Fabricarea Utilajului Petrolier si Petrochimic · PDF fileIn clasa pieselor tip arbore sunt...
5
Fabricarea Utilajului Petrolier si Petrochimic Acest curs prezinta Fabricarea Utilajului Petrolier si Petrochimic. In acest PDF poti vizualiza cuprinsul si bibliografia (daca sunt disponibile) si aproximativ doua pagini din documentul original. Arhiva completa de pe site contine un fisier, intr-un numar total de 151 pagini. Fisierele documentului original au urmatoarele extensii: pdf. Cuprins 1. FABRICAREA PIESELOR DE TIP ARBORE.5 1.2. Prelucrarea mecanică a pieselor de tip arbore.7 1.2.1. Operaţii pregătitoare .7 1.2.2. Operaţii de degroşare şi finisare . 8 1.2.3. Prelucrări finale.16 1.3. Scheme tehnologice tip de prelucrare a arborilor.17 1.3.1. Arbori netezi. .17 1.3.2. Arbori în trepte.18 2. FABRICAREA PIESELOR TIP ALEZAJ.23 2.1. Forme constructive, materiale şi condiţii tehnice. 23 2.2. Prelucrarea mecanică a pieselor tip alezaj.27 2.2.1. Operaţii pregătitoare .27 2.2.2. Operaţii de degroşare şi finisare aplicate alezajelor.27 2.2.3. Prelucrări finale aplicate alezajelor.34 2.3. Scheme tehnologice tipice de prelucrare a pieselor tip alezaj.36 3. FABRICAREA ROŢILOR DINŢATE. 37 3.1. Forme constructive, condiţii tehnice şi tehnologicitatea construcţiei.37 3.1.1. Elemente geometrice şi clasificare.37 3.1.2. Precizia roţilor dinţate.40 3.1.3. Materiale şi semifabricate.42 3.2. Procese tehnologice tipice de prelucrare a roţilor dinţate cilindrice .42 3.2.1. Prelucrări de degroşare şi de finisare .42 3.2.2. Prelucrări finale ale danturilor cilindrice. 48 3.3. Tehnologia prelucrării roţilor dinţate conice .53 3.4. Scheme tehnologice tipice de fabricare a roţilor dinţate .56 4. FABRICAREA ÎMBINĂRILOR CU UMĂR PENTRU GARNITURA DE FORAJ .59 4.1. Forme constructive şi condiţii tehnice .59 4.2. Tehnologia prelucrării filetelor .62 4.3. Controlul îmbinărilor cu umăr .64 5. FABRICAREA PRĂJINILOR DE FORAJ .67 5.1. Criterii de alegere a materialelor .67 5.2. Fabricarea prăjinilor de foraj din oţel .68 5.2.1. Forme constructive şi condiţii tehnice .68 5.2.2. Caracteristici mecanice, materiale şi tratamente termice.71 5.2.3. Procesul tehnologic de fabricaţie .73 5.3. Prăjini de foraj din aliaje de aluminiu .82 5.3.1. Forme constructive şi tipodimensiuni .82 5.3.2. Aliaje de aluminiu pentru prăjini de foraj .84 5.3.3. Tehnologia de fabricaţie .86 5.4. Căi de creştere a durabilităţii prăjinilor de foraj .87 5.4.1. Încărcarea racordurilor speciale cu materiale dure .88
Transcript of Fabricarea Utilajului Petrolier si Petrochimic · PDF fileIn clasa pieselor tip arbore sunt...

Fabricarea Utilajului Petrolier si PetrochimicAcest curs prezinta Fabricarea Utilajului Petrolier si Petrochimic.In acest PDF poti vizualiza cuprinsul si bibliografia (daca sunt disponibile) si aproximativ doua pagini dindocumentul original.Arhiva completa de pe site contine un fisier, intr-un numar total de 151 pagini.Fisierele documentului original au urmatoarele extensii: pdf.
Cuprins1. FABRICAREA PIESELOR DE TIP ARBORE.51.2. Prelucrarea mecanică a pieselor de tip arbore.71.2.1. Operaţii pregătitoare .71.2.2. Operaţii de degroşare şi finisare . 81.2.3. Prelucrări finale.161.3. Scheme tehnologice tip de prelucrare a arborilor.171.3.1. Arbori netezi. .171.3.2. Arbori în trepte.182. FABRICAREA PIESELOR TIP ALEZAJ.232.1. Forme constructive, materiale şi condiţii tehnice. 232.2. Prelucrarea mecanică a pieselor tip alezaj.272.2.1. Operaţii pregătitoare .272.2.2. Operaţii de degroşare şi finisare aplicate alezajelor.272.2.3. Prelucrări finale aplicate alezajelor.342.3. Scheme tehnologice tipice de prelucrare a pieselor tip alezaj.363. FABRICAREA ROŢILOR DINŢATE. 373.1. Forme constructive, condiţii tehnice şi tehnologicitatea construcţiei.373.1.1. Elemente geometrice şi clasificare.373.1.2. Precizia roţilor dinţate.403.1.3. Materiale şi semifabricate.423.2. Procese tehnologice tipice de prelucrare a roţilor dinţate cilindrice .423.2.1. Prelucrări de degroşare şi de finisare .423.2.2. Prelucrări finale ale danturilor cilindrice. 483.3. Tehnologia prelucrării roţilor dinţate conice .533.4. Scheme tehnologice tipice de fabricare a roţilor dinţate .564. FABRICAREA ÎMBINĂRILOR CU UMĂRPENTRU GARNITURA DE FORAJ .594.1. Forme constructive şi condiţii tehnice .594.2. Tehnologia prelucrării filetelor .624.3. Controlul îmbinărilor cu umăr .645. FABRICAREA PRĂJINILOR DE FORAJ .675.1. Criterii de alegere a materialelor .675.2. Fabricarea prăjinilor de foraj din oţel .685.2.1. Forme constructive şi condiţii tehnice .685.2.2. Caracteristici mecanice, materiale şi tratamente termice.715.2.3. Procesul tehnologic de fabricaţie .735.3. Prăjini de foraj din aliaje de aluminiu .825.3.1. Forme constructive şi tipodimensiuni .825.3.2. Aliaje de aluminiu pentru prăjini de foraj .845.3.3. Tehnologia de fabricaţie .865.4. Căi de creştere a durabilităţii prăjinilor de foraj .875.4.1. Încărcarea racordurilor speciale cu materiale dure .88

5.4.2. Acoperirea interioară anticorosivă a prăjinilor de foraj .906. FABRICAREA SAPELOR CU TREI CONURI .936.1. Generalităţi .936.2. Forme constructive, dimensiuni şi condiţii tehnice .946.2.1. Forme constructive .946.2.2. Dimensiuni .996.2.3. Condiţii tehnice .996.3. Materiale şi caracteristici mecanice .1006.3.1. Criterii de alegere a oţelurilor pentru sape .1006.3.2. Oţeluri pentru conuri şi oţeluri pentru fălci .1016.3.3. Oţeluri pentru bile, role şi bucşe .1026.4. Semifabricate pentru conuri şi fălci . 1036.5. Tehnologia tratamentelor termice.1046.5.1. Tehnologia tratamentului termic de carbonitrurare .1046.5.2. Tehnologia tratamentului termic de borurare .1066.6. Tehnologia încărcării cu aliaje dureşi cu aliaje antifricţiune .1076.6.1. Încărcarea cu carburi de wolfram .1076.6.2. Încărcarea cu Stellit .1096.6.3. Armarea sapelor cu ştifturi din carburi metalice .1106.6.4. Încărcarea lagărelor cu aliaj antifricţiune .1116.7. Tehnologia prelucrării mecanice .1116.7.1. Probleme tehnologice .1116.7.2. Procesul tehnologic de fabricare a fălcii .1156.7.3. Procesul tehnologic de prelucrare a conului .1186.8. Tehnologia de asamblare şi filetare a sapei .1187. FABRICAREA UTILAJULUI PETROCHIMIC SI DE RAFINĂRII.1217.1. Clasificarea utilajului petrochimic şi de rafinării.1217.2. Particularităţile fabricaţiei UPRşi structura proceselor tehnologice .1227.3. Interschimbabilitatea în construcţia UPR .1247.4. Semifabricate şi adaosuri de prelucrare .1267.5. Operaţii pregătitoare .1277.5.1. Deconservarea şi curăţarea semifabricatelor .1277.5.2. Îndreptarea semifabricatelor .1287.5.3. Trasarea semifabricatelor .1307.5.4. Tăierea (decuparea) semifabricatelor .1317.5.5. Prelucrarea marginilor în vederea sudării .1357.6. Operaţii de îndoire a tablelor, profilelor şi ţevilor .1357.6.1. Îndoirea (curbarea) tablelor.1367.6.2. Îndoirea ţevilor .1397.7. Operaţii de presare pentru realizarea elementelor de utilajpetrochimic şi de rafinării .1437.8. Montajul înainte de sudare la realizarea UPR.1457.8.1. Tehnologia montajului înainte de sudare .1457.8.2. Dispozitive utilizate la operaţiile de montaj-sudare .1477.8.3. Documentaţia tehnologică .150BIBLIOGRAFIE .151
ExtrasCapitolul 1
FABRICAREA PIESELOR DE TIP ARBORE

1.1. Forme constructive, materiale şi condiţii tehnice
In clasa pieselor tip arbore sunt incluse piesele la care suprafeţele principale sunt cilindrice exterioare, iarlungimea este mult mai mare decât dimensiunea maximă transversală. Suprafeţele laterale ale arborilorpot fi şi suprafeţe conice sau suprafeţe profilate (caneluri, danturi evolventice, etc.) şi pot conţine alezajecu axa perpendiculară pe axa arborelui sau canale de pană. Pe suprafeţele frontale ale arborilor pot existagăuri coaxiale sau necoaxiale cu axa arborelui. Există şi construcţii la care piesele de tip arbore au alezaje(cilindrice sau profilate) coaxiale cu suprafeţele exterioare (arbori tubulari).
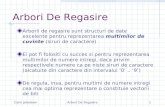
In funcţie de particularităţile formei constructive piesele de tip arbore se pot grupa în : arbori drepţi(netezi, cu trepte într-un sens, cu trepte în ambele sensuri), arbori cotiţi şi arbori cu came, aşa cum esteilustrat în tabelul 1.1.
După raportul dl (l este lungimea totală iar d este diametrul celei mai lungi trepte) arborii pot fi:
1 arbori rigizi la care12...8≤dl;
2 arbori nerigizi la care 12>dl;
Această clasificare prezintă importanţă pentru alegerea schemelor de bazare şi fixare în timpul prelucrării,deoarece arborii rigizi se pot prelucra fără reazeme suplimentare intermediare (prindere numai înuniversal pentru 3≤dl sau în universal şi vârf pentru 123≤<dl) iar în cazul arborilor nerigizi sunt necesarereazeme intermediare (lunete fixe sau de urmărire).
Gheorghe Drăghici
Tabelul 1.1. Clasificarea arborilor
Nr. crt.
Denumirea
Schiţa
1
Arbori drepţi
netezi
cu trepte într-un sens
cu trepte în ambele sensuri
2
Arbori cotiţi
3
Arbori cu came
Piesele de tip arbore se pot executa practic din orice material. Ponderea o deţin arborii din oţeluri de tipul:oţeluri carbon de uz general (care nu se tratează termic), oţeluri carbon de calitate şi oţeluri aliate dinclasa structurală perlitică la care se pot aplica fie tratamente termochimice (în special carburare) fietratament termic de îmbunătăţire urmat eventual de călire superficială în anumite zone. Ca semifabricatepentru arborii din oţel se folosesc cele deformate plastic la cald (laminate, forjate, matriţate) saudeformate plastic la rece (tragere, extrudare) în funcţie de forma şi dimensiunile piesei şi volumul

producţiei
Pentru arbori cotiţi şi arbori cu came se utilizează din ce în ce mai frecvent fonte modificate cu grafitnodular (fonte de înaltă rezistenţă), ceea ce permite realizarea semifabricatelor prin turnare cu forma şidimensiunile apropiate de cele ale piesei finite, reducându-se astfel adaosurile de prelucrare mecanică.
Condiţiile tehnice se referă la precizia dimensională, calitatea suprafeţei, tratamente termice şicaracteristici mecanice
Din punct de vedere al preciziei dimensionale cele mai severe prescripţii se referă la suprafeţele ceformează ajustaje cu piese de tip alezaj; în mod uzual se prevăd precizii corespunzătoare claselor 7…9ISO, iar pentru condiţii speciale clasa 6 ISO. Abaterile de formă (ovalitate şi conicitate) trebuie să nudepăşească 0,2…0,4 din toleranţa la diametrul respectiv, necoaxialitatea treptelor trebuie să 6
Fabricarea pieselor de tip arbore
fie mai mică de 0,01…0,02 mm, iar abaterea de la rectilinitate se limitează la 0,005…0,03 mm/m.
Rugozitatea suprafeţelor este în concordanţă cu precizia dimensională; pentru suprafeţele care formeazăajustaje se prescrie uzual Ra = 1,6…0,4 μm, iar pentru suprafeţele libere Ra = 3,2…6,3 μm. In cazulsuprafeţelor pe care se realizează etanşare cu ajutorul garniturilor, rugozitatea se prescrie Ra = 0,8…0,4μm, indiferent de precizia dimensională.
La suprafeţele supuse fenomenelor de uzare se poate prescrie durificarea prin: tratamente termochimice,călire superficială, ecruisare superficială, cromare dură etc., în funcţie de tipul materialului şi de condiţiilede exploatare.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Documentul complet de 151 pagini il poti citi daca il descarci din Biblioteca.RegieLive.ro
Imagini din documentul complet:

Mai multe detalii se gasesc in pagina documentului din Biblioteca.RegieLive.ro