Curs STM Turnare
5
10. PRELUCRAREA PRIN TURNARE A MATERIALELOR METALICE 10.1. CONSIDERAŢII GENERALE Turnarea este procedeul tehnologic de fabricare a unei piese prin solidificarea unei cantităţi determinate de metal lichid, introdus în cavitatea formei de turnare, care are configuraţia şi dimensiunile corespunzătoare formei de turnare a reperului. Avantajul principal al turnării îl reprezintă posibilitatea obţinerii unor piese complexe, cu cavităţi interioare şi pereţi subţiri, la un cost mai scăzut în raport cu cel al pieselor rezultate prin alte procedee de prelucrare. Totodată esistă materiale ce pot fi prelucrate numai prin acest procedeu, precum: fontele cenuşii şi maleabile, alamele cu conţinut mare de Zn, bronzurile cu conţinut mare de Sn, ş.a. Se deosebesc anumite procedee de turnare în urma cărora piesele rezultate se caracterizează printr-o structură şi rezistenţă mecanică mai scăzute comparativ cu a celor obţinute prin deformare plastică, precum şi procedee ce furnizează piese de o înaltă calitate, ce nu mai necesită prelucrări ulterioare. 10.3. TURNAREA PIESELOR METALICE ÎN FORME TEMPORARE DE AMESTEC Forma de turnare reprezintă ansamblul metalic sau nemetalic ce conţine cavitatea. Acestea pot fi: - temporare, când se folosesc la o singură turnare; - permanente (durabile), folosite pentru un mare număr de turnări. 10.3.1. Structura formelor de turnare Principalele părţi componente ale unei forme de turnare sunt (fig. 10.1): − ramă superioară (1); − ramă inferioară (2); − reţeaua de turnare, care reprezintă ansamblul canalelor prin care metalul lichid ajunge în cavitatea formei, alcătuit din canalele de alimentare (8), piciorul pâlniei de turnare (9), gura pâlniei de turnare (10); − cavitatea formei (4), care reprezintă golul în care se solidifică metalul lichid, prezintă configuraţia şi dimensiunile exterioare ale piesei, în timp ce aceleaşi cacteristici interioare se obţin cu ajutorul miezurilor (6), ce se sprijină pe mărcile (5); − maselota (7), care reprezintă o altă cavitate ce permite acumularea unei cantităţi de metal lichid bine determinată, utilizată pentru compensarea contracţiei metalului din cavitatea formei în timpul răcirii şi solidificării − elemente auxiliare, precum răsuflători (pâlnii), canale de aerisire (11), răcitori, etc. Toate cavităţile enumerate se realizează în amestecul de formare (3). 10.3.2. Reţele de turnare 1 Figura 10.1. Structura formei de turnare 9 8 7 6 5 4 3 2 1 10 11
Transcript of Curs STM Turnare

5/9/2018 Curs STM Turnare - slidepdf.com
http://slidepdf.com/reader/full/curs-stm-turnare 1/5
10. PRELUCRAREA PRIN TURNARE A MATERIALELOR METALICE
10.1. CONSIDERAŢII GENERALETurnarea este procedeul tehnologic de fabricare a unei piese prin solidificarea unei
cantităţi determinate de metal lichid, introdus în cavitatea formei de turnare, care are configuraţiaşi dimensiunile corespunzătoare formei de turnare a reperului.
Avantajul principal al turnării îl reprezintă posibilitatea obţinerii unor piese complexe, cucavităţi interioare şi pereţi subţiri, la un cost mai scăzut în raport cu cel al pieselor rezultate prinalte procedee de prelucrare. Totodată esistă materiale ce pot fi prelucrate numai prin acestprocedeu, precum: fontele cenuşii şi maleabile, alamele cu conţinut mare de Zn, bronzurile cuconţinut mare de Sn, ş.a. Se deosebesc anumite procedee de turnare în urma cărora pieselerezultate se caracterizează printr-o structură şi rezistenţă mecanică mai scăzute comparativ cu acelor obţinute prin deformare plastică, precum şi procedee ce furnizează piese de o înaltăcalitate, ce nu mai necesită prelucrări ulterioare.
10.3. TURNAREA PIESELOR METALICE ÎN FORME TEMPORARE DE AMESTECForma de turnare reprezintă ansamblul metalic sau nemetalic ce conţine cavitatea.
Acestea pot fi:- temporare, când se folosesc la o singură turnare;
- permanente (durabile), folosite pentru un mare număr de turnări.
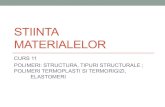
10.3.1. Structura formelor de turnarePrincipalele părţi componente ale unei forme de turnare sunt (fig. 10.1):
− ramă superioară (1);− ramă inferioară (2);− reţeaua de turnare, care reprezintă ansamblul canalelor prin care metalul lichid ajunge
în cavitatea formei, alcătuit din canalele de alimentare (8), piciorul pâlniei de turnare(9), gura pâlniei de turnare (10);
− cavitatea formei (4), care reprezintă golul în care se solidifică metalul lichid, prezintăconfiguraţia şi dimensiunile exterioare ale piesei, în timp ce aceleaşi cacteristiciinterioare se obţin cu ajutorul miezurilor (6), ce se sprijină pe mărcile (5);
− maselota (7), care reprezintă o altă cavitate ce permite acumularea unei cantităţi demetal lichid bine determinată, utilizată pentru compensarea contracţiei metalului dincavitatea formei în timpul răcirii şi solidificării
− elemente auxiliare, precum răsuflători (pâlnii), canale de aerisire (11), răcitori, etc.Toate cavităţile enumerate se realizează în amestecul de formare (3).
10.3.2. Reţele de turnare
1
Figura 10.1. Structura formei de turnare
9
87654
3
2
1
1011

5/9/2018 Curs STM Turnare - slidepdf.com
http://slidepdf.com/reader/full/curs-stm-turnare 2/5
Reţeaua de turnare are următoarele scopuri: să asigure umplerea rapidă şi liniştită acavităţii formei, să reţină impurităţile nemetalice antrenate, să favorizeze o solidificare uniformă,prin alegerea corespunzătoare a punctelor de intrare a metalului topit.
Elementele componente ale reţelei de turnare sunt (fig. 10.2):- gura (1) şi piciorul pâlniei de turnare (2);- colectorul de zgură (3);- canalele de alimentare (4).
Calitatea piesei turnate depinde esenţial de dimensiunile şi execuţia reţelei de turnare. Înfuncţie de amplasarea canalelor de alimentare faţă de cavitatea formei se deosebesc:
• turnarea directăturnarea directă (figura 10.3a), la care alimentarea se face prin partea superioară acavităţii. Se aplică pieselor simple, de înălţime mică, din aliaje puţin oxidabile (oţel, fontă,bronz, alame normale) şi pieselor înalte cu pereţi subţiri.• turnarea indirectă (în sifon)turnarea indirectă (în sifon) (figura 10.3b), la care alimentarea se face prin parteainferioară a cavităţii. Se aplică pieselor de dimensiuni mijlocii şi mari, cu plan de separaţiela partea inferioară.• turnarea cu atac lateral turnarea cu atac lateral (figura 10.3c), se utilizează la piese mici şi mijlocii, care auplanul de separaţie situat pe înălţimea lor (alimentare într-un singur punct), respectivpieselor mari şi complicate (alimentare etajată în mai multe puncte).
10.3.4. Modelele de turnătorie şi construcţia lor
Modelul, realizat din lemn (tei, brad), metal (aliaj de Al, bronz, alamă, fontă cenuşie, oţel),mase plastice, ipsos sau ciment, permite obţinerea cavităţii formei, are forma piesei şi estesupradimensionat, ţinându-se seama de coeficientul de contracţie al metalului şi adaosurile de laprelucrările ulterioare prin aşchiere. Modelele sunt prevăzute cu înclinări ale suprafeţelor, care săle permită scoaterea uşoară din formă, sunt alcătuite din două părţi simetrice prevăzute cu cepuride ghidare şi cu mărcile pentru miezuri. Modelele se vopsesc, respectându-se un cod al culorilor:roşu pentru fonte, albastru pentru oţeluri, galben pentru aliaje neferoase, negru pentru zonamiezului.
10.3.5. Amestecuri de formareAmestecurile de formare conţin nisip de turnătorie (granule de cuarţ, SiO 2), lianţi (argilă,
caolin, bentonită, dextrină,melasă), materiale antiaderente (ulei de cânepă, in, păcură), materialecare să confere rezistenţă (zgură, cocs, minereu). Amestecurile pot fi:
- de model, care se aplică pe lângă acesta şi care se foloseşte totdeauna proaspăt;- de umplere, care se aplică peste cel de model şi poate conţine într-o proporţie redusă şiamestec refolosit; se aplică până la umplerea ramei.
- de miez, de calitate superioară (nisip spălat + ulei de in), utilizat la confecţionareamiezurilor;
- unice, folosite la formarea mecanică (pe maşini).
10.3.9. Turnarea metalului în formeMetalul topit în cuptor este trecut în oala de turnare, care este căptuşită la interior cu
material refractar şi care în prealabil este uscată şi preîncălzită. În funcţie de tipul producţiei se
2
12
3
4
Figura 10.2. Părţilecomponente alereţelei de turnare
a) b) c)Figura 10.3. Tipuri de reţele de turnare

5/9/2018 Curs STM Turnare - slidepdf.com
http://slidepdf.com/reader/full/curs-stm-turnare 3/5
utilizează: linguri şi oale manuale de turnare, oale de macara (agăţate cu un cârlig de traversamobilă a unui pod rulant) prevăzute cu mecanism de basculare şi un perete interior despărţitor pentru reţinerea zgurii.
10.4. METODE SPECIALE DE TURNARE
10.4.1. Turnarea în formă metalică (cochilă)Piesele rezultate prin acest procedeu se remarcă prin:• caracteristici mecanice mai bune decât cele obţinute în amestecuri de formare;• precizie dimensională mai mare;• calitatea suprafeţei ridicată;• piesele mici nu mai necesită prelucrări ulterioare;• un număr mare de utilizări ale unei forme.
Dezavantajele turnării în aceste tipuri de forme permanente sunt:• conductivitatea mare a formei metalice determină scăderea fluidităţii metalului
topit;• piesele sunt mai scumpe;• formele sunt scumpe şi trebuie să conţină canale de evacuare a gazelor.
Forma metalică se numeşte cochilie. Acestea se confecţionează din materiale metalice
rezistente la şocuri termice: fonte feritice, perlitice, oţeluri aliate cu Cr, Mo, Ni, V, grafit, materialemetaloceramice, aliaje de Al cu suprafaţa activă oxidată în mod voit, pentru că Al2O3 arerefractaritate mare şi împiedică contactul dintre metalul lichid şi materialul formei, iar conductivitatea termică a Al nu permite supraîncălzirea peste limitele admisibile. În acest ultimcaz piesa se scoate imediat după solidificare.
Umplerea ei se face sub acţiunea forţei gravitaţionale. Cochiliile sunt formate din 2 saumai multe părţi (în funcţie de planele de separaţie) asamblate cu cleme sau inele, orientate fiind(o parte în raport cu alta) după cepuri de ghidare. Suprafeţele active sunt construite din pastilerealizate din materiale cu durabilitate mare, care pot fi înlocuite atunci când s-au uzat, astfel încâtcochilia se păstrează.
Golurile se obţin utilizînd miezuri din amestec de miez. Scoaterea pieselor din forme esteuşurată de utilizarea extractoarelor acţionate manual sau mecanic.
Fazele turnării în cochilie sunt:
• pregătirea şi asamblarea cochiliei: suprafeţele active se acoperă cu material refractar (grafit, argilă refractară), apoi cu vopsele de protecţie pe bază de petrol (caredezvoltă gaze la contactul cu metalul topit, astfel că împiedică aderarea acestuia lasuprafeţele cochiliei);
• preîncălzirea formei (pentru scăderea vitezei de răcire a metalului topit) ulterior asamblării ;
• turnarea metalului lichid;• constituirea piesei turnate;• dezmembrarea cochiliei pentru scoaterea piesei calde care se răceşte în aer;• îndepărtarea reţelei de turnare.
10.4.3. Turnarea sub presiuneAcest procedeu are ca principiu de lucru injectarea metalului lichid sub presiune în forme
metalice (fig. 10.16 = fig 4.50). Se obţin piese utilizate în industria electrotehnică, mecanică fină, în construcţia de avioane, de automobile (carburatoare), ş.a.
Formele (matriţe) se confecţionează din oţeluri carbon de calitate sau oţeluri refractarealiate cu W, Cr, Co, iar suprafeţele active se tratează termochimic prin nitrurare, cromizare,pentru creşterea durabilităţii. Ele se ung cu vopsele refractare, apoi cu produse petroliere sauuleiuri, pentru împiedicarea aderenţelor.
Avantajele acestei metode sunt: calitatea ridicată a pieselor, în general, şi a celor complicate şi cu pereţi subţiri, în special, caracterizate de precizie mare, detalii fine, fileteexterioare sau interioare, structuri compacte (fără goluri sau fisuri). Materialele de turnat sunt
3

5/9/2018 Curs STM Turnare - slidepdf.com
http://slidepdf.com/reader/full/curs-stm-turnare 4/5
reprezentate adesea de aliajele de Zn, Al simple sau combinate cu oţeluri şi mai rar de aliajelede Cu sau Mg. Mult mai rar şi la presiuni joase se toarnă fonta.
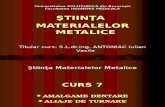
10.4.4. Turnarea centrifugalăPrincipiul acestui procedeu constă în obţinerea pieselor 1
prin turnarea metalului topit în forma metalică 2, în timp ce aceasta seroteşte în jurul axului de antrenare 3. Ca urmare, forţa centrifugă
împinge metalul lichid pe pereţii formei, unde se solidifică.Axul formei poate fi poziţionat:
- Vertical (fig. 10.17) ⇒ roţi dinţate, inele, bucşe. La exterior piesapoate fi cilindrică sau de orice configuraţie, iar la interior se obţine unparaboloid, ceea ce impune prelucrări ulterioare. De asemenea, se potobţine piese mici, cu configuraţie complicată, dacă sunt amplasate
radial.- Orizontal ⇒piese cilindrice lungi cu grosimea uniformă a peretelui şistructuri compacte, ce conferă rezistenţe mai mari decât în cazulturnării staţionare (conducte de fontă pentru alimentarea cu apă,cămăşi de cilindru pentru motoare, bucşe, inele din care se confecţionează segmenţi de piston,etc.).
10.4.7. Turnarea continuăSpecific acestui procedeu este faptul că
introducerea metalului în cavitatea formei şiscoaterea piesei finite se realizează simultan (fig.10.20). Forma metalică 1 numită cristalizator (Cu,Am) are pereţii subţiri (8÷15 mm), răciţi cu apă.
Iniţial, metalul lichid (în special aliaje de Cu, Al,oţeluri sau chiar fontă) introdus în cavitatea formei iacontact cu o placă 2 aflată la partea inferioară acristalizatorului, aderând la aceasta. Metalul topitvenind în contact cu pereţii răciţi ai formei sesolidifică la exterior formând o crustă, care vasusţine interiorul peretelui piesei, deoarece metalulaici rămîne nesolidificat. În acest stadiu placa estetrasă antrenând astfel şi piesa, care fiind stropită cuapă, se va solidifica în toată secţiunea în afara
4
Metal lichid1
2
3
Figura 10.17.Schema turnăriicentrifuge
H2O H2O
H2OH2O
2
H2O
H2O
3 1
Figura 10.20. Turnarea continuă

5/9/2018 Curs STM Turnare - slidepdf.com
http://slidepdf.com/reader/full/curs-stm-turnare 5/5
cristalizatorului. Suprafaţa interioară a cristalizatorului se acoperă cu un strat de grafit, în calitatede lubrifiant. Piesele (plăci, tuburi) se caracterizează printr-o bună calitate a suprafeţei, ostructură compactă, omogenă şi fină, însă răcirea forţată induce tensiuni interne, care favorizeazăapariţia fisurilor, ceea ce impune aplicarea unui tratament termic de detensionare.
10.4.8. Turnarea prin aspiraţieIntroducerea metalului în cavitatea formei se datoreazădepresiunii create de pompa de vid (fig. 10.21). Fazele turnăriiprin aspiraţie sunt:• forma metalică 1 (are pereţii răciţi cu apă) se introduce în
oala de turnare 2 prin intermediul unui inel refractar 3,care intră în contact cu metalul topit;
• datorită depresiunii create, metalul urcă în formă. Dacădepresiunea este menţinută până la solidificarea totală ametalului în formă, iau naştere produse tip bară. Dacădepresiunea este menţinută doar până la formarea unei
cruste solide la contactul cu pereţii formei, se obţin piese tubulare (bucşe, inele, roţi dinţatedin aliaje cu greutate specifică mică (aliaje de Mg)).
5
Spre pompa de vid
Figura 10.21. Schematurnării prin aspiraţie
1 23