Cursuri 3-6
20
- 1 - Cursurile 3 … 6 INTEGRAREA SISTEMELOR DE CALCUL IN PROCESELE DE FABRICATIE Notiuni introductive In intreprinderile moderne procesele de producție sunt deseori controlate aproape în totalitate de sisteme computerizate. In aceasta situatie se poate vorbi despre integrarea sistemelor de calcul în procesele de fabricatie (Computer-integrated manufacturing, CIM). In acest fel, procesele individuale intalnite pe lantul de fabricatie al unui produs, pot schimba informatii intre ele și initia actiuni corelate. Principalele avantaje constau în posibilitatea de a crea procese de fabricatie care sa se desfasoare automat, cresterea vitezei cu care se desfasoara procesul de producție, precum și în reducerea drastica a erorilor. De obicei un astfel de proces se bazeaza pe datele obtinute în timp real de la senzorii amplasati în puncte cheie ale liniei de fabricatie. Termenul CIM se utilizeaza atat pentru a defini o metoda de fabricatie, cat și ca denumire a modului de organizare a unui sistem automatizat care include procesele de proiectare, producție, marketing și procesele suport auxiliare dintr-o intreprindere. Intr-un sistem CIM functional, activitati precum proiectarea, analiza, planificarea, achizitionarea, evidenta costurilor, a inventarului și distributia, sunt legate prin intermediul sistemului computerizat cu activitatile care tin în mod direct de fabricatia propriuzisa (ca de exemplu manipularea și managemetul materiilor prime), fiind posibile astfel monitorizarea și controlul direct al tuturor operatiilor. Figura 1 arata modul în care CIM este utilizat pentru automatizarea intreprinderii, toate procesele fiind supervizate de sisteme de calcul, informatia digitala fiind cea care mentine legaturile intre procese. Controlul producției și al inventarului (CPI) utilizat în figura este de fapt un instrument informatic prin care se ofera posibilitatea de a preconiza cu acuratete necesarul de materiale de producție de care va fi nevoie și prin intermediul caruia se poate eficientiza/optimiza procesul de producție. Figura 1 – CIM și sistemul de control al producției
-
Upload
panciu-andreea-emilia -
Category
Documents
-
view
17 -
download
0
description
Informatica aplicata an3 sem2
Transcript of Cursuri 3-6

- 1 -
Cursurile 3 … 6
INTEGRAREA SISTEMELOR DE CALCUL
IN PROCESELE DE FABRICATIE
Notiuni introductive
In intreprinderile moderne procesele de producție sunt deseori controlate aproape în totalitate de
sisteme computerizate. In aceasta situatie se poate vorbi despre integrarea sistemelor de calcul în
procesele de fabricatie (Computer-integrated manufacturing, CIM). In acest fel, procesele
individuale intalnite pe lantul de fabricatie al unui produs, pot schimba informatii intre ele și initia
actiuni corelate. Principalele avantaje constau în posibilitatea de a crea procese de fabricatie care sa
se desfasoare automat, cresterea vitezei cu care se desfasoara procesul de producție, precum și în
reducerea drastica a erorilor. De obicei un astfel de proces se bazeaza pe datele obtinute în timp real
de la senzorii amplasati în puncte cheie ale liniei de fabricatie.
Termenul CIM se utilizeaza atat pentru a defini o metoda de fabricatie, cat și ca denumire a modului
de organizare a unui sistem automatizat care include procesele de proiectare, producție, marketing și
procesele suport auxiliare dintr-o intreprindere. Intr-un sistem CIM functional, activitati precum
proiectarea, analiza, planificarea, achizitionarea, evidenta costurilor, a inventarului și distributia, sunt
legate prin intermediul sistemului computerizat cu activitatile care tin în mod direct de fabricatia
propriuzisa (ca de exemplu manipularea și managemetul materiilor prime), fiind posibile astfel
monitorizarea și controlul direct al tuturor operatiilor. Figura 1 arata modul în care CIM este utilizat
pentru automatizarea intreprinderii, toate procesele fiind supervizate de sisteme de calcul, informatia
digitala fiind cea care mentine legaturile intre procese. Controlul producției și al inventarului (CPI)
utilizat în figura este de fapt un instrument informatic prin care se ofera posibilitatea de a preconiza
cu acuratete necesarul de materiale de producție de care va fi nevoie și prin intermediul caruia se
poate eficientiza/optimiza procesul de producție.
Figura 1 – CIM și sistemul de control al producției

- 2 -
Exista trei componente care fac diferenta intre CIM și alte metode de fabricatie:
1. Mijloacele de stocare, regasire, manipulare și prezentare a datelor privind procesul de
producție;
2. Mecanismele pentru detectarea starii proceselor și modificarea acestora atunci cand se
impune;
3. Algoritmii care fac legatura intre componenta de procesare a datelor cu componentele de
achizitie a datelor și de comanda.
Pe scurt, CIM reprezinta un exemplu privind modul în care tehnologia informatiei și a comunicarii
este implementata în procesele de producție. Pentru a putea vorbi despre CIM, este obligatorie
existenta a cel putin doua computere (de exemplu, elementul ce comanda și control al unui brat de
robot industrial și cel al unei masini cu comanda numerica, aceasta executand operatii în colaborare
și corelat cu operatiile efectuate de robot).
Sistemul CIM se integreaza mult mai usor și este mai util atunci cand compania deja utilizeaza
componente ale tehnologiei informatiei și comunicarii cum ar fi sistemele CAD/CAM1, sisteme
informatice de planificare a procesului de fabricatie etc.
Exista trei provocari majore în ceea ce priveste proiectarea și implementarea unui sistem CIM la
nivelul unei intreprinderi:
1. Integrarea componentelor sistemului provenind de la diversi furnizori: se intalneste atunci
cand echipamente diferite (masini cu comanda numerica, transportoare automate, roboti
industriali etc.) sunt livrate de furnizori diferiti, acestea utilizand protocoale diferite de
comunicare. In cazul vehiculelor electrice robotizate care transporta materiale în interiorul
sectiilor de producție, chiar și timpii de incarcare diferiti ai acumulatorilor pot genera
probleme în proiectarea fluxului automat de producție.
2. Integritatea datelor2: cu cat este mai ridicat nivelul de automatizare, cu atat este mai
importanta și mai critica integritatea datelor utilizate pentru controlul masinilor și
echipamentelor.
3. Controlul proceselor: desi sistemele computerizate pot fi utilizate în asistarea operatorilor
umani în timpul procesului de producție, este necesara prezenta permanenta a unui inginer cu
competente în domeniu, capabil sa gestioneze situatiile care nu au fost prevazute de
proiectantii programului de comanda și control.
Componente CIM
Integrarea sistemelor de calcul în procesele de fabricatie nu presupune functionarea complet automata
a intreprinderii fara interventia factorului uman, desi reprezinta un pas foarte important în aceasta
directie. O parte importanta a sistemului o reprezinta tehnologiile flexibile de fabricatie (detaliate mai
tarziu în acest curs), care permit modificarea rapida fie a liniei de producție în vederea fabricarii de
produse diferite, fie a capacitatii de producție, cu ajutorul sistemelor computerizate.
Subsistemele prezentate în continuare, care vor fi prezentate ulterior pe larg, pot fi gasite toate sau
doar în parte în implementarea unui sistem CIM la nivelul intreprinderii:
Tehnici asistate de calculator:
1 CAM – Computer Aided Manufacturing (fabricatie asistata de calculator): reprezinta utilizarea programelor de calcul
în comanda și controlul masinilor unelte cu comanda numerica. 2 Integritatea datelor se refera în acest caz la mentinerea și asigurarea acuratetii și consistentei datelor/informatiilor
transmise de la un echipament la altul. Alterarea informatiei pe lantul de transmisie poate conduce la obtinerea de
rebuturi, intreruperi ale procesului de fabricatie și chiar accidente.

- 3 -
CAD (Computer Aided Design – proiectare asistata de calculator)
CAE (Computer Aided Engineering – inginerie asistata de calculator)
CAM (Computer Aided Manufacturing – fabricatie asistata de calculator)
CAPP (Computer Aided Process Planning – Planificarea asistata de calculator a proceselor)
CAQ (Computer Aided Quality Assurance – asigurarea calitatii asistata de calculator)
PPC (Production Planning and Control – planificarea și controlul proceselor)
ERP (Enterprise Resource Planning – planificarea resurselor intreprinderii)
Un sistem integrat de asistare a afacerii, fondat pe o baza de date.
Echipamente și dispozitive necesare:
CNC (Computer Numerical Controlled machine tools)
DNC (Direct Numerical Control machine tools sau Distributed Numerical Control)
PLC (Programmable Logic Controllers)
Roboti
Computere
Software
Controlere
Retele informatice
Interfete
Echipament de monitorizare
Tehnologii:
FMS (Flexible Manufacturing Systems – sisteme flexibile de fabricatie)
ASRS (Automated Storage and Retrieval System – depozite automatizate)
AGV (Automated Guided Vehicles – vehicule ghidate automat)
Robotica
Sisteme de transport automate
Altele:
Principiul de fabricatie minimala
Se vor detalia pe rand componentele prezentate anterior, cu exceptia celor tratate deja în cursurile
anterioare.
Tehnici asistate de calculator
CAM (Computer Aided Manufacturing – fabricatie asistata de calculator)
Aceasta tehnica face apel la programe de calculator pentru comanda și controlul masinilor unelte și a
altor echipamente în procesele de fabricare a pieselor. Dupa alti autori, o definitie mai larga presupune
utilizarea sistemelor computerizate în toate operatiile dintr-o intreprindere (nu doar fabricarea
propriuzisa ci și procesele de planificare, management, transport și stocare). Indiferent de definitie,
scopul principal consta în obtinerea unei capacitati sporite de producție, a unor produse de calitate
superioara, în reducerea pierderilor de materiale și a consumurilor energetice.
In cadrul algoritmului de proiectare a unui produs nou, CAM urmeaza imediat dupa CAD și CAE
(dupa proiectarea și modelarea virtuala a piesei cu ajutorul programelor CAD, functionarea și
comportarea acesteia sunt verificate cu programe din categoria CAE, dupa care modelul piesei este
transferat programelor CAM care comanda realizarea piesei pe o masina unelata cu comanda
numerica).

- 4 -
a) b)
Figura 2 – (a) Model virtual tridimensional realizat pe calculator utilizand un program CAD;
(b) model fizic realizat de o masina cu comanda numerica.
Fiecare proces de fabricatie efectuat de o masina cu comanda numerica pe care trebuie sa-l aiba în
vedere un program CAM, cuprinde etapele urmatoare (sau o parte dintre ele, în functie de
complexitatea și natura piesei):
Degroșarea Acest proces porneste de la semifabricatul initial, care este prelucrat pana se ajunge la o forma
apropiata de forma finala a piesei care trebuie obtinuta. Este necesar sa poata fi selectata o strategie
de prelucrare, care poate cuprinde impunerea unor tolerante și precizarea procesului de lucru (de
exemplu, frezarea).
Semifinisarea
Procesul incepe de la o forma aproximativa a piesei, la care grosimea stratului care trebuie indepartat
este foarte neuniforma de la o zona la alta a piesei. Masina cu comanda numerica indeprteaza straturi
de material astfel incat grosimea finala a stratului care trebuie ulterior indepartat sa fie constanta pe
tot perimetrul piesei. Daca stratul care va trebui indepartat ulterior este prea subtire, este posibil ca
unealta care o va indeparta și chiar piesa sa se deformeze în cursul procesului de finisare.
Finisarea
Procesul implica deplasarea lenta cu pas minim și turatie marita a sculei aschietoare în vederea
obtinerii unei piesei finale.
Frezarea contururilor
In aplicatiile de frezare pe masini unelte cu comanda numerica cu 5 sau mai multe axe se poate aplica
un proces final de finisare numit conturare. In loc de prelucrarea secventiala a materialului strat cu
strat pentru a aproxima forma finala a suprafetlor curbe ale piesei, aceasta este rotita astfel incat
suprafata activa (descrisa de muchia taietoare) a sculei aschietoare sa fie tangenta la zonele curbate
ale piesei prelucrate. Se obtine o suprafata finala de inalta calitate cu o acuratete dimensionala
deosebita.
CAPP (Computer Aided Process Planning – Planificarea proceselor asistata de calculator)
CAPP foloseste tehnologia computerizata pentru a asista utilizatorul în planificarea etapelor de
fabricare a unei piese sau a unui produs complex (un ansamblu). Planificarea fabricatiei consta în
determinarea etapelor din procesul de fabricatie care conduc la obtinerea piesei/produsului final.
Rezultatul planificarii se concretizeaza intr-o lista de operatii de producție, fiecare avand specificate
masinile unelte și sculele aschietoare necesare. Dupa caz, planificarea fabricatiei poate include de
asemenea și planificarea utilizarii matritelor, pieselor de schimb, materialelor pentru ambalare,
manualelor de utilizare etc. In unele cazuri termenul CAPP se suprapune partial cu PIC (Production
and Inventory Control – Controlul producției și inventarului).

- 5 -
CAPP transforma informatiile rezultate din etapa de proiectare a piesei în instructiuni și etape de
fabricare care utilizeaza în mod optim resursele specifice unei anumite intreprinderi. Planificarea
porneste de la desenele de executie și de ansamblu, specificatii, listele de componente si/sau materiale
și o prognoza a cererii. Rezultatele obtinute constau in:
Plan de operatii cu ordinea acestora, punctele de lucru, standardele utilizate, sculele
aschietoare necesare și accesoriile. Acest plan reprezinta o componenta foarte importanta
pentru sistemul de planificare a resurselor necesare fabricatiei și pentru definirea operatiilor
de control a activitatii de producție.
Planuri de proces: furnizeaza instructiunile de lucru pas cu pas, mult mai detaliat, incluzand
reglaje și setari pentru masinile unelte, puncte de verificare a respectarii tolerantelor și a altor
parametri calitativi etc.
Desene de fabricatie și de asamblare specifice producției (diferite de desenele de executie și
de ansamblu din cadrul procesului de proiectare).
CAQ (Computer Aided Quality Assurance – asigurarea calitatii asistata de calculator)
CAQ utilizeaza sistemele de calcul și masinile comandate și controlate de calculator în vederea
definirii și verificarii calitatii produselor (de exemplu, verificarea incadrarii dimensiunilor în
tolerantele specificate în proiect). In aceasta categorie se incadreaza:
Gestionarea echipamentelor de masurare
Verificarea structurii interne a produselor
Diagrame de monitorizare a stabilitatii procesului de lucru; procesul este stabil atunci cand
masurarile parametrilor calitativi ai pieselor luate prin sondaj de pe linia de fabricatie duc la
rezultate care se incadreaza intre valorile limita. Daca aceste valori – reprezentate grafic sub
forma unor diagrame specifice – incep sa se abata de la valorile normale, diagramele
respective pot indica zona de pe linia de fabricatie unde s-a produs dereglarea.
Figura 3 – Diagrama de monitorizare indicand un proces devenit instabil spre final
Metode statistice pentru controlul calitatii
Documentatie

- 6 -
PPC (Production Planning and Control – planificarea și controlul proceselor)
Sistemele de planificare și control al proceselor sunt utile pentru planificarea, organizarea și
managementul resurselor necesare producției, inclusiv pentru a estima necesarul de resurse. Cea mai
comuna functie a programelor din aceasta categorie este reprezentata de planificare. Aceasta functie
asista utilizatorul în planificarea activitatilor proiectului, carora le pot fi asociate date calendaristice
și resursele materiale, umane și financiare necesare. Gradul de detaliere al planului de activitati
rezultat poate fi foarte variat din punct de vedere al complexitatii, de la un produs software la altul.
Instrumentele de planificare pot include suport pentru:
Relatii de dependenta multipla intre activitatile proiectului;
Alocarea resurselor și rezolvarea problemelor legate de supra-alocare, precum și a conflictelor
de alocare pentru echipamente și resurse umane (de exemplu, alocarea unui echipament în
aceeasi perioada de timp pentru mai multe activitati diferite);
Aplicarea unor algoritmi moderni în planificare, cum ar fi “metoda drumului critic” (Critical
path) sau “metoda lantului critic” (critical chain project management);
Estimarea duratelor pentru fiecare activitate și simularea probabilistica a derularii proiectului;
Contabilizarea costurilor pentru fiecare activitate.
Pe langa rolul pe care il au în procesul de planificare, programele din aceasta categorie sunt utile
inclusiv pe parcursul derularii proiectului, prin furnizarea de informatii permanent actualizate în
functie de starea proiectului la acel moment, cum ar fi:
Informatii privind durata de indeplinire a fiecarei sarcini din proiect;
Avertizarea din timp cu privire la posibilitatea aparitiei unor anumite riscuri în procesul de
desfasurare a proiectului, cum ar fi de exemplu depasirea unui anumit termen sau a costurilor
în cazul în care se anunta o intarziere în aprovizionarea cu materie prima;
Informatii cu privire la volumul de munca necesar în anumite perioade, în vederea planificarii
concediilor;
Diverse evidente;
Informatii despre modul în care a avansat proiectul pana la o anumita data si, în special, despre
gradul de corelare dintre performanta planificata și cea efectiva;
Utilizarea optima a resurselor intreprinderii.
ERP (Enterprise Resource Planning – planificarea resurselor intreprinderii)
Produsele software de tip ERP asigura “interconectarea” informatiilor departamentelor unei
intreprinderi (contabilitate, producție, achizitii, resurse umane etc.). Scopul principal consta în
facilitarea transferului de date intre aceste departamente și gestionarea relatiilor cu clientii. In mod
obisnuit, programele ERP include urmatoarele caracteristici:
Un sistem integrat (mai multe module software care conlucreaza) care functioneaza în timp
real;
O baza de date care poate fi accesata de oricare dintre modulele programului;
Aspect și mod de operare similar caracteristic tuturor modulelor;
Unul dintre cele mai cunoscute produse din aceasta categorie este SAP ERP, produs de firma germana
SAP AG.
Echipamente și dispozitive

- 7 -
Masini cu comanda numerica (CNC Machines - Computer Numerical Control Machines)
si DNC (Direct Numerical Control machine tools sau Distributed Numerical Control)
Masinile cu comanda numerica sunt dispozitive automate de prelucrare a pieselor, fara a fi necesara
asistenta umana. Instructiunile de prelucrare au forma unui cod care este transmis unui computer
intern al masinii. Exista diverse tipuri de astfel de sisteme automate, mergand de la masini relativ
simple de gaurit sau de taiere cu plasma, pana la masinile complexe cu mai multe axe și un numar
variat de scule aschietoare. Cele mai comune sunt dispozitivele automate de prelucrare prin frezare,
strunjire și rectificare. De asemenea, sunt utilizate pe scara larga masini automate de poansonat,
alezat, sau de taiat cu apa la presiune inalta, cu plasma sau cu laser.
Figura 4 – Masini cu comanda numerica; sus: masina CNC cu ax vertical; jos: strung CNC

- 8 -
Video: functionarea unei masini cu comanda numerica (necesita conexiune internet)
Programarea masinii se face cu instructiuni numite generic G-Code3. Acest cod contine informatii
despre pozitia în care trebuie sa se afle partile mobile ale masinii, despre pozitia uneltei de lucru,
regimul de lucru al acesteia (turatie, avans, adancime de lucru, unghi în raport cu piesa de prelucrat
etc.).
Atunci cand masinile CNC sunt legate intr-o retea de computere, primind instructiunile de prelucrare
prin intermediul acesteia sub forma unui fisier, sistemul poarta numele de DNC (Distributed
Numerical Control).
Avantajele masinilor CNC
Pot lucra 24 de ore din 24 pe parcursul intregului an calendaristic, fiind oprite doar pentru
lucrari de intretinere.
Datorita preciziei foarte ridicate de prelucrare, odata programata masina va executa permanent
piese perfect identice.
In comparatie cu masinile operate manual, personalul care le opereaza poate fi mai putin
calificat.
Perfomantele masinilor CNC pot fi imbunatatite prin imbunatatiri ale programelor software
care le controleaza.
Cursurile de pregatire în utilizarea masinilor CNC se pot face pe modele virtuale. Acestea
sunt programe software care permit utilizatorilor sa exerseze utilizarea masinilor respective
avand în față doar un computer normal (similar unui joc pe calculator).
Programele avansate de programare a masinilor CNC (de exemplu Pro/Desktop) ofera
posibilitatea de a fabrica piese complexe, care nu ar putea fi executate pe masinile operate
manual, oricat de calificat ar fi personalul care le opereaza.
3 G-Code este o colectie de coduri sau functii care sunt parte componenta a limbajului de programare specific masinilor
CNC.

- 9 -
Aceleasi programe avansate permit simularea procesului de prelucrare a piesei, fara a fi
necesara realizarea mai intai a unui prototip sau model fizic. Acest aspect conduce la economii
financiare și de timp.
O singura persoana poate superviza mai multe masini CNC care, odata programate, pot lucra
singure. Ocazional, poate fi necesara inlocuirea unora dintre sculele aschietoare.
Dezavantajele masinilor CNC
Masinile CNC sunt mult mai costisitoare decat cele operate manual, desi preturile au inceput
sa scada usor. De asemenea, repararea și intretinerea lor este mai costisitoare.
Necesarul de personal intr-o sectie dotata cu masini CNC este mai redus, ceea ce conduce la
aparitia unor probleme sociale datorate somajului.
Cunostintele ingineresti necesare pentru operarea masinilor clasice incep sa se piarda, multe
dintre acestea nemaifiind necesare în pregatirea utilizatorilor masinilor CNC.
PLC (Programmable Logic Controllers – Unitati logice de control programabile)
Automatizarea unor procese electromecanice se face cu ajutorul unor minicalculatoare numite
controlere logice programabile sau unitati logice de control programabile (PLC-uri). In componenta
unui PLC se afla un microprocesor care poate fi programat cu ajutorul unui limbaj de programare
specializat. De obicei programul necesar automatizarii unui anumit proces se scrie mai intai pe un
computer obisnuit, dupa care se transfera pe PLC, unde este stocat intr-o memorie de tip EPROM4.
Controlerele contin mai multe porturi de intrare/iesire (I/O), prin intermediul carora acestea primesc
semnal de la senzorii externi (de exemplu, senzori de temperatura, pozitie, presiune etc.), respectiv
prin care transmit semnal catre elementele de executie sau afisare (de exemplu relee, electrovalve,
motoare pas cu pas, afisaje electronice, becuri etc.). Intrucat PLC-urile sunt deseori integrate în
sisteme care lucreaza în conditii dificile, ele au o constructie robusta pentru a rezista la vibratii
excesive, temperaturi cu o plaja larga de variatie, umezeala etc.
Figura 5 – Componentele unui PLC
4 Memorie nevolatila; informatia din acest tip de memorie nu se sterge în lipsa alimentarii cu energie a computerului.
- 10 -
Avantaje
Aparitia PLC-urilor a constituit o premisa importanta pentru automatizarea proceselor din sectiile de
producție și nu numai. Initial, sistemele de automatizare cuprindeau mii de relee individuale,
temporizatoare și secventiatoare, care trebuiau inlocuite sau recablate de fiecare data cand era
necesara modificarea procesului de producție care trebuia automatizat. In prezent un singur PLC
poate inlocui toate releele și temporizatoarele dintr-o sectie de producție. PLC-urile moderne au
functionalitati dintre cele mai variate.
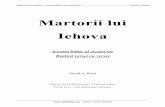
Interfete
Exista cateva tipuri de interfete utilizate atunci cand operatorul uman trebuie sa interactioneze cu
PLC-ul pentru a-l configura sau a lucra cu el. Unele dintre ele sunt foarte simple (LED-uri și taste),
altele, pot include afisaj electronic. In cadrul sistemelor mai complexe, de la un centru de comanda
se monitorizeaza și controleaza toata sectia de producție. Majoritatea operatiilor se pot executa
automat prin intermediul PLC-urilor (figura 6). Se obtine astfel asa-numitul sistem SCADA5 unde, în
variantele mai avansate, PLC-urile sunt cuplate la centrul de comanda și control printr-o interfata care
este cuplata intr-o retea de tip internet.
Figura 6 – Sistem SCADA cu PLC-uri
TEHNOLOGII
Sisteme flexibile de fabricatie (FMS - Flexible Manufacturing Systems)
Sistemele de fabricatie flexibile sunt, intr-o anumita masura, adaptabile la unele modificari previzibile
sau nu care pot sa apara în fluxul de fabricatie. Flexibilitatea se incadreaza în general în doua mari
categorii, fiecare dintre ele cu mai multe clase de flexibilitate. Prima categorie se refera la
flexibilitatea sistemelor tehnice (masini, instalatii, echipamente) și are în vedere abilitatea sistemului
5 Supervisory Control And Data Acquisition – monitorizare, control și achizitii de date

- 11 -
de a se reconfigura în vederea fabricarii de tipuri noi de produse, precum și posibilitatea de a schimba
ordinea operatiilor efectuate în procesul de fabricare a unui produs.
Cea de a doua categorie se refera la flexibilitatea fluxurilor de producție și consta în capacitatea a
diverse masini și echipamente din sectia de fabricatie de a efectua aceeasi operatie asupra unui produs,
precum și în posibilitatea ca sistemul de fabricatie sa faca față unor modificari importante de
capacitate sau capabilitate de productie, extindere etc.
Au fost identificate urmatoarele 11 clase de flexibilitate care fac parte din cele doua categorii
mentionate mai sus:
Flexibilitatea masinilor și echipamentelor: tipuri variate de operatii pe care acestea le pot
efectua; la adresa http://www.technologystudent.com/prddes1/flexbl1.html se poate vizualiza
un exemplu animat al masini de injectat material plastic care produce doua piese diferite, doar
prin schimbarea matriței atasate masinii.
Manipularea flexibila a materialelor: capacitatea de a deplasa materialele și produsele în
diverse zone ale sectiei de fabricatie;
Flexibilitate tehnologica: abilitatea de a fabrica un produs în moduri diferite;
Flexibilitatea proceselor de fabricatie: gama de produse care pot fi fabricate în sectia
respectiva;
Flexibilitatea produselor: abilitatea de a adauga produse noi în sistemul de fabricatie;
Flexibilitatea fluxurilor tehnologice: posibilitatea de a alege mai multe variante de masini
si/sau ateliere pentru fabricarea unui anumit produs;
Flexibilitatea capacitatii de producție: usurinta cu care capacitatea de producție este marita
sau micsorata în cazul unui anumit sistem de producție, astfel incat profitul sa fie mereu
mentinut la maxim (capacitate adaptabila cu cererea pietii în conditiile mentinerii de stocuri
minime de produse finite)
Flexibilitatea extinderii: posibilitatea de a extinde capacitatea de producție a sectiei de
fabricatie;
Flexibilitatea programului: are în vedere posibilitatea de a automatiza sistemul de fabricatie;
Flexibilitatea producției: numarul de produse pe care le poate fabrica un sistem de producție;
Flexibilitate în raport cu piata: capacitatea sistemului de a se adapta cerintelor pietei.
Definitiile anterioare sunt valabile în conditiile în care nu se fac investitii importante în sectia de
fabricatie (cu exceptia flexibilitatii extinderii) și nici reconfigurari de amploare ale intregului sistem
de fabricatie. Sistemul este adaptabil asa cum este structurat la momentul respectiv.
Cele mai multe sisteme flexibile de fabricatie au in componenta trei subsisteme principale: masinile
unelte, care sunt in general masini automate cu comanda numerica, acestea fiind “conectate” de un
sistem de manipulare a materialelor cu rol de optimizare a fluxului de materiale in sectia de fabricatie,
cele doua componente anterioare fiind controlate de un sistem computerizat central.
Sistemele flexibile se preteza cel mai bine situatiilor in care sunt necesare serii mici si medii de
productie, cand trecerea de la un tip de produs la altul trebuie sa se faca relativ des. Ele sunt insa utile
si pentru serie mare dar modele diferite, cum ar fi in cazul productiei de automobile, cand periodic
intervin modificari/imbunatatiri aduse unui anumit model de automobil sau introducerea in fabricatie
a unui nou model.
Avantaje:
Reducerea timpilor de fabricatie;
Reducerea costurilor de fabricatie;
Cresterea productivitatii;

- 12 -
Cresterea eficientei in utilizarea masinilor si echipamentelor din sectia de productie;
Calitatea superioara a produselor finale;
Cresterea fiabilitatii sistemului de fabricatie;
Reducerea stocurilor de piese;
Adaptabilitatea la operatii din categoria CAD/CAM;
Reducerea perioadelor de livrare a produselor finale.
Dezavantaje:
Cost ridicat al implementarii initiale a sistemului;
Preplanificare laborioasa a unui sistem flexibil.
Structura si functionarea sistemelor flexibile:
Din structura unui sistem flexibil de fabricatie pot face parte roboti industriali, masini CNC,
echipamente de ceritficare si control, computere, senzori si alte echipamente de sine statatoare.
Utilizarea robotilor aduce dupa sine numeroase beneficii, cum ar fi functionarea permanenta a liniei
de fabricatie si capacitatea sporita de lucru.
Fiecare statie de lucru (numita celula sau nod; uzual, un nod este format dintr-un robot si
echipamentele de lucru corespunzatoare, ca de exemplu una sau mai multe masini CNC) realizeaza
una sau mai multe operatii asupra piesei care se fabrica, dupa care piesa trebuie transportata la nodul
urmator. Din acest motiv, nodurile sunt amplasate de-a lungul sistemului de transport, care poate fi
un transportor continuu sau un sistem de vehicule robotizate. Fabricarea de piese diferite necesita
combinatii diferite de noduri. In final, piesa este transportata catre un nod dotat cu echipament
automat de verificare, dupa care iese de pe linia flexibila de fabricatie.
Figura 7 – Schema unui sustem flexibil de fabricatie

- 13 -
Depozite automatizate (ASRS – Automated Storage and Retrieval System)
Depozitele automate, numite si magazii automate, sunt de fapt sisteme complexe in care atat procesul
de plasare a produselor/marfurilor in locuri specifice din magazie cat si cel de regasire ulterioara si
preluare a acestora, sunt controlate de un sistem de calcul si se fac automat. Aceste sisteme sunt foarte
eficiente si necesare atunci cand exista un volum mare de produse care intra si iese din magazia
automata si cand densitatea de stocare este un criteriu important datorita constrangerilor de spatiu.
Precizia echipamentelor automate care preiau produsele din rafturi este critica datorita pagubelor
potentiale pe care acestea le-ar putea provoca, cu deosebire in cazul marfurilor costisitoare. Astfel de
sisteme se regasesc astazi in mod curent in industrie, ca de exemplu in cazul producatorilor de
autovehicule unde o cantitate mare si foarte variata de componente si piese trebuie stocata, regasita
rapid, preluata si transmisa catre linia de fabricatie. In figura 8 se prezinta culoarul unei magazii
automate. Echipamentul mobil automat care plaseaza sau preia produsele de pe rafturi se deplaseaza
de-a lungul unei cai de rulare cu șină, in timp ce elevatorul echipamentului se poate deplasa pe
verticala. Este posibila astfel accesarea oricarui raft aflat pe stanga sau pe dreapta culoarului.
Figura 8 – Culoar al unei magazii
automate de tip ASRS
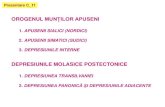
- 14 -
Figura 9 – Depozit automat al firmei VW in Wolfsburg, Germania.
Video: Sistem ASRS (animatie; necesita conexiune internet)
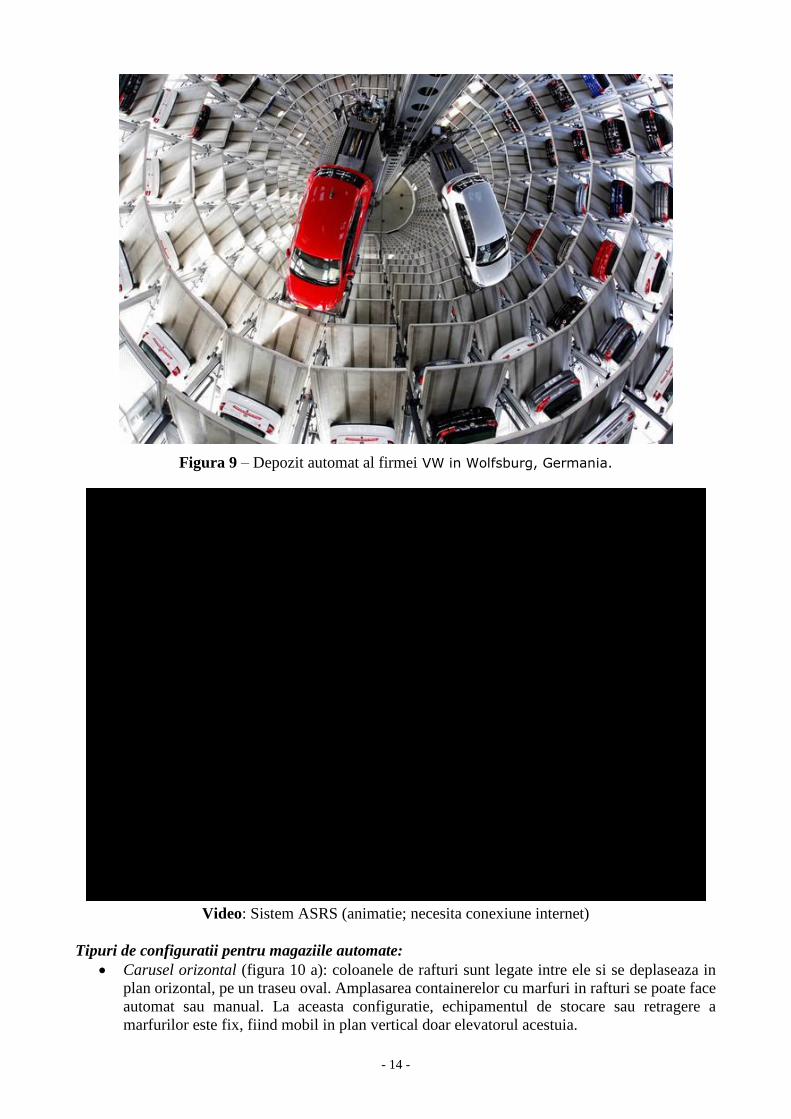
Tipuri de configuratii pentru magaziile automate:
Carusel orizontal (figura 10 a): coloanele de rafturi sunt legate intre ele si se deplaseaza in
plan orizontal, pe un traseu oval. Amplasarea containerelor cu marfuri in rafturi se poate face
automat sau manual. La aceasta configuratie, echipamentul de stocare sau retragere a
marfurilor este fix, fiind mobil in plan vertical doar elevatorul acestuia.
- 15 -
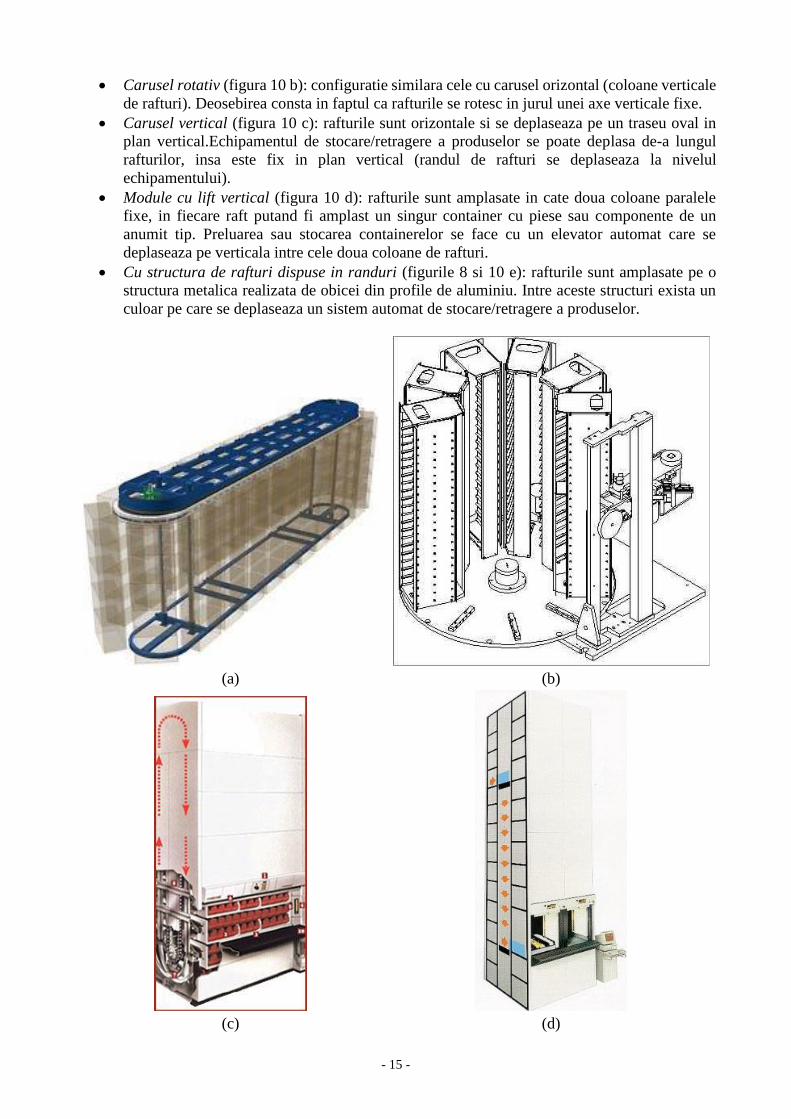
Carusel rotativ (figura 10 b): configuratie similara cele cu carusel orizontal (coloane verticale
de rafturi). Deosebirea consta in faptul ca rafturile se rotesc in jurul unei axe verticale fixe.
Carusel vertical (figura 10 c): rafturile sunt orizontale si se deplaseaza pe un traseu oval in
plan vertical.Echipamentul de stocare/retragere a produselor se poate deplasa de-a lungul
rafturilor, insa este fix in plan vertical (randul de rafturi se deplaseaza la nivelul
echipamentului).
Module cu lift vertical (figura 10 d): rafturile sunt amplasate in cate doua coloane paralele
fixe, in fiecare raft putand fi amplast un singur container cu piese sau componente de un
anumit tip. Preluarea sau stocarea containerelor se face cu un elevator automat care se
deplaseaza pe verticala intre cele doua coloane de rafturi.
Cu structura de rafturi dispuse in randuri (figurile 8 si 10 e): rafturile sunt amplasate pe o
structura metalica realizata de obicei din profile de aluminiu. Intre aceste structuri exista un
culoar pe care se deplaseaza un sistem automat de stocare/retragere a produselor.
(a) (b)
(c) (d)

- 16 -
(e)
(f)
Figura 10 – Tipuri de configuratii pentru magaziile automate; (a) carusel orizontal; (b) carusel
rotativ; (c) carusel vertical; (d) modul cu lift vertical; (e) structura de rafturi pe randuri;
(f) exemplu de magazie automata amplasata la subsol, cu lifturi verticale
In practica sunt intalnite diverse combinatii ale configuratiilor prezentate anterior, precum si
variante evoluate ale acestora (v. materialul video anterior).
Avantaje
In lanturile de aprovizionare depozitele automatizate aduc numeroase beneficii:
Reducerea cheltuielilor prin minimizarea necesarului de piese si componente aflate in stoc si
prin imbunatatirea organizarii depozitului. Datorita automatizarii, este posibila utilizarea la
maximum a spatiului (stocare “densa” a pieselor; culoare inguste intre coloanele de rafturi);
Automatizarea reduce costul fortei de munca si duce la cresterea securitatii muncii;

- 17 -
Se creeaza posibilitatea modelarii pe calculator a spatiului de depozitare. De exemplu, daca
anumite produse se livreaza impreuna atunci acestea pot fi grupate in aceeasi zona de
depozitare. Daca unele produse sunt accesate mai des, atunci acestora li se pot aloca spatii de
depozitare in apropierea punctelor de livrare. Aceste operatii se pot realiza direct pe modelul
software implementat pe calculatorul care controleaza procesul de stocare si livrare.
Urmarirea permanenta si facila a locatiilor produselor in depozit, a furnizorilor acestor
produse si a duratei de stocare. Analiza acestor date este necesara pentru a controla si
maximiza utilizarea spatiului din depozit.
Vehicule ghidate automat (AGV - Automated Guided Vehicles)
Vehiculele ghidate automat sunt de fapt roboti mobili care se deplaseaza prin urmarirea unor marcaje
sau fire de pe podea, sau prin utilizarea unor functii avansate precum vederea asistata de calculator
sau detectarea si ghidarea laser. In prezent ele pot fi intalnite nu doar in industria constructoare de
masini ci si in industria alimentara, textila, sau chiar in spitale. In aplicatiile industriale vehiculele
AGV sunt utilizate pentru a deplasa materiale brute sau produse finite in sectiile de fabricatie sau in
depozitele de materiale, contribuind astfel la cresterea eficientei si deci la reducerea costurilor.
Vehiculele pot tracta miniremorci cu produse, la care se pot cupla automat.
In functie de varianta constructiva si de regiune, exista diverse acronime pentru vehiculele robotizate:
LGV (Laser Guided Vehicles – vehicule ghidate prin laser; este varianta constructiva cea mai
raspandita in prezent), FTS (in Germania: Fahrerlose Transportsysteme), AGC (Automated Guided
Carts: sunt versiuni ieftine, care se deplaseaza de obicei de-a lungul unei benzi magnetice).
Se prezinta in cele ce urmeaza principalele sisteme de ghidare automata.
Ghidarea prin fir
Senzorul se afla plasat sub robot, cu fata spre podea. Traseul este reprezentat de o fanta decupata in
podea, in care se introduce un fir la o adancime de aproximativ 2,5 cm. Senzorul ghideaza robotul
prin detectarea undelor de radiofrecventa emise de fir.
Ghidarea cu banda
Se utilizeaza banda magnetica sau colorata plasata pe podea de-a lungul traseului pe care trebuie sa
se deplaseze vehiculele robotizate. Acestea sunt dotate cu senzorul corespunzator tipului de banda.
Principalul avantaj al acestui tip de ghidare in raport cu cea prin fir, consta in faptul ca banda poate
fi indepartata si mutat cu usurinta, pentru a defini un nou traseu. Desi banda colorata prezinta
avantajul unui cost initial mai redus, aceasta nu se utilizeaza in spatiile cu trafic intens unde se poate
deteriora sau murdari.
Ghidarea laser
Navigarea se face prin montarea de bandă reflectorizanta pe pereți, stâlpi sau echipamente. Vehiculul
automat este dotat cu o turela rotativa pe care se afla un emitator/receptor laser. Algoritmul
implementat in sistemul de calcul al vehiculului foloseste parametrii razei laser emise si a celei
reflectate de banda pentru a calcula pozitia reala a vehiculului (unghi si, uneori, distanta), pe care o
stocheaza apoi in memorie (figura 11). Tot in memorie este stocata si harta spatiului in care se
deplaseaza. Cunoscandu-si pozitia reala in raport cu harta, vehiculul robotizat poate corecta erorile
de deplasare6. Exista doua variante constructive: cu fascicul laser modulat sau pulsatoriu.
Cu raza laser modulata: este o solutie avantajoasa din punct de vedere al autonomiei si
preciziei de localizare, in raport cu fasciculul laser pulsatoriu. De exemplu, precizia de
pozitionare unghiulara a sistemului LS9 este de 0,006° la 8 rotatii pe secunda ale turelei.
6 Algoritmul compara coordonatele pozitiei in care ar fi trebuit sa se afle vehiculul cu cele reale, apoi calculeaza
corectiile de deplasare si transmite comenzile corespunzatoare catre sistemul de directie.

- 18 -
Cu fascicul pulsatoriu: frecventa cu care este emis fasciculul laser este de 14.400 Hz7, ceea
ce ofera o precizie unghiulara maxima de 0,2° la 8 rotatii pe secunda ale turelei. Datorita
preciziei scazute, navigarea utilizand acest sistem este posibila doar daca rezultatele citirii
razei reflectate sunt interpolate in functie de intensitatea acesteia astfel incat sa se identifice
centrul benzii reflectorizante.
Figura 11 – AGV cu ghidare
laser; in deplasarea lui din
punctul A in punctul B,
vehiculul isi calculeaza
pozitia in functie de
unghiurile dintre directia de
deplasare si razele reflectate
de reflectori.
Secventa video de mai jos arata functionarea vehiculelor ghidate prin laser intr-o sectie de livrare a
firmei Unilever. Sectia dispune inclusiv de roboti care asaza produsele finite pe europaleti. Vehiculele
robotizate din aceasta sectie dispun de turela rotativa cu emitator/receptor laser in punctul cel mai
inalt al lor si, suplimentar, de un receptor laser in partea din fata, jos.
Sistem de ghidare cu giroscop
Ghidarea bazata pe datele furnizate de giroscop se mai numeste si ghidare sau navigatie inertiala.
Pe traseul vehiculului sunt inglobati in podea transpondere sau magneti, care sunt “cititi” de senzorii
montati sub vehicul. Vehiculul utilizeaza si sistemul giroscopic pentru a depista cele mai mici abateri
de la traseu si a corecta directia de deplasare. Precizia acestor sisteme este de ± 2,5 cm. Vehiculelor
li se “comunica” sarcinile pe care le au de indeplinit de un sistem computerizat central, care are si
rolul de a le controla deplasarea in sectie.
7 Pulsuri pe secunda

- 19 -
Video: Functionarea vehiculelor ghidate cu fascicul laser
Ghidare libera sau naturala. Atunci cand vehiculul autonom se bazeaza doar pe sistemele proprii de
ghidare, fara a apela la alte echipamente sau accesorii amplasate in incinta in care se deplaseaza, se
vorbeste despre navigare sau ghidare libera sau naturala. Una dintre metode face apel la mai multi
senzori si sisteme de localizare (v figura 3 din cursul de robotica) si la algoritmi de localizare si
navigare care permit calcularea celui mai scurt traseu pana la punctul final de deplasare. Avantajul
acestor sisteme consta in flexibilitate, ele putand fi puse rapid in functiune in orice locatie.
Controlul traficului este necesar atunci cand exista mai multe vehicule autonome robotizate care se
deplaseaza in acelasi spatiu, pentru a evita coliziunile dintre acestea. Exista diverse metode pentru
controlul traficului, cele mai utilizate fiind controlul spatiului in care se face deplasarea, controlul
spatiului din fata vehiculului si controlul combinat. Fiecare metoda are avantaje si dezavantaje.
Controlul spatiului in care se face deplasarea. Beneficiind de simplitate in instalare si extindere,
aceasta metoda este preferata de majoritatea beneficiarilor. Fiecare AGV are in dotare un emitator de
semnal si un receptor care primeste semnalele transmise de alte vehicule AGV. Astfel, daca vehiculul
nu receptioneaza niciun semnal inseamna ca spatiul in care intra este liber si se poate deplasa in acea
zona. Cand un vehicul autonom este intr-o zona in care trebuie sa patrunda si alte vehicule, acelea
trebuie sa astepte pana cand spatiul este eliberat de vehiculul initial. Dezavantajul principal apare
atunci cand apar defectiuni la unul dintre emitatoare sau receptoare, aparand pericolul de coliziune.
Controlul spatiului din fata vehiculului
Se face cu ajutorul unor senzori care pot fi montati de fapt nu doar in fata vehiculului, ci si pe lateralele
acestuia. Senzorii pot utiliza unde sonore (trimit unde sonore de inalta frecventa apoi asteapta unda
reflectata, in functie de care decide daca in directia respectiva se afla sau nu un obstacol), raze
luminoase din gama infrarosu (opereaza similar undelor sonore) sau elemente mecanice care
sesizeaza contactul cu un obstacol si dau comanda de oprire (utilizat mai mult ca sistem de siguranta).
Dezavantajele constau in dificultatea de instalare si de operare.

- 20 -
Controlul combinat face apel la ambele metode prezentate anterior functionale simultan. Desi este o
metoda mai costisitoare, este mai sigura, asigurand redundanta pentru situatiile in care apar defectiuni
(de exemplu, daca emitatorul de semnal se defecteaza, coliziunea va fi evitata de senzori).
Preturile vehiculelor AGV variaza in functie de capacitatea de transport, complexitate si de numarul
de vehicule comandate. Tabelele de mai jos prezinta preturile de pe piata americana. Iata cateva
exemple care descriu cele trei niveluri de complexitate mentionate in tabele:
Nivelul 1: incarcare/descarcare manuala a vehiculului; fara interfata care sa permita
legatura/comunicarea cu alte echipamente sau dispozitive; fara sistem central de comanda si control.
Nivelul 2: incarcare/descarcare automata; sistem central de comanda si control; optiune pentru mai
multe trasee care duc din punctul A in punctul B.
Nivelul 3: incarcare/descarcare automata; sistem central de comanda si control; optiune pentru mai
multe trasee care duc din punctul A in punctul B; interfata complexa de comunicare si transmitere de
date cu/catre alte dispozitive si echipamente; interfata de tip Ethernet etc.
Numarul de
vehicule
Vehicule cu capacitatea de transport de pana la 3000 kg
Complexitate – mii de $ pe vehicul (limita inferioara/superioara de pret)
1 2 3
Inf. Sup. Inf. Sup. Inf. Sup.
1 50 250 100 300 150 350
2..4 50 200 115 225 130 325
Peste 5 50 160 100 200 100 300
Numarul de
vehicule
Vehicule cu capacitatea de transport de pana la 5000 kg
Complexitate – mii de $ pe vehicul (limita inferioara/superioara de pret)
1 2 3
Inf. Sup. Inf. Sup. Inf. Sup.
1 75 360 110 360 190 500
2..4 90 340 125 340 180 515
Peste 5 80 320 120 320 150 510
Numarul de
vehicule
Vehicule cu capacitatea de transport de pana la 6000 kg
Complexitate – mii de $ pe vehicul (limita inferioara/superioara de pret)
1 2 3
Inf. Sup. Inf. Sup. Inf. Sup.
1 55 170 90 210 120 250
2..4 60 115 90 180 110 240
Peste 5 50 110 70 180 95 235
Numarul de
vehicule
Vehicule cu capacitatea de transport de pana la 6000 kg
Complexitate – mii de $ pe vehicul (limita inferioara/superioara de pret)
1 2 3
Inf. Sup. Inf. Sup. Inf. Sup.
1 50 250 100 300 150 350
2..4 50 200 115 225 130 325
Peste 5 50 160 100 200 100 300
Numarul de
vehicule
Vehicule cu capacitatea de transport de peste 6000 kg
Complexitate – mii de $ pe vehicul (limita inferioara/superioara de pret)
1 2 3
Inf. Sup. Inf. Sup. Inf. Sup.
1 75 185 110 250 145 500
2..4 80 155 120 215 135 515
Peste 5 70 150 100 210 120 510