fea
6
DEFORMATIA PLASTICA SI TENSIUNEA DIN TABLELE LAMINATE IN PROCESUL DE MATRITARE PRIN INDOIRE Florin-Ovidiu Matei Universitatea Politehnica din Timişoara, România, 300006, Timişoara, P-ta Victoriei nr. 2 [email protected] , [email protected] Keywords: deformare plastica, tabla laminata, proces de indoire. Rezumat. Scopul principal al acestui studiu este determinarea valorilor deformarii plastice pentru procesul de matritare prin indoire, si a tensiunilor la nivelul materialului, prin simularea cu element finit. In procesul de deformare prin indoire a semifabricatelor tip tabla laminata are loc o incovoiere la zona de contact intre tabla si poanson urmata de o scurta revenire care are loc datorita caracteristicilor elastice ale materialului. Valorile rezistentei materialului care s-au analizat au fost deplasarea (deformarea pe directia indoirii), deformatia specifica si tensiunea echivalenta Von Mises pentru un semifabricat tip tabla laminata din otel moale pentru constructii tip S235JR (OL37) cu grosimea de 2mm. Introducere Indoirea prin matritare este un proces de fabricatie prin care metalul poate fi deformat prin deformare plastica, schimbandu-i forma dupa dorinta. Materialul este deformat astfel incat trece de limita de curgere, insa nu si de rezistenta la rupere. Are loc si o modificare a suprafetei materialui, insa foarte mica, iar deformatia de obicei are loc in plan. Procesul de indoire este foarte flexibil, putand fii obtinute o varietate mare de forme cu ajutorul deferitelor matrite si preselor de indoit. Materialul este asezat pe matrita, unde este pozitionat cu ajutorul unor opritoare sau tampoane, iar prinderea de obicei se face cu ajutorul bridelor. Partea
-
Upload
mihaela-bucur -
Category
Documents
-
view
1 -
download
0
description
analiza cu element finit
Transcript of fea

DEFORMATIA PLASTICA SI TENSIUNEA DIN TABLELE LAMINATE IN PROCESUL DE MATRITARE PRIN INDOIRE
Florin-Ovidiu MateiUniversitatea Politehnica din Timişoara, România, 300006, Timişoara, P-ta Victoriei nr. 2
[email protected], [email protected]
Keywords: deformare plastica, tabla laminata, proces de indoire.
Rezumat. Scopul principal al acestui studiu este determinarea valorilor deformarii plastice pentru procesul de matritare prin indoire, si a tensiunilor la nivelul materialului, prin simularea cu element finit. In procesul de deformare prin indoire a semifabricatelor tip tabla laminata are loc o incovoiere la zona de contact intre tabla si poanson urmata de o scurta revenire care are loc datorita caracteristicilor elastice ale materialului. Valorile rezistentei materialului care s-au analizat au fost deplasarea (deformarea pe directia indoirii), deformatia specifica si tensiunea echivalenta Von Mises pentru un semifabricat tip tabla laminata din otel moale pentru constructii tip S235JR (OL37) cu grosimea de 2mm.
Introducere
Indoirea prin matritare este un proces de fabricatie prin care metalul poate fi deformat prin deformare plastica, schimbandu-i forma dupa dorinta. Materialul este deformat astfel incat trece de limita de curgere, insa nu si de rezistenta la rupere. Are loc si o modificare a suprafetei materialui, insa foarte mica, iar deformatia de obicei are loc in plan.
Procesul de indoire este foarte flexibil, putand fii obtinute o varietate mare de forme cu ajutorul deferitelor matrite si preselor de indoit. Materialul este asezat pe matrita, unde este pozitionat cu ajutorul unor opritoare sau tampoane, iar prinderea de obicei se face cu ajutorul bridelor. Partea superioara a presei, poansonul, cu presa de indoit adecvata, coboara spre tabla si formeaza indoitura in forma de V.

Materiale şi Metodă de analiza
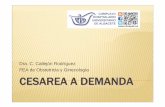
Pentru determinarea valorilor propuse, este nevoie de o analiza cu element finit a procesului intreg de matritare prin indoire. Pentru aceasta intai trebuie proiectat un ansablu 3D care sa reprezinte cat mai precis si real conditiile asupra semifabricatului. Pentru proiectarea si modelarea solidelor in format 3D a fost folosit programul DS SolidWorks 2013, intrucat este unul din cele mai bune programe in domeniu.
S-au modelat toate componentele care intra in procesul de indoire si s-au pus intr-un ansablu, reprezentand cu precizie cat mai mare conditiile reale la care este supus reperul pentru indoit.
Desi procesul de indoire cuprinde numai 3 elemente si anume matrita, presa de indoit si reperul pentru indoit, el poate parea simplu la prima vedere. In realitate procesul de deformare al materialului nu este deloc unul simplu, materialul depasind limita de curgere, deci depasind deformarea elastica, intrand destul de proeminent in deformarea plastica.
Pe langa modelarea 3D a procesului, mai este nevoie de simularea indoirii, simulare care trebuie sa fie cat mai precisa (reala) , pentru a genera valori cat mai exacte a deformatiei si a tensiunilor care au loc in material.
Fig. 1. Modelarea 3D CAD Fig. 2. Simularea (Varianta simplificata)

Pentru simulare se folosesc valori ale fortelor de apasare pentru prese, din tabele de indoire oferite de producatorii de scule de indoire pentru a verifica acuratetea acestora. Asemenea pentru matrita se foloseste un model gasit in catalogul de scule.
Pentru analiza cu element finit se foloseste tot programul SW pentru simplitatea inportarii modelelor 3D, nefiind probleme de generarea a modelului. Analiza cu element finit se face cu elemente tip tetraedric, nefiind un reper complex, iar conditii la limita care se aplica asupra reperului sunt limitari de translatie pe toate cele 3 axe si forte concentrate pe suprafata de contact intre reperul de indoit si suprafata presei de indoit, reprezentatea de desfasurata arcului de cerc la varful presei.
Rezultate
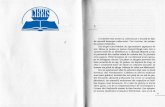
Cand tabla este indoita, suprafata din interiorul indoiturii se comprima, iar suprafata din exterior se intinde. Undeva in interiorul grosimii tablei se afla axa neutra, axa care nu se comprima si nici nu se intinde, ea ramanand la aceeasi lungime pe tot parcursul indoiturii.
Se poate vedea din diferenta de lungimi cum zona rosie apar tensiuni de intindere, iar zona albastra tensiuni de comprimare. Valoarea tensiunilor creste odata cu departarea axei de zona in cauza. Daca o forta relativ mica este aplicata pe metal, el se va deforma elastic, iar apoi va reveni dupa ce forta va fi retrasa.
Pentru ca deformarea plastica sa aiba loc, o forta de minim o anumita valoare trebuie aplicata pentru a se atinge limita de plasticitate, pentru ca materialul sa se deformeze plastic.

Aceasta limita nu este atinsa decat la o anumita distanta fata de axa neutra (neutral axis.), astfel ca la in jurul axei neutre a tablei se gaseste un miez elastic care sufera numai deformare elastica, chiar daca in jurul lui materialul este deformat plastic.
Concluzii
Ca urmare a rezultatelor analizei FEA, s-a putut observa deformatia cauzata de forta aplicata conform tabelului dat de producator, si anume valoarea de 0.1mm. Cu o aplicare continua a fortei, tabla se poate indoi pana la forma dorita. Se poate observa si compresiunea/intinderea celor 2 parti ale axei neutre.
Bibliografie
[1] The library of Manufacturing.com[2] Jim Kirkpatrick, Metalworking FAQ/Compendium[3] Sheet Metal Desing Handbook
http://www.Qualitytool.com/resources[4] Amada America, The ABC of bending tools,
http://www.amada.com/products/tooling/techinfo/rg/rgABCtoc.htm[5] Lehi Sheet Metal
http://www.lehisheetmetal.com/1_e_bend.htm[6] Ohio State University, Bending
http://nsmwww.eng.ohio-state.edu/BendingOverview/index.html[7] Engineers Edge, Design and Engineering Data, Sheet Metal,
http://www.engineersedge.com/Design_Data.shtml[8] ASMA Chronicle, Advanced Sheet Metal Applications
http://www.asmachronicle.com/