b coeficientul ce caracterizează dispersia erorilor de bazare.
Condiţia ca piesa să rezulte în limitele de toleranţă prescrise este dată de
relaţia 2.7.
2.7
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 16/109
16
Egalând cele două relaţii şi considerând valoarea coeficienţilor de corecţie
egali ( k b = k I =1) întrucât au valori apropiate în cazul loturilor mari de piese
va rezulta pe baza formulei 2.8 că valoarea erorii admisibile de bazare este:
2 2( ) [ ]ab d I mm 2.8
Aceasta este valoarea limită a erorii de bazare pentru care piesa se va mai
putea prelucra în cadrul câmpului de toleranţă prescris pentru cotă. Deci va trebui
ca relaţia 2.9 să fie satisfăcută:
a r b b 2.9
Eroarea de bazare reală, r b este egală cu mărimea toleranţei cotei ce
leagă baza de măsurare de baza de cotare.
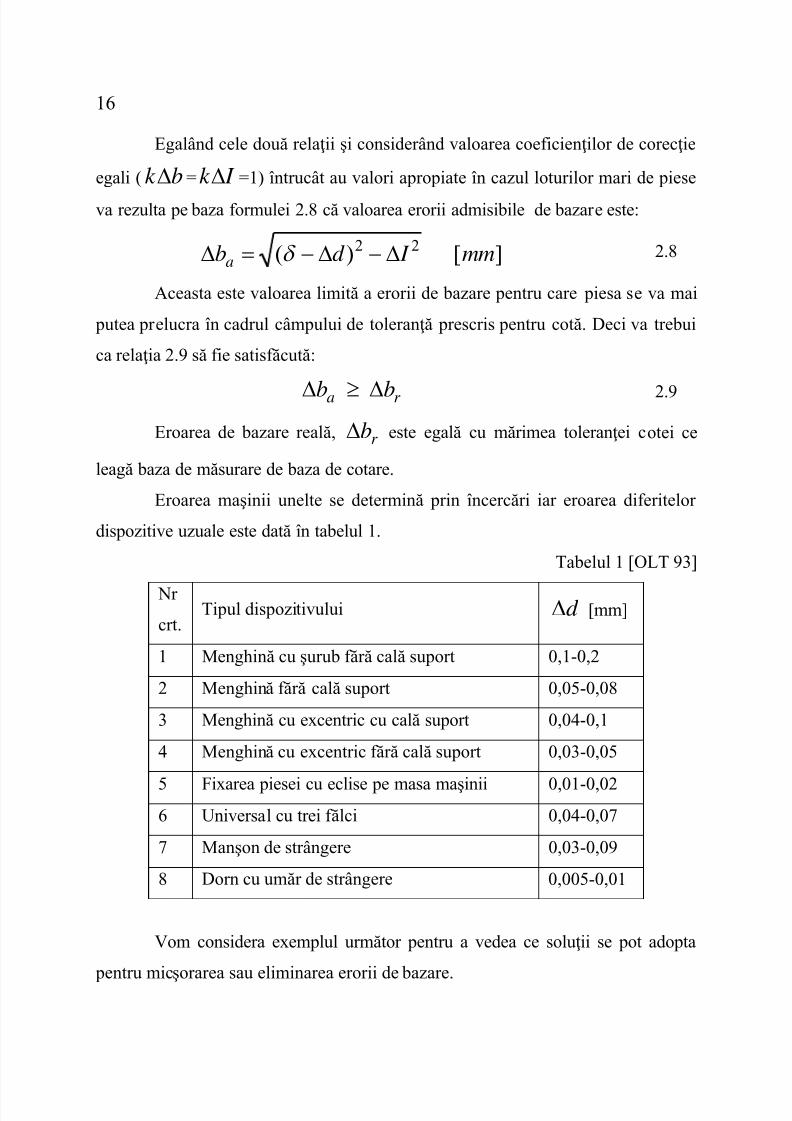
Eroarea maşinii unelte se determină prin încercări iar eroarea diferitelor
dispozitive uzuale este dată în tabelul 1.
Tabelul 1 [OLT 93]
Nr
crt.Tipul dispozitivului d [mm]
1 Menghină cu şurub fără cală suport 0,1-0,2
2 Menghină fără cală suport 0,05-0,08
3 Menghină cu excentric cu cală suport 0,04-0,1
4 Menghină cu excentric fără cală suport 0,03-0,05
5 Fixarea piesei cu eclise pe masa maşinii 0,01-0,026 Universal cu trei f ălci 0,04-0,07
7 Manşon de strângere 0,03-0,09
8 Dorn cu umăr de strângere 0,005-0,01
Vom considera exemplul următor pentru a vedea ce soluţii se pot adopta
pentru micşorarea sau eliminarea erorii de bazare.

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 17/109
17
Se va prelucra prin frezare cu freză cilindro-frontală canalul de 10 mm de
la piesa din figura 2. Avem0
0.0538 A A ,0.050.128C C
,
d =0,02[mm], I =0,11 [mm].
Eroarea de bazare admisibilă are valoarea:
2 2( ) 0.06 [ ]ab C d I mm 2.10
Eroarea de bazare reală are valoarea:
0.05 [ ]r b A mm 2.11
În acest caz relaţia 2.9 este respectată, ceea ce înseamnă că eroarea de
bazare nu influenţează precizia de prelucrare.
În cazul în care relaţia 2.9 nu este satisfăcută există trei posibilităţi ce pot
duce la rezolvarea problemei.
Soluţia 1
Se va majora toleranţa cotei care se prelucrează până la o valoare pentru
care se îndeplineşte relaţia 2.9. Această schimbare se poate face doar cu acordul
inginerului proiectant.
Soluţia 2.
Micşorea toleranţei cotei ce leagă baza de cotare de baza de măsurare, deci
a cotei care dă eroarea de bazare, până la o valoare ce satisface relaţia 2.9.
Această soluţie se poate aplica fără acordul proiectantului deoarece duce la
mărirea preciziei de prelucrare, dar prezintă dezavantajul că implică un cost de prelucrare suplimentar.
Soluţia 3
Se caută o metodă de aşezare pentru care r b =0, prin reproiectarea
dispozitivului în aşa fel încât să se schimbe baza de aşezare.
3. Desfăşurarea lucrării
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 18/109
18
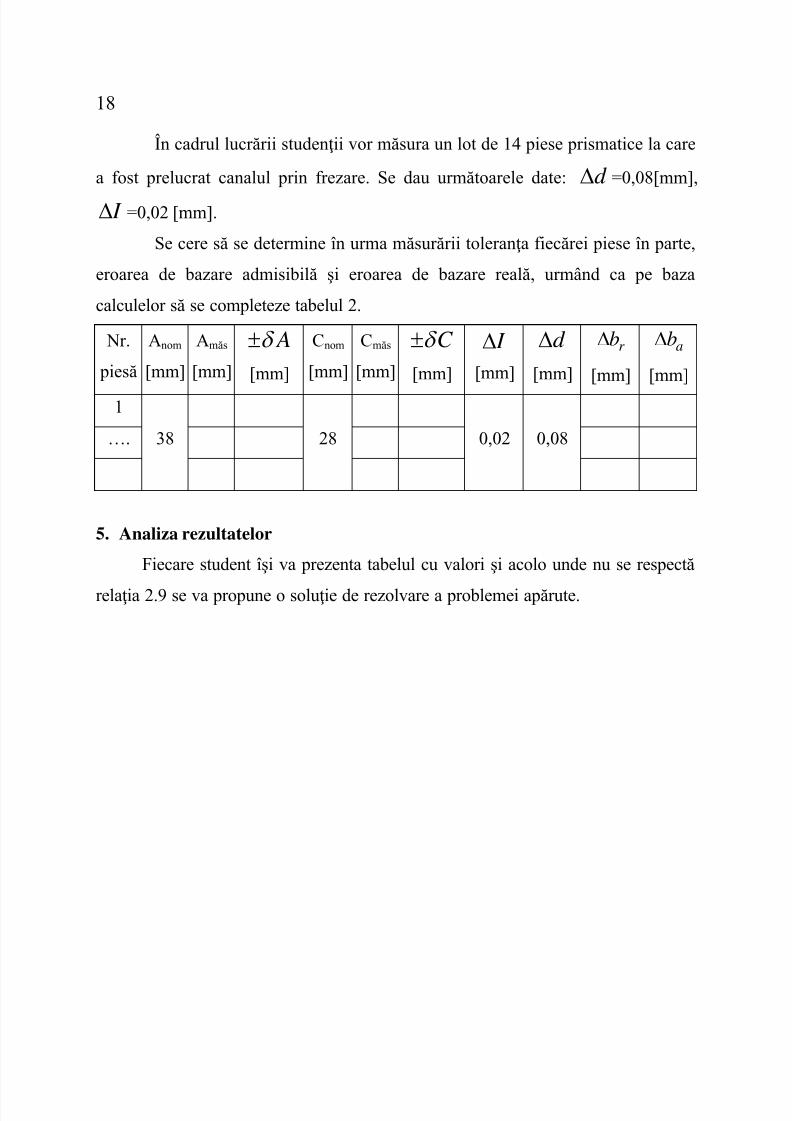
În cadrul lucrării studenţii vor măsura un lot de 14 piese prismatice la care
a fost prelucrat canalul prin frezare. Se dau următoarele date: d =0,08[mm],
I =0,02 [mm].
Se cere să se determine în urma măsurării toleranţa fiecărei piese în parte,
eroarea de bazare admisibilă şi eroarea de bazare reală, urmând ca pe baza
calculelor să se completeze tabelul 2.
Nr.
piesă
Anom
[mm]
Amăs
[mm]
A
[mm]
Cnom
[mm]
Cmăs
[mm]
C
[mm]
I
[mm]
d
[mm]
r b
[mm]
ab
[mm]
1
38 28 0,02 0,08….
5. Analiza rezultatelor
Fiecare student îşi va prezenta tabelul cu valori şi acolo unde nu se respectă
relaţia 2.9 se va propune o soluţie de rezolvare a problemei apărute.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 19/109
19
LUCRAREA 3
DETERMINAREA ERORILOR DE BAZARE ÎN CAZULPRELUCRĂRII PIESELOR PRISMATICE AŞEZATE ÎN
DISPOZITIVE DUPĂ DOUĂ SUPRAFEŢEPERPENDICULARE
5. Scopul lucrării
Lucrarea are ca scop studierea modului de apariţie a erorilor de orientare în
dispozitive cauzate de abaterile unghiulare ale suprafeţelor de bazare ale piesei, în
cazul aşezării lor în dispozitive după două suprafeţe plane perpendiculare.
În această lucrare se urmăreşte modul în care apare eroarea de bazare, care
sunt cauzele erorii care apare, calculul erorii de bazare şi modalităţile de evitare sau
compensare a acesteia.
6. Consideraţii teoretice
Procesul de fabricare a unei piese este influenţat în timpul prelucrării de o
serie de factori care pot duce la execuţia neconformă a acesteia. Din punct de
vedere al cauzelor datorate dispozitivelor utilizate, aceşti factori sunt:
- Existenţa jocurilor funcţionale între anumite elemente specifice ale
dispozitivului;
- Erorile de orientare cauzate de necoincidenţa bazei de cotare şi a bazei de
orientare;
- Abaterile de poziţie dintre suprafeţele semifabricatului;
În cazul pieselor prismatice care urmează a fi prelucrate, în unele cazuri apar
la anumite cote abateri de la dimensiunea nominală cerută pe desenul de execuţie
datorită abaterilor unghiulare ale suprafeţelor de bază ale piesei.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 20/109
20
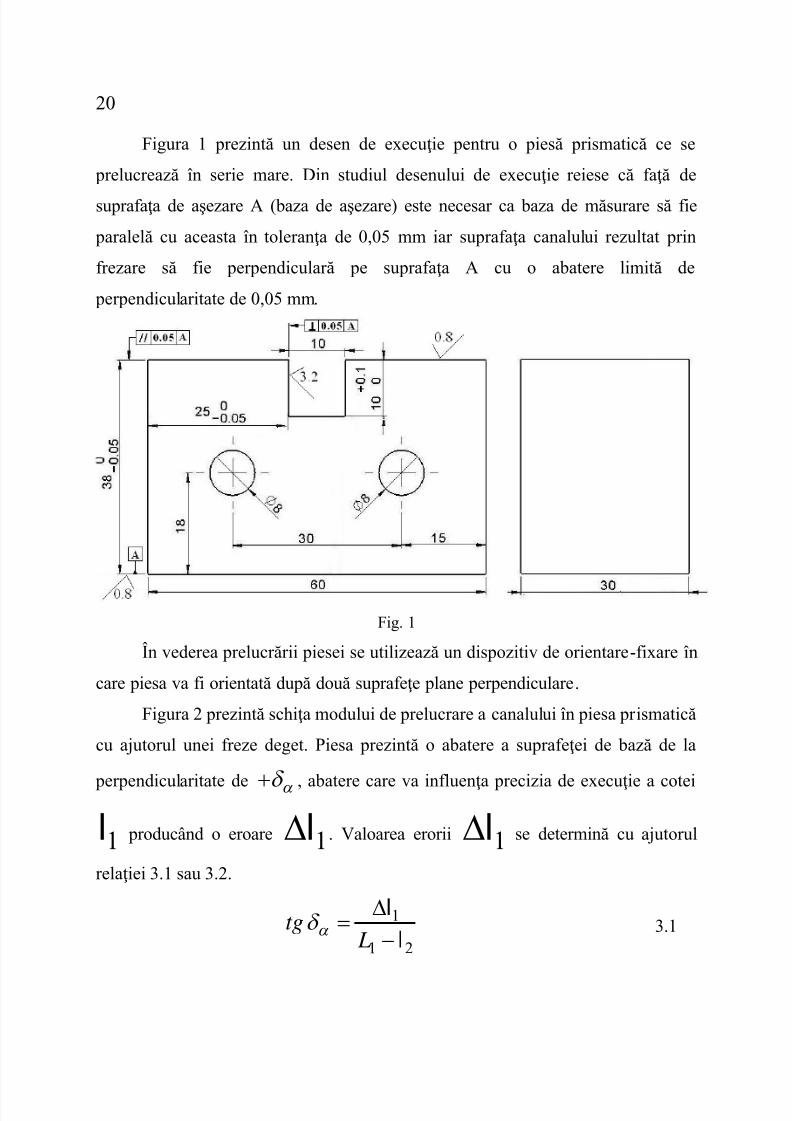
Figura 1 prezintă un desen de execuţie pentru o piesă prismatică ce se
prelucrează în serie mare. Din studiul desenului de execuţie reiese că faţă de
suprafaţa de aşezare A (baza de aşezare) este necesar ca baza de măsurare să fie
paralelă cu aceasta în toleranţa de 0,05 mm iar suprafaţa canalului rezultat prin
f rezare să fie perpendiculară pe suprafaţa A cu o abatere limită de
perpendicularitate de 0,05 mm.
Fig. 1
În vederea prelucrării piesei se utilizează un dispozitiv de orientare-fixare în
care piesa va fi orientată după două suprafeţe plane perpendiculare.
Figura 2 prezintă schiţa modului de prelucrare a canalului în piesa prismatică
cu ajutorul unei freze deget. Piesa prezintă o abatere a suprafeţei de bază de la
perpendicularitate de , abatere care va influenţa precizia de execuţie a cotei
1l producând o eroare 1l . Valoarea erorii 1l se determină cu ajutorul
relaţiei 3.1 sau 3.2.
1
1 2
tg L
l
l 3.1
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 21/109
21
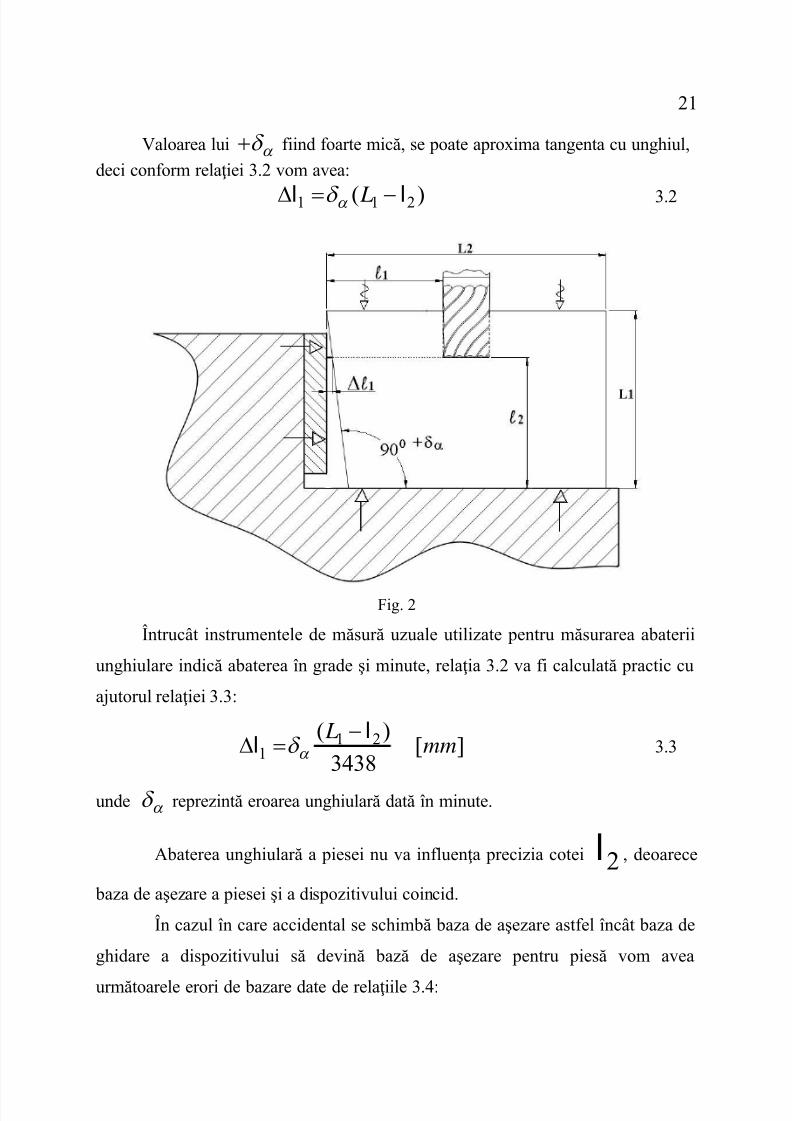
Valoarea lui f iind foarte mică, se poate aproxima tangenta cu unghiul,
deci conform relaţiei 3.2 vom avea:
1 1 2( ) L l l 3.2
Fig. 2
Întrucât instrumentele de măsură uzuale utilizate pentru măsurarea abaterii
unghiulare indică abaterea în grade şi minute, relaţia 3.2 va fi calculată practic cu
ajutorul relaţiei 3.3:
1 21
( )[ ]
3438
Lmm
ll 3.3
unde reprezintă eroarea unghiulară dată în minute.
Abaterea unghiulară a piesei nu va influenţa precizia cotei 2l , deoarece
baza de aşezare a piesei şi a dispozitivului coincid.
În cazul în care accidental se schimbă baza de aşezare astfel încât baza de
ghidare a dispozitivului să devină bază de aşezare pentru piesă vom avea
următoarele erori de bazare date de relaţiile 3.4:
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 22/109
22
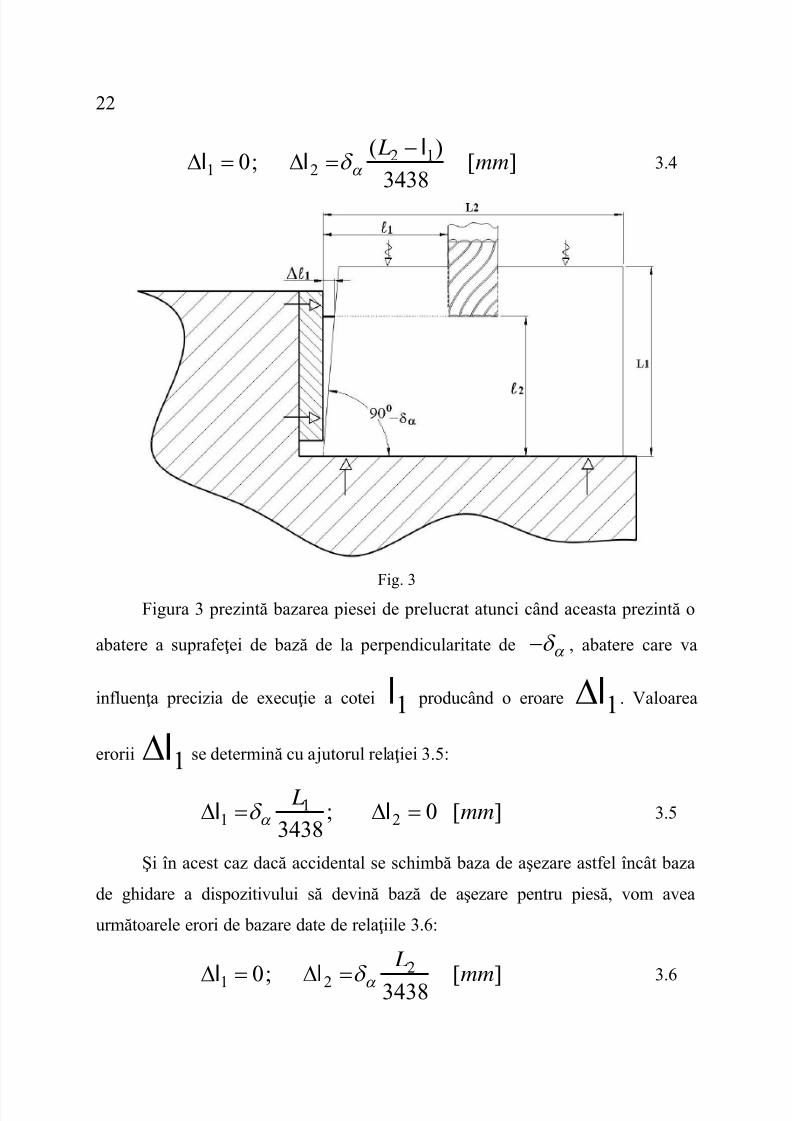
2 11 2
( )0; [ ]
3438
Lmm
ll l 3.4
Fig. 3
Figura 3 prezintă bazarea piesei de prelucrat atunci când aceasta prezintă o
abatere a suprafeţei de bază de la perpendicularitate de , abatere care va
influenţa precizia de execuţie a cotei 1l producând o eroare 1l . Valoarea
erorii 1l se determină cu ajutorul relaţiei 3.5:
11 2; 0 [ ]
3438
Lmm l l 3.5
Şi în acest caz dacă accidental se schimbă baza de aşezare astfel încât baza
de ghidare a dispozitivului să devină bază de aşezare pentru piesă, vom avea
următoarele erori de bazare date de relaţiile 3.6:
2
1 20; [ ]3438
L
mm l l
3.6

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 23/109
23
Pentru a se respecta toleranţa înscrisă pe desenul de execuţie se cere să fie
respectată relaţia 3.7, adică:
2 21 1; ( ) [ ]a a d b b I mm l l 3.7
3. Desfăşurarea lucrării
În cadrul lucrării studenţii vor măsura un lot de 14 piese prismatice la care
a fost prelucrat canalul prin frezare. Se dau următoarele date:
d =0,02[mm], eroarea dispozitivului;
I =0,09 [mm], eroarea maşinii-unelte;
1 l =0,2 [mm], eroarea cotei de prelucrat
Se determină prin măsurare cu şublerul, cotele1 2 1 2, , , L L l l [mm],
iar cu ajutorul raportorului optic se determină abaterea pozitivă sau negativă
[min.] de la perpendicularitatea celor două baze.
Eroarea reală ce apare la prelucrare, se calculează cu relaţiile 3.3 respectiv
3.5 în funcţie de caz, iar eroarea de bazare admisibilă se determină cu ajutorul
relaţiei 3.7.
Se cere să se determine, în urma măsurării, toleranţa fiecărei piese în parte,
eroarea de bazare admisibilă şi eroarea de bazare reală, urmând ca pe baza
calculelor să se completeze tabelul 2.
Nr.
piesă
L1
[mm]
L2
[mm]
1l
[mm]
2l
[mm]
[mim]
[min]
1 l
[mm]
I
[mm]d
[mm]
1l
[mm]
ab
[mm]
1
0,2 0,09 0,02….
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 24/109
24
6. Analiza rezultatelor
Fiecare student îşi va prezenta tabelul cu valori şi acolo unde nu se respectă
relaţia 3.7 se va propune una din soluţiile:
1. Micşorarea abaterii unghiulare până la o valoare care să satisfacă
relaţia 3.8:
1 ab l 3.8
2. Mărirea toleranţei cotei de prelucrat 1 l până la o valoare care să satisfacă
relaţia 3.8. 3. Schimbarea condiţiilor de lucru ( I , d )
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 25/109
25
LUCRAREA 4
DETERMINAREA ERORILOR DE BAZARE ÎN CAZULPRELUCRĂRII PIESELOR AŞEZATE PE DORNURI
7. Scopul lucrării
Lucrarea are ca scop studierea modului de apariţie a erorilor de bazare în
dispozitive, atunci când piesa de prelucrat este aşezată pe dornuri. Eroarea de
bazare în acest caz se datorează jocului minim existent între piesă şi dorn şi câmpul
de toleranţă admis pentru dorn şi alezajul interior al piesei.
În această lucrare se urmăreşte modul în care apare eroarea de bazare, care
sunt cauzele erorii care apare, calculul erorii de bazare şi modalităţile de evitare sau
compensare a acesteia.
8. Consideraţii teoretice
Dornurile sunt reazeme principale folosite pentru orientarea semifabricatelor
pe suprafeţe cilindrice, interioare prelucrate în prealabil.[STĂ 79]
Dornurile sunt elemente de dispozitiv confecţionate de obicei din aliaje
tratate termic pentru a rezista la uzura cauzată de montarea-demontarea piesei de
prelucrat. Dornurile sunt prelucrate în clasa de precizie IT7, cu o rugozitate de
Ra=0,8µm.
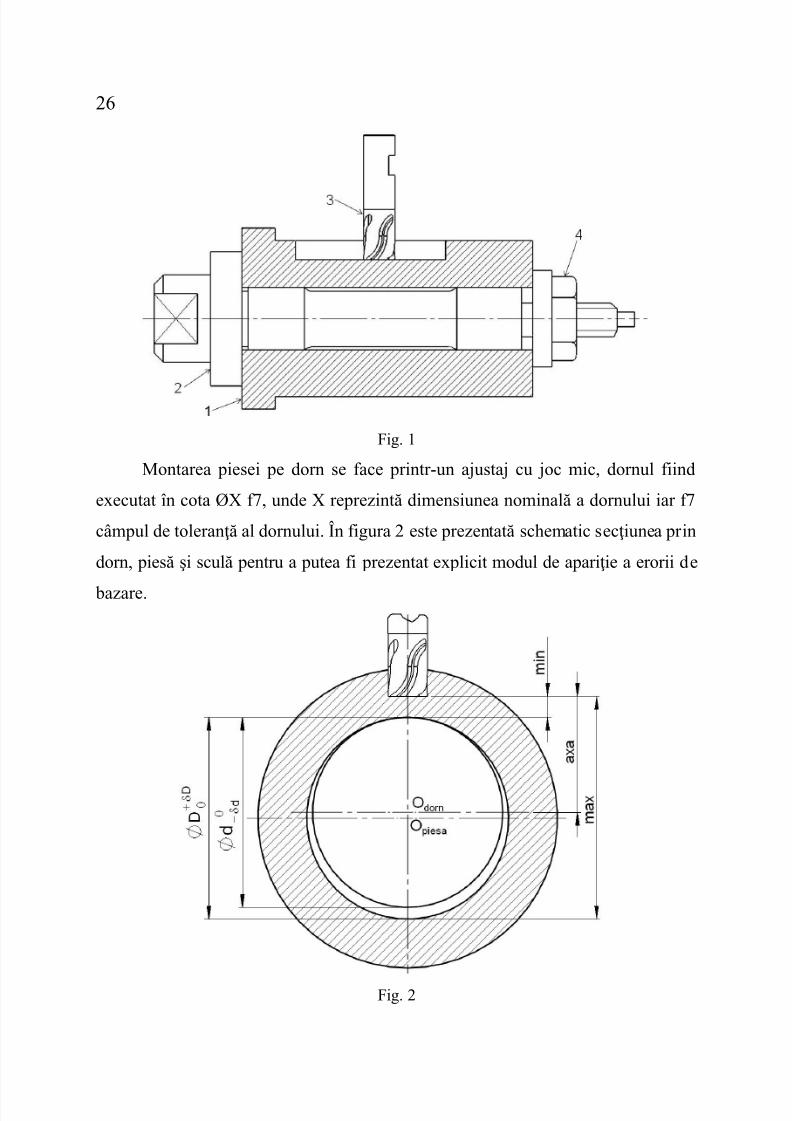
În figura 1 este prezentat schematic modul de orientare-fixare a piesei 1 pe
dornul 2 în vederea prelucrării canalului de pe piesă cu ajutorul frezei cilindro-
frontale 3. Fixarea piesei se face cu ajutorul piuliţei 4 care se înşurubează pe
porţiunea filetată a dornului.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 26/109
26
Fig. 1
Montarea piesei pe dorn se face printr-un ajustaj cu joc mic, dornul fiind
executat în cota ØX f7, unde X reprezintă dimensiunea nominală a dornului iar f7
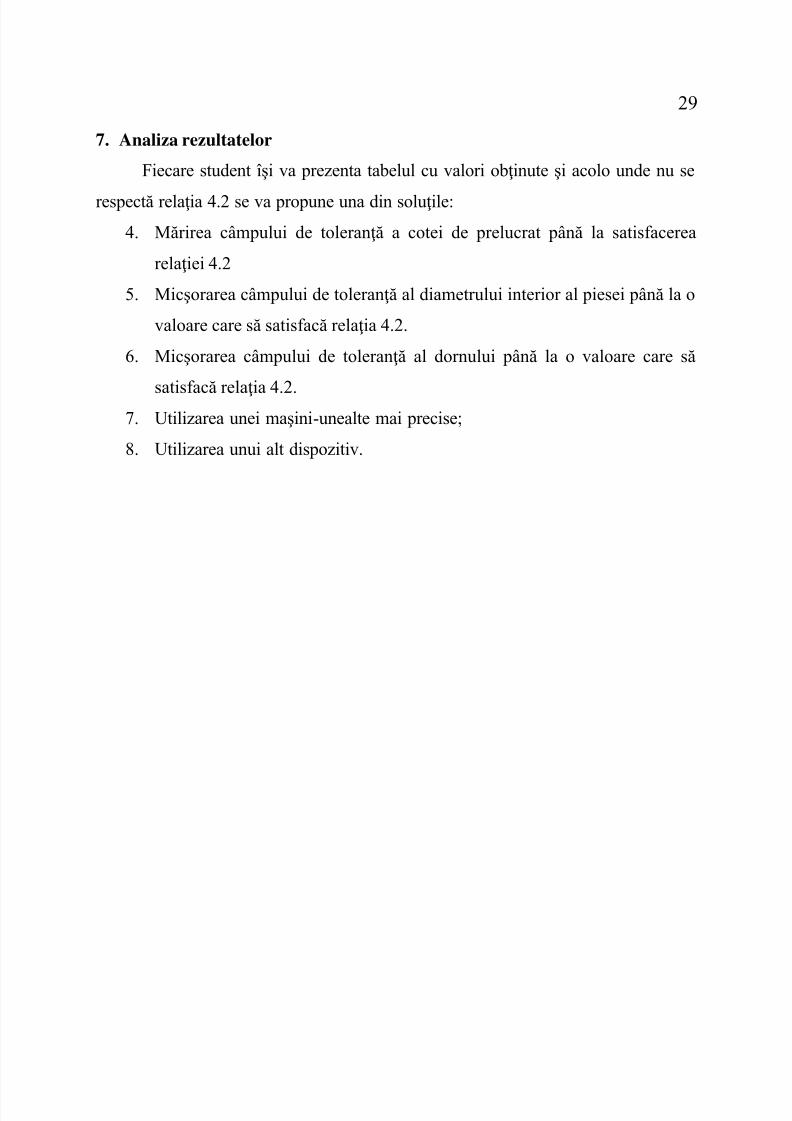
câmpul de toleranţă al dornului. În figura 2 este prezentată schematic secţiunea prin
dorn, piesă şi sculă pentru a putea fi prezentat explicit modul de apariţie a erorii de
bazare.
Fig. 2

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 27/109
27
Din figura 2 se observă că datorită jocului minim admis, necesar între dorn şi
piesă, apare o aşezare excentrică a piesei în dispozitiv. Cotarea fundului de canal
prelucrat cu freza cilindro-frontală poate fi făcută în raport cu bazele dispozitivului
în trei moduri:
- De la centrul dornului, (axa);
- De la generatoarea superioară, (min);
- De la generatoarea inferioară, (max);
Datorită jocului minim admis existent între dorn şi piesă, a câmpului de
toleranţă admis pentru piesă şi dorn, apare o eroare de bazare care în funcţie demodul de cotare va putea fi calculat cu relaţiile 4.1.
0min max
max 0min
[ ]
[ ]2 2 2 2 2
b b
bb
baxa
D d mm
D d mm
4.1
Unde:
minb eroarea de bazare reală când cotarea se face de la generatoarea superioară a
dornului;
maxb eroarea de bazare reală când cotarea se face de la generatoarea inferioară a
dornului;
baxa eroarea de bazare reală când cotarea se face de la axa de simetrie a
dornului;
0 jocul minim admis între dorn şi suprafaţa interioară a piesei prelucrate;
D valoarea câmpului de toleranţă a diametrului interior al piesei de prelucrat;
d valoarea câmpului de toleranţă a dornului;
Erorile de bazare reale trebuie să satisfacă relaţia 4.2 pentru ca execuţia
piesei să nu fie influenţată negativ de erorile de bazare care pot apărea.

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 28/109
28
min max, ,b b b baxa a
4.2
Unde ba reprezintă eroarea de bazare admisă.
Eroarea de bazare admisibilă se calculează cu relaţia 4.3 prezentată mai
jos.
2 2
min max, ,b axaad I 4.3
Unde:
min abaterea admisă pentru cota „min”;
max abaterea admisă pentru cota „max”;
axa abaterea admisă pentru cota „axa”;
d valoarea câmpului de toleranţă a dornului;
I eroarea maşinii unelte;
Jocul care există între dorn şi piesă se va elimina întotdeauna în direcţia coteide prelucrat, dornul recomandându-se să fie în poziţie orizontală.
3. Desfăşurarea lucrării
În cadrul lucrării studenţii vor măsura diametrul interior măs D al unui lot
de 9 piese cilindrice la care a fost prelucrat canalul prin frezare. Pe baza
măsurătorilor şi a calculelor aferente, studenţii vor completa tabelul de mai jos:
Nr piesă
nom D măs D d I 0 min max axa minb
maxb baxa ba
[mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm]
1 0,05 0,09 0,02 0,2 0,2 0,1
…….
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 29/109
29
7. Analiza rezultatelor
Fiecare student îşi va prezenta tabelul cu valori obţinute şi acolo unde nu se
respectă relaţia 4.2 se va propune una din soluţile:
4. Mărirea câmpului de toleranţă a cotei de prelucrat până la satisfacerea
relaţiei 4.2
5. Micşorarea câmpului de toleranţă al diametrului interior al piesei până la o
valoare care să satisfacă relaţia 4.2.
6. Micşorarea câmpului de toleranţă al dornului până la o valoare care să
satisfacă relaţia 4.2. 7. Utilizarea unei maşini-unealte mai precise;
8. Utilizarea unui alt dispozitiv.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 30/109
30
LUCRAREA 5
DETERMINAREA ERORILOR DE BAZARE ÎN CAZULPRELUCRĂRII PIESELOR AŞEZATE PE DOUĂ BOLŢURI
9. Scopul lucrării
Lucrarea are ca scop studierea modului de apariţie a erorilor de bazare în
dispozitive, atunci când piesa de prelucrat este aşezată pe două bolţuri. Eroarea de
bazare în acest caz se datorează jocului minim existent între piesă şi bolţuri, şi
datorită câmpului de toleranţă admis pentru bolţuri şi alezajele piesei după care se
face bazarea.
În această lucrare se urmăreşte modul în care apare eroarea de bazare, care
sunt cauzele erorii ce apare, calculul erorii de bazare şi modalităţile de evitare sau
compensare a acesteia.
10. Consideraţii teoretice
Bolţurile sunt reazeme principale de dimensiuni relativ mici (lungime
respectiv diametru) folosite pentru orientarea semifabricatelor pe suprafeţe
cilindrice, interioare prelucrate în prealabil.[STĂ 79]
Bolţurile sunt elemente de dispozitiv confecţionate de obicei din aliajetratate termic pentru a rezista la uzura cauzată de montarea-demontarea piesei de
prelucrat. Bolţurile sunt prelucrate în clasa de precizie IT7-IT6, cu o rugozitate de
Ra=0,8µm.
Sunt frecvente piesele care pentru a putea fi executate este necesar a fi
bazate şi fixate în două sau mai multe prinderi. Modul de bazare este influenţat de
modul în care piesa este cotată, adică de modul în care diversele suprafeţe de
prelucrat a piesei sunt legate prin abateri dimensionale, de formă şi poziţie.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 31/109
31
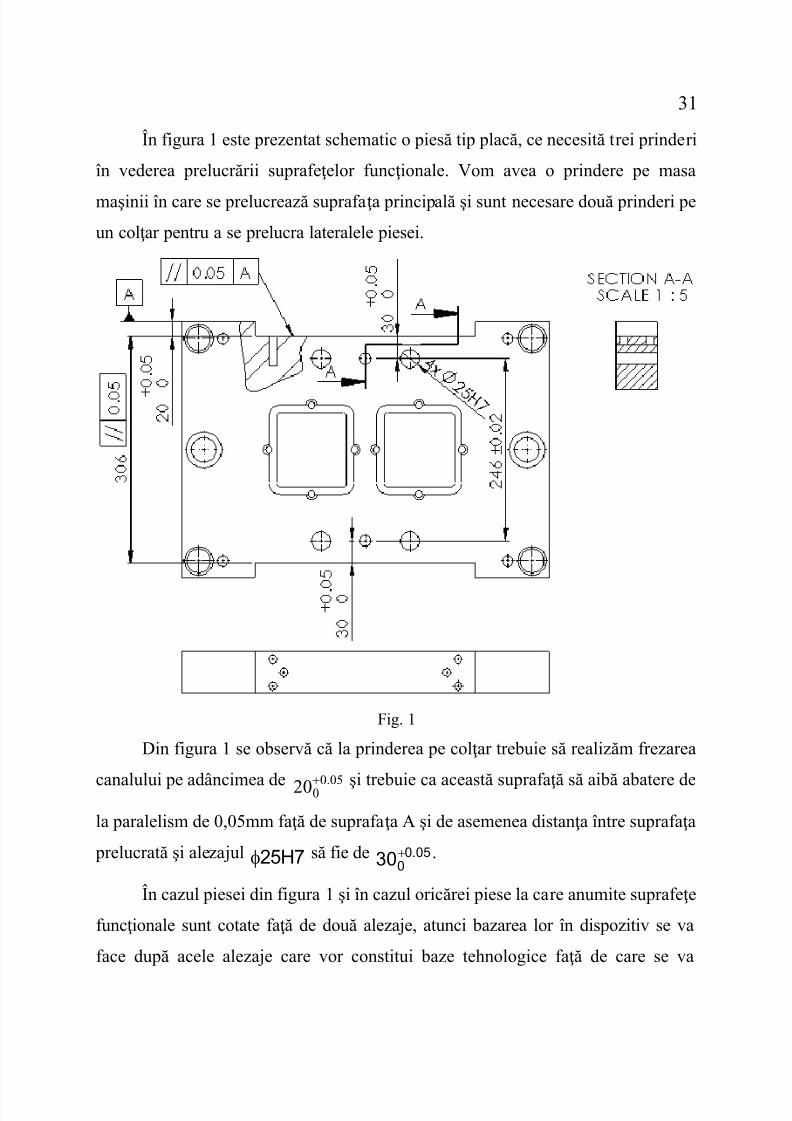
În figura 1 este prezentat schematic o piesă tip placă, ce necesită trei prinderi
în vederea prelucrării suprafeţelor funcţionale. Vom avea o prindere pe masa
maşinii în care se prelucrează suprafaţa principală şi sunt necesare două prinderi pe
un colţar pentru a se prelucra lateralele piesei.
Fig. 1
Din figura 1 se observă că la prinderea pe colţar trebuie să realizăm frezarea
canalului pe adâncimea de 0.05020 şi trebuie ca această suprafaţă să aibă abatere de
la paralelism de 0,05mm faţă de suprafaţa A şi de asemenea distanţa între suprafaţa
prelucrată şi aleza jul 25H7 să fie de 0.05030 .
În cazul piesei din figura 1 şi în cazul oricărei piese la care anumite suprafeţe
funcţionale sunt cotate faţă de două alezaje, atunci bazarea lor în dispozitiv se va
face după acele alezaje care vor constitui baze tehnologice faţă de care se va
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 32/109
32
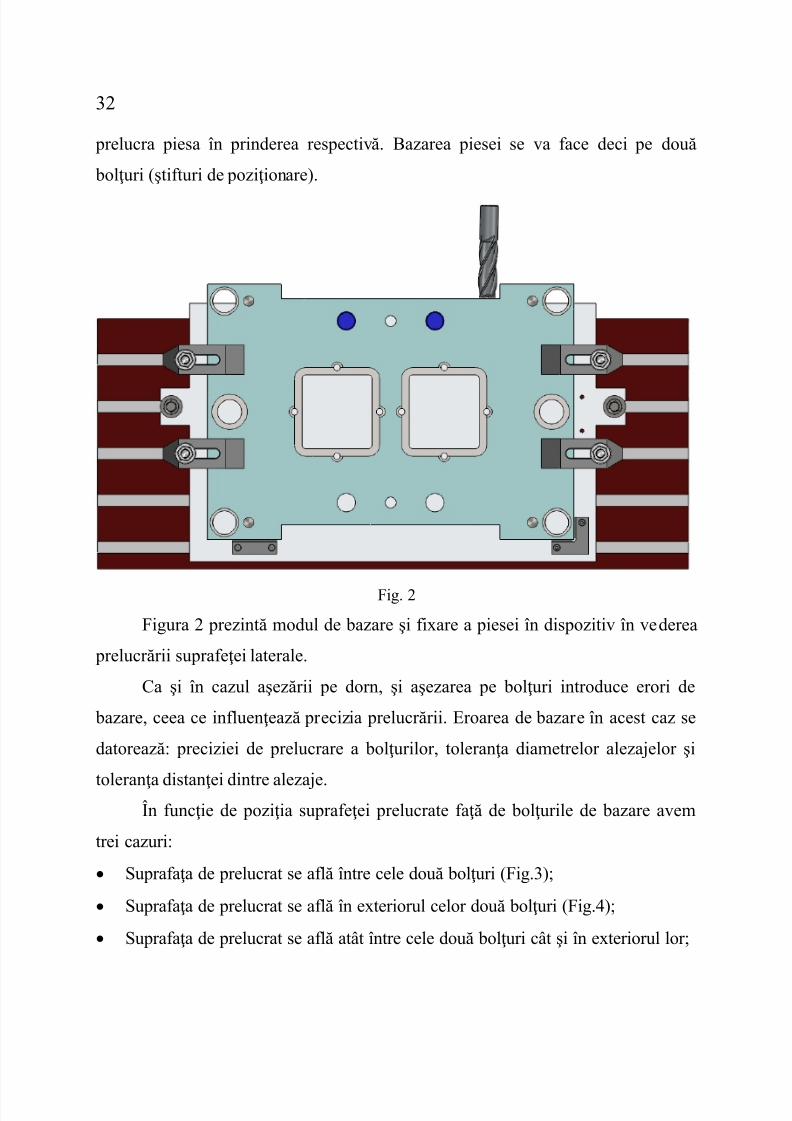
prelucra piesa în prinderea respectivă. Bazarea piesei se va face deci pe două
bolţuri (ştifturi de poziţionare).
Fig. 2
Figura 2 prezintă modul de bazare şi fixare a piesei în dispozitiv în vederea
prelucrării suprafeţei laterale.
Ca şi în cazul aşezării pe dorn, şi aşezarea pe bolţuri introduce erori de
bazare, ceea ce influenţează precizia prelucrării. Eroarea de bazare în acest caz se
datorează: preciziei de prelucrare a bolţurilor, toleranţa diametrelor alezajelor şi
toleranţa distanţei dintre alezaje.În funcţie de poziţia suprafeţei prelucrate faţă de bolţurile de bazare avem
trei cazuri:
Suprafaţa de prelucrat se află între cele două bolţuri (Fig.3);
Suprafaţa de prelucrat se află în exteriorul celor două bolţuri (Fig.4);
Suprafaţa de prelucrat se află atât între cele două bolţuri cât şi în exteriorul lor;
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 33/109
33
Fig. 3
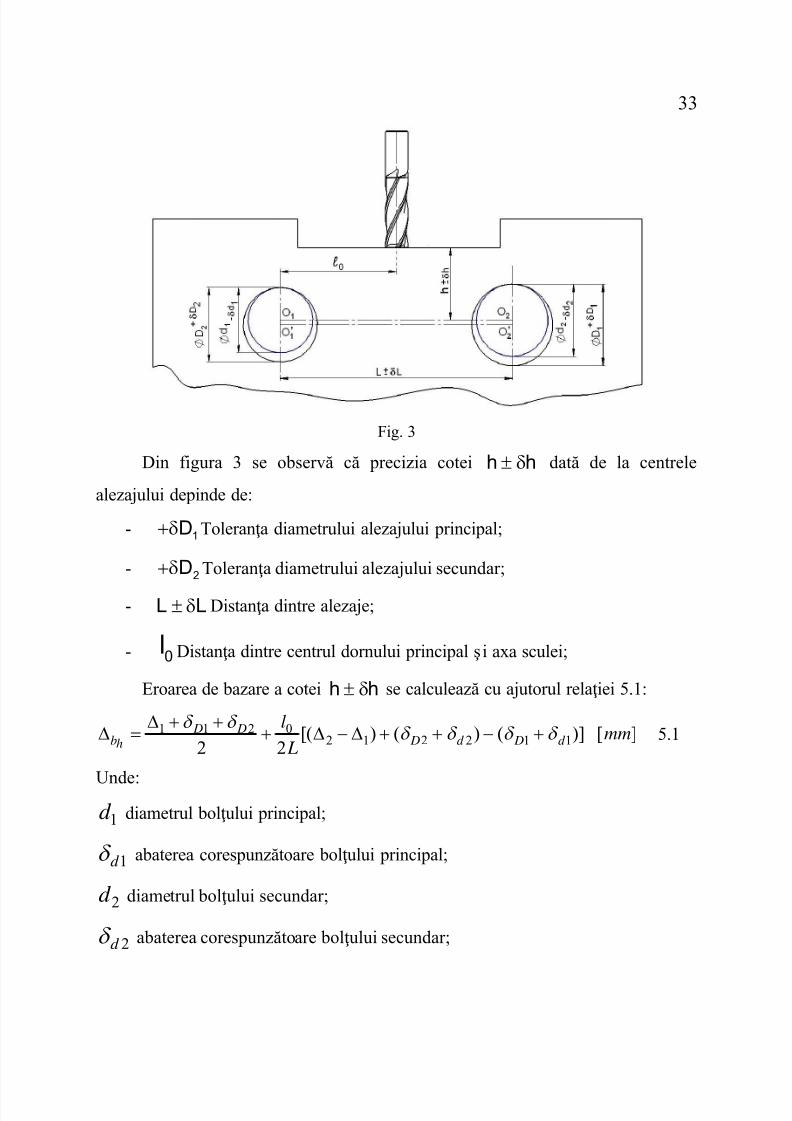
Din figura 3 se observă că precizia cotei h h dată de la centrele
alezajului depinde de:
- 1
D Toleranţa diametrului alezajului principal;
- 2
D Toleranţa diametrului alezajului secundar;
- L LDistanţa dintre alezaje;
- 0l Distanţa dintre centrul dornului principal şi axa sculei;
Eroarea de bazare a cotei h h se calculează cu ajutorul relaţiei 5.1:
1 1 2 02 1 2 2 1 1[( ) ( ) ( )] [ ]
2 2 D D
b D d D d h
lmm
L
5.1
Unde:1d diametrul bolţului principal;
1d abaterea corespunzătoare bolţului principal;
2d diametrul bolţului secundar;
2d abaterea corespunzătoare bolţului secundar;
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 34/109
34
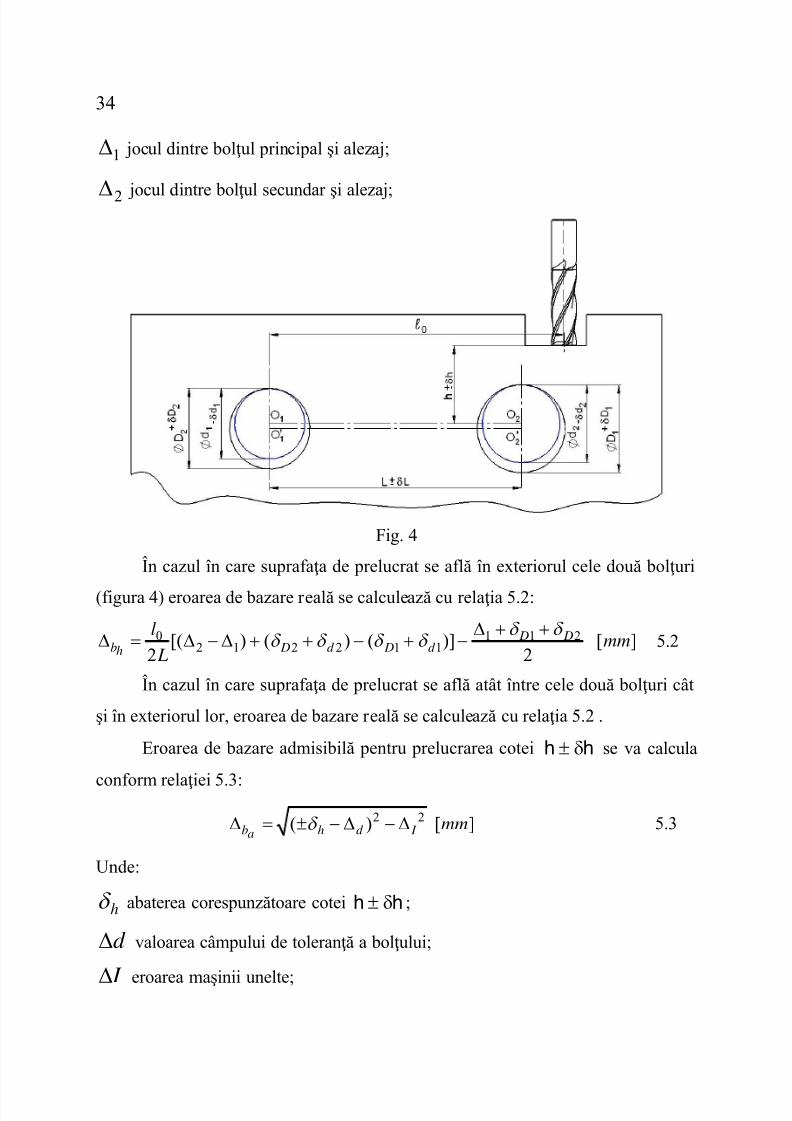
1 jocul dintre bolţul principal şi alezaj;
2 jocul dintre bolţul secundar şi alezaj;
Fig. 4
În cazul în care suprafaţa de prelucrat se află în exteriorul cele două bolţuri
(figura 4) eroarea de bazare reală se calculează cu relaţia 5.2:
0 1 1 22 1 2 2 1 1[( ) ( ) ( )] [ ]
2 2 D D
b D d D d h
lmm
L
5.2
În cazul în care suprafaţa de prelucrat se află atât între cele două bolţuri cât
şi în exteriorul lor, eroarea de bazare reală se calculează cu relaţia 5.2 .
Eroarea de bazare admisibilă pentru prelucrarea cotei h h se va calcula
conform relaţiei 5.3: 2 2( ) [ ]b h d I a
mm 5.3
Unde:
h abaterea corespunzătoare cotei h h ;
d valoarea câmpului de toleranţă a bolţului;
I eroarea maşinii unelte;

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 35/109
35
Pentru ca prelucrarea să se facă cu respectarea toleranţelor prescrise pentru
cota h h trebuie să fie satisfăcută relaţia 5.4:
b ba h 5.4
În practică, atunci când piesa se bazează după două bolţuri cu axe paralele
pentru evitarea suprabazării piesei, la unul dintre bolţuri se creează un joc de
compensare. Acest joc de compensare se obţine prin frezarea bolţului secundar la
forma prezentată în figura 5.
Fig. 5
Jocul minim de compensare C se alege astfel încât să fie îndeplinită
condiţia prezentată în relaţia 5.5:
1 [ ]2 2 2 p b
C
T T mm
5.5
Unde pT reprezintă toleranţa piesei iar bT toleranţa bolţului.
Pentru calcularea valorii b , care asigură jocul minim de compensare, seutilizează relaţia de calcul 5.6 [Tac 82]:
2 22 2
1
0.25[ ]
0.5 p b
D d b mm
T T
5.6
Lăţimea faţetei B se alege astfel încât să fie îndeplinită condiţia prezentată
în relaţia 5.7
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 36/109
36
2 [( ) ] [ ] p b C B D T T mm 5.7
3. Desfăşurarea lucrării
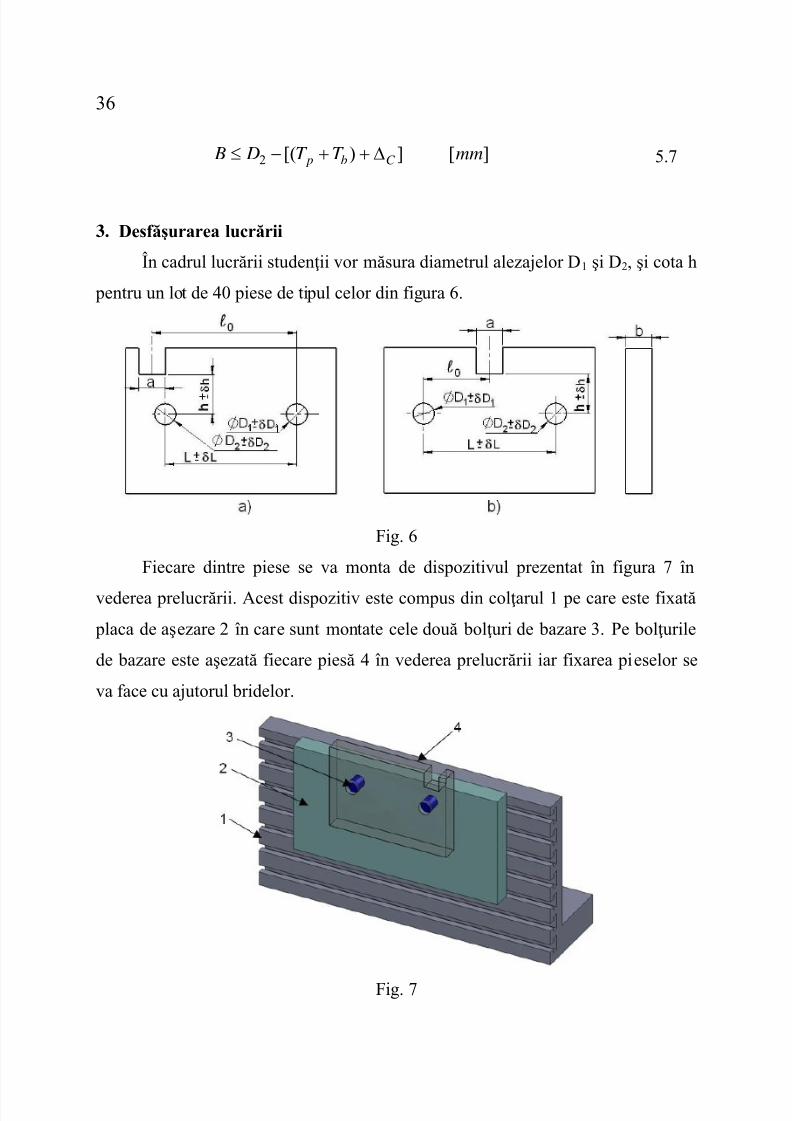
În cadrul lucrării studenţii vor măsura diametrul alezajelor D1 şi D2, şi cota h
pentru un lot de 40 piese de tipul celor din figura 6.
Fig. 6
Fiecare dintre piese se va monta de dispozitivul prezentat în figura 7 în
vederea prelucrării. Acest dispozitiv este compus din colţarul 1 pe care este fixată
placa de aşezare 2 în care sunt montate cele două bolţuri de bazare 3. Pe bolţurile
de bazare este aşezată fiecare piesă 4 în vederea prelucrării iar fixarea pieselor se
va face cu ajutorul bridelor.
Fig. 7

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 37/109
37
În tabelul 1 sunt prezentate valorile date în cadrul lucrării de laborator.
Tabel 1
Tip
piese:
I d 1 0l h h L b a
[mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm]
I 0,02 0,018 0,01
II 0,02 0,018 0,01
În tabelul 2 se vor trece datele măsurate în timpul lucrării de laborator.
Măsurarea dimensiunilor liniare se face cu şublerul iar valoarea jocului 2 se
stabileşte cu ajutorul ceasului comparator.
Tabel 2
Nr
piesă
1 D 1 D 2 D 2 D L L 2 bh
ba
2 D j
[mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm]
12
......
În final se va calcula eroarea de bazare admisibilă ba şi eroarea de bazare
reală b
h
iar între acestea trebuie să existe relaţia 5.4. În cazul în care această
relaţie nu este satisfăcută va trebui să se recalculeze dimensiunea bolţurilor cu
relaţia 5.8.
11max 1min 1 1
22 max 2 min 2 2
2
2
Dd
Dd
d D
d D
5.8
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 38/109
38
8. Analiza rezultatelor
Fiecare student va prezenta tabelul cu valori obţinute şi acolo unde nu se
respectă relaţia 5.4 se va recalcula dimensiunea bolţului secundar.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 39/109
39
LUCRAREA 6
DETERMINAREA ERORILOR DE BAZARE ÎN CAZULPRELUCRĂRII PIESELOR AŞEZATE PE PRISME
11. Scopul lucrării
Lucrarea are ca scop studierea modului de apariţie a erorilor de bazare în
dispozitive, atunci când piesa de prelucrat este aşezată pe prisme. Eroarea de
bazare în acest caz se datorează fluctuaţiei câmpului de toleranţă al piesei care duce
la modificarea distanţei dintre axa piesei şi punctul de referinţă al prismei
materializat de intersectia feţelor prismei.
În această lucrare se urmăreşte modul în care apare eroarea de bazare, care
sunt cauzele erorii ce apare, calculul erorii de bazare şi modalităţile de evitare sau
compensare a acesteia.
12. Consideraţii teoretice
Prismele sunt reazeme principale folosite pentru bazarea semifabricatelor pe
suprafaţa cilindrică exterioară. În cazul prismelor, baza de aşezare şi cea de ghidare
coincid şi este materializată de feţele prismei faţă de care piesa se bazează după
două generatoare. Cele două feţe ale prismei sunt înclinate şi fac între ele unghiuri
de 600, 900 respectiv 1200. Prismele normale sunt standardizate conform STAS
8881-82. Prismele se orientează pe corpul dispozitivului după două ştifturi iar
fixarea se face cu ajutorul a două şuruburi.
Prismele sunt elemente de dispozitiv confecţionate de obicei din aliaje tratate
termic (pe 0,8-1,2 mm în adâncime) la o duritate de 55-65 HRC pentru a rezista la
uzura cauzată de montarea-demontarea piesei de prelucrat. În cazul în care
prismele sunt de dimensiuni foarte mari atunci corpul prismei se execută dintr -un
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 40/109
40
material mai ieftin iar feţele prismei sunt executate din oţeluri rezistente la uzură şi
sunt fixate de corpul prismei prin şuruburi după ce în prealabil au fost orientate pe
ştifturi.
Fig. 1
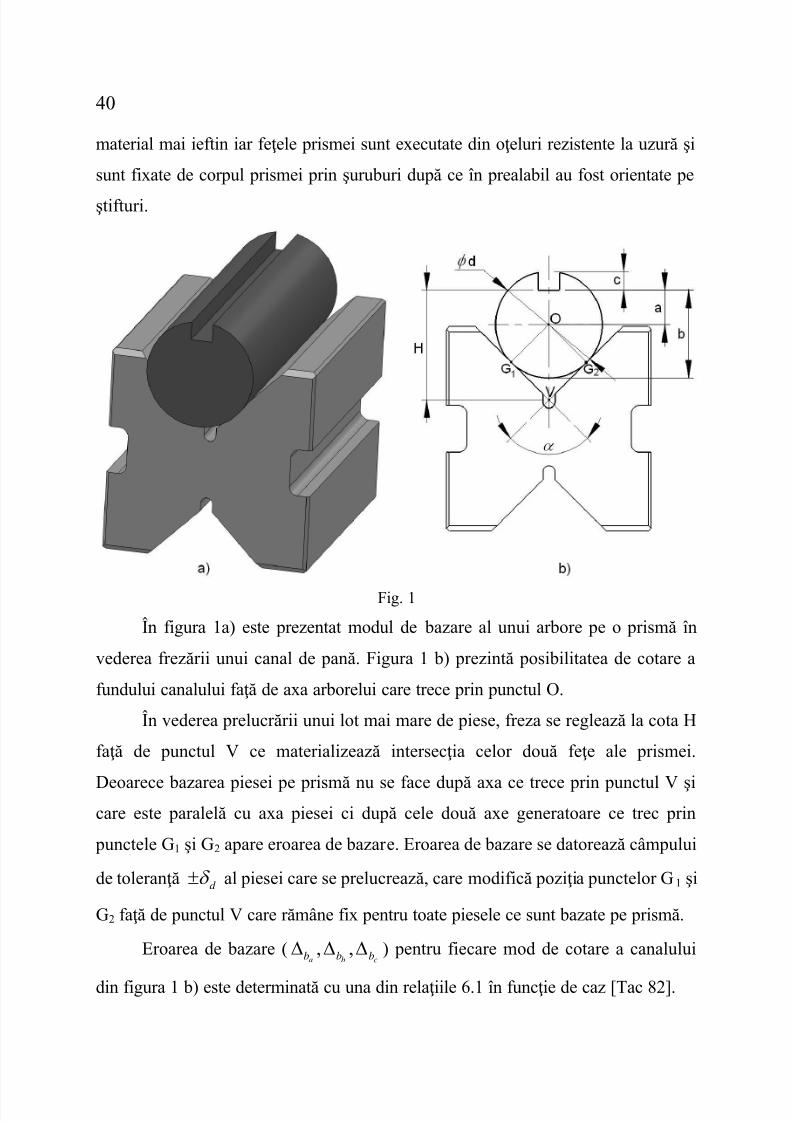
În figura 1a) este prezentat modul de bazare al unui arbore pe o prismă în
vederea frezării unui canal de pană. Figura 1 b) prezintă posibilitatea de cotare a
fundului canalului faţă de axa arborelui care trece prin punctul O.
În vederea prelucrării unui lot mai mare de piese, freza se reglează la cota H
faţă de punctul V ce materializează intersecţia celor două feţe ale prismei.
Deoarece bazarea piesei pe prismă nu se face după axa ce trece prin punctul V şicare este paralelă cu axa piesei ci după cele două axe generatoare ce trec prin
punctele G1 şi G2 apare eroarea de bazare. Eroarea de bazare se datorează câmpului
de toleranţă d al piesei care se prelucrează, care modifică poziţia punctelor G1 şi
G2 faţă de punctul V care rămâne fix pentru toate piesele ce sunt bazate pe prismă.
Eroarea de bazare ( , ,a b cb b b ) pentru fiecare mod de cotare a canalului
din figura 1 b) este determinată cu una din relaţiile 6.1 în funcţie de caz [Tac 82].
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 41/109
41
[ ]2sin
2
11 [ ]
2 sin2
11 [ ]
2 sin2
d ba
d bb
d bc
T mm
T mm
T mm
6.1
Unde:
d T toleranţa piesei bazată pe prismă;
unghiul la vârf al prismei;
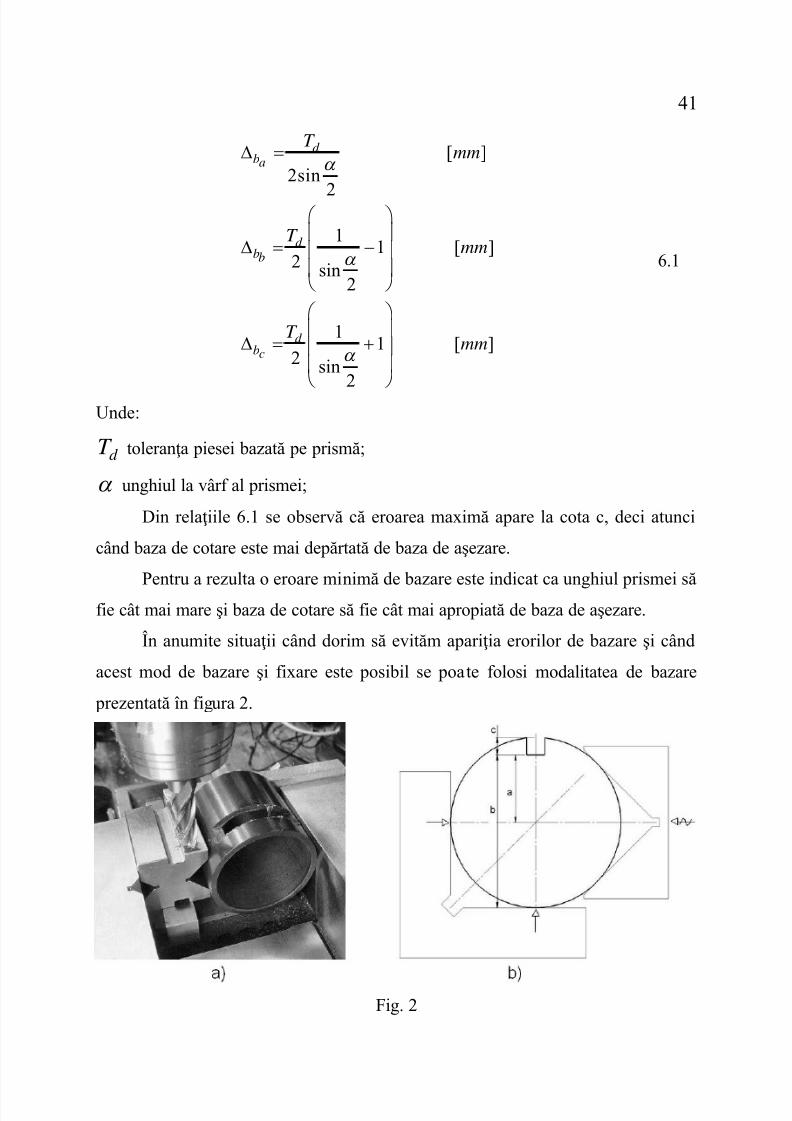
Din relaţiile 6.1 se observă că eroarea maximă apare la cota c, deci atunci
când baza de cotare este mai depărtată de baza de aşezare.
Pentru a rezulta o eroare minimă de bazare este indicat ca unghiul prismei să
fie cât mai mare şi baza de cotare să fie cât mai apropiată de baza de aşezare.
În anumite situaţii când dorim să evităm apariţia erorilor de bazare şi când
acest mod de bazare şi fixare este posibil se poate folosi modalitatea de bazare
prezentată în figura 2.
Fig. 2
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 42/109
42
În acest caz, când una dintre feţele prismei este paralelă cu cotele a, b şi c,
relaţiile 6.1 sunt particularizate şi se calculează conform relaţiilor 6.2:
[ ]2
0 [ ]
[ ]
d ba
bb
b d c
T mm
mm
T mm
6.2
Er oarea de bazare admisibilă pentru prelucrarea cotei H se va calcula
conform relaţiei 6.3:
2 2, ,( ) [ ]b a b c d I A
mm 6.3
Unde:
, ,a b c abaterea corespunzătoare cotei a,b,c ;
d valoarea câmpului de toleranţă a prismei;
I eroarea maşinii unelte;
Pentru ca prelucrarea să se facă cu respectarea toleranţelor prescrise pentru
cota H trebuie să fie satisfăcută relaţia 6.4:
, ,b b A a b c 6.4
3. Desfăşurarea lucrării
În cadrul lucrării de laborator studenţii vor măsura diametrul arborelui d pentru un lot de 20 piese. Fiecare piesă se va baza rând pe rând pe prisme cu
unghiul dintr e suprafaţe de 600, 900 respectiv 1200. Pe baza măsurătorilor efectuate
şi a datelor iniţiale prezentate în tabelul 1 se vor face calcule şi se vor trece datele
rezultate în coloanele aferente acestora din tabel.
Cota H H se va calcula cu relaţia 6.5:

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 43/109
43
11
2 sin
2
d H b
6.5
Fluctuaţia cotelor a, b şi c care duce la apariţia erorii de bazare, pentru
fiecare piesă din lotul măsurat se va pune în evidenţă cu ajutorul ceasului
comparator.
Tabel 1
Piesa nr: 1 2 3 4 5 6 7 8 9 ….
I [mm] 0,02
d [mm] 0,018
nomd [mm]
masd [mm]
a [mm]
b [mm]
c [mm]
d [mm]
[ 0 ]
H H [mm]
ab [mm]
bb [mm]
cb
[mm]
b A [mm]
9. Analiza rezultatelor
Fiecare student îşi va prezenta tabelul cu valori obţinute şi acolo unde nu serespectă relaţia 6.4 se va propune o soluţie pentru micşorarea erorii de bazare.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 44/109
44
LUCRAREA 7
DETERMINAREA ERORILOR DE FIXARE LA AŞEZAREAPIESELOR PE CEPURI DE REAZEM
13. Scopul lucrării
Lucrarea are ca scop determinarea erorilor de fixare atunci când piesa de
prelucrat este aşezată în dispozitiv pe cepuri de reazem. Eroarea de fixare în acest
caz se datorează deformaţiei de contact care apare la suprafaţa piesei sub acţiunea
forţelor de aşchiere.
În această lucrare se urmăreşte a se determina erorile de fixare care apar în
cazul aşezării piesei pe cepuri cu cap bombat, zimţat şi plan utilizându-se aceleaşi
forţe de deformaţie.
14. Consideraţii teoretice
Cepurile de reazem, alături de masa de reazem şi plăcuţele de reazem, sunt
elemente de dispozitiv pe care se aşează piesele în vederea prelucrării. Cele mai
întrebuinţate elemente de aşezare sunt cepurile, a căror suprafaţă activă constituie
baza de referinţă, care orientează piesa de prelucrat faţă de maşina unealtă şi faţă
de sculă. Cepurile se utilizează în special la orientarea semifabricatelor /pieselor pe
suprafeţe plane, care pot fi prelucrate sau sunt neprelucrate.
Condiţiile care sunt cerute acestui tip de reazem sunt:
-să aibă rezistenţă mare la uzură;
-să aibă precizie dimensională, de formă şi de poziţie ridicată;
-să fie cât mai simple şi uşor de asamblat pe corpul dispozitivului
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 45/109
45
Cepurile sunt elemente de dispozitiv realizate din materiale rezistente la
uzură şi sunt tratate termic până la o duritate de 50-55HRC. Rugozitatea suprafeţei
active este de Ra=0,8-1,2 µm.
Montarea cepurilor în corpul dispozitivului se face printr-un ajustaj cu
strângere.
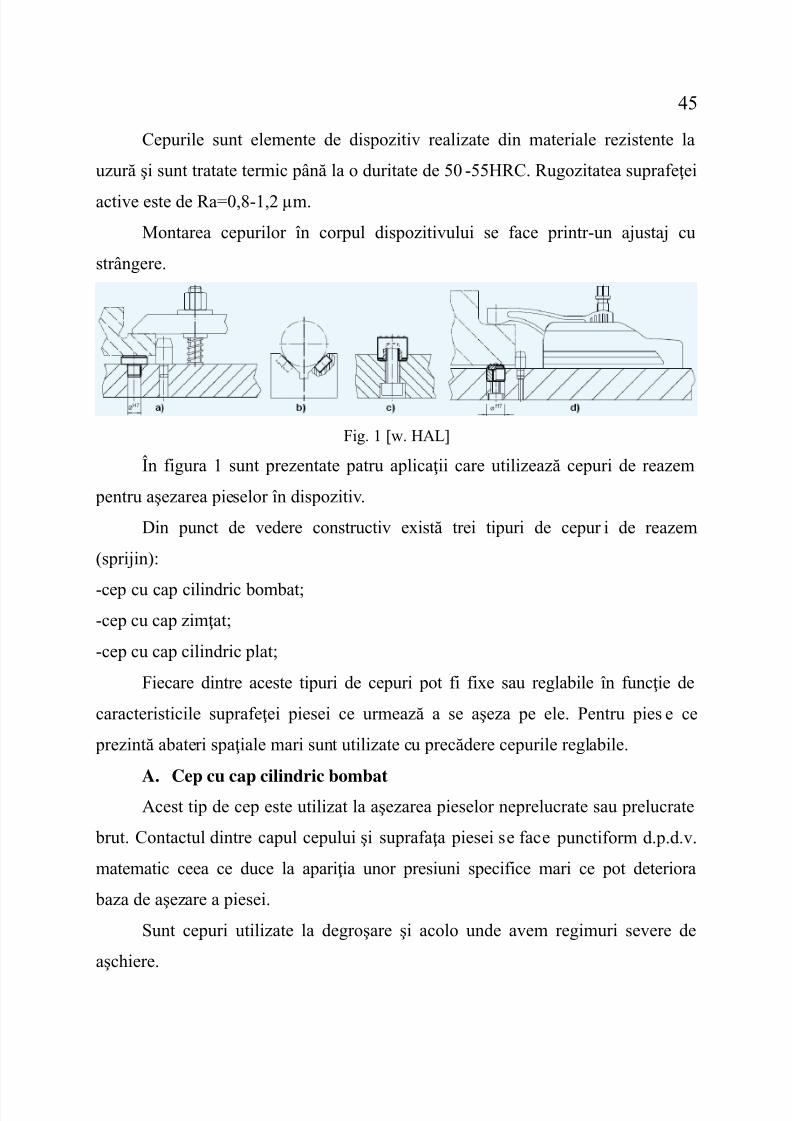
Fig. 1 [w. HAL]
În figura 1 sunt prezentate patru aplicaţii care utilizează cepuri de reazem
pentru aşezarea pieselor în dispozitiv.
Din punct de vedere constructiv există trei tipuri de cepur i de reazem
(sprijin):
-cep cu cap cilindric bombat;-cep cu cap zimţat;
-cep cu cap cilindric plat;
Fiecare dintre aceste tipuri de cepuri pot fi fixe sau reglabile în funcţie de
caracteristicile suprafeţei piesei ce urmează a se aşeza pe ele. Pentru piese ce
prezintă abateri spaţiale mari sunt utilizate cu precădere cepurile reglabile.
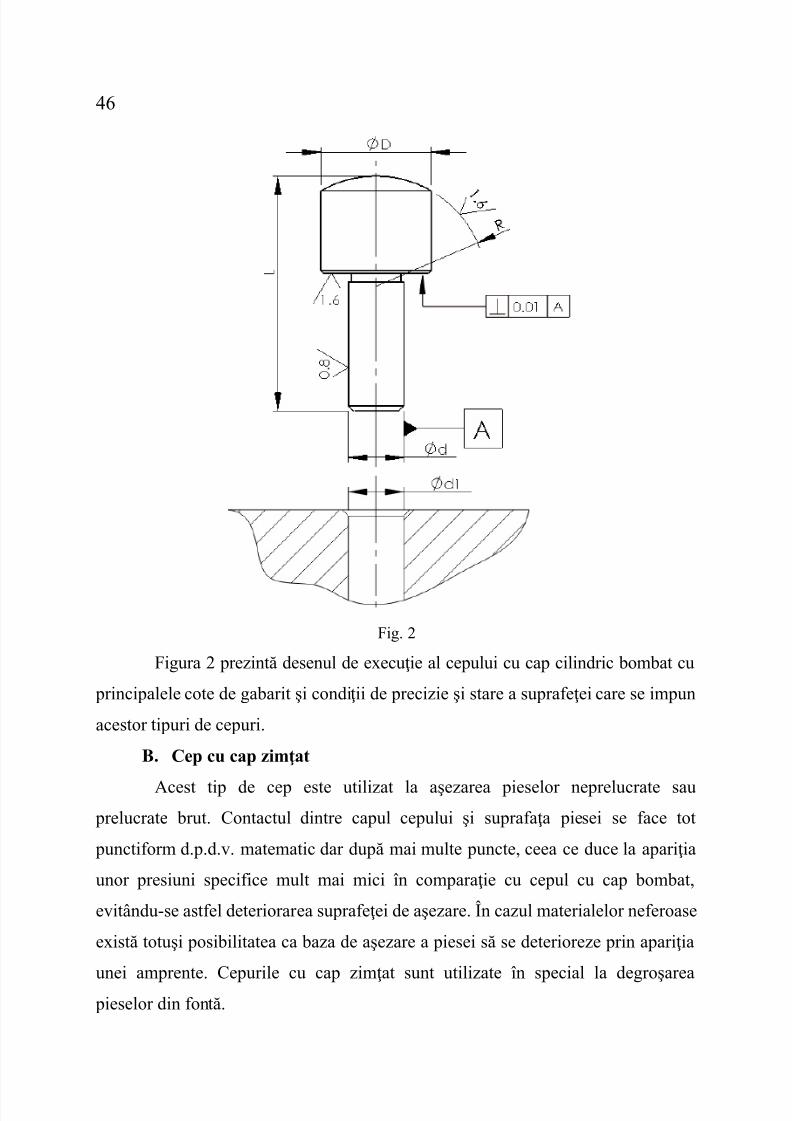
A. Cep cu cap cilindric bombat
Acest tip de cep este utilizat la aşezarea pieselor neprelucrate sau prelucrate
brut. Contactul dintre capul cepului şi suprafaţa piesei se face punctiform d.p.d.v.
matematic ceea ce duce la apariţia unor presiuni specifice mari ce pot deteriora
baza de aşezare a piesei.
Sunt cepuri utilizate la degroşare şi acolo unde avem regimuri severe de
aşchiere.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 46/109
46
Fig. 2
Figura 2 prezintă desenul de execuţie al cepului cu cap cilindric bombat cu
principalele cote de gabarit şi condiţii de precizie şi stare a suprafeţei care se impun
acestor tipuri de cepuri.
B. Cep cu cap zimţat
Acest tip de cep este utilizat la aşezarea pieselor neprelucrate sau prelucrate brut. Contactul dintre capul cepului şi suprafaţa piesei se face tot
punctiform d.p.d.v. matematic dar după mai multe puncte, ceea ce duce la apariţia
unor presiuni specifice mult mai mici în comparaţie cu cepul cu cap bombat,
evitându-se astfel deteriorar ea suprafeţei de aşezare. În cazul materialelor neferoase
există totuşi posibilitatea ca baza de aşezare a piesei să se deterioreze prin apariţia
unei amprente. Cepurile cu cap zimţat sunt utilizate în special la degroşarea
pieselor din fontă.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 47/109
47
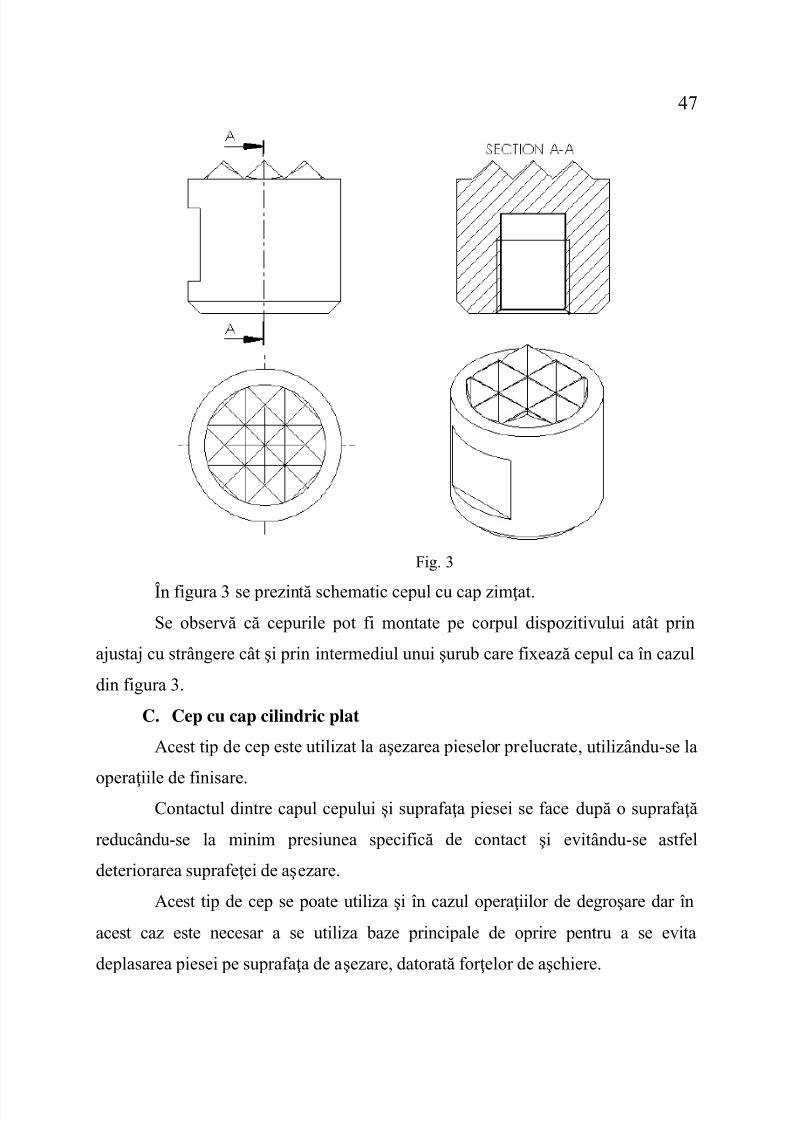
Fig. 3
În figura 3 se prezintă schematic cepul cu cap zimţat.Se observă că cepurile pot fi montate pe corpul dispozitivului atât prin
ajustaj cu strângere cât şi prin intermediul unui şurub care fixează cepul ca în cazul
din figura 3.
C. Cep cu cap cilindric plat
Acest tip de cep este utilizat la aşezarea pieselor prelucrate, utilizându-se la
operaţiile de finisare.Contactul dintre capul cepului şi suprafaţa piesei se face după o suprafaţă
reducându-se la minim presiunea specifică de contact şi evitându-se astfel
deteriorarea suprafeţei de aşezare.
Acest tip de cep se poate utiliza şi în cazul operaţiilor de degroşare dar în
acest caz este necesar a se utiliza baze principale de oprire pentru a se evita
deplasarea piesei pe suprafaţa de aşezare, datorată forţelor de aşchiere.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 48/109
48
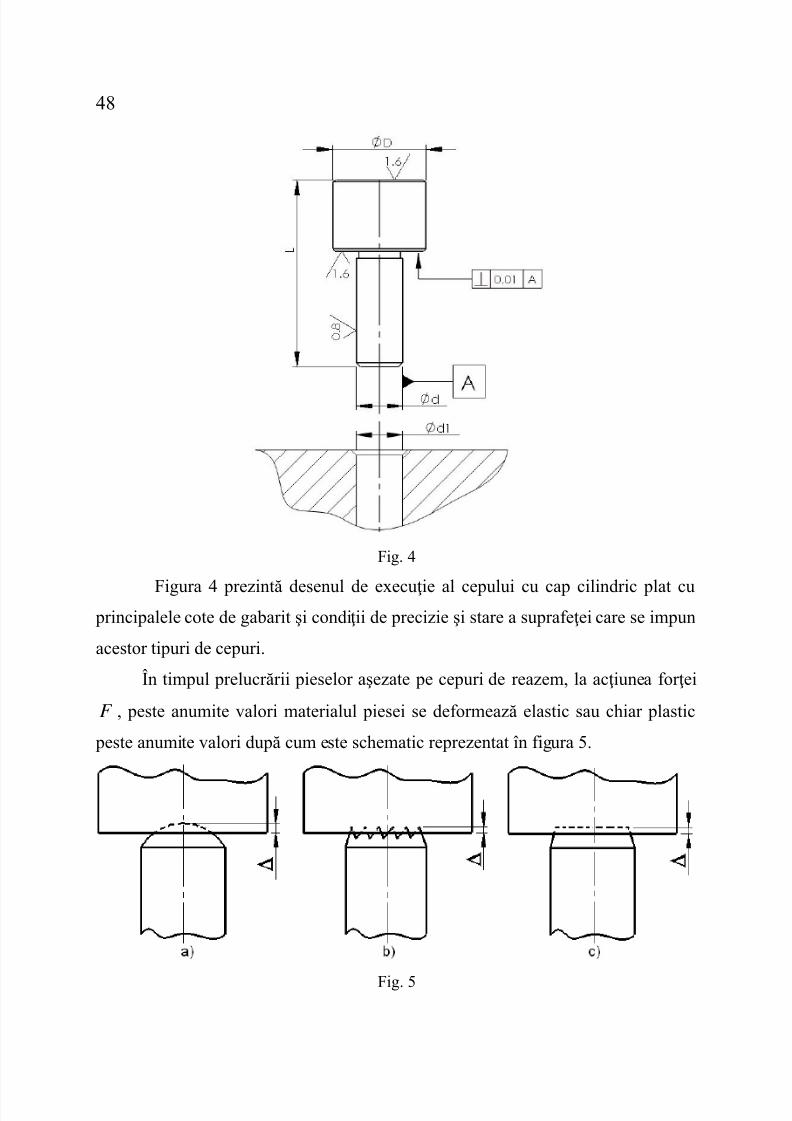
Fig. 4
Figura 4 prezintă desenul de execuţie al cepului cu cap cilindric plat cu principalele cote de gabarit şi condiţii de precizie şi stare a suprafeţei care se impun
acestor tipuri de cepuri.
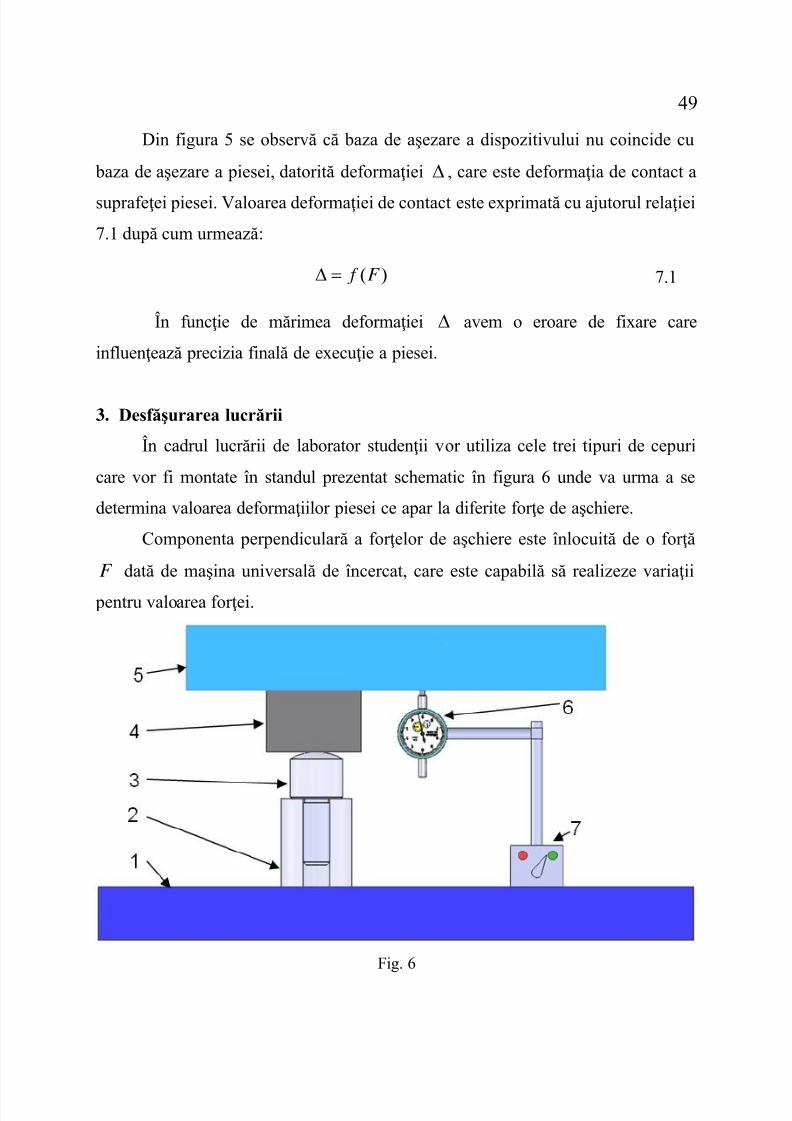
În timpul prelucrării pieselor aşezate pe cepuri de reazem, la acţiunea forţei
F , peste anumite valori materialul piesei se deformează elastic sau chiar plastic
peste anumite valori după cum este schematic reprezentat în figura 5.
Fig. 5
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 49/109
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 50/109
50
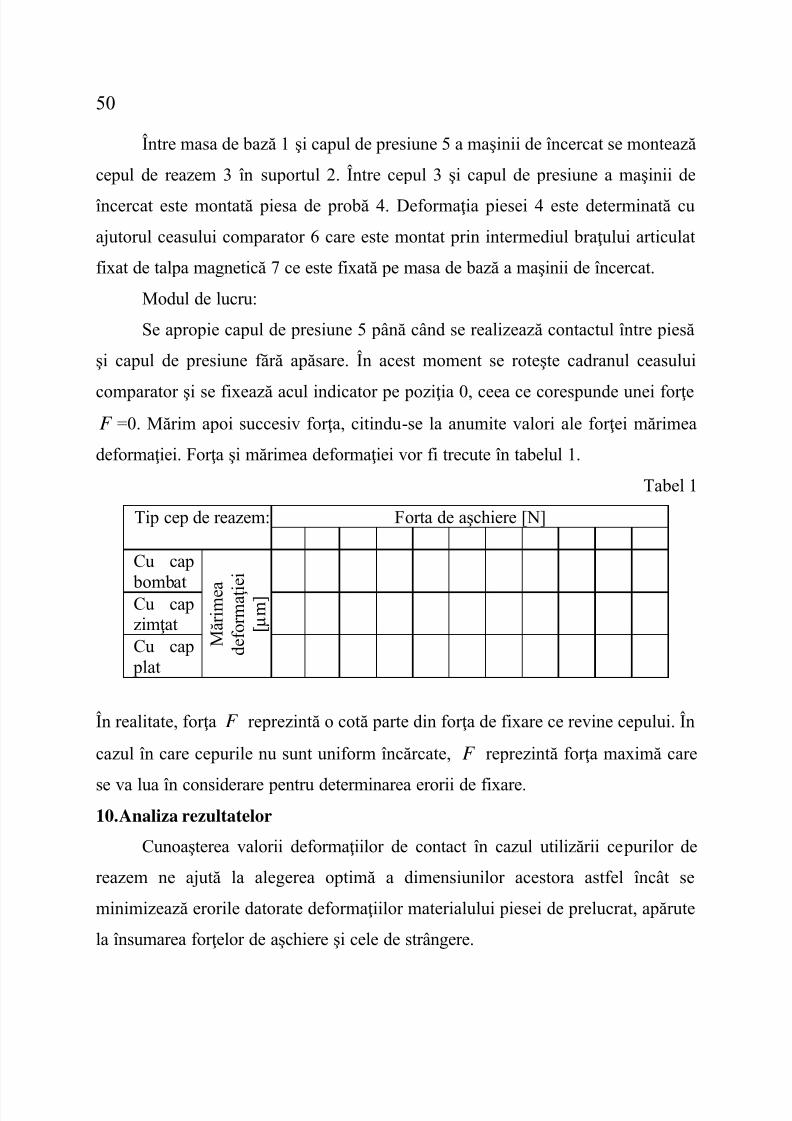
Între masa de bază 1 şi capul de presiune 5 a maşinii de încercat se montează
cepul de reazem 3 în suportul 2. Între cepul 3 şi capul de presiune a maşinii de
încercat este montată piesa de probă 4. Deformaţia piesei 4 este determinată cu
ajutorul ceasului comparator 6 care este montat prin intermediul braţului articulat
fixat de talpa magnetică 7 ce este fixată pe masa de bază a maşinii de încercat.
Modul de lucru:
Se apropie capul de presiune 5 până când se realizează contactul între piesă
şi capul de presiune fără apăsare. În acest moment se roteşte cadranul ceasului
comparator şi se fixează acul indicator pe poziţia 0, ceea ce corespunde unei forţeF =0. Mărim apoi succesiv forţa, citindu-se la anumite valori ale forţei mărimea
deformaţiei. Forţa şi mărimea deformaţiei vor fi trecute în tabelul 1.
Tabel 1
Tip cep de reazem: Forta de aşchiere [N]
Cu cap
bombat
M ă r i m e a
d e f o r m a ţ i e i
[ µ m ]
Cu capzimţat Cu cap
plat
În realitate, forţa F reprezintă o cotă parte din forţa de fixare ce revine cepului. În
cazul în care cepurile nu sunt uniform încărcate, F reprezintă forţa maximă care
se va lua în considerare pentru determinarea erorii de fixare.10. Analiza rezultatelor
Cunoaşterea valorii deformaţiilor de contact în cazul utilizării ce purilor de
reazem ne ajută la alegerea optimă a dimensiunilor acestora astfel încât se
minimizează erorile datorate deformaţiilor materialului piesei de prelucrat, apărute
la însumarea forţelor de aşchiere şi cele de strângere.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 51/109
51
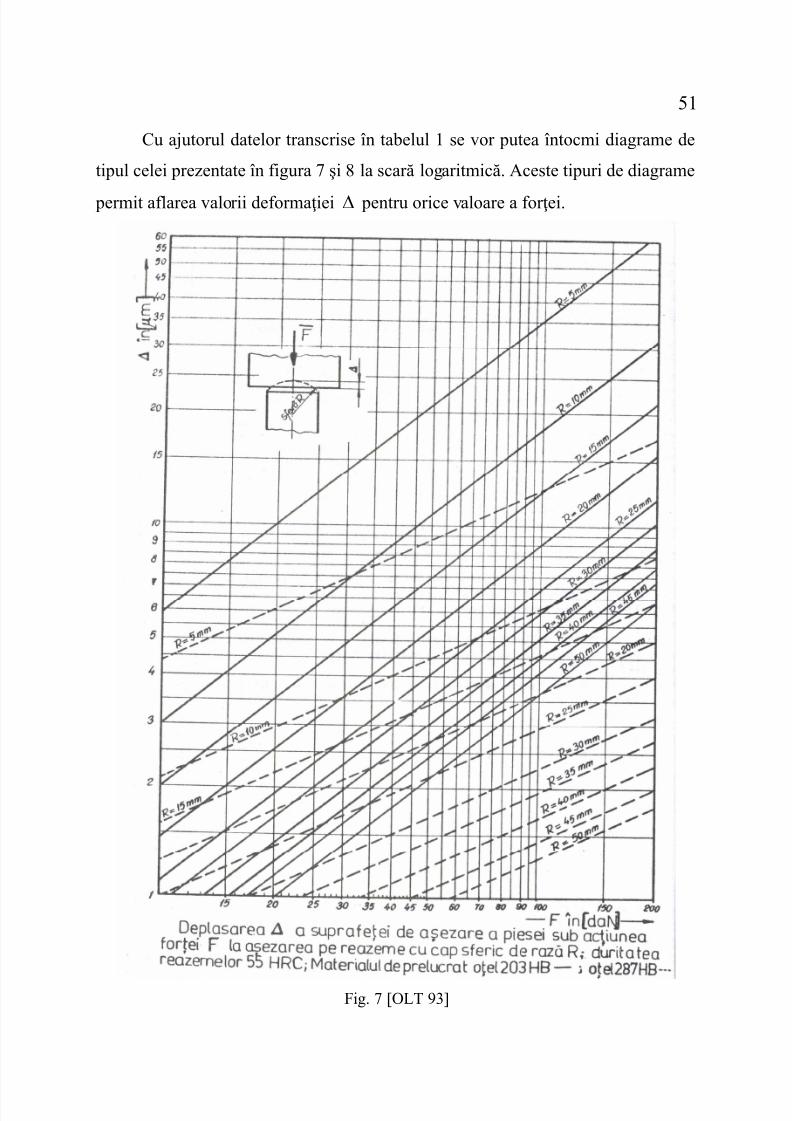
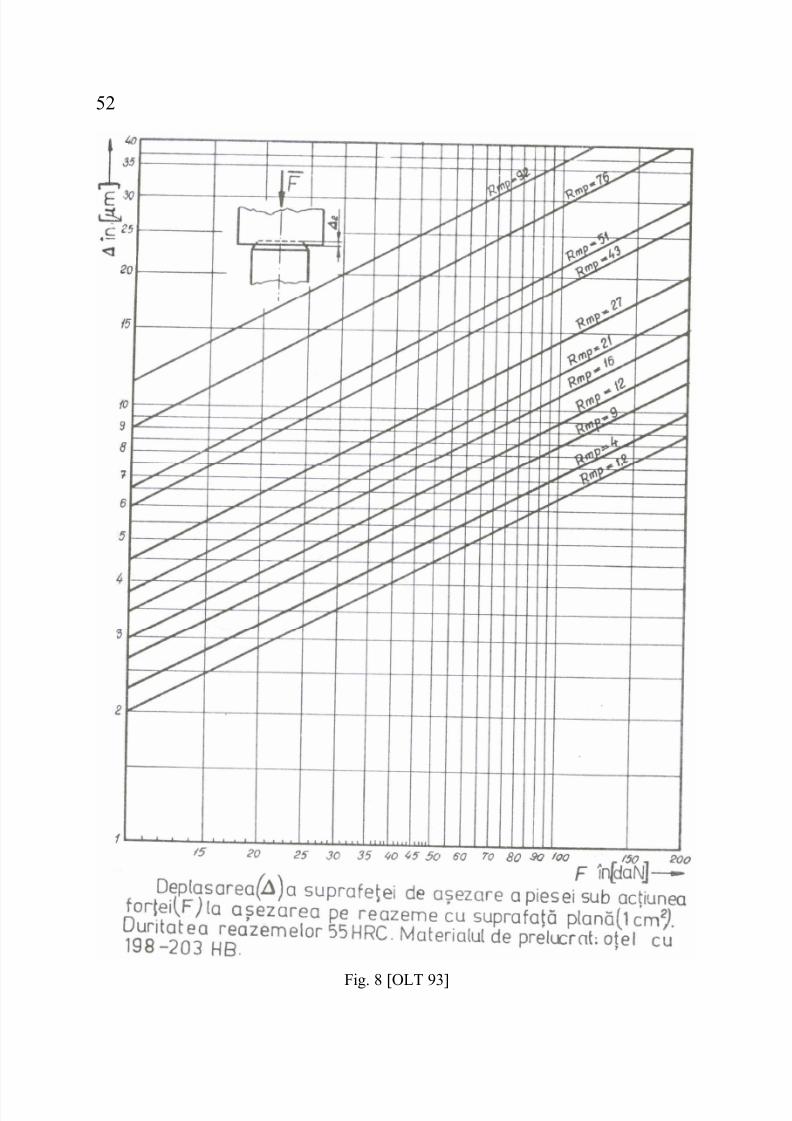
Cu ajutorul datelor transcrise în tabelul 1 se vor putea întocmi diagrame de
tipul celei prezentate în figura 7 şi 8 la scară logaritmică. Aceste tipuri de diagrame
permit aflarea valorii deformaţiei pentru orice valoare a forţei.
Fig. 7 [OLT 93]
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 52/109
52
Fig. 8 [OLT 93]
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 53/109
53
LUCRAREA 8
STUDIUL INFLUENŢEI DIMENSIUNII MÂNERELOR DELA DISPOZITIVELE DE FIXARE CU FILET ASUPRA
DEFORMAŢIEI PIESELOR CU RIGIDITATE SCĂZUTĂ
15. Scopul lucrării
Lucrarea are ca scop studiul experimental al influenţei formei, mărimii şimodul de realizare a mânerelor de antrenare a şurubului de la dispozitivele de
strângere cu filet asupra mărimii momentului de strângere şi deformaţiei rezultate
la piesele cu rigiditate scăzută.
În această lucrare se urmăreşte a se determina experimental mărimea
deformaţiei unui inel dinamometric asupra căruia acţionează un moment de
strangere dezvoltat de student cu diferite tipuri de mânere de strângere pe un standde lucru.
16. Consideraţii teoretice
Pentru fixarea semifabricatelor în dispozitive în vederea prelucrării în serie
mică sau în cazul controlului calitativ sunt frecvent utilizate dispozitive de fixare
cu filet (mecanism şurub- piuliţă), iar forţa de strângere este realizată manual de
operator. Antrenarea şurubului de către operatorul uman se face prin intermediul
unor mânere fixate în capul acestuia. Aceste mânere sunt de o mare variaţie tipo-
dimensională şi sunt în general standardizate pentru facilitarea interschimbabilităţii
acestora.
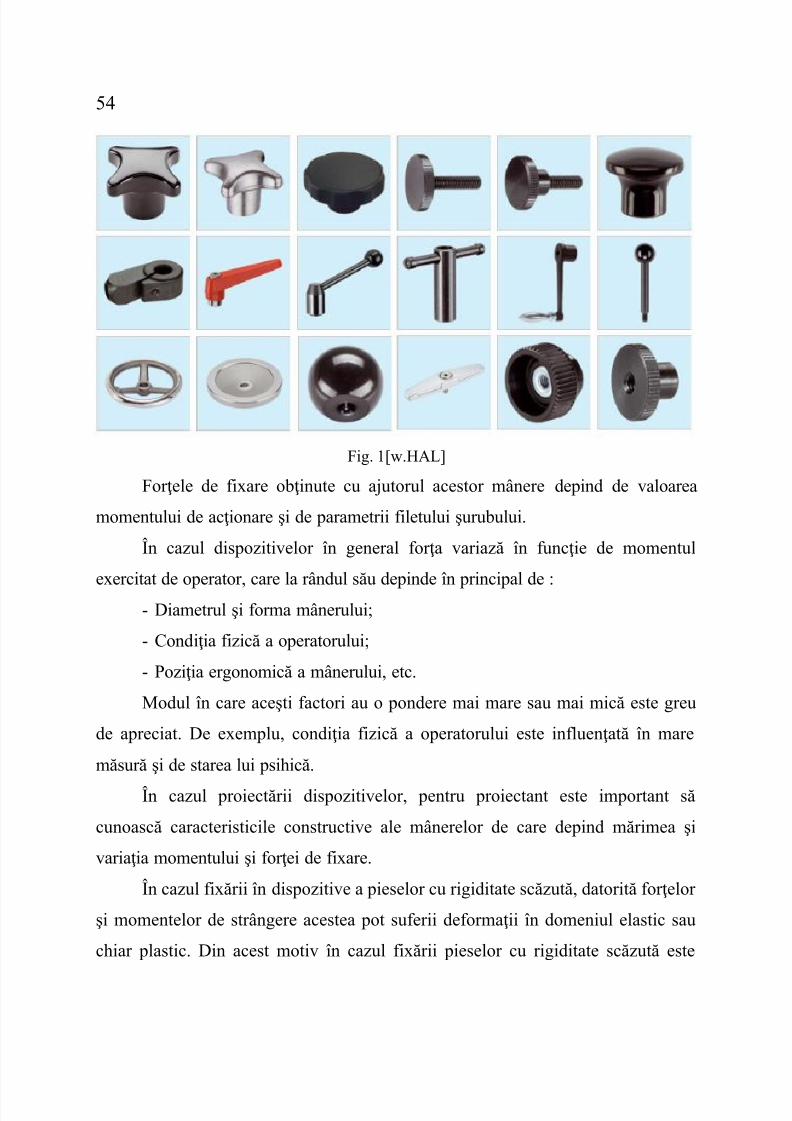
În figura 1 sunt prezentate diferite tipuri de mânere utilizate la dispozitivele
de fixare cu filet, realizate din diferite materiale (metal, plastic, cauciuc, sau
combinaţii de materiale, etc.) cu suprafeţe lustruite sau suprafeţe rugoase ori striate.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 54/109
54
Fig. 1[w.HAL]
Forţele de fixare obţinute cu ajutorul acestor mânere depind de valoarea
momentului de acţionare şi de parametrii filetului şurubului.
În cazul dispozitivelor în general forţa variază în funcţie de momentul
exercitat de operator, care la rândul său depinde în principal de :
- Diametrul şi forma mânerului;
- Condiţia fizică a operatorului;
- Poziţia ergonomică a mânerului, etc.
Modul în care aceşti factori au o pondere mai mare sau mai mică este greu
de apreciat. De exemplu, condiţia fizică a operatorului este influenţată în mare
măsură şi de starea lui psihică.
În cazul proiectării dispozitivelor, pentru proiectant este important să
cunoască caracteristicile constructive ale mânerelor de care depind mărimea şi
variaţia momentului şi forţei de fixare.
În cazul fixării în dispozitive a pieselor cu rigiditate scăzută, datorită forţelor
şi momentelor de strângere acestea pot suferii deformaţii în domeniul elastic sau
chiar plastic. Din acest motiv în cazul fixării pieselor cu rigiditate scăzută este
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 55/109
55
important să fie cunoscută forţa de strângere pentru a limita pe cât posibil valoarea
acesteia, cu condiţia ca să fie respectată relaţia 8.1.
s aF F 8.1
Unde:
sF reprezintă forţa de fixare (strângere) a piesei în dispozitiv;
aF forţa de aşchiere maximă;
3. Desfăşurarea lucrării
În cadrul lucrării de laborator studenţii vor utiliza diferite tipuri de mânere
care vor fi montate în standul prezentat în figura 2 unde va urma a se determina
valoarea deformaţiilor inelului dinamometric ce joacă rolul de piesă cu rigiditate
scăzută.
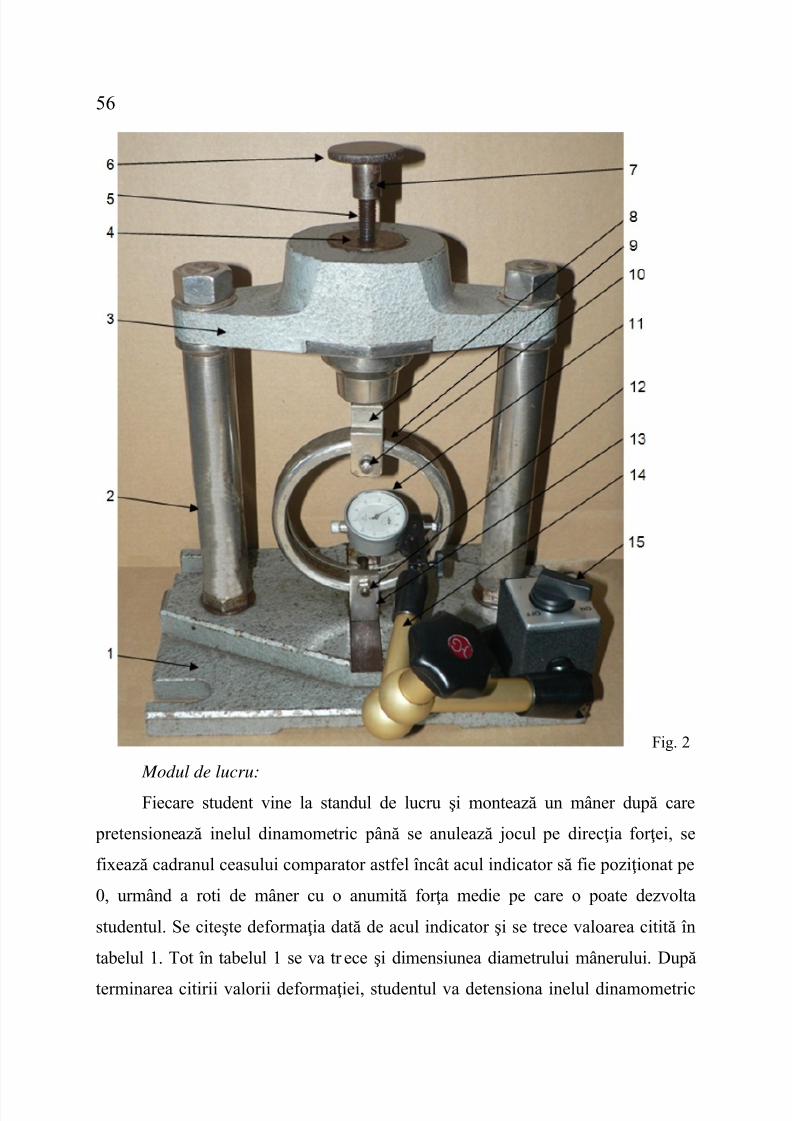
Standul de lucru este compus din placa suport 1, pe care sunt montate două
coloane 2 care susţine traversa 3 în care este montată piuliţa 4 prin care trece tijafiletată 5. De tija filetată este montat la un capăt mânerul 6 care poate fi înlocuit
prin extragerea ştiftului 7. La celălalt capăt al tijei filetate este montat bacul mobil
8 care acţionează asupra inelului dinamometric 9 prin intermediul bolţului 10.
Legătura dintre inelul dinamometric 9 şi placa suport a standului este realizată de
bolţul 12 fixat în bacul fix 13.
Determinarea mărimii deformaţiei se face cu ajutorul ceasului comparator 11
ce este montat în interiorul inelului dinamometric. Ceasul comparator este fixat cu
ajutorul braţului articulat 14 fixat de placa suport a standului prin intermediul tălpii
magnetice 15.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 56/109
56
Fig. 2
Modul de lucru:
Fiecare student vine la standul de lucru şi montează un mâner după care
pretensionează inelul dinamometric până se anulează jocul pe direcţia forţei, se
fixează cadranul ceasului comparator astfel încât acul indicator să fie poziţionat pe
0, urmând a roti de mâner cu o anumită forţa medie pe care o poate dezvolta
studentul. Se citeşte deformaţia dată de acul indicator şi se trece valoarea citită în
tabelul 1. Tot în tabelul 1 se va tr ece şi dimensiunea diametrului mânerului. După
terminarea citirii valorii deformaţiei, studentul va detensiona inelul dinamometric
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 57/109
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 58/109
58
1
i n
i i
i
D D p
8.3
Abaterea medie pătratică se determină cu relaţia 8.4:
2 2 21 1 2 2( ) ( ) ... ( )i i D D p D D p D D p 8.4
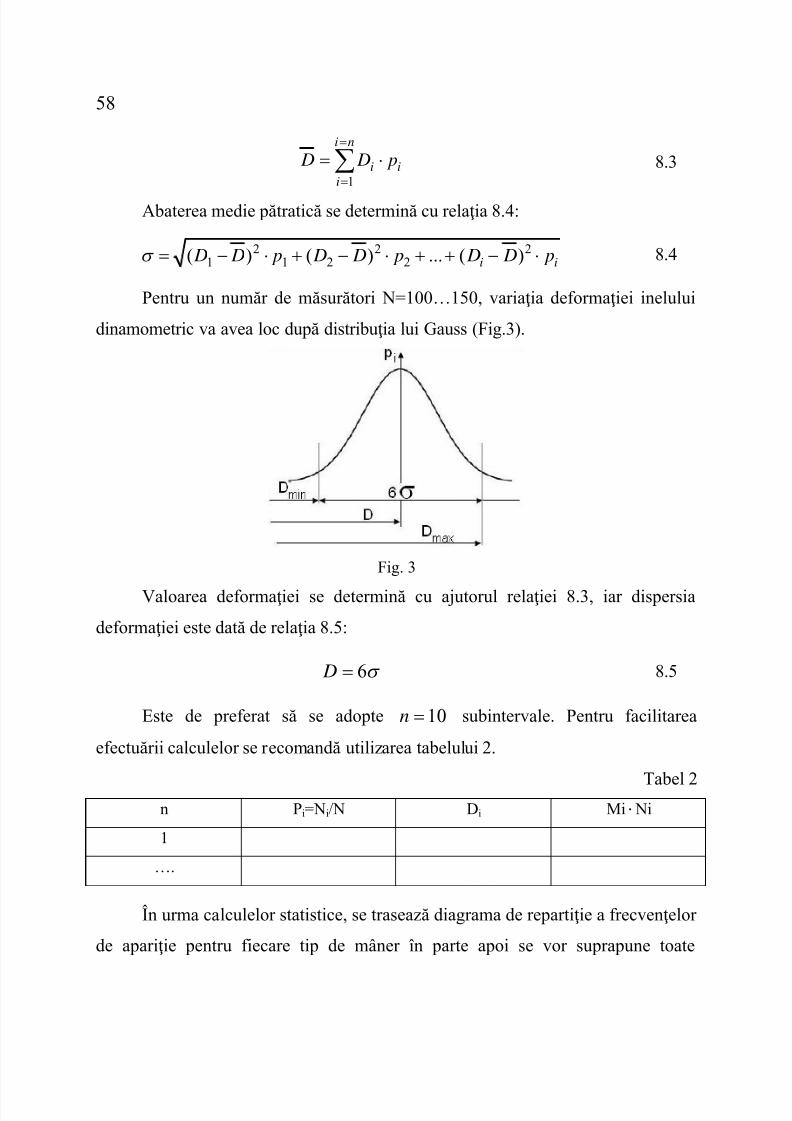
Pentru un număr de măsurători N=100…150, variaţia deformaţiei inelului
dinamometric va avea loc după distribuţia lui Gauss (Fig.3).
Fig. 3
Valoarea deformaţiei se determină cu ajutorul relaţiei 8.3, iar dispersia
deformaţiei este dată de relaţia 8.5:
6 D 8.5
Este de preferat să se adopte 10n subintervale. Pentru facilitarea
efectuării calculelor se recomandă utilizarea tabelului 2.
Tabel 2n Pi=Ni/N Di Mi Ni
1
….
În urma calculelor statistice, se trasează diagrama de repartiţie a frecvenţelor
de apariţie pentru fiecare tip de mâner în parte apoi se vor suprapune toate
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 59/109
59
diagramele pentru a se trage concluzii privind forma şi dimensiunea optimă a
mânerului .
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 60/109
60
LUCRAREA 9
ALINIEREA DISPOZITIVELOR ŞI A PIESELOR ÎNSISTEMUL TEHNOLOGIC ŞI STABILIREA ORIGINII
PIESELOR ÎN VEDEREA PRELUCRĂRII
17. Scopul lucrării
Lucrarea are un dublu scop. Se va realiza un studiu practic al modului de
aliniere a dispozitivelor şi a pieselor în raport cu celelalte elemente ale sistemului
tehnologic şi modul în care se stabileşte originea pieselor în vederea prelucrării.
În această lucrare se urmăreşte cunoaşterea instrumentelor şi dispozitivelor
utilizate în vederea alinierii dispozitivelor sau pieselor în sistemul tehnologic, şi
stabilirea originii pieselor. De asemenea se urmăreşte dobândirea deprinderilor
practice în utilizarea acestor instrumente şi dispozitive.
18. Consideraţii teoretice
Precizia de prelucrare depinde de o serie de factori ce influenţează modul de
fabricare a piesei pe maşina unealtă. Printre aceşti factori, un rol însemnat îl ocupă
modul de orientare a dispozitivului sau piesei în raport cu celelalte elemente ale
sistemului tehnologic şi stabilirea originii piesei în vederea prelucrării.
2.1 Alinierea dispozitivelor sau a pieselor în sistemul tehnologic
Orientarea dispozitivelor respectiv pieselor în raport cu celelalte elemente a
sistemului tehnologic poartă numele de aliniere. Alinierea urmăreşte ca bazele
principale ale dispozitivului (de aşezare, de ghidare şi oprire) să fie orientate faţă
de axa arborelui principal al maşinii unelte, luată ca axă de referinţă, cu o anumită
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 61/109
61
precizie de poziţie astfel încât abaterile de poziţie şi formă să nu influenţeze
precizia de prelucrare.
În cazul unui volum mic de producţie (serie mică şi unicate) se urmăreşte ca
piesa să fie bazată şi fixată direct pe masa maşinii unelte, iar în cazul unui volum
mai mare de producţie (serie medie, mare şi masă) se urmăreşte ca piesa să fie
bazată şi fixată în dispozitiv.
Bazarea direct pe masa maşinii unelte se face cu ajutorul unor elemente de
dispozitiv cum ar fi cepuri de reazem, placuţe de reazem, bolţuri, etc. iar fixarea se
face cu bride simple, bride cu împingere laterală, cu excentric, etc.
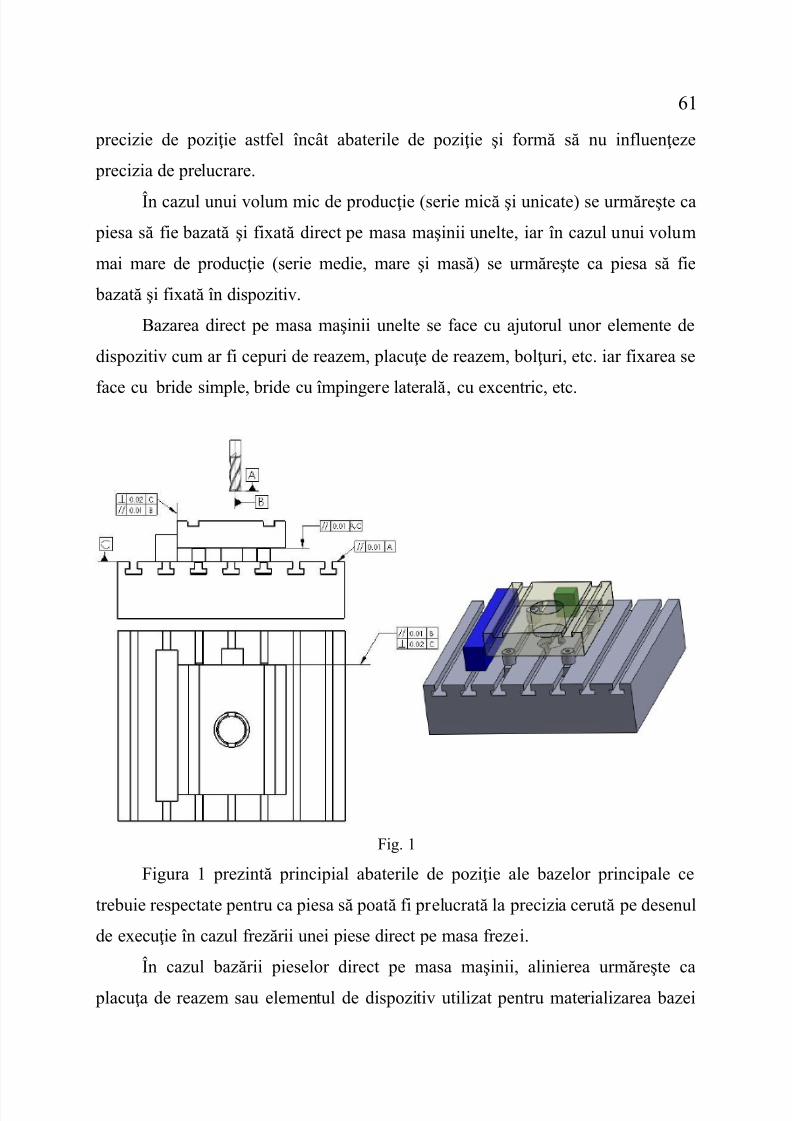
Fig. 1
Figura 1 prezintă principial abaterile de poziţie ale bazelor principale ce
trebuie respectate pentru ca piesa să poată fi prelucrată la precizia cerută pe desenul
de execuţie în cazul frezării unei piese direct pe masa frezei.
În cazul bazării pieselor direct pe masa maşinii, alinierea urmăreşte ca
placuţa de reazem sau elementul de dispozitiv utilizat pentru materializarea bazei
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 62/109
62
principale de ghidare să fie perpendiculară pe baza principală de aşezare şi paralelă
cu axa arborelui vertical. Pentru ca să se poată respecta condiţiile de poziţie impuse
elementelor de dispozitiv, atât elementele de dispozitiv cât şi masa maşinii unelte
trebuie să fie plane, rectilinii, etc. în funcţie de situaţie.
Din punct de vedere practic, este foarte dificil să se realizeze condiţiile de
paralelism, perpendicularitate sau planeitate, astfel încât aceste condiţii se obţin cu
o anumită abatere de poziţie şi formă de la suprafeţele de referinţă teoretice.
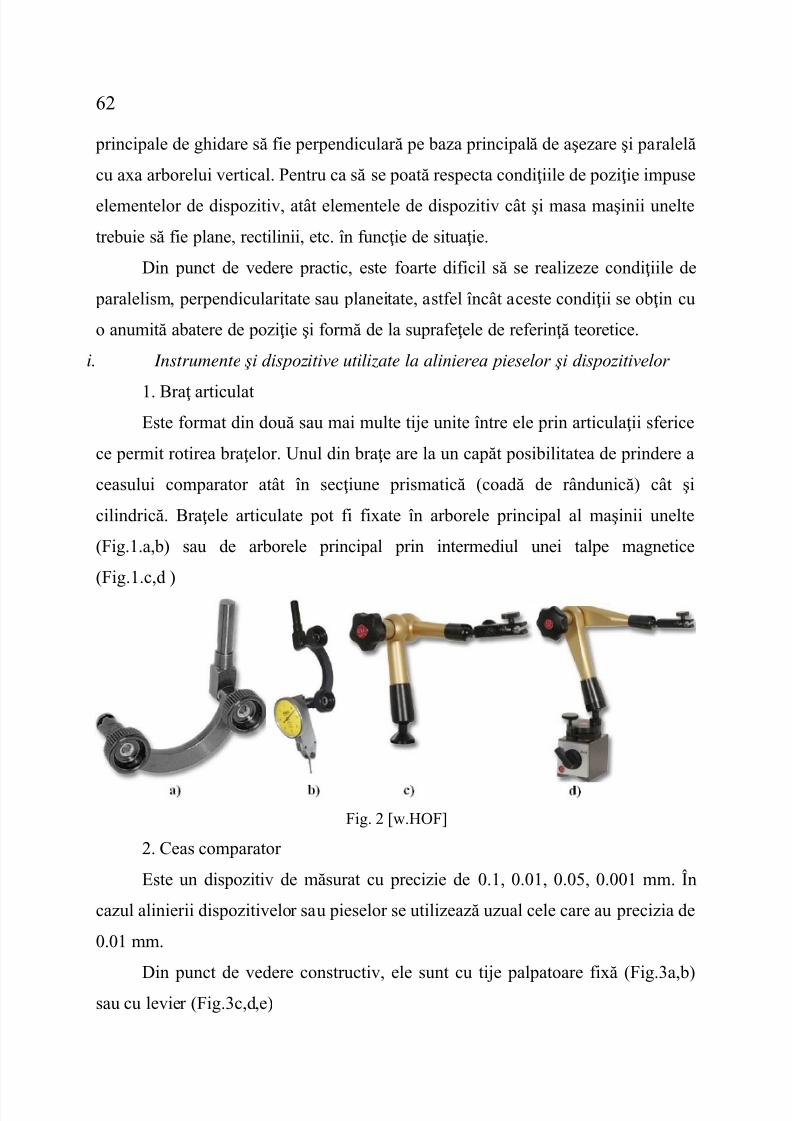
i. Instrumente şi dispozitive utilizate la alinierea pieselor şi dispozitivelor
1. Braţ articulat Este format din două sau mai multe tije unite între ele prin articulaţii sferice
ce permit rotirea braţelor. Unul din braţe are la un capăt posibilitatea de prindere a
ceasului comparator atât în secţiune prismatică (coadă de rândunică) cât şi
cilindrică. Braţele articulate pot fi fixate în arborele principal al maşinii unelte
(Fig.1.a,b) sau de arborele principal prin intermediul unei talpe magnetice
(Fig.1.c,d )
Fig. 2 [w.HOF]
2. Ceas comparator
Este un dispozitiv de măsurat cu precizie de 0.1, 0.01, 0.05, 0.001 mm. În
cazul alinierii dispozitivelor sau pieselor se utilizează uzual cele care au precizia de
0.01 mm.
Din punct de vedere constructiv, ele sunt cu tije palpatoare fixă (Fig.3a,b)
sau cu levier (Fig.3c,d,e)
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 63/109
63
Fig. 3 [w.HOF]
Ceasurile comparatoare sunt utilizate la alinierea dispozitivelor şi pieselor în
vederea prelucrării deoarece cu ajutorul acestora se pot determina abaterea de la
planeitate, paralelism, concentricitale, bataie radială, etc.
2.1.2 Metodologia de aliniere
Modul în care se aliniază dispozitivul sau piesa este relativ simplu, practic
determinându-se abaterea de poziţie a bazelor principale de aşezare, ghidare şioprire, urmând a se corija poziţia bazelor faţă de suprafaţa sau axa de referinţă.
Metodologia de lucru constă în parcurgerea următorilor paşi:
1. se poziţionează dispozitivul sau piesa pe masa maşinii unelte aliniindu-se
organoleptic de către operator, urmând a se realiza o fixare uşoară astfel
încât să se poată mişca dispozitivul/piesa în elementele de fixare;
2.
se fixează braţul articulat cu ceasul comparator pe supraxaţa de referinţă; 3. se determină abaterea de poziţie a bazelor principale de aşezare,
poziţionare şi oprire;
4. prin bătăi uşoare cu ajutorul unui ciocan din cauciuc, lemn sau plastic se
repoziţionează bazele principale în direcţia dorită pentru îmbunătăţirea
abaterilor de poziţie;
5. se repetă pasul 3 şi apoi pasul 4 până se obţine alinierea bazelor principale
la precizia dorită.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 64/109
64
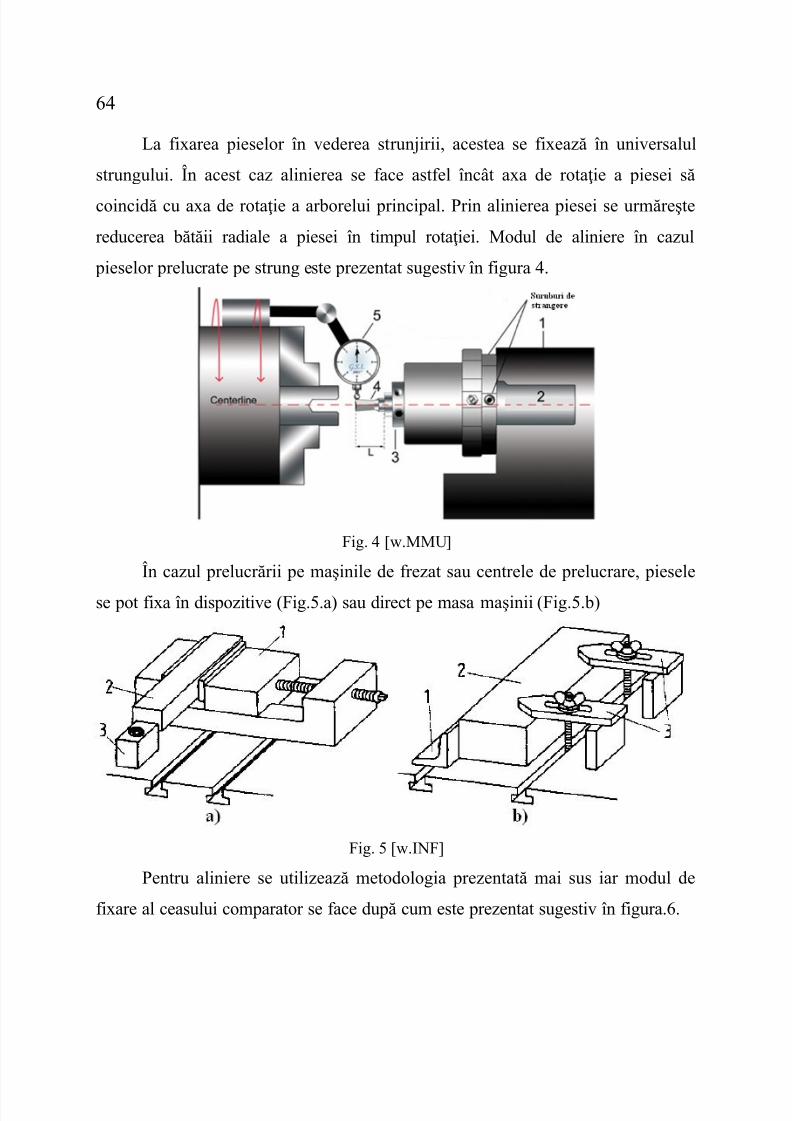
La fixarea pieselor în vederea strunjirii, acestea se fixează în universalul
strungului. În acest caz alinierea se face astfel încât axa de rotaţie a piesei să
coincidă cu axa de rotaţie a arborelui principal. Prin alinierea piesei se urmăreşte
reducerea bătăii radiale a piesei în timpul rotaţiei. Modul de aliniere în cazul
pieselor prelucrate pe strung este prezentat sugestiv în figura 4.
Fig. 4 [w.MMU]
În cazul prelucrării pe maşinile de frezat sau centrele de prelucrare, piesele
se pot fixa în dispozitive (Fig.5.a) sau direct pe masa maşinii (Fig.5.b)
Fig. 5 [w.INF]
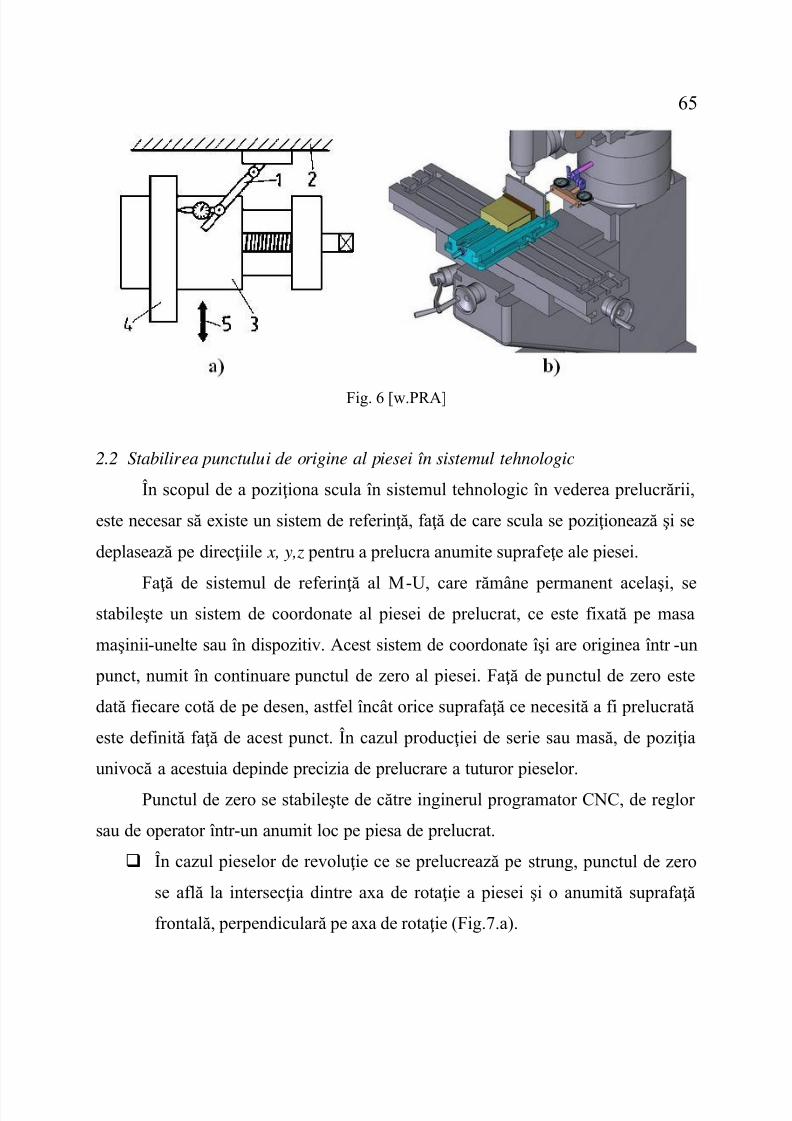
Pentru aliniere se utilizează metodologia prezentată mai sus iar modul de
fixare al ceasului comparator se face după cum este prezentat sugestiv în figura.6.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 65/109
65
Fig. 6 [w.PRA]
2.2 Stabilirea punctului de origine al piesei în sistemul tehnologic
În scopul de a poziţiona scula în sistemul tehnologic în vederea prelucrării,
este necesar să existe un sistem de referinţă, faţă de care scula se poziţionează şi se
deplasează pe direcţiile x, y,z pentru a prelucra anumite supraf eţe ale piesei.
Faţă de sistemul de referinţă al M-U, care rămâne permanent acelaşi, sestabileşte un sistem de coordonate al piesei de prelucrat, ce este fixată pe masa
maşinii-unelte sau în dispozitiv. Acest sistem de coordonate îşi are originea într -un
punct, numit în continuare punctul de zero al piesei. Faţă de punctul de zero este
dată fiecare cotă de pe desen, astfel încât orice suprafaţă ce necesită a fi prelucrată
este definită faţă de acest punct. În cazul producţiei de serie sau masă, de poziţia
univocă a acestuia depinde precizia de prelucrare a tuturor pieselor.
Punctul de zero se stabileşte de către inginerul programator CNC, de reglor
sau de operator într-un anumit loc pe piesa de prelucrat.
În cazul pieselor de revoluţie ce se prelucrează pe strung, punctul de zero
se află la intersecţia dintre axa de rotaţie a piesei şi o anumită suprafaţă
frontală, perpendiculară pe axa de rotaţie (Fig.7.a).
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 66/109
66
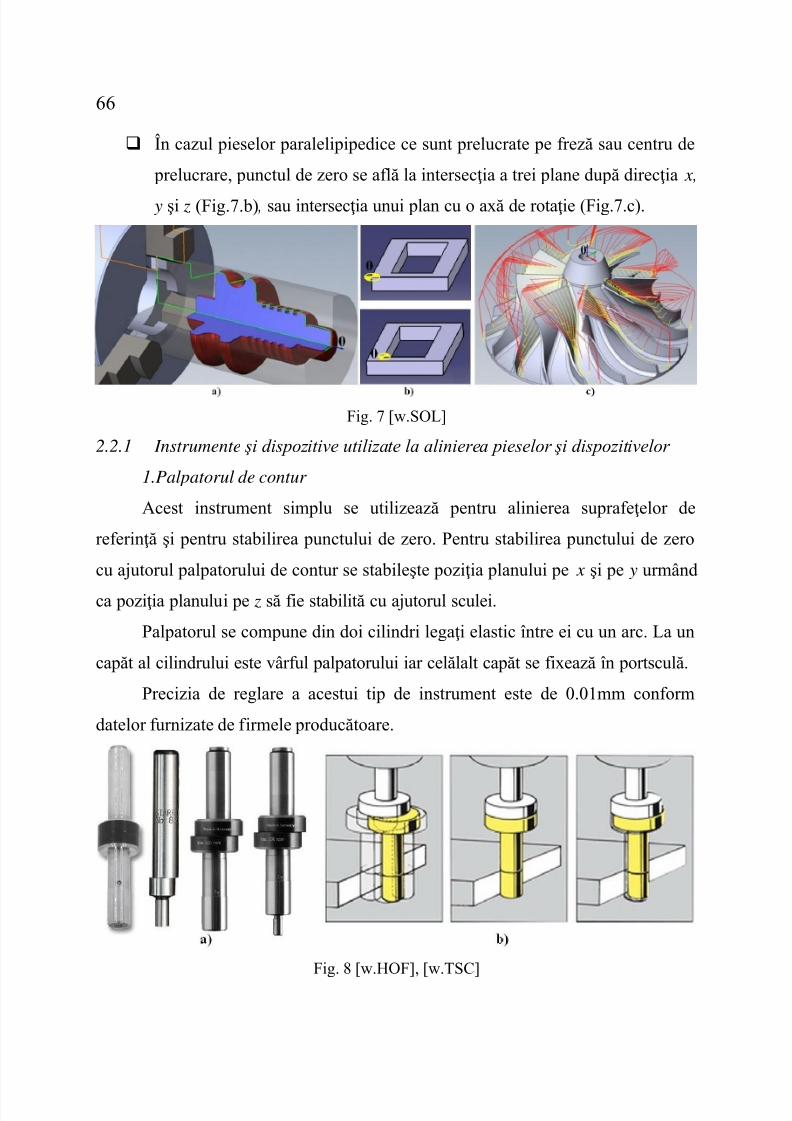
În cazul pieselor paralelipipedice ce sunt prelucrate pe freză sau centru de
prelucrare, punctul de zero se află la intersecţia a trei plane după direcţia x,
y şi z (Fig.7.b) , sau intersecţia unui plan cu o axă de rotaţie (Fig.7.c).
Fig. 7 [w.SOL]
2.2.1 Instrumente şi dispozitive utilizate la alinierea pieselor şi dispozitivelor
1.Palpatorul de contur
Acest instrument simplu se utilizează pentru alinierea suprafeţelor de
referinţă şi pentru stabilirea punctului de zero. Pentru stabilirea punctului de zero
cu ajutorul palpatorului de contur se stabileşte poziţia planului pe x şi pe y urmând
ca poziţia planului pe z să fie stabilită cu ajutorul sculei.
Palpatorul se compune din doi cilindri legaţi elastic între ei cu un arc. La un
capăt al cilindrului este vârful palpatorului iar celălalt capăt se fixează în portsculă.
Precizia de reglare a acestui tip de instrument este de 0.01mm conform
datelor furnizate de firmele producătoare.
Fig. 8 [w.HOF], [w.TSC]
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 67/109
67
În figura 8.a sunt prezentate diverse tipuri de palpatoare de contur iar în
figura 8.b este ilustrat modul în care se determină poziţia suprafeţei palpate.
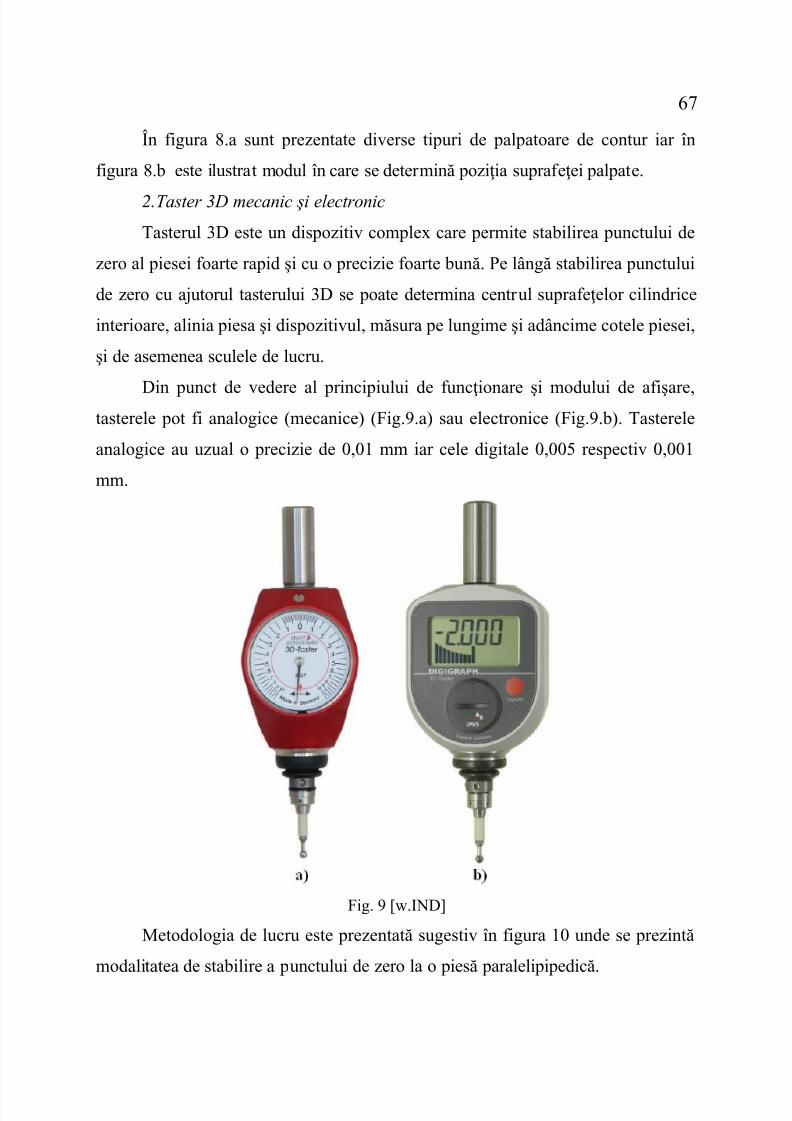
2.Taster 3D mecanic şi electronic
Tasterul 3D este un dispozitiv complex care permite stabilirea punctului de
zero al piesei foarte rapid şi cu o precizie foarte bună. Pe lângă stabilirea punctului
de zero cu ajutorul tasterului 3D se poate determina centr ul suprafeţelor cilindrice
interioare, alinia piesa şi dispozitivul, măsura pe lungime şi adâncime cotele piesei,
şi de asemenea sculele de lucru.
Din punct de vedere al principiului de funcţionare şi modului de afişare,tasterele pot fi analogice (mecanice) (Fig.9.a) sau electronice (Fig.9.b). Tasterele
analogice au uzual o precizie de 0,01 mm iar cele digitale 0,005 respectiv 0,001
mm.
Fig. 9 [w.IND]
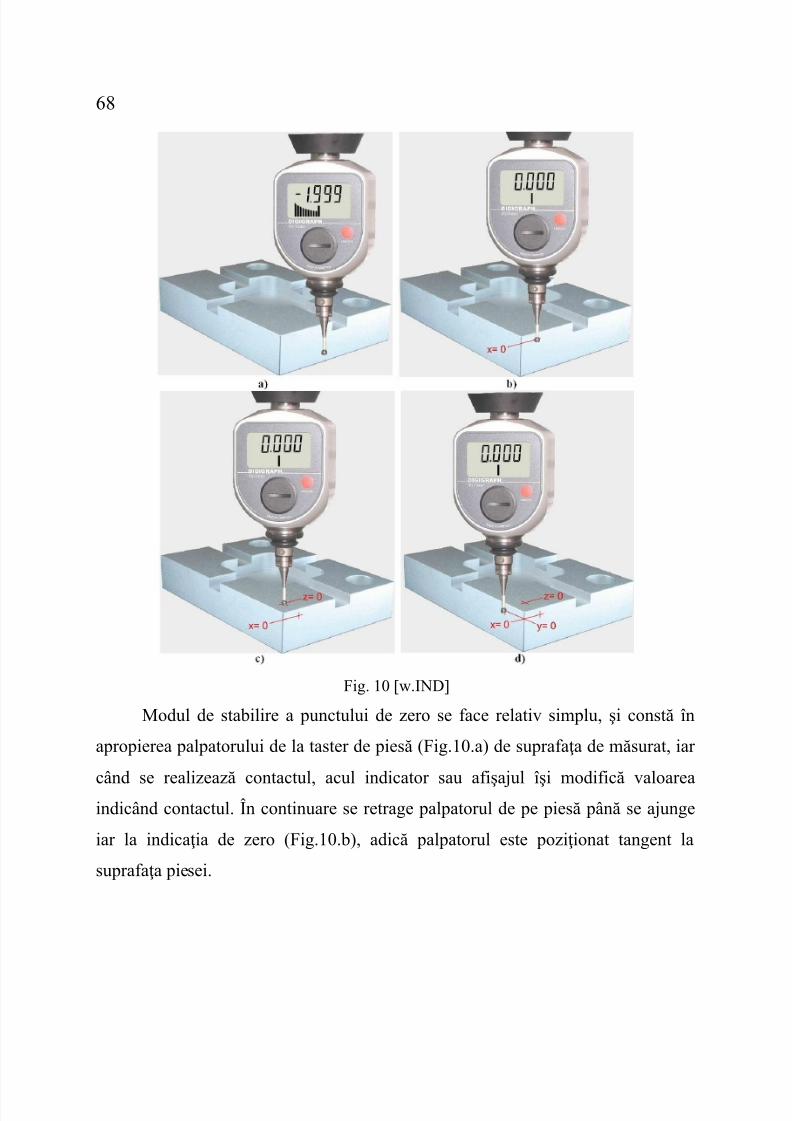
Metodologia de lucru este prezentată sugestiv în figura 10 unde se prezintă
modalitatea de stabilire a punctului de zero la o piesă paralelipipedică.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 68/109
68
Fig. 10 [w.IND]
Modul de stabilire a punctului de zero se face relativ simplu, şi constă în
apropierea palpatorului de la taster de piesă (Fig.10.a) de suprafaţa de măsurat, iar
când se realizează contactul, acul indicator sau afişajul îşi modifică valoareaindicând contactul. În continuare se retrage palpatorul de pe piesă până se ajunge
iar la indicaţia de zero (Fig.10.b), adică palpatorul este poziţionat tangent la
suprafaţa piesei.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 69/109
69
3. Desfăşurarea lucrării
În cadrul lucrării de laborator studenţii se vor familiariza cu instrumentele şi
dispozitivele utilizate la alinierea pieselor şi la stabilirea punctului de zero după
care se va trece la deprinderea modului de exploatare a acestora.
Studenţii vor alinia câte o piesă pe strung şi o piesă sau un dispozitiv pe
masa maşinii de frezat.
De asemenea vor stabili punctul de zero la o piesă fixată într -un dispozitiv pe
masa maşinii de frezat sau a centrului de prelucrare.
12. Analiza rezultatelor
În urma acestui laborator studenţii vor însuşi deprinderile practice utile
pentru poziţionarea dispozitivelor şi pieselor în vederea prelucrării şi, de asemenea,
pentru stabilirea punctului de zero.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 70/109
70
LUCRAREA 10
STUDIUL PRECIZIEI DE BAZARE A PIESELOR DEREVOLUŢIE ÎN DISPOZITIVE
19. Scopul lucrării
Lucrarea are ca scop studiul practic al modului de bazare şi fixare a pieselor
de revoluţie în cele mai uzuale dispozitive utilizate în mediul industrial şi de
asemenea, studiul preciziei cu care aceste realizează bazarea.
În această lucrare se urmăreşte cunoaşterea principalelor dispozitive utilizate
în vederea bazării şi fixării pieselor, atât după suprafeţe de revoluţie interioare (tip
alezaj) cât şi după suprafeţe de revoluţie exterioare (tip arbore). De asemenea se
urmăreşte dobândirea deprinderilor practice în utilizarea acestor dispozitive de
către studenţi.
20. Consideraţii teoretice
Precizia de prelucrare depinde de o serie de factori ce influenţează modul de
fabricare a piesei pe maşina unealtă. Printre aceşti factori un rol însemnat îl ocupă
precizia de bazare cu care dispozitivul bazează piesa în raport cu celelalte elemente
a sistemului tehnologic.În cazul pieselor de revoluţie, în funcţie de suprafaţa după care se bazează
piesa, se pot folosi două ti puri de dispozitive:
- tip mandrină – în acest tip de dispozitiv, piesa de revoluţie este bazată şi
fixată după suprafaţa exterioară a piesei;
- tip dorn – în acest tip de dispozitiv, piesa de revoluţie este bazată şi fixată
după suprafaţa interioară a piesei.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 71/109
71
2.1 Dispozitive tip mandrină pentru bazarea şi fixarea pieselor de revoluţie
2.1.1 Dispozitivul universal cu fălci (bacuri)
Dispozitivul universal cu fălci (cunoscut sub numele simplu de „universal”),
este cel mai utilizat dispozitiv de bazare şi fixare a pieselor de revoluţie, fiind
utilizat cu precădere la strung dar şi la celelalte maşini unelte. În universal se pot
fixa piese de revoluţie simetrice sau nesimetrice, fixarea pieselor putându-se face
pe suprafaţa exterioară sau interioară. Universalele întâlnite frecvent pe strunguri
sunt construite cu trei sau cu patru fălci (bacuri) ce se deplasează simultan
realizând autocentrarea piesei.Clasificarea universalelor se face în funcţie de mai multe criterii:
după caracterul forţei care acţionează mecanismul de centrare:
- cu acţionare manuală;
- cu acţionare mecanizată (hidraulică, pneumatică, etc.);
după numărul fălcilor putem avea cu 2, 3, 4 sau, pentru destinaţii speciale, cu
mai mult de 4 bacuri;
după modul de deplasare a bacurilor:
- autocentrante, la care bacurile se deplasează simultan;
- cu deplasare independentă a fiecărui bac.
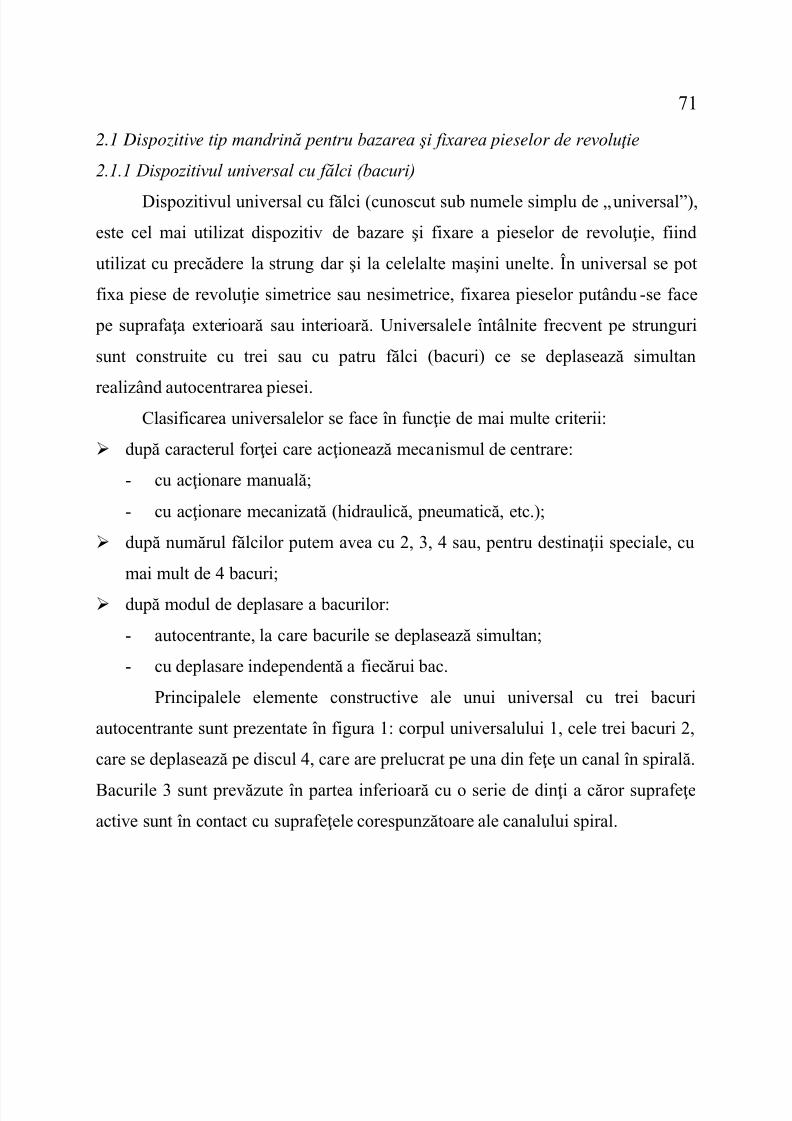
Principalele elemente constructive ale unui universal cu trei bacuri
autocentrante sunt prezentate în figura 1: corpul universalului 1, cele trei bacuri 2,
care se deplasează pe discul 4, care are prelucrat pe una din feţe un canal în spirală.
Bacurile 3 sunt prevăzute în partea inferioară cu o serie de dinţi a căror suprafeţe
active sunt în contact cu suprafeţele corespunzătoare ale canalului spiral.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 72/109
72
Fig. 1
Pe faţa opusă a discului 4 este realizată o coroană conică dinţată care
angrenează cu trei pinioane conice 5. Oricare din pinioanele conice 5 pot fi
acţionate manual de operatorul ce fixează piesa în universal, folosind cheia cu cap
pătrat 3. Fiecare bac îşi are locaşul său însemnat pe corpul universalului cu acelaşi
număr, astfel bacul nr.1 se va introduce în locaşul nr.1 din corpul universalului.
Aşadar, bacurile nu se pot introduce în corpul universalului în orice ordine, ci doar
în ordinea prestabilită de producătorul dispozitivului, altfel nu se mai poate obţineautocentrarea.
Universalul cu trei bacuri autocentrante poate realiza o strângere corectă
pentru piese ce au o secţiune circulară, hexagonală sau triunghiulară. Strângerea
pieselor de secţiune pătrată nu se realizează în bune condiţii cu acest tip de
universal.
În figura 2 este prezentată schema de funcţionare a universalului cu trei bacuri acţionate independent. Ca şi universalul cu trei bacuri autocentrante şi acest
tip de universal se montează la capătul arborelui principal prin înşurubare şi este
format din corpul universal 1, cele trei bacuri 2, discul 5 cu coroana conică pe o
parte şi canalul spiralat pe partea opusă şi pinionul conic 6. În figura 2.b) se
observă că pe canalul spiral al discului 5, se deplasează falca de bază 4 care pune în
mişcare bacul 2 pentru o apropiere rapidă de piesă. Prin intermediul şurubului
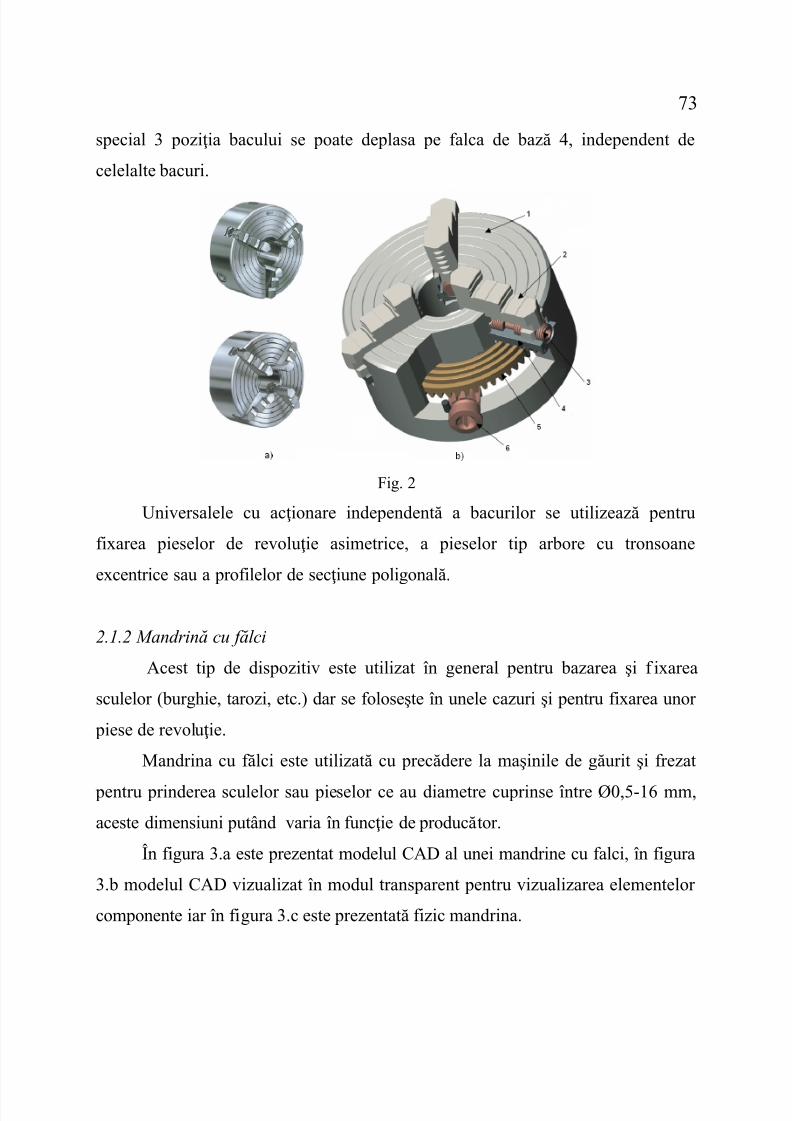
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 73/109
73
special 3 poziţia bacului se poate deplasa pe falca de bază 4, independent de
celelalte bacuri.
Fig. 2
Universalele cu acţionare independentă a bacurilor se utilizează pentru
fixarea pieselor de revoluţie asimetrice, a pieselor tip arbore cu tronsoane
excentrice sau a profilelor de secţiune poligonală.
2.1.2 Mandrină cu fălci
Acest tip de dispozitiv este utilizat în general pentru bazarea şi f ixarea
sculelor (burghie, tarozi, etc.) dar se foloseşte în unele cazuri şi pentru fixarea unor
piese de revoluţie.
Mandrina cu fălci este utilizată cu precădere la maşinile de găurit şi frezat
pentru prinderea sculelor sau pieselor ce au diametre cuprinse între Ø0,5-16 mm,
aceste dimensiuni putând varia în funcţie de producător.
În figura 3.a este prezentat modelul CAD al unei mandrine cu falci, în figura
3.b modelul CAD vizualizat în modul transparent pentru vizualizarea elementelor
componente iar în figura 3.c este prezentată fizic mandrina.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 74/109
74
Fig. 3 [w. GRA]
Mandrina este compusă din trei fălci 1, care glisează pe canalele aferente din
corpul mandrinei 2. Fălcile sunt filetate pe o parte, materializând un filet conic al
unui şurub virtual care se înfiletează cu piuliţa 3 care are la exterior o coroanădinţată. Deplasarea fălcilor pentru bazarea şi strângerea pieselor se face cu ajutorul
cheii speciale 4 care se introduce cu porţiunea cilindrică în găurile existente pe
corpul mandrinei iar prin angrenarea pinionului de pe cheie cu coroana dinţată se
realizează strângerea/destrângerea fălcilor pe/de pe suprafaţa piesei.
Datorită construcţiei şi a modului de strângere a fălcilor, acest dispozitiv
prezintă dezavantajul că nu asigură forţe mari de strângere, ceea ce limitează
regimul de aşchiere la unul moderat.
2.1.3 Mandrină cu bucşe elastică
Dispozitivele cu bucşe elastică se folosesc la bazarea şi fixarea pieselor, a
sculelor (freze, burghie, tarozi, etc) sau a altor dispozitive (ceasuri comparatoare,
palpatoare de contur, tastere, etc).
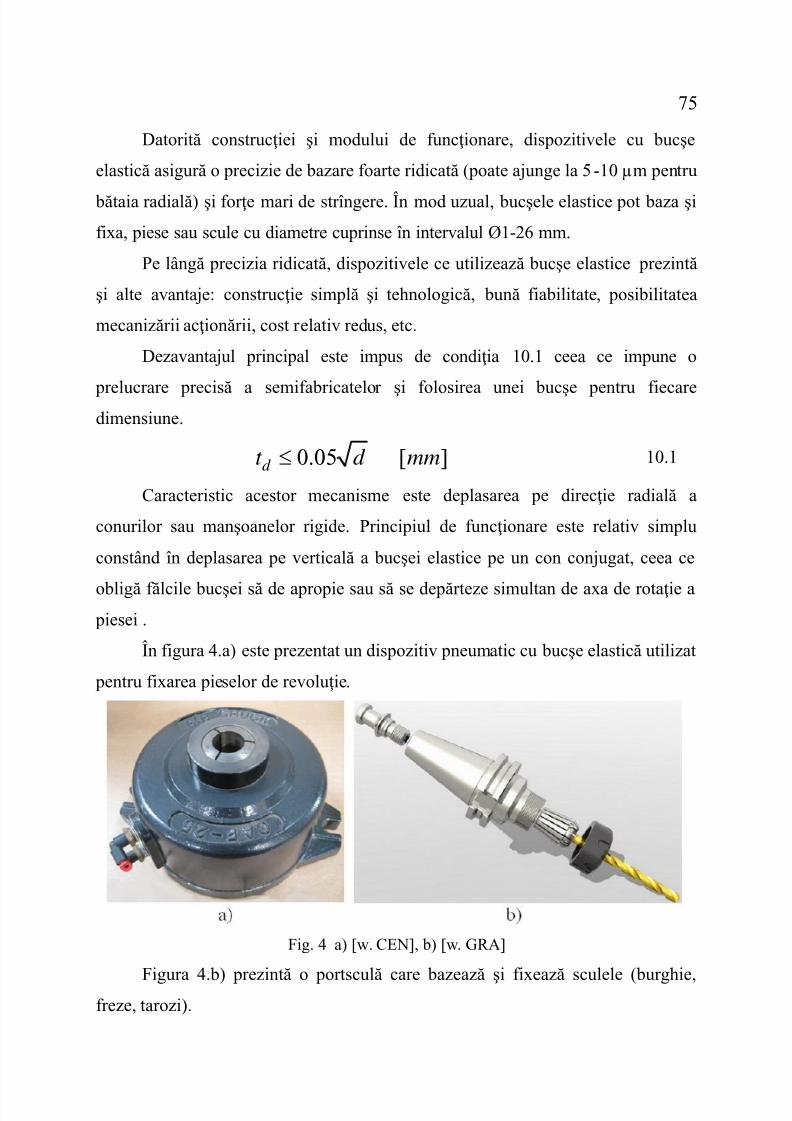
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 75/109
75
Datorită construcţiei şi modului de funcţionare, dispozitivele cu bucşe
elastică asigură o precizie de bazare foarte ridicată (poate ajunge la 5-10 µm pentru
bătaia radială) şi forţe mari de strîngere. În mod uzual, bucşele elastice pot baza şi
fixa, piese sau scule cu diametre cuprinse în intervalul Ø1-26 mm.
Pe lângă precizia ridicată, dispozitivele ce utilizează bucşe elastice prezintă
şi alte avantaje: construcţie simplă şi tehnologică, bună fiabilitate, posibilitatea
mecanizării acţionării, cost relativ redus, etc.
Dezavantajul principal este impus de condiţia 10.1 ceea ce impune o
prelucrare precisă a semifabricatelor şi folosirea unei bucşe pentru fiecaredimensiune.
0.05 [ ]d t d mm 10.1
Caracteristic acestor mecanisme este deplasarea pe direcţie radială a
conurilor sau manşoanelor rigide. Principiul de funcţionare este relativ simplu
constând în deplasarea pe verticală a bucşei elastice pe un con conjugat, ceea ce
obligă fălcile bucşei să de apropie sau să se depărteze simultan de axa de rotaţie a piesei .
În figura 4.a) este prezentat un dispozitiv pneumatic cu bucşe elastică utilizat
pentru fixarea pieselor de revoluţie.
Fig. 4 a) [w. CEN], b) [w. GRA]
Figura 4.b) prezintă o portsculă care bazează şi fixează sculele (burghie,freze, tarozi).
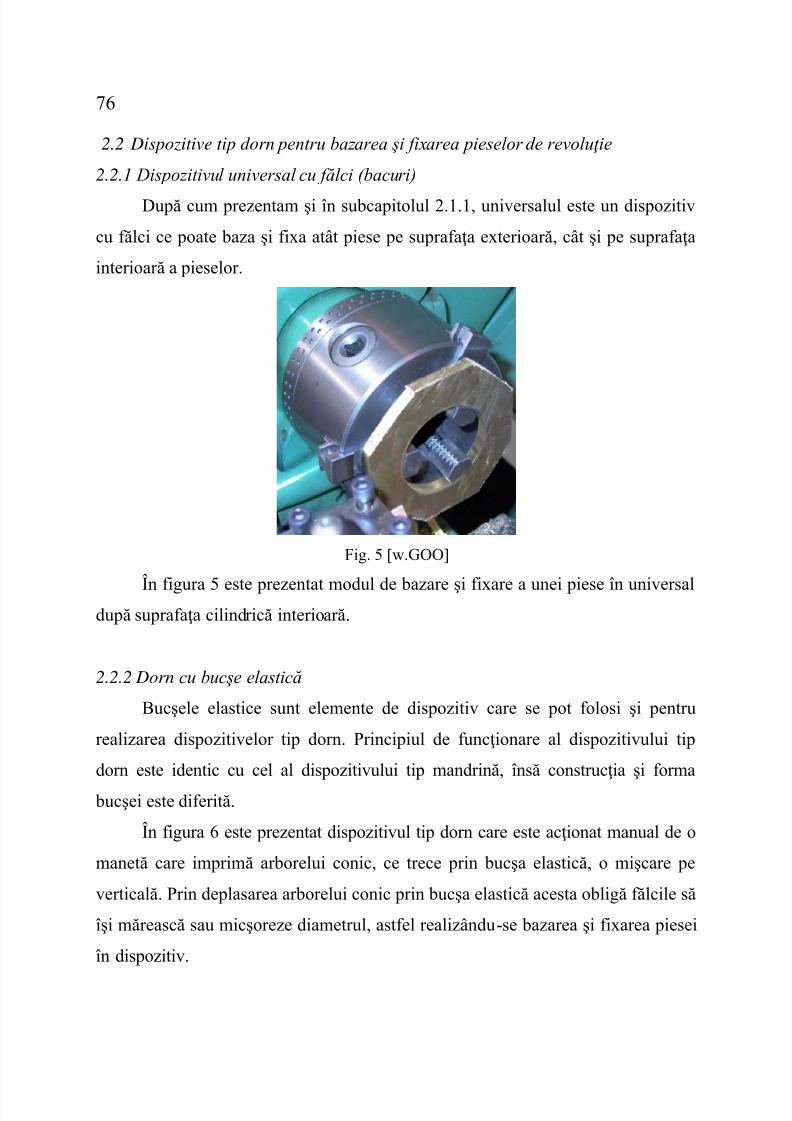
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 76/109
76
2.2 Dispozitive tip dorn pentru bazarea şi fixarea pieselor de revoluţie
2.2.1 Dispozitivul universal cu fălci (bacuri)
După cum prezentam şi în subcapitolul 2.1.1, universalul este un dispozitiv
cu fălci ce poate baza şi fixa atât piese pe suprafaţa exterioară, cât şi pe suprafaţa
interioară a pieselor.
Fig. 5 [w.GOO]
În figura 5 este prezentat modul de bazare şi fixare a unei piese în universaldupă suprafaţa cilindrică interioară.
2.2.2 Dorn cu bucşe elastică
Bucşele elastice sunt elemente de dispozitiv care se pot folosi şi pentru
realizarea dispozitivelor tip dorn. Principiul de funcţionare al dispozitivului tip
dorn este identic cu cel al dispozitivului tip mandrină, însă construcţia şi forma
bucşei este diferită.
În figura 6 este prezentat dispozitivul tip dorn care este acţionat manual de o
manetă care imprimă arborelui conic, ce trece prin bucşa elastică, o mişcare pe
verticală. Prin deplasarea arborelui conic prin bucşa elastică acesta obligă fălcile să
îşi mărească sau micşoreze diametrul, astfel realizându-se bazarea şi fixarea piesei
în dispozitiv.

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 77/109
77
Fig. 6 [w.BRO]
2.2.3 Dorn cu pene
La dispozitivele cu pene bazarea şi fixarea se realizeaza cu ajutorul unor
pene care sunt deplasate pe direcţie axială pe suprafeţe înclinate prevăzute în
corpul dispozitivului. Penele permit realizarea unor precizii ridicate de centrare
până la 0,005 mm. Dezavantajele utilizării lor constă în dificultăţile tehnologice deexecuţie şi în faptul că penele se deplasează axial în contact cu semifabricatul
putând să deterioreze suprafaţa pe care acţionează. De asemenea cursele de lucru
sunt limitate datorită unghiurilor mici de pantă utilizate la pene.
Fig. 7 [w.BRO]
În figura 7 este prezentat un dispozitiv tip dorn cu pene multiple.
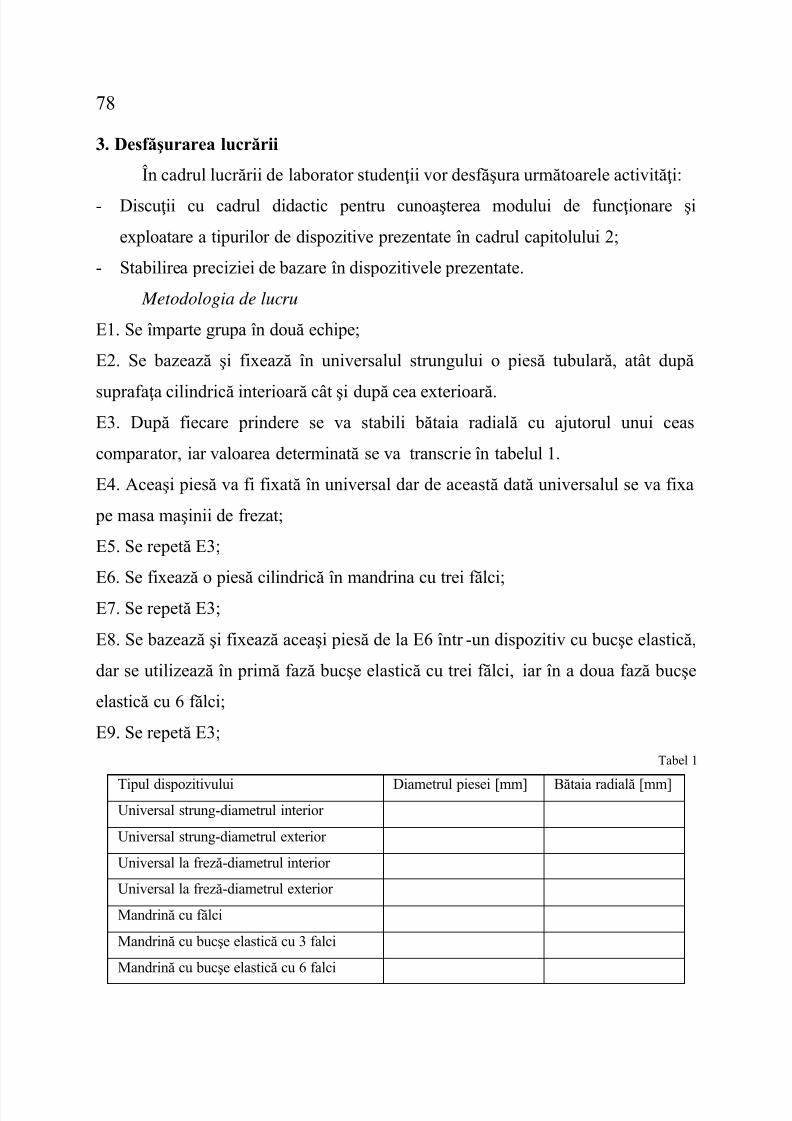
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 78/109
78
3. Desfăşurarea lucrării
În cadrul lucrării de laborator studenţii vor desfăşura următoarele activităţi:
- Discuţii cu cadrul didactic pentru cunoaşterea modului de funcţionare şi
exploatare a tipurilor de dispozitive prezentate în cadrul capitolului 2;
- Stabilirea preciziei de bazare în dispozitivele prezentate.
Metodologia de lucru
E1. Se împarte grupa în două echipe;
E2. Se bazează şi fixează în universalul strungului o piesă tubulară, atât după
suprafaţa cilindrică interioară cât şi după cea exterioară. E3. După fiecare prindere se va stabili bătaia radială cu ajutorul unui ceas
comparator, iar valoarea determinată se va transcrie în tabelul 1.
E4. Aceaşi piesă va fi fixată în universal dar de această dată universalul se va fixa
pe masa maşinii de frezat;
E5. Se repetă E3;
E6. Se fixează o piesă cilindrică în mandrina cu trei fălci;
E7. Se repetă E3;
E8. Se bazează şi fixează aceaşi piesă de la E6 într -un dispozitiv cu bucşe elastică,
dar se utilizează în primă fază bucşe elastică cu trei fălci, iar în a doua fază bucşe
elastică cu 6 fălci;
E9. Se repetă E3;
Tabel 1
Tipul dispozitivului Diametrul piesei [mm] Bătaia radială [mm] Universal strung-diametrul interior
Universal strung-diametrul exterior
Universal la freză-diametrul interior
Universal la freză-diametrul exterior
Mandrină cu fălci
Mandrină cu bucşe elastică cu 3 falci
Mandrină cu bucşe elastică cu 6 falci
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 79/109
79
Obs! Echipa A începe cu etapa E2, E3, E4, E5 iar echipa B începe cu etapa
E6,E7, E8, E9 iar după terminarea etapelor se face o rocadă între echipe, astfel
încât fiecare echipă să parcurgă toate etapele
13. Analiza rezultatelor
După completarea tabelului se vor compara rezultatele obţinute de fiecare
echipă în parte, se vor analiza rezultatele urmând a se trage concluzii cu privire la
precizia de bazare a pieselor de revoluţie în diverse tipuri de dispozitive tip dorn
sau mandrină.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 80/109
80
LUCRAREA 11
STUDIUL DEFORMAŢIEI PIESELOR TIP PLACĂ CURIGIDITATE SCĂZUTĂ LA PRINDEREA ÎN
DISPOZITIVE
21. Scopul lucrării
Lucrarea are ca scop determinarea experimentală a deformaţiilor ce apar la
piesele tip placă ce prezintă rigiditate scăzută atunci când acestea sunt bazate şi
fixate pe masa maşinii unelte sau în dispozitive.
În această lucrare se urmăreşte a se deter mina experimental valoarea
deformaţiei unei piese tip placă asupra căreia acţionează un moment de strângere
dezvoltată de student cu diferite tipuri de dispozitive.
22. Consideraţii teoretice
2.1 Consideraţii teoretice privind bazarea şi fixarea pieselor tip placă în
dispozitive
Pentru bazarea şi fixarea pieselor tip placă cu rigiditate scăzută se utilizează,
în funcţie de tipul producţie, trei modalităţi de bazare şi fixare:
Bazare pe masa maşinii unelte şi fixare cu bride pentru un număr mic de
piese prelucr ate, cazul producţiei de serie mică sau unicate [1-20 bucăţi
(valoare orientativă ce ţine de forma şi dimensiunea piesei)];
Bazare şi fixare în dispozitive universale, cazul producţiei de serie mică şi
mijlocie [20-500 bucăţi (valoare orientativă ce ţine de forma şi
dimensiunea piesei)];
Bazare şi fixare în dispozitive specializate pentru un tip sau familie de
piese, cazul producţiei de serie mare şi masă;
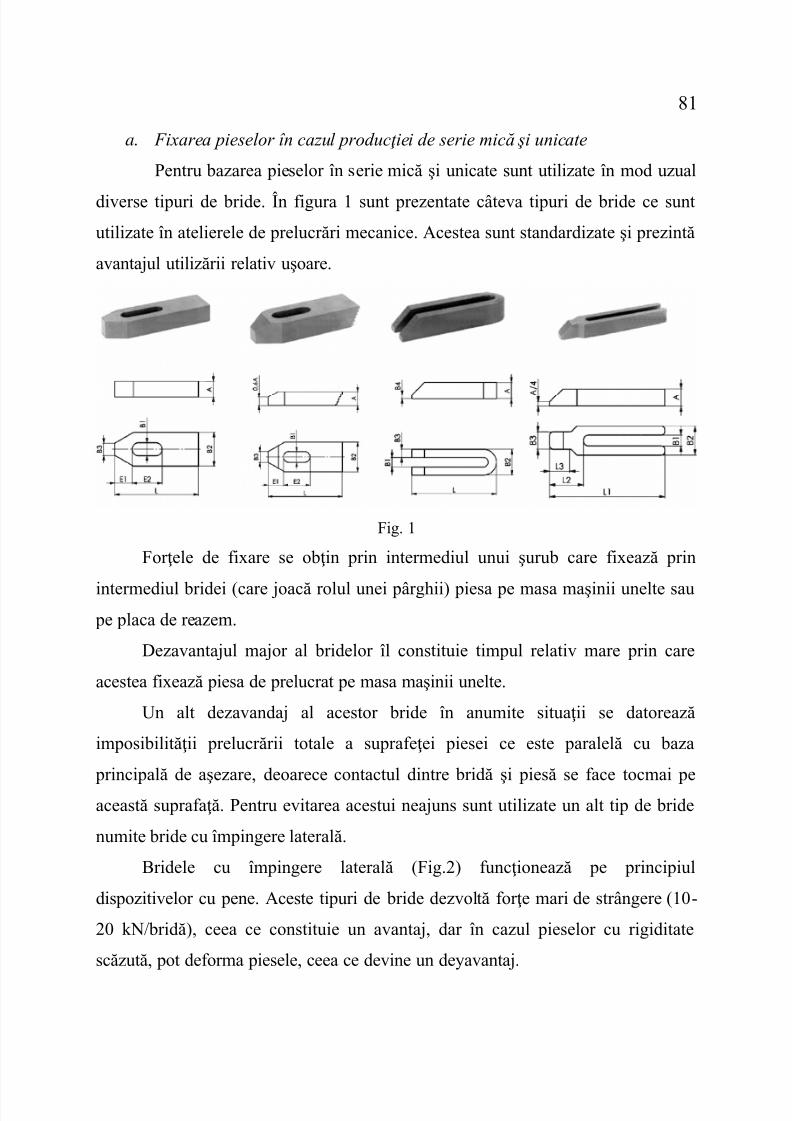
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 81/109
81
a. Fixarea pieselor în cazul producţiei de serie mică şi unicate
Pentru bazarea pieselor în serie mică şi unicate sunt utilizate în mod uzual
diverse tipuri de bride. În figura 1 sunt prezentate câteva tipuri de bride ce sunt
utilizate în atelierele de prelucrări mecanice. Acestea sunt standardizate şi prezintă
avantajul utilizării relativ uşoare.
Fig. 1
Forţele de fixare se obţin prin intermediul unui şurub care fixează prin
intermediul bridei (care joacă rolul unei pârghii) piesa pe masa maşinii unelte sau pe placa de reazem.
Dezavantajul major al bridelor îl constituie timpul relativ mare prin care
acestea fixează piesa de prelucrat pe masa maşinii unelte.
Un alt dezavandaj al acestor bride în anumite situaţii se datorează
imposibilităţii prelucrării totale a suprafeţei piesei ce este paralelă cu baza
principală de aşezare, deoarece contactul dintre bridă şi piesă se face tocmai pe
această suprafaţă. Pentru evitarea acestui neajuns sunt utilizate un alt tip de bride
numite bride cu împingere laterală.
Bridele cu împingere laterală (Fig.2) funcţionează pe principiul
dispozitivelor cu pene. Aceste tipuri de bride dezvoltă forţe mari de strângere (10-
20 kN/bridă), ceea ce constituie un avantaj, dar în cazul pieselor cu rigiditate
scăzută, pot deforma piesele, ceea ce devine un deyavantaj.
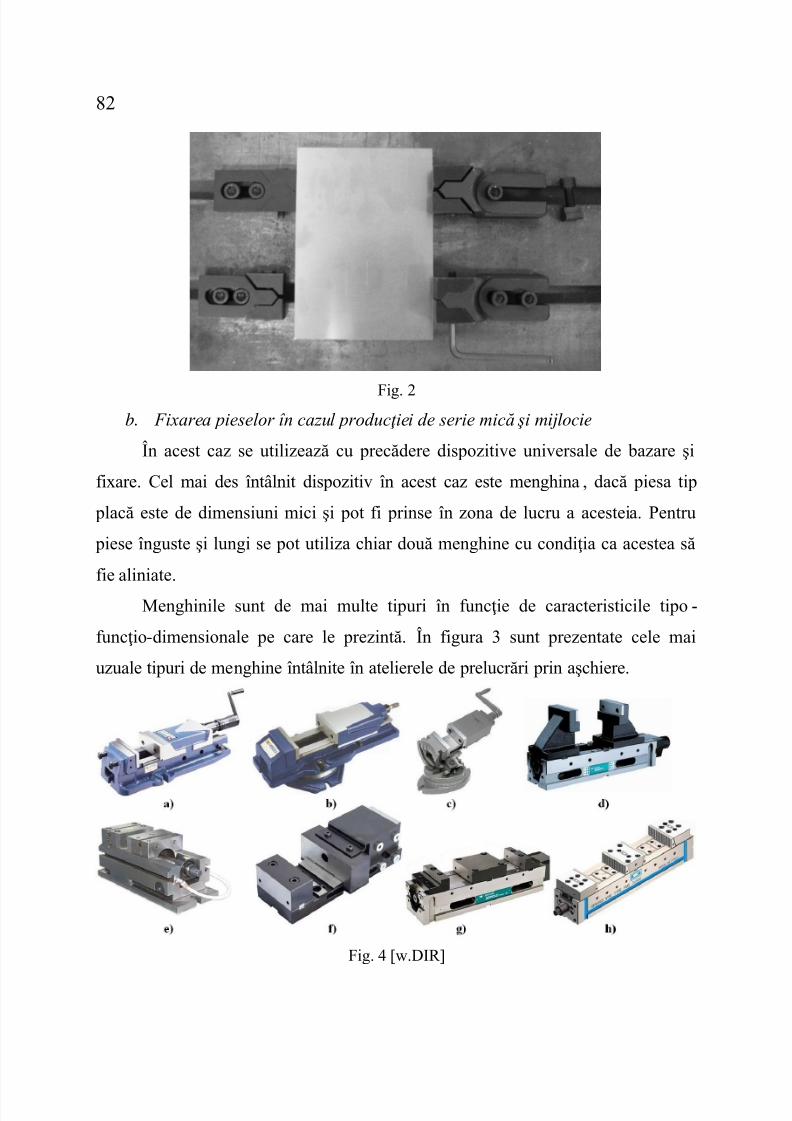
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 82/109
82
Fig. 2b. Fixarea pieselor în cazul producţiei de serie mică şi mijlocie
În acest caz se utilizează cu precădere dispozitive universale de bazare şi
fixare. Cel mai des întâlnit dispozitiv în acest caz este menghina , dacă piesa tip
placă este de dimensiuni mici şi pot fi prinse în zona de lucru a acesteia. Pentru
piese înguste şi lungi se pot utiliza chiar două menghine cu condiţia ca acestea să
fie aliniate.
Menghinile sunt de mai multe tipuri în funcţie de caracteristicile tipo-
funcţio-dimensionale pe care le prezintă. În figura 3 sunt prezentate cele mai
uzuale tipuri de menghine întâlnite în atelierele de prelucrări prin aşchiere.
Fig. 4 [w.DIR]
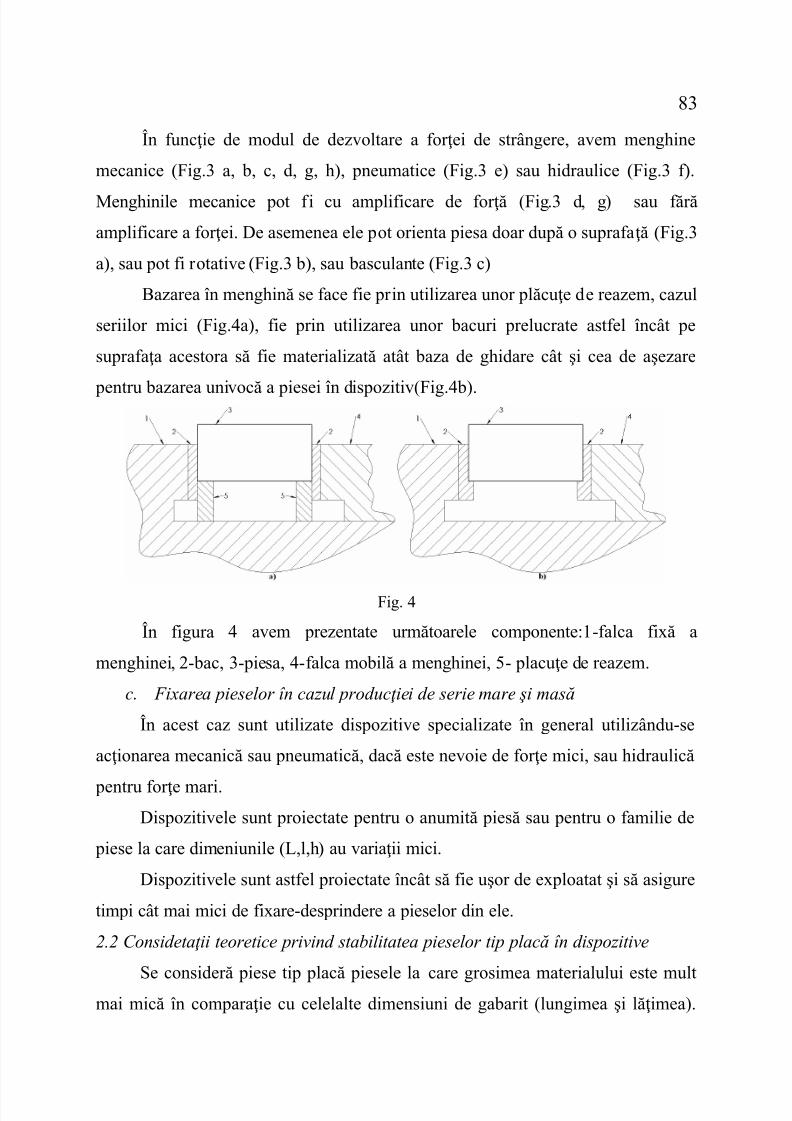
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 83/109
83
În funcţie de modul de dezvoltare a forţei de strângere, avem menghine
mecanice (Fig.3 a, b, c, d, g, h), pneumatice (Fig.3 e) sau hidraulice (Fig.3 f).
Menghinile mecanice pot f i cu amplificare de forţă (Fig.3 d, g) sau fără
amplificare a forţei. De asemenea ele pot orienta piesa doar după o suprafaţă (Fig.3
a), sau pot fi rotative (Fig.3 b), sau basculante (Fig.3 c)
Bazarea în menghină se face fie prin utilizarea unor plăcuţe de reazem, cazul
seriilor mici (Fig.4a), fie prin utilizarea unor bacuri prelucrate astfel încât pe
suprafaţa acestora să fie materializată atât baza de ghidare cât şi cea de aşezare
pentru bazarea univocă a piesei în dispozitiv(Fig.4b).
Fig. 4
În figura 4 avem prezentate următoarele componente:1-falca fixă a
menghinei, 2-bac, 3-piesa, 4-falca mobilă a menghinei, 5- placuţe de reazem.
c. Fixarea pieselor în cazul producţiei de serie mare şi masă
În acest caz sunt utilizate dispozitive specializate în general utilizându-se
acţionarea mecanică sau pneumatică, dacă este nevoie de forţe mici, sau hidraulică
pentru forţe mari. Dispozitivele sunt proiectate pentru o anumită piesă sau pentru o familie de
piese la care dimeniunile (L,l,h) au variaţii mici.
Dispozitivele sunt astfel proiectate încât să fie uşor de exploatat şi să asigure
timpi cât mai mici de fixare-desprindere a pieselor din ele.
2.2 Considetaţii teoretice privind stabilitatea pieselor tip placă în dispozitive
Se consideră piese tip placă piesele la care grosimea materialului este mult
mai mică în comparaţie cu celelalte dimensiuni de gabarit (lungimea şi lăţimea).
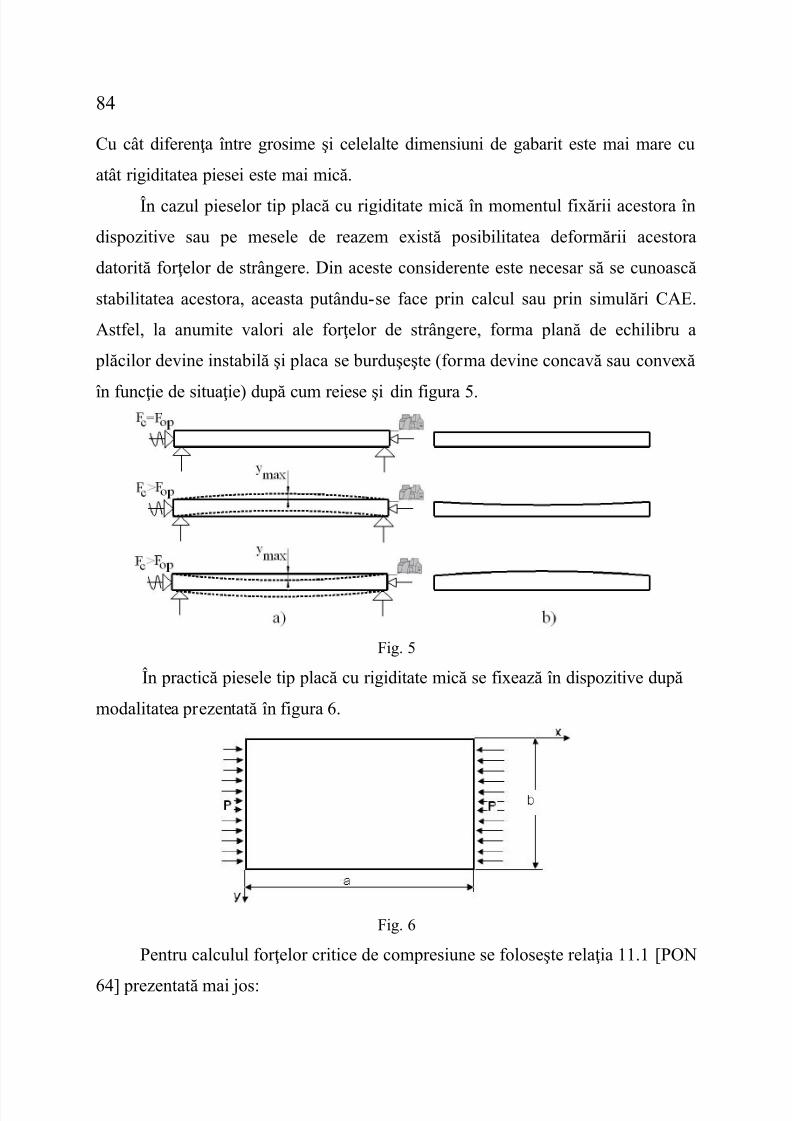
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 84/109
84
Cu cât diferenţa între grosime şi celelalte dimensiuni de gabarit este mai mare cu
atât rigiditatea piesei este mai mică.
În cazul pieselor tip placă cu rigiditate mică în momentul fixării acestora în
dispozitive sau pe mesele de reazem există posibilitatea deformării acestora
datorită forţelor de strângere. Din aceste considerente este necesar să se cunoască
stabilitatea acestora, aceasta putându-se face prin calcul sau prin simulări CAE.
Astfel, la anumite valori ale forţelor de strângere, forma plană de echilibru a
plăcilor devine instabilă şi placa se burduşeşte (forma devine concavă sau convexă
în funcţie de situaţie) după cum reiese şi din figura 5.
Fig. 5
În practică piesele tip placă cu rigiditate mică se fixează în dispozitive după
modalitatea prezentată în figura 6.
Fig. 6
Pentru calculul forţelor critice de compresiune se foloseşte relaţia 11.1 [PON
64] prezentată mai jos:

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 85/109
85
2
2cr
DP K
b
11.1
Unde:
cr P - valoarea critică a intensităţii forţelor de compresiune [N/mm];
K - coeficient de flambaj, ce se calculează cu relaţia 11.2;
D - rigiditatea la încovoiere a plăcii [Nmm] şi se calculează cu relaţia 11.3;
21 1a b a b
K m sau K mm b a m b a
11.2
3
2[ ]
12(1 )
E h D Nmm
11.3
Unde:
,a b - lungimea şi lăţimea piesei;
m - numărul de semiunde ale plăcii burduşite;
- este coeficientul de contracţie transversal a lui Poisson;
E - modulul de elasticitate longitudinal;
h - grosimea plăcii;
În tabelul 1 este prezentată valoarea numărului de semiunde m ale plăcii burduşite
în funcţie de valoarea raportului dintre lungimea a şi lăţimea b a plăcii.
Tab.1[PON 64]
Numărul
semiundelor
m
Intervalele valorilor
a
b
Numărul
semiundelor
m
Intervalele valorilor
a
b
10 1,141
a
b
65, 477 6,481
a
b
21,141 2,449
a
b
76,481 7,483
a
b
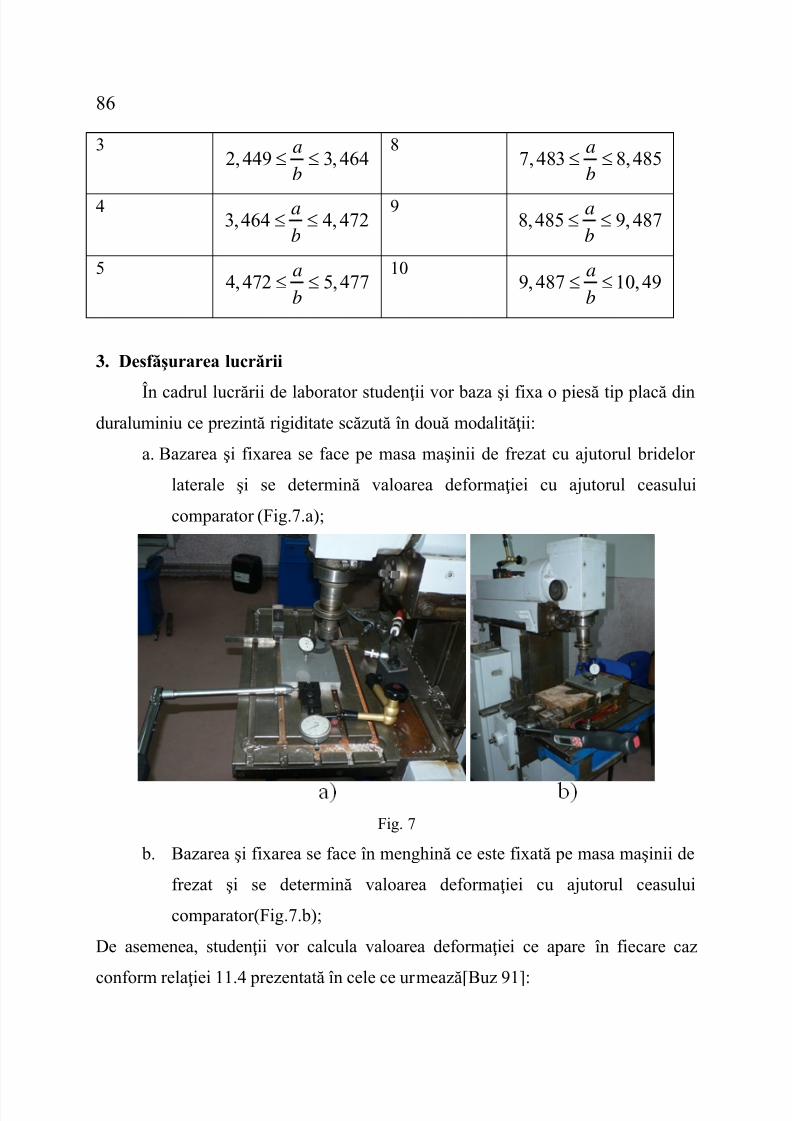
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 86/109
86
32,449 3, 464
a
b
87,483 8,485
a
b
43,464 4, 472
a
b
98,485 9, 487
a
b
54,472 5,477
a
b
109, 487 10,49
a
b
3. Desfăşurarea lucrării
În cadrul lucrării de laborator studenţii vor baza şi fixa o piesă tip placă dinduraluminiu ce prezintă rigiditate scăzută în două modalităţii:
a. Bazarea şi fixarea se face pe masa maşinii de frezat cu ajutorul bridelor
laterale şi se determină valoarea deformaţiei cu ajutorul ceasului
comparator (Fig.7.a);
Fig. 7
b. Bazarea şi fixarea se face în menghină ce este fixată pe masa maşinii de
frezat şi se determină valoarea deformaţiei cu ajutorul ceasului
comparator(Fig.7.b);
De asemenea, studenţii vor calcula valoarea deformaţiei ce apare în fiecare caz
conform relaţiei 11.4 prezentată în cele ce urmează[Buz 91]:
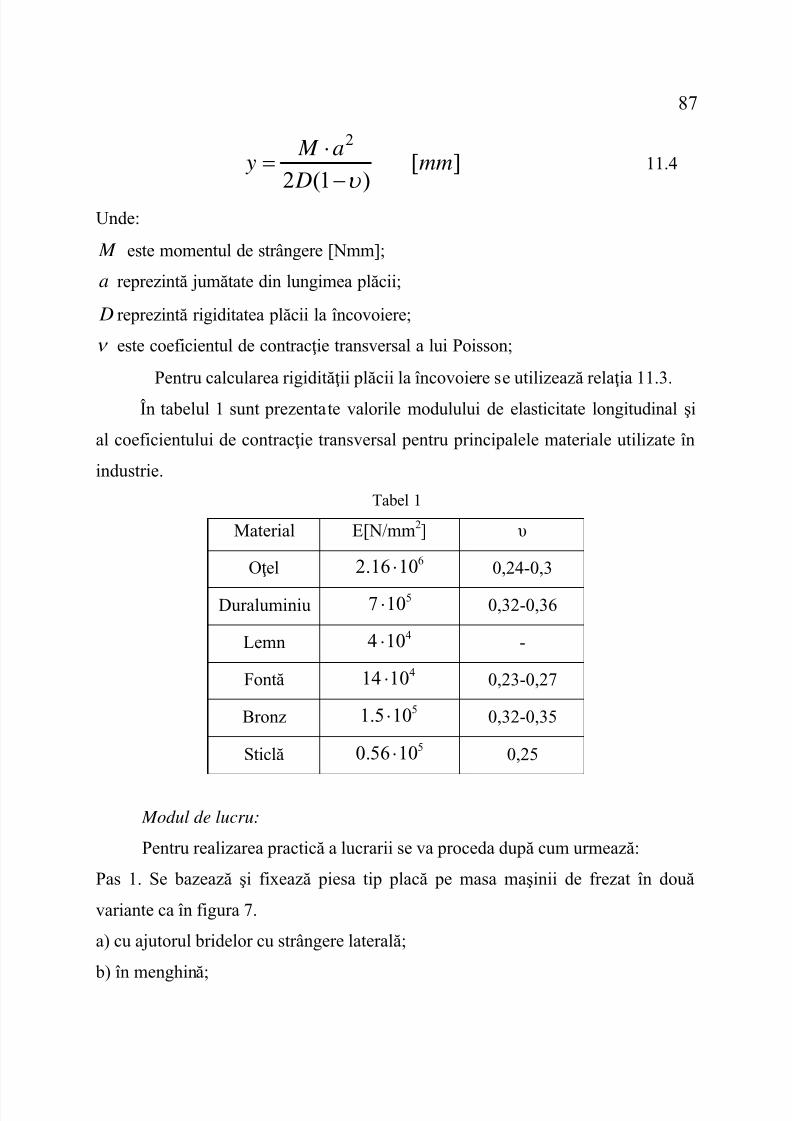
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 87/109
87
2
[ ]2 (1 )
M a y mm
D
11.4
Unde:
M este momentul de strângere [Nmm];
a reprezintă jumătate din lungimea plăcii;
D reprezintă rigiditatea plăcii la încovoiere;
este coeficientul de contracţie transversal a lui Poisson;
Pentru calcularea rigidităţii plăcii la încovoiere se utilizează relaţia 11.3.
În tabelul 1 sunt prezentate valorile modulului de elasticitate longitudinal şi
al coeficientului de contracţie transversal pentru principalele materiale utilizate în
industrie.
Tabel 1
Material E[N/mm2] υ
Oţel 62.16 10 0,24-0,3
Duraluminiu 57 10 0,32-0,36
Lemn 44 10 -
Fontă 414 10 0,23-0,27
Bronz 51.5 10 0,32-0,35
Sticlă 50.56 10 0,25
Modul de lucru:
Pentru realizarea practică a lucrarii se va proceda după cum urmează:
Pas 1. Se bazează şi fixează piesa tip placă pe masa maşinii de frezat în două
variante ca în figura 7.
a) cu ajutorul bridelor cu strângere laterală;
b) în menghină;
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 88/109
88
Pas 2. Se fixează ceasul comparator în braţul articulat şi apoi în portscula din
arborele principal al maşinii de frezat sau în braţul articulat cu talpă magnetică.
Pas 3. Se poziţionează palpatorul ceasului comparator în centrul piesei, după care
se reglează cadranul ceasului astfel încât acul indicator să fie pe poziţia de z ero.
Pas 4. Se aplică o forţă de strângere de la 0 la maxim cu ajutorul cheiei
dinamometrice. Un student realizează strângerea piesei şi citeste momentul de
strângere aplicat iar un altul va face citirea ceasului comparator. Citirea
momentului şi deformaţiei se trece în tabelul 2.
Tabel 2Deformaţia înregistrată
[mm]0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1
Momentul înregistrat[Nm]
Pas 5. Se realizează destrângerea piesei din dispozitiv şi apoi se fac calculele
necesare.
Pas 6. După finalizarea calculelor toate rezultatele se vor trece în tabelul 3.
Tabel 3Piesă Lxlxh: [mm]
Mod de fixare: (bride, mengină)
E m Pcr K D Faşchiere Fstrîngere ymăsurat ycalculat
[N] [ - ] [ - ] [N/mm] [ - ] [Nmm] [N] [N] [mm] [mm]
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,1
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 89/109
89
14. Analiza rezultatelor
Valoarea deformaţiei măsurate se va compara cu valoarea deformaţiei calculate şi
vor avea loc discuţii între studenţi şi cadru didactic pe baza rezultatelor obţinute,
pentru a explica diferenţa care apare între cele două valori.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 90/109
90
LUCRAREA 12
STUDIUL DISPOZITIVELOR SPECIALIZATE ACŢIONATEPNEUMATIC
23. Scopul lucrării
Lucrarea de laborator are drept scop fixarea cunoştinţelor dobândite la curs
în ceea ce priveşte acţionarea pneumatică, şi de asemenea prezentarea modului decomandă a dispozitivelor specializate ce sunt acţionate pneumatic.
În această lucrare se urmăreşte modul în care dispozitivele specializate ce
utilizează clemele de fixare sunt acţionate de motoare pneumatice liniare şi, în
egală măsură, modul în care motoarele pneumatice sunt comandate pentru
efectuarea fixării – eliberării piesei din dispozitiv.
24. Consideraţii teoretice
La prelucrea pieselor în serie mare şi masă, dispozitivele acţionate manual
nu satisfac cerinţele impuse în ceea ce priveşte eficienţa şi timpii cât mai mici de
strângere-destrângere. În aceste condiţii se utilizează acţionarea automatizată
utilizându-se acţionarea pneumatică, hidraulică, electrică, etc.
Pentru forţe mici şi medii de strângere se utilizează în general acţionarea
pneumatică deoarece prezintă numeroase avantaje, dintre care amintim:
- timpii auxiliari de strângere – destrângere a semifabricatelor/pieselor sunt mici;
- efortului depus de operator este mic;
- erorile din timpul prelucrării datorate strângerii sunt mici, deoarece se
realizează o strângere cu o forţă constantă;
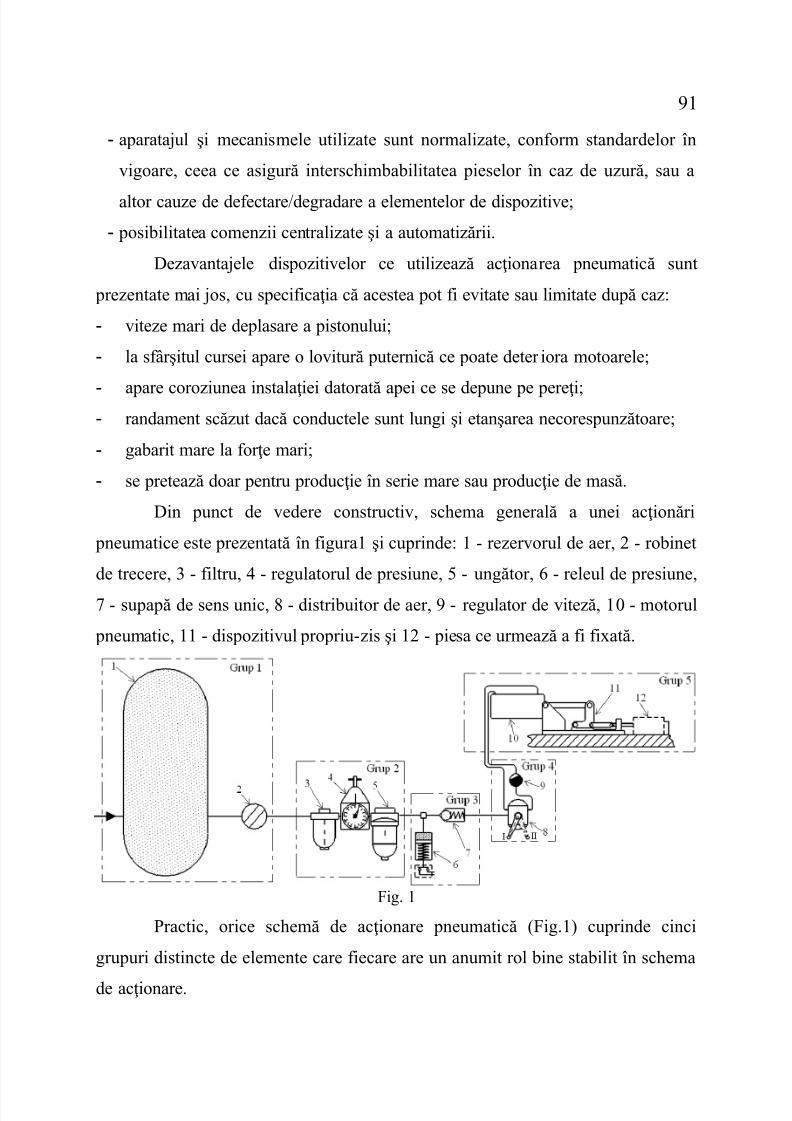
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 91/109
91
- aparatajul şi mecanismele utilizate sunt normalizate, conform standardelor în
vigoare, ceea ce asigură interschimbabilitatea pieselor în caz de uzură, sau a
altor cauze de defectare/degradare a elementelor de dispozitive;
- posibilitatea comenzii centralizate şi a automatizării.
Dezavantajele dispozitivelor ce utilizează acţionarea pneumatică sunt
prezentate mai jos, cu specificaţia că acestea pot fi evitate sau limitate după caz:
- viteze mari de deplasare a pistonului;
- la sfârşitul cursei apare o lovitură puternică ce poate deter iora motoarele;
- apare coroziunea instalaţiei datorată apei ce se depune pe pereţi; - randament scăzut dacă conductele sunt lungi şi etanşarea necorespunzătoare;
- gabarit mare la forţe mari;
- se pretează doar pentru producţie în serie mare sau producţie de masă.
Din punct de vedere constructiv, schema generală a unei acţionări
pneumatice este prezentată în figura1 şi cuprinde: 1 - rezervorul de aer, 2 - robinet
de trecere, 3 - filtru, 4 - regulatorul de presiune, 5 - ungător, 6 - releul de presiune,
7 - supapă de sens unic, 8 - distribuitor de aer, 9 - regulator de viteză, 10 - motorul
pneumatic, 11 - dispozitivul propriu-zis şi 12 - piesa ce urmează a fi fixată.
Fig. 1
Practic, orice schemă de acţionare pneumatică (Fig.1) cuprinde cinci
grupuri distincte de elemente care fiecare are un anumit rol bine stabilit în schema
de acţionare.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 92/109
92
Grupul 1 este compus din elementele care asigură alimentarea instalaţiei cu
aer comprimat. Ca şi parţi distincte, acest grup este format din:
Rezervor de aer , care are rol de a înmagazina aerul comprimat primit de la
compresor şi de a asigura debitul de aer necesar instalaţiilor ce îl utilizează.
În funcţie de dimensiunile reţelei de aer comprimat ce trebuie deservită,
acesta poate avea diverse dimensiuni.
Robinetul de trecere, ce are rolul de a conecta/deconecta reţeaua de la
rezervor.
Grupul 2 este compus din elementele ce tratează şi asigură instalaţia pneumatică cu aer comprimat la cerinţele cerute de sistem: presiune, debit, filtrare,
ungere, etc. Din grupul al doilea de elemente fac parte:
Filtru de purificare şi uscare a aerului, care reţine particulele materiale,
vaporii de apă sau alte componente care pot vicia calitatea aerului ce este
utilizat de sistem.
Regulatorul de presiune permite reglarea şi menţinerea unei presiuni
constante în circuit. Reglarea la presiunea cerută se face cu ajutorul unui
manometru ce este montat pe corpul regulatorului de presiune.
Ungătorul este utilizat pentru a introduce picături fine de ulei în aerul livrat
mai departe pentru a se evita oxidarea elementelor componente ce sunt
montate în aval de acesta.
În general acest grup de elemente se comercializează practic în corp
comun, după cum se poate observa în figura 2 unde sunt prezentate patru forme
constructive.
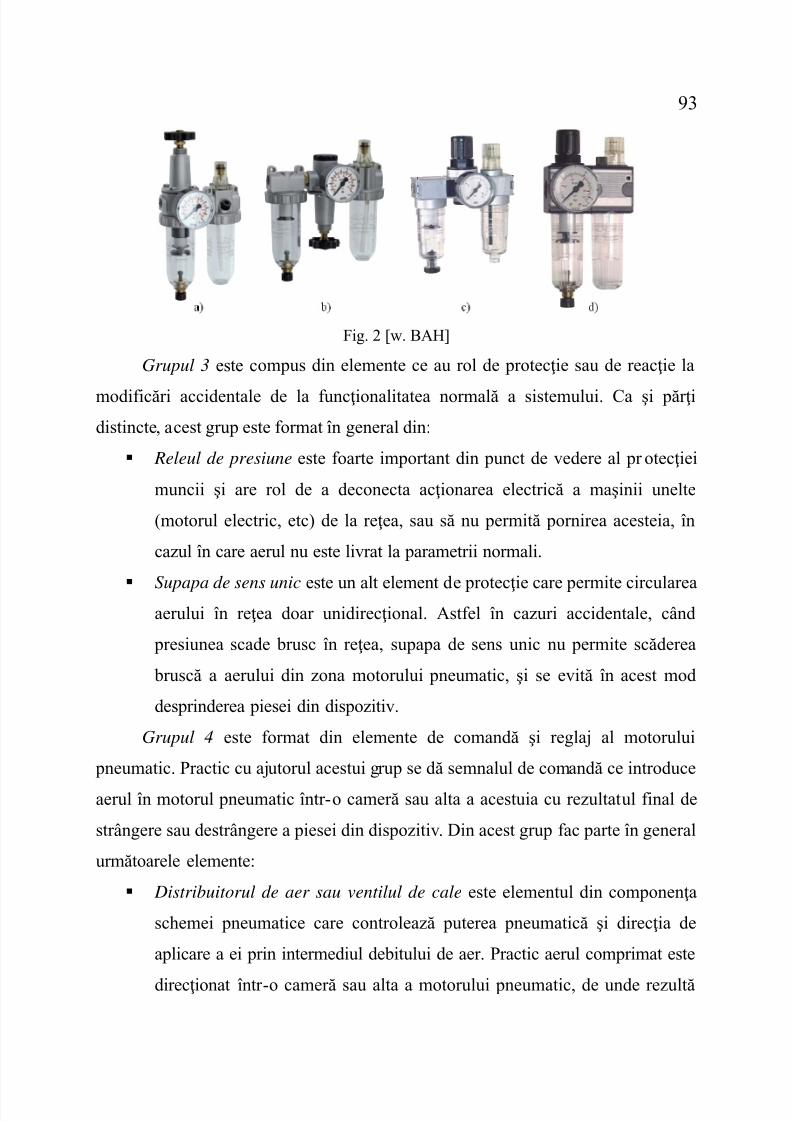
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 93/109
93
Fig. 2 [w. BAH]
Grupul 3 este compus din elemente ce au rol de protecţie sau de reacţie la
modificări accidentale de la funcţionalitatea normală a sistemului. Ca şi părţidistincte, acest grup este format în general din:
Releul de presiune este foarte important din punct de vedere al pr otecţiei
muncii şi are rol de a deconecta acţionarea electrică a maşinii unelte
(motorul electric, etc) de la reţea, sau să nu permită pornirea acesteia, în
cazul în care aerul nu este livrat la parametrii normali.
Supapa de sens unic este un alt element de protecţie care permite circularea
aerului în reţea doar unidirecţional. Astfel în cazuri accidentale, când
presiunea scade brusc în reţea, supapa de sens unic nu permite scăderea
bruscă a aerului din zona motorului pneumatic, şi se evită în acest mod
desprinderea piesei din dispozitiv.
Grupul 4 este format din elemente de comandă şi reglaj al motorului
pneumatic. Practic cu ajutorul acestui grup se dă semnalul de comandă ce introduce
aerul în motorul pneumatic într-o cameră sau alta a acestuia cu rezultatul final de
strângere sau destrângere a piesei din dispozitiv. Din acest grup fac parte în general
următoarele elemente:
Distribuitorul de aer sau ventilul de cale este elementul din componenţa
schemei pneumatice care controlează puterea pneumatică şi direcţia de
aplicare a ei prin intermediul debitului de aer. Practic aerul comprimat este
direcţionat într -o cameră sau alta a motorului pneumatic, de unde rezultă

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 94/109
94
strângerea/destrângerea piesei din dispozitiv în funcţie de modul de
deplasare a tijei pistonului. Există o mare varietate de distribuitoare ce este
dată de varietatea modului de construcţie (cu sertăraş cilindric sau conic,
cu supape, etc.), de numărul de poziţii (2, 3, 4, 5, etc.) şi de varietatea
modului de acţionare (manuală, cu arc, cu camă, electromagnetică, electro-
pneumatică, pneumatică, etc.)
Fig. 3 [w. BAH]
În figura 3 sunt prezentate diferite ventile de cale 3/2 ce se folosesc uzual la
acţionarea pneumatică. Astfel, în poziţiile a) - d) din Fig. 3 sunt ilustrate ventile de
cale, acţionate manual cu ajutorul unor butoane, manete sau sistem de pârghii curolă; în poziţia e) este prezentată acţionarea magnetică iar în poziţia f) acţionarea
pnumatică a ventilelor.
Regulatorul de viteză sau droserul este utilizat pentru reglarea vitezei de
deplasare a pistonului motorului pneumatic. Acesta este un element
deosebit de important la acţionarea pneumatică deoarece fără un control
eficient al vitezei de deplasare al pistonului acesta poate duce la lovirea
bruscă a piesei în momentul fixării piesei în dispozitiv, ceea ce duce în
cazul pieselor cu rigiditate mică la deformaţii ale acestora. De asemenea,
tot prin controlul vitezei de deplasare a pistonului se reglează timpul de
prindere/desprindere al piesei în dispozitiv ceea ce influenţează direct
productivitatea.
Principiul de funcţionare al droserelor constă în modificarea debitului de
aer dirijat în camerele de lucru ale motoarelor pneumatice. Această
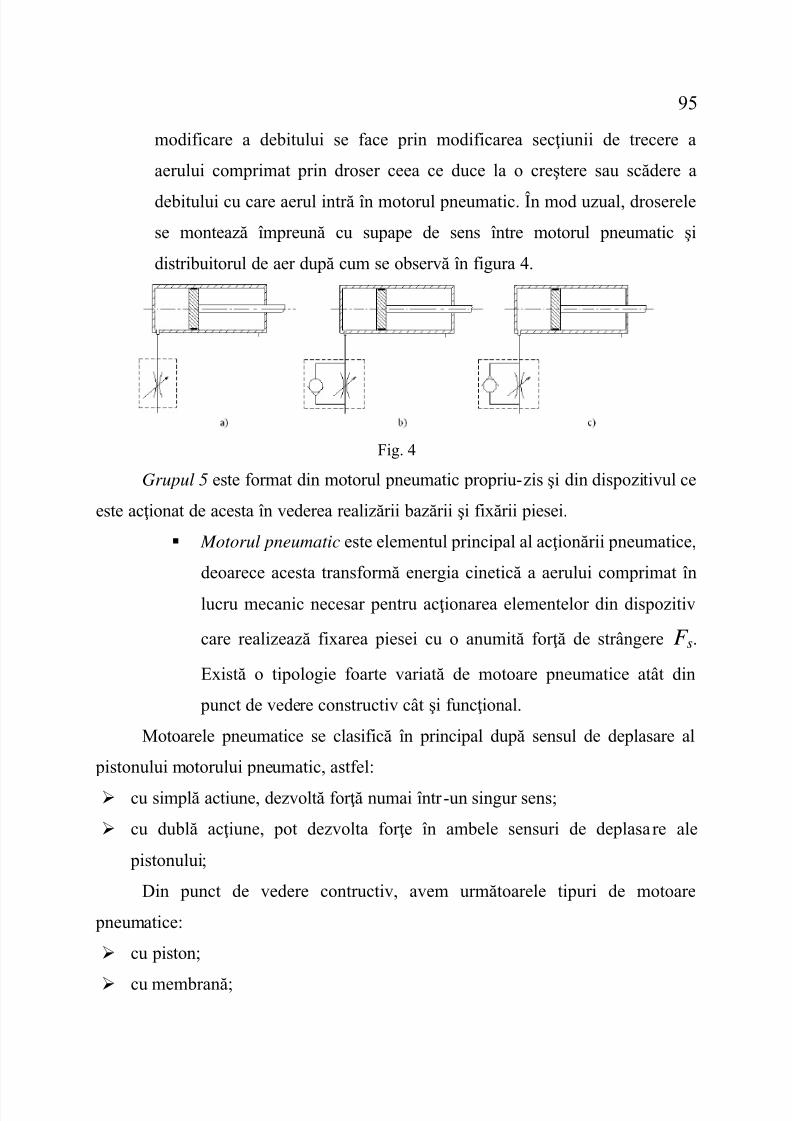
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 95/109
95
modificare a debitului se face prin modificarea secţiunii de trecere a
aerului comprimat prin droser ceea ce duce la o creştere sau scădere a
debitului cu care aerul intră în motorul pneumatic. În mod uzual, droserele
se montează împreună cu supape de sens între motorul pneumatic şi
distribuitorul de aer după cum se observă în figura 4.
Fig. 4
Grupul 5 este format din motorul pneumatic propriu-zis şi din dispozitivul ce
este acţionat de acesta în vederea realizării bazării şi fixării piesei.
Motorul pneumatic este elementul principal al acţionării pneumatice,
deoarece acesta transformă energia cinetică a aerului comprimat în
lucru mecanic necesar pentru acţionarea elementelor din dispozitiv
care realizează fixarea piesei cu o anumită forţă de strângere F s.
Există o tipologie foarte variată de motoare pneumatice atât din
punct de vedere constructiv cât şi funcţional.
Motoarele pneumatice se clasifică în principal după sensul de deplasare al
pistonului motorului pneumatic, astfel:
cu simplă actiune, dezvoltă forţă numai într -un singur sens;
cu dublă acţiune, pot dezvolta forţe în ambele sensuri de deplasare ale
pistonului;
Din punct de vedere contructiv, avem următoarele tipuri de motoare
pneumatice:
cu piston;
cu membrană;
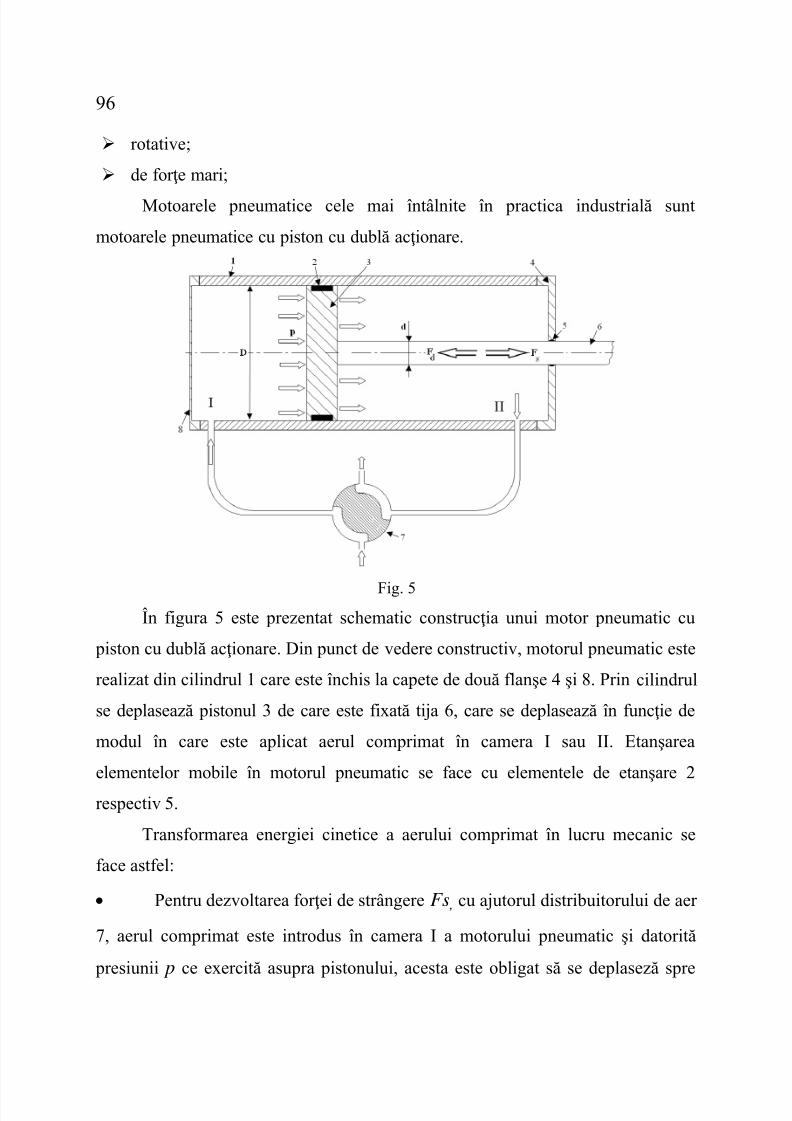
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 96/109
96
rotative;
de forţe mari;
Motoarele pneumatice cele mai întâlnite în practica industrială sunt
motoarele pneumatice cu piston cu dublă acţionare.
Fig. 5 În figura 5 este prezentat schematic construcţia unui motor pneumatic cu
piston cu dublă acţionare. Din punct de vedere constructiv, motorul pneumatic este
realizat din cilindrul 1 care este închis la capete de două flanşe 4 şi 8. Prin cilindrul
se deplasează pistonul 3 de care este fixată tija 6, care se deplasează în funcţie de
modul în care este aplicat aerul comprimat în camera I sau II. Etanşarea
elementelor mobile în motorul pneumatic se face cu elementele de etanşare 2
respectiv 5.
Transformarea energiei cinetice a aerului comprimat în lucru mecanic se
face astfel:
Pentru dezvoltarea forţei de strângere Fs , cu ajutorul distribuitorului de aer
7, aerul comprimat este introdus în camera I a motorului pneumatic şi datorită
presiunii p ce exercită asupra pistonului, acesta este obligat să se deplaseză spre
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 97/109
97
dreapta. În această etapă aerul existent în camera II este evacuat în atmosferă tot
prin intermediul distribuitorului de presiune.
Pentru dezvoltarea forţei de destrângere F d , prin modificarea stării
distribuitorului de aer, acesta introduce aer în camera II iar aerul din camera I este
evacuat în atmosferă.
Calcularea forţelor de strângere/destrângere dezvoltate de acest tip de
motor pneumatic se face folosindu-se relaţiile de calcul 2.1.
2
2 2
[ ]
4[ ]
4
s f
d f
DF p F daN
D d F p F daN
2.1
Unde:
F s – forţa de strângere [daN];
F d – forţa de destrângere [daN];
p – presiunea aerului comprimat [N/mm2];
D – diametrul pistonului [mm];d – diametrul tijei pistonului [mm];
F s – forţa de frecare ce apare în timpul deplasării pistonului prin cilindru [daN]
Foarte multe firme producătoare de motoarele pneumatice comercializează
motoarele împreună cu mecanismul de fixare a pieselor în dispozitive, astfel încât
proiectantului nu îi revine decât să proiecteze modul de bazare al piesei în
dispozitiv. În figura 6 sunt prezentate diferite astfel de motoare împreună cumecanismele de strângere.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 98/109
98
Fig. 6 [w. DES]
3. Desfăşurarea lucrării
În cadrul lucrării, în prima fază, studenţii vor monta elementele de circuit
pneumatic, conform schemei de montaj prezentate în figura 7.
Fig. 7
După cum reiese din figura 7, circuitul este compus din următoarele
elemente de circuit: M.P-motorul pneumatic liniar cu dublă acţionare, M1 şi M2-
manometre pentru citirea presiunii de lucru a aerului, Dr1_S1 şi Dr2_S2- droser
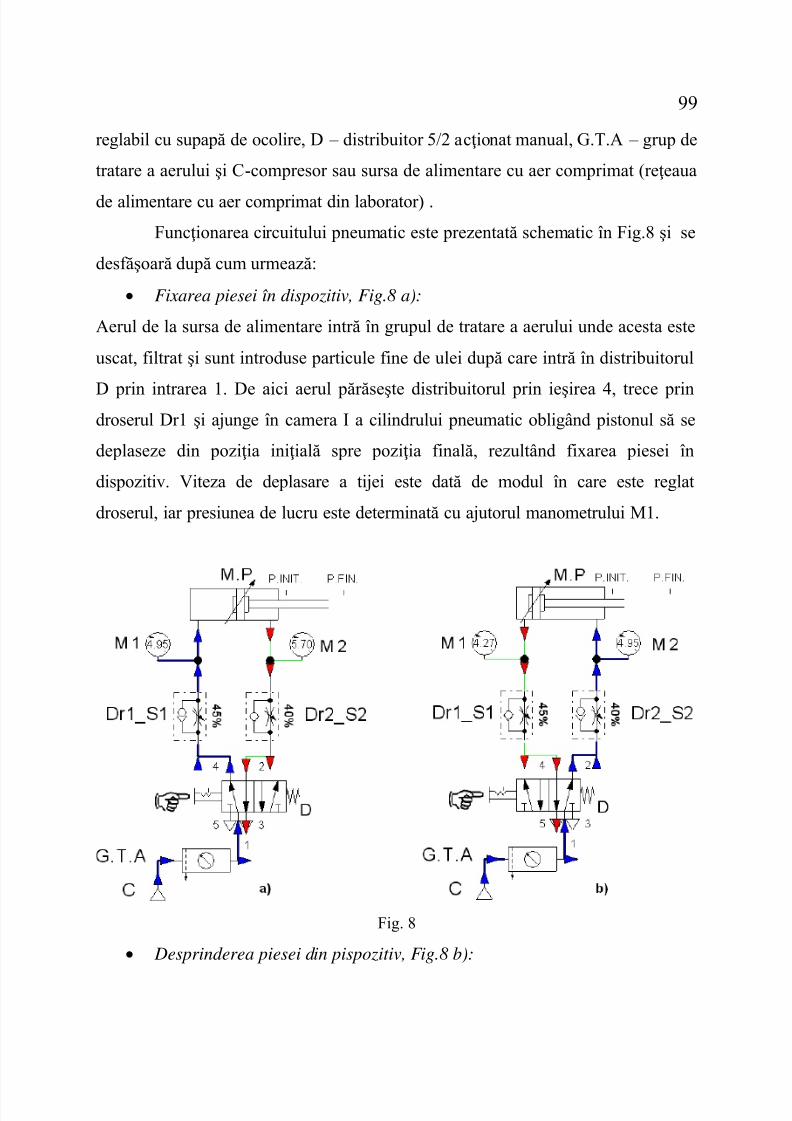
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 99/109
99
reglabil cu supapă de ocolire, D – distribuitor 5/2 acţionat manual, G.T.A – grup de
tratare a aerului şi C-compresor sau sursa de alimentare cu aer comprimat (reţeaua
de alimentare cu aer comprimat din laborator) .
Funcţionarea circuitului pneumatic este prezentată schematic în Fig.8 şi se
desfăşoară după cum urmează:
Fixarea piesei în dispozitiv, Fig.8 a):
Aerul de la sursa de alimentare intră în grupul de tratare a aerului unde acesta este
uscat, filtrat şi sunt introduse particule fine de ulei după care intră în distribuitorul
D prin intrarea 1. De aici aerul părăseşte distribuitorul prin ieşirea 4, trece prindroserul Dr1 şi ajunge în camera I a cilindrului pneumatic obligând pistonul să se
deplaseze din poziţia iniţială spre poziţia finală, rezultând fixarea piesei în
dispozitiv. Viteza de deplasare a tijei este dată de modul în care este reglat
droserul, iar presiunea de lucru este determinată cu ajutorul manometrului M1.
Fig. 8
Desprinderea piesei din pispozitiv, Fig.8 b):
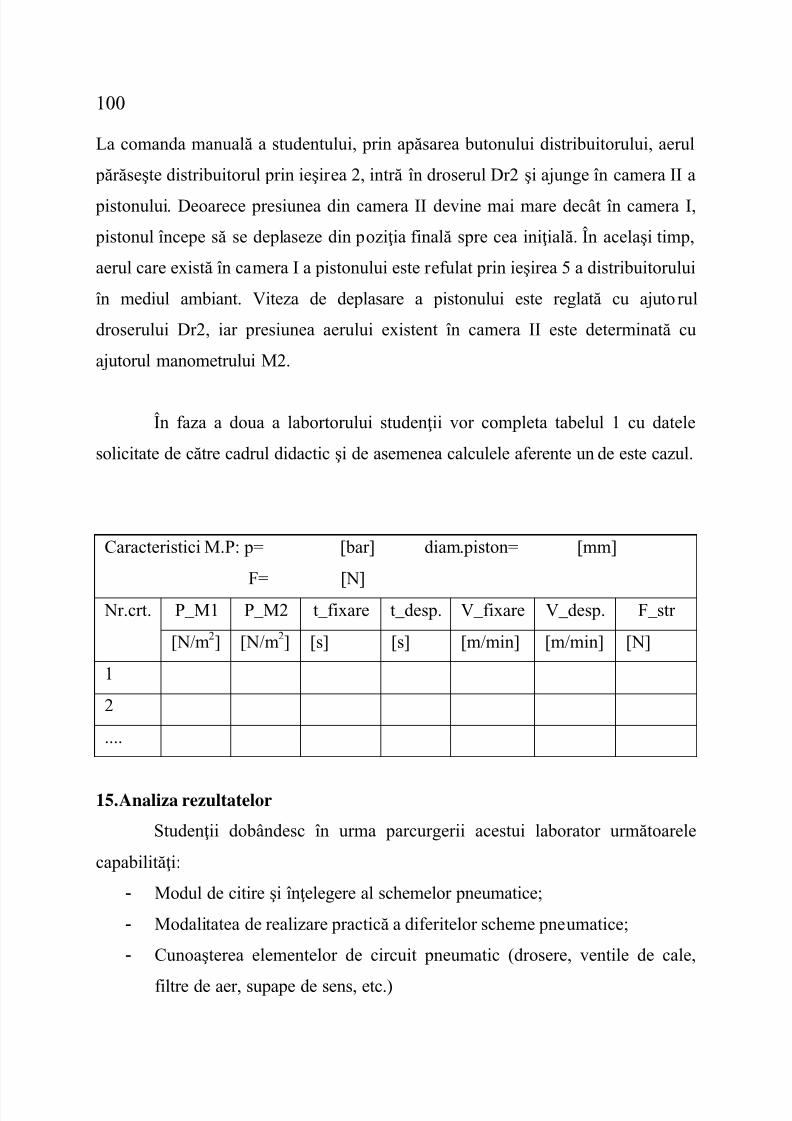
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 100/109
100
La comanda manuală a studentului, prin apăsarea butonului distribuitorului, aerul
părăseşte distribuitorul prin ieşirea 2, intră în droserul Dr2 şi ajunge în camera II a
pistonului. Deoarece presiunea din camera II devine mai mare decât în camera I,
pistonul începe să se deplaseze din poziţia finală spre cea iniţială. În acelaşi timp,
aerul care există în camera I a pistonului este refulat prin ieşirea 5 a distribuitorului
în mediul ambiant. Viteza de deplasare a pistonului este reglată cu ajutorul
droserului Dr2, iar presiunea aerului existent în camera II este determinată cu
ajutorul manometrului M2.
În faza a doua a labortorului studenţii vor completa tabelul 1 cu datele
solicitate de către cadrul didactic şi de asemenea calculele aferente unde este cazul.
Caracteristici M.P: p= [bar] diam.piston= [mm]
F= [N]
Nr.crt. P_M1 P_M2 t_fixare t_desp. V_fixare V_desp. F_str
[N/m2] [N/m2] [s] [s] [m/min] [m/min] [N]
1
2
....
15. Analiza rezultatelor
Studenţii dobândesc în urma parcurgerii acestui laborator următoarele
capabilităţi:
- Modul de citire şi înţelegere al schemelor pneumatice;
- Modalitatea de realizare practică a diferitelor scheme pneumatice;
- Cunoaşterea elementelor de circuit pneumatic (drosere, ventile de cale,
filtre de aer, supape de sens, etc.)
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 101/109
101
LUCRAREA 13
CONSTRUCŢIA ŞI EXPLOATAREA DISPOZITIVELOR DEDIVIZAT
25. Scopul lucrării
Lucrarea are ca scop prezentarea construcţiei şi a modului de exploatare a
dispozitivelor de divizare. De asemenea în cadrul lucrării se va studia modul de
divizare directă, indirectă şi diferenţială, urmând ca studenţii să utilizeze capul de
divizat prezentat în cadrul lucrării de laborator.
26. Consideraţii teoretice
Dispozitivele de divizare sunt dispozitivele cele mai importante ale maşinilor
de frezat universale şi a maşinilor de frezat şi alezat. De asemenea se folosesc cadispozitive auxiliare la orice altă maşină unealtă unde apare nevoia de divizare la
prelucrarea semifabricatelor şi a pieselor (Ex. maşinile de ascuţit scule).
Dispozitivele de divizat se împart în două categorii:
dispozitive de divizat cu ax vertical (capete divizoare);
dispozitive de divizat cu ax orizontale (mese divizoare);
2.1 Capul divizor
Capul divizor este un dispozitiv cu ajutorul căruia se pot imprima unei piese
rotiri fracţionare repetate, egale sau neegale, cu o precizie ridicată. Operaţiile tipice
executate pe maşinile de frezat cu ajutorul capului divizor, sunt: frezarea danturilor
roţilor dinţate; frezarea canalelor elicoidale; tăierea dinţilor la cuplaje; frezarea
laturilor unei piese cu profil poligonal; frezarea danturii cremalierelor.
Dispozitivele de divizare cu ax orizontal (capetele divizoare) sînt realizate în
cele mai diverse forme în funcţie de firma producătoare, astfel distingându-se :
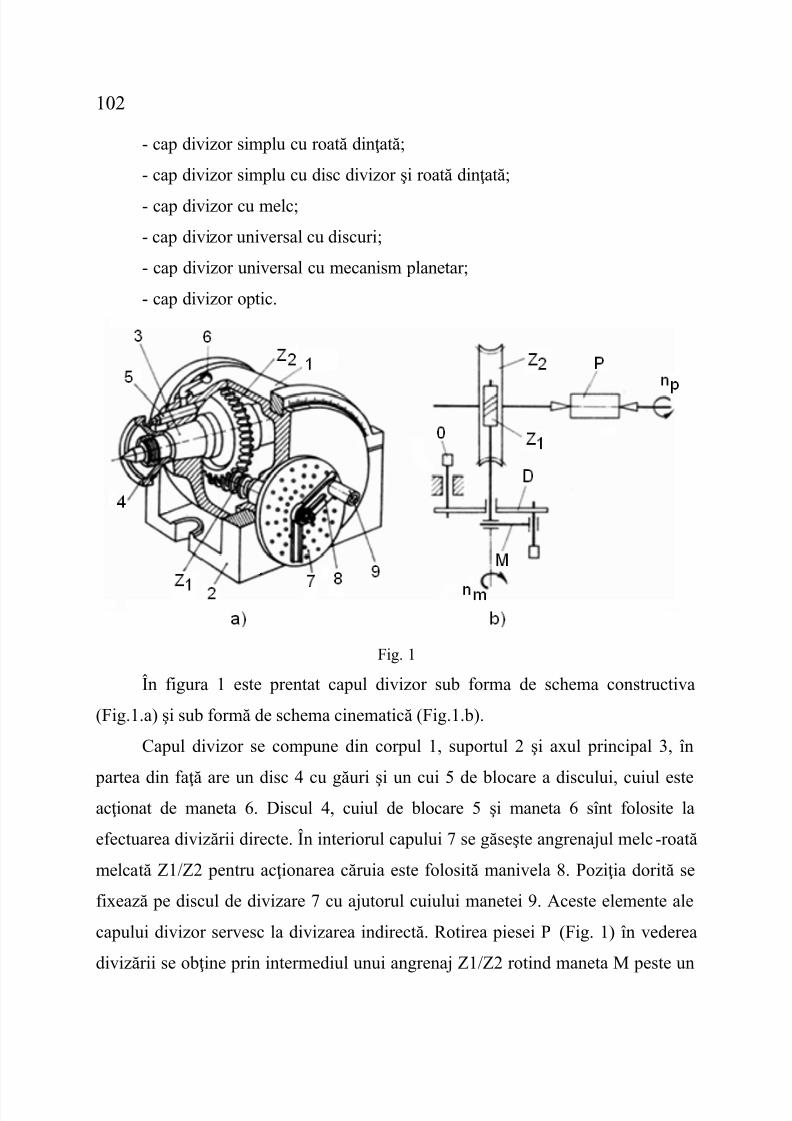
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 102/109
102
- cap divizor simplu cu roată dinţată;
- cap divizor simplu cu disc divizor şi roată dinţată;
- cap divizor cu melc;
- cap divizor universal cu discuri;
- cap divizor universal cu mecanism planetar;
- cap divizor optic.
Fig. 1
În figura 1 este prentat capul divizor sub forma de schema constructiva
(Fig.1.a) şi sub formă de schema cinematică (Fig.1.b).
Capul divizor se compune din corpul 1, suportul 2 şi axul principal 3, în
partea din faţă are un disc 4 cu găuri şi un cui 5 de blocare a discului, cuiul esteacţionat de maneta 6. Discul 4, cuiul de blocare 5 şi maneta 6 sînt folosite la
efectuarea divizării directe. În interiorul capului 7 se găseşte angrenajul melc-roată
melcată Z1/Z2 pentru acţionarea căruia este folosită manivela 8. Poziţia dorită se
fixează pe discul de divizare 7 cu ajutorul cuiului manetei 9. Aceste elemente ale
capului divizor servesc la divizarea indirectă. Rotirea piesei P (Fig. 1) în vederea
divizării se obţine prin intermediul unui angrenaj Z1/Z2 rotind maneta M peste un
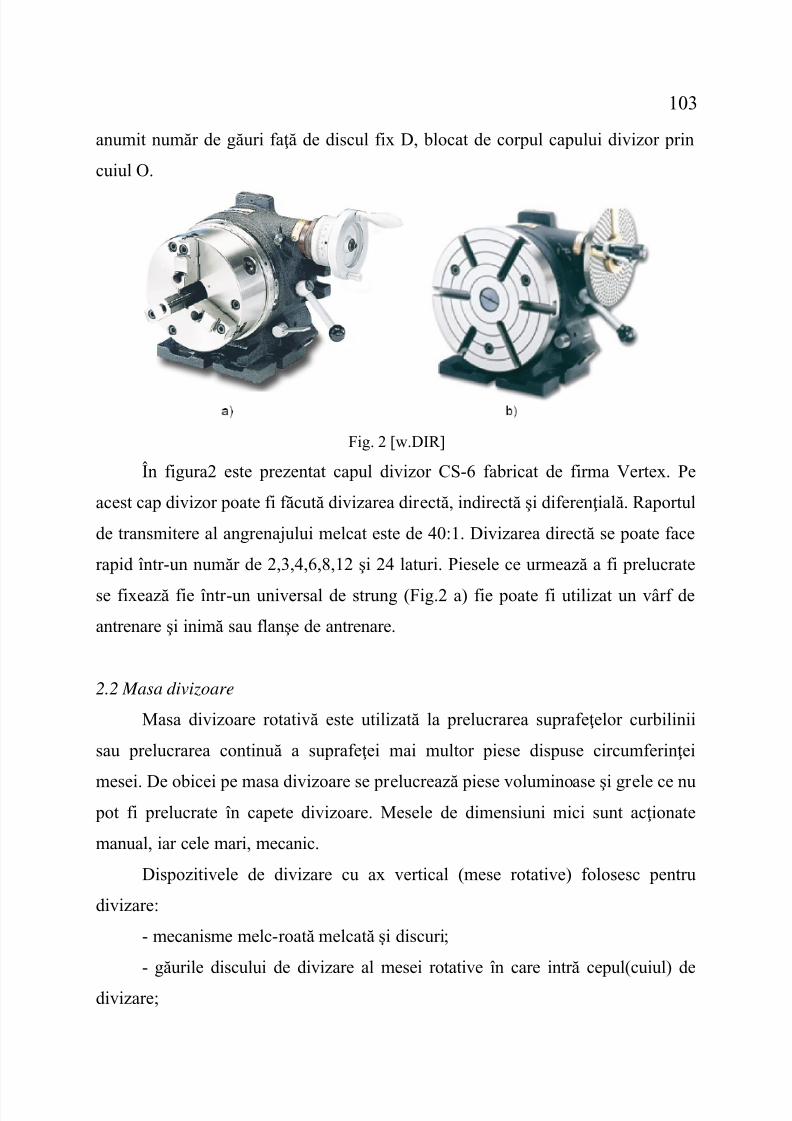
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 103/109
103
anumit număr de găuri faţă de discul fix D, blocat de corpul capului divizor prin
cuiul O.
Fig. 2 [w.DIR]
În figura2 este prezentat capul divizor CS-6 fabricat de firma Vertex. Pe
acest cap divizor poate fi făcută divizarea directă, indirectă şi diferenţială. Raportul
de transmitere al angrenajului melcat este de 40:1. Divizarea directă se poate face
rapid într-un număr de 2,3,4,6,8,12 şi 24 laturi. Piesele ce urmează a fi prelucrate
se fixează fie într -un universal de strung (Fig.2 a) fie poate fi utilizat un vârf de
antrenare şi inimă sau flanşe de antrenare.
2.2 Masa divizoare
Masa divizoare rotativă este utilizată la prelucrarea suprafeţelor curbilinii
sau prelucrarea continuă a suprafeţei mai multor piese dispuse circumferinţei
mesei. De obicei pe masa divizoare se prelucrează piese voluminoase şi grele ce nu pot fi prelucrate în capete divizoare. Mesele de dimensiuni mici sunt acţionate
manual, iar cele mari, mecanic.
Dispozitivele de divizare cu ax vertical (mese rotative) folosesc pentru
divizare:
- mecanisme melc-roată melcată şi discuri;
- găurile discului de divizare al mesei rotative în care intră cepul(cuiul) de
divizare;
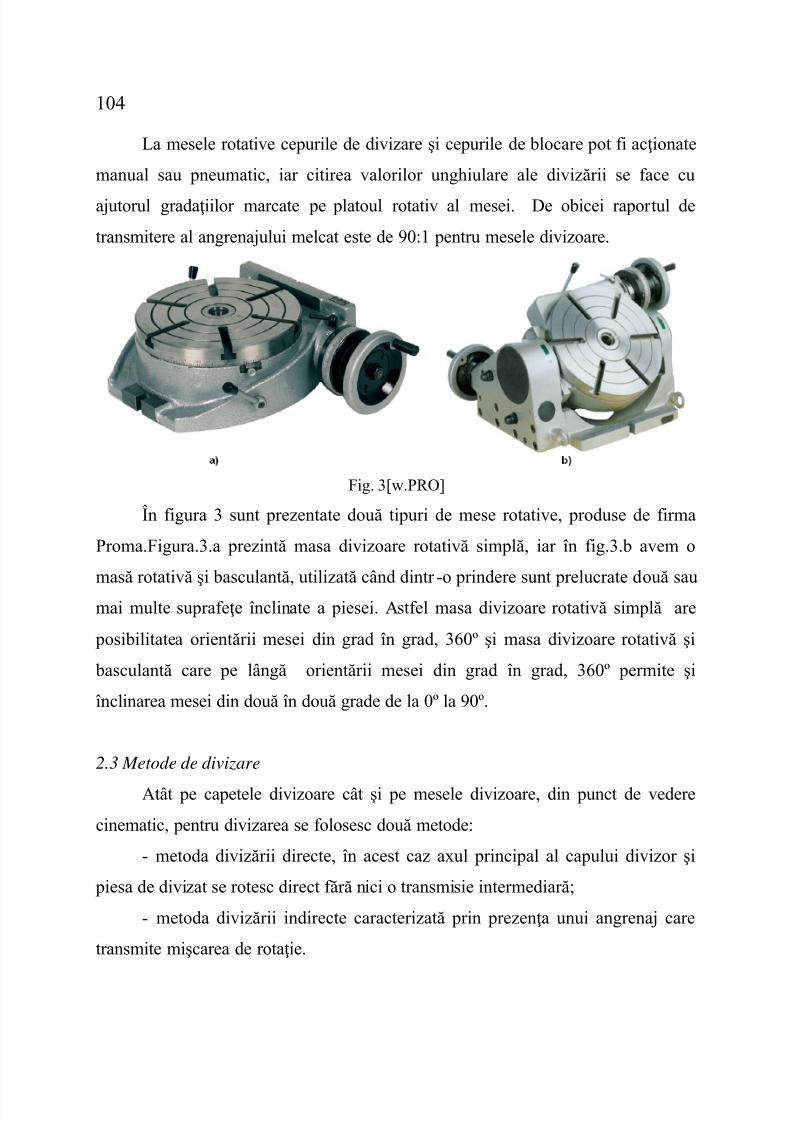
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 104/109
104
La mesele rotative cepurile de divizare şi cepurile de blocare pot fi acţionate
manual sau pneumatic, iar citirea valorilor unghiulare ale divizării se face cu
ajutorul gradaţiilor marcate pe platoul rotativ al mesei. De obicei raportul de
transmitere al angrenajului melcat este de 90:1 pentru mesele divizoare.
Fig. 3[w.PRO]
În figura 3 sunt prezentate două tipuri de mese rotative, produse de firma
Proma.Figura.3.a prezintă masa divizoare rotativă simplă, iar în fig.3.b avem o
masă rotativă şi basculantă, utilizată când dintr -o prindere sunt prelucrate două sau
mai multe suprafeţe înclinate a piesei. Astfel masa divizoare rotativă simplă are
posibilitatea orientării mesei din grad în grad, 360º şi masa divizoare rotativă şi
basculantă care pe lângă orientării mesei din grad în grad, 360º permite şi
înclinarea mesei din două în două grade de la 0º la 90º.
2.3 Metode de divizare
Atât pe capetele divizoare cât şi pe mesele divizoare, din punct de vedere
cinematic, pentru divizarea se folosesc două metode:
- metoda divizării directe, în acest caz axul principal al capului divizor şi
piesa de divizat se rotesc direct fără nici o transmisie intermediară;
- metoda divizării indirecte caracterizată prin prezenţa unui angrenaj care
transmite mişcarea de rotaţie.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 105/109
105
La rîndul său divizarea prin metoda indirectă poate fi efectuată în
următoarele feluri:
- divizarea indirectă simplă;
- divizarea indirectă diferenţială.
a) Divizarea directă
Divizarea directă se face direct de la manivela care roteşte piesa fără a se
folosi transmisii intermediare. Este o metoda simplă dar nu asigură productivitate şi
este limitată la anumite valori particulare pentru fiecare dispozitiv de divizare.Astfel prin această metodă se poate diviza rapid un număr de 2,3,4,6,8,12 şi 24
laturi
b) Divizarea indirectă
Divizarea indirectă este frecvent folosită deoarece este o metodă simplă prin
care se poate face un număr foarte mare de divizări, asigurând o mânuire simplă şi
comodă. Condiţia necesară pentru a face divizarea este ca numărul de diviziuni
dorite a se obţine să fie existent pe unul din discurile din setul aferent dispozitivului
de divizat.
c) Divizarea diferenţială
Discul de divizare nu permite întotdeauna împărţirea piesei într -un număr
necesar de diviziuni folosind metoda indirectă. Dacă de exemplu dorim să frezăm o
roată dinţată cu 127 de dinţi prin metoda indirectă nu se poate obţine o astfel de
divizare. Pentru a face o astfel de divizare singura metodă ce poate fi folosită este
divizarea diferenţială. Dispozitivele divizoare ce folosesc metoda diferenţială sunt
dotate pe lângă discurile divizoare folosite la celelalte metode şi cu o trusă de roţi
dinţate de schimb.
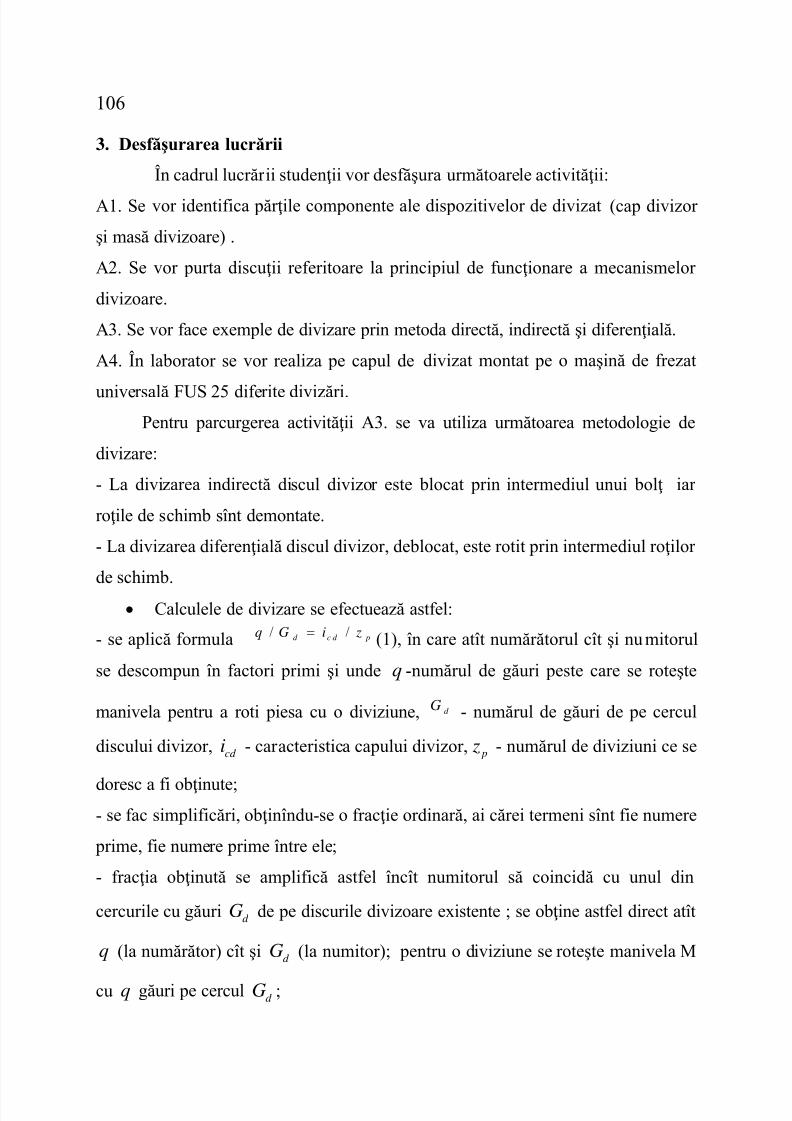
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 106/109
106
3. Desfăşurarea lucrării
În cadrul lucrării studenţii vor desfăşura următoarele activităţii:
A1. Se vor identifica părţile componente ale dispozitivelor de divizat (cap divizor
şi masă divizoare) .
A2. Se vor purta discuţii referitoare la principiul de funcţionare a mecanismelor
divizoare.
A3. Se vor face exemple de divizare prin metoda directă, indirectă şi diferenţială.
A4. În laborator se vor realiza pe capul de divizat montat pe o maşină de frezat
universală FUS 25 diferite divizări. Pentru parcurgerea activităţii A3. se va utiliza următoarea metodologie de
divizare:
- La divizarea indirectă discul divizor este blocat prin intermediul unui bolţ iar
roţile de schimb sînt demontate.
- La divizarea diferenţială discul divizor, deblocat, este rotit prin intermediul roţilor
de schimb.
Calculele de divizare se efectuează astfel:
- se aplică formula / /d c d pq G i z (1), în care atît numărătorul cît şi numitorul
se descompun în factori primi şi unde q -numărul de găuri peste care se roteşte
manivela pentru a roti piesa cu o diviziune, d G - numărul de găuri de pe cercul
discului divizor, cd i - caracteristica capului divizor, p z - numărul de diviziuni ce se
doresc a fi obţinute; - se fac simplificări, obţinîndu-se o fracţie ordinară, ai cărei termeni sînt fie numere
prime, fie numere prime între ele;
- fracţia obţinută se amplifică astfel încît numitorul să coincidă cu unul din
cercurile cu găuri d G de pe discurile divizoare existente ; se obţine astfel direct atît
q (la numărător) cît şi d G (la numitor); pentru o diviziune se roteşte manivela M
cu q găuri pe cercul d G ;

7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 107/109
107
- în cazul cînd p z (numărul de diviziuni) este număr prim, sau nu are divizori
comuni cucd
i divizarea se poate face numai dacă p
z coincide cud
G ;
- cînd divizarea indirectă (formula 1), nu este posibilă se face calculul pentru
divizarea diferenţială folosind relaţiile / /d c d xq G i z (2) şi
/ ( ) / x p cd x
A B z z i z (3), în care x z este un număr ales arbitrar,
apropiat de p
z , cu condiţia ca numărul ales să permită calculul divizării indirecte,
cu relaţia (2);
- eroarea introdusă prin diferenţa x p z z se înlătură prin mişcarea diferenţială
(rotirea discului divizor) realizată prin roţile de schimb A-B conform relaţiei (3) ;
- raportul de transmitere al roţilor de schimb rezultă cu plus sau minus, funcţie de
semnul diferenţei x p z z ;
- pentru x p z z rezultă semnul plus, ceea ce înseamnă rotirea roţilor A şi B în
acelaşi sens, deci roţile se montează cu o roată intermediară;
- pentru x p z z rezultă semnul minus, roţile de schimb A şi B rotindu-se în
sensuri diferite, ceea ce se poate realiza cu două roţi intermediare;
- calculul trebuie condus astfel încît atît discul divizor cît şi roţile de schimb A-B să
existe în dotarea maşinii.
Exemplu:
1. Să se facă calculul de divizare pentru p z = 6 diviziuni (frezarea unui hexagon), pe un capdivizor universal cu discuri avînd cd
i = 40.
Rezolvare. Se aplică formula (1) de la metoda de divizare indirectă: 3 3/ 40 / 6 (2 / 2)(5 / 3) 2 5 / 3 20 / 3 6 2 / 3
d q G
obţinîndu-se ca rezultat un număr întreg, 6 şi fracţia ordinară 2/3. Semnificaţia acestui
rezultat este rotirea manivelei M (Figura 1) cu şase rotaţii întregi şi fracţiunea 2/3 dintr -un
numărd
G de pe discul divizor folosit. Determinarea numărului de găuri de pe discul
divizor se face prin amplificarea fracţiei 2/3 astfel, încît să se obţină la numitor un numărexistent pe discurile de divizare.
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 108/109
108
Fig. 4
În figura 4 este prezentat un disc divizor cu indicatoarele aferente unde identificam
1-arborele discului, 2- discul divizor, 3- indicatoarele, 4- şurubul de blocare a
indicatoarelor.
Astfel,
/ 6 (2 / 3) (5 / 5) 6 10 /15d q G
ceea ce însemnează că pentru rotirea piesei cu o diviziune se roteşte manivela M cu şase
rotaţii întregi şi 10 găuri pe cercul cu 15 găuri. Pentru a uşura poziţionarea manivelei M se
montează pe arborele principal 1, al discului divizor 2 , două indicatoare 3 (Figura 4), care
se pot roti independent şi pot fi solidarizate cu un şurub 4 astfel, încît în unghiul dintre cele
două indicatoare să se găsească q + 1 găuri. Gaura prevăzută în plus este cea de poziţionareiniţială a bolţului manivelei de la care se numără cele q găuri. Existenţa acestor indicatoare
exclude numărarea găurilor de fiecare dată cînd se roteşte manivela.
16. Concluzii şi discuţii
Dispozitivele de divizat sunt dispozitive auxiliare ce permit împărţirea într -
un număr de părţi în general egale a anumitor prelucrări ce se fac la o piesă. De
exemplu în cazul prelucrării canalelor elicoidale la diferite scule(burghie, freze
elicoidale), sau la frezarea prin copiere a roţilor dinţate cilindrice sau conice, cu
dinţi drepţi sau înclinaţi utilizarea dispozitivelor de divizare este indispensabilă.
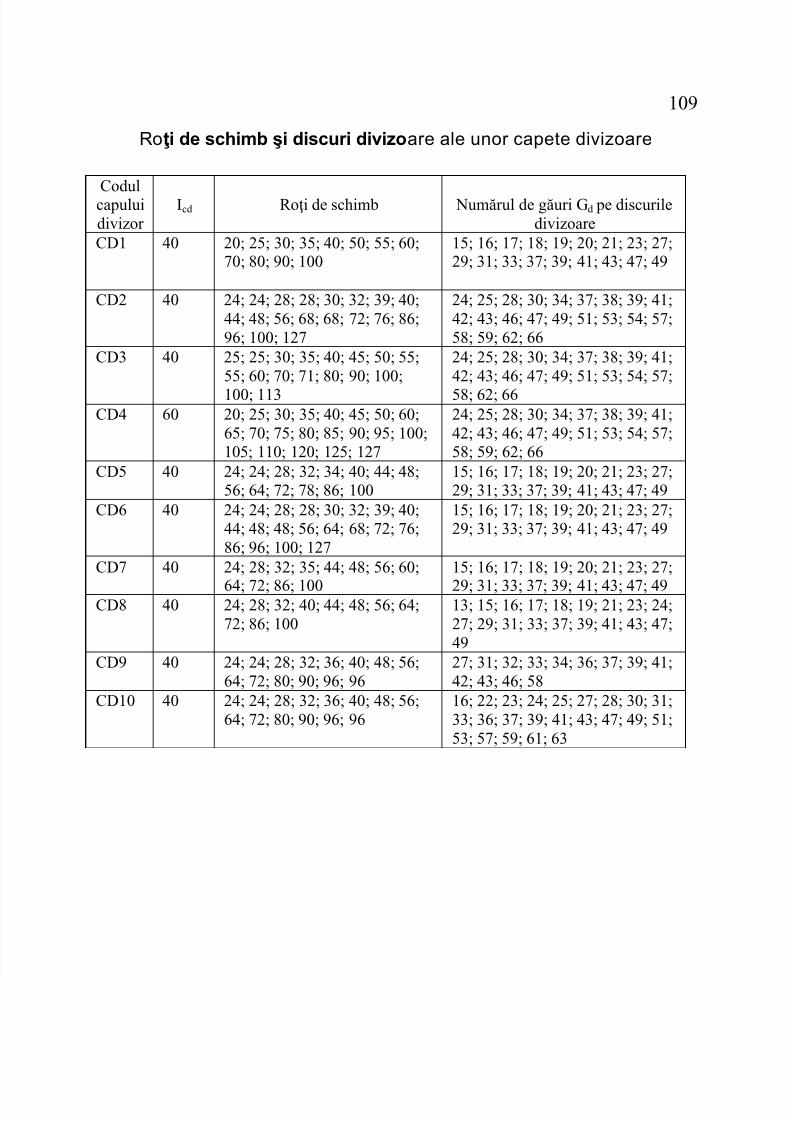
7/21/2019 Indr Lucrari Dispozitive
http://slidepdf.com/reader/full/indr-lucrari-dispozitive 109/109
109
Roţi de schimb şi discuri divizoare ale unor capete divizoare
Codulcapuluidivizor
Icd Roţi de schimb Numărul de găuri Gd pe discuriledivizoare
CD1 40 20; 25; 30; 35; 40; 50; 55; 60;70; 80; 90; 100
15; 16; 17; 18; 19; 20; 21; 23; 27;29; 31; 33; 37; 39; 41; 43; 47; 49
CD2 40 24; 24; 28; 28; 30; 32; 39; 40;44; 48; 56; 68; 68; 72; 76; 86;96; 100; 127
24; 25; 28; 30; 34; 37; 38; 39; 41;42; 43; 46; 47; 49; 51; 53; 54; 57;58; 59; 62; 66
CD3 40 25; 25; 30; 35; 40; 45; 50; 55;55; 60; 70; 71; 80; 90; 100;
100; 113
24; 25; 28; 30; 34; 37; 38; 39; 41;42; 43; 46; 47; 49; 51; 53; 54; 57;
58; 62; 66CD4 60 20; 25; 30; 35; 40; 45; 50; 60;
65; 70; 75; 80; 85; 90; 95; 100;105; 110; 120; 125; 127
24; 25; 28; 30; 34; 37; 38; 39; 41;42; 43; 46; 47; 49; 51; 53; 54; 57;58; 59; 62; 66
CD5 40 24; 24; 28; 32; 34; 40; 44; 48;56; 64; 72; 78; 86; 100
15; 16; 17; 18; 19; 20; 21; 23; 27;29; 31; 33; 37; 39; 41; 43; 47; 49
CD6 40 24; 24; 28; 28; 30; 32; 39; 40;44; 48; 48; 56; 64; 68; 72; 76;86; 96; 100; 127
15; 16; 17; 18; 19; 20; 21; 23; 27;29; 31; 33; 37; 39; 41; 43; 47; 49
CD7 40 24; 28; 32; 35; 44; 48; 56; 60;
64; 72; 86; 100
15; 16; 17; 18; 19; 20; 21; 23; 27;
29; 31; 33; 37; 39; 41; 43; 47; 49CD8 40 24; 28; 32; 40; 44; 48; 56; 64;72; 86; 100
13; 15; 16; 17; 18; 19; 21; 23; 24;27; 29; 31; 33; 37; 39; 41; 43; 47;49
CD9 40 24; 24; 28; 32; 36; 40; 48; 56;64; 72; 80; 90; 96; 96
27; 31; 32; 33; 34; 36; 37; 39; 41;42; 43; 46; 58
CD10 40 24; 24; 28; 32; 36; 40; 48; 56;64; 72; 80; 90; 96; 96
16; 22; 23; 24; 25; 27; 28; 30; 31;33; 36; 37; 39; 41; 43; 47; 49; 51;53; 57; 59; 61; 63