Curs-5-SDA_partea-I
9
METODE ȘI PRINCIPII DE OBȚINERE A SEMIFABRICATELOR DE AMBALAJ ȘI AMBALAJELOR 1. METODE DE REALIZARE A SEMIFABRICATELOR ȘI AMBALAJELOR DIN MATERIAL PLASTIC Procesul de transformarea a materialului plastic: pregătirea materialului plastic pentru dozarea polimerilor sau copolimerilor şi a materialelor de adaos (aditivi), urmată de amestecarea şi încălzirea acestora, topirea, fluidizarea şi omogenizarea masei plastice în vederea realizării ambalajului; formarea semifabricatului sau ambalajului printr-unul din procedeele următoare: injecţie pentru lăzi, cutii, capsule, dopuri, ş.a.; extrudare pentru filme, folii, etc. (la filme grosimea este sub 0,2 - 0,5 mm); injecţie - suflare sau extrudare - suflare pentru filme, pungi, saci, sacoşe, etc; termoformare pentru suporturi, platouri alveolare, casolete, etc. extrudare - laminare pentru materiale complexe; suflare pentru butelii, diferite recipiente, flacoane, etc; calandrare pentru filme, folii şi foi din material plastic; expandare pentru unele ambalaje directe şi pentru ambalaje auxiliare, etc. Obţinerea ambalajelor prin matriţare cu ajutorul preselor Materialele plastice neplastifiate (granule, pulberi) pot fi formate ca ambalaje într -o aceeaşi incintă cu ajutorul preselor. Presele sunt utilaje simple alcătuite din matriţă şi poanson. Prese cu poanson: Matriţa 1 este partea fixă a presei având forma piesei ce se doreşte a fi obţinută şi în care se pun pulberea sau granulele de material plastic în cantitate dozată corespunzător. Poansonul 4 este partea mobilă a presei, prin deplasarea căruia se realizează închiderea şi deschiderea formei. Atât în matriţă cât şi în poanson sunt practicate orificii 3 în care se introduc dispozitive de încălzire în vederea fluidizării materialului. Presă cu poanson 1.matriţă; 2.material plastic sub formă de granule; 3.orificii pentru elementele de încălzire; 4.poanson; 5.cavitate de formare
-
Upload
lung-s-andrei -
Category
Documents
-
view
220 -
download
2
description
curs sisteme de dozare si ambalare ingineria sistemelor biotehnica, partea 1
Transcript of Curs-5-SDA_partea-I

METODE ȘI PRINCIPII DE OBȚINERE A SEMIFABRICATELOR DE AMBALAJ ȘI
AMBALAJELOR
1. METODE DE REALIZARE A SEMIFABRICATELOR ȘI AMBALAJELOR DIN
MATERIAL PLASTIC
Procesul de transformarea a materialului plastic:
pregătirea materialului plastic pentru dozarea polimerilor sau copolimerilor şi a
materialelor de adaos (aditivi), urmată de amestecarea şi încălzirea acestora, topirea,
fluidizarea şi omogenizarea masei plastice în vederea realizării ambalajului;
formarea semifabricatului sau ambalajului printr-unul din procedeele următoare:
injecţie pentru lăzi, cutii, capsule, dopuri, ş.a.;
extrudare pentru filme, folii, etc. (la filme grosimea este sub 0,2 - 0,5 mm);
injecţie - suflare sau extrudare - suflare pentru filme, pungi, saci, sacoşe, etc;
termoformare pentru suporturi, platouri alveolare, casolete, etc.
extrudare - laminare pentru materiale complexe;
suflare pentru butelii, diferite recipiente, flacoane, etc;
calandrare pentru filme, folii şi foi din material plastic;
expandare pentru unele ambalaje directe şi pentru ambalaje auxiliare, etc.
Obţinerea ambalajelor prin matriţare cu ajutorul preselor
Materialele plastice neplastifiate (granule, pulberi) pot fi formate ca ambalaje într-o
aceeaşi incintă cu ajutorul preselor. Presele sunt utilaje simple alcătuite din matriţă şi poanson.
Prese cu poanson: Matriţa 1 este partea fixă a presei având forma piesei ce se doreşte a
fi obţinută şi în care se pun pulberea sau granulele de material plastic în cantitate dozată
corespunzător.
Poansonul 4 este partea mobilă a presei, prin deplasarea căruia se realizează închiderea şi
deschiderea formei. Atât în matriţă cât şi în poanson sunt practicate orificii 3 în care se introduc
dispozitive de încălzire în vederea fluidizării materialului.
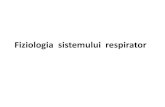
Presă cu poanson
1.matriţă; 2.material plastic sub formă de granule; 3.orificii pentru elementele de încălzire;
4.poanson; 5.cavitate de formare

Datorită efortului de presare şi căldurii primite, granulele trec aproape instantaneu de la
starea solidă la cea lichidă umplând cavitatea dintre matriţă şi poanson la închiderea definitivă a
acestora. Presiunile necesare formării cu poanson sunt mari: 50-100 daN/cm2 la materiale
termoplaste şi 100 - 1000 daN/cm2 la materiale duroplaste.
Prese cu piston: În acest caz matriţa este alcătuită din două părţi: una fixă şi una mobilă
folosită la închiderea şi deschiderea matriţei (evacuarea piesei formate). Matriţa poate fi aşezată
în plan orizontal sau în plan vertical. Închiderea matriţei se realizează cu ajutorul unui cilindru
hidraulic, forţa suplimentară de zăvorâre fiind realizată mecanic printr-o articulaţie de tip
genunchi sau dublu-genunchi cu pârghii.
Presă cu piston
1,2.matriţă (fixă şi mobilă); 3.pâlnie de alimentare; 4.piston; 5.dispozitiv de încălzire; 6.duză de
injecţie
Obţinerea ambalajelor prin extrudare simplă
Extrudarea este unul din procedeele cele mai utilizate la transformarea granulelor în
material plastic şi formarea ambalajelor. Materialul sub formă de granule este preluat de melcul
(şnecul) extruderului care îl forţează să pătrundă în dispozitivul de formare a ambalajului sau
printr-o filieră plată, pentru transformarea în folii sau filme subţiri.
Schema de obţinere a foliilor din material plastic prin extrudare simplă cu filieră plată
1.pâlnie de alimentare; 2.extruder; 3.filieră plată; 4.cilindri de laminare; 5.cilindri de tragere

În interiorul cilindrului extruder iau naştere presiuni mari (400-500 daN/cm2) şi
temperaturi ridicate. De aceea, el se confecţionează din oţeluri carbon de nitrurare sau oţeluri
aliate cu Cr, Ni, Cd, cu rezistenţă mare la uzare, prin turnare centrifugală. Pereţii cilindrului sunt
încălziţi, în general, cu rezistenţe electrice pentru încălzire, topirea şi fluidizarea materialului
plastic înainte de introducerea lui în dispozitivul de formare a ambalajului.
Melcul este partea activă a extruderului. El se realizează din bară de oţel anticoroziv de
mare rezistenţă. Spira melcului are secţiune dreptunghiulară şi se obţine fie prin prelucrare fie
prin sudare pe bară.
Pentru a realiza în masa topită o presiune de injecţie mare se folosesc în construcţia
extruderului unele metode ca:
- montarea unei piese de forma unei torpile în cilindrul extruderului care are rolul de a împinge
masa topită spre pereţii cilindrului, prin micşorarea secţiunii de curgere mărind astfel presiunea
fluidului;
- utilizarea unor membrane cu tunele (orificii) cilindrice între cilindrul extruder şi duza de ieşire
a materialului, care are acelaşi efect ca şi torpila;
- utilizarea unor şaibe cu găuri între cilindrul extruder şi duza de ieşire, care duce la creşterea
presiunii de lucru în cazul materialelor plastice cu vâscozitate mare;
- utilizarea de extrudere cu valţuri planetare - la materialele cu vâscozitate foarte mare
(duroplaste şi termoelastice).
Duza de injecţie este partea extruderului prin care masa de material topit este evacuată fie
într-un volum închis (matriţă) fie în aer liber. Ea transformă presiunea în viteza şi are diferite
forme:
cilindrică - în cazul injectării materialului în matriţă;
plată (de lăţimi diferite) - în cazul formării foliilor;
inelară - la formarea tuburilor prin suflare cu aer pentru ambalaje de tipul buteliilor,
flacoanelor, bidoanelor, etc. sau a foliilor tubulare (pentru folii grosimea este de 0,5 -2,5
mm).
Duza extruderului este interschimbabilă şi se montează pe cilindrul extruder printr-o
flanşă. Împreună cu flanşa şi dispozitivul de creştere a presiunii de injecţie (vârful melcului,
torpila, flanşa cu tunele, şaiba cu găuri) alcătuiesc capul de injecţie.
La realizarea foliilor şi filmelor prin extrudare prin filiere plate folia este trecută printr-un
sistem de valţuri care o subţiază şi îi conferă strălucire. Se pot obţine folii sau foi tăiate.
Obţinerea foliilor şi filmelor prin extrudare şi suflare cu aer
Acest procedeu de obţinere a foliilor şi filmelor din material plastic este cel mai răspândit
deoarece dă cele mai puţine complicaţii tehnologice, iar produsele sunt mai puţin costisitoare.
Pentru extrudarea şi suflarea cu aer se utilizează la capul extruder duze de injecţie inelare,
combinate cu un sistem de suflare cu secţiune tot inelară (capul de suflare): prin exterior este
evacuat materialul plastic extrudat iar prin interior este suflat aer.

La extrudarea prin filieră rezultă un tub cu deplasare continuă care prin suflare cu aer se
umflă sub formă de balon. Prin mărirea diametrului tubului la suflare, folia obţinută se subţiază
la valoarea dorită. Balonul rezultat prin umflare nu poate depăşi un diametru de 1,5-2 ori
diametrul capului de suflare. El poate fi răcit pe exterior sau pe interior cu aer sau apă
pulverizată. Tubul de material astfel obţinut trece apoi printre două valţuri de tragere, cu
suprafaţa din cauciuc buretos care presează şi trag folia formată. Apăsarea valţurilor este
reglabilă, astfel că pot fi obţinute folii simple (prin lipirea celor două feţe rezultate sub efectul
căldurii şi presiunii) sau folii duble (tubulare). Distanţa dintre valţurile de tragere şi unitatea de
răcire se stabileşte în funcţie de viteza de deplasare a foliei şi de timpul de răcire şi constituie o
caracteristică importantă a formării acesteia.
Folosind dispozitive de tăiere longitudinală sau dispozitive de pliere, din folia tubulară se
pot obţine şi alte tipuri de folii sau filme. Astfel, dacă dispozitivul de tragere are două dispozitive
de tăiere longitudinală pe cele două laturi, se obţin folii simple suprapuse, iar dacă se foloseşte
un singur dispozitiv de tăiere se obţine folie împăturită.
Capul de formare poate fi dirijat orizontal sau vertical (orizontal – la policlorura de vinil
PCV; vertical în sus la polietilena PEID sau în jos la polipropilena PP). Distanţa dintre
dispozitivul de răcire şi valţurile de tragere se stabileşte în funcţie de viteza foliei şi timpul de
răcire.
În cazul suflării polipropilenei PP, balonul se dirijează într-o baie de apă pentru obţinerea
unei transparenţe strălucitoare, iar în cazul polistirenului PS, după valţurile de tragere, folia este
scufundată într-o baie de apă termostatată. În ultimul timp se realizează prin co-extrudare folii
multistrat din două sau mai multe material plastice care sunt extrudate simultan prin duze
concentrice.
1.extruder; 2.folie suflată; 3.cap de extrudare şi suflare; 4.plăci de ghidare; 5.valţuri de tragere şi
presare; 6.dispozitiv de tăiere longitudinală; 7.role de ghidare; 8.role de înfăşurare
Obţinerea foliilor şi filmelor din material plastic prin calandrare
Calandrarea este un procedeu utilizat la formarea foliilor şi filmelor cu grosimea de 0,06
- 0,8 mm din materiale plastice vâscoase, livrate de obicei sub formă de pastă. Materialul
termoplast (uscat sau pastă) este forţat să treacă printre mai mulţi cilindri de laminare (cel mai

adesea patru cilindri) încălziţi, cu distanţa din ce în ce mai mică până la obţinerea grosimii dorite
a filmului sau foliei.
Cilindrii, de diametre până la 800 mm, sunt confecţionaţi din fontă şi au suprafaţa
durificată la circa 500 HB. Ei sunt încălziţi prin recircularea în interior a unui lichid termic.
Fiecare cilindru poate fi antrenat individual, în vederea reglării corespunzătoare a vitezei care
trebuie corelată cu tipul materialului şi temperatura de calandrare.
Folia este trasă cu ajutorul unor cilindri de tragere şi poate fi imprimată (fiind caldă) cu
un cilindru gravat. Răcirea foliei se face prin trecerea ei peste mai mulţi cilindri de răcire din oţel
inox, răciţi cu apă. Lăţimea foliei se stabileşte prin tăiere longitudinală, deşeurile fiind reciclate.
a) 1.pâlnie de alimentare cu material plastic sub formă de pastă; 2.cilindri de laminare; 3.folie;
b) 1,2,3,4.calandru; 5.folie; 6.cilindri de răcire; C.film de acoperire
Modul de aşezare a cilindrilor de calandrare depinde de materialul plastic prelucrat. Ei
pot fi aşezaţi în L (la PCV dur), în Z (la PCV plastifiat), în I sau în U.
Modul de aşezare a cilindrilor de calandrare
O linie completă de obţinere a foliilor din material plastic având la bază principiul de
calandrare este prezentată în continuare:

1-transportor cu banda, 2-calandru cu cilindri in L, 3-dispozitiv cu role de netezire, 4-unitate de
gravare imprimare, 5-role de desprindere, 6-unitate de incalzire si racire a foliei, 7-unitate de
masurare a grosimii, 8-verificare suprafata, 9-unitate de bobinare
Obţinerea ambalajelor din material plastic prin expandare
Ambalajele plastice de mai mari dimensiuni, utilizate în sectoarele de ambalare, pot fi
rigide (polistiren) sau suple (poliuretan).
Proprietatea principală a polistirenului expandabil (PSE) constă în aceea că granulele sale
se pot dilata sub acţiunea unei încălziri cu ajutorul aburului uscat, structura materialului devenind
celulară, aspectul exterior fiind acela de spumă.
Prin expandarea în spaţiu închis, dilatarea granulelor creează şi o oarecare apăsare
(presare) între ele ceea ce conduce la unirea lor, sub efectul temperaturii şi presiunii create,
sudându-se puternic.
Schema de principiu a procesului de expandare: În preexpandor, granulele (perlele) de
PSE sunt tratate în contracurent de abur saturat uscat sau cu aer uscat pentru a se dilata parţial.
Granulele îşi măresc volumul de 3-5 ori, ajungând la o masă volumică de circa 20-25 kg/m3.
După preexpandare granulele se depozitează în buncăre speciale 3, 4, unde rămân cel puţin 24 de
ore pentru răcire, degazare şi uscare.
Expandarea totală a granulelor se realizează în matriţă 8, unde din cauza căldurii cedate
de aburul saturat uscat, granulele îşi măresc în continuare volumul până la de 40-50 de ori
volumul iniţial. În timpul expandării totale, în interiorul matriţei iau naştere presiuni mari (până
la 15 at) la temperaturi de 110-130°C.
Umplerea matriţei cu granule preexpandate din PSE se face în mai multe puncte pentru a
se asigura o umplere rapidă. Transferul de granule se face prin aspiraţia acestora din buncărele de
coacere prin duzele din pereţii matriţei, aceleaşi prin care se introduce ulterior abur saturat.
Căldura se evacuează prin răcirea matriţei cu apă rece demineralizată introdusă sub presiune,
astfel că obiectul format în matriţă se contractă puternic putând fi uşor evacuat mecanic sau
pneumatic.

Ambalajele din PSE sunt: lăzi, cutii, alveole, tăviţe, ambalaje compartimentate cu
grosimea pereţilor de 1-15 mm, servind la ambalarea legumelor şi fructelor, a peştelui proaspăt,
îngheţatei, etc.
Schema de principiu a procesului de expandare
1.preexpandor; 2.agitator cu palete; 3,4.vase de coacere; 5.aer comprimat; 6.pistol (conductă) de
alimentare; 7.presă; 8.matriţă de formare; 9.conductă de abur; 10.generator de abur
Tot prin expandare în instalaţii speciale poate fi obţinută şi spuma de poliuretan (spumă
liberă sau spumă forţată).
Schema de obţinerea a ambalajelor expandate din spumă de poliuretan
1.vas cu poliisocianat (agent de întărire); 2.vas cu poliester sau poliuretan; 3.agent de umflare
(expandare); 4.substanţe tensioactive (siloxan sau achilfenol) pentru mărirea rezistenţei la
compresiune; 5.catalizator; 6.cap de amestec; 7.spumă liberă; 8.cuţit cald pentru decupare;

9.bandă transportoare; 10.formă în poziţie deschisă; 11.formă cu material în poziţie închisă;
12.etuvă; 13.spumă forţată având forma matriţei (modelului)
Formarea foliilor contractibile
Foliile contractibile se obţin prin supunerea materialului sub formă de film sau folie
aflat în domeniul termoplastic, unor forţe de întindere atât pe direcţie longitudinală cât şi
transversală (orientare pe două direcţii - biorientare).
Se pot utiliza mai multe metode de formare a foliilor contractibile:
- tragerea mecanică care presupune pe lângă trecerea materialului plastic printre valţuri
laminoare (extrudare sau calandrare), unde are loc o solicitare longitudinală a materialului, şi o
tragere transversală cu ajutorul unor pense (fălci) mobile, urmate ambele de o stabilizare termică
într-un cuptor tunel;
- extrudare - suflare cu creşterea presiunii de suflare pentru ca tensiunile radiale să echilibreze
tensiunile longitudinale;
- suflare dublă, utilizată pentru a controla mai bine tensiunile interne; după o extrudare şi suflare
cu aer folia din bobină este reîncălzită şi re-suflată, întinderea longitudinală obţinându-se prin
rotirea cu viteze diferite a valţurilor de tragere, iar cea transversală prin mărirea presiunii de
suflare;
- iradiere cu raze gama, înainte sau după trecerea printre valţurile de tragere, care conferă
materialului o mai bună rezistenţă mecanică, transparenţă, contracţie.
Formarea foliilor contractibile bi-orientate prin tragere mecanică
Pentru ca funcţiile de prezentare şi reclamă ale ambalajelor din plastic să fie puse în
evidenţă, la formarea semifabricatelor şi ambalajelor din aceste materiale se efectuează unele
lucrări de prelucrare suplimentară a acestora:
Pentru imprimare se utilizează cerneluri specifice, fie fără utilizarea unui tratament
special al materialului (PS, PCV), fie cu un tratament adecvat (PE, PP, PET, PA).
Tratamentele pot fi efectuate prin două procedee: oxidare cu flacără (atât pentru filme şi
folii cât şi pentru recipiente) sau prin oxidare prin efect Corona (pentru filme şi folii) şi
sunt urmate imediat de imprimare pentru că efectul tratamentului dispare în timp.
Lăcuirea materialelor plastice se efectuează în scopul creşterii rezistenţei mecanice, a
rezistenţei la intemperii şi variaţii de temperatură, pentru creşterea impermeabilităţii la
vapori şi gaze, precum şi pentru o mai bună estetică a ambalajului. Alegerea lacului se

face în funcţie de metoda de lăcuire (scufundare, roluire, pulverizare) şi nu trebuie să
conţină solvenţi care să atace materialul plastic.
Metalizarea constituie acoperirea obiectelor din material plastic cu un strat metalic de
nichel, crom, cupru, argint sau aliaje ale acestora, în scop decorativ, de protecţie sau de
creşterea a rezistenţei la uzare, etc. Se aplică, în general, la polipropilenă, polistiren,
fenoplaste, poliesteri, etc. Aplicarea metalului pe suprafaţa obiectelor din material plastic
se poate realiza prin galvanoplastie (Reproducere a unor obiecte prin depunerea
electrolitică a unui strat de metal pe tiparul lor, executat dintr-un material plastic.), prin
depunere chimică sau metalizare sub vid.
Cașerarea (placarea) se realizează pe folii destinate termoformării sau pe un produs finit
prin extrudare şi presare între role, de obicei, pentru ambalaje din polistiren.
Etichetare