Contribuţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate...
207
_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _ INTRODUCERE Scopul prezentei lucrări îl constituie cererea tot mai mare de aliaje de aluminiu în industria constructoare de automobile şi necesitatea ca după elaborarea şi turnarea acestora să nu apară acele defecte care duc la rebutarea pieselor. Pe plan mondial a apărut o cerere tot mai mare de materiale neferoase în general şi în special de aliaje uşoare, cu caracteristici fizico – mecanice şi tehnologice tot mai ridicate, utilizabile în condiţii grele de exploatare. Aliajelor de aluminiu, folosite pe scară largă în industria aerospaţială şi de automobile, li se cer caracteristici care să satisfacă la cel mai înalt grad necesităţile de siguranţă în aceste domenii. Este de o deosebită necesitate a se cunoaşte defectele interne din piesele confecţionate din aceste aliaje. Porozitatea, incluziunile metalice şi nemetalice sunt cele mai serioase probleme întâlnite în producerea pieselor turnate din aliaje de aluminiu, acestea micşorează valorile caracteristicilor fizice, chimice, mecanice şi tehnologice, mergând până la provocarea de rebuturi considerabile. Porozitatea şi incluziunile au efect advers nu numai asupra proprietăţilor ci şi asupra calităţii suprafeţei piesei turnate, asupra prelucrabilităţii şi asupra rezistenţei la coroziune. Iată de ce investigarea în mod sistematic a efectelor acestor impurităţi, a măsurilor care pot fi luate pentru înlăturarea lor, este de cea mai mare importanţă. Formarea porozităţii în timpul solidificării poate fi afectată de câţiva factori cum ar fi: cantitatea de hidrogen dizolvată în topitură, viteza de răcire, elementele de aliere şi puritatea topiturii. Dintre toţi aceşti factori puritatea topiturii este fatorul cel mai dificil de controlat. Acest factor este răspunzător de formarea nucleerii de pori. În prezenta teză de doctorat am încercat să sintetizez pe baza literaturii de specialitate şi a cercetării proprii unele aspecte importante referitoare la topitura metalică, la mecanismele de fomare a porozităţii şi la unele mijloace de diminuare a gradului de murdărire a topiturii aliajelor de aluminiu. _____________________________________________________________________ Tez ă de doctorat_ Ing. Cătălin ŞUŞU 1
-
Upload
ibraim-enis -
Category
Documents
-
view
400 -
download
38
Transcript of Contribuţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate...

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
INTRODUCERE
Scopul prezentei lucrări îl constituie cererea tot mai mare de aliaje de aluminiu în industria constructoare de automobile şi necesitatea ca după elaborarea şi turnarea acestora să nu apară acele defecte care duc la rebutarea pieselor. Pe plan mondial a apărut o cerere tot mai mare de materiale neferoase în general şi în special de aliaje uşoare, cu caracteristici fizico – mecanice şi tehnologice tot mai ridicate, utilizabile în condiţii grele de exploatare. Aliajelor de aluminiu, folosite pe scară largă în industria aerospaţială şi de automobile, li se cer caracteristici care să satisfacă la cel mai înalt grad necesităţile de siguranţă în aceste domenii. Este de o deosebită necesitate a se cunoaşte defectele interne din piesele confecţionate din aceste aliaje.
Porozitatea, incluziunile metalice şi nemetalice sunt cele mai serioase probleme întâlnite în producerea pieselor turnate din aliaje de aluminiu, acestea micşorează valorile caracteristicilor fizice, chimice, mecanice şi tehnologice, mergând până la provocarea de rebuturi considerabile. Porozitatea şi incluziunile au efect advers nu numai asupra proprietăţilor ci şi asupra calităţii suprafeţei piesei turnate, asupra prelucrabilităţii şi asupra rezistenţei la coroziune. Iată de ce investigarea în mod sistematic a efectelor acestor impurităţi, a măsurilor care pot fi luate pentru înlăturarea lor, este de cea mai mare importanţă.
Formarea porozităţii în timpul solidificării poate fi afectată de câţiva factori cum ar fi: cantitatea de hidrogen dizolvată în topitură, viteza de răcire, elementele de aliere şi puritatea topiturii. Dintre toţi aceşti factori puritatea topiturii este fatorul cel mai dificil de controlat. Acest factor este răspunzător de formarea nucleerii de pori.
În prezenta teză de doctorat am încercat să sintetizez pe baza literaturii de specialitate şi a cercetării proprii unele aspecte importante referitoare la topitura metalică, la mecanismele de fomare a porozităţii şi la unele mijloace de diminuare a gradului de murdărire a topiturii aliajelor de aluminiu.
În lucrare sunt prezentate în primul capitol aspecte care caracterizează în general topiturile metalice, terminologia utilizată, definirea topiturii cu funcţiile care o caracterizează.
În capitolul 2 sunt prezentate , unele mai succint, altele mai detaliat proprietăţile topiturilor metalice, proprietăţile tehnologice, proprietăţile fizice şi proprietăţile termodinamice.
Capitolul 3 este rezervat incluziunilor din topiturile metalice, incluziunile metalice şi nemetalice. O extindere mai mare am acordat interacţiunii topiturilor metalice cu gazele, cu hidrogenul, oxigenul, azotul şi cu gazele complexe.
În capitolul 4 am considerat util să mă refer pe scurt asupra metodelor de determinare a incluziunilor din topiturile metalice şi asupra determinării conţinutului de hidrogen.
Capitolul 5 cuprinde cercetări bibliografice şi aprecieri asupra proceselor de rafinare a topiturilor metalice, eliminarea impurităţilor metalice, eliminarea incluziunilor nemetalice şi eliminarea gazelor din topiturile metalice.
În capitolul 6 am înserat câteva din aspectele principale ale topiturilor metalice în vederea finisării granulaţiei, starea de echilibru lichid – solid, subrăcirea la solidificare, fenomene de germinare şi creştere.
Dacă primele 6 capitole se referă în general la stadiul cunoaşterii problemelor legate de topiturile metalice, în următoarele capitole mă refer la unele cercetări efectuate şi la concluziile generale ce se desprind din aceste cercetări, ca şi din bibliografia studiată.
În capitolele 7 şi 8 sunt prezentate cercetările efectuate. Am considerat util să prezint metoda de cercetare a topiturii aliajelor de aluminiu bazată pe testul de presiune, diminuarea porozităţii prin metoda barbotării cu argon, metoda folosirii unui produs de degazare solid,
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU1

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
DEGAZER 300, metoda tratării topiturii cu vibraţii mecanice şi cu ultrasunete şi metoda combinată cu vibraţii mecanice şi vidare.
În concluziile finale am inclus câteva din consideraţiile ce se impun referitoare la topiturile metalice rezultate din literatura de specialitate studiată precum şi consideraţii ale autorului legate de cercetările efectuate pe topituri ale unor aliaje de aluminiu ca; ATSi9Cu3Mg şi ATSi10Cu4.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU2

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL I
CONTRIBUŢII PRIVIND STADIUL ACTUAL ALCUNOAŞTERII TOPITURILOR METALICE
1. DEFINIREA TOPITURILOR METALICE
Topiturile metalice în general sunt soluţii lichide, constituite din metalul de bază topit, în care sunt dizolvate unul sau mai multe metale, aflate în cantităţi mai mici decât elementul de bază.
Topitura metalică reprezintă din punct de vedere fizic starea intermediară între cea solidă şi cea gazoasă, adică starea lichidă. Această stare a materiei este determinată de două proprietăţi fizice; temperatură şi presiune, aşa cum rezultă din diagrama de stare a materiei, figura 1.1.
Starea lichidă a aliajelor metalice în cele mai multe cazuri nu reprezintă un lichid perfect, deoarece aceasta conţine şi mici cantităţi de fază solidă sub forma unor impurităţi solide şi cantităţi mici de gaze sub formă de gaze dizolvate sau incluziuni de gaze. Topiturile metalice tehnice conţin impurităţi solide nemetalice, impurităţi metalice şi impurităţi gazoase. Avem deci, de-aface cu un aşa numit lichid murdar, un lichid impurificat.
Cu cât gradul de puritate al topiturii metalice este mai ridicat, cu atât aliajul rezultat în urma solidificării va avea caracteristici chimice, fizice şi mecanice mai înalte.
Impurificarea topiturii metalice influenţează şi unele caractersitici tehnologice, provocând apariţia de defecte metalurgice, defecte care pot duce la rebutarea produselor rezultate din topitura respectiva. Existenţa impurităţilor în topitura metalică înrăutăţeşte aproape toate proprietăţile aliajului solidificat. Astfel impurităţile solide constituite în principal din oxizi produc întreruperi în structura metalică, constituie puncte sau lamele dure şi fragile, ceea ce duce la diminuarea proprietăţilor mecanice, la înrăutăţirea prelucrabilităţii prin aşchiere şi deformare plastică, la înrăutăţirea conductivităţii electrice şi termice. Aceste impurităţi constituie puncte de amorsare pentru ruperea la solicitări alternative şi puncte de amorsare pentru coroziunea chimică.
Incluziunile metalice sunt impurităţi dizolvate în topitură cum sunt spre exemplu Fe, Mg, Mn, Zn, Pb, Sn, Ti, Ni, Ca, Li, Na, K etc.
Existenţa acestor elemente în topitură poate să ducă la solidificare, la apariţia de faze solide, separate interdendritic, cum ar fi; Al2CuMg, Mg2Si, Al3Mg2Zn, FeAl3 etc. Aceste faze intermediare duc la reducerea proprietăţilor termice, de plasticitate, electrice şi mecanice. Separarea acestor faze în aliajul solidificat face parte din aşa numitul fenomen de microsegregaţie.
Incluziunile gazoase crează goluri sub formă de bule gazoase în structură, reducând secţiunea respectivă şi prin aceasta reducând rezistenţa mecanică. Existenţa atomilor de gaz în structura cristalină duce la formarea de dislocaţii şi la tensiuni.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU3
Solid
PunctCriticc
Punct triplu
Fig. 1.1. Diagrama de stare P.T.T
P
Solid
Gaz

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Calitatea aliajelor şi proprietăţile lor fizico – mecanice depind de procesele fizico – chimice ce au loc în topitura metalică şi la solidificarea acesteia. În topiturile metalice au loc procese de dizolvare, procese de vaporizare , interacţiuni ale metalelor componente cu gazele şi cu materialele
cu care vine în contact topitura (căptuşeala agregatelor de elaborare, căptuşeala oalelor de turnare, materialul formei în care se toarnă). Deci, topiturile metalice tehnice fiind constituite în principal din soluţii lichide se supun legilor soluţiilor lichide.
Existenţa topiturii metalice presupune că aceasta are înmagazinată o cantitate apreciabilă de energie termică. Stabilitatea topiturii mai presupune existenţa condiţiilor de temperatură şi presiune.
Cantitatea de căldură conţinută de topitura metalică este determinată de capacitatăţile calorice şi de căldura latentă de topire.
Topiturile metalice au o structură proprie.Metalele pure topite au o structură simplă, în timp ce aliajele metalice multicomponente au
o structură internă complexă prin faptul că acestea conţin, aşa cum am precizat, pe lângă metalele respective componenţi nemetalici şi gazoşi.
Având în vedere că structura aliajelor topite constă dintr-un anumit aranjament în spaţiu a particulelor care compun topitura (atomi, ioni, molecule), determinarea acestor aranjamente nu se poate face direct prin observare, decât prin metode indirecte, fie prin intermediul proprietăţilor acestora, fie prin metode cu raze penetrante.
Pe lângă modelul de aranjare în spaţiu a particulelor componente sunt importante forţele de interacţiune dintre acestea.
Unele din proprietăţile fizico – chimice ale topiturilor metalice reflectă indirect structura acestora. Aceste proprietăţi şi legile de variaţie a lor cu temperatura, concentraţia şi presiunea ne pot furniza unele date şi imagini referitoare la structura topiturii şi la forţele de legătură dintre particulele care o compun.
Topiturile metalice fac parte din grupa lichidelor metalice, legătura dintre particulele componente fiind asigurată prin interacţiunea ionilor cu electronii liberi.
În timp ce pentru gaze şi corpuri solide există modele destul de sugestive, pentru starea lichidă nu există un model simplu.
Pentru gaze există modelul numit gazul ideal, în care forţele de interacţiune dintre molecule lipsesc iar mişcarea moleculelor are un caracter haotic.
Pentru cristale există aşa numitul model de cristal ideal, în care existenţa forţelor de atracţie între particule determină un aranjament compact şi o amplasare regulată. Atomii sunt aranjaţi într-o anumită ordine pe distanţe mari. Atomii aflaţi în poziţie de echilibru formează o reţea tridimensională regulată. Ordinea îndepărtată este trăsătura caracterisică a corpului solid cristalin.
La lichide nu avem un model simplu de aranjament al particulelor. Acestea se caracterizează prin aceea că energia de interacţiune a particulelor este foarte apropiată de energia agitaţiei termice. Deci, coeziunea particulelor şi mobilitatea lor sunt relativ mari, lichidele ocupând, aşa cum am văzut, un loc intermediar între gaz şi corpul solid. Datorită acestei mobilităţi lichidele iau forma vasului în care se află, adică sunt fluide şi se caracterizează prin mişcarea browniană, adică mişcarea dezorodonată a particulelor. Prin încălzire lichidele pot fi transformate în stare gazoasă.
Lichidele aflate la temperaturi mai apropiate de temperatura de cristalizare după proprietăţi şi structură sunt mai apropiate de corpurile solide. Concluzia aceasta a fost pentru prima dată trasă de I. Frenkel care a fost apoi confirmată şi completată ulterior şi de alţi cercetători. Această concluzie are la bază următoarele:
► La topirea corpurilor solide creşterea în volum nu depăşeşte 10 % ceea ce înseamnă că, distanţele medii dintre atomi nu se modifică aproape deloc la topire în timp ce la trecerea în
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU4

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
stare gazoasă aceste distanţe se măresc de zeci de ori. La Al are loc o creşere a volumului atomic de + 6%.
Aluminiul are în stare solidă numărul de coordinaţie 12, acesta devine 0 în stare gazoasă, ceea ce înseamnă ruperea completă a legăturilor dintre atomi. La topire numai o jumătate din legături se rup, ceea ce înseamnă că are loc o schimbare mică a numărului de coordinaţie. Pentru ruperea acestor legături se consumă o cantiate mică de căldură (2,5 kcal/mol) în schimb la vaporizare se consumă o căldură de vaporizare mult mai mare (69,6kcal/mol).
► Căldura degajată la topire (căldura latentă de topire) este mult mai mică decât căldura degajată la vaporizare (căldura latentă de vaporizare). ► Capacitatea calorică a corpurilor solide nu se modifică aproape deloc la topire, ceea ce înseamnă că şi după topire se păstrează aceeaşi agitaţie termică a atomilor, adică aceştia oscilează în jurul unor poziţii temporare de echilibru. Atomii dobândesc energie suplimentară pe seama vecinilor lor şi îşi schimbă poziţia în salturi. În lichide frecvenţa acestor salturi este mai mare decât în corpul solid. În lichide poziţiile temporare de echilibru ale atomilor nu sunt strict constante în spaţiu, ele pot să se schimbe împreună cu cele ale atomilor învecinaţi.
► Lichidele manifestă proprietăţi elastice şi chiar fragile în condiţiile acţionării asupra lor cu forţe rapide.
► Analiza cu raze X arată că la temperaturi care nu depăşesc cu mult temperatura de topire, atomii nu sunt dispuşi haotic ci într-un mod asemănător cu dispunerea în corpul solid cristalin.
Aranjamentul instantaneu al atomilor în lichide reproduce într-un fel aranjamentul lor din corpul solid din care provin . Deosebirea constă totuşi în aceea că stării solide îi este specifică ordinea îndepărtată, iar lichidelor le este proprie doar ordinea apropiată de aranjare a atomilor. Periodicitatea aranjării atomilor în lichide este proprie fiecărei tip de ordine apropiată şi este valabilă numai pentru un număr restrâns de distanţe interatomice. Pe măsura îndepărtării de atomul de referinţă abaterile faţă de ordinea apropiată din imediata lui apropiere se accentuează şi la o distanţă suficient de mare dispare orice urmă de periodicitate în aşezarea atomilor.
Prin folosirea razelor X la fotografierea lichidelor se poate determina aşa numita funcţie de distribuţia radială a atomilor , aceasta ne dă numărul de atomi pe unitatea de volum la o distanţă radială r faţă de un atom de referinţă. Analiza structurală a topiturilor metalice cu raze X se bazează pe înregistrarea (fotografierea) energiei radiaţiilor împrăştiate ca urmare a ciocnirii acestora cu particulele pe care le întâlnesc în drumul lor,energie care este proporţională cu intensitatea radiaţiei. Intensitatea radiaţiei împrăştiată este mărimea care poate fi determinată experimental. Pe baza rezultatelor experimentale se trasează curba de distribuţie unghiulară a intensităţilor I funcţie de sinθ/λ, în care θ este unghiul de reflexie a razelor penetrante la ciocnirea cu o particulă şi λ este distanţa dintre particulele lichidului studiat. Reprezentarea grafică a intensităţii I este de forma celei din figura 2. dată pentru aur. Plecând de la graficul de distribuţie a intensităţii I., determinat experimental, se admite un model structural , care corespunde condiţiilor de reflexie a razelor penetrante, model care ar consta într-o grupare compactă de particule, considerate de formă sferică , în jurul unei particule de referinţă, care grupare devine doar momentan stabilă din cauza fluctuaţiilor care au loc. Se consideră că distanţa minimă dintre atomul de referinţă şi primii atomi grupaţi în jurul acestuia (grupare radială) este R1 următorii atomi grupaţi radial vor fi la distanţa R2 şi aşa mai departe . Se poate deci defini o funcţie W(R) , care poartă denumirea de : funcţie radială de distribuţie a distanţelor interatomice. În cazul unor lichide simple ale metalelor distanţa minimă de apropiere dintre atomul de referinţă şi primii atomi grupaţi în jurul lui poate fi R1 = 2r = d, în care r este raza atomică iar d diametrul atomului. Această distanţă minimă este cea mai privelegiată şi se poate realiza cu cea mai mare probabilitate. Aceasta se reflectă în diagrama de refracţie a intensităţii I (vezi figura 2) prin aceea că ea reprezintă un prim maxim (maxim principal), urmat de alte maxime mai slabe.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU5

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Reprezentarea funcţiei W ( R ) este redată în figura 3. Maximele de pe această curbă ne indică distanţele cele mai probabile dintre atomi, iar minimele indică distanţele la care atomii se regăsesc cu o probabilitate mai mică. Maximele ne mai indică existenţa în lichide a unor grupări de atomi, la diferite distanţe faţă de un atom de referinţă , adică existenţa unei ordini apropiate.
Dacă luăm un volum infinitezimal dV la distanţa R de o particulă, volumul sub forma unui strat sferic aflat între sferele concentrice de rază R şi R + dR acest volum este:
dV = 4 π R2 dR (1.1)
Presupunând că în stratul sferic se găsesc dN atomi, concetraţia acestora (densitatea) va fi:
(1.2)
Numărul de particule din stratul sferic, aflat la distanţa R faţă de particula de referinţă poate să varieze de la 1 la dN = 4π R2/ πλ2 = 4R2/λ2, λ fiind distanţa dintre centrele a doi atomi vecini.
Concentraţia particulelor atomice în alte straturi sferice nu va fi aceeaşi, ea va depinde de distanţa R de la particula de referinţă. Concentraţia particulelor atomice este deci o funcţie de R, pe care o notăm cu ρ ( R ) şi care exprimă probabilitatea ca un număr de particule dN să se găsească la distanţa R faţă de particula de referinţă.
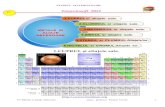
Dacă notăm cu ρo probabilitatea ca restul particulelor dintr-un volum V, de exemplu de un mol, adică N · dN să ocupe oricare altă poziţie din sistem, atunci ρ ( R )/ρo poate fi reprezentat în raport cu R şi vom obţine funcţia de densitate radială. În figura 4 este redată această funcţie pentru fier.
Primul maxim de pe curbă apare la distanţa ca şi cel mai apropiat atom faţă de atomul de referinţă. Restul maximelor scot în evidenţă o corespondenţă care se micşorează însă pe măsură ce distanţa creşte. Şi această diagramă ne demonstrează că lichidul (topitura
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU6
Fig. 1.4. Reprezentarea grafică a densităţii radiale
pentru fier.
Fig. 1.3. Reprezentarea grafică a funcţiei W(R)Fig. 1.2. Graficul de distribuţie al intensităţii I. determinat experimental pentru aur

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
metalică ) păstrează o anumită ordine de apropiere a atomilor, ordinea apropiată, dar ordinea îndepărtată nu se păstrează.
Funcţia de distribuţie radială ρ ( R ) ne dă numărul de atomi din unitatea de volum aflaţi la distanţa R faţă de un atom de referinţă. Numărul total de atomi care se regăsesc la suprafaţa sferică 4π R2 poate fi reprezentat în raport cu distanţa R de la atomul de referinţă, aceasta constituind tot o funcţie de distribuţie a atomilor .În figura 5 este reprezentată grafic funcţia de distribuţie radială pentru fier, funcţie care oscilează în jurul parabolei 4 π R2 ∙ ρO (curba punctată ). Se observă că primul maxim pe curbă apare la aceeaşi distanţă ca şi cel mai apropiat atom din cristal ( R ≈ 2,5 Å ), iar restul maximelor se situează la aproximativ aceleaşi distanţe succcesive, dar mărimea lor scade, ceea ce ne demonstrează că aranjamentul atomilor în jurul unui atom de referinţă instantaneu este limitat în spaţiu.
Funcţiile de corelaţie şi cele de distribuţie radicală şi interpretările care se fac pe seama lor nu ne permit formarea unei imagini clare privind dispunerea spaţială reală a a tomilor în topitura considerată. Dacă în solide se poate indica exact tipul reţelei critaline şi dimensiunile celulei elementare, la lichide acest lucru nu rezultă. Se impune deci ca pe lângă funcţia radială de distribuţie să folosim şi noţiunea de coordinaţie, căreai să-i atribuim o semnificaţie oarecum asemănătoare celei pe care o are la corpul solid. Semnificaţia este oarecum asemănătoare deoarece în lichide particulele au o mobilitate mare faţă de solide.
În cazul lichidelor metalice prin cifra de coordinaţie înţelegem numărul mediu de atomi cuprinşi într-un strat sferic, de grosime dR, aflat la distanţe curprinse între R + dR faţă de atomul de referinţă.
Numărul de coordinaţie Z se exprimă prin relaţia:
Z = R2 ρ( R )dR (1.3)
Valoarea numărului de coordinaţie se poate determina din mărimea ariei delimitată de maximele de pe curba ce reprezintă funcţia 4π R2 ρ ( R ) şi R ( suprafaţa haşurată pe figura 5 ) .Din datele experimentale s-a constatat că se poate calcula cu suficientă precizie numai primul număr de coordinaţie notat cu Z1 , corespunzător primului maxim. Acest prim număr de coordinaţie
se mai numeşte şi număr de coordinaţie de ordinul întâi. Determinarea cifrelor de coordinaţie de ordin superior (Z2,Z3….) este afectată de mari erori.
Din datele experimentale se pot trage următoarele concluzii:
- distanţele dintre atomi în stare lichidă sunt ceva mai mari faţă de cele din stare solidă;
- cifra de coordonaţie în stare lichidă este mai mică decât în stare solidă.
Trebuie avut însă în vedere că anumite valori ale cifrei Z şi ale distanţelor interatomice medii le pot corespunde numeroase combinaţii de aranjamente ale atomilor, acestea nepermiţând aprecierea exactă a caracterului complex al proprietăţilor topiturilor , mai ales la cele multicomponente.
Au fost imaginate diferite modele privitoare la gruparea atomilor în jurul unui atom de referinţă. Procedeele bazate pe modele au ca
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU7
Fig. 1. 5. Reprezentarea grafică a funcţiei 4π R2 ρ (R) în jurul parabolei 4 π R2∙ ρO

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
ipoteză, conform căreia lichidele şi mai ales cele mai complexe sunt privite ca un complex de formaţiuni de atomi cu o structură concretă. Modelele adoptate sunt diverse aranjamente ale atomilor, similare într-un fel cu aranjamentele din starea cristalină.
Unul din modele se bazează pe legea de distribuţie a lui Maxwell a particulelor, după energia lor. Pe baza acestei legi s-a ajuns la concluzia că particulele cu energie termică realtiv mică se unesc în grupări, în care legăturile sunt similare cu cele din cristalul solid şi sunt caracterizate prin ordine apropiată.
În acelaşi timp particulele cu energie mare, adică cu oscilaţii a căror frecvenţă şi amplitudine sunt mari, duc la apariţia unor microdomenii care au o densitate mică de atomi. Acestea ar putea fi într-un anumit sens întreruperi între grupările locale cu densitate mai mare. Aceste grupări mai dense şi cele mai puţin dense dintre ele sunt mai trainice sau mai puţin trainice în funcţie de distribuţia energiilor şi de caracterul legăturilor dintre atomi Cu cât energia agitaţiei termice va fi mai mică şi cu cât tăria legăturilor dintre atomi va fi mai puternică, cu atât durata de existenţă a microgrupărilor respective va fi mai mare.
Un alt model este modelul cvasicristalin, care consideră că topiturile constau din conglomerate cu aranjament ordonat al atomilor, apropiat de cel din cristale şi zone cu atomi dispuşi haotic, care ocupă locurile dintre conglomerate. Impurităţile se localizează cu prioritate în locurile dintre conglomerate. Creşterea temeraturii duce la micşorarea treptată a dimensiunilor microgrupărilor (conglomeratelor), la transformarea şi trecerea lor peste o anumită temperatură la un aranjament statistic .
Unul dintre aceste modele este cel sibotaxic, creat în jurul anului 1920, acesta reprezentând prima încercare reuşită de descrierere fizică a structurii lichidelor.
Denumirea de sibotaxis dată de cercetătorul STEWART provine din limba greacă (sibotos = corabie). Sibotaxisul reprezintă un aranjament spaţial de un anumit tip al atomilor. Mai târziu a apărut un termen similar, cluster ( în engleză cluster = ciorchine). Unii autori au folosit termenii de complex , cvasicristal, cluster fluctuant , cuant fluctuant , etc.
Indiferent de denumire, existenţa unor microdomenii ordonate care au o durată mare de existenţă şi existenţa întreruperilor locale dintre aceste microdomenii, explică de ce creşte brusc volumul la topire.
În metalele pure apar structuri care de regulă seamănă cu cea a reţelei cristaline. În cazul aliajelor eutectice, cu doi componenţi, se formează cu precădere o structură
cvasieutectică, care se poate menţine până la supraîncălziri de 200 – 300 °C.În cazul compuşilor intermetalici topiţi se menţin în vecinătatea temperaturii de topire
aranjamente atomice asemănătoare cu cele din reţeaua cristalină din aliajul solid.Aliajele topite, provenite din soluţii solide, au de asemena structuri microneomegene în care
atomii sunt ordonaţi aproximativ similar ca în reţeaua cristalină.Existenţa impurităţilor în topiturile metalice accentuează microneomogenitatea acestora.Din studiile şi cercetările efectuate asupra metalelor şi aliajelor lichide s-au constatat
următoarele:► Dependenţa propietăţilor probelor topite de trecutul lor , adică existenţa unei eredităţi . De
exemplu, la probele cu aceeaşi compoziţie chimică, acelaşi conţinut de gaze şi de incluziuni nemetalice şi metalice, proprietăţile diferă în funcţie de componentele încărcăturii şi de proprietăţile acestora, precum şi de condiţiile de topire şi de supraîncălzire. Prin supraîncălziri înalte, peste temperatura de topire, fenomenul de ereditate poate fi înlăturat.
► La supraîncălziri nu prea mari peste temperatura lichidus şi la durate de menţinere de câteva ori mai mari decât durata obişnuită de elaborare, se ajunge la stabilizarea proprietăţilor şi la înlăturarea fenomenelor de ereditate.
De exemplu, în cazul menţinerii fontei cenuşii la 1400 °C timp de peste 40 minute , se obţine acelaşi efect din punct de vedere al distrugerii eredităţii ca şi prin supraîncălzirea la peste 1600 °C, efect cunoscut în literatura de specialitate ca efectul Baumann [ ]
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU8

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Structura şi proprietăţile metalelor lichide în vecinătatea apropiată temperaturii de topire se modifică foarte puţin , chiar la menţineri îndelungate, dar acţionând asupra topiturii cu mijloace speciale, cum ar fi: supraîncălziri ridicate, urmate de menţineri la aceste temperaturi, agitaţii intens mecanice (vibraţii mecanice, vibraţii ultrasonice), agitare electromagnetică, traversarea cu curenţi electrici, etc., determină modificarea şi stabilizarea relativ rapidă a proprietăţilor.
► Absenţa coincidenţei între valorile obţinute în cursul măsurătorilor efectuate la încălziri ale probelor şi cele obţinute la răcire. Repetarea ciclului de determinări la încălzire – răcire duce deobicei la neconcordanţa rezultatelor, ceea ce poartă denumirea de histerezisul proprietăţilor . Aşa spre exemplu valorile vâscozităţii şi conductibilităţii electrice la răcire sunt de regulă mai mari decât la încălzirea anterioară; iar valorile densităţii, obţinute la răcire, pot fi mai mici decât cele măsurate la încălzirea anterioară.
Cauza poate să fie legată de starea de neenchilibru microscopic a topiturilor care este legată de o anumită durată de reorganizare a ordinii apropiate şi de anumite durate de omogenizare a temepraturii. Este posibil ca şi conţinutul diferitelor impurităţi metalice să fie variabil în timp datorită vaporizării ( ex. arseniului, bismutului, telurului, etc.). Pot avea loc procese de oxidare în timp şi absorbţie de gaze.
► Fenomenele ce au loc în topitură se desfăşoară cu o anumită viteză, care la rândul ei depinde de mai mulţi factori, între care compoziţia chimică şi temperatura joacă un rol important. În vecinătatea echilibrului această viteză este mică, deoarece forţele termodinamice care generează modificările sunt mici.
Fenomenul de menţinere , mai mult sau mai puţin îndelungată a stării de neechilibru este legată de menţinerea în timp a modificărilor structurale, fenomen care este denumit memoria structurală .
În condiţii normale de temperatură, presiune, câmp gravitaţional, câmp magnetic, procesele de revenire a structurii la starea iniţială de echilibru au loc extrem de lent, dar au loc. Dacă schimbăm însă un parametru, de exemplu temperatura, viteza transformărilor creşte, procesul devine sesizabil într-un timp scurt.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU9

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL II
PROPRIETĂŢILE TOPITURILOR METALICE
Proprietăţile topiturilor metalice pot fi grupate astfel:1. Proprietăţi tehnologice, (fluiditatea sau capacitatea de curgere, vâscozitatea, densitatea,
tensiunea superficială, compresibilitatea).2. Proprietăţi fizice (conductivitatea electrică, conductivitatea termică).3. Proprietăţi termodinamice ( activitatea şi coeficientul de activitate, proprietăţile termice
parţial şi integral molare, coeficienţii de interacţiune). Proprietăţi cum sunt: densitatea, vâscozitatea, tensiunea superficială, conductivitatea electrică fiind caracteristici sensibile la structură, ne furnizează date importante legate de structura topiturii.
2.1. FLUIDITATEA
Fluiditatea topiturii metalice este una din proprietăţile cele mai importante a a cesteia, având în vedere că de aceasta depinde obţinerea formei produsului rezultat în urma solidificării.
Fluiditatea este definită prin: ► capacitatea de curgere a aliajului prin canale şi cavitatea formei, exprimată prin durata de umplere , viteza de curgere şi lungimea parcursă în canale şi cavităţile umplute; ► capacitatea de umplere corectă a cavităţii formei cu redarea celor mai fine detalii ale configuraţiei. Fluiditatea fiind o proprietate tehnologică este influenţată de mulţi factori, dintre aceştia cei mai importanţi sunt: - proprietăţile intrinseci ale aliajului cum sunt; intervalul de solidificare, modul decristali-
zare, temperatura de turnare, căldura latentă de cristalizare, căldura specifică, conductivitatea termică, vâscozitatea, tensiunea superficială, puritatea aliajului(conţinutul de impurităţi şi de gaze);
- proprietăţile materialului formei, - conductivitatea materialului formei, - difuzivitatea, capacitatea de acumulare
a căldurii;- condiţiile de turnare - geometria cavităţii formei, presiunea
hidraulică; presiunea exterioară aplicată asupra aliajului.
Aceşti factori influenţează interacţiunea termică, mecanică şi chimică care are loc permanent între aliajul care curge şi pereţii formei, cu care vine în contact. Aprecierea corectă a influenţei unui factor asupra fluidităţii poate fi făcută numai în condiţiile în care valoarea celorlalţi factori este menţinută constantă. Cea mai mare influenţă asupra fluidităţii o are intervalul de solidificare a aliajului. Cu cât intervalul de solidificare este
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 2.1. Temepratura din intervalul de solidificare până la care aliajul curge.
10

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
mai mare, cu atât fluiditatea este mai mică. Cea mai mare fluiditate o au metalele pure, aliajele eutectice şi compuşii chimic.
Aliajul curge atâta timp cât este în stare lichidă şi o perioadă după ce a apărut solidificarea, vezi linia întreruptă in figura 2.1. Această linie poartă denumirea de linia curgerii zero deoarece sub temperatura respectivă aliajul nu mai curge.
Temperatura de turnare a aliajului influenţează fluiditatea în sensul că, cu creşterea acesteia creşte fluiditatea. Cu cât căldura specifică şi densitatea aliajului sunt mai mari, cu atât fluiditatea va fi mai mare.
Difuzivitatea termică a aliajului (a = λ/Cpρ) influenţează în sensul că, cu cât aceasta este mai mare cu atât fluiditatea va fi mai mică.
Căldura latentă de cristalizare ( de topire) influenţează în sensul creşterii fluidităţii. Vâscozitatea determină viteza de curgere laminară, aceasta intrând în criteriul adimensional
a lui Reynolds; (2.1)
în care: v este viteza de curgere liniară; d - diametrul hidraulic; ν - vâscozitatea cinematică;η - vâscozitatea dinamică.
Influenţa vâscozităţii asupra fluidităţii rezultă din ecuaţia curgerii laminare şi fluiditatea
aliajului , este invers proporţională cu vâscozitatea cinematica (f = ).
Tensiunea superficială influenţează fluiditatea prin aceea că umectează sau nu umectează peretele canalului perin care curge aliajul. Aliajele care umectează peretele formei au capacitate mai mare de umplere a cavităţii formei, deci au o fluiditate mai bună.
Influenţa materialului formei se manifestă prin capacitatea acestuia de a prelua căldura de la aliajul lichid şi de a o transmite.
Cu cât capacitatea formei de absorbţie a căldurii cedată de aliaj este mai mare, cu atât mai repede scade fluiditatea. Deci cu cât coeficientul de acumulare a căldurii de către formă este mai mare (bf = ), cu atât fluiditatea va fi mai mică.
2.2. DENSITATEA
Cunoaşterea densităţii topiturii metalice prezintă importanţă pentru unele calcule legate de masă, volum, dar mai ales pentru stabilirea funcţiilor termodinamice şi cinetice.
Densitatea reprezintă raportul dintre masă şi volum (kg/ m3 ).În formulele funcţiilor termodinamice şi cinetice se operează cu inversul densităţii, adică,
cu volumul molar, care reprezintă raportul dintre volum şi masa atomică (cm3/ ctg).Unele aliaje binare au o comportare ideală prin aceea că volumul lor molar (Vmol) variază
liniar cu compoziţia, acesta este deci o funcţie liniară de compoziţie. Având în vedere că pentru majoritatea aliajelor lichide volumul molar are abateri foarte
mici de la variaţia liniară cu compoziţia, acesta se poate determina cu ajurtorul regulii aditivităţii volumelor molare ale componenţilor;
(2.2) în care: Xi este o fracţie molară a componentului i; VI volumul molar al componentului i.
În cazul aliajelor binare, formate din componenţi care au proprietăţi fizico- chimice apropiate se respectă Legea VEGARD, adică legea aditivităţii.
(2.3)în care: şi sunt densităţile componentului 1, respectiv 2., puri; şi sunt fracţiile atomice ale componenţilor 1 şi 2.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU11

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
În cazul aliajelor formate din componenţi a căror proprietăţi fizico – chimice se deosebesc, legea aditivităţii nu mai poate fi utilizată pentru determinarea densităţii aliajului, deoarece apar abateri considerabile.
Raportul dintre densitatea şi temepratura metalului este definit ca fiind coeficientul de temeperatură al densităţii (dρ/ dT). La topire pentru un grup de elemente coeficientul de temepratură al densităţii creşte liniar cu temperatura de topire.
Denistatea metalelor lichide este dependentă de temeperatură, aceasta fiind dată de relaţia:
(2.4)în care: şi sunt constante care depind de natura aliajului, t - temepratura în °C. În cazul metalelor de tranziţie, cu strat 3d incomplet, densitatea este dată de relaţia :
(2.5)
în care este densitatea metalului lichid la temperatura absolută de topire (T top ); - coeficientul efectiv de temperatură al densităţii.
Acest coeficient diferă mult de coeficientul real de temperatură al densităţii la o încălzire relativ mică peste Ttop , fiind dat de relaţia:
(2.6)
2.3. VÂSCOZITATEA
Vâscozitatea este proprietatea fluidelor de a se opune deformărilor (mişcărilor) care nu constituie reduceri ale volumului lor, prin dezvoltarea unor eforturi unitare. Vâscozitatea este deci rezistenţa opusă de fluid la curgere când se acţionează cu o forţă exterioară . Această proprietate se manifestă numai la fluidele în mişcare şi exprimă frecarea interioară dintre straturile de fluid care se deplasează cu viteze diferite.
Definirea vâscozităţii poate fi făcută astfel: între forţa aplicată , (notată cu ε ) ce acţionează pe unitate de suprafaţă, care determină deplasarea relativă a două straturi adiacente de fluid şi gradientul vitezei perpendicular pe direcţia forţei aplicate (dU/dz), există o proporţionalitate, factorul de proporţionalitate (η ) fiind coeficientul de vâscozitate sau vâscozitatea dinamică.
(2.7.)
Relaţia (2.7) este expresia matematică a legii lui Newton enunţată mai sus. STOKES a definit raportul dintre vâscozitatea dinamică şi densitatea fluidului ca fiind
vâscozitatea cinematică:
, în cm2 /s (2.8.)
Vâscozitatea cinematică a metalelor şi aliajelor la temepratura de turnare este practic mai mică decât cea a apei la temperatura ambiantă, astfel se explică fluiditatea ridicată a lor. O relaţie semiempirică a stabilit ANDRADE pentru vâscozitatea dinamică a metalelor lichide la temperatura de topire:
η = (2.9)
în care : B este o constantă; M – masa atomică; V - volumul atomic;Variaţia vâscozităţii cu temperatura pentru toate metalele se supune legii lui ANDRADE:
η1/3 = A sau η1/3 = A (2.10)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU12

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
în care: A şi C sunt constante caracteristice metalelor; EV = R(C/V) este energia de activare a curgerii vâscoase.
Variaţia energiei de activare în funcţie de temepratura de topire (Ttop ) este dată de relaţia: Log (2.11)
În tabelul 2.1 sunt date valori ale vâscozităţii şi energiei de activare.
Tabelul 2.1 Vâscozitatea metalelor lichide la temperatura de topire şi energiile de activare EV la curgerea vâscoasă după [2]
Metal ΗCP
EV
kcalMetal η
CPEV
kcalAg 3,88 5,3 Li 0,55 1,33
Al 1,39 3,95 Mg 1,32 7,3Au 5,38 5,1 Na 0,68 1,25Bi 1,85 1,75 Ni 4,60 9,85Ca 1,22 6,5 Pb 2,61 2,35Cd 2,28 2,25 Pr 2,80 -Ce 2,28 - Pu 5,5 3,07Co 4,49 10,6 Rb 0,60 1,23
Cs 0,60 1,15 Sb 1,48 4, 05
Cu 4,10 7,3 Sn 2,00 1,3Fe 4,95 9,9 Ti 5,2 -Ga 1,70 1,0 Tl 2,64 -Hg 1,88 0,6 V 6,50 7,26In 1,89 1,15 Zn 2,82 3,03K 0,51 1,2 Zr 8,0 -
Observaţie: Elementele alcaline au η < 1 cP Între vâscozitatea cienematică şi volumul atomic există o legătură, precum şi între aceasta şi
entropie. Cu cât este mai mare volumul atomic (V) cu atât vâscozitatea cineamtică este mai mică
(2.12)
în care : K = 4…5 pentru metalele lichide la apropierea temeperaturilor de cristalizare. Volumul atomic mai mare înseamnă distanţe mai mari între atomi, forţe de legătură mai mici şi deci frecări interioare mai slabe, capacitate de curgere mai bună.
Entropia (S) exprimă modul de ordonare a atomilor la trecerea dintr-un sistem în altul.
(2.13)
în care : Ltop este căldura latentă de topire care poate fi calculată cu o anumită aproximaţie, cu ajutorul regulei lui Trouton : Ltop = 9,211 · TTop în [ J/gmol ] (2.14) Cu cât entropia este mai mare , cu atât L top este mai ridicată şi deci diferenţa dintre starea solidă şi cea lichidă este mai mare.
Metalele care au valoarea entropiei mică, posedă o vâscozitate mai mare, din cauză că la topire nu au loc schimbări esenţiale în privinţa ordinei îndepărtată şi apropiată a atomilor.
Deci, cu cât forţele de legătură dintre atomii metalului sau aliajului sunt mai mari, cu atât va creşte vâscozitatea.
În aliajele tehnice diversele elemente pot micşora sau mări vâscozitatea în funcţie de natura forţelor de legătură dintre atomi. Această influenţă se manifestă prin schimbarea densităţii şi a temperaturii de cristalizarea, conform relaţiei:
(2.15)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU13

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
în care: A este o constantă; V - olumul molar; E - energia de activare (80 –120 KJ/atom g) R - constanta lui Boltzmann; T - temperatura absolută.
Elementele care micşorează densitatea înseamnă că măresc volumul molar şi micşorează vâscozitatea la temeperatură constantă.
Vâscozitatea dinamică variază cu temperatura pentru metalele şi aliajele lichide. Această dependenţă se exprimă prin relaţia:
(2.16)
în care: este vâscozitatea la temeperatura de referinţă; - energia de activare a curgerii vâscoase. Deci, cu creşterea temperaturii vâscozitatea scade. Pentru aliajele lichide binare, care se apropie de aliajele ideale, vâscozitatea aliajului se poate determina cu relaţia:
(2.17) în care: sânt fracţiile molare ale componenţilor 1 şi 2; - vâscozităţile componenţilor.
Vâscozitatea este influenţată şi de impurităţile existente în metale şi aliaje.
2.4. TENSIUNEA SUPERFICIALĂ Tensiunea superficială este una din proprietăţile topiturii metalice, care depinde de alte două proprietăţi, de coeziune şi de adeziune.
La scară atomică fenomenul poate fi privit astfel: dacă atomii sau moleculeledin interiorul unei substanţe se găsesc la distanţe suficient de mici, atunci fiecare dintre aceştia este înconjurat de un câmp de forţe, care formează un sistem echivalent cu zero. Forţele respective sunt forţe de coeziune , acestea purtând denumirea de forţe Van der Waals.
Pentru a despărţii atomii sau sau moleculele de acelaşi tip, unele de altele trebuie să se consume un lucru mecanic, acesta poartă denumirea de lucru mecanic de coeziune. Forţa care se opune despărţirii atomilor sau moleculelor substanţei respective raportată la lungime poartă denumirea de tensiune superficială (σ ).
În cazul lichidelor, la vaporizare are loc distrugerea coeziunii, mărirea energiei de coeziune fiind egală cu căldura latentă de vaporizare (Lv). În cazul solidelor distrugerea coeziunii are loc în procesul de sublimare şi deci mărimea energiei de coeziune este egală cu căldura de sublimare.
Adeziunea este forţa de atracţie dintre atomi sau molecule care se găsesc în faze diferite. Aceasta se caracterizează prin lucrul mecanic ce trebuie efectuat pentru separarea celor două faze.în contact cu suprafaţa de contact unitară.
Explicarea naturii tensiunii superficiale în cazul metalelor şi aliajelor necesită o mai mare aprofundare a fenomenului,. Astfel, când două faze, de exemplu un lichid şi un gaz sunt în contact direct, între ele se formează un strat de separaţie foarte subţire , strat care se numeşte interfaţă. sau interfază sau fază de separaţie. Proprietăţile interfeţei diferă de cele ale fazelor în contact. Suprafaţa aceasta nu poate fi privită ca o suprafaţă geometrică. În această suprafaţă numărul de atomi şi funcţii de distribuţie a stării lor energetice se schimbă continuu, de la valoarea pe care o au în topitură, până la cea pe care o au în afara topiturii. În timp ce atomii părăsesc suprafaţa, pătrunzând în lichid sau evaporându-se în exteriorul acestuia, alţi atomi îi înlocuiesc. Timpul de staţionare al atomilor la suprafaţa lichidului este foarte scurt ( de ordinul microsecundelor), dar este ceva mai lung decât cel de rămânere a atomilor în grupările sibotaxisuri din interiorul lichidului.
La suprafaţa topiturii există şi o mişcare continuă de electroni colectivizaţi, care tind să iasă în mediul înconjurător, dar ionii pozitivi îi trag înapoi , în interiorul topiturii.
Rezultă deci că metalele topite sunt acoperite la suprafaţă de un strat subţire de lichid cu sarcini negative, sub care se află la o adâncime de ordinul unei raze atomice, un strat compensator
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU14

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
cu sarcini electrice pozitive. Cele două straturi formează împreună un strat dublu , cu o grosime de ordinul razei de interacţiune a unui atom. Acest strat dublu acţionează ca un condesator electric, ca o barieră, care împiedică, cel puţin parţial, ieşirea electronilor din metalul topit.
Un atom aflat în interiorul topiturii, sub stratul dublu, la o distanţă mai mare decât raza de acţiune a forţelor interatomice, este înconjurat de un câmp de forţe, care împreună cu forţele proprii formează un sistem echivalent cu zero. Acesta are un efect de anihilare reciprocă a forţelor de interacţiune dintre atomi, ceea ce le dă posibilitatea mişcării libere, ca şi cum ar exista coeziune între ei.
Se ştie din definirea stării lichide şi gazoasă că, mărimea forţelor de legătură între atomi are valori mai mari în stare lichidă faţă de cea în stare gazoasă ( la gazele perfecte aceste forţe nu mai există).
Deci, forţele de interacţiune dintre atomi aparţinând topiturii şi cei aparţinând gazului de la interfaţă, vor fi incomparabil mai mici decât forţele de interacţiune dintre atomii de la suprafaţa lichidului şi cei din interiorul lichidului. Dacă se consideră un atom punctiform (N) la o adâncime (X) mai mică decât raza sferei de acţiune a forţelor interatomice (r ), figura 2.2., toţi atomii aflaţi în sectoarele ABFE şi EGF vor atrage în jos atomul N, în timp ce atomii aflaţi în sectoarele ABCD şi CHD vor atrage atomul N în sus.
H Gaz
C D
N A B B
E F
Lichid
G
Fig. 2.2. Reprezentarea schematică a stratului dublu Q, între faza lichidă şi cea gazoasă
şi care exercită o apăsare asupra acestuia, apăsare care raportată la unitatea de suprafaţă reprezintă presiunea internă a lichidului.
Din punct de vedere fizic între presiunea internă a lichidului şi presiunea gazului nu există nici o diferenţă, diferă doar ordinul de mărime al acestora. În timp ce presiunea gazului în vecinătatea stării ideale este de câteva zecimi de atmosferă, presiunea internă a lichidului este de ordinul a atm.
Energia existentă între cele două suprafeţe de contact ale fazelor diferite poartă denumirea de energie Gibbs iar variaţia acesteia la temperatură şi presiune constantă , raportată la unitatea de suprafaţă dintre cele două faze poartă denumirea de tensiune superficială interfacială sau tensiune Gibbs.
Consecinţa faptului că, atracţia atomilor de la suprafaţa topiturii metalice produce forţe îndreptate înspre interiorul acesteia, este aceia că energia liberă superficială este mai mare decât cea din interior. Dacă nu ar exista acest surplus de energie, suprafaţa de separaţie nu ar fi stabilă,
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
N r R
Q
x
Sectoarele ABCD şi ABFE fiind egale, se poate admite că acţiunea atomilor conţinuţi.în acestea se anulează reciproc astfel încât atomul N este atras numai în jos,în interiorul lichidului de către atomii aflaţi în sectorul EGF din cauză că forţele de interacţiune dintre atomii din lichid sunt mult mai mari decât cele dintre atomii din sectorul CDH a gazului. Reiese deci că rezultanta a forţelor de acţiune între atomii din lichid şi din gaz şi atomul N este îndreptată în spre interiorul lichidului, fiind normală la suprafaţa de separaţie. Cum la suprafaţa aparentă a lichidului se găseşte un număr foarte mare de atomi N, asupra acestora acţionând rezultante R ale forţelor de interacţiune, normale la suprafaţă, şi îndreptate înspre interiorul lichidului, acestea acţionează ca o membrană elastică, care înconjoară lichidul
15

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
s-ar dezintegra la cea mai mică fluctuaţie a stării energetice, cele două faze în contact s-ar dispersa una în alta.
Pentru formarea unei suprafeţe trebuie să se consume un lucru mecanic necesar aducerii atomilor din interiorul lichidului pe suprafaţă, tot la fel ca pentru creşterea unei suprafeţe (de exemplu prin divizarea volumului de lichid) este necesar să se consume un lucru mecanic.
Consumându-se un lucru mecanic se diminuează energia liberă de suprafaţă.Dacă notăm cu (σ) forţa generalizată , corespunzătoare suprafeţei (S), lucrul mecanic (dW)
necesar modificării izotermice a ariei suprafeţei va fi: dW = - σ · dS (2.18)Pe de altă altă parte acest lucru mecanic este egal cu scăderea energiei libere a suprafeţei
(-dE, variaţia energiei Gibbs), deci: dE = σ · dS (2.19)
sau σ = (2.20)
Aceasta (σ ) este denumită tensiunea superficială - interfacială sau tensiune superficială Gibbs, care reprezintă energia liberă a unităţii de suprafaţă la temperatură şi presiune constantă, ni fiind numărul de moli ai stratului superficial.
Dacă exprimăm lucrul mecanic consumat pentru mărirea suprafeţei cu (dS), ca fiind forţa cu care acţionează (dF) ori deplasarea (dℓ), atunci;
dW = dF · dℓ = – dE = – σ · dS (2.21) şi dS = dℓ·dℓ atunci din relaţia (2.20.) putem scrie ;
σ = = = [N/m] (2.22)
Aceasta reprezintă o altă modalitate de exprimare a tensiunii superficiale, ea fiind forţa tangentă la suprafaţă, raportată la lungime.
Pentru ca un sistem să fie în echilibru trebuie ca energia sa liberă să fie minimă. În cazul unui volum dat care poate să aibă diferite valori ale suprafeţei, cea mai mică valoare fiind cea a suprafeţei sferice, deoarece tensiunea superficială este constantă, energia liberă va lua şi ea diferite valori, ea va fi minimă dacă suprafaţa de separaţia a volumului dat va fi minimă. Această proprietate explică de ce picăturile de lichid într-un gaz tind să ia forma sferică, aceasta având suprafaţa de separaţie cea mai mică. Aceaşi proprietate explică şi tendinţa particulelor mici de lichid pe o suprafaţă solidă de a-şi micşora suprafaţa.
Lichidele pure, compuse din atomi sau molecule identice au în general o tensiune superficială constantă, care se stabileşte foarte rapid după formarea suprafeţei (după cca. 0,001 secunde). În cazul lichidelor compuse, pentru a se ajunge la echilibru, este necesar să treacă un interval de timp mai mare.
Putem deci vorbi de existenţa unei valori statice şi unei valori dinamice a tensiunii superficiale. Valoarea statică corespunde stării de echilibru între fazele în contact, iar valoarea dinamică corespunde unui moment oarecare, îniante de a se fi ajuns la starea de echilibru.
Este necesar să mai facem deosebirea între tensiunea superficială dintre două faze în echilibru şi tensiunea superficială absolută a fiecărei faze.
Tensiunea superficială a unei faze se defineşte ca fiind tensiunea superficială la suprafaţa fazei respective în vid, pe când tesniunea superficială a interfeţei fazei respective în contact cu altă fază (de exemplu tensiunea superficială a lichidului în contact cu vaporii săi) este tensiunea interfacială.
Tensiunea superficială interfacială (σί ), la limita de separaţie între un lichid şi vaporii săi, aflaţi în echilibru este egală cu diferenţa dintre tensiunea superficială absolută a lichidului (σℓ) şi cea a vaporilor săi (σv); σί = σℓ – σv (2.23)
Cunoscând valorile lui (σί ) şi ( σℓ) putem determina tensiunea superficială absolută a lichidului (σv).
Acelaşi lucru se poate afirma în cazul general, când avem două faze în echilibru, în contact A şi B (solid – lichid; solid – gaz; lichid – gaz; lichid – lichid; solid – solid; gaz – gaz);_____________________________________________________________________ Teză de doctorat_
Ing. Cătălin ŞUŞU16

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
σί AB = σ A – σB (2.24) La temperatura critică de vaporizare completă a lichidului σί = 0, deoarece suprafaţa de
separaţie a dispărut şi deci σℓ = σv.La temperaturi obişnuite (σί ) şi (σℓ) sunt foarte apropiate ca valori dar la temeperaturi mai
ridicate valorile lor diferă mult.În cazul a două lichide în contact tensiunea interfacială lichid – lichid nu se stabileşte
instantaneu, din cauză că echilibru între cele două lichide se va stabili numai după ce se vor forma cele două soluţii saturate. Uneori sunt necesare zile întregi pentru stabilirea acestui echilibru. În cazul sistemului lichid – gaz tensiunea superficială interfacială se stabilizează numai când încetează dizolvarea gazului în lichid. Acelaşi fenomen se întâmplă şi la limita de separaţie între cristalul ce se formează în topitură.
Tensiunea superficială interfacială scade cu temepratura, devenind nulă la temperatura critică, când dispare suprafaţa de sepraţie, aşa cum arată relaţia stabilită de Eőtvós:
(2.25)
Ecuaţia este dedusă astfel din reprezentarea grafică a variaţiei tensiunii superficiale a metalelor pure cu temeperatura, figura 2.3., plecând de la temeperatura de topire (T top) căreia îi corespunde tensiunea superficială ( ) putem scrie ecuaţia dreptei din figură. σ
σtop
Tcr
Ttop T’c r T Fig. 2.3. Variaţia lui σ cu temeperatura T
pentru metale pure
Dacă înmulţim membrii ecuaţiei (2.28.) cu aşa numita “suprafaţă molară” care convenţional se ia egală cu V2/3 (V fiind volumul molar al lichidului) obţinem energia liberă superficială molară:
σM (2.29)
şi notând se obţine relaţia (2.25). Constanta (kE) reprezintă variaţia de entropie pentru creşterea unei suprafeţe molare (V2/3). Această constantă este egală pentru toate lichidele
.Începând cu temperaturi de 4….7 grade sub temperaturi absolute critice (Tcr ) tensiunea
superficială numai variază liniar cu temepratura.În cazul unor aliaje lichide tensiunea superficială creşte cu temperatura până la o anumită
valoare după care scade.Pe lângă temperatură tensiunea superficială este influenţată şi de alţi factori, între care:
gradul de dispersie, natura fazelor, presiunea şi raza de curbură a suprafeţei.Tensiunea superficială variază cu gradul de dispersie, respectiv cu suprafaţa specifică a
fazei dispersate, prin suprafaţa specifică înţelegând raportul dintre suprafaţei fazei şi volumul ei.Cu cât suprafaţa specifică a fazei dispersate este mai mare cu atât se manifestă mai puternic
proprietăţile superficiale.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
(2.26) pentru T = T’c r ; σ = 0, deci (2.27) şi înlocuind pe σtop din relaţia (2.27) în relaţia (2.28) obţinem:
(2.28.)
în care este panta dreptei = – ; - temperatura
absolută alichidului; - temperatura absolută, critică a lichidului. Cum este constantă pentru un metal pur, rezultă că ( ) scade cu creşterea temperaturii ( )
17

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Când dispersia depăşeşte o anumită limită, tensiunea superficială începe să scadă, iar când se ajunge la dispersia moleculară tensiunea superficială tinde spre zero.
O suprafaţă specifică se poate obţine prin dispersarea fazei sau a substanţei respective sau prin inocularea într-un lichid a unor particule foarte fine, precum şi prin alte mijloace.
Suprafaţă specifică mare găsim şi la corpurile poroase care prezintă o mare importanţă în fenomenele de filtrare a lichidelor.
Tensiunea superficială depinde şi de natura fazelor în contact, adică de volumul lor molar, de polaritatea moleculelor, de natura legăturilor dintre particulele lichidului, de densitatea fazelor.
O dată cu scăderea densităţii fazei respective scade şi tensiunea superficială.Tensiunea superficială a soluţiilor diferă de cea a metalelor pure prin faptul că stratul
superficial (interfaza) are o compoziţie diferită de straturile interioare ale soluţiei.Influenţa presiunii şi a razei de curbură se explică astfel:Se consideră două fluide în echilibru mecanic, separate printr-o interfaţă. Suprafaţa de
separaţie dintre două fluide poate să ia la un momentdat orice formă, de la suprafaţa plană până la cea sferică.
Condiţia de echilibru mecanic în feicare punct al suprafeţei este dată de ecuaţia LAPLACE.
ΔP = P2 - P1 = ± σ · ( ) (2.30)
în care: P2 este presiunea ce se exercită din exterior asupra lichidului; P1 - presiunea interioară a lichidului; R1 şi R2 sunt razele de curbură a secţiunilor normale duse prin punctul de suprafaţă de
separaţie. Pentru suprafaţa sferică R1 = R2 = R şi ΔP = (2.31)
Pentru suprafaţa plană R1 - R2 = şi ΔP = 0În cazul când două faze în echilibru mecanic sunt separate printr-o interfaţă de curbură C =
, ΔP poate fi considerată ca diferenţa de presiune care se exercită asupra interfeţei dinspre
faza A (PA) şi cea dinspre faza B (PB). Relaţai lui Laplance poate fi scrisă astfel.
PA – PB =
(2.32.) unde: σί este tensiunea superficială interfacială. Pentru suprafeţe sferice relaţia (2.32.) devine:
PA – PB = (2.33)
Relaţia (2.33.) este cunoscută sub deenumirea de relaţia lui KELVIN. Pe lângă diferenţa de presiune (ΔP ), determinată de curbura suprafeţei, asupra fiecărui
punct al suprafeţei de separaţie a două faze, acţionează şi presiunea hidrostatică. Dacă într-un anumit punct al suprafeţei de separaţie diferenţa de presiune este Δ PO (datorată razei de curbură), la un alt punct situat la înălţimea h, diferenţa de presiune va fi:
ΔPh = ΔP O + γ · h = ΔPO + g · h (ρA – ρB ) (2.34)în care: γ este greutatea specifică a fazei care apasă în punctul dat; ρA şi ρB - densităţile celor două faze A şi B.
Introducând relaţia (2.34.) şi (2.32.) se obţine :
ΔPh = PA – PB + g · h (ρA - ρB ) = σί (2.35)
Atât din relaţia lui Kelvin (2.33) cât şi din relaţia (2.35) rezultă că tensiunea superficială interfacială depinde de presiunea ce se exercită din cele două faze, de presiunea de poziţionare hidrostatică şi de razele de curbură ale suprafeţei interfaciale.
Pentru sistemele liniare tensiunea superficală poate fi exprimată cu relaţia: σ = σ o - D(p - po ) + (p – po )2 (2.36)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU18

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
în care: σ o este tensiunea superficială la presiunea po (de exemplu la presiunea atmosferică): D şi C - constante pozitive şi specifice pentru fiecare sistem în parte.Conform ecuaţiei (2.36.) la presiuni nu prea mari tensiunea superficială scade liniar cu
creşterea presiunii. Dacă luăm în considerare trei suprafeţe care se intersectează şi care separă trei faze, într-un punct al intersecţiei (M) acţionează tensiunile superficiale interfaciale, figura 2. 4.
La echilibru trebuie satisfăcută condiţia: σ 1+ σ2 + σ3 = 0 (2.37) care este cunoscută sub numele de legea triunghiului lui Neumann.
O importanţă practică deosebită o prezintă fenomenul de umectare de către topitură a suprafeţelor solide. Dacă punem o picătură de toptură metalică pe o suprafaţă a unui solid, aceasta poate să ia forma arătată în figura 2.5 a, b, c.
În punctul de întâlnire a celor trei faze acţionează tensiunile superficiale σsg, , σmg , σms , care la echilibru trebuie să respecte legea lui Neumann.
Unghiul dintre σ mg
şi σms poartă denumirea de unghi de umectare θ.
La echilibru mecanic trebuie deci să avem: σsg - σ ms - σ mg · cosθ = 0 (2.38.) sau
σ mg · cosθ = σsg - σ ms sau cosθ= (2.39)
Rezultă că unghiul de umectare θ nu depinde de mărimea picăturii de lichid, ci numai de natura suprafeţei de separaţie.
Din ecuaţia (2.39) rezultă următoarele;Dacă σsg > σ ms, cosθ < 0 şi θ > 90º lichidul nu umectează bine suprafaţa solidă, umectarea
total incompletă este atunci când θ = 180º şi cosθ = -1.Când θ < 90º are loc o bună umectare iar când θ = 0 umectarea este completă, picătura de
lichid se întinde pe suprafaţa solidului.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 2.5. Formele pe care poate să le ia picătura de metal lichid pe suprafaţa solidului
Fig. 2.4. Modul de acţiune a tensiunilor interfazice şi de compunere a lor
19

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
2.5. CONDUCTIBILITATEA TERMICĂ
Conductibilitatea termică a metalelor şi aliajelor este proprietatea de a conduce căldura. Transportul de căldură în metale şi aliaje are loc prin intermediul electronilor şi fononilor.
Conductivitatea termică este dată de suma transportului de căldură prin intermediul electronilor şi fononilor. K=Ke + Kf (2.40)în care: K este conductivitatea termică, în W/m· K; Ke - componenta electronică a conductibilităţii; Kf - componenta fononică (componenta de reţea);
Conductivitatea termică a metalelor variază cu temperatura. La temepraturi mai mari sau egale cu temperatura Debye predomină componenta electronică, iar la temperaturi mai joase predomină componenta prin fononi.
Variaţia conductivităţii termice cu temperatura la valori mai mici decât temperatura Debye(T < θo) poate fi exprimată cu relaţia: K = ( α · T n + β/T) –1 (2.41.)în care: α, β şi n sunt constante pentru fiecare metal dat.
Conductivitatea termică prezintă pentru toate metalele un maxim, care este situat la temperaturi joase. La topire, cu excepţia câtorva metale (Fe, Bi, Sb, Te), conductivitatea scade, scăderea fiind bruscă. Spre exemplificare în figura 2.6 sunt prezentate variaţiile condcutivităţii termice cu temperatura , pentru Al, Fe, Na, după [ 2 ]
2.6. CONDUCTIBILITATEA ELECTRICĂ
Conductibilitatea electrică, reprezentând inversul rezistivităţii, poate fi exprimată prin relaţia;
γ = , în [1/Ω · m] (2.42)
în care γ este conductivitatea electrică, în 1/Ωm; ρ - rezistivitatea electrică, Ωm, care se compune din ρ = ρo + ρί; ρo - rezistivitatea reziduală datorită defectelorde reţea şi impurităţilor; ρί - rezistivitatea intrinsecă.Rezistivitatea ρo nu depinde de temperatură, în timp ce ρί depinde de temepartură.Rezistivitatea electrică creşte cu temepratura. La topire pentru majoritatea metalelor ρo
creşte de 1,5 – 2 ori. Dependenţa rezistivităţii de temeperatură este dată de relaţia: ρt = ρo ( 1+α • t) (2.43)
în care: α este un coeficent de temperatură al rezistivităţii electricee, aceasta fiind mai mic pentru metalele lichide decât pentru solide. În absenţa câmpului magnetic şi la presiune normală atmosferică, peste temperatura Debye. ρ = a + bT – CT2 (2.44)în care: a, b şi c sunt constante caractersitice petnru fiecare element. Între conductibilitatea electrică, cea termică şi cea electrică la temperaturi înalte seutilizează aşa numita funcţie Lorentz : K/(γT) =1/3 · π 2 · (K/℮)2 = 2,45 · 10-8 [WΩ/grd] (2.45) în care: K este constanta lui Bolzmann; e - sarcina electronului.
Pentru metalele lichide MOTT a propus relaţia simplă între rezistivitatea în stare lichidă şi cea din stare solidă;
ρℓ /ρs = exp. (0,33 · Δ St ) (2.46)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 2.6. Variaţia conductivităţii termice a Al, Na şi Fe cu temperatura
20

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
în care : Δ St este variaţia entropiei la topire, în cal/mol · grad. Majoritatea metalelor, cu excepţia Bi, Ga,Hg, Sb,Sn,respectă relaţia MOTT cu unele erori, care pot merge până la 30% .
Rezistivitatea electrică este influenţată de impurităţile din topitură, de elementele de aliere şi de cantitatea acelora. O ilustrare a acestei influenţe este redată în figura 2.7.
Între variaţia rezistivităţii electrice şi caracteristicile diagramelor de echilibru există o legătură, aceasta este determinată de faptul că rezistivitatea electrică este funcţie de compoziţie. În soluţii solide binare, la solubilităţi nelimitatate pe izoterma solubilităţii electrice apare un maxim la 50% at. Maxime mai apar şi pe aliajele cu componenţi polivalenţi (Mg – Pb ; Mg – Sn, Mg – Sb etc. ca şi pe aliajele elementelor monovalente (Ag – Au, Na- K)
2.7. PROPRIETĂŢI TERMODINAMICE
Aceste proprietăţi se referă la mărimile care pot fi reliefate şi care pun în evidenţă aceste proprietăţi ale topiturilor metalice:
- activitatea şi coeficientul de activitate;- prorpietăţile termice parţial şi integral molare;- coeficienţii de interacţiune.
În privinţa topiturilor metalice sunt foarte importante procesele şi reacţiile fizico- chimice care pot avea loc. Pentru ca aceste procese şi reacţii să decurgă în condiţii optime, în sensul dorit, este necesar să se cunoască modalităţile care trebuiesc create pentru aceasta. Creerea condiţiilor necesare presupune însă cunoaşterea echilibrului reacţiilor respective, care este caracterizat prin valoarea constantei de echilibru, prin valoarea activităţilor componenţilor sistemului sau a coeficienţilor de activitate, precum şi a factorilor care influenţează echilibrul.
Dacă într-un sistem dat compoziţia se modifică în timp fie datorită unui schimb de substanţă cu mediul exterior sitemului, fie din cauza unor reacţii chimice, funcţiile termodinamice vor depinde nu numai de temperatură, presiune sau volum, ci şi de compoziţie.
Entalpia liberă a unui sistem este definită pruin relaţia: G = f ( T, p, n1, n 2, ….nI ) (2.47)
G fiind o funcţie de stare şi având o diferenţială totală exactă, rezultă:
dG = ( )p· nj · dT + ( )T,nj · dP + Σ ( )T,p,nj·dni (2.48)
respectiv: dG = – S·dT + V· dP + ( )T,p,nj · dni (2.49)
Derivata potenţialelor termodinamice cu numărul de moli poartă denumirea de potenţial
chimic: ( )T,p,nj = ( )T,V,nj = μ I (2.50)
În general utilizăm notaţiile: = ; = ; i = μi – μıº = R· T ln aI ;
în care : este entalpia liberă molară; - energie liberă molară; i - variaţia entalpiei libere molară parţială a componentului (potenţial chimic μi ); μI - potenţialul chimic al componentului c.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 2.7. Variaţia rezistivităţii aluminiului lichid cu conţinutul de elemente de aliere şi de impurităţi endogene după [ 2 ]
21

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
μıº - potenţialul chimic al stării de referinţă; ai - activitatea în soluţie a constituientului i. Entalpia liberă parţial molară de amestec (ΔGI ) poate fi determinată experimental pe baza tensiuni de vapori a metalului i în soluţie (dacă faza gazoasă a elementului are comportare ideală)
i=R·T· ln
(2.51) în care: pi este presiunea parţială a vaporilor metalului I deasupra soluţiei; p presiunea parţială a vaporilor metalului în stare pură
Activitatea constituentă i în soluţie se poate calcula cu relaţia: = - Δ SI T + Δ HI = R T ln aI (2.52)
în care Δ SI - este entropia parţială molară a componentului I în soluţie în raport cu constituentul pur la temperatura T ; Δ HI - entalpia parţial molară a componentului I în soluţie în raport cu constituientul pur la temperatura T; R - constanta universală a gazelor.
Dacă se cunosc valorile lui Δ HI şi Δ SI funcţie de temperatură şi de compoziţia soluţiei se poate stabili valoarea lui şi activitatea în soluţie a componentului i. Coeficientul de activitate se poate calcula cu una din relaţiile:
γI = (2.53.), ƒI = (2.54)în care: γI şi ƒI sunt coeficienţii de activitate care măsoară abaterile de la idealitate şi au volume diferite de unitate γI ; ƒI 1; αI - activitatea componentului i care mai este numită şi activitatea Raoult; hI – activitatea componentului i, care mai este numită şi activitatea lui Henry
Activitatea Raoult se utilizează când în calitate de stare standard se adoptă starea metalului pur. Activitatea Henry se utlizrază atunci când în calitate de stare standard se foloseşte cea a unei soluţii diluate având concentraţia 1% masă.
Stările standard ale metalului pur şi ale soluţiei, activităţile şi coeficienţii de activitate sunt reprezentaţi în figura 2.8.În figură punctul A reprezintă starea standard a elementului pur (M) dizolvat, la temperatură constantă. Dacă soluţia a r fi ideală aM = xM. Variaţia energiei libere parţial – molare a elementului dizolvat (M) la transferul acestuia în soluţie este dată de relaţia
M = (2.55)
Cum = 0 deoarece starea standard
şi starea de bază sunt identice, R T ln χM este
variaţia lui ., iar termenul R T ln
reprezintă corecţia pentru soluţia reală.Din figură se observă că este mai mic
decât 1, < 1 şi deci M este mai negativ
decât . Aceasta ne indică o mai mare
stabilitate a soluţiei reale de M în Me, decât o soluţie ideală de M în Me. Pentru calculul activităţii şi a coeficientului de activitate, folosind date ale proprietăţilor termice
ale soluţiilor, se folosesc ecuaţia (2.52) şi ecuaţia (2.56):
= Δ I - = ln (2.56)_____________________________________________________________________ Teză de doctorat_
Ing. Cătălin ŞUŞU
Fig. 2.8. Activităţile metalului de bază Me şi a elementului M care formează o soluţie cu abatere
negativă de la idealitate, după [ 2 ]
22

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
în care: ΔG este energia liberă parţial - molară de exces, care reprezintă contribuţia la I
rezultată din abaterea soluţiei de la comportarea ideală; - entropia parţial – molară de excees. Deci, cunoscând valorile I ; Δ I; Δ SI ; ΔG pentru o temperatură dată (constantă) şi ale
fracţiei molare XI se pot calcula valorile activităţii aI şi a coeficientului de activitate . În cazul concentraţiilor mici activitatea componentului i poate fi considerată egală cu
fracţia molară sau cu procentele de masă ale acestuia. În acest caz se poate recurge la caracteristicile termice pentru starea standard ipotetică (% i) care se calculează cu expresiile:
= R T ln (2.57) şi
( %I) = R T ln (2.58)
în care : MS şi MI sunt masele atomice ale solventului respectiv ale elementului dizolvat; - coefi-cientul de activitate al soluţiei standard 1% marcată cu punctul B pe figura 2.8.
2.8. COEFICIENŢII DE INTERACŢIUNE
O metodă de organizare a datelor termodinamice ale soluţiilor diluate cu ajutorul coeficienţilor de interacţiune a fos tpropusă de cercetătorul Wagner, care a propus dezvoltarea în serie Taylor a energiei libere parţial- molare de exces pentru a exprima logaritmul lui . Cu ajutorul valorilor coeficenţilor de activitate calculate prin această metodă se obţin date privind coeficientul de interacţiune în soluţii diluate la care XI < 0,1.
Pentru o soluţie dilaută, constituită din substanţele i, j, k, într-un solvent comun, neglijând termeni de ordin superior din dezvoltarea în serie Taylor, coeficientul de activitate al componentului i se obţine cu relaţia:
ln = ln + XI ( ) + Xj ( ) + Xk ( ) (2.59)
Notând: = (2.60)
şi = ; = (2.61)Aceştia fiind numiţi coeficienţi de interacţiune , în care indicele ( j ) arată influenţa
acestuia asupra coeficientului de activitate al componentului cu indice inferior ( i ).
Introducând (2.60.) şi (2.61.) în (2.59.) se obţine:
ln = ln + XI + Xj + Xk (2.62)
În ecuaţia (2.62.) = lim , XI tinzând către 0 (xI 0)
Dacă soluţia componentului (I) în soleventul (B) se supune legii lui Henry pentru un
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU23

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
domeniu restrâns al concetraţiei, atunci este constant pe acel domeniu şi =
= 0Utilizând ecuaţia Gibbs + Duhem se poate arăta că:
= (2.63)Relaţia (2.65) ne permite să rdeterminăm valorile lui din datele activităţii. Astfel,
valorile lui se determină din datele sistemului binar (I - s), iar valorile din datele experimentale ale sistemului ternar (i + j + s)
În cazul soluţiilor diluate se poate utiliza starea ipotetică a soluţiei cu 1% masă substanţă
dizolvată. Prin dezvoltarea în serie Taylor a logaritmului coeficientului de activitate se obţine:Log fi = (%I) + (%j) + (%k) (2.64)
f i fiind coeficientul de activitate pentru starea standard de 1% mas.
(fi = ) , , , sunt parametri de interacţiune.
În ecuaţia (2.64.) termenul log fi nu apare deoarece la diluţie infinită fi = 1.
Parametrul de interacţiune poate fi scris astfel;
= ( ) %k = 0; %I şi %j 0 (2.65)
Se poate scrie şi relaţia de legătură între:
şi = (2.66)
în care MI şi Mj sunt masele atomice ale componenţilor i respectiv j.
Relaţia dintre cei doi coeficienţi de interacţiune poate fi scrisă şi astfel :
= (2.67)
Ms fiind masa solventului (s).
În tabelul 2.1 sunt prezentate valorile coeficienţilor de interacţiune pentru diferite elemente dizolvate în aluminiul lichid.
Tabelul 2.1.Coeficienţi de interacţiune pentru diferite elemente în aluminiu lichid.[2 ]
I J Temperatura K i j Temperatura K
Ag Ag -3,1 1273 Sn Sn 6,0 1100Cu H Vezi 973 - 1273 Zn Zn -0,9 1100
H Cu 39,0 973 Zn Si 2,2 963 – 1053H Cu 1,6 1073 Li Sn - 16,0 949H Cu 20,1 1173 Na Si - 12 973H Cu 4,3 1273 Mg Si - 9 973 - 1073H H 0 973 – 1273 Sn Pb - 1,5 973 - 1073H Si 11,5 973 H Ce -100 800H Si 6,2 1073 H Cu 15 700 – 800H Si 4,2 1173 H Cr - 1 800 – 900
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU24

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
H Si 1,8 1273 H Fe - 1 800 – 900Si H Vezi 973 – 1273 H Mg - 2 700 – 800
Cd Cd - 5,0 1373 H Mn 27 800Cu Cu 2,2 1373 H Ni 19 700 – 800Ga Ga - 0,3 1023 H Th - 20 800 - 900Ge In +3,0 1200 H Ti - 42 800 – 900In Mg -4,5 1173 H Si 7,1 700 – 800Mg Si 3,0 1073 H Sn 0,6 800 – 900 Si 16,0 1100
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU25

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL III
INCLUZIUNI ÎN TOPITURILE METALICE
Incluziunile din topiturile metalice, indiferent de natura lor, compoziţia, forma dimensiunile şi distribuţia lor, sunt dăunătoare pentru proprietăţile mecanice, fizice şi chimice ale pieselor rezultate în urma turnării şi solidificării.
3.1. CLASIFICAREA INCLUZIUNILOR
Clasificarea incluziunilor din topiturile metalice poate fi făcută după următoarele: natura lor; geneză, morfologi, structură, compoziţie, formă, plasticitat, mărime şi distribuţie.
După natura lor incluziunile sunt: metalice, nemetalice şi gazoase. Incluziunile sau impurităţile nemetalice sunt constituite din elemente metalice, care
prezente în topitura metalului de bază sau aliaje peste anumite limite duc la înrăutăţirea unor proprietăţi mecanice, fizice sau chimice ale produselor rezultate în urma turnării şi solidificării topiturii.
Incluziunile sau impurităţile nemetalice sunt particule de materiale nemetalice provenite din încărcătură şi din procesele tehnologice de elaborare şi turnare.
Incluziunile gazoase reprezintă gaze dizolvate în topiturile metalice, aşa numite gaze datorate topiturii metalice şi gaze provenite din afara topiturii, antrenate în timpul elaborării şi turnării.
După geneză sau provenienţă incluziunile se împart în două grupuri principale: iuncluziuni endogene şi incluziuni exogene.
Incluziunile endogene se formează ca rezultat al reacţiilor ce au loc în topitura metalică, fie în timpul dezoxidării şi alierii, ca rezultat al elementelor introduse, fie ca rezultat al procesului de solidificare. Ele sunt compuse în general din oxizi, sulfuri, nitruri, etc.
Incluziunile exogene provin din afara topiturii metalice ca urmare a contactului şi interacţiunii acesteia cu zgura, cu materialele refractare ale agregatelor termice, cu căptuşeala oalelor de turnare şi cu materialele formelor în care se toarnă.
Aceste incluziuni sunt de o mare varietate chimică şi ele se pot distinge uşor de incluziunile endogene datorită următoarelor caracteristici : prezenţă sporadică şi localizări în anumite zone ale piesei turnate; dimensiuni mai mari; structură complexă şi forme neregulate.
După morfologie, structură şi compoziţie principalele incluziuni nemetalice sunt: oxizii, silicaţii, sulfurile, nitrurile carburile, compuşii floruraţi, hidrurile, etc. Această clasificare permite stabilirea originei şi provenienţei, descrierea proceselor fizico-chimice prin care apar şi stabilirea unor direcţii de acţiune în scopul prevenirii formării şi eliminării lor din topitura metalică.
După formă incluziunile nemetalice pot să fie: de formă geometrică regulată (globulare, pătrate, hexagonale, octoedrice), de formă geometrică neregulată ( alungite, peliculare).
După plasticitate incluziunile nemetalice pot fi fragile şi plastice. Cele fragile se fărmiţează la deformarea plastică, apărând sub formă de particule cu contur neregulat, distribuite în şiruri discontinue. Cele plastice se alungesc la deformare, apărând sub formă alungită, filiforme şi fuziforme.
După mărime incluziunile nemetalice sunt: microspcopice, macroscopice şi submicroscopice
După distribuţie incluziunile nemetalice pot să fie:singulare, aglomerate în grup sau în lanţuir, intercristaline peliculare, intercristaline cuprinse în interiorul cristalului.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU26

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
3.2. INCLUZIUNI ÎN METALE ŞI ALIAJE
Având în vedere tema tezei mă voi referi la incluziunile care pot să apară în aluminiu şi aliajele sale.
În aluminiu şi aliajele sale sunt considerate incluziuni metalice următoarele: Fe, Pb, Sn, Cd, Bi, Sb, As. Aceste elemente în afară de arsen sunt însă considerate şi elemente de aliere pentru unele aliaje de aluminiu. Aşa de exemplu, stibiul este modificator pentru aluminiu şi siluminuri. În aliajele antifricţiune se regăsesc staniul, plumbul şi stibiul. În aliajele Al – Mg bismutul contribuie la eliminarea efectului negativ al sodiului şi duce la îmbunătăţirea proprietăţilor mecanice în urma tratamentului termic, ca urmare a formării compusului Bi2Mg3. Cadmiul în aliajele de Al – Si şi Al – Cu duce la îmbunătăţirea plasticităţii şi a rezistenţei la fluaj.
Fierul este practic insolubil în aluminiu solid dar la 655 °C se dizolvă în topitură până la 0,052%. Fierul formează compuşi cum sunt: FeAl3(Fe3Al7); α (Fe2 Al8), când este rpezent simultan siliciul cu fierul (această fază precipită direct din lichid); faza δ(FeSi2 Al4 ) şi faza γ (FeSi Al3 ) sunt faze care duc la micşorarea plasticităţii, aluminiul devenind fragil.
Staniul se separă la marginea grăunţilor de aluminiu sub formă de eutectic uşor fuzibil (staniu aproape pur) şi reduce foarte mult prelucrabilitatea.
Bismutul fiind aproape nemiscibil formează pelicule uşor fuzibile la limita grăunţilor. Arsenul, stibiul, seleniul şi telurul formează cu aluminiul compuşi chimici care duc la
creşterea fragilităţii. În aliajele Al – Cu magneziul micşorează fluiditatea. În cazul aliajelor Al – Mg, fierul, cuprul şi siliciul reduc mult plasticitatea iar curprul
înrăutăţeşte şi stabilitatea la coroziune. La adaosuri de mangan se formează faze intermetalice (Al6 Mn; Al FeSiMn; etc) greu solubile.
În tabelul 3.1. sunt redate conţinuturile de impurităţi metalice admise în principalele aliaje de aluminiu folosite în turnătorie. Datele provin din fişele aflate în [11]. Tabelul 3.1 Conţinutul maxim de impurităţi metalice admise în principalele mărci de aliaje de Al folosite în turnătorie
Aliaje folosite în turnătorie 0
Impurităţi metalice, %max.Fe Si Mn Zn Cu Ni Pb Sn Ti Mg Altele 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11.
ATCu4 1,2 1,6 0,6 1,1 - 0,3 0,3 - total 0,5ATCu4Ti 0,3- 0,4 0,3 0,1 0,1 - 0,05 - 0,03 -fiecare 0,05
- total 0,15ATCu4MgTi 0,5 0,4 0,15 0,2 - 0,1 0,05 0,05 - - -fiecare 0,05
- total 0,20ATCu4 TiMg 0,3- 0,4 0,3 0,1 0,1 - 0,05 - - -fiecare 0,05
- total 0,15ATCu4Si 1,10 - 0,50 0,50 - 0,05 0,05 0,05 0,20 0,05 -fiecare 0,05
- total 0,20ATCu4Si4 1,40 - 2,00 - 0,50 0,50 - total 0,50ATCu4Ni2M 0,80 0,80 0,60 0,20 - - 0,05 0,05 0,25 - -fiecare 0,05
- total 0,20ATCu5Si3 1,00 - - 2,00 - 0,30 0,30 0,40 0,15 - -fiecare 0,05
- total 0,15ATCu6 0,80 0,90 0,60 1,50 - 0,20 0,10 0,10 0,15 0,15ATCu6Si5 1,60 - 0,90 0,90 - 0,25 - -fiecare 0,05
- total 0,15ATCu8 0,80 1,10 0,60 0,60 - 0,20 0,05 0,10 0,20 0,20 -fiecare 0,10
- total 0,50ATCu10Mg 1,10 2,10 0,60 0,90 - 0,50 0,20 0,10 0,20 - -fiecare 0,05
- total 0,20
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU27

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
ATSi2Mg 0,60 - - 0,20 0,10 0,05 0,05 0,05 0,20 - -fiecare 0,05- total 0,25
0 1 2 3 4 5 6 7 8 9 10 11ATSi4 0,90 - 0,70 0,40 0,20 0,10 0,10 0,10 0,25 0,15 -fiecare 0,05
- total 0,20ATSi4Mg 0,70 - - 0,20 0,10 0,05 0,10 0,05 0,30 - -fiecare 0,05
- total 0,20ATSi5Cu1 0,80 - 0,60 0,60 - 0,30 0,20 0,10 0,15 - -fiecare 0,05
- total 0,20ATSi5Cu2 1,40 - 0,60 - 0,30 0,20 0,10 0,20 - -fiecare 0,05
- total 0,30ATSi6Cu4 1,40 - - 2,00 - 0,30 0,20 0,10 0,20 - -fiecare 0,05
- total 0,15ATSi6Cu3 1,5(0,9 - - 0,70 - 0,50 0,30 0,10 0,20 0,50 -fiecare 0,05
- total 0,15ATSi7Cu2 1,00 - - 1,20 - 0,30 0,20 0,20 0,20 - - total 0,40ATSi7Mg 0,60 - 0,60 0,40 0,20 0,05 0,05 0,05 - - fiecare 0,05
- total 0,20ATSi7MgCu 1,40 - 0,60 0,60 - 0,30 - - total 0,40
ATSi7Cu3 0,80 - - 1,20 - 0,30 0,20 0,10 0,15 - -fiecare 0,05- total 0,15
ATSi8Cu3 1.10 - 1,10 - 0,30 0,20 0,10 0,15 - -fiecare 0,05- total 0,15
ATSi8Cu2 1,00 - - - - 0,50 0,30 0,10 0,20 0,15 -fiecare 0,05- total 0,15
ATSi8Cu3Ni 1,30 - 0,50 0,50 - - 0,20 0,20, 0,20 0,50 - total 0,40ATSi8Cu3Fe 1,40 - 0,50 1,20 - 0,30 0,20 0,10 0,20 0,20 -fiecare 0,05
- total 0,60ATSi9 1,40 - 0,10 0,50 0,60 0,10 0,10 0,10 0,20 - -fiecare 0,10
- total 0,40ATSi9Cu3Mg 0,90 - 0,50 1,00 - 0,50 0,20 0,20 0,15 - -fiecare 0,10
- total 0,50ATSi10Mg 0,70 - - 0,30 0,10 0,10 0,05 0,05 0,20 - -fiecare 0,05
- total 0,20ATSi10Mg(Cu
0,60 - - 0,20 0,20 0,10 0,15 - -fiecare 0,05- total 0,15
ATSi10Cu4 1,40 - 0,50 0,30 - 0,50 0,20 0,35 0,20 0,10 - total 0,40ATSi10Cu3Mg 0,90 - - 1,00 - 0,60 0,05 0,05 0,25 - -fiecare 0,05
- total 0,40ATSi10(Cu) 1,20 - - 0,40 0,40 0,30 0,20 0,10 0,20 - -fiecare 0,05
- total 0,15ATSi12 0,80 - - 0,20 0,10 0,10 0,05 0,05 0,20 0,10 -fiecare 0,05
- total 0,20ATSi12Fe 1,40 - 0,30 0,50 0,50 0,50 0,10 0,05 0,20 0,10 -fiecare 0,05
- total 0,30ATSi12(Cu) 0,80 - - 0,50 1,00 0,20 0,10 0,01 0,15 0,30 -fiecare 0,05
- total 0,15ATSi12CuMgNi
0,80 - - 0,20 - - 0,05 0,05 - - -fiecare 0,05- total 0,20
ATSi12CuNi 0,70 - 0,20 0,20 - - 0,20 -fiecare 0,05- total 0,15
ATSi18CuMgNi
0,60 - - 0,30 - - 0,05 0,05 - - -fiecare 0,05- total 0,20
ATSMg3 O,5(0,4)
- - 0,10 0,05(0,03)
- - -fiecare 0,05- total 0,15
ATMg3Si 0,60 - - 0,20 0,10 0,05 0,05 0,02 0,20 -fiecare 0,05- total 0,20
ATMg5 0,5 (0,4) - - 0,10 0,05(0,03)
- - -fiecare 0,05- total 0,15
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU28

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
0.ATMg6Fe1
1.1,10
2.0,80
3.0,60
4.0,30
5.0,15
6. 0,05
7.0,05
8.0,05
9.0,20
10. -
11.-fiecare 0,05- total 0,35
ATPMg8(Cu) 1,2(0,6)
- - 0,40 0,20 0,20 -
-fiecare 0,05- total 0,15
ATPMg9 0, 6 (0,4)
- - 0,10 0,05(0,03)
0,15 - -fiecare 0,05- total 0,15
ATMgSi 1,10 - 0,30 0,10 0,10 0,10 0,05 0,05 0,20 - -fiecare 0,05- total 0,30
ATMg10 0,30(0,20)
0,30 - 0,10 0,05(0,03)
0,05 0,05 - - -fiecare 0,05- total 0,15
ATZn5Mg 0,20 0,30 0,40 - 0,40 0,05 0,05 0,05 - - -fiecare 0,05- total 0,20
ATZn10Si7 0,90 - 0,50 - 0,60 0,05 0,05 0,05 0,10 - -fiecare 0,05- total 0,25
Obs. Valorile din paranteză se referă la conţinutul în bloc.
În aliajele de aluminiu apar şi incluziuni nemetalice, cum sunt: oxidul de aluminiu Al 2O3 , suboxidul de aluminiu Al2O; carbura de aluminiu Al4C3, Al4OC.
La 900 °C azotul formează cu aluminul nitrura de aluminiu AlN. Calciul, natriul şi magneziul măresc mult viteza de oxidare datorită formării compuşilor oxidici 3CaAl2O3, Na2OAl2O3, MgOAl2O3. În aliajele Al – Mg poate apare compusul MgAl204 (spinel). Mai pot apare Al2MgO particule sub formă de trunchi de piramidă, AlB2, AlB12, TiAl3, Zr – Al3 etc.
Incluziunile nemetalice trebuiesc eliminate în zgură deoarece acestea micşorează fluiditatea, măresc porozitatea internă, reduc rezistenţa la rupere, ductilitatea şi rezistenţa la oboseală, înrăutăţesc prelucrabilitatea şi finisarea suprafeţelor. Cu cât incluziunile sunt mai grobe, cu atât efectul lor este mai mare, acţionând ca şi concentratori de tensiune.
3.3. INTERACŢIUNEA TOPITURILOR METALICE CU GAZELE
Majoritatea metalelor şi aliajelor în stare topită interacţionează cu gazele (cu hidrogenul, oxigenul, azotul, vaporii de apă, monoxidul şi bioxidul de carbon, hidrocarburile , etc.)
La interacţiunea gazelor cu topiturile metalice se formează soluţii, combinaţii chimice şi amestecuri mecanice.
Mecanismul de pătrundere a gazelor în topituri metalice este condiţionat direct de fenomenul de absorbţie şi dizolvare.
În ce priveşte absorbţia aceasta se realizează prin etapele:- difuzia gazului la suprafaţa topiturii;- reacţia chimică cu suprafaţa topiturii; - difuzia gazului în topitura metalică. Desorbţia gazelor din topitură se produce tot în trei etape, în ordinea inversă absorbţiei.În privinţa dizolvării gazelor aceasta este condiţionată direct de adsorbţie şi difuzie,
adsorbţia poate să fie fizică sau chimică.Gazul adsorbit în stare atomică poate pătrunde în interiorul topiturii prin difuzie , difuzie
coordonată de legile lui Fick.
3.3.1. INTERACŢIUNEA TOPITURII METALICE CU HIDROGENUL
Hidrogenul este un gaz total nedorit în metale şi aliajele acestora deoarece provoacă şi apariţia unor defecte, cum sunt suflurile şi fulgii de hidrogen.
Hidrogenul este absorbit de către metale şi aliajele acestora din umiditate, hidrocarburile existente în atmosfera agregatului de elaborare, din umezeala existentă în zidăria agregatului , din căptuşeala oalei de turnare , a jgheabului, a pereţilor formei de turnare.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU29

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Hidrogenul mai poate fi introdus prin încărcătura metalică, prin materialele introduse în baia metalică, prin materialele de acoperire a băii metalice ( fondanţii utilizaţi) şi prin sculele utilizate la amestecarea băii.
Aluminiul, cuprul, fierul nichelul, magneziul, etc., formează soluţii cu hidrogenul. Dizolvarea hidrogenului în aceste metale are loc printr-o reacţie endotermă, vceea ce înseamnă că, cu creşterea temperaturii, creşte cantitatea de hidrogen dizolvată.
Solubilitatea hidrogenului în aluminiu creşte cu temperatura la presiunea atmosferică după [ 2] astfel:
La 660 °C 0,036 cm3/100g (în stare solidă); 0, 69 cm3/100g (în stare lichidă) 700 °C 0,92 cm3/100g 800 °C 1,67 cm3/100g 900 °C 2,70 cm3
1 000 °C 3,90 cm3/100g.Pentru ca să se atingă însă echilibrul în sistemul aluminiu – hidrogen este necesară o
anumită durată. Astfel, la 800 °C echilibrul se stabileşte după cca. 16 minute, iar la 1 000 °C doar după un minut. Starea de saturaţie totală cu hidrogen se atinge însă după un număr mare de ore.
Solubilitatea hidrogenului în topiturile metalice multicomponente poate fi determinată cu relaţia:
după [2] (3.1)
în care: este solubilitatea hidrogenului în aliajul multicomponent, la presiunea
= 0,101 MPa, în cm3/100g aliaj; - solubilitatea hidrogenului în metalul solvent la
temperatura dată şi la = 0,101Mpa, în cm3/g aliaj; - parametru de interacţiune ternară la
temperatura dată şi la =0,101 MPa; - conţinutul de element de aliere, în % masice.
Influenţa alierii aluminiului cu siliciu şi cupru asupra solubilităţii hidrogenului este prezentată în figura 3.1.
În aliajele de Al – Mg solubilitatea hidrogenului creşte cu creşterea conţinutului de magneziu până la 6%, după care începe să scadă. Alierea aluminiului cu metale care formează hidruri (Ti, Na, Li, Ca, Be, K, Zr, etc) duce la creşterea bruscă a solubilităţii hidrogenului, absorbţia de hidrogen fiind mai mare la grupa de metale în care dizolvarea este cu reacţie exotermă, hidrogenul dizolvându-se interstiţial sau cu formare de hidruri.Ecuaţia după care are loc dizolvarea hidrogenului în metale şi aliaje este:
↔ 2[ H ] (3.2)Solubilitatea hidrogenului este dată de legea luiSieverts:
(3.3)
Constanta de echilibru fiind:
(3.4)
Mecanismul de absorbţie este considerat a fi următorul:- molecula de hidrogen fie că este adsorbită la suprafaţa băii metalice, fie în atmosfera de
deasupra băii, la o temperatură şi presiune date există o anumită tensiune de disociere a moleculei în atomi, după reacţia H2 → 2H;
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 3.1. Influenţa unor elemente de aliere (Ma) asupra solubilităţii
hidrogenului în aluminiu, după [2]
30

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
- atomii rezultaţi sunt adsorbiţi pe suprafaţa băii metalice;- atomii adsorbiţi difuzează în baia metalică.Aici se impune următoarea observaţie; disocierea moleculei de hidrogen având loc la
temperatură ridicată, cu absorbţia unei cantităţi mari de căldură (disocierea la presiunea atmosferică se realizează la peste 1727 °C), la temperatura existentă deasupra topiturii metalice , cantitatea de hidrogen disociat este redusă. Practic aliajele nu se pot satura cu hidrogen din atmosferă. Sursa principală de hidrogen atomic este umiditatea care poate proveni din căptuşeala cuptorului, din hidroxizi, din materialele încărcăturii umede, etc.
Prin interacţiunea topiturii de aluminiu spre exemplu cu umiditatea se formează oxizi şi hidrogen atomic, conform reacţiei;
2Al + 3H2O = Al2O3 + 6 [ H ] (3.5)Alumina formată impurifică topitura care se saturează cu gaze, ducând la creşterea tendinţei
de a forma porozităţi. Hidrogenul atomic format se dizolvă în aliaj. Umiditatea din atmosferă este deasemenea o sursă pentru obţinerea hidrogenului atomic.
Această umiditate variază în funcţie de starea generală a atmosferei şi de anotimp.O altă sursă de hidrogen atomic o constituie hidrocarburile din atmosfera agregatelor
încălzite cu flacără precum şi cele introduse odată cu încărcătura (vopsele, unsori, uleiuri, mase plastice).
Influenţa presiunii parţiale a hidrogenului asupra solubilităţii este redată de legea Henry care se aplică presiunilor mici şi medii:
(3.6)
în care: este solubilitatea (cantitatea de hidrogen dizolvată în moli);
- presiunea parţială a hidrogenului; n - exponent egal cu ½ când gazul se dizolvă în
atomi, aşa cum este cazul hidrogenului. Când dizolvarea se realizează printr-o reacţie endotermă, căldura de dizolvare are o valoare
pozitivă şi solubilitatea creşte cu temperatura. Când reacţia este un proces exoterm solubilitatea creşte cu micşorarea temepraturii. În acest caz nu apar probleme cu separarea hidrogenului în timpul răcirii. În cazul reacţiei endoterme (cum este cazul aluminiului) la scăderea temepraturii scaded şi solubilitatea hidrogenului şi apar probleme în aliaj, legate în special de formarea incluziunilor gazoase ( a suflurilor). Această concluzie rezultă din interpretarea relaţiei
(3.7)
în care: Ed este căldura de dizolvare, în J/mol,; C - o constantă care ţine seama de natura gazului şi a metalului lichid; K - constanta gazelo, în J/mol · grad;T - temperatură, în K.
3.3.2. INTERACŢIUNEA TOPITURILOR METALICE CU OXIGENUL
Oxigenul pătrunde în topitura metalică prin reacţie chimică. Oxigenul reacţionează cu elementele din baia metalică şi formează oxizi solubili (FeO, Cu2O, SO2 ) şi insolubili în topitură.
Unele metale au afinitate mare pentru oxigen cum sunt: magneziul, aluminiul, titanul, siliciul, beriliul, sodiul, etc.
Reacţia de oxidare a metalelor este exotermă: 2Me +O2 = 2MeO + Q (3.8)
în care Me este metalul iar Q căldura degajată.La metale lichide pure singurul element care se dizolvă în soluţie este oxigenul. În cazul
când există o solubilitate semnificativă, concentraţia creşte mult la interfaţă, ceea ce influenţează viteza de difuzie a oxigenului în metal. Concentraţia oxigenului în metalul lichid poate să crească până la saturaţie.
În cazul metalelor impure sau a aliajelor lichide , gradientul de concentraţie în zona dintre cele două faze lichid – gaz oxidant este diferit de cel care apare la metalele pure, viteza de oxidare _____________________________________________________________________ Teză de doctorat_
Ing. Cătălin ŞUŞU31

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
în această zonă fiind determinată în principal de difuzie. Un rol important pot însă să aibă curenţii de convecţie, deoarece stratul de lichid din vecinătatea suprafeţei interfazice fiind în general imobil, difuzia prin ele este lentă. Prin convecţie forţată se accelerează amestecarea şi difuzia.
La oxidarea aluminiului se formează un film compus din particule cristaline de Al2O3, cu mărime cuprinsă între 200 – 300 Ǻ. La oxidarea aluminiului şi aliajelor sale pot să apară şi grupări mari de Al2O3, fie izolate, fie asociate cu pelicule (filme) de Al2O3.
La contactul majorităţii metaleor cu oxigenul se formează compuşi la suprafaţa acestora . Procesul începe cu formarea peliculelor de oxid, continuă cu creşterea stratului şi cu formarea zgurei.
Conţinutul de oxigen dizolvat în metale depinde de durata oxidării şi de regimul termic. Astfel, la temperaturi joase interacţiunea metalelor cu oxigenul respectă adesea o lege logaritmică sau invers logartimică. La temperaturi medii dependenţa este cubică sau liniară, iar la temperaturi înalte şi presiuni mari ale oxigenului dependenţa este parabolică.
În cazul dependenţei liniare creşterea în greutate datorită interacţiunii metalului cu oxigenul Δm poate fi exprimată prin relaţia empirică: (3.9)
iar fluxul de difuzie este; J = (3.10) În cazul dependenţei parabolice (3.11)
iar fluxul de difuzie este :
J = (3.12)
În cazul dependenţei logaritmice: (3.13) iar fluxul de difuzie este:
J = (3.14)
În cazul dependenţei invers logaritmice
(3.15)
şi J = (3.16)
În cazul dependeţei cubice (3.17)
şi J = (3.18)
în care: sunt constantele vitezei reacţiei liniară, parabolică, logaritmică, invers logaritmică şi cubică; t - durata , în s.
În cazul aliajelor oxigenul poate să interacţioneze cu unul sau mai mulţi componenţi ai acestuia putându-se forma diferite faze.
Procesul de formare al oxizilor la suprafaţa topiturii depinde într-un grad însemnat de natura compuşilor care se formează. Unii din oxizii formaţi manifestă o conducţie electronică totală sau parţială, transportul sarcinii în stratul de zgură fiind datorat deplasării electronilor (conducţie de tip n) sau a golurilor (conducţie de tip p). Viteza de oxidare este determinată de redistribuirea cationilor sau anionilor, fiind caracterizată de constanta de formare a zgurii KZ. Constanta KZ
depinde de presiune şi temperatură, fiind influenţată de defectele de structură ale stratului de oxid şi de tensiunea de disociere a oxizilor., când stratul de oxid MeO este cu conducţie electronică,
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU32

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
adică de tip n, KZ practic nu depinde de presiuna parţială a oxigenului , defectele de structură realizându-se pe seama vacanţelor de oxigen.
În cazul stratului de oxid cu conducţie prin goluri, adică de tip p, constanta KZ depinde de
, n fiind mai mare sau egal cu 2 (n ≥ 2).
În cazul metalelor care practic nu dizolvă oxigen în stare lichidă, cum sunt: Al, Mg, Zn, Sn, Pb, Cd, etc., la interacţiunea cu oxigenul se formează pelicule de oxizi la suprafaţă care apoi se pot dispersa în topitură.
Oxidarea aluminiului aliat cu cupru, zinc şi mangan practic nu este influenţată de aceestea, dar calciul şi magneziul măresc mult viteza de oxidare a aluminiului.
Deci, interacţiunea majorităţii metalelor neferoase cu oxigenul, chiar la durate scurte, duce la formarea compuşilor oxidici la suprafaţa topiturii, procesul începând cu formarea unor pelicule care apoi cresc şi în final se formează zgura.
Oxigenul dizolvat în baia metalică poate fi eliminat prin dezoxidare, oxizii formaţi şi cei antrenaţi în topitură pot fi îndepărtaţi prin rafinare, decantare sau filtrare.
3.3.3. INTERACŢIUNEA TOPITURILOR METALICE CU AZOTUL
Mecanismul de pătrundere a azotului în topiturile metalice este asemănător cu cel al hidrogenului (disociere N2 ↔2N, adsorbţie, difuzie).
Dizolvarea azotului în metalele topite se supune legilor dizolvării elementelor care formează soluţii de substituţie.
Cantitatea de azot dizolvată este mai mare în metalele care au densitate mare de împachetare ( hexagonală, cubică cu feţe centrate) faţă de cele cu reţea cubică cu volum centrat. La creşterea numărului atomic al elementelor solubilitatea azotului scade (cobalt, nichel, cupru).
Azotul nu se dizolvă în Al şi aliajele sale, dar la 900 °C formează aşa cum s-a mai spus , nitrura AlN cu reţea hexagonală care poate rămâne în topitură ca incluziune solidă.
Cea mai mare afinitate pentru azot o are cromul, zirconiul, titanul şi aluminiul.Litiul formând cu azotul nitrurile Li3N şi LiN3 poate fi folosit ca absorbant al azotului,
având rol de degazare la elaborarea aliajelor de aluminiu şi a altor aliaje.Beriliul formează cu azotul nitrurile: BeN şi Be3N2.Titanul formează nitrurile TiN şi Ti2N.Nitruri formează şi calciul (CaN6, Ca3N4, Ca3N2), zirconiul (ZrN), niobiul (NbN, Nb2N)
Tantalul (Ta3N2, TaN, Ta4N5, Ta2N, Ta5N6, Ta3N5)
3.3.4. INTERACŢIUNEA TOPITURILOR METALICE CU GAZE COMPLEXE
În atmosfera agregatelor de elaborare se pot afla şi unele gaze complexe cum sunt: vaporii de apă, oxidul şi dioxidul de carbon, metanul, etc.
Interacţiunea cu vaporii de apă se referă practic la aproape toate metalele neferoase. Rezultatul interacţiunii este formarea oxidului elementului respectiv şi degajarea de hidrogen după reacţia:
Me(l) + H2(v) → MeO(S) + {H2}↑ (3.19)
Aluminiul şi magneziul reacţionează cu vaporii de apă, iar hidrogenul degajat se dizolvă în baia metalică. Dacă atmosfera conţine multă umiditate (iarna 3-5 g/m3, vara ajunge la 18 g/m3)pe lângă formarea oxizilor (Al2O3 , MgO, Al2O3 MgO ) se poate produce şi o importantă creştere a cantităţii de hidrogen dizolvat în topitură.
Interacţiunea cu oxidul de carbon
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU33

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Aluminul nu dizolvă nici oxigen şi nici carbon , deci interacţiunea cu CO duce la oxidarea aluminiului şi la apariţia pe suprafaţa topiturii a oxidului şi a carbonului datorită reacţiei:
2Al(l) + 3CO = Al2O3 + 3C. (3.20)În atmosferă de CO se oxidează metalele Al, Mg, Zn, Sn. Deci oxidul de carbon constituie
pentru aceste metale o atmosferă oxidantă, care duce la impurificarea topiturii cu incluziuni oxidice (Al2O3, MgO, ZnO, SnO2)
Interacţiunea cu dioxidul de carbon este descrisă de reacţia: Me +CO2 = MeO +CO (3.21)Drept urmare la topirea metalelor Al, Mg, Zn, Sn în atmosferă de CO2 se produce o
oxidate intensă a topiturii, oxizii formaţi acoperă topitura cu o peliculă insolubilă în topitură.Interacţiunea cu gazul metan (CH4 )Gazul metan poate exista în atmosferă agregatului de elaborare încălzit cu gaze sau
păcură, acesta se poate disocia la temepraturi ridicate conform recţiei; Metanul se poate disocia la temeraturi ridicate conform reacţiei; CH4 → 2H2 + C (3.22)Hidrogenul degajat prin disocierea moleculei poate duce la saturarea topiturii; solubilitate
hidrogenului [H]Me fiind proporţională cu radicalul de ordinul 4 al presiunii.Constanta de echilibru a reacţiei CH → C+ 4[H] este :
(3.23)
de unde (3.24)
Dacă în atmosfera cuptorului se găseşte şi dioxid de sulf (SO2) se poate produce dizolvarea de sulf în topiturile metalelor: Al, Mg, Sn, Bi, Pb, Zn, Cd, conform reacţiei:
2 Me +SO2 = 2MeO + [S]Me. (3.25) În concluzie se pot reţine în legătură cu topiturile aluminiului şi aliajelor sale următoarele:►Impurificare aliajelor de aluminiu cu incluziuni nemetalice are la bază activitatea
chimică a aluminiului şi a altor elemente care intră în componenţa aliajului.►Sursele de impurificare sunt: atmosfera de deasupra topiturii metalicee din agregatul de
elaborare; vaporii de apă din atmosferă, din căptuşeala agregatului şi a oalei de turnare, uleiurile, unsorile, emulsiile, vopselele care pătrund în agregat cu materialele încărcăturii şi oxizii care intră în componenţa căptuşelilor.
► Pelicula de oxid anhidru γ – Al2O3 (stabil până la temepratura de 950 °C) care se formează la suprafaţa băii metalice nu este capabilă să protejeze oxidarea în continuare deoarece posedă o higroscopicitate ridicată . Această peliculă nu poate împiedeca nici pătrunderea hidrogenului în topitură. . În cazul aliajului de aluminiu care conţine magneziu peste 1% pelicula de oxizi de la suprafaţa topiturii creşte rapid deoarece conţine o cantitate mare de oxid al magneziului MgO, magneziu având o afinitate mai mare pentru oxigen decât aluminiul. Această peliculă de oxizi, poroasă, nu este capabilă să protejeze topitura de contactul cu atmosfera şi deci împotriva oxidării.
► La interacţiunea topiturii cu gazele din atmosfera agregatului de elaborare se desfăşoară două procese ca urmare a disocierii unora din gazele respective (H2, N2, H2O, CH4) şi anume: oxidarea suprafeţei topiturii cu formarea de pelicule de oxizi şi dizolvarea de gaze, în special de hidrogen.
► Pentru prevenirea şi limitarea procesului de oxidare este necesar a feri topitura pe cât este posibil de contactul cu umiditatea şi cu alte gaze care eliberează oxigen
Protejarea băii metalice împotriva oxidării şi a dizolvării de hidrogen se poate face prin:- uscarea materialelor introduse în încărcătură (calcinarea acestora);- uscarea fondanţilor folosiţi;
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU34

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
- folosirea unor materiale pentru căptuşeala cuptoarelor şi a oalelor de turnare care să nu conţină oxizi care să reacţioneze cu topitura şi care să nu poată fi uşor erodaţi din căptuşeală;
- sculele folosite la elaborare să fie uscate;- folosirea unor fondanţi de protecţie pe suprafaţa topiturii;- introducerea în topitură a unei cantităţi mici de beriliu (0,01 – 0,07%) care formează pe
suprafaţa topiturii o peliculă de oxid de beriliu – magneziu compactă. În afara impurificării topiturilor metalice în timpul elaborăriia aliajelor există pericolul ca în timpul turnării şi imediat după aceasta să pătrundă gaze în aliajul lichid care să formeze incluziuni nemetalice oxidice şi gazoase. Aceste gaze pot să provină din: ► evaporare apei din amestecul de formare; ► arderea unor substanţe organice; ► dilatarea gazelor conţinute în porii formei şi a miezurilor; ► dezvoltartea unor reacţii gazoase.Pătrunderea acestor gaze în aliajul lichid este posibilă atunci când este îndeplinită condiţia: (3.26)
în care: este presiunea gazelor în porii formei la suprafaţa de contact metal -formă; - presiunea metalostatică în punctul de contact metal – formă considerat;
- presiunea cauzată de forţele capilare.Presiunea metalostatică în fiecare punct de contact metal – formă este dată de relaţia:
(3.27) înălţimea coloanei de lichid deasupra punctului considerat
Presiunea suplimenară care acţionează asupra lichidului este determinată de dilatarea gazelor din formă, aflate deasupra aliajului lichid. Dacă forma este bine aerisită, dacă are o bună permeabilitate la gaze, această presiune este mică, cca. 20...300 N/m2.
(3.28)
în care: este tensiunea superficială a aliajului; r - raza germenului incluziunii de gaz; - unghiul de umectare.
Incluziunile de gaz se formează în porii deschişi ai peretelui formei care sunt totdeauna umpluţi cu gaz.
Incluziunea de gaz devine stabilă şi este capabilă să crească în continuare atunci când raza sa are o valoare critică, mai mică sau cel mult egală cu raza porului în care începe să se formeze:
(3.29)
(3.30)
fiind presiunea critică la care se formează şi creşte incluziunea de gaz.Dacă aliajul umectează peretele formei (unghiul ) în porul formei aliajul ia o formă
concavă şi stabilitatea incluziunii gazoase este determinată de relaţia:
(3.31)
Cu cât unghiul este mai mic cu atât germinarea bulei de gaz are loc mai uşor. Partea frontală a incluziunii gazoase stabilă pătrunde din por în aliaj şi condiţiile de creştere sunt uşurate. La o anumită mărime incluziunea se desprinde de porul în care a germinat şi începe să se formeze o nouă incluziune.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU35

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
În condiţiile în care aliajul nu umectează suprafaţa formei ( 90) în capilar aliajul are o suprafaţă convexă faţă de gazul din por şi presiunea critică a acestui gaz , la care se poate realiza evacuarea incluziunii este:
(3.32)
În cazul suprafeţelor orizontale şi a fazelor omogene unghiul se poate deduce din relaţia :
(3.33)
în care: , sunt tensiunile superficiale între solid – gaz, solid – lichid, lichid – gaz. Cu cât tensiunea superficială între aliajul lichid şi gaz este mai mică, cu atât cos creşte şi
unghiul de umectare scade, condiţiile de germinare şi pătrunderea incluziunii de gaz în aliaj fiind uşurată.
Dacă vâscozitatea aliajului lichid este scăzută şi în acesta nu există curenţi de convecţie atunci mărimea razei incluziunii la desprinderea de peretele formei este dată de relaţia:
(3.34)
în care : sunt greutăţile specifice ale metalului , respectiv a gazului. Incluziunea gazului desprinsă de peretele formei şi pătrunsă în aliajul lichid se mişcă
conform principiului lui Arhimede. În piesa turnată apare incluziunea de gaz atunci când aceasta nu poate fi înlăturată din
aliajul lichid în timpul răcirii şi solidificării. Asupra incluziunii de gaz desprisă de suprafaţa formei acţionează următoarele forţe: ► forţa hidrostatică de ascensiune
(3.35)
Sub acţiunea acestei forţe incluziunea se pune în mişcare spre suprafaţa liberă a lichidului;
► forţa rezistentă datorată vâscozităţii aliajului lichid care este dată de legea Stokes (3.36)
► forţele verticale şi orizontale cauzate de curenţii de convecţie care amestecă incluziunile în volumul aliajului lichid; ► forţele de adeziune care menţin incluziunile la suprafaţa formei , a miezurilor , pe incluziunile de zgură sau pe suprafaţa cristalelor în creştere: ► forţe mecanice cauzate de părţi ale formei, miezuri sau dendrite metalice care împiedică deplasarea incluziunilor.
În funcţie de aceste forţe incluziunile de gaze pot fi îndepărtate din aliajul lichid sau pot fi reţinute , apărând în piesă sub formă de sufluri.
Incluziunile de gaze pătrunse în aliaj îşi măresc volumul datorită temperaturii ridicate, mai are loc difuzia gazelor dizolvate în aliaj în aceste incluziuni, contopirea mai multor incluziuni şi schimbarea formei din sferică în alungită.
Dacă incluziunile gazoase cu dimensiuni mici şi curenţii de convecţie din aliaj sunt neglijabili , viteza de mişcare rezultă din relaţia celor două forţe (3.35) , (3.36):
(3.37)
în care: este vâscozitatea dinamică iar r - raza medie a incluziunii.Dacă incluziunea este mare , viteza se poate calcula cu relaţia:
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU36

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
(3.38)
în care: este un coeficient care ţine seama de rezistenţa opusă de lichidAvând viteza se poate determina timpul care trebuie să se scurgă pentru ca particula
străbată înălţimea coloanei de lichid:
(3.39)
în care: tcr este timpul critic necesar particulei să străbată stratul de lichid; Hm – înălţimea stratului de lichid de deasupra incluziunii; Vm - viteza medie de deplasare a incluziunii de gaz;
Pot exista următoarele situaţii în care incluziunea de gaz părăseşte piesa: ► când la suprafaţa superioară a aliajului încă nu a apărut o pojghiţă solidă; ► când la suprafaţa superioară a apărut o pojghiţă solidă pe care incluziunea de gaz o
poate străpunge; ► când la suprafaţa superioară a apărut o pojghiţă solidă care nu poate fi străpunsă.Condiţia de străpungere a pojghiţei solide este: Fg Fm +R (3.40)
în care: Fg este forţa cu care acţionează incluziunea de gaz asupra crustei solidificate şi care este dată de relaţia:
Fg = r2 p g (3.41) pg fiind presiunea asupra incluziunii de gaz. Fm este forţa care menţine crusta şi este dată de relaţia: Fm = (r + )2 (pm + pc) (3.42) R este rezistenţa crustei la rupere
R = [(r + )2 – r2 ] RrT - grosimea dublă a pojghiţei;
RrT - rezistenţa la rupere a materialului pojghiţei la temperatura ridicată T. Această rezisten-ţă este mică, sub 10 kN/m2
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU37

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL IV
METODE DE DETERMINARE A INCLUZIUNILOR DIN TOPITURILE METALICE
4.1. ANALIZA CANTITATIVĂ A INCLUZIUNILOR NEMETALICE
Pentru a putea determina măsurile care trebuiesc luate în vederea purificării topiturilor metalice este necesară atât o analiză calitativă, cât şi una cantitativă.
Se ştie că incluziunile influenţează negative proprietăţile metalelor şi aliajelor, ori baza ştiinţifică de apreciere a posibilităţilor de utilizare a materialelor metalice o reprezintă gradul de puritate al acestora precum şi natura, forma şi repartiţia impurităţilor în aceste materiale.
Prin analiza calitativă şi cantitativă se urmăreşte să se stabilească caracterisiticile incluziunilor, compoziţia chimică, structura, diagramele de echilibru, cantităţile şi repartiţia, procesele fizico- chimice care stau la baza apariţie lor şi modificările suferite în timpul operaţiilor metalurgice de elaborare, turnare şi solidificare. Numai cunoscând aceste aspecte se poate elabora corect tehnologia de obţinere a produselor metalice în care să se ţină seama de măsurile necesare pentru diminuarea sau trecerea incluziunilor în forme calitative şi cantitative mai puţin dăunătoare.
Metodele şi operaţiile necesare pentru analiza calitativă şi cantitativă a incluziunilor nemetalice sunt redate în schema din figura 4.1.
4.1.1. PRELEVAREA PROBELOR PENTRU ANALIZĂ.
Deosebit de important pentru analiza ce urmează a se efectua este modul de prelevare a probelor. Probele pot fi luate direct din topitură dar şi din piesa turnată . Importantă este mărimea probei şi locul de prelevare. Dacă mărimea probei este prea mică, ea se solidifică rapid şi nu pot avea loc unele reacţii sau procese de sedimentare – decantare. În această situaţie analiza la microscop poate să ducă la rezultate greşite.
Probele trebuie luate în anumite faze ale procesului tehnologic de elaborare, turnare şi solidificare. Acestea pot fi prelevate din topitura aflată în agregatul de elaborare, din jetul de turnare, din oala de turnare, din produsul turnat.
Dimensiunile probelor şi modul de pregătire a lor, precum şi numărul acestora
diferă de la o metodă de analiză la alta, în funcţie de natura incluziunilor.Important este ca probele prelevate în urma analizei să ne dea o imagine cât mai apropiată
de realitatea din produsul obţinut la turnare.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 4.1. Metode şi operaţii pentru identificarea şi analiza incluziunilor nemetalice din metale şi aliaje
38

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
4.1.2. ANALIZA INCLUZIUNILOR NEMETALICE
Analiza prin observare se face cu ochiul liber sau cu ajutorul lupei care măreşte până la 50:1 a probei pregătite corespunzător. Acest tip de analiză se aplică în cazul când controlul trebuie executat rapid.
Analiza microscopică pentru identificarea incluziunilor nemetalice mari şi a aglomerărilor de incluziuni se face pe probe metalografice pregătite corespunzător.
Este deosebit de important ca să se asigure probelor o pregătire a suprafeţei pe care se face analiza, astfel ca prin prelucrare să nu fie influenţată structura. Suprafaţa lustruită trebuie să fie curată, fără urme de atac, particule de praf, impregnări de materiale abrasive, care ar putea introduce erori în aprecierea corectă.
Pregătirea probelor metalografice este reglementată prin standarde adecvate. Probele se prelevează din locurile indicate prin standard sau caietul de sarcini pentru semifabricatul respective.
Analizele chimice constau în separarea incluziunilor nemetalice prin atac chimic selectiv. Incluziunile se separă de masa metalului sau aliajului ,după care acestea sunt analizate calitativ şi cantitativ.
Metodele chimice au dezavantajul că durează mult şi necesită reactivi diverşi. Metodele de analiză chimică şi cea electrochimică ne dau indicaţii numai despre natura chimică şi cantiatea de incluziuni şi prea puţin despre dimensiuni, formă şi structural or. Aceste metode nu se aplică în secţiile de fabricaţie ci doar în laboratoarele de cercetare.
Pe scurt aceste metode pot fi:►Metoda de separare cu folosirea unui ion oxidant, când se foloseşte o soluţie de sare, care
conţine un cation, masa metalică de bază fiind dizolvată iar incluziunile rămân ca precipitat. ►Metoda cu halogen foloseşte soluţii apoase, soluţii alcoolice, cu ajutorul cărora pe cale
chimică sau electrochimică, sub acţiunea halogenilor, se îndepărtează constituienţi metalici.►Metoda acidă constă în dizolvarea probelor în soluţii diluate de acizi minerali. După
dizolvare urmează filtrarea, spălarea, uscarea, cântărirea şi examinarea reziduului. ►Metoda electrochimică constă în dizolvarea şi separarea incluziunilor, care prin metode
adecvate sunt colectate, spălate, uscate şi cântărite. După efectuarea electrolizei depunerea de “mâl” de incluziuni de pe probă se îndepărtează (poate fi folosit în aceest scop un generator de ultrasunete) până când suprafaţa probei devine strălucitoare şi cu luciu, se îndepărtează electrolitul şi din acesta se separă incluziunile prin centrifugare, se strânge la un loc reziduul din cuva de electroliză şi cel rezultat prin centrifugare, se spală cu apă sau alcool metilic, se înlătură lichidul de spălare , se usucă şi se cântăreşte. Procentul de incluziuni oxidice se determină cu relaţia:
(4.1)
Metoda electrochimică este preferabilă metodelor chimice din următoarele motive:- separarea incluziunilor decurge mai uşor controlabil şi mai favorabil comparative cu
metodele chimice;- incluziunile nemetalice îşi păstrează caracteristicile avute în aliaj (culoare, mărime,
formă)- în reziduurile separate se găseşte cea mai mare parte din incluziunile submicroscopiceMetoda electrochimică are dezavantajul că durează mult, de ordinul câtorva zile, de aceea
nici această metodă nu poate fi aplicată în secţiile de producţie ci numai în laboratoarele uzinale şi de cercetare.
Metodele chimice şi electrochimice ,pe lângă analiza calitativă permit şi unele aprecieri cantitative.
Metodele fizice se folosesc de asemenea pentru analiza incluziunilor nemetalicee. Între acestea amintesc:
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU39

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
► Metoda magnetică se foloseşte pentru identificarea macrostructurală a incluziunilor din punct de vedere metalografic dar şi pentru separarea după caracteristicile magnetice a diferitelor incluziuni din reziduul obţinut pe cale chimică.
►Metoda bazată pe variaţia densităţii. Este o metodă complementară de tratare a reziduului de incluziuni separate prin metode chimice. Se foloseşte centrifugarea cu prag de separare a unei soluţii care conţine incluziunile nemetalice. Fracţiunile separate sunt analizate pentru identificarea felului incluziunilor, analiza făcându-se cel mai adesea cu ajutorul difracţiei radiaţiilor X.
►Metoda termodiferenţială în curent de gaz. Această metodă constă în determinarea unor termograme diferenţiale. Se iau cantităţi de 1 - 2 mg din reziduul de incluziuni obţinute pe cale chimică şi un material etalon, care sunt aşezate în nişte compartimente mici, separate între ele. În acestea sunt introduse termocuple conectate la o punte Wheatstone. Urmează încălzirea probelor în condiţii identice. Din cauza reacţiilor exoterme sau endoterme care pot avea loc, termocuplele vor înregistra temperaturile, prin curenţii electrici care iau naştere şi care sunt amplificaţi prin puntea respectivă şi sunt înregistraţi. Se foloseşte un mediu gazos dinamic ( un curent de gaz), care poate fi oxigen, bioxid de carbon, heliu, vapori de apă. Incluziunile nemetalice, carburi, nitruri, sulfuri, carbonitruri, vor reacţiona şi vor produce efecte termice, care sunt înregistrate pe termograme diferenţiale. Se compară vârfurile termogramelor cu cele ale etaloanelor.
4.1.3. ANALIZA MICROSCOPICĂ A INCLUZIUNILOR NEMETALICE.
Această analiză cuprinde următoarele: analiza metalografică, analiza cu microscopul electronic, analiza cu microsonda electronică, microröentgenografia cu radiaţii X şi analiza cu izotopi radioactivi.
Analiza metalografică presupune următoarele: pregătirea probelor metalografice, analiza la microscop fără ca proba să fie atacată cu reactivi în lumină reflectată obişnuit, analiza probelor atacate cu reactivi în lumină obişnuită, în lumină polarizată sau în lumină polarizată cu transmisie. Probele trebuiesc lustruite cu cea mai mare atenţie pentru a nu fi smulse anumite incluziuni şi pentru a nu se produce zgârieturi. Se pot utiliza lustruiri umede sau uscate.
La microscop pot fi observate pe proba neatacată: conturul, numărul şi forma incluziunilor, distribuţia, indicele de reflexie şi culoarea. Se poate măsura microduritatea lor. Pentru identificarea unor tipuri de incluziuni există metode de atac chimic specific. Este necesar în acest caz să se evite dislocarea unora dintre incluziuni, pentru aceasta este indicat să se înceapă atacul cu reactivi cu cea mai scurtă durată de atac şi apoi cu creştere progresivă. La această metodă apar unele dificultăţi legate de incluziunile de dimensiuni mici şi foarte mici.
Pentru analiza metalografică în lumină polarizată este necesară separarea incluziunilor din matricea metalică. Această separare se poate realiza prin mai multe metode. Incluziunile mari pot fi separate mecanic cu scule adecvate acţionate cu ultrasunete. Se pot separa prin metoda secţiunilor subţiri, prin metoda replicilor prin extracţie şi a replicilor de pe supafeţe, prin dizolvare anodică.
Examinarea se poate face şi în lumină polarizată priun transmisie, când spre deosebire de lumina polarizată incidentă, lipsesc reflexiile complexe care complică interperetarea. Prin această metodă se obţin imagini nealterate ale incluziunilor.
Analiza incluziunilor în lumină polarizată şi lumină polarizată prin reflexie permite o identificare a incluziunilor nemetalice, ea este însă insuficientă pentru că nu realizează determinarea caracteristicilor fizico - mecanice şi a trăsăturilor morfologice. De aceea ele trebuiesc completate şi cu alte metode.
Analiza cu ajutorul microscopului electronic este o analiză calitativă a incluziunilor de dimensiuni microscopice şi submicroscopice.
Analiza cu microscopul electronic se poate face prin transmisie, când electronii străbat proba de secţiune subţire sau replica acesteia şi prin reflexie a electronilor sau prin radiaţii secundare.
Prin această metodă se pot obţine informaţii despre morfologia şi structura incluziunii.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU40

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Analiza cu microsonda electronică este o metodă nedistructivă. Metoda este indispensabilă analizei individuale a incluziunilor. Cu ajutorul microsondei electronice se poate determina compoziţia chimică şi se pot identifica incluziunile pe secţiunea cu diametrul de până la 0,2 µm, precizia de măsurare a concentraţiei componenţilor putând merge la valori foarte ridicate.
Microröentgenografia cu raze X şi difracţia cu raze X sunt metode de cercetare care permit obţinerea de informaţii despre compoziţia chimică a incluziunilor nemetalice şi dspre fazele prezente.
Identificarea fazelor şi a tipului de structură se poate face cu ajutorul difracţiei razelor X monocromatice. Metoda este folosită pentru studierea incluziunilor din punct de vedere al fazelor din incluziuni. Drept material de analiză se utilizează reziduurile separate prin dizolvarea anodică, precum şi incluziuni cunoscute pentru comparare. Se foloseşte camera tip Guinier.
Metoda de analiză cu izotopi radioactivi şi indicatori neradioactivi. Se obţin informaţii referitoare la impurităţile exogene şi endogene, la distribuţia acestora în produsul turnat.
4.1.4. ANALIZA CANTITATIVĂ A INCLUZIUNILOR NEMETALI CE
Pentru aprecierea purităţii metalelor şi a aliajelor nu este suficientă analiza calitativă a impurităţilor, pentru că nu ne permite să determinăm influenţa acestor incluziuni asupra proprietăţilor mecanice şi tehnologice.
Identificarea incluziunilor nemetalice şi stabilirea datelor calitative - morfologia, natura endogenă sau exogenă, forma, mărimea, etc. ne permit doar să condiţionăm realizarea tehnologiilor de elaborare, turnare, solidificare şi nu efectul asupra proprietăţilor mecanice şi tehnologice. Pentru a ne putea pronunţa asupra acestui ultim aspect este necesar să luăm în considerare numărul (cantitatea), mărimea, forma, distribuţia şi poziţia incluziunilor.
În aprecierea calităţii unui produs metalic turnat intervine obligatoriu cantitatea de incluziuni nemetalice. În acest scop s-au întocmit punctaje de număr şi dimensiuni pentru diferite produse turnate, peste care produsul nu este admis.
Metodele chimice şi electrochimice dau informaţii atât despre aspectele calitative cât şi cantitative ale incluziunilor nemetalice.
Metodele fizice de evaluare cantitativă a incluziunilor nemetalice sunt:4Metoda de control cu ultrasunete. Această metodă permite depistarea incluziunilor mari. Instalaţii speciale cu imersie şi cu înregistrare pe diagrame sau cu sistem de prelucrare
electronică, permit evaluarea cantitativă a incluziunilor nemetalice mari.4Metoda radiografică utilizează radiaţiile gamma sau razele X. Se obţin indicaţii despre
prezenţa incluziunilor mari, dar şi despre prezenţa fisurilor, poroziutăţilor şi a segregaţiilor. 4Pentru determinarea cantitativă a incluziunilor se folosesc şi metode microscopice. Aceste
metode permit determinarea: numărului de incluziuni cu mărimea de la 1µm la 1mm; distribuţia incluziunilor; fracţiunea de volum a fiecărui tip de incluziune dintr-un câmp de incluziuni.
Se folosesc două metode microscopice: metoda microscopică de numărare şi măsurare a incluziunilor pe cale manuală şi metoda microscopică de măsurare pe cale automată.
Ca metode microscopice sunt utilizate metodele metalografice, metodele cu planşe de referinţă care ţin seama de tipurile de incluziuni şi care nu ţin seama de acestea. Se folosesc planşe etalon sau microfotografii reprezentative, cu care se compară imaginile microscopice ale probelor analizate.
Microscopia electronică permite şi evaluarea cantitativă a incluziunilor microscopice şi submicroscopice cu ajutorul planşelor pentru apecierea cantitativă.
Metodele microscopice de numărare automată sunt cu sisteme de baleaj direct optic, electronic sau ionic. Principiul analizei constă în analiza automată a imaginii prin compararea cu standarde etalon. Informaţia înmagazinată într-o imagine este folosită ca dată de intrare, care apoi este comparată cu standardele sau cu reprezentarea specifică a componentelor informaţionale selectate. Pentru prelucrarea informaţiilor înmagazinate în imaginea luată se foloseşte ca
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU41

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
echipament standard un calculator electronic. Pe acest principiu sunt construite numeroase echipamente de laborator.
4.2.DETERMINAREA CONŢINUTULUI DE GAZE DIN TOPITURILE
METALICE
4.2.1. PRELEVAREA PROBELOR
Pentru analiza şi determinarea gazelor din topiturile metalice este nevoie în primul rând de prelevarea probelor.
Din punct de vedere al principiului de funcţionare, există următoarele dispozitive de pelevare: dispozitive de prelevare indirectă; dispozitive de prelevare directă prin imersie în topitură; dispozitive de prelevare cu pipete de aspiraţie.
Prelevarea indirectă constă în turnarea probei într-o cochilie de cupru (în cazul oţelurilor) sau într-o formă ceramică fără permeabilitate la gaze (pentru aliaje neferoase). Probele au formă cilindrică puţin evazată pentru a putea fi extrase din forma ceramică.
Dispozitivele de prelevare directă prin imersie pot să fie: o cochilă specială, care prelevează simultan două probe, una sub formă de disc şi una sub formă de creion. Proba disc este folosită pentru analiza spectrală, iar proba creion pentru analiza gazelor.
Dispozitivul respectiv se imersează în topitură şi după umplerea cu aliaj se scoate şi se răceşte rapid.
Se mai foloseşte o sondă fixată cu ajutorul unui material refractar în interiorul unui tub de carton, este dispozitivul Lolly - Pop.
Prelevarea cu ajutorul pipetelor vidate constă în aspirarea unei cantităţi de aliaj lichid într-un tub de cuarţ sau sticlă termorezistentă, vidat.
4.2.2. DETERMI NAREA CONŢINUTULUI DE HIDROGEN
Există în prezent un număr foarte mare de instalaţii pentru determinarea conţinutului de hidrogen din topiturile metalice, toate acestea au la bază acelaşi principiu şi anume: difuzarea hidrogenului la cald.
În probele prelevate, care s-au solidificat hidrogenul poate să se găsească: sub formă ionică, < H+ >, dizolvat în reţeaua metalică; sub formă moleculară < H2 >, în microcavităţile din probă sau sub formă de bule de hidrogen; sub formă atomică < H >, în imperfecţiunile reţelei cristaline. Se mai poate găsi în unele cazuri şi sub formă de hidroxil în incluziunile nemetalice sau dizolvat în carbură.
Condiţiile de difuzie a hidrogenului pe direcţia x se determină din legile lui Fick:
şi (4.2)
în care: m este cantitatea de hidrogen care difuzează în unitatea de timp, prin suprafaţa q (cm 2) în
sensul scăderii concentraţiei; D- coeficientul de difuzie în cm2/s; - gradientul de concentraţie;
x - distanţa în cm; - durata în s.Coeficientul de difuzie variază exponenţial cu temperatura, după ecuaţia:
(4.3)
Do este coeficientul standard, iar Q energia de activare, ambele depinzând de natura materialului legat, de structura atomului şi de starea de agregare.
Coeficientul de difuzie a gazului depinde şi de presiuna parţială a acestuia (p). Corelaţia dintre coeficientul de difuzie şi presiunea parţială este dată de relaţia:
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU42

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
(4.4)în care k este o constantă.
Coeficientul de difuzie creşte cu creşterea temperaturii şi se schimbă sensibil la transformarea de fază. Variaţia temperaturii pe lângă influenţa asupra coeficientului de difuzie, influenţează şi concentraţia. Creşterea temperaturii provoacă o oarecare reducere a gradientului de concentraţie, deoarece creşte conţinutul de hidrogen rămas în metal (creşte solubilitatea cu creşterea temperaturii)
Difuzia hidrogenului din probă este influenţată, aşa cum s-a spus şi de presiunea parţială a hidrogenului în spaţiul de degazare a probei. La temperatură constantă conţinutul de hidrogen din metal H este dat de relaţia:
H = H o (4.5)
în care : Ho este coeficientul de proporţionalitate, egal cu solubilitatea la temperatura dată şi presiunea de 1 at.
Când presiunea parţială a hidrogenului scade, se apropie de zero , hidrogenul din
probă scade complet.Dacă se aplică un vacuum avansat (ex. 10 -4 mm Hg ) hidrogenul este extras din probă foarte
rapid. Extragerea hidrogenului din probă poate fi realizată şi la presiunea mai mică(de ex. 10-2 mm Hg ), dar într-un timp mai îndelungat. Dacă şi dimensiunile probei sunt mici se poate elimina complet hidrogenul din probă şi la vacuum mai puţin avansat.
Deci, evacuarea hidrogenului din probă poate fi influenţată de: creşterea temperaturii, prin reducerea presiunii parţiale şi prin confecţionarea de probe corespunzătoare ca mărime şi formă geometrică.
Pe baza acestor constatări s-au construit o serie instalaţii. Acestea constau, în principiu, dintr-o incintă în care se găseşte proba, care este încălzită fie cu ajutorul unor rezistoare, (rezistenţe electrice, bare de silită, rezistoare din grafit), fie prin impulsuri (cu rezistenţe de contact). Incinta este vidată pentru captarea hidrogenului eliberat din probă sau eliminarea acestuia se face cu ajutorul unui gaz inert vehiculat continuu prin incinta cu probă. Se utilizează în special argonul ca gaz vehiculat. Incinta poate să fie un tub de cuarţ, sticlă termoreactivă, creuzet de grafit sau din oxid de aluminiu, în funcţie de temperatura la care se lucrează.
Gazul extras, dacă temperatura de lucru este ridicată (peste 700 0 C) conţine în afară de hidrogen şi alte gaze, rezultate din descompunerea termică sau reducerea în prezenţa carbonului (la oţel şi fonte), CO, N2. Este necesară în acest caz separarea gazelor. Aceasta se realizează fie prin difuzie printr-un filtru de paladiu, fie cromatografic. După ce s-a făcut separarea gazelor urmează măsurarea conţinutului de hidrogen.
Măsurarea se poate face prin următoarele metode: - măsurarea volumului de hidrogen; - măsurarea presiunii; - dozarea apei cu reactivul Karl - Fischer sau celula Keidel; - calorimetrul Odsen Abresch; - măsurarea conductibilităţii termice.
4.2.3. DETERMINAREA CONŢINUTULUI DE AZOT.
În proba prelevată şi solidificată azotul poate fi prezent ca: azot elementar, dispersat în soluţia solidă; azot legat chimic sub formă de nitruri; azot molecular N2 în microcavităţile din probă.
Determinarea conţinutului de azot din probă se poate face prin: dozarea chimică; topire oxidantă, topire reducătoare în vacuum sau gaz purtător, metode fizice.
Dozarea chimică are la bază transformarea integrală a azotului în ioni de NH4+; separarea
ionilor de amoniu; măsurarea concentraţiei NH4.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU43

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Concentraţia ionilor de amoniu este determinată prin metode volumetrice, calorimetrice, metode polarografice şi metoda conductometrică.
Dozarea prin topire oxidantă se bazează pe oxidarea tuturor compuşilor cu azot şi eliberarea azotului în stare atomică. Urmează separarea azotului de alte gaze care se eliberează din probă ca urmare a vidului de lucru la care este supus tubul de reacţie. După separarea gazelor urmează măsurarea azotului cu ajutorul unui azometru Prolabo umplut cu soluţie de KOH 50%.
Dozarea prin retopirea reducătoare în vacuum sau cu gaz purtător are la bază reacţia:
Me N ® [ Me] + 1/2{N2 } (4.6) N ® 1/2{N2} (4.7)
MeN + C ® 1/2{ N2 } + MeC (4.8)Eliberarea azotului prin retopire reducătoare în vacuum sau cu gaz se face cu ajutorul
aparatelor: EVOLOGRAPH V..H..8; EXHALOGRAPH EA - 1 ; EXHALOGRAPH EAN – 202.Dozarea prin metode fizice are la bază topirea prin descărcare în arc electric, în atmosferă de
gaz inert. Măsurarea se face fie cu ajutorul unui spectograf, fie prin alte metode fizice.
4.2.4. DETERMINAREA CONŢINUTULUI DE OXIGEN DIN TOPITURILE METALICE
Pentru determinarea conţinutului de oxigen se folosesc metode chimice şi metode fizice.Pentru ca oxigenul să poată fi măsurat este necesar să se pună sub formă măsurabilă a
oxizilor, adică sub formă de CO. Pentru aceasta oxizii se reduc cu ajutorul carbonului conform reacţiilor:
MeO + C ® Me + CO (4.9) MeO + 2 C ® MeC + CO (4.10)Oxidul de carbon format se extrage fie prin vidare, fie în curent de gaz inert.Topirea probelor are loc înr-un cuptor încălzit electric cu rezistenţă sau prin impulsuri.Determinarea conţinutului de oxigen se realizează prin măsurare directă a conţinutului de
monoxid de carbon prin următoarele metode:- analiza prin absorbţie în infraroşu;- termoconductibilitatea oxidului de carbon;- forţe electromotoare dintre doi electrozi separaţi de un electrolit;- analiza spectrală;- activarea prin neutroni;- metode chimice.Se folosesc cam aceleaşi instalaţii utilizate la dozarea azotului şi hidrogenului.
Toate metodele folosite prezintă şi unele dificultăţi, deoarece în timpul analizei apar fenomene care influenţează rezultatele analizei.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU44

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL V.
CERCETĂRI PE BAZĂ DE BIBLIOGRAFIE A PROCESELORDE RAFINARE A TOPITURILOR METALICE
Aşa cum s-a văzut în capitolele precedente, existenţa impurităţilor în topiturile metalice duce la apariţia a numeroase defecte în produsele turnate, calitatea acestor produse depinzând în mare măsură de gradul de puritate.
Deşi în timpul elaborării se iau o serie de măsuri pentru prevenirea impurificării topiturii, aceasta conţine întotdeauna o anumită cantitate de impurităţi metalice, nemetalice şi gaze.
Calitatea topiturii metalice depinde în final de câte impurităţi metalice, nemetalice şi gaze au fost îndepărtate din aceasta, respectiv de ce reziduuri din aceste trei componente au mai rămas în topitură.
5.1. ELIMINAREA IMPURITĂŢILOR METALICE.
Metodele prin care incluziunile metalice pot fi eliminate din topiturile metalice sunt: prin tratare cu fluxuri, prin tratare cu gaze reactive a topiturii, prin oxidare, prin decantare, prin filtrare, prin distilarea în vid. Metoda de rafinare este aleasă în funcţie de proprietăţile termodinamice ale impurităţilor.
5.1.1. TRATAREA CU FLUXURI A TOPITURILOR METALICE
Această metodă are la bază faptul că unii compuşi ai fluxului disociază la temperatură ridicată şi unul din elementele rezultate reacţionează cu impuritatea din topitură.
O categorie de fluxuri sunt utile pentru topiturile pe bază de aluminiu. Aceste fluxuri au compuşi care conţin clor sau fluor, elemente care reacţionează cu impurităţile metalice, formând cloruri sau fluoruri ale acestor metale, care sunt insolubile în topitura metalică şi datorită greutăţii lor specifice mai mici decât a topiturii, se ridică la suprafaţă sub formă de drossuri.
În principiu reacţia după care are loc procesul este: MeCl sau MeF + [ Mi] = Me + (MiCl) sau (MiF) (5.1.)
în care: Me este metalul de bază; Mi - impuritatea metalică dizolvată în topitură, iar (MiCl) sau (MiF) sunt clorura, respectiv fluorura formată. care trec în zgură.
Reacţia (5.1.) este posibilă când afinitatea metalului care constituie impuritatea este mai mare faţă de clor sau fluor decât cea a metalului din componenţa clorurii sau florurii. Acest lucru se întâmplă când variaţia entalpiei libere DG este negativă.
Prin folosirea unor fluxuri care conţin cloruri sau fluoruri pot fi eliminate impurităţile dizolvate în aluminiu lichid (Mn,Li, Na,K, Ca).
Pentru rafinarea aliajelor de aluminiu se pot folosi fluxuri adăugate manual sub formă de tablete sau pulberi sau prin injectarea pulberii în baia metalică cu ajutorul unui gaz inert, această metodă fiind des folosită în ultimul timp din cauză că are loc o mare reactivitate a fluxului cu topitura. Fluxurile oxidante care conţin CuO, MnO2, NaOH, NaNO2, se descompun la temperatura topiturii şi pun în libertate oxigen, care oxidează incluziunile cu afinitate mai mare faţă de oxigen decât Cu, Mn, Na.
Tratarea topiturii se poate face şi cu flux lichid. Fluxul lichid se toarnă într-un creuzet aşezat deasupra topiturii metalice. Acest creuzet are la bază orificii sub forma unei site. Fluxul lichid curge prin orificiile respective în creuzetul care conţine topitura. Între topitură şi fluxul lichid care rămâne la suprafaţa topiturii are loc reacţia de legare a impurităţilor.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU45

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
5.1.2. ÎNDEPĂRTAREA IMPURITĂŢILOR METALICE PRIN TRATAREA TOPITURII CU GAZE REACTIVE .
Unele elemente alcaline şi alcalino pământoase, cum sunt: Na, Li, Ca, Mg pot fi eliminate din topiturile metalice pe bază de aluminiu, prin tratarea cu clor, datorită faptului că acestea au
afinitate mare faţă de clor.Reacţia care are loc este: (5.2)
Constanta de echilibru este de forma:
K = (5.3)
în care: hMi este activitatea Henry a impurităţii; - presiunea parţială a gazului reactiv.
Presiunea de echilibru a gazului Cl2 este:
(5.4)
Teoretic este posibilă eliminarea impurităţii dacă presiunea de echilibru pentru impuritate este mai mică decât presiunea de echilibru pentru aluminiu.
Relaţiile (5.2), (5.3) şi (5.4) sunt valabile şi pentru reacţiile cu fluorul şi asigură o îndepărate mai avansată a incluziunilor.
Rafinarea se face deci prin insuflarea de clor sau fluor în topitura metalică printr-o lance sub strat de flux care colectează clorul (fluorul) în exces şi clorurile sau fluxurile impurităţilor formate.
Folosirea acestui procedeu prezintă unele dezavantaje, rezultate din măsurile deosebite de protecţie a muncii care trebuiesc luate, clorul fiind un gaz otrăvitor. Din cauza hidrogenului dizolvat în topitură se formează şi acid clorhidric HCl care iese în atmosferă.
Randamentul de eliminare a impurităţii este dat de relaţia: , în %
(5.5)în care: Mi' şi Mi² sunt conţinuturile de impurităţi iniţial şi respectiv final la sfârşitul rafinării, în %.
Acest randament în cazul metodei amintite este doar de 40.....70 %.Pentru îmbunătăţirea randamentului se folosesc aşa numitele reactoare cu agitatoare rotitoare, prin care se insuflă amestecul de gaz (reactiv + gaz inert ). Amestecul de gaz pătrunde din amestecător în topitura metalică prin nişte orifcii foarte mici. Bulele de gaz ce se formează sunt dispersate în volumul întregii topituri.
5.1.3. SEPARAREA IMPURITĂŢILOR METALICE PRIN LICUAŢIE
În anumite condiţii de temperatură şi concentraţie unele impurităţi nu sunt miscibile în metalul topit sau au diferenţe de greutate specifică. În cazul în care greutatea specifică a impurităţii
este mai mare decât a metalului de bază este posibilă decantarea acestora.
Viteza de decantare a particulelor de impurităţi, care au o dimensiune medie dm = 30
µm, se poate calcula cu relaţia: (5.6)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU46

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
în care: a este un coeficient de formă şi orientare a particulei (este egal cu 1 pentru particula sferică);d - diametrul impurităţii, în m; - vâscozitatea dinamică a topiturii, în poise;
gMi şi gMe - greutăţile specifice ale incluziunii, a metalului de bază, în kg/m2s2.
5.1.4. ÎNDEPĂRTAREA UNOR IMPURITĂŢI METALICE PRIN DISTILARE ÎN VID
În cazul când impuritatea are tensiunea de vapori mai mare decât a metalului de bază, la tratarea în vid aceasta poate fi înlăturată din topitură.
Reacţia de evaporare este: m [M] ={M m} (5.7)
Constanta de echilibru este: (5.8)
Coeficientul de evaporare în vid (a2 ) ne dă informaţii despre evoluţia procesului de evaporare în vid a impurităţii din topitura metalică.
(5.9)
în care: ¦Me este coeficientul de activitate al metalului de bază; ¦Mi - coeficientul de activitate al incluziunii; pMe şi pMi presiunile vaporilor saturaţi ai metalului de bază, respectiv ai incluziunii; mMe şi mMi masele moleculare ale metalului de bază, respectiv ale incluziunii.
Dacă a2 1 se realizează eliminarea impurităţii prin evaporare iar dacă a2 1 creşte concentraţia impurităţii în topitură din cauza pierderilor de metal de bază.
Cu cât presiunea de vapori a incluziunii este mai mare decât a aluminiului, cu atât se elimină mai uşor şi cantitatea de Al evaporat este mai mică.
Factorul de bază pentru eliminarea impurităţilor prin această metodă este timpul de distilare în vid. Viteza de distilare în condiţii de distilare moleculară este:
(5.10) în
care : este coeficientul de condensare egal cu 1 pentru metale; e - masa moleculară a impurităţii; pmi - presiunea de vapori a impurităţii; T - temperatura de lucru.
Timpul de distilare în acest caz se poate determina cu relaţia lui Davey.
(5.11)
în care: t este timpul în secunde; m i - masa iniţială a aliajului în grame; C i şi Cf - concentraţiile iniţială, respectiv finală a impurităţii volatile; r = C i/ pi ; pi - presiunea parţială de vapori a
impurităţii volatile, în torr; a = 0,058 .
5.2. ELIMINAREA INCLUZIUNILOR NEMETALICE.
Eliminarea incluziunilor nemetalice se poate realiza prin următoarele metode: blocarea printr-un mediu poros; sedimentarea, flotaţie, intercepţie, deplasare în câmp electromagnetic, depunere turbulentă, aglomerare.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU47

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
5.2.1. ÎNDEPĂRTAREA INCLUZIUNILOR NEMETALICE PRIN FILTRARE.
La acest procedeu topitura metalică este trecută printr-un filtru cu o anumită porozitate care reţine incluziunile.
Putem distinge următoarele tipuri de filtrare:- filtrarea prin plăci filtrante;- filtrarea prin strat poros sau filtrarea pe turtă;- filtrarea profundă.
Filtrarea prin plăci filtrante este o metodă care se aplică uneori doar pentru reţinerea unor incluziuni nemetalice de dimensiuni mari, cum ar fi incluziunile de zgură, desprinderi de amestec de formare din reţeaua de turnare la umplerea formei. Filtrele folosite în acest scop sunt filtre realizate din amesec de miez sub formă de plăci. Aceste filtre au orificii de dimensiuni mari, (diametru 1-1,5 mm şi înălţimea 10 - 20 mm).
Se mai folosesc site metalice şi site din fibre de sticlă.Filtrarea prin strat poros sau prin turtă se realizază prin utilizarea unui strat superficial de
incluziuni ( turta) pe mediul filtrant. Cu alte cuvinte incluziunile sunt reţinute pe mediul poros. Captarea incluziunilor pe mediul poros ( pe filtru) depinde atât de mărimea incluziunilor, cât şi de caracteristicile mediului poros ( a filtrului).
Viteza de filtrare poate fi determinată cu ecuaţia empirică:
(5.12)
în care: Q este debitul topiturii , în m3/s ; - vâscozitatea dinamică, în Ns/m2; A - aria secţiunii filtrului şi a turtei, în m2; g - acceleraţia gravitaţională, în kg/ms2; α -rezistenţa specifică medie a turtei; DP - presiunea de filtrare aplicată constant, în kg/m2; a - fracţiunea masică de incluziuni captate pe unitatea de volum filtrat, în kg/m3; V0 - volumul cumulativ de filtrat în m3; rs - rezistenţa de curgere a mediului de filtrare, în m-1.
La filtrarea prin turtă incluziunile solide se separă de aliajul lichid înainte de intrarea acestuia în mediul filtrant. Incluziunile se depun pe stratul prim de incluziuni format.
Incluziunile captate la început au dimensiuni mai mari decât dimensiunile spaţiilor libere a filtrului pentru a putea fi blocate pe mediul filtrant. Pe măsură ce se desfăşoară procesul şi se formează turta, aceasta joacă deja rolul de mediu de filtrare.
Filtrarea profundă sau filtrarea în strat adânc se realizează prin medii poroase şi se referă la reţinerea unor incluziuni microscopice şi submicroscopice ( dimensiuni mai mici de 30mm ).
Acest tip de filtrare se bazează pe reţinerea impurităţilor în filtru. Pe măsură ce procesul de filtrare avansează, se acumulează în filtru tot mai multe impurităţi. Spre sfârşitul procesului se poate produce o colmatare a filtrului dar şi o decolmatare. Decolmatarea poate fi spontană sau provocată. Decolmatarea spontană se realizează datorită curgerii normale a suspensiei "metal lichid - incluziuni solide" prin stratul colmatat. Decolmatarea provocată poate apare ca urmare a modificării bruşte, voite a condiţiilor de curgere( modificarea voită a debitului).
Reţinerea incluziunilor în golurile sinuoase ale filtrului este asigurată de următoarele forţe la care sunt supuse particulele de incluziuni: forţe de frecare, forţa de antrenare a topiturii, forţe superficiale (Van der Waals, de atracţie, forţe electrice de atracţie sau de respingere); forţe chimice.
Filtru este caracterizat de porozitate, care este raportul dintre volumul porilor (VP) şi
volumul filtrului (V). (5.13.)
În filtru pot exista şi pori blocaţi, care nu joacă nici un rol în procesul de filtrare, şi atunci filtrul este caracterizat de porozitatea efectivă:
(5.14)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU48

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Dacă ne referim la raportul volumelor avem porozitate volumică , iar dacă raportul se face între suprafaţa ocupată de pori (Fp ) şi suprafaţa totală a filtrului într-o secţiune perpendiculară de curgere a fluidului avem aşa numita porozitate superficială. Cele două porozităţi sunt aproximativ egale.
Se poate defini şi o porozitate punctuală.
A fiind mulţimea porilor, iar CA mulţimea scheletului solid.Pentru un volum dat V de mediu poros se poate defini şi o porozitate medie;
(5.15)
Reţinerea incluziunilor în canalele filtrului se realizează în anumite locuri, aşa cum se arată în figura 5.1.
Pentru filtrarea profundă se folosesc diferite tipuri de filtre; filtre ceramice obţinute prin extrudare, cu canale drepte de diferite forme (eliptice, cilindrice, pătrate, etc), filtre din spumă ceramică, filtre din particule ceramice îmbinate prin asamblare cu un liant, filtre din bile de alumină tubulară.
La contactul incluziunii cu peretele canalului din filtru intervine un mecanism de aderare a incluziunilor . Aderarea este determinată de energiile interfazice, între care există relaţia:
(5.16) în care: este energia liberă Gibbs; - energia interfazică.
Când < 0 forţele superficiale menţin incluziunea la suprafaţa filtrulu.
Umectarea sau neumectarea particulei şi peretelui canalului din filtru de către metalul lichid joacă un rol important. În condiţiile când metalul lichid nu umectează nici particule şi nici peretele canalului se produce o retragere capilară a lichidului din regiunea interstiţială dintre incluziune şi perete, ca în figura 5.2. ceea ce face ca incluziunea să fie menţinută aderentă la perete. La filtrarea profundă trebuie să se ia în considerare faptul că, pe lângă reţinerea particulelor de incluziuni aderente la suprafaţa filtrului, are loc şi o desprindere a unora dintre acestea şi antrenarea lor în continuare. Detaşarea sistematică de incluziuni duce la un flux al acestora spre partea inferioară a filtrului. Performanţa filtrului se poate evalua prin eficienţa filtrului.
(5.17)
în care: CO este concentraţia iniţială a incluziunilor, CL - concentraţia incluziunilor la ieşirea din filtru şi poate fi exprimată prin relaţia:
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 5.1. Locuri de reţinere a incluziunilor nemetalice; a. - pe suprafaţa canalelor din filtru; b – pe muchiile canalelor; c – în canalele înguste; d – în cavităţile din filtru.
49

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CL = (5.18)
în care: L - grosimea stratului filtrant sau grosimea filtrului ; λ - coeficientul de filtrare; UM – viteza de curgerea topiturii; Din combinarea ecuaţiilor (5.18.) şi (5.19.) rezultă eficienţa filtrului:
(5.19)
Rezultă că prin scăderea vitezei de curgere a topiturii şi prin creşterea grosimii stratuluifiltrant, creşte eficienţa filtrării. În cazul când se produce decolmatarea stratului filtrat factorul care duce la decolmatarepoate fi descris cantitativ prin relaţia:
în [m/s] (5.20.)
în care: este viteza interstiţială a topiturii,(viteza în în canalele corpului filtrant), în [m/s]; W - debitul masic al topiturii care trece prin filtru, în kg/s; ρ - densitatea topiturii, în
kg/m3; A - aria mediului filtrant, în m2; εL - fracţia de goluri a mediului filtrant.
5.2.2.ÎNDEPĂRTAREA INCLUZIUNILOR NEMETALICE PRIN SEDIMENTARE.
Datorită diferenţei dintre densităţile incluziunilor şi densitatea topiturii, are loc un proces de sedimentare gravitaţională.
Viteza cu care are loc sedimentarea se deduce din egalarea celor două forţe care acţionează asupra incluziunii, forţa lui Arhimede şi forţa de frecare (rezistentă) dată de legea lui Stokes, ecuaţiile (3.35.) şi (3.36.) din capitolul III. În momentul când incluziunea se pune în mişcare forţa (F) este mult mai mare decât forţa (Fv) , viteza fiind mică, , acest lucru face ca incluziunea să se mişte cu viteză din ce în ce mai mare La un momentdat cele două forţe sunt egale şi incluziunea se
mişcă cu viteză constantă, dacă topitura se găseşte în stare liniştită, fără curenţi de convecţie şi este dată de relaţia (5.21)
Viteza de deplasare a particulei de incluziune în topitură este dată deci de relaţia:
(5.21)
Din legea spaţiului se poate determina durata de sedimentare atunci când în topitură nu există curenţi de convecţie:
t = (5.22)
în care: l este drumul maxim pe care trebuie să-l parcurgă particulele în topitură pentru a ajunge pe fundul creuzetului sau în zgură ( după cum este diferenţa D r, negativă sau pozitivă).
Dacă în topitură se crează curenţi de convecţie aceştia pot influenţa mult sedimentarea.Dacă topitura este supusă rotaţiei, datorită forţelor centrifugale sedimentarea poate fi mult
accelerată. În cazul când particulele de incluziuni au altă formă decât cea sferică, viteza de
sedimentare va fi mai mică, deci va creşte durata de sedimentare..
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 5.2. Schema de reţinere a incluziunii nemetalice prin
retragerea capilară a lichidului
50

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
5.2.3. ÎNDEPĂRTAREA INCLUZIUNILOR NEMETALICE PRIN FLOTAŢIE.
Prin flotaţie particulele de incluziuni sunt interceptate de bulele de gaz care circulă în topitură şi sunt antrenate la suprafaţa băii metalice.
Eficienţa interceptării şi coliziunii este dată de relaţia:
= (5.23)
în care:d este diametrul incluziunii şi dc diametrul colectorului (în cazul de faţă diametrul bulei
de gaz). Relaţia (5.23.) este valabilă pentru: 1 (5.24)
în care: Re - este numărul lui Reynolds. Dacă se ia în considerare şi stratul limită din jurul colectorului, eficienţa colectării se
reduce, fiind dată de relaţia ( 5.25)
= (5.25)
relaţia fiind valabilă pentru valori mici ale numărului Re ,adică pentru
< 2 (5.26)
Această metodă se aplică la îndepărtarea oxizilor din aliajele de aluminiu, prin trecerea clorului, azotului sau argonului prin aliajul lichid.
Agitarea topiturii duce şi la aglomerarea particulelor. Particulele microscopice şi submicroscopice având o mişcare haotică se ciocnesc , provocându-se aglomerarea. Acest fenomen ajută la îndepărtarea particulelor aglomerate prin faptul că dimensiunile lor cresc. O agitare prea puternică poate duce la fărmiţarea aglomerării. Topitura este agitată atât prin flotaţie cât şi cu ajutorul unui câmp electromagnetic
5.2.4. ÎNDEPĂRTAREA OXIZILOR DIN TOPITURĂ CU AJUTORUL CLORURILOR ŞI AI ALTOR FONDANŢI
Se aplică una din următoarele metode: îndepărtarea cu fondanţi care sedimentează; cu
fondanţi care se amestecă în toată masa topiturii metalice.Metoda cu fondanţi de suprafaţă se aplică în cazul când incluziunile nemetalice au
tendinţa să se ridice la suprafaţă, unde se vor acumula în cantitate mare, iar în topitură va rămâne o cantitate mică.
Fondantul în acest caz trebuie să aibă greuatea specifică mai mică decât a topiturii. Oxizii în canitate mare în stratul de lichid de la suprafaţă se dizolvă în fondant. După ce toţi oxizii din straturile superioare s-au dizolvat, acestea devin tot mai grele şi încep să se deplaseze în jos, iar straturile mai de jos , cu oxizi, încep să urce, fenomen ce va produce un fel de convecţie în topitură. Procesul continuă până la îndepărtarea completă a oxizilor.
Tratarea cu fondanţi care sedimentează se aplică atunci când oxizii sunt mai grei decât metalul lichid şi se află preponderant în straturile inferioare ale topiturii. În acest caz greutatea specifică a fondantului trebuie să fie mai mare decât greutatea specifică a metalului topit. Procesul decurge astfel: fondantul se aşează pe fundul oalei, peste care se toarnă aliajul. Are loc dizolvarea oxizilor în fondant şi metalul purificat se ridică la suprafaţă. Un strat de metal greu şi mai puţin purificat coboară şi se va rafina prin contact cu fondantul, apoi se va ridica la suprafaţă şi aşa mai departe.
Dacă metalul se oxidează uşor suprafaţa topiturii trebuie protejată cu un alt fondant mai uşor.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU51

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Tratarea cu fondant în toată masa topiturii se poate face atât cu fondanţi uşori cât şi cu fondanţi grei.
Pentru tratarea cu fondanţi uşori aceştia se introduc în topitură cu ajutorul unui clopot special, găurit până la fundul băii metalice. Fondantul ridicându-se la suprafaţă traversează toată topitura antrenând oxiziimai uşori.
La tratarea cu oxizi mai grei , aceştia se toarnă printr-o lingură găurită (găuri mici) la suprafaţa aliajului. Picăturile de fondant greu vor transversa topitura antrenând oxizii mai grei.
5.3. ELIMINAREA GAZELOR DIN TOPITURILE METALICE (DEGAZAREA)
Degazarea se bazează din punct de vedere termodinamic pe relaţia:
(5.27)
în care: [G] este solubilitatea gazului dizolvat în topitură (H2 sau N); D F - variaţia entalpiei libere; R - constanta gazelor perfecte; T - temperature; PG2 - presiunea parţială a gazului; ¦G2 -coeficientul de activitate al gazului.
Conform acestei relaţii îndepărtarea gazului dizolvat în soluţie poate fi realizată pe trei căi:
1. Prin creşterea temperaturii, ceea ce vine în contradicţie cu variaţia solubilităţii (cu creşterea temperaturii creşte solubilitatea).
2. Prin scăderea presiunii parţiale a gazului ( ).
3. Prin legarea gazului în compuşi solizi (hidruri, nitruri) pentru scăderea lui .Cea de a treia cale, de legare a gazului în compuşi solizi, deşi dă rezultate bune, de
exemplu, la legarea hidrogenului din aliajele de Al cu ajutorul calciului şi litiului, nu s-a extins pe cale industrială, datorită faptului că cele două elemente sunt scumpe şi deficitare. Sodiul este un alt element care formează combinaţii stabile şi volatile cu hidrogenul.
Metodelel cele mai utilizate sunt:- Tratarea topiturii cu degazanţi solizi.- Barbotarea în topitură a gazelor inerte sau reactive.- Degazarea în vid.- Folosirea unor metode neconvenţionale cum sunt: cele cu ultrasunete,în câmp
magnetic,în câmp electric.
5.3.1. ELIMINAREA GAZELOR DIN TOPITURA METALICĂ PRIN TRATAREA CU DEGAZANŢI SOLIZI
Degazanţii solizi care pot fi folosiţi sunt metale, compuşi intermetalici sau tablete de fluxuri.
Metalele reactive, titanul, calciul, litiul, sau compuşii intermetalici, CaMnTi, NiTi, pot să absoarbă cantităţi însemnate de hidrogen şi azot, datorită formării de hidruri şi nitruri. Aceşti degazanţi se pot utiliza la degazarea topiturilor de cupru şi aluminiu.
Tabletele de fluxuri solide se utilizează pe scară mai extinsă pentru degazare decât metalele reactive sau compuşii intermetalici. Astfel pentru degazarea aliajelor de aluminiu şi magneziu se foloseşte fluxul solid conţinând hexacloretan C2Cl6, care introdus în topitura de aluminiu dă reacţia:
3 C2Cl6 + 2 [ Al] ® 2 {AlCl3} + 3 {C2Cl4} (5.28)Se formează deci triclorura de aluminiu şi tetracloretilenul, ambele în stare gazoasă, care
în drumul lor prin topitură colectează hidrogenul şi îl transportă în afara topiturii.Trebuie avut în vedere că la introducerea pastilelor de hexacloretan se degajă o cantitate
mare de bule de gaz, de dimensiuni mari, care părăsesc rapid topitura. Pentru un randament bun de
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU52

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
eliminare este indicat ca întreaga cantitate de hexacloretan să se introducă în trei reprize. În ultimul timp hexacloretanul nu se mai foloseşte din considerente ecologice.
Pentru ca bulele gazoase să iasă din topitură trebuie să fie satisfăcută relaţia: RB Pm + PC + PS (5.29)
în care: PB este presiunea din bula de gaz; Pm - presiunea metalostatică; PC - presiunea capilară; PS - presiunea suplimentară care acţionează asupra coloanei de metal.(presiunea extrerioară).
Presiunea metalostatică este: Pm = rm ∙ g ∙ Hm (5.30)
iar presiunea capilară: PC = (5.31)
în care: rm este densitatea metalului; Hm înălţimea coloanei de metal de deasupra bulei de gaz; s - tensiunea superficială a topiturii; r - raza bulei de gaz.
Presiuna suplimentară este de obicei presiunea atmosferică când se lucrează cu incintă deschisă, sau depresiunea când se lucrează cu vidare
Pentru purificarea aluminiului şi aliajelor sale se folosesc aşa numiţii purificatori, care o dată cu degazarea îndepărtează şi incluziunile nemetalice aflate în suspensie, în special particulele solide de alumină (Al2O3).
Ca şi purificatori se folosesc cloruri: Bcl3; TiCl4; CCl4; SiCl4: FeCl3; ZnCl2; AlCl3; MnCl2; etc.
La introducerea clorurilor solide sau lichide în topitura de Al acestea interacţionează cu aluminiul dacă tensiunea de disociere este mai mare decât cea a triclorurii de aluminiu,după următoarele reacţii:
3 SiCl4 + 4 [Al] = 4 {AlCl3} + 3 [Si] (5.32) 3 ZnCl2 + 2 [Al] = 2 {AlCl3} + 2 [Zn] (5.33)
BCl3 + [AlCl3] = {AlCl3} + [B] (5.34) 3 SnCl4 + 4 [AlCl3] = 4{AlCl3} + 3[Sn] (5.35)
FeCl3 + [Al] = {AlCl3} + [Fe] (5.36)triclorura de aluminiu formată reacţionază cu gazele dizolvate şi acţionează pe principiul barbotării cu gaze.
Nu se recomandă introducerea de cloruri,în urma cărora rezultă metale, care pot constitui impurităţi metalice.
5.3.2. ELIMINAREA GAZELOR DIN TOPITURA METALICĂ PRIN BARBOTARE CU GAZE
Barbotarea cu gaze inerteProcedeul se bazează pe capacitatea bulelor de gaz, formate fie din azot, fie din argon sau
heliu, de a absorbi hidrogenul dizolvat în baia metalică. Această absorbţie are loc prin adsorbţia atomilor de hidrogen la suprafaţa bulelor , formarea moleculelor de hidrogen şi difuzia acestora în bulele de gaze inerte.
Concentraţia hidrogenului în baia metalică atunci când există echilibru metal - gaz se stabileşte cu legea lui Sieverts, iar variaţia cantităţii de hidrogen în topitură la barbotare este:
(5. 37)
în care: [H] este cantitatea de hidrogen dizolvat în topitură; G - cantitatea de gaz inert insuflat; PH2 - presiunea parţială a hidrogenului în bulele de gaz insuflat; p - presiunea totală în bula de gaz.
Pentru calculul cantităţii minime de gaz insuflat în topitură se foloseşte relaţia (5.38.)
(5.38)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU53

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
în care: VG este volumul de gaz barbotat necesar pentru a scădea concentraţia hidrogenului din topitură de la [H] la [Ho]; P - presiunea gazului insuflat; MG - masa moleculară a gazului insuflat;0,224 - coeficent de transformare, în m3/kg.
Cinematica procesului de barbotare se descrie prin relaţia:
(5.39)
care după integrare devine (5.40)
Coeficientul K depinde de temperatura, de mărimea suprafeţei de contact din gazul insuflat şi topitură, precum şi de alţi factori.
K = KH (5.41) în care: KH este constanta de solubilitate; V - debitul de gaz inert, în m3/s; W - cantitatea de topitură, în kg.
Pentru aliajele de aluminium
Coeficientul de utilizare a gazului inert este: (5.42)
în care: Pac este presiunea în atmosfera cuptorului; VS - consumul specific de gaz inert, în m3/t (VS = q ∙ t; q - intensitatea de insuflare în m3/t min; t - durata insuflării, în minute), Viteza de eliminare a hidrogenului depinde de cantitatea iniţială a acestuia în topitură Viteza de eliminare este cu atât mai mare cu cât concentraţia hidrogenului este mai mare.
Deci la începutul barbotării se elimină cea mai mare cantitate de hidrogen şi aceasta scade spre sfârşitul barbotării.
Viteza practică de eliminare a hidrogenului din topitură se poate determina cu relaţia:
(5.43)
în care: sunt vitezele de degazare pe seama transferului de masă al hidrogenului dintre metal şi bulele de gaz inert, atmosferă şi căptuşeala cuptorului.
Barbotarea cu gaze reactive
Drept gaze reactive se folosesc clorul (Cl2) şi freonul (CCl2F2)În contact cu clorul se formează cu unele metale cloruri gazoase sau lichide, după reacţia:
{MexCly} (5.44)
Clorurile fiind gazoase acţionează asupra gazelor dizolvate ca şi bulele de gaze.Prin interacţiune cu hidrogenul clorul formează şi acidul clorhidric tot gazos. 2[H] + Cl2 ® 2 {HCl} (5.45)Exemplu este degazarea cu clor a aluminiului şi aliajelor sale când se formează clorura de
Al AlCl3 şi acidul clorhidric HCl.Degazarea cu clor este condiţionată de unele dotări speciale şi de aprobări, clorul fiind un
gaz foarte toxic.
Eficienţa degazării este: în [%] (5.46)
în care : Hi şi Hf sunt conţinuturile de hidrogen iniţial şi final. Eficienţa acestei metode este maximă.
Este necesar însă ca gazele ieşite din topitură să fie neutralizate, ceea ce se poate cu soluţie concentrată de hidroxid de sodiu, după reacţiile:
NaOH + HCl ® NaCl + H2O (5.47) 3NaOH + AlCl3 ® 3NaCl + Al(OH)3 (5.48)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU54

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Barbotarea se poate face şi cu amestec de gaze. Procedeul se recomandă în defavoarea barbotării cu gaze reactive.
Se folosesc pentru degazare şi rafinare amestecuri de: N2, Cl2, SF6 , CCl2F2, sau trigaz(Na2 + Cl2 + CO).
Există mai multe modalităţi de insuflare a gazelor: prin tub de insuflare şi distribuitor de gaz; tub distribuitor cu disc poros; oală cu fund poros; insuflarea în linie prin materiale poroase refractare; insuflare prin rotor cu dispersie a gazelor, etc.
Barbotarea cu H2. Vapori de apă. Aşadar în aliajele de aluminium turnate putem să constatăm existenţa macroporilor,
microporilor şi a porilor de contracţie. Formarea separărilor de gaz compacte şi de dimensiuni mari în topitura metalică prezintă
următoarele avantaje şi dezavantaje:• Bulele de gaz de dimensiuni mari, de formă compactă flotează uşor în lichid şi duc la
eliminarea unei inseminate cantităţi de hidrogen.• Bulele care flotează în topitură antrenează o bună parte din incluziunile nemetalice
existente în topitură, pe care le depozitează în zona suprafeţelor superioare ale piesei. • Parte din incluziunile mari de hidrogen sunt reţinute în structura piesei sub formă de
macroporozitate, ceea ce reprezintă un mare dezavantaj, deoarece secţiunea transversală efectivă a pereţilor piesei este redusă, ceea ce reduce rezistenţa mecanică.
Până nu demult procesul de degazare - rafinare a fost cercetat sub aspectul intensificării acestuia prin barbotarea cu gaze (clor, argon, azot, etc.). Eficacitatea acestui proces este determinată de numărul întâmplător de contacte dintre bulele gazoase cu incluziunile nemetalice. Iincluziunile nemetalice care nu vin în contact cu bulele de gaz rămân în aliajul lichid şi se regăsesc în structura piesei turnate. Numărul întâmplător de contacte bule de gaz – incluziune nemetalică depinde de densitatea număruluid e bule, de uniformitatea distribuirii lor şi de durata de barbotare.
Este deosebit de interesantă şi promiţătoare o nouă tehnologie cercetată în ultimul timp şi anume rafinarea cu hidrogen.
Principiul care stă la baza acestei tehnologii pare a fi următorul : suprasaturarea topiturii metalice cu hidrogen creează condiţii ca la răcire, în întreaga masă a topiturii să fie expulzat hidrogen în cantitate mare, să se realizeze contacte cu particulele de incluziuni nemetalice oriunde s-ar afla în topitură, creindu-se în felul acesta în multiple puncte condiţii termodinamice pentru formarea de germeni eterogeni, care pot să crească cu viteză mărită datorită excesului de hidrogen.
Se pare că odată cu creşterea gradului de suprasaturare a topiturii cu hidrogen, incluziuni nemetalice tot mai mici să devină suporţi pentru germinarea eterogenă.
Prin creşterea numărului de incluziuni de hidrogen formate pe incluziunile nemetalice de dimensiuni reduse se poate controla procesul de flotare, care la anumite dimensiuni a incluziunilor de gaz (suficient de mici) poate fi blocat. Aceasta va avea drept consecinţă formarea în cantitate mai mare de microporozitate intercristalină.
Dacă se doreşte o degazare avansată după suprasaturarea topiturii cu hidrogen, o menţinere a aliajului la o temperatură deasupra temperaturii lichidus, realizează acest lucru. Termostatarea topiturii permite flotarea şi a incluziunilor de hidrogen de dimensiuni mai mici ( se asigură un timp de flotare mai mare la o viteză de flotare mai redusă). În felul acesta nu numai că se reduce conţinutul remanent de hidrogen, dar se produce şi o rafinare mai pronunţată.
Noua tehnologie cercetată în ultimul timp constă în principiu în barbotarea topiturii cu vapori de apă sub formă de abur.
Hidrogenul rezultat din decompunerea moleculei de apă joacă rolul descris anterior (suprasaturare, creşterea cantităţii de hidrogen care ia parte la nucleere şi creşterea acestora ), iar oxigenul eliberat formează oxizi solizi în cantităţi mai mari, însă de dimensiuni mai reduse, care vor juca rolul de suporţi pentru germinare aeterogenă.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU55

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Aluminiul şi aliajele sale interacţionează cu vaporii de apă după reacţia: 2 Al(S) +3 H2O (V) → Al2O3(S) + 6H
Microretasurile sau microporozităţile datorate contracţiei aliajului lichid în timpul solidificării prezintă importanţă, deoarece acestea duc la un consum suplimentar de aliaj, necesar combaterii contracţiei, dar şi pentru faptul că forma acestor microretasuri este foarte nefavorabilă proprietăţilor mecanice.
În general microretasurile au o formă alungită, cu muchie ascuţită, ceea ce face ca ele să fie concentratoare de tensiuni în jurul muchiei ascuţite şi puncte de amorsare pentru rupere.
Pentru combaterea acestor neajunsuri s-au căutat şi se caută soluţii..Una din aceste soluţii este şi tratarea topiturii cu hidrogen.
Procesul de degazare în perioada de solidificare constă în formarea porilor pe frontul de solidificare, în general la baza îmbinării ramurilor dendritelor, a cristalelor – în creştere, tocmai acolo unde există tendinţa de formare a muchiilor microretasurilor. Hidrogenul degajat din soluţie împiedică formarea de goluri afinate, ascuţite,a crăpăturilor prin formarea de pori cu formă rotundă, uniform repartizate.
Din punct devedere a proprietăţilor mecanice este evident că, formarea de micropori umpluţi cu hidrogen, este mult mai favorabilă decât porii afânaţi, ascuţiţi sau sub formă demici fisuri, chiar dacă microporozitatea creşte.
Având în vedere cele menţionate se poate întrevedea că tehnologia de barbotare a topiturilor din aliaje de aluminiu cu abur poate să câştige în viitor o răspândire mare.
5.3.3. DEGAZAREA CU AJUTORUL VIDULUI
Degazarea cu ajutorul vidului se bazează pe scăderea presiunii deasupra aliajului lichid. Aşa cum s-a văzut solubilitatea gazului biatomic depinde mult de presiune conform
reacţiei Sieverts. Datorită vidului se intensifică procesul de eliminare a gazelor dizolvate prin scăderea presiunii parţiale a acestora de deasupra topiturii metalice.
Are loc reacţia: 2 [G]Me ® {G2} (5.49)În timpul degazării în vid sunt eliminate şi unele elemente care au tensiune mare de
vapori. (M)Me ® {M} (5.50)în care: [G]Me este gazul dizolvat în metalul de bază ; [M] - metalul cu tensiune mare de vapori;
{G2} şi {M} sunt gazul şi metalul evaporat.Bulele de gaz care se formează în baia metalică şi care apoi traversează porţiuni din
acesta, antrenează şi alte incluziuni nemetalice. Deci la folosirea vidului are loc atât o degazare cât şi o rafinare, flotarea particulelor este accelerată.
În cazul aliajelor de aluminiu pelicula de oxizi care se formează la suprafaţa topiturii împiedică ieşirea bulelor din baie, reducând intensitatea procesului de degazare, acesta fiind determinată numai de viteza de difuziune din topitură.
În privinţa degazării în vid, pentru aprecierea efectului , este important să se realizeze o anumită corelaţie între viteza de degajare a gazului prin suprafaţa liberă a băii metalice şi viteza de eliminare a gazului aflat în incinta de deasupra băii metalice.
Referitor la viteza de degajare a gazului prin suprafaţa liberă (interfaţa lichid – gaz) se poate afirma că aceasta depinde de mai mulţi factori, având în vedere că procesul de degazare a topituri trece printr-o serie de etape.
Gazul, în speţă hidrogenul, se elimină din topitură prin difuziune convectivă şi prin formarea, creşterea bulelor şi ascensiunea acestora spre suprafaţa liberă.
În privinţa eliminării hidrogenului prin difuziune are loc prin deplasarea unei anumite mase a acestuia spre suprafaţ a liberă. Transferul de masă al hidrogenului prin difuzie este accelerat datorită vidului.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU56

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
În privinţa eliminării hidrogenului prin deplasarea bulelor trebuiesc luate în considerare următoarele etape:
- formarea germenului bulei;- transferul de masă al hidrogenului la limita de separaţie gaz – metal spre interiorul
bulei, când are loc creşterea bulei;- adsorbţia atomilor de hidrogen la suprafaţa de separaţie , acumularea lor în stratul
adsorbit şi formarea moleculelor de hidrogen.- difuzia moleculelor de hidrogen din stratul de adsorbţie în interiorul bulei; desprinderea
acesteia şi începerea mişcării de ascensiune;- eliminarea hidrogenului din topitură prin deplasarea bulelor spre suprafaţa liberă.
Hidrogenul transferat prin topitură şi ajuns la limita de separaţie metal – gaz , urmează să fie transferat peste limita de separaţie şi apoi urmează transferul prin faza gazoasă ( mai corect odată cu faza gazoasă de deasupra topiturii).
În topitură există o diferenţă de concentraţie a hidrogenului care variază de la Cℓ la Cℓ-g.
Cantitatea de hidrogen transferată în timpul dt din zona cu concentraţie Cℓ , în zona cu concentraţie Cℓ-g. (ultima zonă fiind cea de sub interfaţa lichid- gaz) este dată de relaţia:
dG = A ∙ βℓ ∙ (Cℓ - Cℓ-g )∙d τ [moli de H] (5.51)în care: A este mărimea suprafeţei zonei de separaţie între lichid şi lichidul din zona de subinterfaţa lichid – gaz, în cm2; βℓ - coeficientul de transfer de masă a hidrogenului în metalul lichid,în cm/s.Odată cu cantitatea de hidrogen transferată în volumul Vℓ de metal lichid are loc o scădere
a concentraţiei de hidrogen - d CH(ℓ), deci dG = - Vℓ dCℓ (5.52) Egalând (5.52) cu (5.51) avem: - Vℓ ∙ dCℓ = A ∙ βℓ ∙ (Cℓ - Cℓ-g )∙d τ (5.53) Transferul hidrogenului de la limita de separaţie la faza gazoasă prin interfaţa lichid- gaz , poate fi descris tot printr-o ecuaţie asemănătoare cu ecuaţia (5.53) - Vℓ ∙ dCℓ = A ∙ βg ∙ (Cg - ℓ - Cg )∙d τ (5.54) La limita dintre lichid şi atmosferă gazoasă are loc atât un proces de desorbţie, cât şi unul de adsorbţie a hidrogenului. Cele două procese deşi au loc în acelaşi timp, ele nu sunt identice, procesul total putând fi descris prin ecuaţia: - Vℓ ∙ dCℓ = A (Kd ∙ Cℓ-g - Ka ∙ Cg - ℓ ) ∙ d τ (5.55) în care: Kd şi Ka sunt constantele procesului de desorbţie, respectiv de adsorbţie.
Raportul dintre cele două constante în cazul echilibrului eterogen este egal cu raportul concentraţiilor, respectiv cu coeficientul de distribiuţie L.
(5.56)
Coeficientul de distribuţie în acest caz poate fi exprimat prin relaţia:
(5.57)
în care: K este constanta lui Sieverts, în % masice/ at; M - masa moleculară a gazului;f - coeficientul de activitate a gazului în metal; Cp -concentraţia gazului în metalul lichid aflată în echilibru cu faza gazoasă de deasupra băii, în %; R - constanta gazelor, în at ∙ cm3/(grad ∙ mol);ρ - densitatea , în g/cm3.
Rezultă că degazarea topiturii este cu atât mai intensă, cu cât sistemul topitură - hidrogen este cât mai departe de starea de echilibru ( a se vedea ecuaţia 5.53).
Cu cât viteza de evacuare prin pompare este mai mare pentru o incintă dată, cu atât degazarea topiturii este mai intensă.
Cu cât timpul în care are loc vidarea este mai mare, cu atât gradul de degazare este mai mare.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU57

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Cu cât supragfaţa de separaţie metal – gaz (A) este mai mare şi cu cât adâncimea băii metalice este mai mică, cu atât are loc o degazare mai rapidă a topituri.
Pentru degazarea în vid se poate utiliza, metoda statică sau metoda dinamică. După metoda statică degazarea se poate face în oală, sau în cuptoare cu vid. De exemplu
degazarea aluminiului se poate face în oală.La degazarea aluminiului şi aliajelor sale presiunea remanentă este de 6,6 mbari. şi durata
de degazare 20....90 minute.
5.3.4. DEGAZAREA CU ULTRASUNETE.
Oscilaţiile produse în topitura metalică de mare intensitate produc cavitaţia acustică. Oscilaţiile ultrasonice de mare internsitate crează câmpuri acustice cu presiuni şi depresiuni mari, care depăşesc rezistenţele la rupere a lichidului. Se formează în topitură o multitudine de fisuri sau goluri, care sub acţiunea tensiunii superficiale iau formă sferică.
Datorită transmiterii ondulatorii a undelor acustice, au loc creşeri de presiune şi descreşteri. În punctele în care au loc descreşteri de presiune, atomii de gaz dizolvaţi ies din soluţie şi formează molecule (ex. H + H = H2), în momentul următor presiunea creşte dar molecula nu mai este disociată. Moleculele formate se adună în golurile formate şi formează bule de gaz. Bulele de gaz se ridică la suprafaţă.
Toate sursele bibliografice care se referă la tratarea topiturilor metalice cu vibraţii mecanice şi cu vibraţii ultrasonice, pun în evidenţă faptul că aceasta are influenţă deosebită asupra structurii obţinută după solidificare şi asupra proprietăţilor mecanice , în sensul îmbunătăţirii acestora.
Tratarea băii metalice cu vibraţii ultrasonice şi mecanice poate să ducă la următoarele consecinţe:
► Prin infuzie de energie suplimentară în sistem se obţine o modificare a structurii sistemului.
► Tratarea cu vibraţii ultrasonice, aplicată în faza lichidă şi în timpul solidificării aliajelor, duce la îmbunătăţirea structurii finale şi deci, la îmbunătăţirea caracteristicilor mecanice ale pieselor turnate.
► Prin tratarea cu vibraţii este uşurată formarea incluziunilor gazoase şi eliminarea acestora din aliaj, are loc o degazare avansată a aliajului.
► Prin aplicarea vibraţiilor ultrasonice este uşurată şi accelerată eliminarea incluziunilor respective din aliaj.
► Prin tratarea topiturilor metalice în timpul solidificării cu vibraţii mecanice şi ultrasonice microretasurile pot fi eliminate în bună parte, iar macroretasura poate fi adusă la o formă concentrată.
► Prin aplicarea de vibraţii pot fi reduse tensiunile şi consecinţele acestora.Din cele enumerate rezultă că vibraţiile mecanice şi ultrasonice au o arie mare de acţiune
asupra topiturilor metalice şi în final asupra calităţii piesei turnate. Mecanismele după care acţionează aceste vibraţii asupra fazei lichide şi în timpul solidificării topiturii sunt complexe. Explicitarea şi înţelegerea acestor mecanisme este de mare importanţă teoretică, dar mai ales practică, permiţându-ne să definim tehnologia adecvată de tratare a topiturii cu vibraţii.
Din aceste considerente voi reda în continuare mai pe larg unele din aspectele teoretice şi practice legate de tratarea topiturilor cu vibraţii mecanice şi ultrasonice.
O primă problemă se referă la producerea cavitaţiei în topitura metalică.Topitura metalică este mult mai apropiată de starea solidă decât de cea gazoasă. Pornind de
la acest fapt FRENKEL a elaborat teoria vâsco – plastică a lichidelor, care ne arată că asupra lichidelor se poate aplica un efort de compresiune şi unul de tăiere.
Dacă admitem că atomii sau moleculele într-un lichid vibrează în jurul poziţie de echilibru, atunci pentru a scoate molecula din acea stare aceasta trebuie să aibă o energie necesară învingerii
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU58

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
barierei de potenţial, care este cauzată de particulele vecine. Acumularea de energie necesară efectuării saltului particulei are loc într-un interval de timp τ.
În cazul când asupra sistemului nu se exercită nici un fel de forţă, nu se introduce o energie din exterior, atunci particulele efectuează salturi din poziţiile de echilibru în toate direcţiile , fără să se constate deplasări microscopice (scurgeri ) ale acestora în anumite direcţii.
Dacă se acţionează cu o forţă asupra sistemului, în funcţie de durata de acţiune a acesteia sistemul se va comporta diferit.
Astfel, dacă durata de acţiune a forţei este mai mică decât τ, mediul se comportă ca un solid elastic, iar dacă durata este mai mare decât τ , atunci forţa face ca saltul particulelor să fie posibil şi deci, va avea loc o curgere microscopică după o direcţie.
Forţa cu care se acţionează asupra particulelor din topitură este generată de vibraţiile introduse în topitură.
Se ştie că vibraţiile, fie ele mecanice, fie ultrasonice, se transmit ondulatoriu şi sunt caracterizate de frecvenţă şi amplitudine.Undele ultrasonice generează o presiune care variază în funcţie de perioada de oscilaţie, pozitiv şi negativ. Sub acţiunea fizică a vibraţiilor orice punct al topiturii se găseşte alternativ sub presiuni şi depresiuni.
Presiunea exercitată asupra particulelor din topitură poate fi apreciată în funcţie de modul cum se introduc vibraţiile în masa de topitură. Introducerea vibraţiilor poate să aibă loc în întreaga masă atunci când este vibrată întreaga topitură sau introducerea forţată a acestora prin imersarea în anumită zonă din topitură, prin intermediul TRANSDUCTORULUI.
În cazul vibrării uniforme în plan vertical a unei mase de topitură, presiunea se poate determina cu relaţia; p = ρ ∙ h ∙ (g ± 4π 2 ∙ f2 ∙ x ), în [ Pa] (5.58)
Dacă vibrarea are loc în plan orizontal, presiunea se poate determina cu relaţia:p = ρ ∙ h ∙ g + 4π 2 ∙ f2 ∙ h′ ∙ ρ ∙ x , în [ Pa] (5.59)
în ecuaţiile (5.62) şi (5.63) : ρ este densitatea, în kg/m3; h - înălţimea coloanei de lichid în plan vertical, în m; h’ - dimensiunea orizontală a topiturii, în Hz; f - frecvenţa oscilaţiilor, în Hz:
x - amplitudinea oscilaţiilor, în m. Presiunile determinate în ecuaţiile (5.62) şi (5.63) sunt valabile în cazul frecvenţelor joase şi
medii. Pentru frecvenţe înalte presiunile sunt variabile, presiunea maximă fiind dată de relaţia; P max = în [Pa]
(5.60)în care : υl este viteza oscilaţiilor transmisă în masa lichidului , în m/s; I - intensitatea vibraţiei,
în W/m2 ; şi se caracterizează prin transferul de energie (E) pe unitatea de suprafaţă
(S ) în unitatea de timp (τ ). Viteza de propagare a undei ultrasonice într-un mediu vâsco – elastic (topitura metalică)
pentru frecvenţe joase este: υℓ = (5.61)
Iar pentru frecvenţe înalte; (5.62)
în care : KO este modulul de compresiune elastic; K - modulul de compresiune longitudinal; G - modulul de tăiere care intervine în timpul de relaxare şi este funcţie de vâscozitatea de tăiere η şi
timpul de relaxare τs, G = ;
În cazul când vibraţia se introduce în mod forţat în topitură, prin intermediul transductorului, presiunea pentru frecvenţe joase sau medii se poate determina cu relaţia;
p = 2π2 ρ f2 x2 [Pa] (5.63)
În cazul frecvenţelor înalte presiunea este tot o funcţie de frecvenţă şi amplitudine.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU59

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Deci, în topitura metalică la introducerea vibraţiilor ultrasonice, vor apare presiuni a căror valori depind de frecvenţă şi de amplitudine care variază între o valoare maximă şi una minimă (pozitivă şi negativă). Valorile maxime şi cele minime ale presiunii pot să provoace în topitură anumite fenomene.
La presiunea minimă (depresiune), în perioada negativă, în topitură pot apare perturbaţii importante locale, în special datorită aşa numitului fenomen de cavitaţie.
Cavitaţia constă în formarea în topitură a unei aşa numite bulă de cavitaţie. Pentru ca să apară o bulă de cavitaţie este necesar să apară la început un nucleu al bulei de cavitaţie.
Pentru ca nucleul bulei de cavitaţie să fie stabil, adică în echilibru mecanic într-un lichid, este necesar ca diferenţa de presiune pe orizontala interfeţei bulă – lichid să fie egală cu valoarea 2σ/ r, în care σ este tensiunea superficială a lichidului, iar r este raza bulei de cavitaţie. Relaţia de
echilibru a presiunilor este de forma : Pg = ρ g h + pa + pvibr. - în N/m2 (5.64.)
în care: pg este presiunea gazului în bula de cavitaţie; ρ g h - presiunea metalostatică la adâncimea h la care se formează bula; pa - presiunea aplicată la suprafaţa topiturii, deobicei presiunea atmosferică; pvibr - presiunea introdusă prin vibrare într-o anumită fază a ciclului;
Având în vedere că valoarea termenului ρ g h în comparaţie cu valoarea celorlalţi termeni ai ecuaţiei poate fi neglijat şi că pa este constantă când aceasta este presiunea atmosferică, termenul hotărâtor este presiunea introdusă de vibraţie.
Când termenul din stânga ecuaţiei este mai mare decât 2σ/r, echilibrul mecanic nu se menţine. Condiţia necesară ca nucleul bulei de cavitaţie să se menţină în echilibru mecanic este ca cei doi termeni, stânga, dreapta, să fie egali. Creşterea bulei este însă uşurată dacă apar nuclee stabile, cu rază mai mare decât r.
Practic s-a constatat că, dacă topitura conţine gaz dizolvat, presiunea fiind aproximativ p ≈ 0,5 105 N/m2 , atunci se atinge pragul de cavitaţie, iar dacă topitura nu conţine gaz,
atunci pragul de cavitaţie apare la pg = 1 105 N/m2.Deci, substituind în ecuaţia (5.78.) valoarea adecvată pentru pvibr. putem găsi condiţia
pentru apariţia pragului de cavitaţie.Pentru condiţii obişnuite se poate accepta că pragul de cavitaţie, adică presiunea la care
apare bula de cavitaţie este pg = 105 N/m2.Dacă presiunea creşte s-a constatat că bula de cavitaţie se distruge, are loc aşa numita cădere a bulei de cavitaţie.La căderea bulei de cavitaţie (implozia bulei) presiunea ajunge la valori de 1010 - 10 11 N/m2, gazul conţinut în interior se comprimă adiabatic şi temperatura lui poate ajunge la valori de până la 10 000 °C. La implozia bulei are deci loc un şoc puternic. Căderea bulei de cavitaţie poate să aibă loc în orice punct al variaţiei presiunii undei ultrasonice.
Prin căderea bulei de cavitaţie poate avea loc formarea unor nuclee solide de cristalizare ca urmare a subrăcirii locale care apare în imediata vecinătate a bulei ce s-a distrus.
Creşterea bulelor de cavitaţie are loc fie pe seama gazului existent în topitură, fie pe seama formării vaporilor metalului lichid în interiorul bulei, fie pe seama ambelor procese.
Vaporizarea fazei lichide şi creşterea bulei de cavitaţie duce la scăderea temperaturii stratului de lichid care îmbracă bula. Temperatura scăzând sub temperatura de cristalizare pe peretele bulei, având deci loc o subrăcire locală, pot să apară centre de cristalizare solide. În perioada imediat următoare, când are loc implozia bulei germenii creaţi pe peretele bulei sunt împrăştiaţi şi amestecaţi în masa de topitură.
O altă explicaţie a formării subrăcirii locale şi formării germenilor de cristalizare, poate fi aceea că, în timpul căderii cavitaţiei (a imploziei bulelor) sunt generate presiuni locale mari, care pot avea ca efect creşterea temperaturii de topire.Ambele fenomene sunt posibile, ceea ce face ca ele să ducă la creşterea vitezei de germinare a fazei solide. Creşterea vitezei de germinare a fazei solide poate avea şi alte cauze, aşa cum o să arăt pe parcurs.
Trebuie să arăt că existenţa unor impurităţi insolubile în topitură exercită şi ele efecte de germinare în câmp de ultrasunete prin procesele cavitaţionale. Acestea pot să reducă considerabil _____________________________________________________________________ Teză de doctorat_
Ing. Cătălin ŞUŞU60

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
tensiunea superficială, cea ce are drept consecinţă modificări ale presiunii pg , favorizând apariţia cavitaţiei la intensităţi ale undelor ultrasonice mai reduse.
Un alt efect al undelor ultrasonice constă în aceea că acestea generează un jet fluid în faţa frontului de undă, dinspre sursa de vibraţii către baia de topitură. Acest efect poartă denumirea în literatura de specialitate de vânt ultrasonic.
Jetul de fluid care se deplasează în faţa undelor ultrasonice cauzează o circulaţie forţată a lichidului, crează curenţi de convecţie în topitură, curenţi care antrenează germeni de cristalizare, incluziunile nemetalice, incluziunile gazoase şi care intensifică procesele de segregaţie la nivelul frontului de solidificare şi care pot duce la fărămiţarea ramurilor dendritelor sau chiar la desprinderea dendritelor şi antrenarea lor în masa topiturii.
Intensitatea acestui efect este determinată de diferenţele de presiune ce apar în urma presiunilor de radiaţie a frontului de undă , creată de transductor, presiune care poate fi dată de relaţia;
Pr = π2 ρ f2 x2 (5.65)
Viteza vântului ultrasonic se paote determina cu relaţia;V = [ m / s] (5.66)
Viteza de deplasare a fluidului va duce şi la fragmentarea dendritelor, ceea ce duce la apariţia a noi germeni de cristalizare, aşa cum arată Abramov [58]
Un alt aspect important al utilizării ultrasunetelor la tratarea topiturilor metalice se referă la degazarea acestora:
Mecanismul de degazare se desfăşoară prin două procese succesive şi anume: ► formarea şi creşterea incluziunilor de gaz în topitură până când acestea ating
dimensiunea critică. ► eliminarea incluziunilor de gaz din topitură prin mecanismul de flotaţie. Formarea şi creşterea incluziunilor de gaze în topitura metalică are la bază nucleerea şi apoi
creşterea.Sub acţiunea fizică a vibraţiilor orice punct al topiturii se găseşte alternativ supus unor
suprapresiuni şi depresiuni.Dacă ne referim la hidrogen, care este principalul gaz răspunzător de formarea incluziunilor
gazoase în aliajele de aluminiu, se ştie că solubilitatea acestuia este dată de relaţia:
( 5.67)
în care: c este un coeficient de proproţionalitate; ES - căldura de dizolvare a hidrogenului, în J.Vibraţiile ultrasonice prin variaţiile de presiune accelerează procesele de difuzie, atomii de
hidrogen difuzând, prin unire formează molecule de hidrogen (H + H = H2 ).Acest proces are loc în perioada de depresiune. Formarea şi căderea golurilor de cavitaţie conduce la migrarea şi unirea moleculelor de
hidrogen, care formează bula de hidrogen. Creşterea temeperaturilor locale, a presiunii acustice intensifică amestecarea, emulsionarea, turbulenţa şi erodarea straturilor limită dintre faza lichidă şi cea solidă.
Deci, în perioada de depresiune are loc foramrea şi o creştere a nucleelor microscopicec de hidrogen ca urmare a creşterii difuziei de hidrogen în golurile de cavitaţie sau pe suprafaţa unor particule solide existente în topitură sau pe denivelări ale pereţilor formei.
Datorită pulsaţiei golurilor de cavitaţie au loc următoarele:► Poate să aibă loc difuzia gazului din bula de gaz în topitură atunci când bula este
comprimată. În această situaţie presiunea gazului din interiorul bulei creşte până când ajunge să depăşească presiunea creată de tensiunea superficială.
► Poate să aibă loc difuzia gazului din aliajul lichid în bula de gaz atunci când are loc dilatarea acesteia, în perioada de depresiune, ca urmare a reducerii concentraţiei de hidrogen în bula de cavitaţie.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU61

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
► Având în vedere că suprafaţa bulelor de cavitaţie în perioada de depresiune este mult mai mare decât cea a bulelor comprimate în perioada de presiune maximă, cantitatea de hidrogen care difuzează în bulele respective, la dilatarea acestora, este mult mai mare decât cantitatea care părăseşte bulele în timpul comprimării. În felul acesta are loc creşterea bulei de gaz.
► Pe de altă parte procesul de difuzie în bulă şi din bulă depinde şi de grosimea şi densitatea stratului (peliculei ) formată la suprafaţa bulei. În cazul comprimării bulei de gaz acest strat creşte în grosime şi densitate, iar gradientul de difuzie scade. În cazul dilatării bulei, grosimea stratului şi densitatea acestuia scad, gradientul de difuzie creşte, creşte deci viteza de difuzie a hidrogenului în interiorul bulei, ceea ce duce la creşterea acesteia.
Are loc deci , o creştere a bulelor de hidrogen pe seama acestui joc al difuziilor.Intensitatea de apariţie afazei gazoase se poate determina cu relaţia
(5.68)
în care: A este o constantă, T - temperatura aliajului, r - raza bulei sferice, σ - tensiunea superficială, K - constanta lui Boltzman.
Când bula de hidrogen ajunge la o anumită mărime critică, aceasta începe să floteze. Bulele cu diametrul mare, peste mărimea critică, se ridică spre suprafaţa liberă a topiturii.
Pentru determinarea dimensiunii critice a incluziunii gazoase, capabile să învingă presiunea exterioară se porneşte de la relaţiile:
şi (5.69)
în care: Pa este presiunea atmosferică; - presiunea dată de tensiunea superficială;
- presiunea dinamică determinată de viteza de curgere a lichidului.
La echilibru Pℓ1 = Pℓ 2 de unde rezultă raza critică; rcrt. = (5.70)
Odată cu creşterea frecvenţei şi amplitudinii vibraţiilor cresc viteza şi acceleraţia , cu care se mişcă bulele gazoase, creindu-se astfel condiţii ca acestea să se desprindă, să înainteze în topitură. Un proces similar are loc şi cu incluziunile gazoase , aderente la faza solidă care se desprind cu mai mare uşurinţă de pe suprafaţa frontului de solidificare.
Incluziunile desprinse de pe suprafaţa frontului de solidificare sunt deplasate spre axa termică a peretelui piesei. Această deplasare este însă dependentă de vâscozitatea topiturii şi de tensiunea superficială a acesteia.
Deplasarea incluziunilor gazoase, ca de altfel şi a celor solide (incluziuni nemetalice, germeni de cristalizare) şi a picăturilor cu elemente de segregare, este condiţionată de trei forţe:
► Forţa de frecare care se determină din relaţia;
(5.75)
► Forţa de interacţiune dintre masa lichidului şi cea a incluziunii;
(5.76)
► Forţa arhimedică; (5.77)
în care : Cx este coeficientul de frecare care depinde de forma particulei şi condiţiile de interacţiune cu topitura; ω - pulsaţia undelor, în rad/s.; ί - un coeficient; r - raza particulei, în m;
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU62

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
ρ - densitatea, în kg/m3; Vℓ - viteza de deplasare relativă a topiturii, în m/s;Vs - viteza relativă a incluziunii faţă de topitură , în m/s.
Rezultă că pentru o topitură cu o anumită vâscozitate, deplasarea incluziunilor depinde de pulsaţie, respectiv de frecvenţa undelor vibratoare.
Pentru anumite valori ale pulsaţiei undelor forţa Fμ ≈ (Fm + Fa ), în care caz particulele sunt în echilibru cu lichidul , dar când Fμ< (Fa + Fa ) particulele se pun în mişcare, iar când Fμ <<( Fm + Fa) particulele se deplasează intens.
Odată cu creşterea dimensiunii (razei) bulei de gaz, creşte forţa de flotare, care fiind mai mare decât forţele de inerţie , va conduce la o perioadă intensă de degazare.
Deci, sub acţiunea vibraţiilor este accelerată difuzia, este favorizată formarea germenilor incluziunii gazoase şi creşterea bulelor de gaz, creşte probabilitatea de fuzionare a bulelor mici şi este accelerată deplasarea aceestor bule spre axa termică şi spre suprafaţa liberă a topiturii.
Realizarea unei degazări avansate a aliajelor de aluminiu este posibilă în cazul când tratamentul cu ultrasunete este mai îndelungat şi când temepratura topiturii este mai ridicată.
În deplasarea lor bulele de gaz se întâlnesc cu unele incluziuni nemetalice solide şi acestea aderă între ele. Are loc un proces de aderare a particulelor solide disperse pe suprafaţa incluziunilor gazoase, acestea fiind deplasate spre suprafaţa liberă a topiturii. Odată cu degazarea are loc şi un proces de rafinare a aliajului . Intensificarea acestui proces beneficiază de efectul vibraţiilor ultrasonice asupra degazării.
S-a constatat că, la degazarea aluminiului şi aliajelor sale cu magneziul eficacitatea maximă se atinge atunci când topitura este menţinută la o temperatură constantă de 720 – 730 ºC , intensitatea ultrasunetelor este 7 – 8 W/cm2 , iar durata de 8 – 10 minute.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU63

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL VI.
TRATAREA TOPITURILOR METALICE ÎN VEDEREA FINISĂRII GRANULAŢIEI
Pentru ca să se obţină o granulaţie a cristalelor în aliaje este necesar a se acţiona în prealabil asupra topiturilor acestora . Obligativitatea acestui proces este dictată de obţinerea următoarelor îmbunătăţiri care se pot realiza în semifabricatele şi piesele turnate:
- Îmbunătăţirea proprietăţilor mecanice.- Îmbunătăţirea prelucrabilităţii prin aşchiere şi a extrudabilităţii . - Îmbunătăţirea proprietăţilor de turnare.- Reducerea porozităţii datorată contracţiilor şi creşterea densităţii.- O mai bună şi mai uşoară uniformizare a efectelor tratamentului termic.- Obţinerea unei finisări a suprafeţelor datorită structurii mai fine.Având în vedere că, cristalele într-un metal sau aliaj se formează prin germinare şi creştere,
tratarea topiturii trebuie să fie în strânsă legătură cu aceste două procese.
6.1. STAREA DE ECHILIBRU LICHID – SOLID
Procesele de germinare sau nucleere determină tipul structurii iniţiale la solidificarea produselor turnate, de asemenea gama de dimensiuni şi distribuţia spaţială a fazelor, mărimea grăunţilor cristalini, morfologia acestora şi omogenitatea compoziţiei.
Structura finală atât la scara macro, cât şi micro este influenţată de asemenea de procesul de creştere a a cristalelor, importante fiind şi procesele de curgere a topiturii, de transferul de masă şi de coagulare.
Starea de echilibru este atinsă când energia liberă Gibbs este minimă. Aceasta se poate exprima matematic prin ecuaţia:
(6.1)
în care: ni este numărul de moli sau atomi ai componentului i. Termenul poartă
denumirea de potenţial chimic şi se notează cu . În condiţii de echilibru, presupunând că T şi P sunt constante energia liberă Gibbs este:
dG = (6.2)Pentru un sistem bifazic α şi β condiţia de echilibru este ca potenţialul chimic al fiecărui
component să fie acelaşi în cele două faze, adică: α şi β putând fi faza lichidă şi faza solidă. (6.3)
Deci , într-un sistem binar, echilibrul dintre cele două faze componente se stabileşte când potenţialele lor chimice sunt egale.
În practica de finisare a granulaţiei structurii un rol important îl joacă subrăcirea.Transformarea de fază la solidificare este determiantă de aşa numita forţă motrice, care este
dată de variaţia energiei libere pe mol ( energia liberă molară) sau pe unitate de volum (energie liberă volumetrică) Aceasta se exprimă prin relaţia :
F = E + p V - TS (6.4)în care: E este energia internă, care de fapt reprezintă cantitatea de lucru mecanic necesară
pentru separarea la infinit a atomilor unei faze; p - presiunea;V - volumul; T – temperatura; S – entropia.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU64

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Într-un sistem fără intervenţie din afară, energia liberă poate doar să scadă. Aceasta rezultă din faptul că entropia este o măsură a dezordinii în aranjarea tomilor, ori se ştie că entropia lichidului este mai ridicată decât a solidului (dezordinea în aranjarea atomilor în faza lichidă este mai mare decât dezordinea acestora în faza solidă, deci la solidificare entropia descreşte).
Ecuaţia (6.4.) la presiune constantă devine ecuaţia energiei libere Gibbs. G = H - TS în care H = E + pV (entalpia) (6.5.)Cu creşterea temperaturii energia liberă scade, aceasta poate fi reprezentată ca o linie
dreaptă pentru un metal pur, fără gradient termic în faza lichidă, aşa cum se arată în figura 6.1.Până la punctul de intersecţie energia liberă a lichidului este mai mare decât a solidului α
deoarece entropia SL > SS. Temperatura la care cele două linii se întretaie este temperatura de echilibru Te la care nu pot
să apară transformările de fază.Când germinarea este normală,
când temperatura scade sub Te se formează faza solidă α stabilă. Dacă germinarea fazei α este împiedicată printr-o metodă oarecare, se va forma faza metastabilă β la o temepratură mai scăzută decât Tβ. Dacă ambele faze (α şi β) sunt împiedicate să apară atunci apare faza γ metastabilă sub formă sticloasă, această fază putând fi obţinută numai prin evaporare şi solidificare.
La temperatura de echilibru dacă cele două faze, lichidă şi solidă coexistă atunci energia liberă volumetrică (ΔGV ) este nulă, adică:
Δ GV = GL - GS = (HL – HS) – Te(SL – SS) = 0 (6.6)din care se poate scrie că :
(HL – HS) = ΔHf = Te(SL – SS) = Te ΔSf sau ΔSf =
ΔHf este variaţia entalpiei în timpul solidificării sau căldura latentă volumetrică, iar ΔSf
este entropia de solidificare.
6.2. SUBRĂCIREA LA SOLIDIFICARE
La o temperatură mai redusă decât Te vom avea:
(6.7)
(6.8)
ΔT este subrăcirea la care se produce transformarea de fază lichid – solid. Când ΔT = 0 şi Δ GV = 0 sistemul este în echilibru , deoarece sub Te nu există subrăcire.
Subrăcirea ΔT are o mare importanţă în ceea ce priveşte stadiul iniţial al solidificării . stadiul în care procesul principal este cel al nucleerii.
La aprecierea subrăcirii trebuie să avem în vedere că, conceptul de subrăcire poate fi înţeles şi în termeni de cinematică atomică.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 6.1. Reprezentarea grafică a variaţiei energieilibere a lichidului şi solidului cu temperatura
65

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
La formarea interfeţei solid – lichid au loc la o scară atomică două procese şi anume: unii atomi din lichid trec în solid iar unii atomi din solid trec în lichid (acest lucru se întâmplă în faza embrionară; adică în faza de formare a embrionilor solizi).
Vitezele celor două procese sunt egale numai la echilibru, adică: (dn/dt)L = (dn/dt)S ( fluxul de atomi dinspre lichid spre solid la interfaţa solid este egal cu fluxul de atomi dinspre solid spre lichid la interfaţa lichid – solid). Pentru ca să se producă solidificarea trebuie ca mai mulţi atomi dinspre lichid să efectueze salturi spre solid decât invers. Deci, interfaţa care se formează trebuie să se găsească la o temperatură mai mică decât Te. Diferenţa de temperatură poartă denumirea de
subrăcire cinetică (ΔTK), care se exprimă prin relaţia: (6.9)
în care: υ este viteza de solidificare; υc - viteza maximă ipotetică de creştere, la o forţă motrice infinită. υc se poate considera ca fiind egală cu viteza sunetului.
Dacă în evaluările făcute până aici s-a considerat că interfaţa lichid – solid este suprafaţă plană, cu raza r = ∞, în realitate, la apariţia unui nucleu solid în topitură suprafaţa nu este plană, aceasta având o anumită curbură spaţială, exprimată prin relaţia:
(6.10)
în care: r1 şi r2sunt razele principale ale curburii, adică valorile minimă şi maximă. (pentru sferă r 1
= r2 = r şi K = 2/r, iar pentru cilindru r1 = ∞, r2 = r şi k = 1/r) Considerând particula solidă sferică, cu raza r, la creşterea cu dr lucrul mecanic pentru
creşterea suprafeţei este d(4πr2∙σ)dr şi aceasta trebuie să fie egal cu lucrul mecanic rezultat din
descreşterea energiei libere volumetrice , de unde rezultă că:
ΔGV = σ fiind energia suprafeţei lichid – solid. (6.11)
Din relaţia (6.8.) care defineşte subrăcirea putem scrie:
(6.12)
în care: ΔTr este subrăcirea de curbură; Γ - coeficientul Gibbs – Thomson.Luând în considerare că în topitură există gradient termic atunci variaţa temperaturii în lichid
poate fi ca în figura 6.2.Subrăcirea termică apare ca urmare a
rămânerii în urmă a creşterii solidului în urma transformării transferului de căldură spre peretele formei.
Dacă ne referim la aliaje şi nu la metalele pure, atunci apare şi o subrăcire de constituienţi sau subrăcire compoziţională ΔTC.
Dacă se consideră că topitura are compoziţia CO, solidul CS şi lichidul din vecinătatea interfeţei L – S, atunci, la echili-bru se poate define un coeficient de echilibru K, la temperatură şi presiune constante:
(6.13)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 6.2. Reprezentarea schematică a subrăcirii termice.
66

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
La sfârşitul solidificării se poate constata că ultimele cantităţi de lichid încă nesolidificate au o altă compoziţie faţă de cea iniţială CO. Diferenţa dintre compoziţia lichidului din vecinătatea interfeţei
L – S şi compoziţia temperaturii duce la apariţia subrăcirii de compoziţie , reprezentarea acesteia rezultă din figura 6.3. Subrăcirea constituţională, sau compoziţională sau de dizolvare se poate calcula cu formula;
ΔTc = TL – Tif = - m (CL- CO) (6.14) în care: TL este temperatura începutului de
solidificare sau temperatura lichidus; Tfi -temperatura la interfaţa L – S.
Dacă la interfaţa L – S sau la întreaga topitură se aplică o presiune atunci apare o subrăcire de presiune Aceasta se explică prin aceea că, micile
variaţii de volum a substanţei condensate, lichid şi solid, duc la modificarări ale energiei interne şi a entropiei Variaţia energiei libere a lichidului şi solidului pot fi exprimate , ţinând cont de ecuaţia (6.4.)
ΔFℓ = Δp∙VL – ΔT ∙ SL şi ΔFS = ΔP ∙ VS - ΔT ∙ SS şi egalând cele două la echilibru rezultă:
(6.15)
Subrăcirea termică poate să fie micşorată de subrăcirea de compoziţie şi ca urmare a influenţei căldurii latente , aşa cum este ilustrat în figura 6.4.
6.3. FENOMENE DE GERMINARE ŞI CREŞTERE
Având în vedere aprecierile făcute anterior, cum că subrăcirea este răspunzătoare de stadiul iniţial al germinării şi că germinarea sau nucleerea determină în cea mai mare parte tipul strcuturii iniţiale mă voi opri pe scurt asupra proceselor de germinare şi creştere.
Atât germinarea cât şi creşterea sunt fenomene care se desfăşoară la scară atomică. Acestea determină morfologia şi fineţea microstructurii primare de formare precum şi fazele pe care le conţine.
6.3.1. GERMINAREA OMOGENĂ. În jurul temperaturii de echilibru în topitură există fluctuaţii de temperatură, de
densitate, diferite configuraţii atomice, etc. Datorită acestor fluctuaţii se formează microgrupări numite embrioni. Între embrioni şi topitură se formează interfaţa lichid – solid, căreia îi este asociată o energie de interfaţă. Dacă ne referim la un microvolum în care se formează embrioni şi interfeţe , datorită energiilor asociate acestora creşte energia liberă a întregului microvolum. Dacă nu există o subrăcire adecvată embrionii se retopesc, iar dacă există o subrăcire suficientă embrionul creşte şi fomează un germene. Denumirea de germinare omogenă este atribuită din cauză că germenele are aceeaşi compoziţie ca cea a lichidului şi a solidului.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 6.3. Reprezentarea schematică a subrăcirii de compoziţie.
Fig. 6.4. Reprezentarea schematică a variaţiei subrăcirii termice la interfaţa lichid – solid.
67

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
La germinare dacă luăm în considerare un embrion cu raza r, la formarea lui are loc o descreştere a energiei
libere ca urmare a formării unui volum de rază r din faza lichidă în cea solidă.
Considerând că volumul respectiv este de formă sferică, descreşterea energiei libere este direct proporţională cu volumul 4/3πr3 şi cu energia liberă volumetrică ΔGV. Formându-se o interfaţă L – S energia liberă creşte, creşterea find direct proporţională cu suprafaţa 4πr2 şi cu energia superficială σLS . Deci , modificarea energiei libere este dată de ecuaţia :
ΔG=
(6.16) Reprezentarea grafică a variaţiei energiei libere este redată în figura 6.5.
La valoarea maximă a lui ΔG corespunde o rază notată cu rc, care este denumită raza critică. Când embrionul atinge mărimea critică, ataşarea chiar a unui atom la acesta duce la creşterea lui. Creşterea embrionului peste raza critică duce la scăderea energiei libere.Dacă raza embrionului este mai mică decât raza critică şi dacă din sistem nu se îndepărtează căldură atunci embrionul se topeşte.
Valoarea lui rcr se poate afla scriind maximul curbei ΔG.
ΔGmax = (6.17)
şi anulând prima derivată
(6.18)
din care:
(6.19)
Înlocuind în (6.19.) pe ΔGV din relaţia (6.7.) se obţine:
(6.20)
Tℓ fiind temperatura de solidificare, L căldura latentă de solidificare. Raza critică este deci invers proporţională cu subrăcirea. Excesul de energie liberă a germenului critic poate fi calculat folisnd ecuaţiile (6.19.) şi (6.17.), când se obţine:_____________________________________________________________________ Teză de doctorat_
Ing. Cătălin ŞUŞU
Fig. 6.5. Variaţia energiei libere a sistemului lichid – solid cu raza embrionului
68

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
(6.21)
Fără a mai face demonstraţia, viteza de germinare I, care ste egală cu numărul de germeni critici ( ) plus viteza de încorporare de noi atomi în germenii respectivi, este dată de relaţia:
I = , în (6.22)
Şi având în vedere că la metalele obişnuite
se obţine ecuaţia:
(6.23)
în care: nL este numărul de atomi pe unitatea de volum conţinuţi în embrionii din acel volum; DL – difuzivitatea lichidului; a - distanţa atomică ., K - constanta lui Boltzmann.
Practic s-a observat că subrăcirea necesară pentru a provoca germinarea omogenă la majoritatea metalelor este:
ΔT = (0,13 – 0,25) Tf Se observă că viteza de germinare reprezintă o dependenţă abruptă de temperatură ,
variaţia acesteia fiind prezentată în figura 6.6.În cazul aliajelor subrăcirea trebuie considerată de la
temperatura lichidus. Germinarea omogenă teoretic are loc la grade de subrăcire ca şi a metalelor iar în practică germinarea omogenă este aproape exclusă.
6.3.2. GERMINAREA ETEROGENĂ
Practic s-a constatat că germinarea în aliajele industriale începe la grade de subrăcire mult mai mic decât cele calculate la germinarea omogenă. Aceasta se explică prin aceea că germinarea începe pe fragmente preexistente de particule solide(cristale, oxizi) , pe pereţii formei sau pe unele adaosuri numite inoculanţi sau modificatori.Această germinare se numeşte eterogenă. În acest caz atomii metalului care începe să se solidifice se ataşează pe cele mai favorabile locaţii ale suportului, creşterea având loc prin depunerea de atom cu atom.
La depunerea de atomi pe o suprafaţă solidă, odată cu formarea unui volum de solid se crează şi o interfaţă lichid – solid. Într-un punct triplu de pe circumferinţa liniei de contact între cele trei faze în contact acţionează energiile de interfaţă, aşa cum se arată în figura 6.7.
La echilibru se poate scrie: (6.24)
şi (6.25)
Energia liberă de formare a unui germene este dată de relaţia: (6.26)ALE este aria suprafeţei calotei sferice. ALE = 2π ∙ r 2 (1 - cos θ) (6.27)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 6.6. Variaţia vitezei de germinare omogenă cu subrăcirea.
69

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
AES este aria dintre calota sferică şi suportul solid.. AES = π ∙ r 2 ∙ sin θ (6.28) Volumul calotei sferice VE este:
VE = (6.29)Conform ecuaţiei (6.24.) şi a ecuaţiilor (6.26.), (6.27.), (6.27.), (6.28) şi (6.29.) avem:
(6.30)
sau unde (6.31)
Raza critică a germenului heterogen rezultă:
(6.32)
în nuclee/m3, s. (6.35)
în care: f0 este o funcţie complexă ce depinde de frecvenţa de vibraţie a atomilor, de energia de activare în lichid şi de aria nucleelor critice (are valoarea aproximativă de 1011); C0 - numărul de
atomi conţinuţi în lichid pe unitatea de volum (la metale C0 atomi/m3)
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 6.7. Schema nucleerii eterogene pe un substrat solid
Fig. 6.8. Variaţia energiei libere de exces necesară pentru germinarea omogenă şi
heterogenă.
Variaţia energiei libere în exces necesară pentru formarea germenului omogen şi eterogen este redată în figura 6.8. Viteza de germinare heterogenă este dată de ecuaţia:
(6.33) în care: na este numărul de atomi desuprafaţă al suporţilor de germinare pe unitatea de volum;h - constanta lui Planck; - energia liberă de formare a unui germene cu raza critică.
= ; (6.34.)
ΔGA - energia liberă de activare pentrutransferul atomilor din lichid în cristal. Viteza de germinare poate fi exprimată şi în numărul de germeni formaţi pe m3 şi secundă
70

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
(6.36)
Dacă variaţia energie libere de exces pentru formarea omogenă şi eterogenă a germenilor şi variaţia numărului de germeni omogeni şi heterogeni se reprezintă în funcţie de gradul de subrăcire, acestea arată ca în figura 6.9.
6.4. METODE DE FINISARE A GRANULAŢIEI STRUCTURII.
Există mai multe posibilităţi practice de a acţiona asupra topiturii metalice în vederea finisării structurii, între acestea sunt: răcirea apidă; introducerea unei energii din exterior prin aplicarea de vibraţii mecanice şi cu ultrasunete; introducerea unor adaosuri de elemente sau substanţe care să favorizeze germinarea şi creşterea cristalelor; fărămiţarea dendritelor prin retopire.
Principalul efect al răcirii rapide a aliajului turnat este legat de frânarea creşterii cristelelor şi de creşterea numărului germenilor . .
Pe lângă acestea răcirea rapidă reduce segre- gaţiile în piesele turnate.
Din ecuaţia vitezei de creştere:
(6.379 rezultă că aceasta este direct proporţională cu subrăcirea şi creşte cu creşterea subrăciri. Constanta μc
are valori de cca. 10-2 m/s∙K.Răcirea rapidă este determinată de temperatura
iniţială a aliajului lichid, de temperatura formei şi de proprietăţile termofizice ale materialului formei.
Viteza mare de răcire ne interesează în principal în perioada de solidificare, perioadă în care se formează structura primară (are loc germinarea şi creşterea cristalelor).
Viteza de răcire a topiturii metalice de la temperatură înaltă este şi ea importantă, influenţând unele procese cum ar fi; blocarea disocierii unor grupări moleculare formate în topitură, procesele de difuzie şi de transport de masă, procesele de sedimentare, etc.
Deci, din punct de vedere al formării structuri primare, răcirea rapidă se poate realiza prin scăderea temperaturii de turnare şi folosirea unor materiale ale formei care să aibe coeficientul de difuzivitate termică mare şi coeficientul de acumulare al căldurii mare.
Viteza de răcire depinde şi de alţi factori; natura aliajului prin proprietăţile termofizice ale acestuia, gradientul de temperatură din aliaj fiind o funcţie de densitate , căldură specifică şi conductivitate termică. Geometria piesei influenţează deasemenea viteza de răcire, precum şi presiunea de turnare.
Agitarea mecanică acţionează asupra structurii primare prin ruperea şi încovoierea ramurilor dendritelor, favorizarea transportului de fază lichidă între ramurile dendritelor, etc.
Agitarea topiturii se poate face manual, agitare electromagnetică, prin barbotare cu gaze inerte, cu ultrasunete, cu vibratoare mecanice.
Acţiunea ultrasunetelor pe lângă efectele prezentate anterior are un efect semnificativ în topiturile metalice, cel legat de germinarea şi creşterea cristalelor.
Datorită variaţiei presiunii în timpul tratării topiturii cu vibraţii ultrasonice, apare în punctele unde se produc suprarăciri fază solidă sub formă de germeni de cristalizare.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 6.9. Variaţia energiei libere în exces şi a vitezei de germinare cu
gradul de subrăcire.
71

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Vibraţiile ultrasonice intensifică şi schimbul de căldură convectiv, prin aceea că duc la creşterea criteriului Biot. Datorită intensificării schimbului de căldură între topitură şi formă se măreşte gradul de subrăcire şi ca urmare viteza de germinare.
Ultrasunetele conduc la scăderea valorii tensiunii superficiale (σℓs) ceea ce influenţează asupra energiei libere de suprafaţă (4π∙r2σℓs), aceasta făcând ca în final mărimea razei critice a germenilor să fie mai mică. Deci prin aceasta un număr mai mare de nuclee devin germeni stabili.
În privinţa germinării pot fi reţinute următoarele: vibraţiile ultrasonice intensifică gradul de subrăcire; acestea duc la scăderea tensiunii superficiale interfaciale L –S ceea ce duce la scăderea valorii variaţiei energiei libere şi la stabilizarea germenilor cu rază critică mai mică şi accelerează gradul de aglomerare a nucleilor instabili cu rază critică mai mică, constituind prin aceasta noi germeni stabili.
În procesul de creştere cea mai importantă modificare ce are loc este eliminarea creşterii cristalelor columnare- dendritice şi formarea de cristale echiaxiale. Acest proces este posibil datorită creşterii subrăcirii la vârfurile ramurilor dendritelor , până la o temperatură mai mică decât temperatura fazei lichide de topitură. Ca urmare a scăderii subrăcirii termice a lichidului la interfaţa lichid – solid se micşorează şi viteza de creştere.
Ca urmare a fluctuaţiilor din topitură este posibil să aibă loc şi o topire parţială a vârfurilor dendritelor, determinată de convecţia creată în topitură.
Deci, sub influenţa fizică a vibraţiilor ultrasonice se obţine o structură cristalină mărunţită ca urmare a creşterii numărului germenilor de cristalizare şi a favorizării creşterii cristalelor echiaxiale în defavoarea celor columnar – dendritice.
Vibraţiile ultrasonice au influenţă puternică şi asupra volumului microretasurilor, precum şi asupra formei macroretasurii.
În concluzie, tratarea topiturii cu ultrasunete se impune ca una din tehnologiile cela mai importante de prelucrare a topiturilor metalice. Această tehnologie asigură o foarte bună degazare, modificare a structurii, compactizare şi creştere a indicelui de scoatere.Pe lângă toate acestea este o tehnologie nepoluantă.
Adaosurile care frânează creşterea grăunţilor sunt fie elemente de aliere, fie substanţe dizolvate în topitură, care pot avea efect asupra gradului de subrăcire constituţională în timpul solidificării.
Elementul introdus în topitură, la solidificare se concentrează în faţa frontului de solidificare, aceasta duce la modificarea tmeperaturii de solidificare , conform cu diagrama de echilibru. Dacă temeperatura de solidificare este mai mică în zona de concentrare a elementului duce la modificarea gradului de subrăcire, ceea ce influenţează viteza de creştere, obţinându-se grăunţi mai mulţi şi mai mici.
Introducerea agenţilor de nucleere în topitură se face prin aşa numita inoculare, care poate fi realizată prin introducerea sub formă de dispersie sau introducerea internă când au loc reacţii chimice, din care rezultă produse solide.
Atât inoculanţii sub formă de dispersie fină, cât şi cei care prin reacţie chimică formează incluziuni solide, favorizează procesul de nucleere.
Pentru aliajele de aluminu elementele de inoculare pot fi: Ti, B, P, C, Zr, Fe, Te, As, etc. Aceste elemente formează în topitură compuşi , cum sunt: TiAl3; ZrAl3; CrAl7; TiC; TiB2; AlB2
etc.Pentru a se iniţia formarea de nuclee pe compuşii respectivi trebuiesc îndeplinite
următoarele: la elaborarea aliajelor de aluminiu; lichidul să umecteze suprafaţa suportului, (unghiul θ < 90 ºC); interfaţa dintre topitură şi suport trebuie să aibă o energie mai mare decât cea dintre nucleu şi suport; nucleantul trebuie să rămână dispersat în topitură; începutul nucleerii nu trebuie să fie urmat de o creştere rapidă izotropică a cristalului .
Există în prezent mai multe teorii referitoare la mecansimele de acţiune a inoculanţilor cum ar fi: teoria reacţiei peritectice, teoria particulelor, teoria bazată pe diagrama de fază şi a particulelor.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU72

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Cele mai utilizate tipuri de nucleanţi sunt: fluxurile, metalele, prealiajele, tabletele şi splater-urile.
Fluxurile conţin în general cloruri şi fluoruri.Acestea reacţionează cu topitura metalică, rezultând compuşi care joacă rolul de nucleanţi.
Fluxurile folosite sunt săruri realizate prin topirea componentelor respective. După topire şi răcire acestea sunt măcinate şi ambalate corespunzător, pentru a fi lipsite de umiditate. Compoziţia lor este în general eutectică, pentru că temperatura de topire să fie cât mai scăzută.
Fluxurile sau aşa numiţii fondanţi, folosite pot să fie pentru acoperirea topituri metalcie, când acţionează prin interacţiunea cu topitura sau joacă doar rolul de a proteja baia metalică împotriva pătrunderii gazelor şi fluxuri pentru rafinare şi modificare.
Fondanţii folosiţi la elaborarea aliajelro de lauminiu sunt prezentaţi în Anexa 2.La finisarea aliajelor de aluminiu se pot folosi prealiaje cum sunt: Al – Ti, Al –Ti – B,
Al – Ti – C.Pentru aliajele de Al – Si este foarte importantă modificarea structurii prin finisarea
cristalelor de siliciu. Se folosesc Ba, Ca, Sr, Na, Ce, La, Pr, Nd, Eu. În legătură cu modificarea acestor aliaje există câteva teorii între care: teoria subrăcirii
conform căreia la adaosul de Na se produce o subrăcire datorită căreia se formează un eutectic globular fin; teoria adsorbţiei conform căreia modificatorul Na se adsoarbe pe suprafaţa cristalelor de siliciu, frânând creşterea acestora; teoria coloidală conform căreia modificatorul ar mări stabilitatea sistemului în stare dispersată şi la solidificare aluminiul şi siliciul trec din stare atomică în stare cristalină, particulele atingând la un momentdat mărimea particulelor coloidale.
Unele fluxuri modificatoare se prezintă sub formă de tablete, care conţin pulberi de metale, fondanţi, şi lianţi. Acestea se introduc în topitură.
Aliajele din sistemul aluminiu – siliciu necesită modificare pentru a schimba forma, mprimea şi repartizarea separărilor de siliciu care apar în structura primară.
Se ştie că pentru aliajele hipoeutectice şi eutectice se foloseşte modificarea acestora cu sodiu, care prezintă cel mai bun efect de modificare la un adaos de 0,1%. Datorită temperaturii scăzute de topire (98 °C), efectul de modificare dispare destul de repede în timp. Efectele şi tehnica de modificare cu Na fiind arhicunoscute , nu insist asupra lor. Semnalez însă că o serie de alte elemente , cum sunt cele din grupele I şi II precum şi pământurile rare (Eu, La, Ce, Pr, Nd) modifică aliajele hipoeutectice Al –Si.
Aliajele Al – Si hipereutectice se modifică cu ajutorul fosforului .Practic pentru modificarea aliajelor Al – Si hipoeutectice se folosesc în afară de Na,
elementele Ba, Ce, Sr, Ca, Sb.Elementele Ba, Sr, Ce, Sb au un efect modificator moderat, mai redus decât Na, , carea are
un efect slab, Sb finisează eutecticul Al –Si , este mai susceptibil la gaze decât Na şi Sr, dar este mai toxic. Prezenţa stibiului înb topitură face foarte dificilă modificarea cu Na şi cu Sr, de aceea acesta trebuie să nu depăşească 0,02 – 0,04 %.
Modificarea aliajelor de aluminiu - siliciu cu stronţiu se face cu scopul de a modifica forma eutrecticului. Modificarea constă în schimbarea formelor separărilor de siliciu din acicular în fibros. Această modificare are un efect benefic asupra unor proprietăţi ale aliajului. În ultimul timp a avut loc o creştere importantă a utilizării stronţiului în defavoarea natriului, modificatorul tradiţional al aliajelor Al – Si.
Stronţiul are un număr mai mare de avantaje decât sodiul, între care:- Avantajul major este efectul semipermanent al acestuia , adică efectul de modificare
este permanent sau semipermanent în comparaţie cu pierderea rapidă a sodiului din topitură prin volatilizare şi oxidare. Efectul de modificare se menţine chiar după 2-3 retopiri.
- Dacă sodiul la un conţinut de peste 0,02%produce o supra modificare, asociată cu formarea compusului AlSiNa, ceea ce duce la diminuarea proprietăţilor mecanice,
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU73

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
stronţiul nu produce supramodificarea până la cca. 0,05%, dar peste această valoare se formează compusul AlSrSi2 care înrăutăţeşte proprietăţile mecanice.
- Stronţiul creşte substratul nucleelor eterogene prin creşterea conţinutuluiu de impurităţi. Acest lucru se explică astfel: la prezenţa stronţiului în topitură la un nivel normal pentru a produce modificarea se formează un aluminat de stronţiu SrOAl2O3. Pelicula de aluminat de stronţiu nu este la fel de puternică precum cea de alumină Al2O3 şi este mult mai uşor de sfărămat în mici bucăţele, dând prin aceasta mai mulţi suporţi pentru nucleerea eterogenă.
- Stronţiu cauzează o scădere a temperaturii eutectice, ceea ce afectează solidificarea eutectică. Aceasta duce la mărirea intervalului de solidificare. S-a constatat că la modificarea cu stronţiu frontul de solidificare are o interfaţă solid – lichid netedă.
- Stronţiu coboară tensiunea superficială a a topiturii.- În privinţa formării porozităţii atât creşterea intervalului de solidificare , cât şi scăderea
tensiunii superificiale măresc capacitatea unui por de a se dezvolta, a creşte, deci formarea bulelor este realitv uşoară.
- Un dezavantaj al modificării cu stronţiu constă în creşterea porozităţii în piesele turnate ceea ce a făcut ca industria să practice modificarea cu unele ezitări.
Creşterea porozităţii a fost atribuită creşterii susceptibilităţii de absorbţie de hidrogen în topitură. Întradevăr, la început conţinutul de hidrogen creşte în topitură cu timpul după adăugarea de stronţiu. După un timp oarecare conţinutul de hidrogen ajunge la un maxim, apoi începe să scadă tinzând să se aşeze cât mai aproape de valoarea iniţială.
Creşterea conţinutului de hidrogen în topitura deja formată are loc prin intermediul umidităţii din atmosferă conform reacţiei:
2 H2O (vapori) + 2 Al(lichid) = Al2O3(solid) + 6 [H] (6.38) La aliajul nemodificat se formează pe suprafaţa liberă stratul de oxid Al2O3 sub forma unei
pelicule protectoare. După modificarea cu Sr se formează stratul de aluminat de stronţiu, această peliculă este mai puţin protectoare ce cea de alumină pură. Pelicula de aluminat de stronţiu poate fi mai uşor sfărămată devenind mult mai permeabilă la pătrunderea hidrogenului din atmosferă. Aşa se explică faptul că după un timp de la introducerea stronţiului începe să crească conţinutul de hidrogen. Scăderea după un anumit timp a hidrogenului din topitură se datoreşte procentului de formare a bulelor de gaz şi flotării acestora.
Pentru modificarea cu stronţiu se utilizează prealiajele Al –Sr cu conţinut de 3% -10% Sr, care conţin compusul intermetalic Al4Sr dizolvat în masa de bază αAl.
Sunt folosite şi prealiajele AlSr10, AlSr90, AlSi14Sr10.Conţinutul optim de stronţiu în topitură este de 0,01 – 0,02%.Modificarea unor aliaje de aluminiu cu prealiaje de Al-Ti şi Al – Ti – B are un effect de
finisare avansată a structurii.Cercetările intreprinse sub conducerea Prof.dr.ing. Petru Moldovan de la Universitatea
Politehnică din Bucureşti au pus în evidenţă o finisare avansată a structurii aliajelor AlSi7Mg şi Al SiMgMn prin introducerea în topitură a prealiajelor AlTi5 şi AlTi5B1. Prin cercetările intreprinse s-a pus în evidenţă că elementul dizolvat (Ti) are un potenţial mare de finisare a granulaţiei , la o durată mică de menţinere în stare de topitură, grăunţii formaţi la solidificare având o formă echiaxială, cu dimensiuni cuprinse între cca. 120 – 145 μm, la un conţinut de 0,02 % Ti .
Introducerea în topitură a prealiajului ternar AlTi5B1 face ca borurile care constituie centre de cristalizare să ducă la o puternică finisare a structurii, dimensiunile de grăunte scăzând de la cca 158 – 340 μm în aliajul netratat, la cca. 50 – 60 μm..
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU74

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL VII
CERCETĂRI PRIVITOARE LA APRECIEREA GRADULUI DE PURITATE A TOPITURII PRIN PRESIUNE ŞI DENSITATE
7.1. APRECIERI ASUPRA FORMĂRII POROZITĂŢII ÎN PIESELE TURNATE DIN ALIAJE DE ALUMINIU.
7.1.1. UNELE ASPECTE ALE FORMĂRII POROZITĂŢII ÎN PIESELE TURNATE DIN
ALIAJE DE ALUMINIU
În timpul elaborării aliajelor de aluminiu se formează în topitura metalică diferite incluziuni nemetalice. Aceste incluziuni dacă nu sunt înlăturate din topitură înainte de turnare duc la înrăutăţirea unor proprietăţi, cum ar fi : rezistenţa mecanică la rupere, fragilitatea, vâscozitatea, rezistenţa la coroziune, conductivitatea termică şi electrică, reduc posibilităţile de lustruire.
Aluminiul şi aliajele sale au tendinţă mare de oxidare. Această tendinţă este foarte mare în mediul oxidant, la începutul topirii şi a formării topiturii, după care scade sensibil, stratul de oxid format la suprafaţa topiturii împiedicând în parte oxidarea în continuare.
În baia metalică se formează în principal oxidul de aluminiu Al2O3. Pe lângă acest oxid se mai pot forma şi alţi oxizi ca: SiO2, MgO, CaO, FeO, Fe2O3, Cr2O3, ZnO, spineli, Al2MgO4, silicaţi de aluminiu Al2O3SiO2, AlSi FeCr, aluminatul de stronţiu SrOAl2O3, AlB2, AlB12, carburi Al4C3, oxicarburi Al4O4C, nitruri AlN, etc.
Aceste incluziuni nemetalice se găsesc sub diferite forme, având dimensiuni cuprinse între câţiva microni şi cca. 1000 microni. Formele lor pot să fie de film, poligonale, trunchi de piramidă , dreptunghiulară, discuri, etc.
Unele din aceste incluziuni ies greu din topitură, spre exemplu oxizii de aluminiu, care au densitatea apropiată de cea a aluminiului .
Formarea porozităţii în timpul solidificării este influenţată pe lângă cantitatea de hidrogen dizolvată în topitură şi de alţi factori, între care : viteza de răcire, elementele de aliere, modificarea şi puritatea topiturii. Dintre toţi aceşti factori puritatea topiturii determină în cea mai mare măsură formarea nucleelor porilor gazoşi.
Din cercetările efectuate a rezultat că, în aceleaşi condiţii (aceeaşi compoziţie chimică a aliajului, acelaşi conţinut de hidrogen, aceeaşi viteză de solidificare) aliajul cu conţinut mai mare de impurităţi nemetalice solide tinde a genera mai multă porozitate faţă de aliajul mai curat. Acest lucru se explică prin formarea de nuclee eterogene de bule de gaz. Înseamnă că unele din impurităţi joacă rolul de suporţi favorabili pentru germinarea eterogenă.
Formarea porozităţii necesită în prealabil formarea de nuclee de bule de gaz, proces care controlează porozitatea.
Este deci evident că, odată cu creşterea concentraţiei de incluziuni nemetalice solide în topitură, creşte probabilitatea de formare a nucleelor de pori în piesa solidificată.
Vom putea deci verifica indirect dacă o topitură este curată sau mai puţin curată prin identificarea nivelului de porozitate din proba turnată şi solidificată la o presiune scăzută.
Mecanismele de formare a porozităţii la solidificare sunt complexe. Trebuie să se ia în considerare în primul rând variaţia conţinutului de hidrogen dizolvat în topitură cu temperatura, la presiunea normală, atmosferică, care are forma din figura 7.1.
Rezultă că odată cu scăderea temperaturii are loc o scădere continuă a solubilităţii hidrogenului, cea mai mare scădere având loc la solidificare. Având în vedere scăderea continuă a solubilităţii cu temperatura şi fazele în care are loc această scădere, putem uşor intui că formarea
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Rezultă că odată cu scăderea temperaturii are loc această scădere, putem uşor intui că formarea porozităţii are loc în două faze distincte, faza lichidă şi amestecul de faze solidă şi lichidă. Mecanismele de formare şi de creştere a porozităţii vor fi deci parţial diferite din cauza unor restricţii ce apar când când cele două faze(solidă + lichidă) coexistă; faţă de faza pur lichidă. În faza lichidă am văzut deci că există o anumită cantitate de impurităţi nemetalice solide, dintre care unele sunt apte pentru a constitui suporţi la germinarea heterogenă a incluziunilor gazoase.
La nucleerea incluziunilor de gaze pe incluziunile nemetalcie, energia nucleerii eterogene se micşorează dacă umectarea de către topitură a incluziunii nemetalcie se reduce. Valoarea cea mai mică a energiei de nucleere este la unghiul de umectare = 180º, adică la neumectarea completă.
75

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
porozităţii are loc în două faze distincte, faza lichidă şi amestecul de faze solidă şi lichidă. Mecanismele de formare şi de creştere a porozităţii vor fi deci parţial diferite din cauza unor restricţii ce apar când cele două faze(solidă + lichidă) coexistă; faţă de faza pur lichidă.
În faza lichidă am văzut deci că există o anumită cantitate de impurităţi nemetalice solide, dintre care unele sunt apte pentru a constitui suporţi la germinarea heterogenă a incluziunilor gazoase.
La nucleerea incluziunilor de gaze pe incluziunile nemetalice, energia nucleerii eterogene se micşorează dacă umectarea de către topitură a incluziunii nemetalice se reduce. Valoarea cea mai mică a energiei de nucleere este la unghiul de umectare = 180º, adică la neumectarea completă
Cei mai mulţi suporţi pentru nucleerea eterogenă într-o topitură a aliajului de aluminiu sunt oxizii de aluminiu şi unele asocieri ale acestora cu alţi oxizi, ori în privinţa umectării oxidului de aluminiu se cunoaşte că
aceasta se situează între 115º şi 167º.La o suprafaţă concavă este necesară o energie de nucleere a bulei de hidrogen mai mică ,
iar în cazul unui intrând adânc sau a unei fisuri în suportul solid energia de nucleere este şi mai mică. Incluziunile care favorizează formarea nucleelor de hidrogen, nu au formă geometrică regulată şi suprafaţa lor nu este perfect netedă. Suprafaţa suportului este o aşa numită suprafaţă nefaţetată, fie că este vorba de suprafaţa incluziunii, fie că este suprafaţa de contact a topiturii cu peretele creuzetului sau cu suprafaţa frontului de solidificare.
Deci, pe suprafaţa de nucleere a bulei de hidrogen există denivelări, fisuri, adâncituri, locuri în care se produce nucleerea.
În cazul nucleerii pe impurităţile solide, pe pereţii agregatului, ai formei şi pe interfaţa frontului de solidificare, formarea bulei de hidrogen parcurge următoarele etape:
La baza intrândului în fisură sau adâncitură, din cauză că lichidul nu umectează
suportul se crează un mic gol, o depresiune cauzată de presiunea capilară (
) care are o valoare negativă. Odată cu scăderea temperaturii şi a presiunii se intensifică expulzarea atomilor de hidrogen din topitură, formează molecule, care ocupă golul creat. Aşa se formează embrionul de hidrogen.
Datorită scăderii temperaturii în topitură, scade solubilitatea, atomii de hidrogen prin fenomenul de transport de masă difuziv sunt transportaţi spre embrionul creat care creşte continuu sub formă de bulă de hidrogen.
La un momentdat bula de hidrogen se poate desprinde de suport şi începe să floteze în topitură. Bula de hidrogen poate să antreneze însă şi incluziunea pe care s-a format. Bulele care nu au reuşit să fie eliminate din topitură până la solidificare completă, rămân înglobate în piesă sub formă de macroporozitate, care în anumite condiţii poate fi vizualizată , aşa cum se vede în figura 7.2.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
7.1. Schema de principiu a variaţiei solubilităţii hidrogenului în aliajele
de aluminiu.
76

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Un alt mecanism de formare a porozităţii este cel interdendritic. Faza solidă care se formează din topitură este bine umectată de faza lichidă, între aceste două existând o suprafaţă coerentă. Unghiul de umectare este mai mic de 90º ( < 90º ). Nucleerea bulei de hidrogen are loc tot într-un intrând, adică pe o suprafaţă concavă, care este la baza intrândului dintre ramurile dendritei. Într-o primă etapă în aliajul lichid dintre ramurile dendritei are loc o schimbare a compoziţiei, care tinde spre cea eutectică. Datorită solidificării se schimbă şi. conţinutul de hidrogen
dizolvat în faza solidă şi în cea lichidă. În faza lichidă conţinutul de hidrogen este mult mai mare decât în faza solidă. Datorită
creşterii conţinutului de hidrogen şi datorită scăderii temperaturii în zona respectivă un număr mare de atomi vor fi expulzaţi din soluţia lichidă, vor forma molecule, care vor crea o presiune mult mai mare decât rezistenţa opusă de către interfaţa lichid – solid la penetrare. Moleculele de hidrogen se grupează deci la baza intrândului şi formează embrionul de hidrogen. În faza următoare datorită expulzării în continuare a atomilor de hidrogen, aceştia se deplasează prin difuzie şi se depun pe embrion, care creşte şi în felul acesta se formează bula de hidrogen. În momentul când bula depăşeşte vârfurile ramurilor dendritei şi raza sa este destul de mare, aceasta are tendinţe de a se desprinde şi a flota în lichid. Cum spaţiile interdendritice sunt limitate de alte ramuri ale dendritelor învecinate, bulele pot fi blocate în spaţiile interdendritice. In felul acesta se formează porozitatea interdendritică.
Simultan cu acest mecanism se mai desfăşoară şi un altul. Lichidul dintre ramurile dendritelor, la răcire, se contractă şi dacă posibilitatea de a intra alt lichid , care să compenseze contracţia, este blocată, fie din cauza vâscozităţii crescute, fie din cauza închiderii spaţiilor interdendritice, atunci se formează goluri de contracţie. În aceste goluri numite microretasuri, pătrunde uşor hidrogenul expulzat. Prin acţiunea celor două mecanisme se formează deci microporozitatea. Aceasta se caracterizează prin dimensiuni reduse, prin forma neregulată şi printr-o repartiţie neuniformă, aşa cum se arată în figura 7.3.
7.1.2. APRECIERI ASUPRA GRADULUI DE PURITATE A TOPITURILOR ALIAJELOR DE ALUMINIU
Aprecierea gradului de puritate a topiturii metalice poate fi făcută atât calitativ cât şi cantitativ.
Aprecierea calitativă poate fi făcută printr-o examinare vizuală a densităţii şi formei porilor în probele turnate, vidate, secţionate şi prelucrate corespunzător. Astfel, o densitate scăzută a numărului de pori şi o formă alungită a acestora ne indică o topitură curată, în timp ce o densitate ridicată de pori, având o formă rotundă, ne indică o topitură foarte murdară
Spre exemplificare în figura 7.4. se prezintă comparativ porozităţile vizibile pentru probe din ce în ce mai „murdare”. Forma alungită a porilor poate fi determinată de formarea microretasurilor, care apar în timpul solidificării, ca urmare a contracţiei în stare lichidă.
Un alt aspect al aprecierii calitative este şi cel legat de forma suprafeţei libere a probei. Dacă aliajul este curat suprafaţa liberă a probei este cu tendinţă spre concavă (fig. 7.4.a.).
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 7.2. Macroporozitate formată pe incluziuni nemetalice
într-un aliaj de aluminiu
Fig. 7.3. Exemplu de microporozitate într-un aliaj de aluminiu
77

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Concavitatea (retasura exterioară) se datorează contracţiei la solidificare. Dacă suprafaţa liberă este convexă, înseamnă că topitura este “murdară”, cantitatea de incluziuni gazoase şi mărimea lor fac ca proba să-şi mărească volumul, are loc o dilatare (fig. 7.4.b.c.).
O altă observaţie importantă este legată de calitatea suprafeţei libere a probei. Dacă aceasta este curată , netedă, aliajul este curat iar dacă este rugoasă înseamnă că aliajul este “murdar” şi are un conţinut ridicat de hidrogen. Acest lucru se explică prin faptul că unele bule de gaz care ies din topitură fragmentează suprafaţa liberă, aceste bule transportând şi unele impurităţi solide, le depozitează la suprafaţă, ceea ce face ca aceasta să rezulte rugoasă.
În privinţa aprecierii cantitative a gradului de puritate există mai multe posibilităţi şi metode, fiecare permiţând o apreciere mai mult sau mai puţin apropiată de realitate.
Aşa de exemplu, poate fi utilizată determinarea purităţii prin densitatea probelor. La un nivel egal de hidrogen dizolvat în topitură de puritate medie va da pe probele turnate
densităţi de valoare medie (ρ0), în timp ce o topitură murdară va da valori mai scăzute ale denstăţii (ρ1), iar o topitură curată va da în probele turnate valori mai ridicate ale densităţii (ρ2). Cunoscând conţinutul de hidrogen pentru diverse topituri din care provin probele de densitate, se poate întocmi o diagramă de forma celei din figura 7.6.
Folosirea acestei metode presupune existenţa aparaturii necesare determinării conţinutului de hidrogen dizolvat în topitură, aparatură de care multe turnătorii nu dispun.
Densitatea probelor turnate şi solidificate la presiune scăzută poate fi determinată prin metoda măsurării probei în aer şi în apă distilată, pe o balanţă analitică cu precizie de măsurare cât mai mare.
Obţinerea probelor solidificate la presiune scăzută presupune existenţa unei instalaţii adecvate de vidare.
Această metodă ne dă posibilitatea de a face o apreciere semicantitativă asupra purităţii topiturii. Acest fapt se datorează atât erorilor de măsurare , cât şi faptului că în probă există şi pori proveniţi din microretasurile formate la soldificare.
Pentru a se elimina cât mai mult din erorile de măsurare, pentru a ne apropia cât mai mult de realitate, este necesar ca din aceeaşi topitură să fie turnate mai multe probe în aceleaşi condiţii şi să se calculeze valoarea medie a densităţii pentru toate probele turnate, eliminând însă din calcul acele valori, care depăşesc cu mai mult de 10% valoarea medie. Valoarea medie trebuie acceptată pentru cel puţin trei probe. Indirect se poate aprecia şi cantitatea de hidrogen dizolvat în topitură prin proba de presiune scăzută, plecând de la rezultatele obţinute privind densitatea.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 7.4. Probe din aliaj de aluminiu solidificate la presiunea de 80 mbar.a – aliaj curat, b – aliaj mediu murdar, c – aliaj foarte murdar.
a. b. c.
Fig.7.5Diagramă pentru aprecierea conţinutului de hidrogen din topitură 78

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Aprecierea se bazează pe faptul constatat prin măsurători şi prin metodele combinate, că la o anumită valoare a densităţii probei turnată şi solidificată la presiune scăzută, conţinutul de hidrogen dizolvat într-o topitură curată este mai mare faţă de conţinutul într-o topitură de puritate medie sau una de puritate scăzută.
Se poate deci realiza o diagramă a variaţiei conţinutului de hidrogen în funcţie de densitate, de forma celei din figura 7.5.
La o anumită valoare a densităţii, dată prin testul de reducere a presiunii la solidificarea probei, nivelul cantităţii de hidrogen a unei topituri curate este h2, în timp ce pentru topitura cu puritate medie este h0, iar pentru topitura murdară h1.
O altă posibilitate de apreciere cantitativă a purităţii topiturii este cea de numărare a porilor pe o suprafaţă a probei turnată simultan cu măsurarea dimensiunilor porilor cu o aparatură adecvată, prelucrarea datelor măsurătorilor şi numărării şi compararea cu valorile dintr - o scală etalon cu ajutorul unui program de calculator.
Deoarece porozitatea depinde în cea mai mare măsură de conţinuitul de hidrogen dizolvat în topitură, este necesară o determinare independentă a acestui conţinut.
În cazul în care turnătoria de aliaje de aluminiu nu dispune de o tehnică independentă de determinare a conţinutului de hidrogen, de aparatura necesară numărării şi măsurării dimensiunilor porilor, precum şi de programul de prelucrare (este cazul unor turnătorii mai mici), atunci aceasta se va limita la o apreciere calitativă.
7.2. DESCRIEREA METODEI DE PRESIUNE REDUSĂ ŞI MIJLOACELE NECESARE PENTRU DETERMINAREA PURITĂŢII TOPITURII
ALIAJELOR DE ALUMINIU.
În efectuarea experimentului sunt necesare de parcurs următoarele activităţi►Elaborarea aliajului cercetat Pentru experimentul efectuat a fost ales aliajul ATSi9Cu3Mg, care este din categoria
aliajelor aluminiului cu siliciu aliat suplimentar cu cupru şi cu magneziu. Aceest aliaj este unul hipoeutectic având intervalul de solidificare cuprins între cca. 610 – 520 ºC. În structura primară, (de turnare) în acest aliaj se găsesc: siliciul, CuAl2, Al3Mg2, Mg2Si, faza W (AlXMg6Cu4Si4), faza S (Al2CuMg), faza T (Al6CuMg4).Tratamentul termic al acestui aliaj are ca scop dispersarea fazelor Mg2Si, Al2Cu, AlXMg6Cu4Si4, care sunt solubile în soluţia solidă., care se menţin la călire, iar la îmbătrânire precipită dispers, durificând puternic aliajul. În Anexa 1 este prezentată o fişă a aliajului, datele din aceasta fiind orientative.
Elaborarea se poate face în orice tip de agregat pentru elaborarea aliajelor de aluminiu.Pentru experimentul realizat s-a folosit un cuptor electric cu creuzet basculant, a cărui
schemă este redată în figura 7.7.Pentru elaborarea aliajului se pot folosi diverse încărcături metalice, de la încărcătură
curată, provenită din lingou primar 100% până la încărcătură foarte “murdară”, în care intră diverse deşeuri, în cantitate de până la 100%.
Pentru elaborare s-au utilizat bucăţi de aluminiu de puritate 99,7%, prealiaj Al Si 30 (30% Si, rest Al), prealiaj AlCu 50(50% Cu rest Al) , prealiaj AlMg 10 (10%Mg rest Al). Pe topiturile de aliaj au fost efectuate cercetări privitoare la degazarea acestora prin două procedee, dintre cele mai utilizate în prezent şi anume: degazarea prin barbotare cu gaz inert, folosind _____________________________________________________________________ Teză de doctorat_
Ing. Cătălin ŞUŞU
Fig. 7.6 . Diagramă pentru aprecierea gradului de puritate a topiturii în funcţie de densitate la un conţinut de hidrogen.
79

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
argonul şi prin degazarea prin tratarea băii metalice cu produsul solid, având denumirea comericală „Degazer 300” care conţine [ 88% C2Cl6 + KBF4 10% + K2TiF61% + B(OH)31%].
Pentru barbotarea topiturii cu argon s-a folosit instalaţia redată în figura 7.8., iar pentru introducerea produsului „Degazer 300” s-a folosit un clopot perforat.
Ca materiale auxiliare s-au folosit: flux de protecţie şi spălare „COVERAL 65” cu compoziţia:(55% MgCl2 + 20% KCl + 16%MgF2 +9% CaF2); flux de rafinare, pentru eliminarea incluziunilor nemetalice, „Fluxul 2” cu compoziţia (45% NaCl +10%NaF +45%KCl) Temperatura topiturii a fost menţinută în jurul valorii de 760ºC.
Fig. 7.7. Schema cuptorului electric basculant cu creuzet CT – Al 1,1. - capacitate creuzet 1,1 l (cca. 3,03 kg Al) - puterea instalată 3,3 kw. - reglaj temepratură automat - creuzet de grafit
Solidificarea în vid se face la o presiune redusă, în jur de 8,5 kPa. Presiunea redusă favorizează formarea bulelor de gaz prin nucleerea şi creşterea acestora , ceea ce permite ca efectul formării nucleelor de pori să fie vizibil în probele solidificate şi secţionate aşa cum se poate observa în figura 7.4.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
►Turnarea probelor şi solidificarea Pentru turnarea probelor se folosesc forme perfect impermeabile la gaze, care să nu permită ieşirea gazelor din aliajul turnat.prin peretele formei, singura cale de ieşire fiind prin suprafaţa liberă. Cavitatea formei pentru turnarea probelor este tronconică, având dimensiunile prezentate în figura 7.9. La turnare este necesar să se controleze temperatura de turnare şi să se asigure o anumită viteză de răcire. Pentru a prinde în cea mai mare parte volumul ( cantitatea ) gazelor ieşite din soluţie în timpul răcirii şi solidificării trebuiesc foarte bine corelate temepratura de turnare şi viteza de răcire.
Viteza de răcire a probei poate fi modificată prin alegerea materialului formei cu caracteristici termofizice diferite şi prin preâncălzire. În cazul când se face comparaţie între diferitele probe trebuiesc respectate întocmai viteza de răcire şi temperatura de turnare. Solidificarea probelor se poate face în aer şi în vid. Pentru solidificare în vid este nevoie de o instalaţie de vidare, care să includă o pompă de vid, un manometru pentru măsurarea presiunii, o incintă vidată în care se amplasează forma cu proba turnată.
În cadrul experimentului, folosindtestul de presiune s-a utilizat instalaţia pentru solidificare în vid prezentată în figura 7.10.
80

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Fig. 7.9. Forma şi dimensiunile cavităţii pentru turnarea pieselor.
Fig. 7.11. Balanţă IDECO VAC – TEST SYSTEM
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 7.8. Schema instalaţiei de barbotare cu gaz inert..8. Schema instalaţiei de barbotare cu gaz inert
► Pregătirea probelor în vederea analizeiProbele solidificate în aer şi în vid sunt secţionate după axa de simetrie într-un plan vertical. Secţionarea se poate face fie cu fierăstrăul, fie pe o instalaţie cu disc abraziv de carbură de siliciu sau cu disc diamant.
După secţionare probele sunt şlefuite şi pregătite pentru analiză. Din probele turnate au fost decupate porţiuni pentru realizarea probelor metalografice. Acestea au fost înglobate într-o răşină fenolică, după care au fost pregătite prin şlefuire, lustruire şi atac chimic.
Fig. 7.10. Instalaţie de solidificare în vid a probelor turnate
81

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
În vederea analizei prin testul de densitate este necesară o balanţă analitică de mare precizie. În experimentul la care ne referim s-a folist o balanţă IDECO, VAC –TEST redată în figurra 7.11 Măsurarea probelor s-a făcut în aer şi în apă distilată. Densitatea s-a determinat cu relaţia:
în care: m1 este masa probei cântărită în aer, în g; m2 -masa probei cântărită în apă distilată, în g; ρa - densitatea apei distilată la temperatura de lucru, a cărei valori sunt date în tabelul 7.1.
Tabelul 7.1. Variaţia densităţii apei distilate (ρa) cu temperatura.Temperatura
( ºC )Densitatea apei distilate (g/cm3)
Temperatura( ºC )
Densitatea apei distilate (g/cm3)
18 0, 99862 24 0, 9972319 0, 99843 25 0, 9970220 0, 99823 26 0, 9968121 0, 99802 27 0, 9965422 0, 99780 28 0, 9962623 0, 99756 29 0, 99594
Trebuie precizat că înainte de cântărire proba se spală bine cu apă distilată, apoi cu alcool şi se usucă. Manipularea probei se face cu ajutorul pensetei curate pentru a evita murădrirea probei şi deci creşterea masei acesteia.
Pentru a creşte precizia rezultatelor obţinute , cîntărirea se efectuează de mai multe ori şi se face media aritmetică a valorilor obţinute pentru masele m1 şi m2. De asemena pentru micşorarea ponderii relative a erorilor de cântărire, probele utilizate trebuie să fie cât mai mari
(de ordinul zecilor de grame).Pe baza datelor obţinute privind densităţile probelor solidificate în aer şi în vid se poate
determina indicele de porozitate cu relaţia:
I.D. = (7.2)
Dispunând de indicele de densitate determinat pe aliajul cercetat, prin comparaţie cu un etalon livrat de la o anume firmă, se poate aprecia gradul de puritate al aliajului. Spre exemplificare, în figura 7.12. este prezentat un etalon livrat de o firmă din Germania.
Dacă se dispune de o diagramă de forma celei din figura 7.5. plecând de la densitatea determinată se poate stabili gradul de puritate al aliajului, iar cu o diagramă de forma celei din fig. 7.6. se poate determina aproximativ conţinutul de hidrogen dizolvat în aliaj.
Determinarea conţinutului de hidrogen dizolvat în topitură se poate face „in situ” cu un instrument adecvat, dacă se dispune de un asemenea aparat.Determinarea cantitativă a porozităţii se face pe probele metalografice. Acestea sunt analizate la un microscop metalografic cu transmisie directă, care să permită măriri între 50 X .....1000 X.Micoretasurile pot fi numărate concret şi apoi raportate la suprafaţa de pe care au fost numărate sau se poate face înrtegistrarea imaginilor porilor cu o cameră video alb – negru apoi este transmisă în calculator unde este prelucrată, aplicându-se o rutină adecvată. Generatorul de rapoarte încorporat într-o bază de date a imaginilor permite obţinerea unei imagini sau a unui şir de imagini. Concomitent este furnizată şi o dispunere numerică în funcţie de dimensiuni a porozităţilor din secţiunea examinată. .
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU82

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Probe solidificate în vid.
Fig. 7.12. Exemplu de probe etalon solidificate în aer şi soldificate în vid.
7.3. DETERMINĂRI EFECTUATE PRIN PROBA DE PRESIUNE PE ALIAJUL ATSi9Cu3Mg.
7.3.1. DETERMINĂRI PRIN PROBA DE DENSITATE
O primă determinare se referă la probele provenite din aliaj după barbotartea cu argon. S-au turnat probe din aliaj nebarbotat cu argon şi probe după barbotarea timp de 2, 4, 6, 8, 10 minute. Pe probele solidificate în aer şi pe cele solidificate în vid s-a determinat densitatea prin măsurarea probei turnate în aer şi apoi în apă cu ajutorul balanţei prezentate în figura 7.11. Au fost obţinute în urma calculelor următoarele densităţi:
Pentru probele solidificate în aer:proba : 1 ρaer = 2,617 g/cm3:
2 ― = 2,639 ―― 3 ― = 2,643 ――
4 ― = 2,651 ―― 5 ― = 2,652 ―― 6 ― = 2,652 ―― Cu datele de densitate s-au calculat indicii medii de densitate.
1. I.D. =
2. I.D. =
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Probe solidificate în aer Indice de densitate
• Pentru probele solidificate în vid: proba: 1 ρvid = 2,567 g/cm3: 2 ― = 2,615 ―― 3 ― = 2,624 ―― 4 ― = 2,635 ――
5 ― = 2,644 ―― 6 ― = 2,645 ――
83

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
3. I.D. =
4. I.D. =
5. I.D. =
6. I.D. =
Pe baza datelor obţinute şi a celor rezultate din calcul s-a întocmit raportul de analize redat în tabelul 7.2.
Tabelul 7.2.Datele privitoare la aliajul degazat prin barbotare cu argon.ALIAJ AlSi9Cu3MgTEMPERATURĂ 7600
CANTITATE ŞARJĂ 2,0 KgOBSERVAŢII NEDEGAZAT SERIA 1PROBA 1 (SOLIDIFICAT ÎN AER) PROBA 1.1 (SOLIDIFICAT ÎN VID)MASA(g) 98,94 MASA (g) 88,85DENSITATE(g/cm3) 2,617 DENSITATE(g/cm3) 2,567 INDICE DE DENSITATE = 1,9CANTITATE ŞARJĂ 1,8 KgOBSERVAŢII DEGAZAT PRIN BARBOTARE ARGON
DURATA BARBOTĂRII: 2 MINUTE SERIA 2PROBA 2 (SOLIDIFICAT ÎN AER) PROBA 2,2 (SOLIDIFICAT ÎN VID)MASA (g) 102,4 MASA (g) 113,99DENSITATE (g/cm3)
2,639 DENSITATE (g/cm3)
2,615
INDICE DE DENSITATE = 1,0CANTITATE ŞARJĂ 1,6 KgOBSERVAŢII DEGAZAT PRIN BARBOTARE ARGON
DURATA BARBOTĂRII: 4 MINUTE SERIA 3PROBA 3 (SOLIDIFICAT ÎN AER) PROBA 3,3 (SOLIDIFICAT ÎN VID)MASA (g) 101,18 MASA (g) 95,05DENSITATE (g/cm3)
2,643 DENSITATE (g/cm3)
2,624
INDICE DE DENSITATE = 0,7CANTITATE ŞARJĂ 1,4 KgOBSERVAŢII DEGAZAT PRIN BARBOTARE ARGON
DURATA BARBOTĂRII: 6 MINUTE SERIA 4PROBA 4 (SOLIDIFICAT ÎN AER) PROBA 4.4 (SOLIDIFICAT ÎN VID)CANTITATE ŞARJĂ 1,2 Kg CANTITATE ŞARJĂ 1,2 KgDENSITATE(g/cm3) 2,651 DENSITATE(g/cm3) 2,685 INDICE DE DENSITATE = 0,6 CANTITATE ŞARJĂ 1,2 KgOBSERVAŢII DEGAZAT PRIN BARBOTARE ARGON
DURATA BARBOTĂRII: 8 MINUTE
Continuare tabel 7.2
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU84

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
SERIA 5PROBA 5 (SOLIDIFICAT ÎN AER) PROBA 5,5 (SOLIDIFICAT ÎN VID)MASA (g) 104,3 MASA (g) 105,7DENSITATE (g/cm3)
2,652 DENSITATE (g/cm3)
2,644
INDICE DE DENSITATE = 0,3CANTITATE ŞARJĂ 1,0 KgO OBSERVAŢII DEGAZAT PRIN BARBOTARE ARGON
DURATA BARBOTĂRII: 10* MINUTE SERIA 6PROBA 6 (SOLIDIFICAT ÎN AER) PROBA 6,6 (SOLIDIFICAT ÎN VID)MASA (g) 99,97 MASA (g) 101,2DENSITATE (g/cm3)
2,652 DENSITATE (g/cm3)
2,654
INDICE DE DENSITATE = 0,3
* - Timpul precizat este suma timpilor de barbotare de la fiecare serie de probe (timpul de barbotare pe fiecare serie este de două minute).
În figura 7.13. sunt prezentate probe turnate solidificate în aer şi în vid.
TIMP DE BARBOTARE CU ARGON, IN MINUTE0 2 4 6 8 10
Nr. Proba 1 2 3 4 5 6Densitate [g/cm3] 2,617 2,639 2,643 2,651 2.652 2,652
Nr. Proba 1.1 2.2 3.3 4.4 5.5 6.6 Densitate [g/cm3] 2,567 2,615 2,624 2,635 2,644 2,645
Fig.7.13. Fotografia probelor secţionate cu datele aferente fiecăreia
O adoua determinare se referă la probele provenite din aliajul degazat cu porodusul „Degazer 300”Pe probele turnate s-au obţinut următoarele densităţi: • Pentru proba solidificată în aer: proba :1 ρaer = 2,684 g/cm3: 2 ― = 2,691 ―― 3 ― = 2,705 ―― 4 ― = 2,689 ―― 5 ― = 2,695 ――
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Solidificare in aer
Solidificarein vid.
• Pentru probele solidificate în vid: proba: 1 ρvid = 2,507 g/cm3:
2 ― = 2,592 ―― 3 ― = 2,679 ―― 4 ― = 2,635 ―― 5 ― = 2,672 ――
85

Solidificat în aer
Nr. probă Densitatea
probei [g/cm3]
_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Indici de densitate calculaţi sunt:
1. I.D. =
2. I.D. =
3. I.D. =
4. I.D. =
5. I.D. =
Probele turnate din aliajul degazat cu “Degazer 300”secţionate sunt prezentate în figura 7.14.
CANTITATEA DE DEGAZER 300 ADĂUGATĂ ÎN % DIN ŞARJĂ
0 0,5 1,0 1,5 2,0
1 2 3 4 5
2,684 2,691 2,705 2,689 2,695
1.1. 2.2. 3.3. 4.4. 5.5.
2,507 2,592 2,679 2,679 2,672
Fig. 7.14. Fotografia probelor secţionate cu datele de referinţă la fiecare.Pe baza datelor obţinute şi calculate s-a întocmit raportul de analiză redat în tabelul 7.3.
Fluxul s-a introdus în topitura metalică învelit într-o folie de aluminiu, cu ajutorul unui clopot, prin imersarea acestuia în baia metalică. Clopotul a fost iniţial preîncălzit timp de 2 minute deasupra cuptorului (la peste 400°C).
Înainte de recoltarea tuturor probelor suprafaţa topiturii a fost curăţată de zgură.
Tabelul 7.3. Datele privitoare la aliajul degazat cu Degazer 300
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Solidificat în vid
Nr. Probă Densitatea probei
[g/cm3]
86

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
ALIAJ AlSi9Cu3MgTEMPERATURĂ 760 0C CANTITATE ŞARJĂ 1,6 Kg
NEDEGAZAT
SERIA 1PROBA 1 (SOLIDIFICAT ÎN AER) PROBA 1.1 (SOLIDIFICAT ÎN VID)MASA(g) 106,81 MASA (g) 99,87DENSITATE(g/cm3) 2,684 DENSITATE(g/cm3) 2,507 INDICE DE DENSITATE = 6,6CANTITATE ŞARJĂ 1,4 KgOBSERVAŢII DEGAZAT CU FLUX DEGAZER 300
CANTITATE FLUX: 7g → 0,5% din şarjă SERIA 2PROBA 2 (SOLIDIFICAT ÎN AER) PROBA 2,2 (SOLIDIFICAT ÎN VID)GREUTATE (g) 100,16 GREUTATE (g) 99,71DENSITATE (g/cm3) 2,691 DENSITATE
(g/cm3)2,592
INDICE DE DENSITATE = 3,7 CANTITATE ŞARJĂ 1,2 Kg OBSERVAŢII DEGAZAT CU FLUX: DEGAZER 300
CANTITATE DE FLUX: 6g → 1,0% din şarjă* SERIA 3PROBA 3 (SOLIDIFICAT ÎN AER) PROBA 3,3 (SOLIDIFICAT ÎN VID)MASA (g) 106,88 MASA (g) 101,30DENSITATE (g/cm3) 2,705 DENSITATE (g/cm3) 2,679 CANTITATE ŞARJĂ 1,0 KG
INDICE DE DENSITATE = 0,96OBSERVAŢII DEGAZAT CU FLUX: DEGAZER 300 CANTITATE FLUX: 5 g → 1,5% din şarjă SERIA 4PROBA 4 (SOLIDIFICAT ÎN AER) PROBA 4.4 (SOLIDIFICAT ÎN VID)
GREUTATE (g) 90,44 GREUTATE (g) 116,31DENSITATE(g/cm3) 2,689 DENSITATE(g/cm3) 2,679 INDICE DE DENSITATE = 0,4CANTITATE ŞARJĂ 0,8 KgOBSERVAŢII DEGAZAT CU FLUX: DEGAZER 300
CANTITATE FLUX: 4 g → 2,0% din şarjă ***
SERIA 5PROBA 5 (SOLIDIFICAT ÎN AER) PROBA 5,5 (SOLIDIFICAT ÎN VID)MASA (g) 97,98 MASA (g) 108,23DENSITATE (g/cm3) 2,695 DENSITATE (g/cm3) 2,672 INDICE DE DENSITATE = 0,9
Din datele obţinute se pot desprinde următoarele observaţii: • La probele obţinute din aliajul barbotat cu argon rezultă indici de densitate mai mici decât la
probele degazate cu “Degazer 300” • Indicele de densitate scade cu creşterea duratei de barbotare cu argon până la cca. 6 minute,
după care staţionează.Aceasta ne indică faptul că o durată de barbotare cu argon mai mare de 6-7 minute nu este necesară
• Indicele de densitate la degazarea cu “Degazer 300” scade cu creşterea concentraţiei de “Deagazer 300” până la o cantitate de cca. 1%, după care se menţine aproximativ constant. Aceasta ne indică faptul că pentru degazarea cu “Degazer 300” este suficientă o cantitate de până la cca. 1,5%.
• Din figura 7.13. rezultă că aliajul nedegazat cu argon prezintă un anumit grad de murdărie dar destul de scăzut.
• Din figura 7.14 rezultă că aliajul nedegazat şi cel degazat cu 0,5% Degazer _____________________________________________________________________ Teză de doctorat_
Ing. Cătălin ŞUŞU87

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
prezintă un grad de murdărie redus, numărul de pori vizibili în probe fiind mic. • În general se poate aprecia că aliajul elaborat a avut un grad de puritate destul de ridicat,
putând fi calificat ca acceptabil.
7.3.2.DETERMINĂRI PRIN PROBA DE ANALIZĂ METALOGRAFICĂ
Probele pregătite pentru analiza metalografică provenite din aliajul degazat prin barboatare cu argon sunt redate în figura 7.15.
TIMP DE BARBOTARE CU ARGON IN MINUTE
0 2 4 6 8 10 Solidificate în aer
Proba 1 2 3 4 5 6
Solidificate în vid
Proba 1.1 2.2 3.3 4.4 5.5 6.6 Fig.7.15. Fotografia probelor metalografice provenite din aliajul ATSi9Cu3Mg . barbotate cu argon..
Pe fiecare probă a fost analizată structura cu ajutorul microscopului metalografic B X 60 M, Olimpus, cu transmitere directă şi s-au fotografiat imagini din mai multe zone, cu ajutorul camerei video KP – Mi ALB – NEGRU, de pe care ua fost transmise pe calculator unde au fost prelucrate prin intermediul programului Omnimet – Expres 4.0.
Microfotografiile şi datele prelucrate pe calculator şi generate sub forma unui raport sunt prezentate în ANEXA 3. Pentru fiecare probă din imaginea pe microscop rezultă microstructura în care sunt vizibile microporozităţile de culoare neagră, modul de repartiţie şi forma acestora.
Din imaginea pe calculator rezultă forma, dispunerea şi mărimea microporilor. Analiza rezultatelor prelucrate numeric ne indică: dimensiunea maximă, minimă şi medie a microporozităţilor în μm, numărul acestora pe unitatea de suprafaţă investigată şi dispunerea lor statistică.
Pe baza datelor obţinute pe probele metalografice am întocmit tabelele 7.4. şi 7.5., în care sunt trecute valorile medii pentru aliajul barbotat cu argon şi pentru aliajul degazat cu Degazer 300.
În figura 7.16. sunt prezentate probele pentru analliza metalografică, probe provenite din aliajul ATSi9Cu3Mg degazat cu „Degazer 300”.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU88

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CANTITATEA DE DEGAZER 300 ADĂUGAT ÎN % DIN ŞARJĂ 0 0,5 1,0 1,5 2,0
1 2 3 4 5
1.1 2.2 3.3 4.4 5.5 Fig. 7.16. Probe metalografice provenite din aliajul dsegazat cu “Degazer 300”
. Tabelul 7.4. Media datelor înregistrate pentru aliajul barbotat cu argon
Proba Nr. Mărimi ale porilor, în μm
Max. Min. Mean Std. Dev.
Număr pori
Indicele de densitate I.D.
1. 1.1.
170, 902 8, 1746 19, 9794 22,313 814,7035 8,1745 34,3431 114,7775
118 49 1,9
2. 2.2.
212,2012 8,1746 35,553 26,0438 507,4205 8,17466 33,2742 60,5572
63 93
1,0
3. 3.3.
99,6911 8,1747 25,9464 16,8559129,805 8,1747 32,2072 27,5292
48 47 0,7
4. 4.4.
155,561 8,1746 30,0014 27,5057 451,057 8,1746 49,8054 62,299
58 92 0,6
5. 5.5.
117,4506 8,1746 28,7456 22,505 319,237 7,8755 30,6396 36,7277
43 210
0,3
6. 6.6.
108, 03127 8,1746 29,6896 23,8426 117,4015 9,0444 30, 5140 30,8143
33 27
0,3
Din analiza comparativă a datelor se desprind următoarele concluzii mai importante:► În probele turnate din şarjele de aliaj destinate degazării prin cele două metode şi
nedegazate rezultă o diferenţă mare între numărul de pori (proba 1). O diferenţă mare apare şi între indicii de densitate. Dacă în aliajul destinat degazării prin barbotare cu argon numărul de pori raportaţi la suprafaţa pe care s-au numărat este mare (118), dimensiunile acestora sunt mai mici faţă de dimensiunile porilor din aliajul destinat degazării cu „Degazer 300”. Diferenţa între numărul de pori şi între mărimile acestora pentru topiturile având aproximativ aceeaşi compoziţie chimică se poate datora unor diferenţe în modul de elaborare (grad de puritate al încărcăturii, grad de umezeală, durata de elaborare, umiditate în atmosferă, etc.).
Tabelul 7.5. Media datelor înregistrate pentru aliajul degazat cu “Degazer 300”
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Solidificat
în aer
Nr. Probă
Solidificat în vid
Nr. probă
89

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Proba Nr. Mărimi ale porilor, în μm
Max. Min. Mean Std. Dev.
Număr pori
Indicele de densitate I.D.
1.
1.1.
338,714 8, 14679 35,2716 55,1254
1155, 763 8,17469 63,1568 205,704
54 26
6,6
2.
2.2.
99,3254 8,17466 28,0555 24,4688 1202, 66 8,17466 71,6492 231, 934
26
28 3,7
3.
3.3.
108,7548 8,17466 24,7395 23,11585
674, 853 8,17466 39,0483 77,3509
53
90 1,0
4.
4.4.
68,8005 8,17466 19,4064 13,0677
389, 826 8,17466 135,2274 110,743
47
15 0,4
5.
5.5.
70,1518 8,9654 28,5052 21,7117
239, 573 8,17466 24,3378 28,8527
17
167 0,9
► La probele din aliajele nedegazate , în ambele cazuri prin vidare numărul de pori scade la aproximativ jumătate faţă de numărul de pori din probele solidificate în aer, iar dimensiunile cresc, atât cele maxime cât şi cele minime.
► La toate probele provenite din aliaje degazate prin cele două metode, dimensiunile porilor cresc mult la probele solidificate în vid faţă de cele solidificate în aer. Aceasta confirmă afirmaţia făcută anterior, cum că prin aplicarea unei depresiuni la soldificarea aliajului numărul porilor scade şi dimensiunile acestora cresc, devenind vizibili.
► Între numărul de pori şi dimensiunile acestora există o strânsă corelaţie, odată cu scăderea numărului de pori, la probele solidificate în vid, cresc dimensiunile maxime şi cele mijlocii ( probele 2; 2.2; 4; 4.4; 5; 5.5; ) pentru aliajul degazat prin barbotare cu argon. La probele provenite din aliajul degazat cu „Degazer 300” acest fenomen este mai puţin ieşit în evidenţă. ► Pe măsură ce creşte durata de barbotare cu argon mărimea porilor formaţi scade continuu. La început scăderea dimensiunilor este mai accentuată, după care se diminuează. ► Pentru aliajul degazat cu „ Degazer 300” scăderea dimensiunilor porilor este mai pronunţată la început şi scade pe măsură ce se adaugă mai mult „Degazer 300”. ► Atât din datele prezentate privitoare la numărul de pori, dimensiunile acestora uniformitatea de repartizare şi indicii de densitate se pot desprinde următoarele: - Creşterea dimensiunilor porilor, scăderea numărului de pori şi scăderea indicelui de densitate în ambele cazuri ale degazării, ne indică formarea unei macroporozităţi, care apare în faza lichidă.
- O parte din porii formaţi părăsesc proba şi depozitează la suprafaţă acestora o parte însemnată din impurităţile nemetalice, aşa cum rezultă mai pronunţat din figura 7.14. - Pe măsură ce degazarea avansează apare tot mai accentuat microporozitatea, care se formează în timpul solidificării. ► Durata procesului de degazare, la degazarea prin barbotare cu argon este mai mare decât la degazarea cu „Degazer 300” , aşa cum rezultă din scăderea indicelui de densitate. Aceasta se explică prin aceea că, la degazarea cu argon mărimea bulelor este mai mcă şi ele părăsesc mai greu topitura, în timp ce bulele formate în topitura degazată cu „Degazer 300” sunt mult mai mari, cee ce măreşte viteza lor de flotare Observând fotografiile microstructurilor aliajelor cercetate se pot desprinde următoarele:
La aliajul degazat prin barbotare cu argon.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU90

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
► În probele nebarbotate cu argon şi solidificate în aer se constată doar existenţa microporozităţii interdendritice. În timp ce la probele solidificate în vid se constată atât microiporozitatea cât şi macropori.
► La toate probele degazate prin barbotare, la durate diferite de barbotare şi solidificate în aer se constată existenţa doar a microporozităţii interdendritice, în timp ce la probele solidificate în vid (probele 2.2.) se constată atât microporozităţi interdendritice cât şi unele macroporozităţi.
► Unii micropori au forme mai compacte dar majoritatea au forme neregulate şi unii sunt cu muchii ascuţite.
► Macroporii formaţi în probele vidate nu au o formă sferică, dovadă că cei care au rămas în structură au fost influenţaţi de procesul de solidificare.
La aliajul degazat cu „Degazer 300” ► În probele nedegazate şi solidificate în aer apare o cantitate mare de micropori şi o
foarte redusă cantitate de pori de dimensiuni mai mari (cca. 300 -350 μm), în timp ce la probele solidificate în vid se constată macropori de dimensiuni mari, mult mai mari decât macroporii apăruţi la probele degazate prin barbotare cu argon, solidificate în vid.
► La toate probele degazate şi soldificate în aer se constată numai microporozitate, în timp ce la toate probele degazate cu până la 1,5% „Degazer 300” se constată pe lângă microporozitate şi macropori.
► Forma macroporilor este destul de neregulată, cu ramificaţii şi intrânduri interdendritice.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU91

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL VIII
CERCETĂRI REFERITOARE LA INFLUENŢA VIBRAŢIILOR DE JOASĂ ŞI ÎNALTĂ FRECVENŢĂ ASUPRA UNOR ALIAJE DE
ALUMINIU
8.1. DETERMINĂRI REFERITOARE LA INFLUENŢA VIBRAŢIILOR DE JOASĂ FRECVENŢĂ ASUPRA ALIAJULUI ATSi9Cu3Mg
Determinările privitoare la efectul aplicării vibraţiilor de joasă frecvenţă a topiturii aliajului ATSi9Cu3Mg au fost efectuate pe un ştand de vibraţii combinat cu unul de solidificat în vid. Ştandul include un vibrator electro - dinamic, un transformator de alimentare cu curent electric, diferite creuzete, pompă de vid, incintă de solidificare în vid, aparat pentru măsurat temperatura.
Vibratorul electro – dinamic dispune de o platformă suport vibratoare , pe care se amplasează creuzetul cu aliaj lichid. Creuzetul poate fi fixat pe platforma vibratoare pentru a nu se deplasa în timpul vibrării. Frecvenţa de lucru poate fi variată între 100 – 150 Hz, la amplitudine de 2 – 4 mm.Platforma suport vibratoare permite vibrarea greutăţii unei mase de până la 5 kg. Creuzetele pot fi din grafit , din metal sau ceramice.
Realizarea experimentului Elaborarea aliajului s-a făcut într-un cuptor cu creuzet, încălzit cu flacără prin arderea gazului metan. După topirea încărcăturii temperatura a fost ridicată la 800 °C. Pe măsură ce s-a consumat din baia metalică s-a adăugat aliaj , iar temperature aliajului a fost ridicată la 800 °C.
Pentru protecţia băii metalice s-a folosit fondantul FLUX P. Al – 3 în cantitate de 1,5% din masa încărcăturii.
Din baia metalică au fost prelaute cantităţi de aliaj necesare pentru vibrare.
Temperatura aliajului lichid la începutul vibrării a fost de 760 ºC, măsurată cu termocuplul cromel–alumel prin imersie şi citită pe aparatul DIGITEMP.01.R. După vibrare din aliajul respectiv s-au turnat probe tronconice de dimensiunile Φ32/38/40mm.
Unele probe au fost turante în cavităţile practicate într-o cărămidă impermeabilă la gaze, figura.8.1. Aceste probe au fost lăsate să se solidifice în aer.
Probele pentru solidificarea în vid au fost turnate într-o formă combinată metalică şi ceramică, figura 8.2. Incinta de vidare, racordată la pompa de vid, are dimensiunile Φ 100 mm, h = 120 mm, depresiunea realizată în incintă până la 80 mbar. Duratele de vidare între 3 şi 4 minute.
Din totalul de probe turnate am ales spre exemplificare următoarele: Proba V1 - este probă turnată din aliajul nevibrat, solidificată în aer.Proba V2 - este probă turnată din aliajul nevibrat, solidificată în vidProba V3 - este probă turnată din aliajul vibrat 150 s, solidificată în aer.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig.8.1. Formă pentru turnarea probelor tronconice.
92

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Proba V4 - este probă turnată din aliajul vibrat 150 s, solidificată în vid. Proba V5 - este probă turnată din aliajul vibrat 180 s, solidificată în aer. Proba V6 - este probă turnată din aliajul vibrat 180 s, solidificată în vid. Proba V7 - este probă turnată din aliajul vibrat 200 s, solidificată în aer. Proba V8 - este probă turnată din aliajul vibrat 200 s, solidificată în vid.Vibrarea s-a făcut pentru toate probele la cca. 120 Hz.Probele turnate şi alese au fost măsurate în aer şi în apă distilată. Măsurarea masei s-a făcut
pe o balanţă analitică de mare precizie. Cu rezultatele măsurătorilor s-au determinat densităţile probelor şi indicii de densitate.Densitatea s-a determinat cu relaţia :
, în g/cm3 (8.1.)
în care: ρ este densitatea probei; m aer - masa probei măsurată în aer; mapă – masa probei măsurată în apă distilată; ρapă – densitatea apei disitlate care este funcţie de temperature apei;(vezi tabelul 7.1.).
Indicele de densitate s - a determinat cu relaţia 7.2.
Dateleobţinute prin măsurători şi cele calculate sunt redate în tabelul 8.1.Tabelul 8.1. masa probelor turnate, densitatea şi indicele de densitate
Proba Nr. Masa probei, în g.în aer, în apă
Temperatura. apei în ºC
Densitatea, În g/cm3
Indicele de densitate I.D. în %
Proba V1Proba V2
90,1750 55,805291,2542 55,3770
18 18
2,62 2,54
3,05
Proba V3Proba V4
88,3721 55,195490,5243 56,1520
18 18
2,66 2,63
1,127
Proba V5Proba V6
87,2641 54,747989,5742 55,8193
18 18
2,68 2,65
1,119
Proba V7Proba V8
88,9825 58,955890,1632 56,3240
18 18
2,69 2,66
1,115
Probele turnate au fost secţionate după axa de simetrie. În figurile 8.4. sunt prezentate probe secţionate, solidificate în aer şi solidificate în vid.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 8.2. Formă pentru turnare probe vidate. Fig. 8.3. Exemple de probe turnate
93

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Din probele turnate au fost decupate porţiuni mai mici, din care s-au confecţionat probe metalografice.
Probele metalografice au fost analizate pe microscopul metalografic şi s-au reţinut microstructuri ale acestora.
În figura 8.5. sunt redate spre exemplificare câteva microfotografii ale structurilor.Analizând datele obţinute se desprind următoarele:► Din datele incluse în tabelul 8.1. rezultă că vibrarea aliajului la frecvenţă scăzută
influenţează pozitiv gradul de puritate, fără a se obţine însă o curăţire perfectă. După vibrare indicele de densitate scade până la o anumită valoare mai ridicată decât cea obţinută de exemplu prin barbotarea cu argon sau la degazarea cu Degazer 300 (a se vedea tabelele 7.2. şi 7.3.). Rafinarea care se produce se opreşte destul de rapid după o vibrare de timp de aproximativ 150 – 200 s.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 8.4. Probe turnate din aliajul ATSi9Cu3Mg, nevibrat, vibrate, solidificate în aer şi în vid.
Proba V1, nevibrat, solidificat în aer
Proba V2, nevibrat, solidificat în vid
Proba V7, vibrat 200s, solidificat în aer Proba V8, vibrat 200 s, solidificat în vid
94

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
►
R Efectul de rafinare prin vibrare rezultă şi din figura 8.4.dacă probele V1 şi V2 pun în evidenţă existenţa unei porozităţi destul de accentuată pentru aliajul nevibrat., pe probele vibrate, porozitatea vizibilă cu ochiul liber dispare aproape complet sau în totalitate.
►Prin analiza metalografică la măriri de 400 X rezultă că în probele turnate persistă o oarecare microporozitate.
►Vibrarea aliajului lichid la frecvenţă joasă reprezintă totuşi o soluţie pentru purificarea topiturilor mai murdare. Eventual această procedură combinată cu o altă procedură, spre exemplu degazarea prin barbotare cu gaz inert ar putea duce la rezultate excelente privind rafinarea aliajului.
8.2. DETERMINĂRI REFERITOARE LA TRATAREA CU ULTRASUNETE A ALIAJULUI ATSi10Cu4
Prin cercetarea efectuată am urmărit să constat care este efectul de reducere a porozităţii în aliajul ATSi10Cu4 prin tratarea topiturii cu ultrasunete.
Aliajul supus cercetării a fost elaborate în cuptorul cu creuzet, încălzit cu flacără prinarderea gazului metan.
După topirea încărcăturii şi supraîncălzire până la 800 ºC a fost înlăturată zgura de la suprafaţă şi a fost prelaută topitura din creuzet cu o oliţă de mână şi la temperatura de 750 ºC au fost turnate probe martor._____________________________________________________________________ Teză de doctorat_
Ing. Cătălin ŞUŞU
Proba V2 nevibrat., solidificat în vid
Fig. 8.5. Exemple de structuri metalografice din aliajul nevibrat şi vibrat, solidificat în aer şi în vid Atac HF5%, 100X
95

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Deci, din aliajul netratat şi din aliajul tratat cu ultrasunete au fost turnate probe în forma ceramică, lipsită de porozitate la gaze, forma folosită fiind cea redată în figura 8.1.
Cantitatea de aliaj tratată prin ultrasunete a fost de 400 g pentru fiecare probă. Aliajul a fost turnat într-o formă din amestec de formare uscat, cu cavitatea cilindrică, având dimensiunile deΦ = 50 mm şi înălţimea H =70 mm,în care s-a făcut tratarea cu ultrasunete.Din aliajul tratat s-au turnat probele tronconice , iar restul de aliaj a fost lăsat să se solidifice în forma în care a fost tratat.
Temperatura formei la turnare a fost cea ambiantă.
Temperatura aliajului în creuzetul cuptorului, în oliţa de mână şi în formă a fost măsurată cu termocuplulde imersie cromel- alumel şi afişată pe ecranul aparatului DIGITEMP.01.R.
Tratarea topiturii cu ultrasunete s-a făcut cu aparatura indicată în figura 8.6.Transductorul utilizat a fost compus din ferita magnetostrictivă FMSi20Hz, cu masa de
0,56 kg şi frecvenţa de rezonanţă 20 kHz, înfăşurarea din sârmă de cupru şi concentratorul ultrasonic T.GUS. confecţionat din oţel inoxidabil, anticoroziv şi refractar.
Caracteristicile au fost:- Frecvenţa de rezonanţă fo = 20 ± 1kHz serie fundamentală
- Frecvenţa rezonanţă fp = 22 ± 2kHz paralel fundamentală
- Putere electrică maximă Pmax = 100 W. - Capacitate proprie Co = 4,1 ± 0,6nF - Tangenta unghiului de pier- dere (valoarea maximă) tgδ = 15 ± 10-3
- Factorul de cuplaj efectiv Kef = 0,25 (valoare minimă)
- Factorul de calitate Qma = 15mecanic în aer
- Eficienţă optimă η = 85 % (valoare minimă)
Mod de lucruLa început s-au făcut etalonări, probe şi verificări ale echipamentului, care au constat în:
- Etalonarea generatorului de putere ultrasonic pentru obţinerea unui semnal sinusoidal.- S-a determinat frecvenţa de lucru la rezonanţă a transductorului magnetostrictiv.- S-au verificat conexiunile electrice.- S-a probat funcţionarea în gol şi în sarcină a echipamentului.- S-a determinat stabilitatea în funcţionare a generatorului de joasă frecvenţă şi a celui de
ultrasunete.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 8.6. Schema de tratare a topiturii cu ultrasunete şi aparatura care o compune.
96

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Realizarea experimentelor .● S-a pregătit încărcătura pentru elaborarea aliajului.Încărcătura s-a realizat din material debitat din calup de aliaj primar. S-aîncărcat în creuzetul de argilă şi grafit aliajul.● S-a topit materialul şi s-a supraîncălzit la 800 ºC. Ca fondant de protecţie s-a folosit fondantul FLUX P Al -3 în cantitate de 1,5%.● S-a măsurat temperatura topiturii în creuzet, aceasta a fost menţinută tot timpul la 800 ºC.● S-a îndepărtat zgura de pe suprafaţa topiturii şi s-a preluat cu o oliţă de mână preîncălzită, cantitatea de aliaj necesară turnării şi tratării cu ultrasunete.● S-au turnat probe mator din aliaj netratat cu ultrasunete.● Pe măsură ce s-a consumat din aliaj lichid din creuzet s-a adăugat alt aliaj pentru topire.● S-a tratat cu ultrasunete aliaj într-o formă din amestec de formare uscat şi s-au turnat probe din aliajul tratat.● Înainte de vibrare şi la sfârşitul vibrării s-a măsurat temperatura aliajului în formă.● După răcire probele au fost dezbătute şi inscripţionate.● Pentru ultimele probe,înainte de tratare cu ultrasunete aliajul a fost degazat cu 1% hexacloretan, după care a fost vibrat.● Pe probele tronconice turnate s-au determinat densităţile prin cântărire îna er şi în apă distilată. Pentru cântărire s-a folosit balanţa analitică PRECISA XT.220 A de la firma SARGON.● S-au determinat densităţile pentru fiecare probă.● Probele au fost apoi secţionate după axa de simetrie. Din porbele turnate s-a prelevat material pentru analiza chimică a aliajului şi s-au confecţionat probe pentru analiza metalografică.● S-a realizat analiza chimică a aliajului.Pe probele metalografice pregătite atacate cu acid fluorhidric în soluţie de alcool, concentraţie 5% HF s-a făcut analiza la microscopul metalografic “EUROMEX” şi s-au realizat imagini ale microstructurii de pe calculator.
Datele obţinute şi analiza lor. ● Compoziţia chimică a aliajului ATSi10Cu4:
Si =10,2%, Cu = 3,6%, Fe = 1,2%, Mg = 0,1%, Zn = 2,5%, Mn = 0,5%, Pb=0,12%, Sn = 0,1%, Ti = 0,02%, Al = rest. ● Probe turnate: Un prim experiment s-a făcut mai mult cu scopul de a verifica modul de funcţionare a echipamentului cu ultrasunete şi de a deprinde tehnica de tratare a aliajului.
Proba 1, este proba martor turnată din aliajul netratat. Turnarea s-a făcut la 760 ºC. Proba 2, este proba turnată din aliaj vibrat timp de 120 s. Temperatura aliajului înainte de .
turnarea 760 ºC, după vibrare 650 ºC.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Aliaj netratat cu ultrasunete
Aliaj tratat cu ultrasunete
Fig. 8.7. Probe turnate din aliajul ATSi10Cu4
97

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
În figura 8.7. sunt redate spre exemplificare câte o mostră din probele 1 şi 2.Un al doilea experiment se referă la probele turnate din aliajul ATSi10Cu4Proba 3, este proba turnată din aliajul netratat cu ultrasunete, turnarea s-a făcut la 748 ºC.
Proba 4, este probă turantă din aliaj cu ultrasunete vibrat 60 s. Temperatura aliajului înainte de vibrare 748 ºC, după vibrare 718 ºC.
Proba 5, este probă turnată din aliajul vibrat 150 s. Temperatura aliajului înainte de vibrare 750 ºC, după vibrare 682 ºC. Proba 6, este probă turnată din aliajul vibrat 200 s. Temperatura aliajului înainte de vibrare
750 ºC, după vibrare 673 ºC. Proba7, este probă din aliajul degazat cu 1% hexacloretan şi vibrat 150 s. temperature
aliajului înainte de vibrare 746 ºC, după vibrare 682 ºC. Proba8, este probă turnată din aliajul degazat cu 1% hexacloretan şi vibrat 300s.
Temperatura înainte de vibrare 749 ºC, după vibrare 668 ºC.În figura 8.8. sunt redate spre exemplificare câte o mostră din probele 3 – 8.Aliajul rămas în formă după vibrare a fost lăsat să se solidifice. Probele rezultate au fost
secţionate după axa de simetrie. În figura 8.9. sunt prezentate fotografii ale probelor secţionate. Din analiza probelor prezentate în figurile 8.8. şi 8.9. rezultă că pe măsură ce a crescut
durata de tratare cu ultrasunete contragerea de la suprafaţa liberă (retasura exterioară) a fost tot mai accentuată, ceea ce demonstrrează că s-a eliminat tot mai mult din gazul dizolvat, respectiv din porozitatea formată, aliajul a devenit tot mai compact şi retasura a depins tot mai mult de contracţia aliajului şi mai puţin de dilatarea separărilor de gaze înglobate în material.
Valorile masei probelor măsurate în aer şi în apă distilată, precum şi a densităţilor calculate sunt redate în tabelul 8.2.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Proba 3 Aliaj netratat cu ultrasunete
Proba 4. Aliaj vibrat 60 s cu ultrasunete
Proba 5. Aliaj vibrat 150 s cu ultrasunete
Proba 6. Aliaj vibrat 200 s, cu ultrasunete
Proba 7. Aliaj degazat cu 1 % hexacloretan, vibrat 150s, cu
ultrasunete
Proba 8. Aliaj degazat cu 1 % hexacloretan vibrat
300s, cu ultrasunete
Fig. 8.8. Probe turnate din aliajul - ATSi10Cu4
Proba 2, vibrat 120 s Proba 5, vibrat 150 s
Proba 6. Vibrat 200s Proba 8. Vibrat 300 s
Fig. 8.9. Exemple de probe solidificate în forma din amestec de formare după vibrarea cu ultrasunete.
98

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Tabelul 8.2. Masa probelor turnate şi densitatea acestoraProba nr. Masa probei, în g Temperatura
apei, în °CDensitatea calculată în g/cm3în aer în apă
Proba 1 98,7952 61,8576 18 2,67Proba 2 101,5241 65,9507 18 2,85Proba 3 102,7314 62,3418 18 2,54Proba 4 102,8537 63,6508 18 2,63Proba 5 104,1642 64,0338 18 2,70Proba 6 100,99262 63,7804 18 2,71Proba 7 103,1491 65,1465 18 2,70Proba 8 102,4132 63,7712 18 2,71
Calculul s-a efectuat cu relaţia:
Din datele înscrise în tabelul 8.2. rezultă că odată cu creşterea duratei de vibrare cu ultrasunete, creşte densitatea aliajului, iar la durate de vibrare de peste 150 – 300 densitatea se stabilizează la valori maxime de 2,7 – 2,71 g/cm3.
Este posibil că dacă aliajul de pornire ar fi fost mai impurificat cu impurităţi nemetalice şi cu o cantitate mai mare de hidrogen, diferenţele între valorile densităţilor probelor nevibrate şi cele ale probelor vibrate cu ultrasunete să fi fost mult mai mari.
Din probele turnate s - au confecţionat probe metalografice care sunt redate în figura 8.10.Probele metalografice au fost analizate la microscopul metalografic. Au fost reţinute
microstructurile caracteristice fiecărei probe. Microstructurile reţinute sunt redate în figurile 8.11 ... 8.25.
Atât din valorile densităţilor , cât şi din microstructură rezultă o compactitate deosebită a aliajului rezultată ca urmare a fărămiţării dendritice, a formării de cristale echiaxiale şi a eliminării impurităţilor şi a hidrogenului.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 8.10. Probele metalografice din aliajul ATSi10Cu4 nevibrat şi vibrat cu ultrasunete.
99

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig.8.11. Microstructură din Proba 1, Nevibrată. Atac HF 5%, Atac HF 5%, 100X
Fig.8.12. Microstructură din Proba 2, vibrată cu ultrasunete 120s, Atac HF 5%, 100X
Fig. 8.13. Microstructură din Proba 3, Nevibrată. Atac HF 5%, Atac HF 5%, 100 X
Fig. 8.14. Microstructură din Proba 4, vibrată cu ultrasunete, Atac HF 5%, 100X
Fig. 8.15. Microstructură din Proba 3, Nevibrată. Atac HF 5%, 400 X
Fig. 8.16. Microstrructură din Proba 4, vibrată cu ultrasunete 60 s, Atac HF 5%. 400 X
100

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 8.17. Microstructură din Proba 5, Vibrată cu ultrasunete 150 s, Atac HF 5%, 100 X
Fig.8.18. Microstructură din Proba 6, Vibrată cu ultrasunete 200 s, Atac HF 5%, 100 X
Fig. 8.19. Microstructură sdin Proba 5, Vibrată cu ultrasunete 150 s, Atac HF 5%, 400
X
Fig. 8.20. Microstructură sdin Proba 6, Vibrată cu ultrasunete 200 s, Atac HF 5%, 400 X
Fig. 8.21. Microstructură din Proba 7, degazată cu 1% hexacloretan, vibrată 150 s, Atac HF 5%, 100 X.
Fig. 8.22. Microstructură din Proba 7, degazată cu 1% hexacloretan, vibrată 150 s, Atac HF 5%, 400 X
101

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Analizând microstructurile metalografice rezultă următoarele:► Structura aliajului nevibrat este o structură normală pentru aliajul analizat, o structură
dendritică, cu separări de cristale de siliciu în masa de aluminiu, aşa cum rezultă din figurile 8.11; 8.14; 8.16.
► După vibrarea cu ultrasunete structura dendritică dispare şi se formează cristale mai compacte apropiate de cele echiaxiale, figurile 8.12; 8.1; 8.16.
► Pe măsură ce creşte durata de vibrare cu ultrasunete structura devine tot mai fină, figurile 8.18 şi 8.20.
► La degazarea aliajului cu 1% hexacloretan urmată de vibrarea cu ultrasunete se constată de asemenea distrugerea structurii dendritice şi formarea unei structuri fine, cu cristale compacte, apropiate de cele echiaxiale, figurile 8.21, 8.22, 8.23, 8.24.
► Într-o singură probă – proba 5 – s-a depistat la marginea acesteia o microporozitate, figura 8.25.
Microporozităţi au fost depistate şi în probele nevibrate cu ultrasunete în cantităţi reduse şi de dimensiuni foarte mici.
► Se confirmă deci că, tratarea topiturii metalice a aliajelor de aluminium, cu ultrasunete, comparative cu alte metode clasice (cu fondanţi, în vid, prin barbotare cu gaze ) este mai eficientă.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Fig. 8.23. Microstructură din Proba 8, degazată cu 1% hexacloretan, vibrată cu ultrasunete 300 s,
Atac HF 5%, 100X
Fig. 8.24. Microstructură din Proba 8, degazată cu 1% hexacloretan, vibrată cu ultrasunete 300
s, Atac HF 5%, 400X
Fig. 8.25 -a. Microstructuri din Proba 5 vibrată cu ultrasunete 150 s. Atac HF 5%, 100 X
Fig. 8.25 -b. Microstructuri din Proba 5 vibrată cu ultrasunete 150 s. Atac HF 5%, 400 X
102

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Aplicarea acestei metode la scară industrială, pe cantităţi mari de topitură este limitată, atât din punct devedere al instaslaţiilor generatoare de ultrasunete, cât şi din punct de vedere al costurilor. Totuşi pentru anumite necesităţi şi cerinţe deosebite privind compactitatea aliajului metoda poate fi justificată.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU103

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
CAPITOLUL IX
CONCLUZII ŞI CONTRIBUŢII
Din studiul literaturii de specialitate asupra topiturilor metalice s-au putut trage unele concluzii referitoare la structura stării lichide a metalelor şi aliajelor, la modalităţile de cercetare a acesteia , la relaţia dintre proprietăţile topituriii şi cele ale produsului solid rezultat din aceasta şi la posibilităţile de influenţare a acestor proprietăţi.
S-a constatat că în ultimii 30 – 40 de ani interesul pentru studiul topiturilor metalice a crescut foarte mult datorită legăturii ce există între proprietăţile topiturii şi caracteristicile fizico- mecanice ale aliajului solidificat (în stare de întrebuinţare).
Cercetările care au fost întreprinse au fost stimulate şi de emiterea unor teorii în legătură cu structura intimă a topiturilor metalice, precum şi de perfecţionarea şi răspândirea mijloacelor de investigare.
Topiturile metalice sunt considerate în prezent ca fiind o stare a metalelor şi aliajelor intermediară între starea solidă şi gazoasă a acestora, având în general o bună parte din proprietăţi comune cu cele două stări.
Dacă pentru metalele solide şi pentru gaze s-au găsit două modele, care deşi nu sunt foarte exacte, sunt sugestive şi anume, „Cristalul ideal” şi „Gazul ideal” , pentru lichide nu s-a găsit încă un model unanim acceptat, care să poată explica comportarea şi proprietăţile acestora.
Totuşi anumite încercări de descriere a structurii lichidelor au dus la dezvoltarea unor modele, în care se regăsesc anumite aranjamente spaţiale a particulelor ( atomilor, ionilor), care nu au limite bine definite, din cauza agitaţiei termice, a duratelor lor de existenţă ce depind de temperatură şi de compoziţie, fiind instabile.
Dacă structura metalelor în stare lichidă este relativ simplă, structura aliajelor este extrem de complexă. În aliaje şi mai ales în cele industriale, pe lângă metalele ce compun aliajul se găsesc o gamă largă de elemente considerate incluziuni metalice, incluziuni nemetalice solide, incluziuni nemetalice dizolvate şi incluziuni de gaze dizolvate sau sub formă moleculară.
Încercările de descriere a topiturilor metalice din capitolul 1 au o mare importanţă în procesul cunoaşterii, având în vedere că există o anumită concordanţă între proprietăţile topiturilor şi cele ale produselor solide (în stare de întrebuinţare) rezultate din acestea. Dar între proprietăţile metalelor şi aliajelor lichide provenite din şarje industriale şi cele obţinute în condiţii de laborator, apar adesea neconcordanţe.
Unele proprietăţi ale topiturii metalice determină proprietăţile de exploatare a produsului obţinut din aceasta. Aşa spre exemplu, se constată că există o legătură între vâscozitatea topiturii metalice, mai ales la aliajele multicomponente şi unele caracteristici cum sunt: limita de curgere, alungirea, gâtuirea, rezistenţa la cavitaţie şi altele.
O topitură curată, lipsită de incluziuni metalice, nemetalice (cu excepţia celor care constituie suporţi pentru centrele de cristalizare ) şi gazoase, va duce la obţinerea de produse solide, care vor beneficia de proprietăţi mecanice ridicate. Din contră o topitură „murdară” va da după solidificare produse de slabă calitate.
Dacă există o oarecare concordanţă între proprietăţile topiturii şi cele ale produsului solid, se constată adesea şi neconcordanţă. Cauzele neconcordanţei pot să fie:
- Dependenţa proprietăţilor de compoziţia şi proprietăţile componentelor încărcăturii, de condiţiile de topire, de histerezisul proprietăţilor, adică neconcordanţe între proprietăţile obţinute la încălzire şi cele obţinute la răcire.
- Neconcordanţa constatată între proprietăţile aliajelor lichide şi solide poate să fie şi neechilibrul topiturii înainte de solidificare , neechilibru legat de o anumită durată de
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU104

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
reorganizare a ordinii apropiate. Modificările ce au loc în timp în structura topiturii se reflectă asupra proprietăţilor ei, iar apoi la solidificare din stări diferite ale aceleiaşi topituri, vor apare proprietăţi diferite ale aliajului solid.
- Structura topiturilor metalice influenţează substructura stării solide, adică influenţează asupra caracterului imperfecţiunilor structurii cristaline, cum sunt: dislocaţiile, defectele punctiforme, dezorientarea blocurilor cristaline, etc, toate acestea influenţând la rândul lor unele proprietăţi ale produsului solid.
Aducerea topiturii în stare de echilibru necesită timp şi un anumit tratament. Dacă nu se recurge la menţinerea topiturii un timp suficient la o anumită temperatură şi nu se aplică un tratament special, atunci topitura este condiţionată şi de „trecutul” său. Se poate vorbi în acest caz de efectul de memorie sau de ereditate în procesul de transformare lichid – solid.
Dacă influenţa structurii topiturii asupra genezei structurii şi a defectelor produsului turnat este evidentă, trebuie să se ia în considerare şi faptul că într-o topitură microneomogenă, neechilibrată şi proprietăţile ei există o legătură.
Dacă componenta încărcăturii conţine un număr mare de imperfecţiuni structurale şi de compoziţie, atunci la topire trăsăturile acesteia, impusă de prezenţa imperfecţiunilor, se imprimă şi asupra topiturii care va fi şi ea microneomogenă şi neechilibrată.
O topitură curată se poate obţine dintr-o încărcătură curată, dintr-o topire corectă şi dintr-o prelucrare adecvată înainte de de turnare.
Defectele cristalelor şi alte defecte de structură formate în timpul solidificării topiturii pot fi corectate numai în parte. Este important ca aceste defecte, chiar dacă nu în totalitate, să fie îndepărtate prin tratarea topiturii.
Am trecut în revistă în capitolul 2 principalele proprietăţi ale topiturilor metalice, atât pentru cunoaşterea acestora, dar mai ales pentru a întrevedea mecanismele prin care acestea pot fi influenţate şi la rândul lor, cum pot influenţa proprietăţile aliajelor în stare solidă.
Am menţionat aceste aspecte legate de topiturile metalice pentru a atrage atenţia că, este de cea mai mare importanţă să se acorde toată grija pentru obţinerea unei topituri de calitate, dacă se doresc proprietăţi maxime în exploatarea produselor obţinute din acestea.
Obţinerea topiturii de calitate trebuieşte pregătită încă din faza de compunere a încărcăturii. Încărcătura trebuie să fie cât mai curată. Componentele încărcăturii este bine să fie constituite din aliaje şi prealiaje primare şi din piese rebutate, din retururi (reţele de turnare, maselote). În cazul în care se folosesc piese rezultate din dezasamblări, acestea trebuiesc bine selectate pe compoziţii chimice, trebuiesc curăţate de anumite impurităţi, de vopsele, uleiuri, unsori, mase palstice etc. În caz că se foloseşte şpan este bine ca acesta să fie retopit în prealabil, după care să se facă analiza chimică şi abia apoi să fie introdus în compunerea şarjei. Dacă se foloseşte direct, acesta se curăţă de impurităţi , se înlătură uleiul, lichidul de prelucrare prin aşchiere, se brichetează după care se introduce în topitură.
Toate materialele care se introduc în topitură este indicat a se preîncălzi pentru a elimina umiditatea, purtătoare de hidrogen.
Atenţie trebuieşte acordată şi topiturii. Încărcătura trebuie să fie cât mai protejată de contactul direct cu atmosfera cuptorului pentru a se reduce oxidarea şi dizolvarea de hidrogen. Pentru aceasta se pot între altele folosi fondaţii de protecţie.
Sculele cu care se lucrează în baia metalică trebuiesc să fie uscate şi protejate prin vopsire cu vopsele refractare.
Fondanţii folosiţi trebuie să fie lipsiţi de umiditate.Cu toate măsurile luate la întocmirea şarjei, la topire şi supraîncălzire, în baia metalică
pătrund gaze şi oxizi ( impurităţi nemetalice).Pentru a curăţi topitura de impurităţile nemetalice şi de gazele dizolvate este necesar să se
opereze unele tratamente asupra topiturii înainte de turnare. Aceste tratamente trebuie să constea în rafinarea topiturii pentru eliminarea incluziunilor nemetalice şi degazarea pentru eliminarea
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU105

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
hidrogenului dizolvat în aliaj. Odată cu degazarea se produce şi eliminarea unor impurităţi, are loc deci şi o rafinare.
Eliminarea incluziunilor nemetalice se poate face printr-o serie de procedee, cum sunt: blocarea incluziunilor printr-un mediu poros, sedimentarea, intercepţie, flotaţie, deplasare în câmp electromagnetic, depunere turbulentă, aglomerare.
Eliminarea gazelor din topiturile metalice se poate face prin următoarele metode: tratarea topiturii cu degazanţi solizi; barbotarea topiturii cu gaze inerte sau reactive; degazarea în vid; degazarea cu ultrasunete; cu ajutorul vibraţiilor mecanice, degazarea în câmp magnetic sau în câmp electric şi metode combinate.
Cum baia metalică este impurificată şi cu impurităţi metalice, eliminarea acestora se poate face prin: tratarea cu fluxuri a băii; tratarea cu gaze reactive; oxidarea băii metalice; separarea prin licuaţie, distilarea în vid.
Rezultă deci că, pentru curăţirea băii metalice ne stau la dispoziţie mai multe procedee şi metode. Alegerea unui sau a altuia din procedee depinde de starea topiturii metalice. Aceasta presupune realizarea în prealabil a unor analize, care să pună în evidenţă: existenţa sau inexistenţa incluziunilor metalice ( situarea acestora în limitele admisibile stabilite fie prin standarde, fie prin înţelegere cu utilizatorul); existenţa gazelor dizolvate ( în principal nivelul hidrogenului dizolvat), existenţa impurităţilor nemetalice solide.
Se ştie că pentru a obţine în produsele solide,provenite din topiturile metalice , proprietăţi optime de exploatare, este necesar ca structura acestora să fie cât mai perfectă şi cât mai fină.
Pentru a se obţine o structură cât mai perfectă este necesar ca, pe lângă factorii legaţi de solidificare, să se acţioneze în primul rând asupra topiturii. Acţiunile care pot avea loc asupra topiturii pot să fie: aducerea topiturii în stare de echilibru înainte de turnare ( prin menţinerea la o anumită temperatură, prin supraîncălzire, prin aport de energie din exterior); modificarea aliajului; acţiuni asupra topiturii (răcire rapidă, agitare mecanică, acţiunea ultrasunetelor, amestecarea electromagnetică, inocularea, adaosuri care frânează creşterea grăunţilor cristalini, retopirea dendritelor).
Tratarea topiturilor metalice în vederea finisării structurii trebuieşte organic legată de procesele de nucleere ( nucleerea omogenă şi nucleerea eterogenă). Având în vedere că în practica industrială nu se lucrează cu metale sau aliaje perfect pure, cea mai mare atenţie trebuieşte acordată nucleeri eterogene.
Cu cât numărul de nuclee stabile într-o topitură supusă solidificării va fi mai mare,cu atât granulaţia structurii va fi mai fină. Creşterea numărului de germeni eterogeni presupune existenţa în topitură a unui număr mare de suporţi apţi pentru germinare. Deci, existenţa unor incluziuni, contrar procesului de curăţire a topiturii, este necesară.
Cea mai importantă metodă prin care puteam să creştem numărul de nuclee în vederea finisării structurii constă în introducerea agenţilor de nucleere în topitură. Procesul respectiv poartă denumirea de inoculare. Inocularea se poate realiza prin două metode:
- inocularea externă sub formă de adaos fin dispersat;- inocularea internă („in - situ”) prin reacţii chimice sau reacţii de faze, când rezultă
produse solide în topitură.În afară de inoculare finisarea granulaţiei poate avea loc prin acţiunile deja enumerate
(răcire rapidă, agitare mecanică, acţiunea ultrasunetelor, retopirea dendritelor, amestecarea electromagnetică). Acestea acţionează nu numai asupra creşterii numărului de nuclee, dar mai ales asupra creşterii cristalelor, fărămiţarea acestora ( mai ales a ramurilor dendritelor), micşorarea dimensiunilor nucleelor stabile, etc.
În legătură cu finisarea granulaţiei, literatura de specialitate ne oferă mai multe teorii, între care: teoria reacţiei peritectice, teoria particulelor, teoria bazată pe diagrama de fază a particulelor . La fel pentru procesul de modificare sunt prezentate: teoria subrăcirii, teoria adsorbţiei, teoria coloidală.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU106

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Indiferent de aceste teorii este important atât în cercetare, dar mai ales în practica industrială să se recurgă la acele modalităţi care dau cele mai bune rezultate şi care satisfac şi din punct de vedere economic. Aşa spre exemplu se practică în ultimul timp modificarea aliajelor din sistemul Al – Si cu stronţiu. Deşi efectul de modificare al stronţiului nu este la fel de mare ca cel al natriului, se preferă stronţiul având în vedere că efectul lui rămâne timp mai îndelungat, faţă de efectul natriului, a cărui efect dispare destul de repede. Pe de altă parte utilizarea stronţiului se face sub formă de prealiaj, care nu ridică nici un fel de probleme la utilizare.
Utilizarea titanului şi a borului ca modificatori este o preocupare în prezent, aceste elemente utilizânduse sub formă de prealiaje AlTi, AlTiB.
La fiecare din elementele utilizate pentru modificare trebuie să se ia în considerare şi unele neajunsuri. Aşa spre exemplu la utilizarea stronţiului trebuie să se ia în considerare faptul că acesta favorizează în prima fază dizolvarea de hidrogen în topitură şi abia apoi conţinutul de hidrogen se diminuează spre conţinutul iniţial.
La folosirea stibiului trebuie să se aibă în vedere că acesta micşorează efectul modificator al natriului şi stronţiului.
Incluziunile din topiturile metalice, indiferent de natura, compoziţia, forma, dimensiunile şi distribuţia lor, sunt dăunătoare pentru proprietăţile topiturii, dar mai ales pentru proprietăţile mecanice, fizice şi chimice a produselor solide rezultate dn acestea.
Pentru ca să se obţină proprietăţi cât mai ridicate este necesar să se acţioneze în prealabil asupra topiturii, obligativitatea acestui proces fiind dictată de obţinerea următoarelor îmbunătăţiri, care se pot realiza în semifabricatele şi piesele turante:
- îmbunătăţirea proprietăţilor mecanice;- îmbunătăţirea prelucrabilităţii prin aşchiere şi a extrudabilităţii;- îmbunătăţirea proprietăţilor de turnare;- reducerea porozităţii şi creşterea densităţii;- o mai bună şi mai uşoară uniformizare a efectelor tratamentului termic; - obţinerea unor finisări a suprafeţelor datorită structurii mai fine.În prezent, problema cu care se confruntă producătorii de piese turnate din aliaje de
aluminiu este cea a porozităţilor ce apar în aceste piese.Porozitatea este în cea mai mare parte răspunzătoare de diminuarea proprietăţilor mecanice.Existenţa porilor, în special a macroporilor în structura piesei înrăutăţeşte proprietăţile pe
două căi. Macroporozitatea reduce secţiunea efectivă a pereţilor piesei şi astfel rezistenţa mecanică este diminuată.
Microporozitatea sau porozitatea intercristalină pe lângă diminuarea secţiunii efective, constituie puncte de amorsare a ruperii în material.
Formarea porilor în structura aliajelor de aluminiu are loc prin următoarele mecanisme:- În general porii, care constituie goluri umplute cu gaze în structura aliajului se formează
prin nucleere şi creştere. Nucleerea porilor poate să aibă loc pe incluziuni nemetalice, pe vatra şi pereţii agregatului de elaborare, pe pereţii creuzetului, a oalei de turnare, şi chiar pe pereţii formei, precum şi pe intrândurile frontului de solidificare.
- Dacă nucleerea porilor şi creşterea acestora are loc în topitură, ( în stare lichidă), atunci porii care se formează vor avea formă compactă, apropiată de forma sferică. Aceşti pori flotează în topitură şi parte din ei părăsec topitura. Unii din porii formaţi nu reuşesc să părăsească topitura din cauza creşterii vâscozităţii aliajului sau a timpului prea scurt până la solidificare, pentru a parcurge spaţiul de la locul de formare până la suprafaţa liberă a topiturii. Aceşti pori rămân deci în aliaj sub formă de macropori.
- Porii care se formează pe frontul de solidificare, în intrândurile dintre ramurile dendritelor, adesea nu se pot desprinde fiind blocaţi în aliajul în curs de solidificare şi ca atare rămân în aliajul solidificat sub formă de mictropori. Forma acestor pori nu mai este compactă, aceasta fiind determinată de felul cum decurge solidificarea. Dimensiunile acestori pori sunt foarte mici de ordinul zecilor sau sutelor de microni.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU107

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
- Un alt mecanism constă în aceea că microvolume de lichid dintre ramurile dendritelor la solidificare îşi micşorează volumul ca urmare a contracţiei şi dacă golul de contracţie nu poate fi umplut cu lichid, rămâne sub formă de microretasură. Aceste goluri sunt umplute şi ele cu hidrogen ieşit din soluţie. Microretasurile constituie deci la rândul lor porozitate.
Cantitatea de porozitate depinde de mai mulţi factori, între care; cantitatea de hidrogen dizolvat în aliaj, puritatea topiturii, viteza de solidificare, felul cum a fost trată în prealabil topitura metalică, elementele de aliere. Dintre toţi aceşti factori puritatea topiturii determină în cea mai mare parte formarea porilor.
Din cercetările efectuate a rezultat că la aceeaşi compoziţie chimică a aliajului , acelaşi conţinut de hidrogen, aceeaşi viteză de solidificare, aliajul cu conţinut mai mare de impurităţi nemetalice solide, tinde a genera mai multă porozitate faţă de aliajul mai curat. Acest lucru se explică prin formarea de nuclee eterogene de bule de gaz, unele din impurităţi jucând rolul de suporţi pentru nucleere.
Odată cu creşterea concentraţiei de incluziuni nemetalice apte ca suporţi, creşte probabilitatea de formare a nucleelor de gaz în piesa solidificată.
Este deci de mare împortanţă a se verifica dacă topitura metalică este mai mult sau mai puţin curată. Vom putea verifica indirect dacă topitura este curată sau mai puţin curată prin identificarea nivelului de porozitate din probele turnate şi solidificate. Acest aspect a făcut în continuare preocuparea de cercetare.
Se ştie din literatura de specialitate că aplicând o depresiune (vidare) probei turnată din aliaj de aluminiu în timpul solidificării în aceasta apar uşor vizibili macropori şi micropori altfel invizibili cu ochiul liber. Examinarea probelor după secţionare cu ochiul liber dar şi cu aparatură adecvată, ne dă posibgilitatea să determinăm porozitatea sub mai multe aspecte. Comparând această porozitate cu etaloane special pregătite putem să apreciem gradul de puritate a topiturii.
Se ştie de asemenea că densitatea aliajului solidificat variază cu porozitatea din probele turnate şi apoi prin aşa numit indice de porozitate, comparat cu etaloane adecvate, se poate aprecia gradul de puritate al topiturii.
Gradul de puritate al topiturii poate fi deci apreciat atât calitativ, cât şi cantitativ.Aprecierea calitativă poate fi făcută printr-o examinare vizuală a densităţii, formei şi
mărimii porilor în probele vidate. O densitate scăzută a numărului de pori şi o formă alungită a acestora ne indică o topitură curată, în timp ce o densitate ridicată de pori, având o formă rotundă, ne indică o topitură „murdară”.
Forma alungită a porilor poate fi determinată de formarea microretasurilor care apar în timpul solidificării ca urmare a contracţiei în stare lichidă.
Deoarece tehnicile de apreciere cantitativă disponibile în prezent pentru determinarea porozităţii sunt scumpe şi cer timp, este necesară găsirea unor tehnici raide şi ieftine. Una din aceste tehnici este cea de reducere a presiunii la solidificarea unor probe turnate.
O apreciere semicantitativă pentru determinarea conţinutului de hidrogen din topitură poate avea loc prin metoda densităţii probelor turnate şi solidificate în aer şi în vid, pe baza indicelui de densitate.
Cunoscând conţintul de hidrogen din topitură, determinat cu aparatură adecvată, combinat cu probe de densitate solidificate în aer, pot fi întocmite diagrame de forma celor prezentate din figuriele 7.5 şi 7.6.
În legătură cu conţinutul de hidrogen din topitură, rezultatele probelor de densitate pot reflecta mai clar cantitatea de hidrogen dizolvată utilizând o diagramă de forma celei din figura 7.6 în prealabil pregătită pentru aliaj.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU108

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Din datele obţinute prin cercetările proprii se pot desprinde următoarele: ► La aliajul degazat prin barbotare cu argon:
- În probele nebarbotate cu argon şi solidificate în aer se constată doar existenţa microporozităţii interdendritice, în timp ce la probele solidificate în vid se constată existenţa atât a microporilor , cât şi a macroporilor.
- La toate probele degazate cu timpi de barbotare mai mari de 2 minute şi solidificate în vid, cantitatea de microporozitate creşte, iar macroporozitatea dispare complet.
- La durate mai mari de degazare prin barbotare de 6 minute porozitatea rămâne aproape aceeaşi, deci barbotarea poate fi oprită la această durată.
► La aliajul degazat cu Degazer 300 : - La toate probele degazate şi solidificate în aer se constată numai
microporozitate, în timp ce la toate probele degazate cu până la 1,5% Degazer 300 şi solidificate în vid se constată pe lângă microporozitate şi macroporozitate.
- Forma microporilor este destul de neregulată, cu ramificaţii şi intrânduriinterdendritice.
Din datele prezentate privitoare la numărul de pori, dimensiunile acestora şi indicii de densitate se pot desprinde următoarele:
- Creşterea dimensiunilor porilor, scăderea numărului de pori şi scăderea indicelui de densitate în ambele cazuri ale degazării, ne indică formarea unei macroporozităţi, care apare din faza lichidă.
- O parte din porii formaţi părăsesc proba şi depozitează la suprafaţa acesteia o parte importantă din impurităţile nemetalice.
- Pe măsură ce degazarea avansează apare tot mai accentuat micro-porozitatea, care se formează în timpul solidificării.
La vibrarea aliajului cu frecvenţă joasă se produce o rafinare a acestuia, aşa cum rezultă din tabelul 8.1. Indicele de densitate scade accentuat la un timp de vibrare de cca.150 – 180 s, după care rămâne aproape constant.
Dacă la probele vidate şi solidificate în aer nu apar macroporozităţi vizibile cu ochiul liber, la probele solidificate în vid apar unii pori vizibili chiar la durate de vibrare de 18o s, dar la durate mai mari de vibrare (200 s) nu mai apar pori vizibili.
În privinţa structurii aliajului, aşa cum rezultă din figura 8.5. prin vibrare se produce o finisare evidentă, structura dendritică dispare complet.
Din datele obţinute rezultă că vibrarea aliajului la frecvenţă joasă influneţează pozitiv gradul de puritate, fără să se obţină o curăţire perfectă. După vibrare indicele de densitate scade până la o anumită valoare, mai ridicată dcât cea obţinută, de exemplu, prin barbotare cu argon sau degazarea cu „Degazer 300”.
Vibrarea aliajului la frecvenţă joasă reprezintă totuşi o soluţie pentru purificarea topiturilor murdare. Eventual această procedură combinată spre exemplu cu procedura de degazare prin barbotarea cu gaz inert, ar putea duce la rezultate excelente atât în privinţa rafinării, cât mai ales în privinţa finisării structurii.
La tratarea topiturii aliajului ATSi10Cu4 cu ultrasunete s-au constatat efecte benefice atât în privinţa rafinării cât mai ales în privinţa finisării structurii.
Din cercetarea efectuată a rezultat că pe măsură ce a crescut durata de vibrare cu ultrasunete (până la 200 s) a crescut şi densitatea aliajului. Aceasta ne demonstrează că, prin tratarea topiturilor cu ultrasunete se produce o degazare a acesteia. Degazarea şi creşterea compactităţii aliajului este pusă în evidenţă şi de contragerea ce are loc la suprafaţa liberă a probelor turnate cu creşterea duratei de vibrare, aşa cum se poate constata din figurile 8.8 şi 8.9.
Din analiza probelor prezentate în figurile 8.8. şi 8.9. rezultă că pe măsură ce acrescut durata de tratare cu ultrasunete contragerea de la suprafaţa liberă (retasura exterioară) a fost tot
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU109

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
mai accentuată, ceea ce demonstrează că s-a eliminat tot mai mult din gazul dizolvat, respectiv din porozitatea formată, aliajul a devenit tot mai compact şi retasura a depins tot mai mult numai de contracţia aliajului şi mai puţin de dilatarea separărilor de gaze înglobate în aliaj.
Atât din valorile densităţilor, cât şi din microstructura analizată rezultă o compactiate deosebită a aliajului ca urmare a fărămiţării dendritice, a formării de cistale echiaxiale şi a eliminării impurităţilor şi a hidrogenului dizolvat în aliaj.
La degazarea aliajului cu hexacloretan, urmată de tratarea cu ultrasunete se constată o distrugere a structurii dendritice şi formarea unei structuri fine, cu cristale compacte, echiax.
Tratarea topiturilor metalice din aliaje de aluminiu cu ultrasunete, comparativ cu alte metode clasice (cu fondanţi, în vid, prin barbotare cu gaze) este mai eficientă din punct de vedere al rafinării şi finisării structurii. Aplicarea industrială a acestei metode pe cantităţi mari de topitură este limitată, atât din punct devedere a instalaţiei generatoare de ultrasunete, cât şi din punct de vedere a costurilor. Totuşi pentru anumite necesităţi şi cerinţe deosebite privind compactitatea aliajului metoda poate fi justificată.
Contribuţiile aduse prin tratarea acestei teme şi prin cercetările efectuate consider că au fost următoarele:
► S-a sistematizat din literatura de specialitate unele cunoştinţe strict necesare înţelegerii anumitor fenomene ce au loc în legătură cu topiturile metalice şi mai ales legate de modalităţile de tratare a acestor topituri în vederea obţinerii de produse utilizabile de înaltă calitate.
- Am definit principalele noţiuni şi teorii legate de structura topiturilor metalice.- Am analizat şi definit proprietăţile topiturilor metalice.- Am definit ce incluziuni pot exista în topiturile metalice şi interacţiunea topiturilor cu
gazele.- Am sistematizat principalele metode de determinare a incluziunilor din topiturile
metalice.► Din cercetarea bibliografică am stabilit şi sistematizat procesele de rafinare şi degazare a topiturilor metalice. ► Am sistematizat fenomenele ce au loc la tratarea topiturilor metalice în vederea finisării structurii;- starea de echilibru a topiturii;- subrăcirea la solidificare;- germinarea şi creşterea cristalelor.Cercetările practice efective, combinate cu unele cercetări pe bază de bibliografie, au
constat în următoarele: ► Cercetări şi aprecieri asupra formării porozităţii în piesele turnate din aliaje de aluminiu.►Cercetări privitoare la metoda de presiune redusă pe aliajul ATSi9Cu3Mg., cercetări
efectuate la Facultatea de Metalurgie din cadrul Universităţii Politehnica Bucureşti.► Determinări experimentale prin proba de densitate.► Determinări experimentale prin proba de analiză metalografică► Cercetări experimentale referitoare la influenţa vibraţiilor de joasă şi înaltă frecvenţă
asupra unor aliaje de aluminiu, cercetări efectuate la Facultatea de Ştiinţa şi Ingineria Materialelor de la Universitatea Tehnică din Cluj – Napoca.
- Cercetări privind influenţa vibraţiilor de joasă frecvenţă asupra aliajului ATSi9Cu3Mg.- Cercetări privitoare la tratarea cu ultrasunete a aliajului ATSi10Cu4.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU110

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
BIBLIOGRAFIE 1. - B. A. Baum, Topituri metalice, Editura Tehnică, Bucureşti. 2. - P. Moldovan, N. Panait, St. Mărginean, Bazele tratării topiturilor metalice neferoase., Editura INTACT, Bucureşti, 1998 3. - Luigi Dobrescu, Fenomene de suprafaţă la metale şi aliaje, Editura Academiei Republicii
Socialiste România, Bucureşti, 1970. 4. - D.M. Ştefănescu, Ştiinţa şi ingineria solidificării pieselor turnate, Editura AGIR, Bucureşti,
2007. 5. - L. Sofroni, V. Brabie, C. Bratu, Bazele teoretice ale turnării, Editura Didactică şi Pedagogică, Bucureşti 1980. 6. - Ienciu, M. Moldovan, P. Panait, N. Buzatu, M. Elaborarea şi turnarea aliajelor neferoase speciale., Editura Didactică şi Pedagogică, Bucureşti 1985. 7. - Moldovan, P. Treatment of molten Metals. Edited by V.I.S. PRINT, Bucharest, 2001. 8. - Gh. Zirbo, V. Soporan, Bazele Teoretice ale Turnării Aliajelor volI. Universitatea Tehnică din Cluj – Napoca, 1994. 9. - Florea Oprea, Dragoş Taloi, Ion Constantin, Rodica Roman, Teoria Proceselor metalurgice,
Editura Didactică şi Pedagogică, Bucureşti, 1978.10. - S. Şontea, M. Vlădoi, N.Zaharia, Metale şi aliaje neferoase de turnjătorie, Scrisul Românesc,
Craiova 1981.11. - Gheorghe Zirbo, Emil Nagy, Emil Riţi – Mihoc, Aliaje de aluminiu pentru turnătorie , Editura
DACIA Cluj – Napoca, 1998.12. - E. Piwowarski, Fonte de înaltă calitate, Editura Tehnică, Bucureşti.196813. - Gavril Niac, Valeria Voiculescu, Ioan Bâldea, Mircea Preda, Formule, tabele, probleme de
chimie fizică, Editura Dacia, Cluj – Napoca, 1984.14. - Liu, H. Bouchard, M. Zhong, L. M easurement of hidrogen solubility in Liquid Aluminium.
Light Metals, 1995, 1285 – 1290.15. - M.V. Malţov, Modificarea structurii metalelor şi aliajelor, Editura Tehnică, Bucureşti 1966.16. - N.Geru, Teoria structurală a proprietăţilor metalelor. Editura Didactică şi Pedagogică,
Bucureşti, 1980.17. - I.Tripşa , C. Pumnea, Dezoxidarea oţelurilor, Editura Tehnică. Bucureşti, 198118. - Beckerman, C., Tong, X., Karma, A., Phase – field simulations of convective effects in
solidification microstructure developpement proceedings, of the International Conference on casting and solidification, Braşov, 2001, 100 – 109.
19. - Dumitrescu, C., Cosmelinuş, G., Dobrescu, M., Hervantz, C.D., On the mecanism of solidification structure refiniment of some high strenght aluminium based alloy, International Conferince of the Science of casting and solidification, Braşov, Romania, 2001, 258 – 264.
20. - Susana, Gâdea, Marius Protopopescu , Aliaje neferoase, Editura Tehnică, Bucureşti, 1965. 21. - G., Zirbo, C., Şuşu, Unele consideraţii privitoare la aprecierea gradului de puritate a
topiturilor aliajelor de aluminium, Revista de Turnătorie Nr. 5,6/2006, 37 – 42. 22. - Elena Vermeşan, Irina Ionescu, Arnold Urseanu, Chimie Metalurgică, Editura Didactică şi
Pedagogică, Bucureşti, 1981. 23. - Viorel Pop, Ionel Chicinaş, Proprietăţile fizice ale metalelor şi aliajelor, Universitatea Babeş-
Bolyai, Cluj – Napoca, 1997.24. - Pumnea N. Constantin, Studiu asupra formării şi îndepărtării incluziunilor nemetalice din
oţeluri. Rezumatul tezei de docotrat, Institutul Politehnic Bucureşti, Facultatea de Metalurgie, 1972.
25. - M. Ursache, D. Chira, Proprietăţile metalelor, Editura Didactică şi Pedagogică, Bucureşti, 1982.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU111

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
26. - Xiao – Guang Chen, and J.E. Gruzleski, Influence of melt cleanliness on pore formation in aluminium - silicon alloys, Int. I. Cast Metals Res. 1996. 9, 17- 26.
27. - Y. Yang, H. Namura and M. Takita, Inclusion removal using ceramic foam filters and filter size estimation, Int. J. Cast Metals Res. 1996. 9 27 – 35.
28. - G.K., Sigworth, A Scientific Basis for Degassing Aluminium. AFS Trans. 1987, 95, 73 – 78.29. - G. Laslaz and P. , Laty, Gass Porosity and Metal Cleanliness in Aluminium Casting Alloys.
A.F.S. Trans.99, 1991, 81 – 90..30. - O.K., Okorafor, Some aspects of structure porosity of full mold cast Al – Cu Alloys,
Canadian Metallurgical Quarterty , 1987, 26, 47 – 52.31. - M., Sayehbani, A., Er and V., Kondic, Mechanical proprietes of evaporative pattern castings
in AlSi12% alloys, The Sth. International Manufacturing Conference, in China, 2-4 April, 1991.
32. - D.R., Iram and V.,Kondic, Casting and mold design effects on shrinkage porosity of light alloys, A.F.S. Trans, 77, 1969, 208 – 211.
33. - E.N.,Pan, C.S., Lin and C.R. Laper, Effects of solidification parameters on the feeding efficiency of A 356 aluminium alloy.A.F.S. Trans.98,1990, 735 – 746.
34. - V.K., Suri, H., Huang, J.T., Berry and J.L. Hill, Applicability of thermal parameter based porosity criterium to long – freezing – range aluminium alloys. A.F.S. Trans, 100, 1992, 92 – 106.
35. - S., Viswarathan, V.K. , Sikka and H.D., Brody, The application of quality criteria for the prediction of porosity în the design of casting process, The Minerals Metals and Materials society, 1993, 285 – 292.
36. - Wm. S., Pellini, Factors Which Determine Riser Adequancy and Feeding Range, A.F.S. Trans.61, 1953, 61.
37. - S., Minakowa, I.V. Samarasckera and F. Weinberg, Centerline Porosity in Plate Castings. Metal Trans. B. 168, 1985, 823.
38. - J.A., Spie, M., Almeshhedani and S.G.R. Brown, The Niyama function and its proposed application to microporosity prediction.
39. - Raiszadeh , R., Griffiths, W.D. Method to Study the History of a Double Oxide Film Defect in Liquid Aluminium Alloys.
40. - E.L., Rooy and E.F., Fischer, Control of Aluminium Casting Quality by Vacum Solidification Tests, Modern Casting July, 1968.
41. - S.,Viswarathan, v.k., Sikka and H.D., Brody, Using Solidification parameters to predict porosity distributions in alloy castings. JOM. 44, 1992, 37 – 40.
42. - Sen – Tien Kao and Edward Chang, The role of the pressure index in porosity formation in A 356 alloy castings.
43. - T.S., Piwonka and M.C., Flemings, Pore Formation in solidification, Trans. Met. Soc. AlMe, 236., 1966, 1157.
44. - X.G. Chen and S., Engler, Hydrogen and Porosity in Aluminium Silicon and Aluminium Magnesium Alloys. Part I and Part II ; Aluminium Silicon Alloys. Metall. 1991, 45, 995 – 1000, 1225 – 1231.
45. - G., Laslaz, and P., Paty Gas Porosity and Metal Cleanliness Aluminium Casting Alloys, A.T.S. Trans, 1991.
46. - K.J., Brondyke and P.D., Hess, Interpretation of Vacuum Gass Test Results for Aluminiumn Alloys. Trans Metall Soc. Al ME., 1964, 230.
47. - Q.T. Fang, P.N., Anyalebechi and D.A., Granger, Measurement of Hydrogen Porosity in Unidirectionally Solidified Aluminium Alloys, Light Metals,1988, 477 – 486.
48. - Drăgan, O., Iancu, C., Amza, Gh., Drimer, D., Isarie, I., Ultrasunete de mari energii; Editura Academiei R.S.R., Bucureşti, 1983.
49. - Eller, A.I. , Effects of diffusion on gaseous cavitation bubles, Journal of Acustic Society of America, vol 57, 1975, 1374 – 1378.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU112

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
50. - Dumitru – Dan Porcar, Cercetări privind îmbunătăţirea caracteristicilor mecanice ale pieselor turnate în câmp ultrasonic, Teză de doctorat, Universitatea Tehnică din Cluj – Napoca, 2003.
51. - C. Cămui, Cercetări privind influenţa tratamentelor fizico – mecanice asupra solidificării pieselor turnate din aliaje neferoase. Teza de doctorat, Universitatea Politehnică Bucureşti, 1997.
52. - Bjökegren, L.E., Koss, R., Paulsen, S.W. Influence de la porosité sur la résistance à la fatigue des alliages d´aluminium moulée au sable et coulée en coquille par gravité ou sous pression.
60 e CONGRES MONDIAL DE FONDERI, 26 septembre/1 octobre, 1993.53. - Dighe, M.D.Jiang, X.G. Tewari, A. Rahardjo, A.S.B. Gohkale, A.M. Quantitativve
Microstructural Analysis of Microporosity in cast A356, A.F.S. Transactions, 1992, 45 – 424.
54. - LaOrchan, W., Gruzleski, J.E. Grain Refinement, Modification and Melt Hydrogen - Their Effects on Microporosity, shrinkage and Impact Properties in A 356 Alloy, A.F.S. Transactions, 1992, 415 – 424.
55. - Peterson, R.D. Wells, P.A. The effect of fluxing gas composition on removal kinetics for hydrogen and light metals, Light Metals, 1993, 891 – 897.
56. - Carpenter, K.A. Hanagan, J.M. Efficiency Modeling of Rotary Degasser Head Configurations and Gas Introduction Methods, Part I – Water Tank Tests, in Light Metals 2001, 1017 -1020.
57. - Samuel, A.M. , Samuel, F.H. Porosity Factor in Quality Aluminium Casting, A.F.S. Transactions, 1992, 657 – 665.
58. - Abramov, O.V. , Bulgakov, V.E., Sommer, F., Solidification of aluminium alloys under ultrasonic irradiation using water – cooled rezonator, Material Letters, No 37, 1998, 27 -34.59. - Apfel, R.E. , A caustically induced explosion s of superheated droplets, Journal of Acustic
Society of America , vol 57, 1975, 1371 -1373.60. - Bar –Meir, G., Ekert, E.R.G., Goldstein, R.J., Pressure diecasting: a model of Vacuum
pomkping, Journal Manufacturing Science Engeneering, vol 118, 1996, 259 -265.61. - Bela, V., Nucleation in the real metals melting, Procedings of the International Conference on
the casting and solidification, Braşov, 2001, 75 -78.62. - G.P. Borisov, Despre rolul pozitiv al porozităţilor gazoase în dirijarea proceselor de obţinere
a pieselor turnate din alaije de aluminiu. Revista de Turnătorie, 9-10/2007.63. - G. Zirbo, Definirea mediului poros în cazul solidificării unor aliaje metalice. Revista de
Turnătorie, 1,2/2006. - M.C. Flemings, Solidification Process. Mc Graw – Hill, New Zork 1974, 146 – 150. - N. Streat and, F. Weinberg, Interdendritic Fluid Flow in a Lead / Tin Alloy. Metall. Trans.
B, 7B, 1976, 417. - D.R. Poirier, K. Yeum and A.I. Maples, A Thermodinamic Prediction for Microporosity
Formation in Alkuminium – Rich Al – Cu Alloys . Metall. Trans. A.,, 18A, 1987. - J. Lecomte – Beckers, Study of Microporosity Formation in Nickel – Base Superalloy.
Metall. Trans. A, 19A, 1988. - J.C Moosbrugger and J.T. Berry , Calculation of Feeding Range Data for Hypoeutectic
A357 Alloy Using FEM Solidification Model Results, A.F.S. Trans. 94, 1986, 373. - K.Kubo and R.D. Pehike, Mathematical Modeling of Porosity Formations in Solidification.
Metall. Trans B, 1985 16B, 359. - J. Campbell, Feeding Mechanism in Castings. A.F.S. Cast Metals Res. J., 5, 1965. - Q.T. Fang and D.A. Granger. Porosity Formation in Modified ans Unmodified A 356 Alloy
Castings. A.F.S. Trans. 97, 1989. - D. Pelian, M.C. Flemings and R. Mehrabian , Specific Permeability of Partially Solidified
Dendritic Networks of Al – Si alloys. Metall. Trans. 5, 1974.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU113

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
- D. Emadi, J.E. Gruzleski and J.M Toguri, The effect of Na and Sr Modification on Surface Tension and Volumetric Shrinkage of 356 and Their Influence on Porosity Formation. Metall. Trans. B. 1993, 24 B.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU114

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
ANEXA 1.
Aliajul ATSi9Cu3Mg
ATNSi9Cu3MgATCSi9Cu3Mg Compoziţia chimicăATPSi9Cu3Mg
Posibilităţi de întrebuinţare.Piese turnate în amestec de formare, în cochilă şi sub presiune.
Exemple de aplicarePiese cu configuraţie complexă, de serie.
Proprietăţi generale Proprietăţi foarte bune de turnare.
Proprietăţi mecanice la temperatura ambiantă
Marca aliajului Stareadelivrare
Limita de curgereRp0,2 min. N/mm2
Rezistenţala rupereRm min.N/mm2
Alungire A5 min. %
DuritateBrinell HB min10/1000/30
ATNSi9Cu3Mg TF 70 160 - 65ATCSi9Cu3Mg TF 80 180 1 70ATPSi9Cu3Mg M 80 160 1 -
Valori ale proprietăţilor fizice
Densitatea [greutatea specifică] 2,7 kg/dm3 [26,5 N/dm3]Interval de solidificare 610 – 520 oCConductivitate termică - între 20 oC şi 100 oC
21 . 10-6 /oC
Contracţia volumică în intervale de solidificare
cca. 4 % vol.
Căldură latentă de solidificare Cca. 12,45kJ/atom gr [456 kJ/kg]
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Compoziţia aliajului %Siliciu 8,0 – 9,5Cupru 3,0 – 4,0Magneziu 0,1 – 0,6Aluminiu RestImpurităţi admise % maxFier 0,9Mangan 0,5Zinc 1,0Nichel 0,5Plumb 0,2Staniu 0,2Titan 0,15Altele luate Fiecare 0,1
Total 0,5
115

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
INFORMAŢII PENTRU PRELUCRARE
Tratamentul băii metaliceSe recomandă să se facă o rafinare cu săruri de sodiu la turnarea în amestec de formare şi frecvent la turnarea în cochilă.
Temperatura de turnare(Trebuie să fie cît este posibil de scăzută) 680 – 750 oC
Caracteristicile de turnare Fluiditatea şi capacitatea de umplere a formei este bună, tendinţa de fisurare la cald mică. Tendinţa de formare a restaurării interioare concentrate este redusă.
Contracţia liniară în stare solidă:- pentru turnarea în amestec 1,0 – 1,1%- pentru turnarea în cochilă 0,9 – 1,1%
Tratamentul termic
Tratamentul constă în punerea în soluţie la 520 – 530oC timp de 3 – 6 ore, urmată de răcirea în apă caldă, urmată apoi de îmbătrînire artificială la 155 – 180oC, timp de 8 – 18 ore
Alte proprietăţiPrelucrabilitatea prin aşchiere este
mediocră. Rezistenţa în atmosferă este mediocră, în apă de mare este slabă.Caracteristicile mecanice la temperaturi ridicate sunt suficiente. Aspectul suprafeţei lustruite este mediocru.
Aliajul ATSi10Cu4
ATNSi10Cu4 ATPSi10Cu4 Compoziţia chimică
Posibilităţi de întrebuinţare.Aliajul este deosebit de apt pentru turnare sub presiune.
Exemple de aplicarePiese cu configuraţie complicată, în special diferite piese turnate sub presiune.
Proprietăţi generale Proprietăţi bune de turnare şi tendinţă mică de fisurare la cald.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU
Compoziţia aliajului %Siliciu 9,5 – 11,5Cupru 3,0 – 4,5Aluminiu RestImpurităţi admise % maxFier 1,4Magneziu 0,1Mangan 0,5Zinc 3,0Nichel 0,5Plumb 0,2Staniu 0,35Titan 0,2Altele luate Total 0,4
116

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
Proprietăţi mecanice la temperatura ambiantă
Marca aliajului Stareadelivrare
Limita de curgereRp0,2 min. N/mm2
Rezistenţala rupereRm min.N/mm2
Alungire A5 min. %
DuritateBrinell HB min10/1000/30
ATNSi10Cu4 M 80 130 0,5 60ATPSi10Cu4 M 90 170 0,5 75
Valori ale proprietăţilor fizice
Densitatea [greutatea specifică] 2,70 kg/dm3 [26,5 N/dm3]Interval de solidificare 600 – 535 oCConductivitate termică - între 20 oC şi 100 oC - între 20 oC şi 200 oC
21,5 . 10-6 /oC 22,5 . 10-6 /oC
Căldura specifică la 100 oC Cca. 0,23 cal /g oC [cca. 963J/kg K].Căldură latentă de solidificare Cca. 14,52 kJ/atom gr [531,5 kJ/kg]
INFORMAŢII PENTRU PRELUCRARE
Tratamentul băii metaliceSe recurge la o rafinare obişnuită.
Temperatura de alimentare 600 – 650 oC
Aliajul posedă un interval mare de solidificare şi este în stare păstoasă în acest interval. La turnarea sub presiune după procedeul cu cameră caldă această proprietate este foarte avantajoasă, deoarece pe suprafaţa pieselor turnate nu apar locuri cu sudură la rece. Nu are tendinţă de lipire.
Contracţia liniară în stare solidă:- la turnarea în amestec 1,1 – 1,2%- la turnarea sub presiune 0,9 – 1,1%
Tratamentul termic Piesele turnate în amestec şi sub presiune nu se supun tratamentului termic.
Alte proprietăţi Prelucrabilitatea prin aşchiere este mediocră. Rezistenţa la presiune este suficientă Rezistenţa la coroziune în atmosferă şi în apa de mare este slabă. Caracteristicile mecanice la temperaturi ridicate sunt mediocre. Aspectul suprafeţei lustruite este mediocru. Sudabilitatea la piesele turnate în amestec
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU117

_ Contribu ţii la îmbunătăţirea calităţii topiturilor unor aliaje de aluminiu, destinate turnării pieselor _
este posibilă.
_____________________________________________________________________ Teză de doctorat_ Ing. Cătălin ŞUŞU118

ANEXA 2.Fluxuri tehnologice pentru aliaje de aluminiu Nr. Crt.
Denumire produs Rol funcţional Aplicabil la aliaje Consum specific %
Prezentare
1. AFINAL Afinare Al – Si hipoeutectice, Al – Mg; Al – Cu
0,3 Pastile bleu 0,1 kg/buc.
2. ALMED Degazare Al – Si; Al – Mg (max.7%Mg) 0,4 Pastile roşii 0,1 kg/buc.
3. ALSIM Modificare Al – Si ; eutectice şi hipoeutectice
0,5 -0,7 Pulbere albă
4. ALSIM – BLOC Menţinerea modificării
Al – Si ; eutectice şi hipoeutectice
1 Blocuri 1,3 kg/buc.
5. DEGAZAL Degazare Toate aliajele de Al 0,2 Pastile albe 0,1 kg/buc.
6. Flux I – 2 Acoperire – rafinare
Al – Si, Al – Si – Cu; Al –Cu,Al – Mg (max 10% Mg)
1 Pulbere roz
7. Flux G – Al -1 Degazare Aliaje de Al 0,2 – 0,25 Pastile roz 0,1kg/buc.
8. Flux G – Al -2 Degazare Aliaje de Al 0,2 – 0,25 Pastile verzi 0,1kg/buc.
9. Flux G – Al -3 Degazare – modificare
Al –Si 0,5 -1,5 Pastile albastre 0,1kg/buc.
10. Flux M –Al -7 Modificare Aliaje de Al 0,25 Pastile albe 0,1kg/buc.
11. Flux M – 2 Finisarea structurii
Aliaje de Al 0,2 – 0,5 Pastile albăstrui 0,1kg/buc.
12. Flux P –Al – 3 Protecţie Al – Si, Al – Cu 1 -2 Pulbere roşie 13. Flux P –Al – 7 Protecţie Al – Si 0,5 - 2 Pulbere roz 14. Flux P –Al – 8 Protecţie -
dezoxidareAl – Si 1 - 2 Pulbere albă
15. Flux R – O Recuperare aluminium
Toate aliajele de Al 3 – 3,5 Pulbere albă
16. Flux SM – 1 Dezoxidare – modificare
Al –Si 0,8 Pulbere albastră
17. MODAL Modificare Al –Si eutectice şi hipoeutectice 0,3 Pastile galbene 18. SILVAL Prevenirea
fisurării la caldAl - Cu 0,25 - 1 Pulbere alb – gri