
FMEA
24
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII Prof.dr.ing. Liviu Crişan 1 ANALIZA MODURILOR DE DEFECTARE ŞI A EFECTELOR ACESTORA Failure Modes and Effects Analysis (F.M.E.A.) Rutinele asigurării calităţii tradiţionale, bazate pe detectarea produselor defecte nu mai sunt adecvate producţiei actuale. În condiţiile creşterii pretenţiilor de calitate ale clienţilor, a creşterii complexităţii produselor, a scăderii perioadelor de proiectare şi lansare trebuie să existe o planificare sistematică a calităţii. Motivul este extrem de simplu şi de intuitiv: “DEFECTELE CARE POT FI EVITATE INIŢIAL NU TREBUIE SĂ FIE CORECTATE MAI TÂRZIU.”
-
Upload
bianca-wekerle -
Category
Documents
-
view
16 -
download
7
description
fmea
Transcript of FMEA
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 1
ANALIZA MODURILOR DE DEFECTARE ŞI A EFECTELOR ACESTORA
Failure Modes and Effects Analysis (F.M.E.A.)
Rutinele asigurării calităţii tradiţionale, bazate pe detectarea produselor defecte nu mai sunt adecvate producţiei actuale. În condiţiile creşterii pretenţiilor de calitate ale clienţilor, a creşterii complexităţii produselor, a scăderii perioadelor de proiectare şi lansare trebuie să existe o planificare sistematică a calităţii. Motivul este extrem de simplu şi de intuitiv:
“DEFECTELE CARE POT FI EVITATE INIŢIAL NU TREBUIE SĂ FIE CORECTATE MAI TÂRZIU.”
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 2
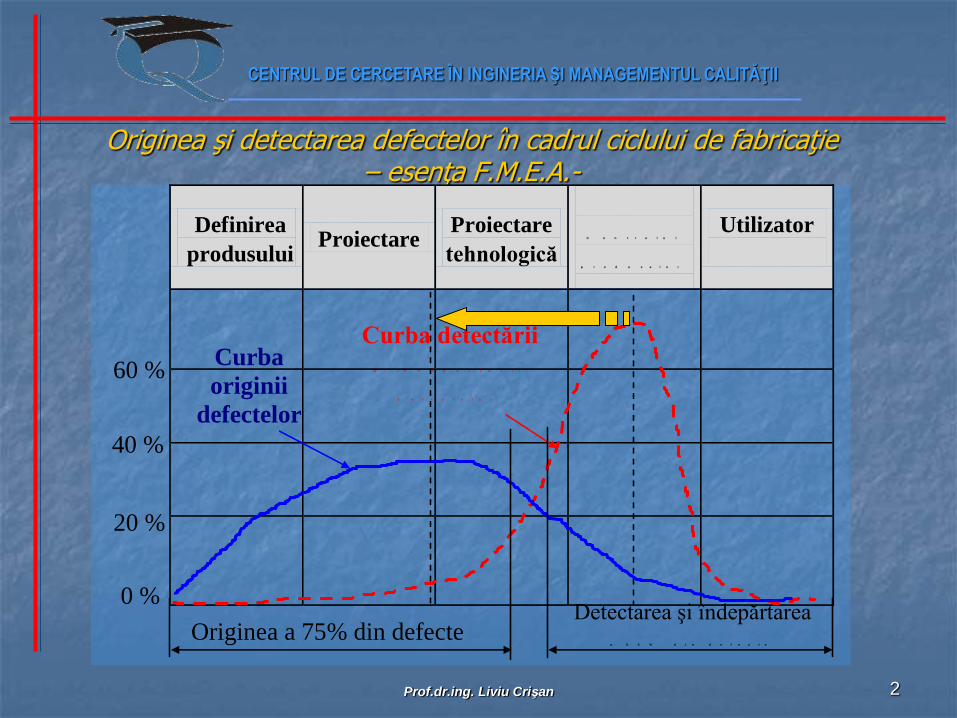
Originea şi detectarea defectelor în cadrul ciclului de fabricaţie – esenţa F.M.E.A.-
Definirea
produsului Proiectare
Proiectare
tehnologică
C o n t r o l u l
p r o d u s e l o r
Utilizator
Curba
originii
defectelor
60 %
0 %
20 %
40 %
Originea a 75% din defecte
Detectarea şi îndepărtarea
a 8 0 % d i n d e f e c t e
Curba detectării
ş i î n d e p ă r t ă r i i
d e f e c t e l o r
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 3
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
FMEA a fost descrisa pentru prima data in procedurile armatei americane in docmentele MIL-1629 inca inainte de 1960. NASA incepe sa utilizeze diferite variante de FMEA sau FMECA in cadrul proiectarii misiunilor spatiale Apollo, Viking, Voyager, Magellan, Galileo si Skylab.
Industria aviatica civila preia FMEA inca de timpuriu si Society for Automotive Engineeres (SAE) publica un standard in 1967, ARP926, care dupa cateva revizuiri este inlocuit cu ARP4761 care este utilizat acum pe scara larga in industria de profil.
Incepand cu anii 1970 FMEA se raspandeste si in alte sectoare ale industriei, in special in cea constructoare de automobile (incepand cu anii 1975). FORD dezvolta aplicatia si pentru procese, PFMEA, cu scopul de a preveni caderile proceselor inainte de lansarea acestora. Automotive Industry Action Group(AIAG) public primul standard pentru FMEA dedicat industriei automobilelor. SAE publica primul standard FMEA in 1994 care acum este la a patra editie.
In zilele noastre desi inital dezvoltata in industria militara, metoda FMEA este utilizata pe scara larga in foarte multe sectoare ale industriei cum ar fi industri asemiconductoarelor, alimentelor, plasticului, sofware-ului sau sanatatii. Toyota a fost un promotor al metodei dezvoltand Design Review Based on Failure Mode (DRBFM), metoda recunoscuta unanim.
Prof.dr.ing. Liviu Crişan 4
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 5
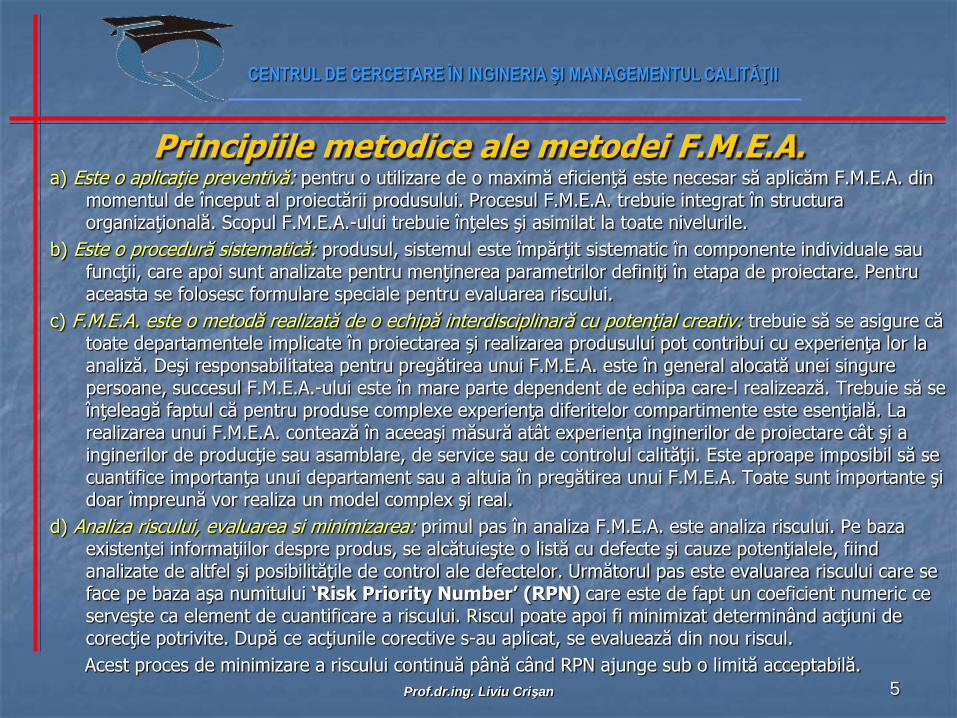
Principiile metodice ale metodei F.M.E.A. a) Este o aplicaţie preventivă: pentru o utilizare de o maximă eficienţă este necesar să aplicăm F.M.E.A. din
momentul de început al proiectării produsului. Procesul F.M.E.A. trebuie integrat în structura organizaţională. Scopul F.M.E.A.-ului trebuie înţeles şi asimilat la toate nivelurile.
b) Este o procedură sistematică: produsul, sistemul este împărţit sistematic în componente individuale sau funcţii, care apoi sunt analizate pentru menţinerea parametrilor definiţi în etapa de proiectare. Pentru aceasta se folosesc formulare speciale pentru evaluarea riscului.
c) F.M.E.A. este o metodă realizată de o echipă interdisciplinară cu potenţial creativ: trebuie să se asigure că toate departamentele implicate în proiectarea şi realizarea produsului pot contribui cu experienţa lor la analiză. Deşi responsabilitatea pentru pregătirea unui F.M.E.A. este în general alocată unei singure persoane, succesul F.M.E.A.-ului este în mare parte dependent de echipa care-l realizează. Trebuie să se înţeleagă faptul că pentru produse complexe experienţa diferitelor compartimente este esenţială. La realizarea unui F.M.E.A. contează în aceeaşi măsură atât experienţa inginerilor de proiectare cât şi a inginerilor de producţie sau asamblare, de service sau de controlul calităţii. Este aproape imposibil să se cuantifice importanţa unui departament sau a altuia în pregătirea unui F.M.E.A. Toate sunt importante şi doar împreună vor realiza un model complex şi real.
d) Analiza riscului, evaluarea si minimizarea: primul pas în analiza F.M.E.A. este analiza riscului. Pe baza existenţei informaţiilor despre produs, se alcătuieşte o listă cu defecte şi cauze potenţialele, fiind analizate de altfel şi posibilităţile de control ale defectelor. Următorul pas este evaluarea riscului care se face pe baza aşa numitului ‘Risk Priority Number’ (RPN) care este de fapt un coeficient numeric ce serveşte ca element de cuantificare a riscului. Riscul poate apoi fi minimizat determinând acţiuni de corecţie potrivite. După ce acţiunile corective s-au aplicat, se evaluează din nou riscul.
Acest proces de minimizare a riscului continuă până când RPN ajunge sub o limită acceptabilă.
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 6
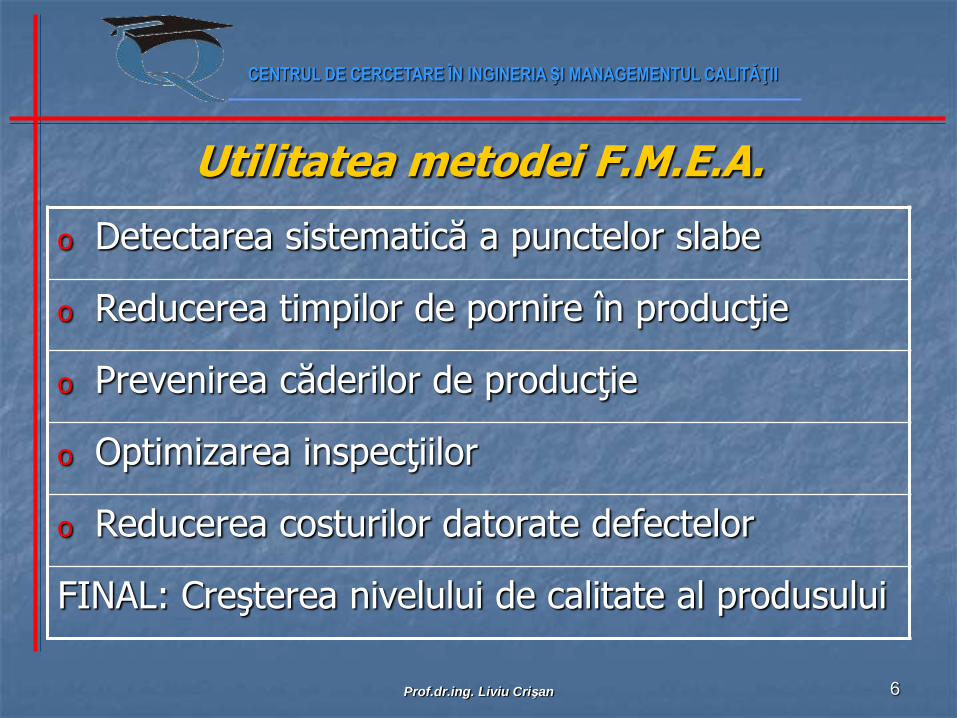
Utilitatea metodei F.M.E.A.
o Detectarea sistematică a punctelor slabe
o Reducerea timpilor de pornire în producţie
o Prevenirea căderilor de producţie
o Optimizarea inspecţiilor
o Reducerea costurilor datorate defectelor
FINAL: Creşterea nivelului de calitate al produsului
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 7
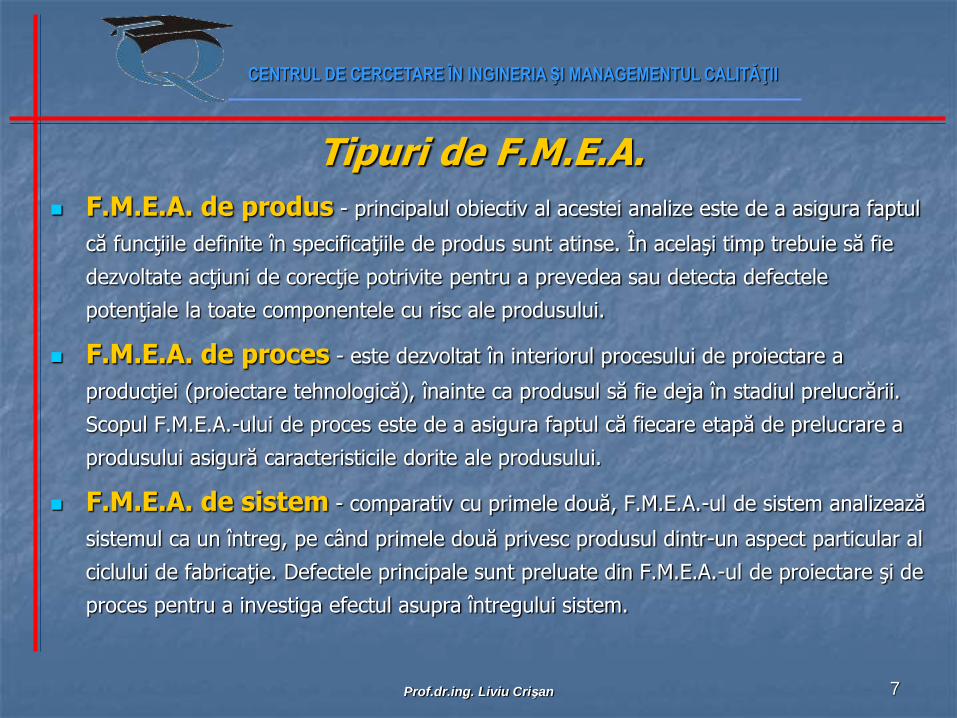
Tipuri de F.M.E.A.
F.M.E.A. de produs - principalul obiectiv al acestei analize este de a asigura faptul
că funcţiile definite în specificaţiile de produs sunt atinse. În acelaşi timp trebuie să fie
dezvoltate acţiuni de corecţie potrivite pentru a prevedea sau detecta defectele
potenţiale la toate componentele cu risc ale produsului.
F.M.E.A. de proces - este dezvoltat în interiorul procesului de proiectare a
producţiei (proiectare tehnologică), înainte ca produsul să fie deja în stadiul prelucrării.
Scopul F.M.E.A.-ului de proces este de a asigura faptul că fiecare etapă de prelucrare a
produsului asigură caracteristicile dorite ale produsului.
F.M.E.A. de sistem - comparativ cu primele două, F.M.E.A.-ul de sistem analizează
sistemul ca un întreg, pe când primele două privesc produsul dintr-un aspect particular al
ciclului de fabricaţie. Defectele principale sunt preluate din F.M.E.A.-ul de proiectare şi de
proces pentru a investiga efectul asupra întregului sistem.
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 8
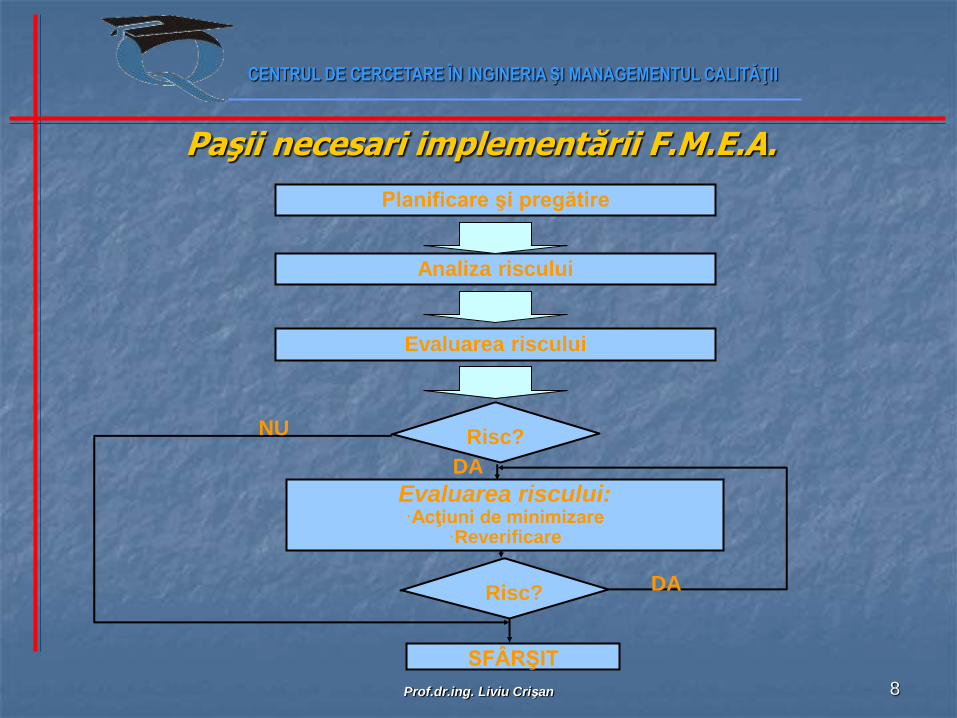
Paşii necesari implementării F.M.E.A.
Risc?
Evaluarea riscului: ·Acţiuni de minimizare
·Reverificare
Risc?
SFÂRŞIT
NU
DA
Analiza riscului
Evaluarea riscului
Planificare şi pregătire
DA
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 9
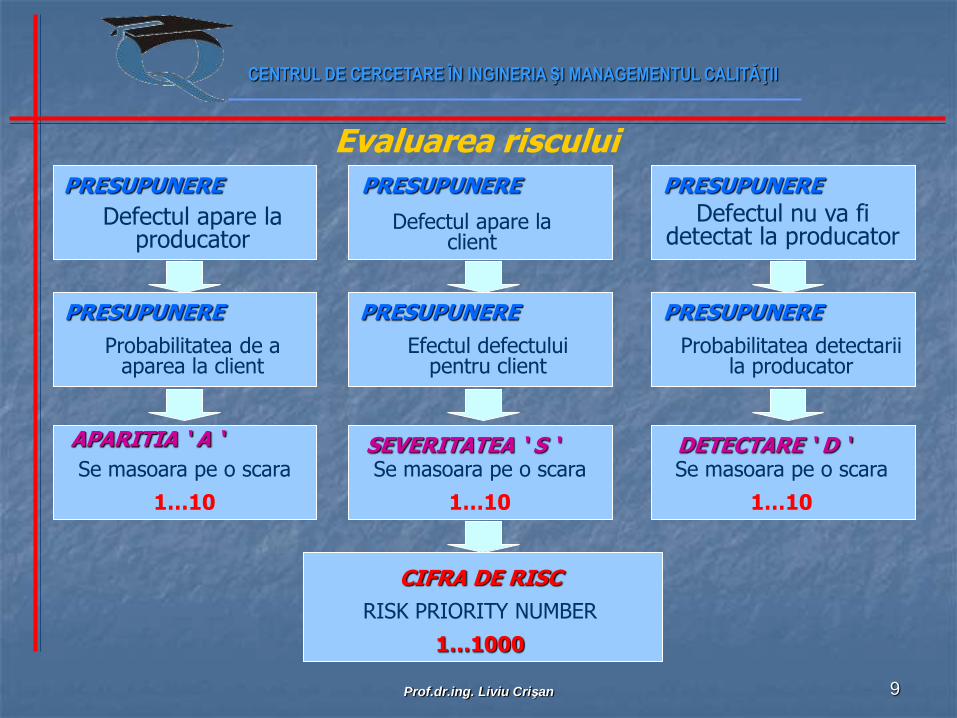
Evaluarea riscului PRESUPUNERE
Defectul apare la producator
PRESUPUNERE
Defectul apare la client
PRESUPUNERE
Defectul nu va fi detectat la producator
PRESUPUNERE PRESUPUNERE PRESUPUNERE
APARITIA ‘ A ‘ SEVERITATEA ‘ S ‘ DETECTARE ‘ D ‘
Probabilitatea de a aparea la client
Se masoara pe o scara
1…10
Efectul defectului pentru client
Probabilitatea detectarii la producator
Se masoara pe o scara
1…10
Se masoara pe o scara
1…10
CIFRA DE RISC
RISK PRIORITY NUMBER
1…1000
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 10
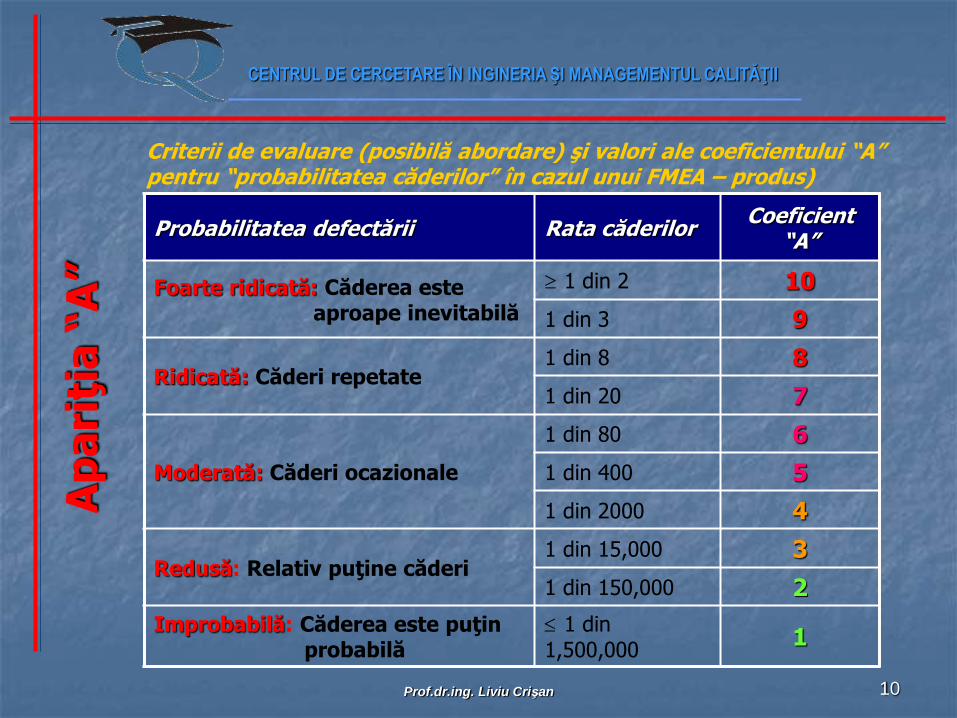
Probabilitatea defectării Rata căderilor Coeficient
“A”
Foarte ridicată: Căderea este aproape inevitabilă
1 din 2 10
1 din 3 9
Ridicată: Căderi repetate 1 din 8 8
1 din 20 7
Moderată: Căderi ocazionale
1 din 80 6
1 din 400 5
1 din 2000 4
Redusă: Relativ puţine căderi 1 din 15,000 3
1 din 150,000 2
Improbabilă: Căderea este puţin probabilă
1 din 1,500,000
1
Criterii de evaluare (posibilă abordare) şi valori ale coeficientului “A” pentru “probabilitatea căderilor” în cazul unui FMEA – produs)
Ap
ari
ţia
“A
”
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 11
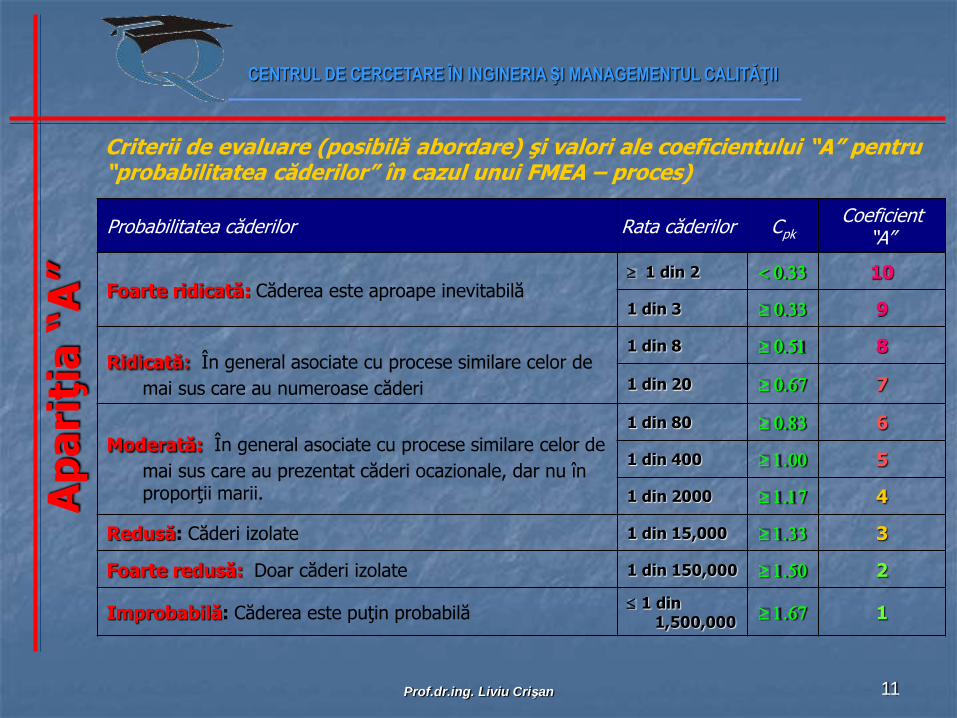
Probabilitatea căderilor Rata căderilor Cpk Coeficient
“A”
Foarte ridicată: Căderea este aproape inevitabilă 1 din 2 < 0.33 10
1 din 3 0.33 9
Ridicată: În general asociate cu procese similare celor de
mai sus care au numeroase căderi
1 din 8 0. 8
1 din 20 0. 7
Moderată: În general asociate cu procese similare celor de
mai sus care au prezentat căderi ocazionale, dar nu în proporţii marii.
1 din 80 0.3 6
1 din 400 .00 5
1 din 2000 . 4
Redusă: Căderi izolate 1 din 15,000 .33 3
Foarte redusă: Doar căderi izolate 1 din 150,000 .0 2
Improbabilă: Căderea este puţin probabilă 1 din
1,500,000 . 1
Criterii de evaluare (posibilă abordare) şi valori ale coeficientului “A” pentru “probabilitatea căderilor” în cazul unui FMEA – proces)
Ap
ari
ţia
“A
”
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 12
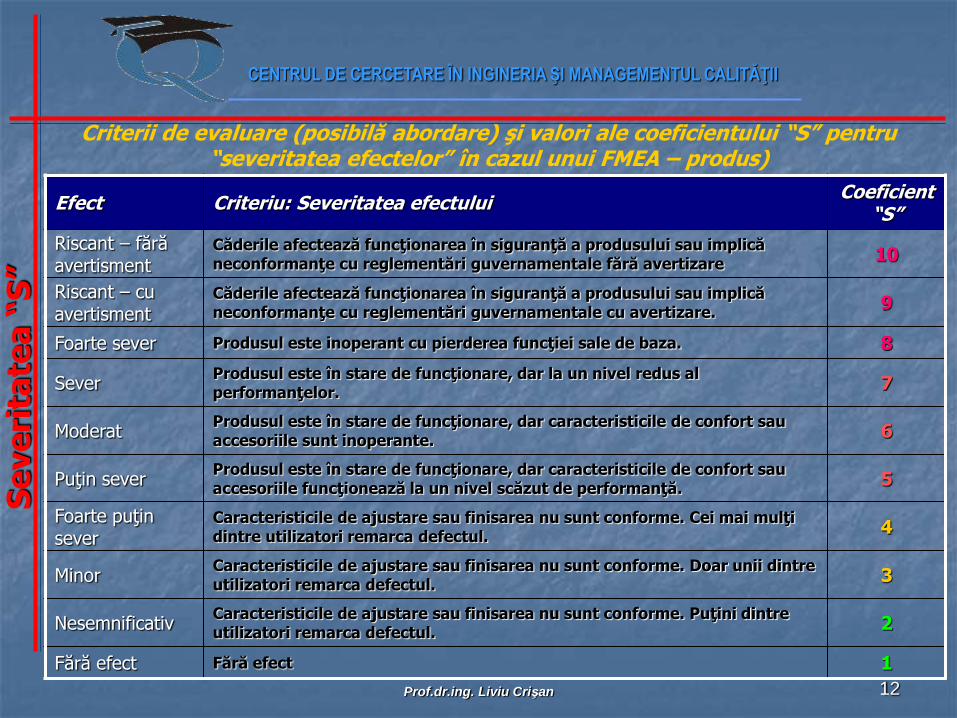
Efect Criteriu: Severitatea efectului Coeficient
“S”
Riscant – fără avertisment
Căderile afectează funcţionarea în siguranţă a produsului sau implică neconformanţe cu reglementări guvernamentale fără avertizare
10
Riscant – cu avertisment
Căderile afectează funcţionarea în siguranţă a produsului sau implică neconformanţe cu reglementări guvernamentale cu avertizare.
9
Foarte sever Produsul este inoperant cu pierderea funcţiei sale de baza. 8
Sever Produsul este în stare de funcţionare, dar la un nivel redus al performanţelor.
7
Moderat Produsul este în stare de funcţionare, dar caracteristicile de confort sau accesoriile sunt inoperante.
6
Puţin sever Produsul este în stare de funcţionare, dar caracteristicile de confort sau accesoriile funcţionează la un nivel scăzut de performanţă.
5
Foarte puţin sever
Caracteristicile de ajustare sau finisarea nu sunt conforme. Cei mai mulţi dintre utilizatori remarca defectul.
4
Minor Caracteristicile de ajustare sau finisarea nu sunt conforme. Doar unii dintre utilizatori remarca defectul.
3
Nesemnificativ Caracteristicile de ajustare sau finisarea nu sunt conforme. Puţini dintre utilizatori remarca defectul.
2
Fără efect Fără efect 1
Criterii de evaluare (posibilă abordare) şi valori ale coeficientului “S” pentru “severitatea efectelor” în cazul unui FMEA – produs)
Se
ve
rita
tea
“S
”
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 13
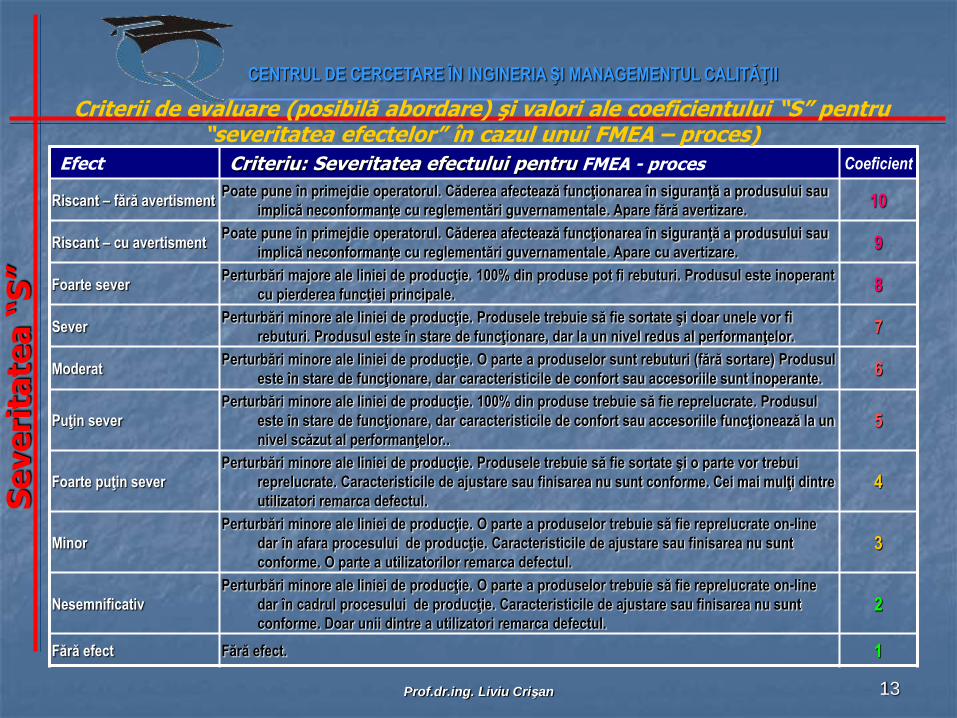
Efect Criteriu: Severitatea efectului pentru FMEA - proces Coeficient
Riscant – fără avertisment Poate pune în primejdie operatorul. Căderea afectează funcţionarea în siguranţă a produsului sau
implică neconformanţe cu reglementări guvernamentale. Apare fără avertizare. 10
Riscant – cu avertisment Poate pune în primejdie operatorul. Căderea afectează funcţionarea în siguranţă a produsului sau
implică neconformanţe cu reglementări guvernamentale. Apare cu avertizare. 9
Foarte sever Perturbări majore ale liniei de producţie. 100% din produse pot fi rebuturi. Produsul este inoperant
cu pierderea funcţiei principale. 8
Sever Perturbări minore ale liniei de producţie. Produsele trebuie să fie sortate şi doar unele vor fi
rebuturi. Produsul este în stare de funcţionare, dar la un nivel redus al performanţelor. 7
Moderat Perturbări minore ale liniei de producţie. O parte a produselor sunt rebuturi (fără sortare) Produsul
este în stare de funcţionare, dar caracteristicile de confort sau accesoriile sunt inoperante. 6
Puţin sever
Perturbări minore ale liniei de producţie. 100% din produse trebuie să fie reprelucrate. Produsul
este în stare de funcţionare, dar caracteristicile de confort sau accesoriile funcţionează la un
nivel scăzut al performanţelor.. 5
Foarte puţin sever
Perturbări minore ale liniei de producţie. Produsele trebuie să fie sortate şi o parte vor trebui
reprelucrate. Caracteristicile de ajustare sau finisarea nu sunt conforme. Cei mai mulţi dintre
utilizatori remarca defectul. 4
Minor
Perturbări minore ale liniei de producţie. O parte a produselor trebuie să fie reprelucrate on-line
dar în afara procesului de producţie. Caracteristicile de ajustare sau finisarea nu sunt
conforme. O parte a utilizatorilor remarca defectul. 3
Nesemnificativ
Perturbări minore ale liniei de producţie. O parte a produselor trebuie să fie reprelucrate on-line
dar în cadrul procesului de producţie. Caracteristicile de ajustare sau finisarea nu sunt
conforme. Doar unii dintre a utilizatori remarca defectul. 2
Fără efect Fără efect. 1
Criterii de evaluare (posibilă abordare) şi valori ale coeficientului “S” pentru “severitatea efectelor” în cazul unui FMEA – proces)
Se
ve
rita
tea
“S
”
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 14
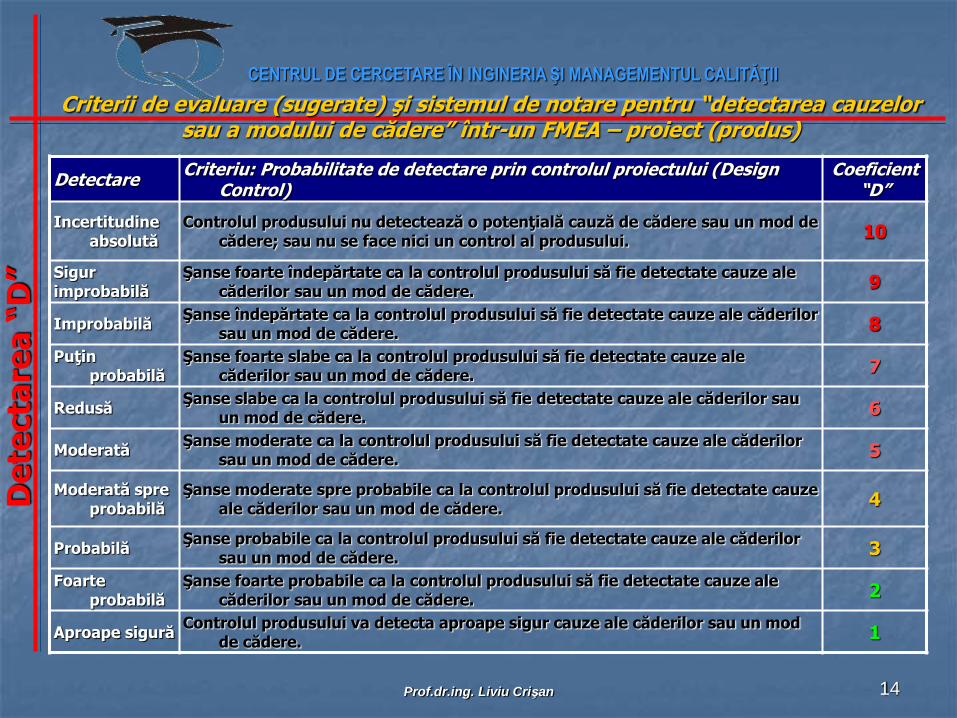
Detectare Criteriu: Probabilitate de detectare prin controlul proiectului (Design
Control) Coeficient
“D”
Incertitudine absolută
Controlul produsului nu detectează o potenţială cauză de cădere sau un mod de cădere; sau nu se face nici un control al produsului.
10
Sigur improbabilă
Şanse foarte îndepărtate ca la controlul produsului să fie detectate cauze ale căderilor sau un mod de cădere.
9
Improbabilă Şanse îndepărtate ca la controlul produsului să fie detectate cauze ale căderilor
sau un mod de cădere. 8
Puţin probabilă
Şanse foarte slabe ca la controlul produsului să fie detectate cauze ale căderilor sau un mod de cădere.
7
Redusă Şanse slabe ca la controlul produsului să fie detectate cauze ale căderilor sau
un mod de cădere. 6
Moderată Şanse moderate ca la controlul produsului să fie detectate cauze ale căderilor
sau un mod de cădere. 5
Moderată spre probabilă
Şanse moderate spre probabile ca la controlul produsului să fie detectate cauze ale căderilor sau un mod de cădere.
4
Probabilă Şanse probabile ca la controlul produsului să fie detectate cauze ale căderilor
sau un mod de cădere. 3
Foarte probabilă
Şanse foarte probabile ca la controlul produsului să fie detectate cauze ale căderilor sau un mod de cădere.
2
Aproape sigură Controlul produsului va detecta aproape sigur cauze ale căderilor sau un mod
de cădere. 1
Criterii de evaluare (sugerate) şi sistemul de notare pentru “detectarea cauzelor sau a modului de cădere” într-un FMEA – proiect (produs)
De
tecta
rea
“D
”
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 15
De
tecta
rea
“D
”
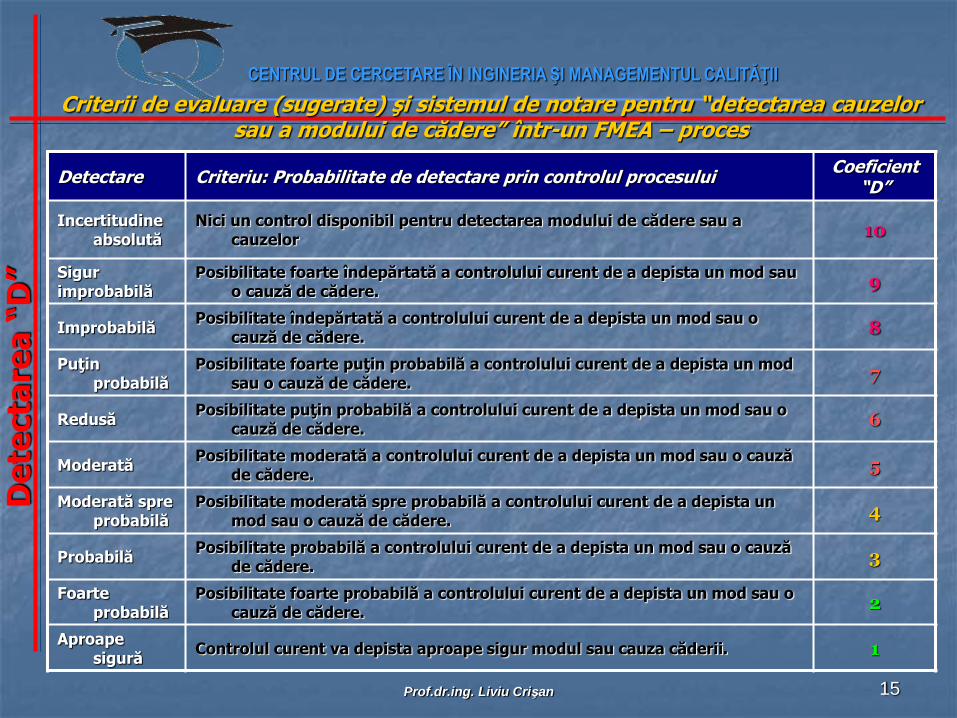
Detectare Criteriu: Probabilitate de detectare prin controlul procesului Coeficient
“D”
Incertitudine absolută
Nici un control disponibil pentru detectarea modului de cădere sau a cauzelor
10
Sigur improbabilă
Posibilitate foarte îndepărtată a controlului curent de a depista un mod sau o cauză de cădere.
9
Improbabilă Posibilitate îndepărtată a controlului curent de a depista un mod sau o
cauză de cădere. 8
Puţin probabilă
Posibilitate foarte puţin probabilă a controlului curent de a depista un mod sau o cauză de cădere.
7
Redusă Posibilitate puţin probabilă a controlului curent de a depista un mod sau o
cauză de cădere. 6
Moderată Posibilitate moderată a controlului curent de a depista un mod sau o cauză
de cădere. 5
Moderată spre probabilă
Posibilitate moderată spre probabilă a controlului curent de a depista un mod sau o cauză de cădere.
4
Probabilă Posibilitate probabilă a controlului curent de a depista un mod sau o cauză
de cădere. 3
Foarte probabilă
Posibilitate foarte probabilă a controlului curent de a depista un mod sau o cauză de cădere.
2
Aproape sigură
Controlul curent va depista aproape sigur modul sau cauza căderii. 1
Criterii de evaluare (sugerate) şi sistemul de notare pentru “detectarea cauzelor sau a modului de cădere” într-un FMEA – proces
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 16
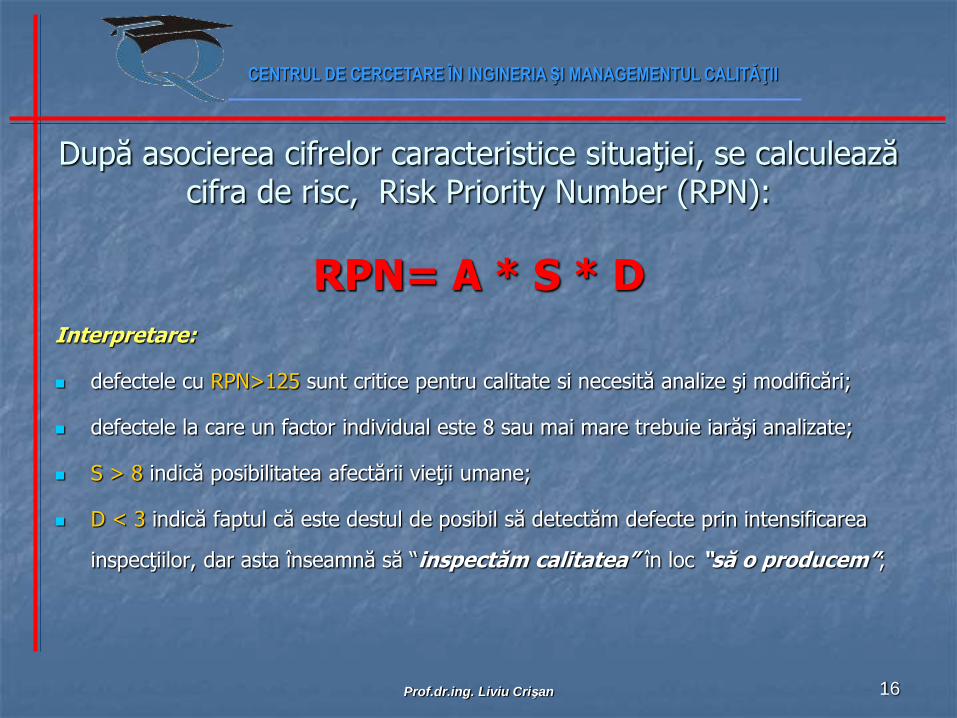
După asocierea cifrelor caracteristice situaţiei, se calculează cifra de risc, Risk Priority Number (RPN):
RPN= A * S * D Interpretare:
defectele cu RPN>125 sunt critice pentru calitate si necesită analize şi modificări;
defectele la care un factor individual este 8 sau mai mare trebuie iarăşi analizate;
S > 8 indică posibilitatea afectării vieţii umane;
D < 3 indică faptul că este destul de posibil să detectăm defecte prin intensificarea
inspecţiilor, dar asta înseamnă să “inspectăm calitatea” în loc “să o producem”;
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 17
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 18
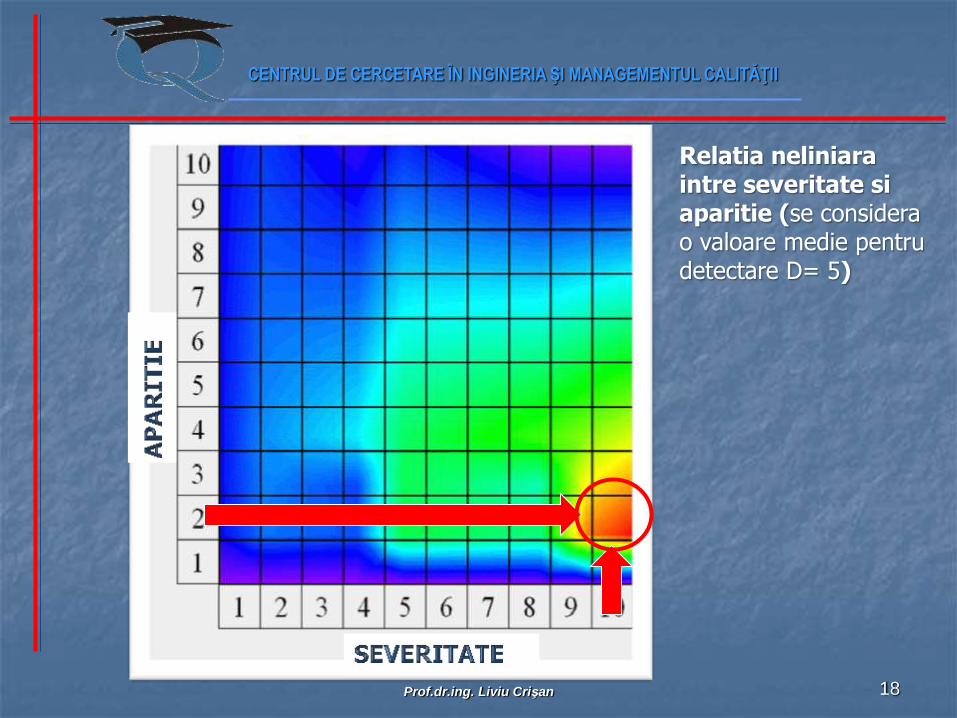
Relatia neliniara intre severitate si aparitie (se considera o valoare medie pentru detectare D= 5)
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 19
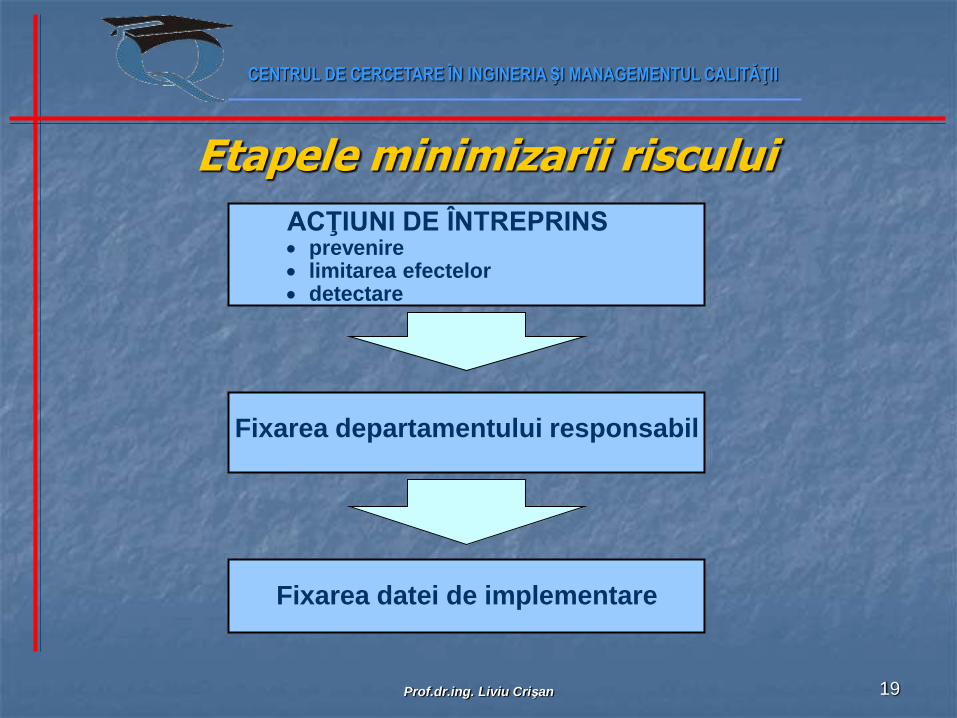
Etapele minimizarii riscului
ACŢIUNI DE ÎNTREPRINS prevenire limitarea efectelor detectare
Fixarea departamentului responsabil
Fixarea datei de implementare
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 20
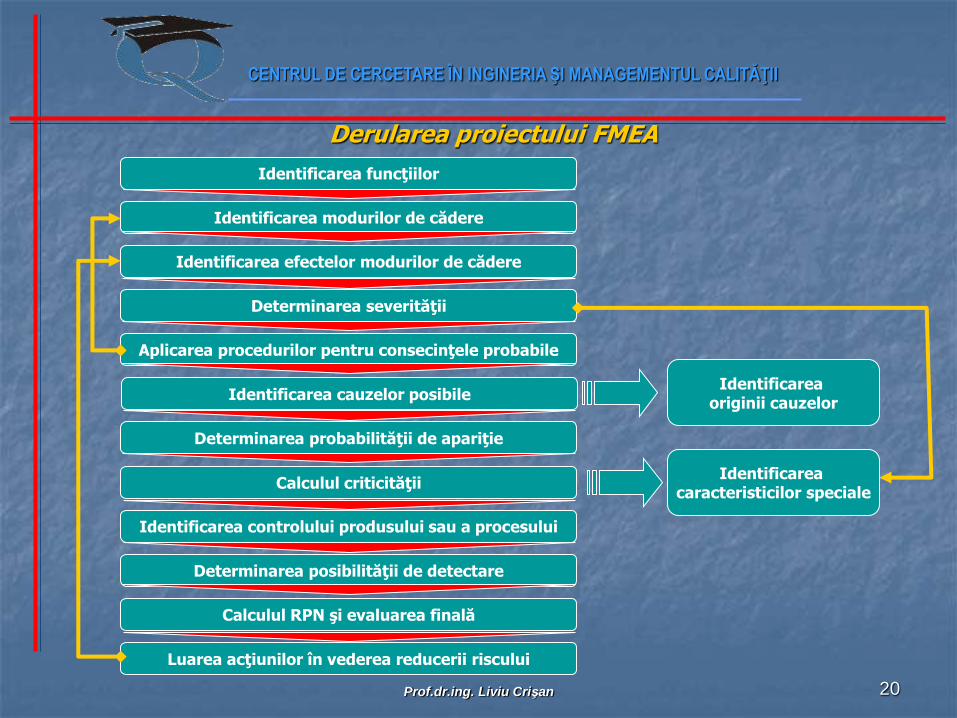
Identificarea funcţiilor
Identificarea modurilor de cădere
Identificarea efectelor modurilor de cădere
Determinarea severităţii
Aplicarea procedurilor pentru consecinţele probabile
Determinarea probabilităţii de apariţie
Calculul criticităţii
Identificarea controlului produsului sau a procesului
Determinarea posibilităţii de detectare
Calculul RPN şi evaluarea finală
Luarea acţiunilor în vederea reducerii riscului
Identificarea originii cauzelor
Identificarea caracteristicilor speciale
Identificarea cauzelor posibile
Derularea proiectului FMEA
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 21
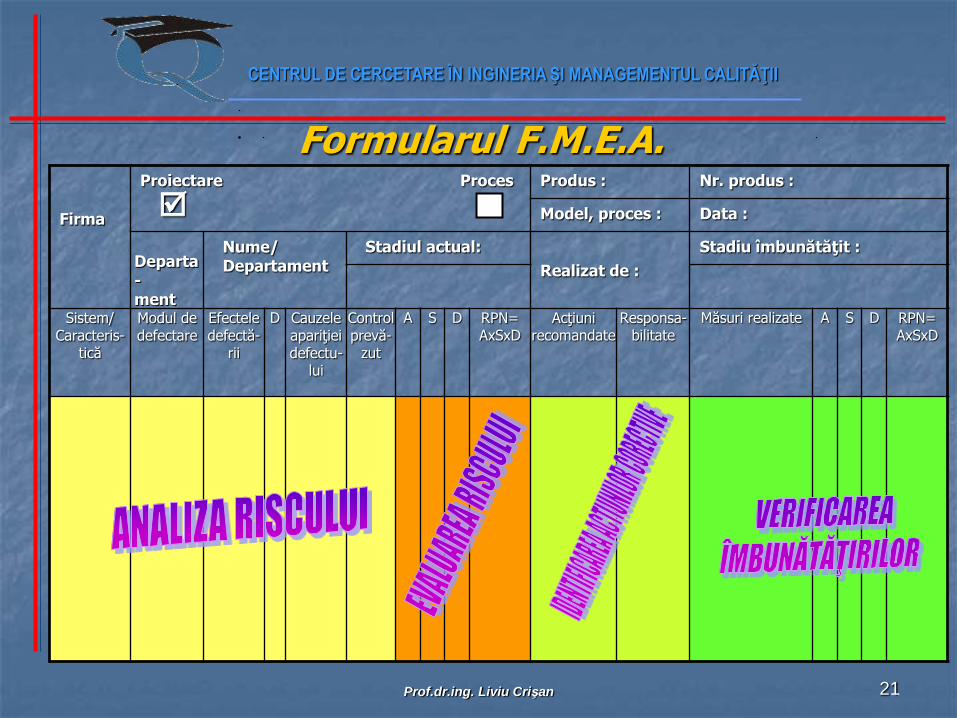
Formularul F.M.E.A. Firma
Proiectare Proces Produs : Nr. produs :
Model, proces : Data :
Departa- ment
Nume/ Departament
Stadiul actual:
Realizat de :
Stadiu îmbunătăţit :
Sistem/ Caracteris-
tică
Modul de defectare
Efectele defectă-
rii
D Cauzele apariţiei defectu-
lui
Control prevă-
zut
A S D RPN= AxSxD
Acţiuni recomandate
Responsa-bilitate
Măsuri realizate A S D RPN= AxSxD
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 22
Produs: Nr.prod
Model: Data:
Departam. Nume/ Stadiu Realizat de Stadiu
Departam.
Componen.
Sistemului,
Procesului
Modul de
defectare
Efectele
defectării
D Cauzele
apariţiei
defectului
Control
curent
A S D Risk
Priority
Number
RPN
Actiuni
recomandate
Departa-
ment
Data
Actiuni
executate
A S D RPN
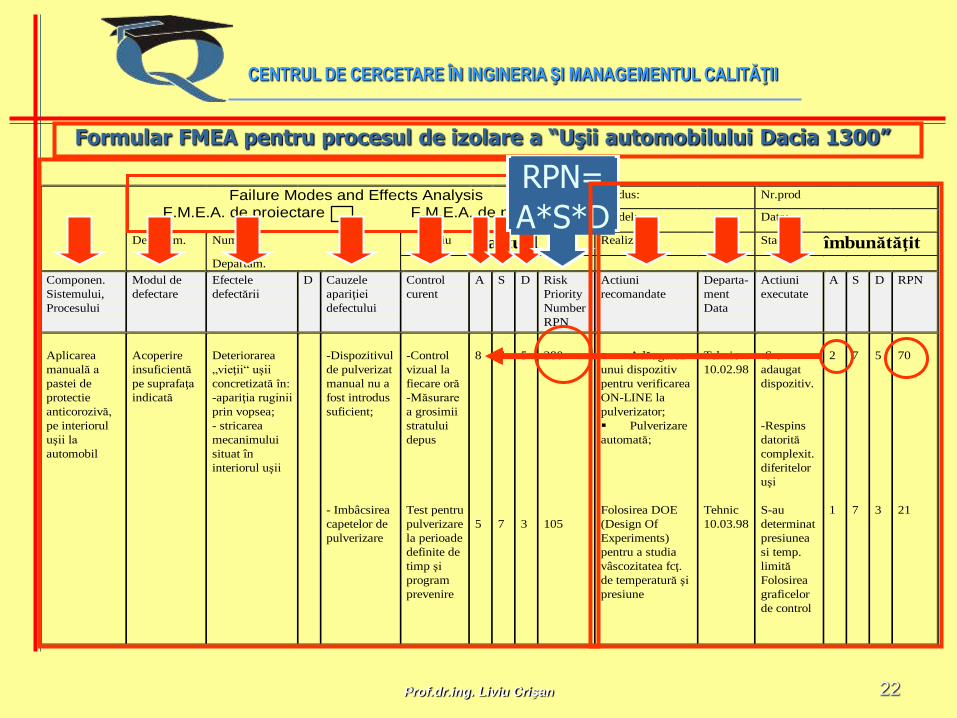
Aplicarea
manuală a
pastei de
protectie
anticorozivă,
pe interiorul
uşii la
automobil
Acoperire
insuficientă
pe suprafaţa
indicată
Deteriorarea
„vieţii“ uşii
concretizată în:
-apariţia ruginii
prin vopsea;
- stricarea
mecanimului
situat în
interiorul uşii
-Dispozitivul
de pulverizat
manual nu a
fost introdus
suficient;
- Imbâcsirea
capetelor de
pulverizare
-Control
vizual la
fiecare oră
-Măsurare
a grosimii
stratului
depus
Test pentru
pulverizare
la perioade
definite de
timp şi
program
prevenire
8
5
7
7
5
3
280
105
Adăugarea
unui dispozitiv
pentru verificarea
ON-LINE la
pulverizator;
Pulverizare
automată;
Folosirea DOE
(Design Of
Experiments)
pentru a studia
vâscozitatea fcţ.
de temperatură şi
presiune
Tehnic
10.02.98
Tehnic
10.03.98
-S-a
adaugat
dispozitiv.
-Respins
datorită
complexit.
diferitelor
uşi
S-au
determinat
presiunea
si temp.
limită
Folosirea
graficelor
de control
2
1
7
7
5
3
70
21
Failure Modes and Effects Analysis
F.M.E.A. de proiectare F.M.E.A. de proces
îmbunătăţitactual
Formular FMEA pentru procesul de izolare a “Uşii automobilului Dacia 1300”
RPN=
A*S*D
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 23
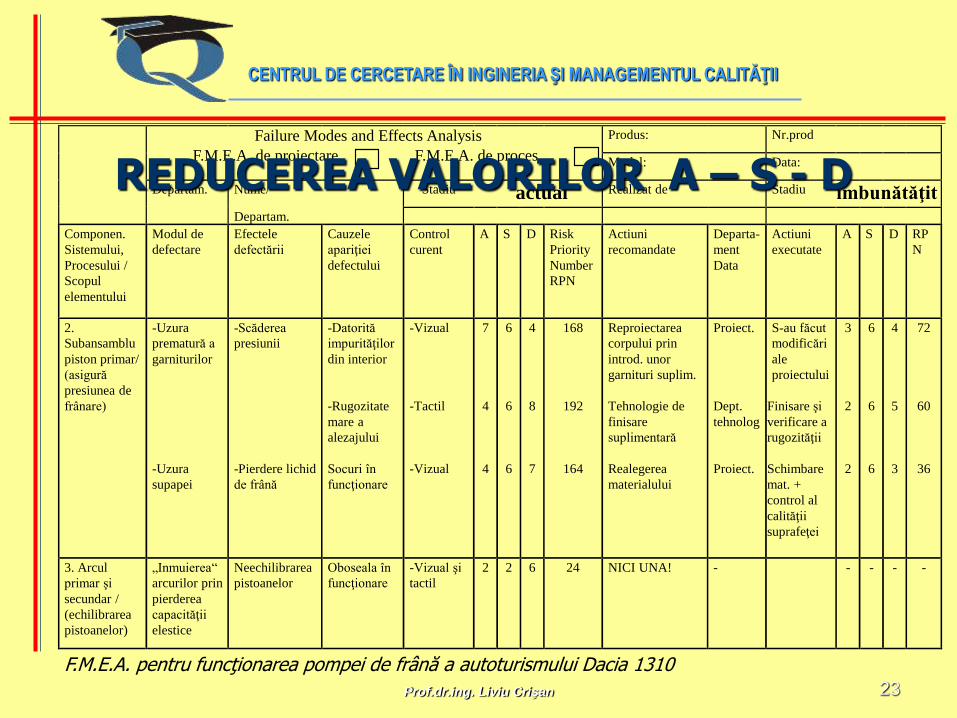
Produs: Nr.prod
Model: Data:
Departam. Nume/ Stadiu Realizat de Stadiu
Departam.
Componen. Sistemului, Procesului / Scopul elementului
Modul de defectare
Efectele defectării
Cauzele apariţiei defectului
Control curent
A S D Risk Priority Number RPN
Actiuni recomandate
Departa - ment Data
Actiuni executate
A S D RP N
2. Subansamblu p iston primar/ (asigură presiunea de frânare)
- Uzura prematur ă a garniturilor - Uzura supapei
- Scăderea presiunii - Pierdere lichid de frână
- Datorită impurităţilor din interior - Rugozitate mare a alezajului Socuri în funcţionare
- Vizual - Tactil - Vizual
7
4
4
6
6
6
4
8
7
168
192
164
Reproiectarea corpului prin introd. unor garnituri suplim. Tehnologie de finisare suplimentară Realegerea materialului
Proiect. Dept. tehnolog Proiect.
S - au f ăcut modific ări ale proiectului
Finisare şi v erificare a rugozit ă ţii S chimbare mat. + control al calit ă ţii suprafe ţei
3
2
2
6 6 6
4
5
3
72
60
36
3. Arcul primar şi secundar / (echilibrarea pistoanelor)
„Inmuierea“ arcurilor prin pierderea capacităţii elestice
Neechilibrarea pistoanelor
Oboseala în funcţionare
- Vizual şi tactil
2 2 6 24 NICI UNA! - - - - -
Failure Modes and Effects Analysis
F.M.E.A. de proiectare F.M.E.A. de proces
îmbunătăţit actual
F.M.E.A. pentru funcţionarea pompei de frână a autoturismului Dacia 1310
REDUCEREA VALORILOR A – S - D
CENTRUL DE CERCETARE ÎN INGINERIA ŞI MANAGEMENTUL CALITĂŢII
Prof.dr.ing. Liviu Crişan 24






