Capitolul 13
6
Capitolul 13 TREFILAREA ŞI TRAGEREA Trefilarea (figura. 13.1) este procedeul de deformare utilizat pentru obţinerea unor produse pline sau tubulare prin deformarea în scule denumite filiere (1). Semifabricatul se află înfăşurat pe o tobă de trefilare (2), iar produsul se obţine sub formă de colac (3). Deformarea se face în mai multe etape, semifabricatul fiind trecut pe tanburi intermediari (4). Procedeul se utilizează la obţinerea firelor cu diametru mai mare de 0,002 mm. F 1 2 3 4 1 Figura 13.1 Schema procedeului de trefilare În cazul tragerii (figura. 13.2) scula de deformare se numeşte matriţă (1), iar produsul e reprezentat de bare sau ţevi cu diametru de până la 100 mm. Comparativ cu laminarea, tragerea asigură o precizie mai ridicată şi o calitate mai bună a suprafeţei. Se obţine si o creştere a proprietăţilor mecanice şi se pot prelucra şi produse de formă complexă. Raportul dintre lungimea finală şi cea iniţială de 1,5...1,8 Dacă se foloseşte o forţă de contragere Fc, se pot obţine de grade de deformare mai mari. F 1 F c Figura 13.2 Schema procedeului de tragere Trefilarea si tragerea sunt procedee de deformare care se realizează la temperatura ambiantă şi produc ecruisarea materialului. 13.1 Calculul forţei de tragere Schema de încărcare a sculei în timpul deformării este cea din figura. 13.3 Forţa de tragere este: F + F = F 2 1 tr (13.1)
-
Upload
gabriel-ebetiuc -
Category
Documents
-
view
213 -
download
0
description
good one
Transcript of Capitolul 13

Capitolul 13
TREFILAREA ŞI TRAGEREA
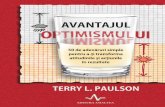
Trefilarea (figura. 13.1) este procedeul de deformare utilizat pentru obţinerea
unor produse pline sau tubulare prin deformarea în scule denumite filiere (1).
Semifabricatul se află înfăşurat pe o tobă de trefilare (2), iar produsul se obţine sub formă
de colac (3). Deformarea se face în mai multe etape, semifabricatul fiind trecut pe tanburi
intermediari (4). Procedeul se utilizează la obţinerea firelor cu diametru mai mare de
0,002 mm.
F 1
2 3 4
1
Figura 13.1 Schema procedeului de trefilare
În cazul tragerii (figura. 13.2) scula de deformare se numeşte matriţă (1), iar
produsul e reprezentat de bare sau ţevi cu diametru de până la 100 mm. Comparativ cu
laminarea, tragerea asigură o precizie mai ridicată şi o calitate mai bună a suprafeţei. Se
obţine si o creştere a proprietăţilor mecanice şi se pot prelucra şi produse de formă
complexă. Raportul dintre lungimea finală şi cea iniţială de 1,5...1,8 Dacă se foloseşte o
forţă de contragere Fc, se pot obţine de grade de deformare mai mari.
F 1
Fc
Figura 13.2 Schema procedeului de tragere
Trefilarea si tragerea sunt procedee de deformare care se realizează la temperatura
ambiantă şi produc ecruisarea materialului.
13.1 Calculul forţei de tragere
Schema de încărcare a sculei în timpul deformării este cea din figura. 13.3
Forţa de tragere este:
F+F=F 21tr (13.1)

262 Trefilarea şi tragerea – 13
σ1 σ3
σ2 D
x
τ α
σ1
σ3+dσ3
σ3 σ3
Dx+δD
S+dS
S
τ
Ftr α α
x dx
S0 D1
D2
dx
σ1
F
l1 l2
Figura 13.3 Schema de încărcare la trefilare si tragere
Forţa F1 este forţa de tragere pe porţiunea calibrată de lungime l1.
1
lD=F 111 (13.2)
Pe porţiunea de calibrare nu se produce deformarea semifabricatului, deci:
Rc1 (13.3)
se poate scrie:
RRD=F c111 (13.4)
Forţa F2 este forţa de tragere pe porţiunea de deformare.
cossin F+F=F f2 2 (13.5)
Pentru determinarearea forţei F se analizează un element de volum aflat la
distanta x de zona de calibrare şi având grosimea dx.
pdx
D=dFxx
cos (13.6)
unde px este presiunea pe suprafaţa de contact şi filieră pe porţiunea corespunzătoare
diametrului Dx.

13.1 - Calculul forţei de tragere 263
Dacă se inlocuieşte
2tg
Dd=dx x
(13.7)
şi se ţine seama de:
Rp dx (13.8)
se obţine:
dDD2
R=dF xx
d
sin (13.9)
După integrare se obţine:
R)D-D(4
1=dF=F d
21
20
d
d
0
1
sin
(13.10)
Deoarece:
F=F f 2 (13.11)
se poate scrie:
R)D-D(4
)ctg+(1=F d21
202
(13.12)
Dacă se însumează F1 şi F2 se obţine:
R)D-D(4
)ctg+(1+)4
dR
d
l(4=F d
21
20
21
c
1
1tr
(13.13)
Ţinînd seama de:
2kRR dc ~~ (13.14)
se poate scrie:
4
D]
D
D-D)ctg+(1+
d
l2k[4=F
21
21
21
20
1
1tr
(13.15)
Dacă secţiunea are o altă formă cu aria S, se obţine:
S]S
S-S)ctg+(1+
d
l2k[4=F 1
1
10
1
1tr (13.16)

264 Trefilarea şi tragerea – 13
13.2 Stabilirea reducerii maxime la o tragere
Valoarea maximă a reducerii la o tragere se determină funcţie de forţa admisibilă pentru
zona deformată adică:
0
21
tr4
DF (13.17)
Dacă se consideră l1=0 şi μ=0, se obţine:
cd21
20tr RR)D-D(
4=F ~
(13.18)
şi
R4
D=F c
21
a
(13.19)
Se obţine:
RD4
R)D-D( c21d
21
20
4 (13.20)
şi de aici:
)R+R(DRD cd21d
20 (13.21)
sau
c=R+R
R>
D
Dt
cd
d
20
21
(13.22)
Dacă
cd RR
se poate scrie
D0,7>D ; 2
1=
D
D012
2
21
(13.23)
Aşadar, fără deteriorarea porţiunii trase, la o singură tragere, se poate obţine un
diametru minim
01 )80,075,0( DD (13.24)

13.3 – Tragerea ţevilor 265
13.3 Tragerea ţevilor
Este un caz particular de tragere întrucât procesul trebuie să asigure obţinerea a
două dimensiuni (diametrul exterior şi diametrul interior) ale produsului obţinut (ţeava
trasă).
Se poate face în următoarele variante tehnologice:
a) fără dorn interior,
b) cu dorn scurt,
c) cu dorn lung urmăritor
Dorn
Matriţă Matriţă
a b d c Figura 13.4 Tragerea ţevilor: a) fără dorn; b) cu dorn scurt cilindric; c) cu dorn scurt conic;
d) cu dorn urmăritor
Folosirea dornului conic mobil permite calibrarea suprafeţei interioare şi reglarea
grosimii peretelui prin modificarea poziţiei dornului (figura 13.4 c)
13.4 Operaţii tehnologice de tragere şi trefilare
Tehnologiile de tragere şi trefilare cuprind operaţii de tratamente termice pentru
creşterea capacităţii de deformare, de desţunderizare, operaţii de acoperire cu substanţe
care sa reţină lubrefiantul şi de ungere.
Tratamentul sârmelor din oţel poate fi realizată înaintea tragerii sau sa fie intercalat între 2
operaţii de tragere. În cazul sârmelor tratamentul termic cel mai utilizat este pantentarea
care constă din încălzirea la temperaturi de 830...1050C, răcirea în băi de săruri sau metal
topit la 450...500C (călire izotermă). Se obţine o structură din bainită şi perlită fină care
asigură proprietăţi bune de rezistenţă în direcţia axială.
Pentru îmbunătăţirea calităţii suprafeţei se impune desţunderizarea care se poate
realiza mecanic (îndoire periodică între role), chimic (decapare în soluţii de acid clorhidric
sau sulfuric) sau electrochimic (metoda anodică sau catodică). După desţunderizare se
aplică o spălare cu apă caldă şi cu jet de apă rece.
Pentru menţinerea unsorii pe suprafaţă se aplică acoperiri prin cuprarea sau
fosfatarea barelor si sârmelor.
De obicei operaţia de trefilare şi tragere se realizează în flux continuu pentru
creşterea conductivităţii şi reducerea spaţiului.

266 Trefilarea şi tragerea – 13
13.5 Dimensionarea sculelor pentru trefilare si tragere
Sculele de bază utilizate pentru extrudare şi tragere sunt matriţele şi filierele. La
tragerea ţevilor se mai folosesc dornuri de diferite forme.
Forma constructiva a unei scule de trefilare (filiera) e cea din figura (figura 13.4).
I = zona de intrare
II = zona de ungere (cu unghi 2β = 40°...60°)
III = zona de deformare (cu unghi 2α = 8°...24° şi o lungime de 0,5...0,7din
lungimea totală a filierei)
IV = zona calibrată
V = zona de ieşire
1
I II
III
IV
2
V
Figura 13.5 Forma constructivă a unei scule de trefilare 1- filiera
2 - manşon de fixare
Filierele se execută din aliaje dure cu un conţinut mare de carburi care conferă o
duritate mare şi o rezistenţă ridicată la uzură. Pentru sârme de diametre mai mici de 0,2
mm filierele se executa din diamant.
Pentru preluarea deformaţiei elastice în timpul deformării se utilizează un manşon
de fixare care realizează o strângere prealabilă.
I III II 60° 12...36°
Figura 13.6 Forma constructivă a unei matriţe de tragere
Sculele folosite la tragerea produselor cu secţiune simplă au forma din figura
13.6. Unghiul conului de lucru este 2α = 12°...36°, lungimea părţii calibrate este de
1...8 mm iar unghiul de ieşire este de 60°.