CĂLIREA ÎN VOLUM -...
46
CĂLIREA ÎN VOLUM
Transcript of CĂLIREA ÎN VOLUM -...
CĂLIREA ÎN VOLUM
CĂLIREAmartensitică (durificare)
se aplică la majoritatea oţelurilor;unele aliaje neferoase (bronzuri cu aluminiu, aliaje pe bază de titan, etc.)
de punere în soluţiese aplică în gen. al. neferoase (Cu, Mg etc.)oțeluri austenitice, feritice, etc.

• Călirea în volum constă în• încălzirea şi menţinerea produselor la
temperaturi superioare punctelor critice ale oţelului,• în aşa fel încât să se producă
transformarea polimorfă α→γ a fierului şi să se obţină austenită,
• austenita ➥ răcită cu viteză suficient de mare pentru ca transformarea inversă γ→α să se producă fără difuzia fierului şi a carbonului, cel puţin parţial.
• După călire structura rezultată va fi:• martensita – în cazul absenţei totale a difuziei;• bainita când difuzia are loc parţial.
În cele mai multe cazuri se urmăreşte obţinerea
structurii martensitice
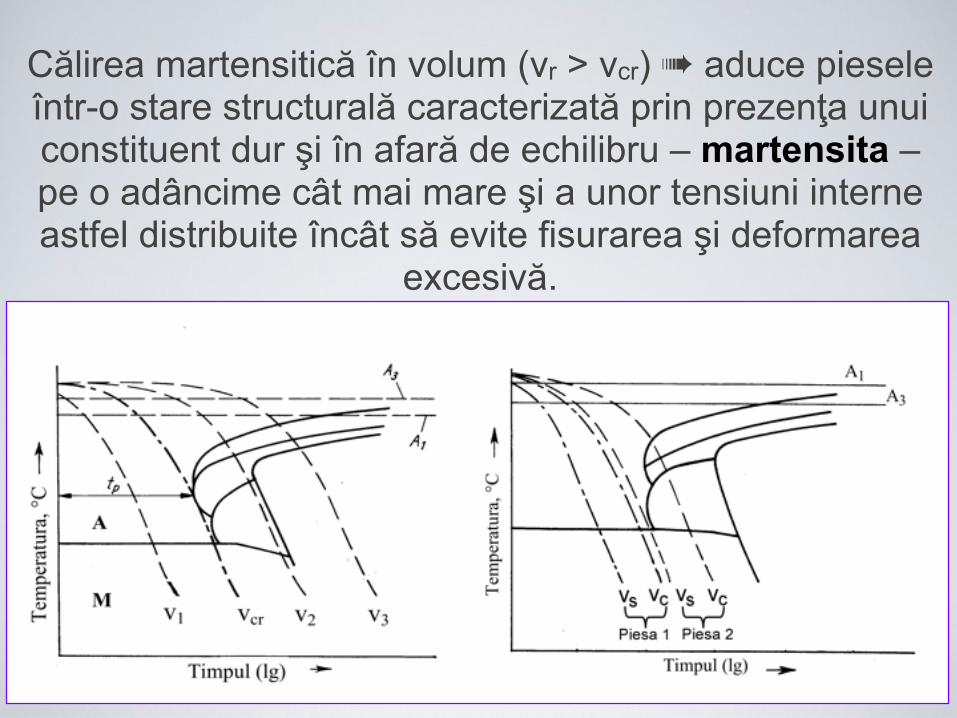
Călirea martensitică în volum (vr > vcr) ➠ aduce piesele într-o stare structurală caracterizată prin prezenţa unui constituent dur şi în afară de echilibru – martensita – pe o adâncime cât mai mare şi a unor tensiuni interne astfel distribuite încât să evite fisurarea şi deformarea
excesivă.
se urmăreşte obţinerea unei structuri martensitice în tot volumul produsului,
călire pătrunsă sau în volum,
se urmăreşte numai călirea straturilor superficiale
călire superficială
CĂLIRE

PARAMETRII TEHNOLOGICI• Temperatura finală (tf)
• Duratele de încălzire (τî) şi de egalizare (τeg)
• Durata de transformare (τtr)
• Mediul de încălzire
• Viteza de răcire (mediul de răcire)
în funcție de calitatea oțeluluioțel carbon
hipoeutectoide 20ºC peste Ac3;hipereutectoide 20ºC peste Ac1;
oțeluri aliate depinde de temp. de dizolvare a carburilor
Temperatura finală
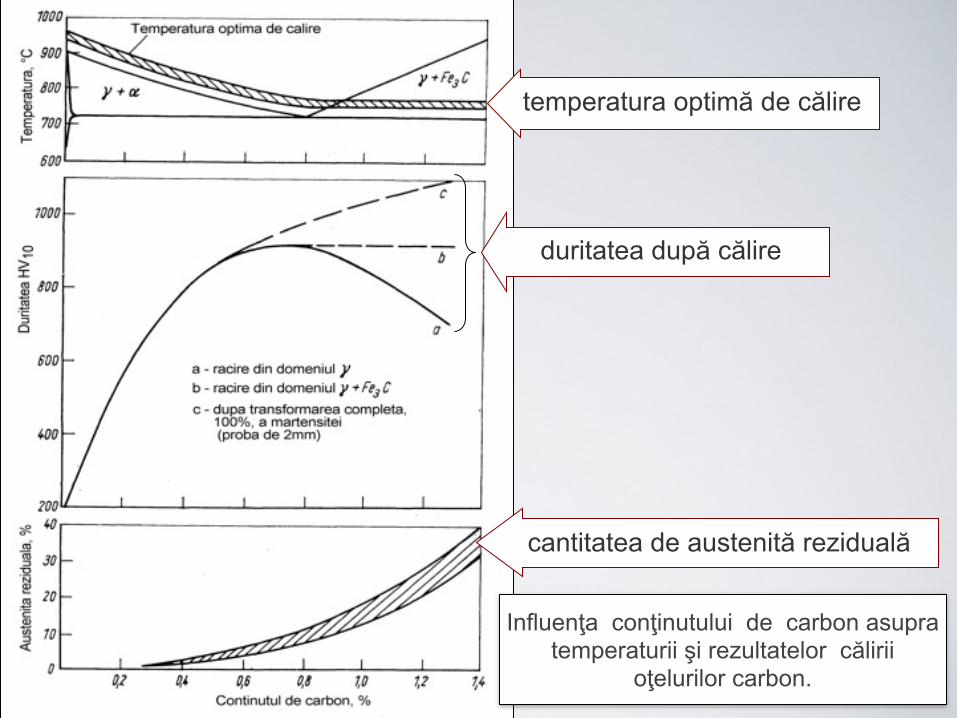
temperatura optimă de călire
duritatea după călire
cantitatea de austenită reziduală
Influenţa conţinutului de carbon asupra temperaturii şi rezultatelor călirii
oţelurilor carbon.
• Duratele de încălzire (τî) şi de egalizare (τeg )
• depind, în primul rând, de grosimea produselor (∼ 1 min. / mm grosime a piesei )
• Durata de transformare (τtr)
• trebuie să asigure ca o cantitate suficientă de carbon să treacă în austenită.
• numai carbonul dizolvat în austenită determină duritatea martensitei, nu şi carbonul care se găseşte în carburile nedizolvate.
• La încălzirea unui oţel carbon eutectoid, dizolvarea carburilor se termină
• la 740°C, după circa 5 ore,
• la 760°C – după 15 minute,
• la 780°C – după 5 minute
• la 820°C – după un minut
fără însă ca repartizarea carbonului în austenită să fie
uniformă
• Duratele de menţinere prea mici ➜
• dizolvare incompletă a carburilor,
• transformarea în treapta perlitică,
• martensita nu ajunge la duritatea maximă, datorită cantităţii mici de carbon dizolvate.
• Durate de menţinere prea lungi ➜ martensită grosolană ➟ rămâne o cantitate mare de austenită reziduală.
Mediul de încălzireTrebuie să asigure protecţia împotriva
oxidăriidecarburării
Pentru încălzirea pieselor în vederea călirii se utilizează:
cuptoare încălzite electric sau cu gaz;băi de săruri;strat (pat) fluidizatvidul (presiunea 10-2 torr).
Atmosferele controlate se aleg în funcţie de compoziţia chimică şi în primul rând în funcţie de conţinutul
de carbon al oţelurilor călite
atmosfere controlate
(endoterme, exoterme)
Viteza de răcireTrebuie să:
asigure obținerea unei structuri cu proporţie maximă de martensităevite apariţia unor tensiuni interne prea mari, care ar provoca deformarea sau chiar fisurarea pieselor.
Pentru obţinerea structurii martensitice este necesar ca:
în intervalul de stabilitate minimă a austenitei (650 – 400°C) ➠ viteză de răcire mare;
în intervalul MS – MF răcirea să se facă cu viteza minim posibilă ➟ pentru a evita apariţia tensiunilor interne.
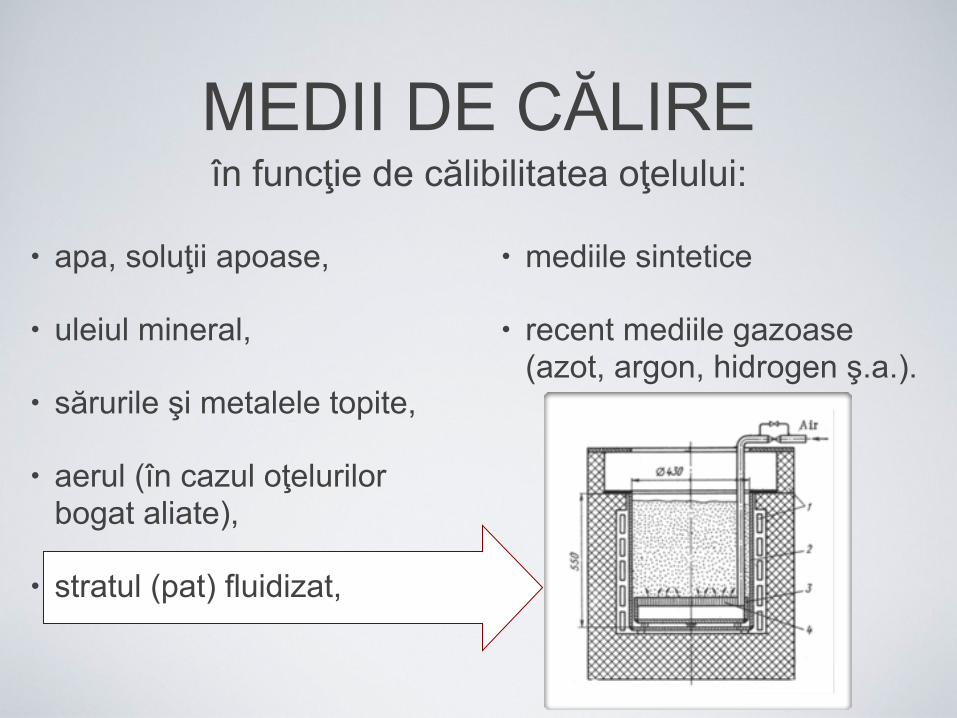
• apa, soluţii apoase,
• uleiul mineral,
• sărurile şi metalele topite,
• aerul (în cazul oţelurilor bogat aliate),
• stratul (pat) fluidizat,
• mediile sintetice
• recent mediile gazoase (azot, argon, hidrogen ş.a.).
MEDII DE CĂLIREîn funcţie de călibilitatea oţelului:
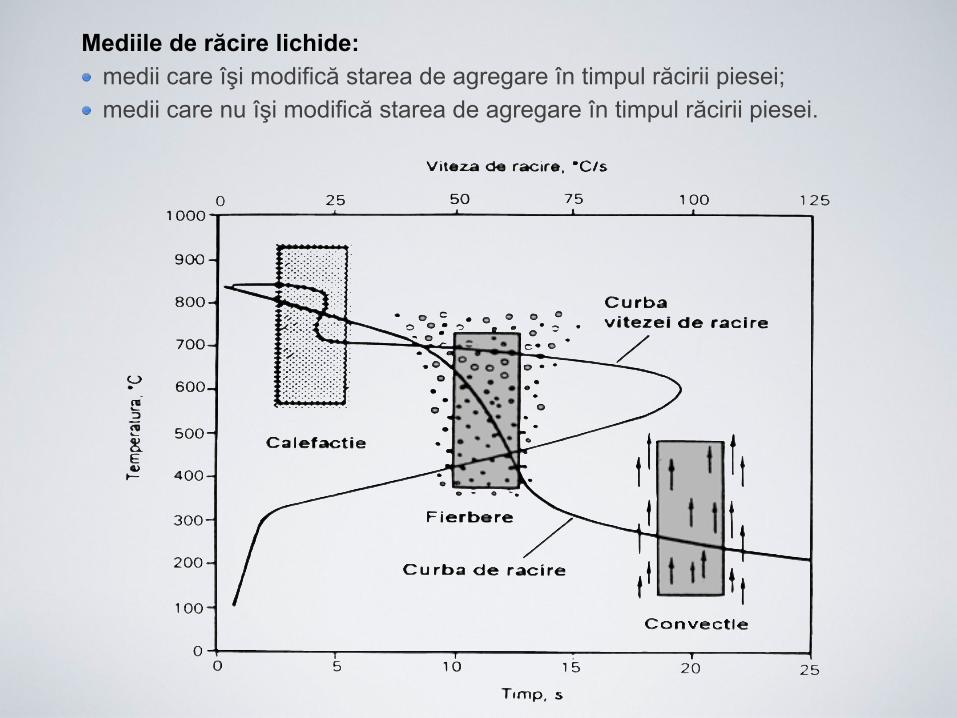
Mediile de răcire lichide:medii care îşi modifică starea de agregare în timpul răcirii piesei;medii care nu îşi modifică starea de agregare în timpul răcirii piesei.
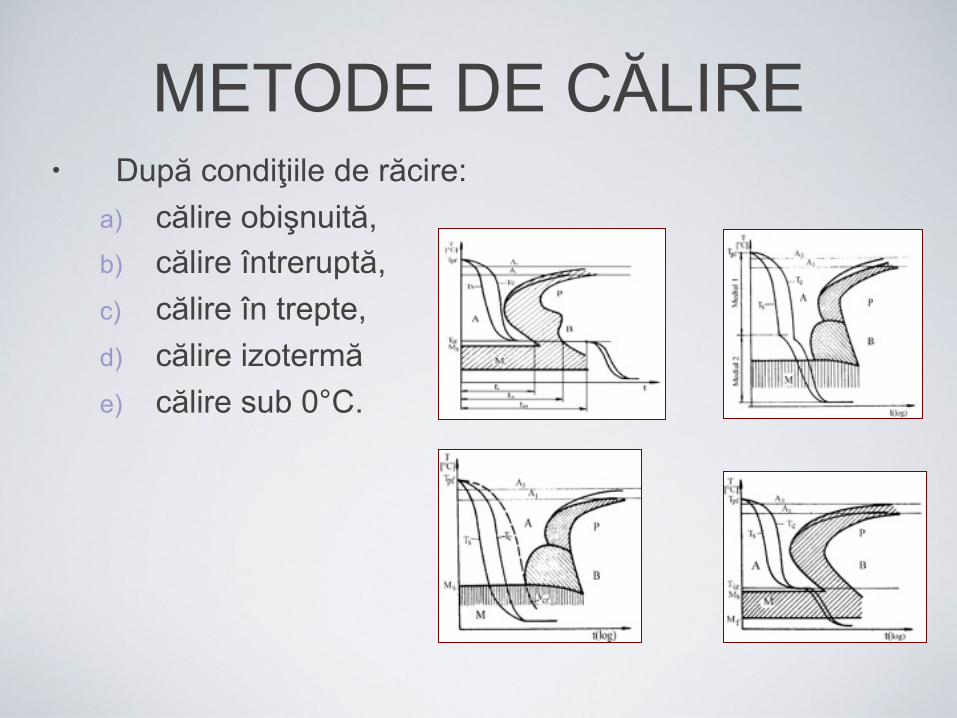
METODE DE CĂLIRE• După condiţiile de răcire:
a) călire obişnuită,b) călire întreruptă,c) călire în trepte,d) călire izotermăe) călire sub 0°C.
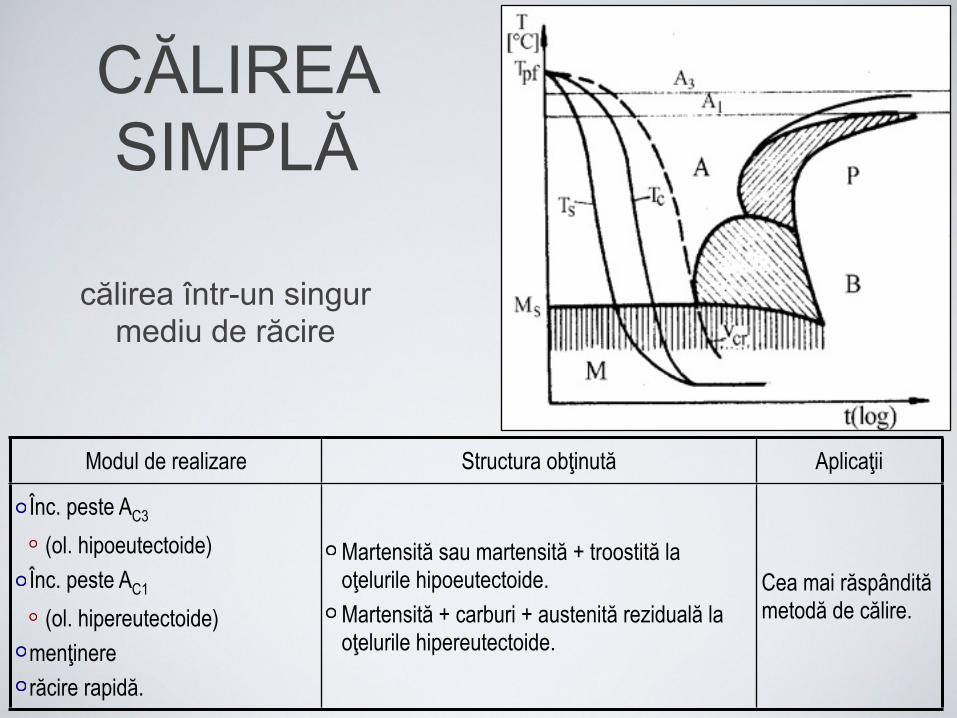
CĂLIREA SIMPLĂ
Modul de realizare Structura obţinută Aplicaţii
Înc. peste AC3
(ol. hipoeutectoide)Înc. peste AC1
(ol. hipereutectoide) menţinererăcire rapidă.
Martensită sau martensită + troostită la oţelurile hipoeutectoide.Martensită + carburi + austenită reziduală la oţelurile hipereutectoide.
Cea mai răspândită metodă de călire.
călirea într-un singur mediu de răcire
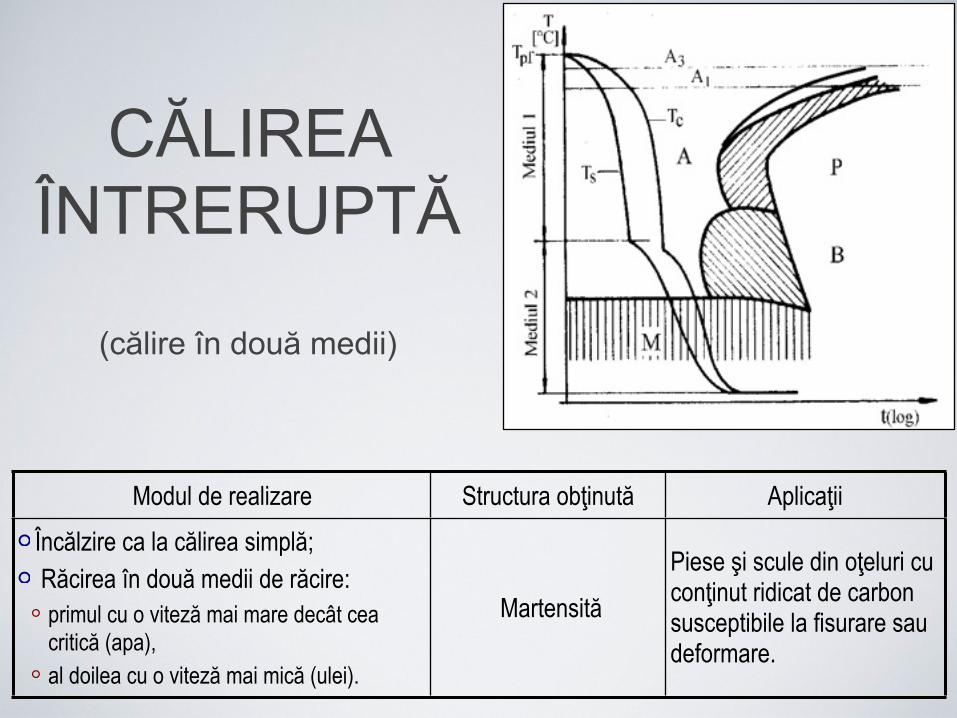
CĂLIREA ÎNTRERUPTĂ
Modul de realizare Structura obţinută AplicaţiiÎncălzire ca la călirea simplă; Răcirea în două medii de răcire:
primul cu o viteză mai mare decât cea critică (apa), al doilea cu o viteză mai mică (ulei).
Martensită
Piese şi scule din oţeluri cu conţinut ridicat de carbon susceptibile la fisurare sau deformare.
(călire în două medii)
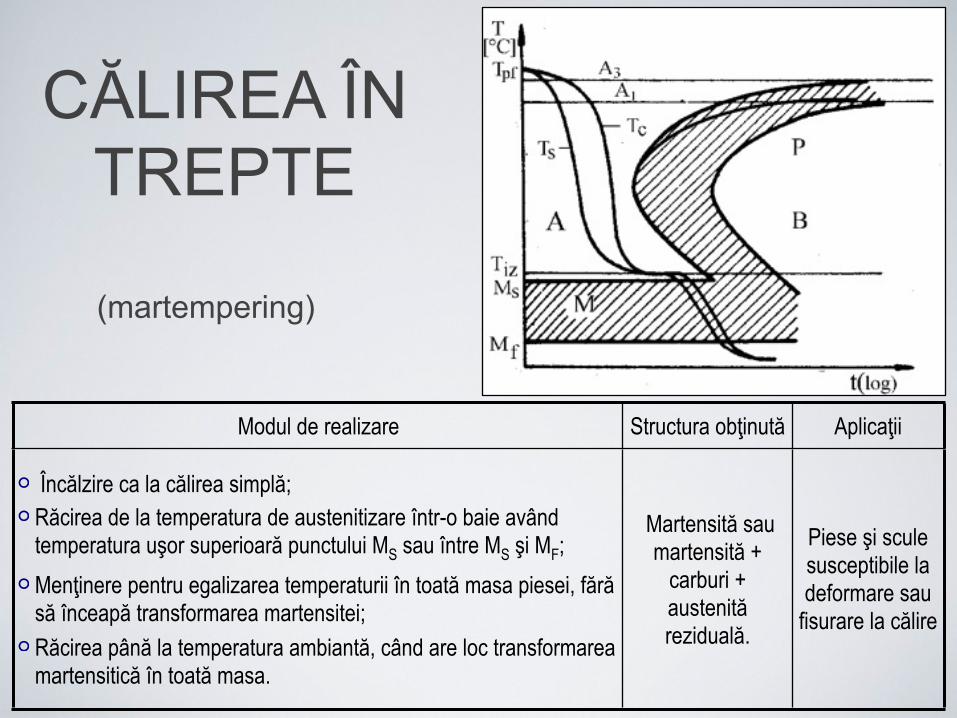
CĂLIREA ÎN TREPTE
Modul de realizare Structura obţinută Aplicaţii
Încălzire ca la călirea simplă;Răcirea de la temperatura de austenitizare într-o baie având temperatura uşor superioară punctului MS sau între MS şi MF;Menţinere pentru egalizarea temperaturii în toată masa piesei, fără să înceapă transformarea martensitei;Răcirea până la temperatura ambiantă, când are loc transformarea martensitică în toată masa.
Martensită sau martensită +
carburi + austenită reziduală.
Piese şi scule susceptibile la deformare sau
fisurare la călire
(martempering)
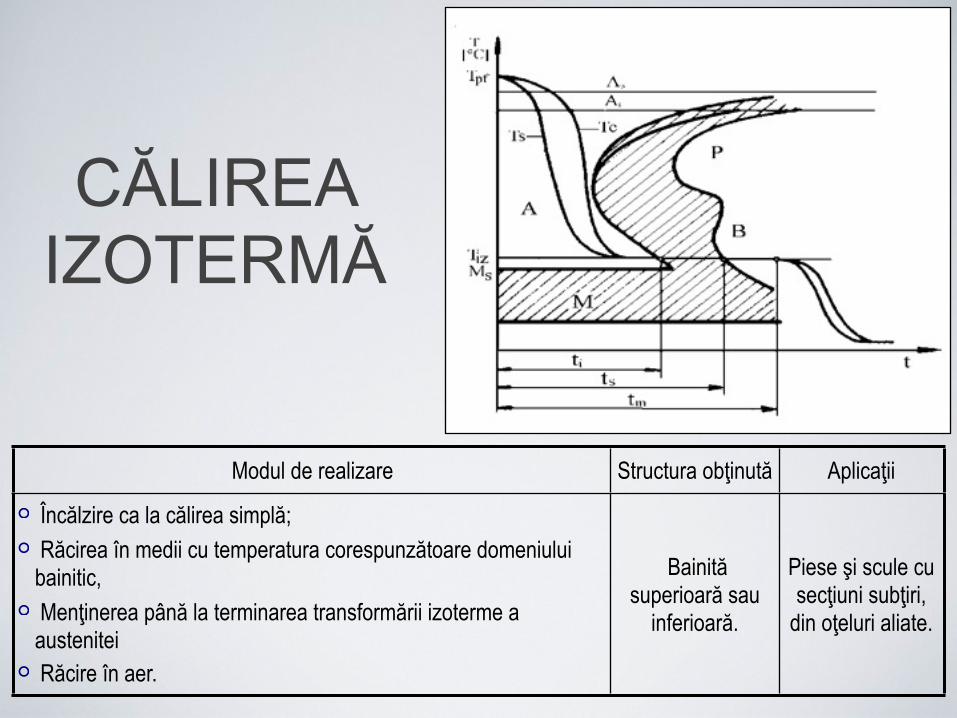
CĂLIREA IZOTERMĂ
Modul de realizare Structura obţinută Aplicaţii
Încălzire ca la călirea simplă; Răcirea în medii cu temperatura corespunzătoare domeniului bainitic, Menţinerea până la terminarea transformării izoterme a austenitei Răcire în aer.
Bainită superioară sau
inferioară.
Piese şi scule cu secţiuni subţiri,
din oţeluri aliate.
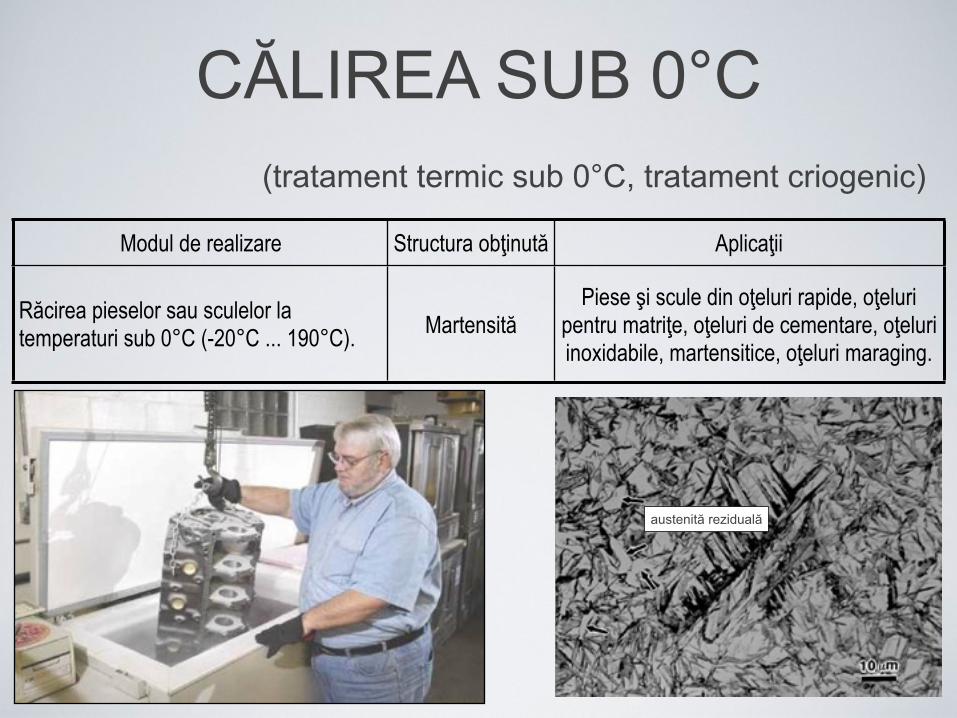
CĂLIREA SUB 0°C
Modul de realizare Structura obţinută Aplicaţii
Răcirea pieselor sau sculelor la temperaturi sub 0°C (-20°C ... 190°C). Martensită
Piese şi scule din oţeluri rapide, oţeluri pentru matriţe, oţeluri de cementare, oţeluri inoxidabile, martensitice, oţeluri maraging.
(tratament termic sub 0°C, tratament criogenic)
austenită reziduală
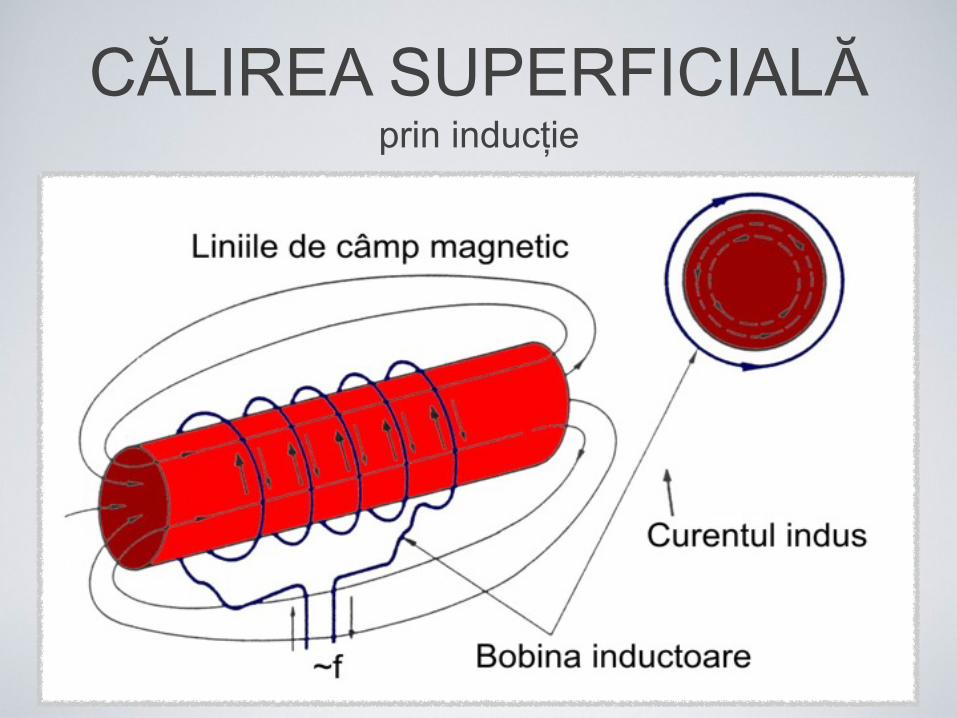
CĂLIREA SUPERFICIALĂprin inducție
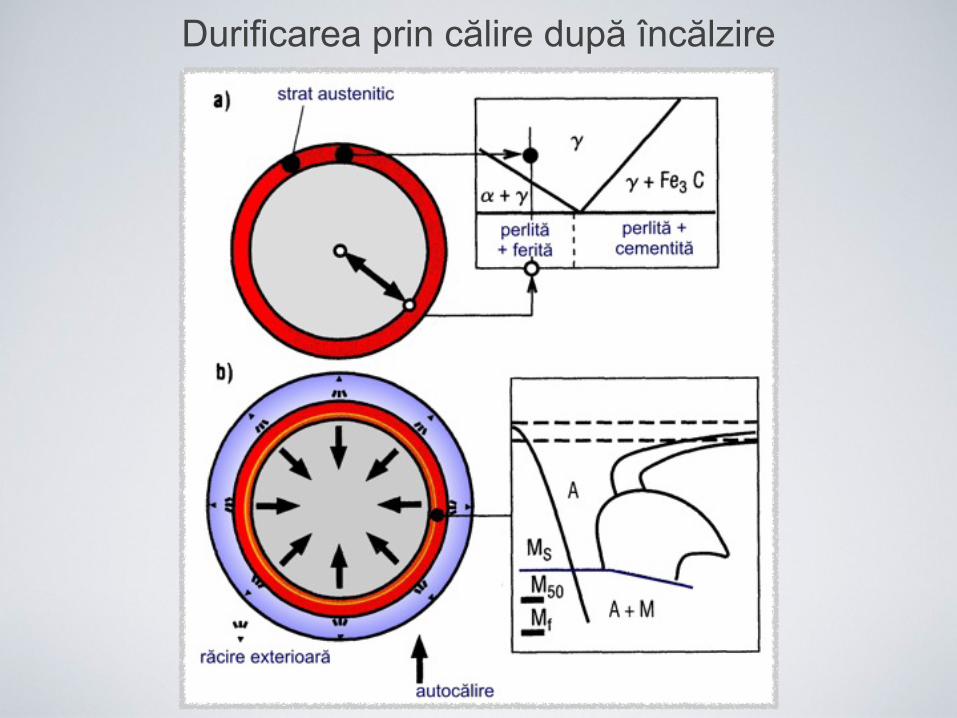
Durificarea prin călire după încălzire
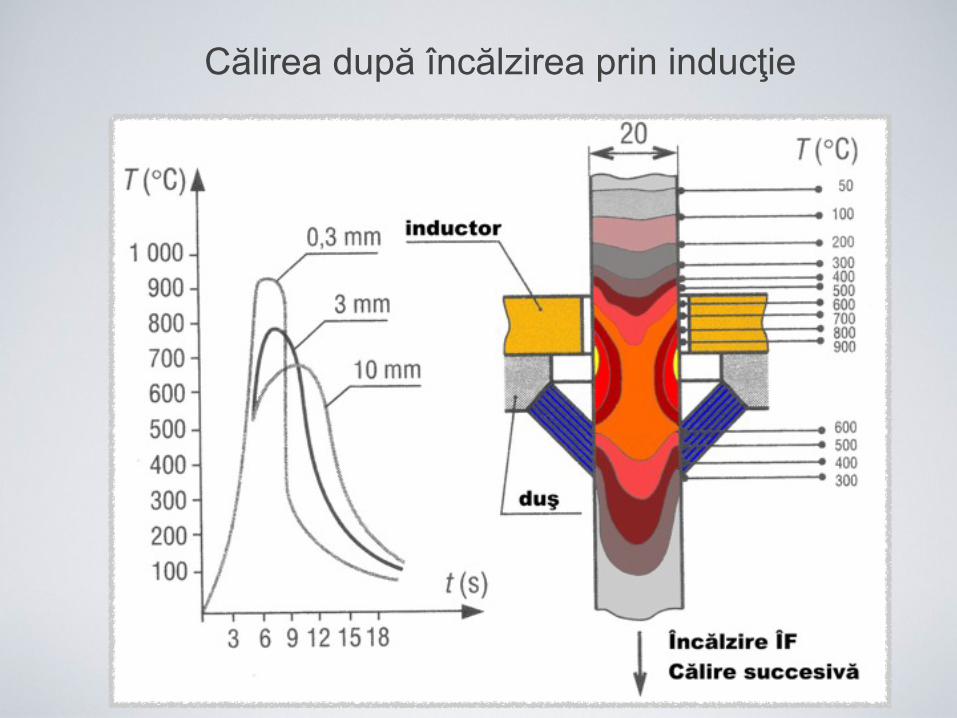
Călirea după încălzirea prin inducţie
CĂLIBILITATEA
Călibilitatea este o caracteristică tehnologică a materialului şi cuprinde două aspecte:
adâncimea de pătrundere a călirii;duritatea maximă a structurii de călire alcătuită numai din martensită.
• sau capacitatea de călire, depinde în primul rând de conţinutul de carbon şi mai ales de cantitatea de carbon pusă realmente în soluţie la austenitizare şi reţinută în martensită în cursul răcirii.
• Elementele de aliere intervin foarte puţin în modificarea durităţii maxime după călire. Ele influenţează asupra acestei durităţi maxime în toate cazurile când au tendinţa de a forma carburi (Cr, W, V, Mo, etc.) mai dure decât cementita oţelurilor hipereutectoide.
DURITATEA MAXIMĂ
ADÂNCIMEA DE PĂTRUNDERE A CĂLIRII
• Corespunde grosimii stratului călit, măsurată de la suprafaţa piesei spre miez până la o anumită valoare a durităţii.
• La oţelurile de scule se consideră ca zonă călită, zona martensitică (cu o anumită cantitate de austenită reziduală).
• În cazul oţelurilor de îmbunătăţire adâncimea de pătrundere se consideră până la duritatea zonei semimartensitice, adică formată din 50 % martensită şi 50 % troostită.
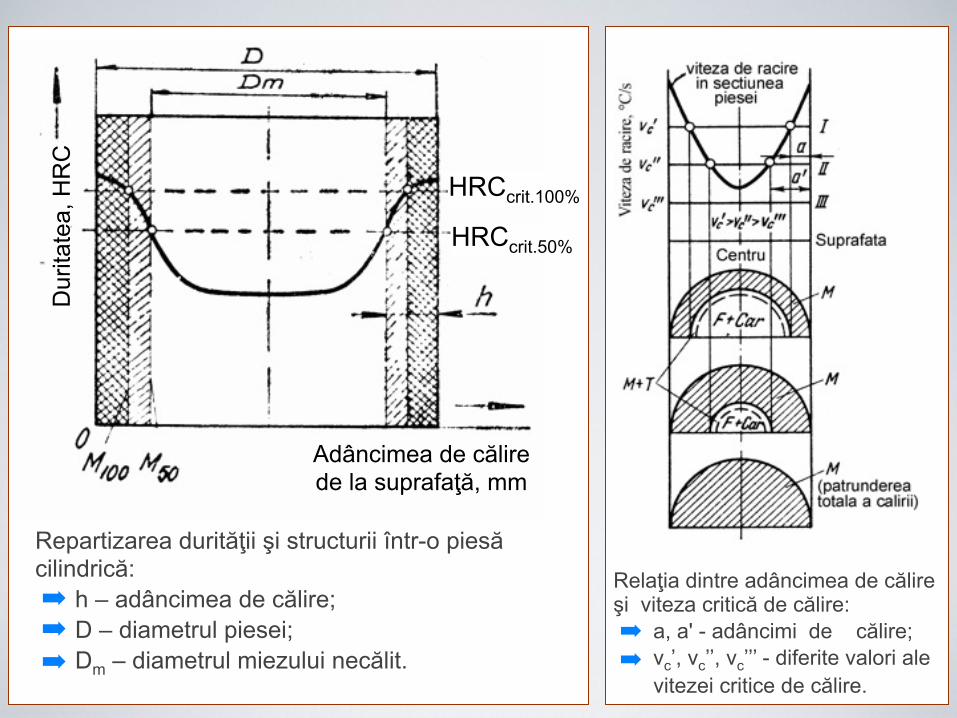
Relaţia dintre adâncimea de călire şi viteza critică de călire:➡ a, a' - adâncimi de călire;➡ vc’, vc’’, vc’’’ - diferite valori ale
vitezei critice de călire.
Repartizarea durităţii şi structurii într-o piesă cilindrică:➡ h – adâncimea de călire;➡ D – diametrul piesei;➡ Dm – diametrul miezului necălit.
Adâncimea de călire de la suprafaţă, mm
Dur
itate
a, H
RC
HRCcrit.100%
HRCcrit.50%
FACTORI CARE INFLUENŢEAZĂ CĂLIBILITATEA
• Compoziţia chimică• Mărimea grăuntelui
austenitic• Temperatura de
austenitizare• Parametrii şi
particularităţile proceselor tehnologice de elaborare, deformare plastică şi tratament termic
• Forma şi dimensiunile piesei
• Structura iniţială (structurile lamelare dau o adâncime de călire mai mare decât structurile globulare), mediul de răcire, mişcarea relativă dintre mediul de răcire şi piesă
METODE PENTRU DETERMINAREA CĂLIBILITĂŢII
• Metoda determinării directe• Metoda rupturii• Metoda diametrului critic.• Metoda răcirii frontale (metoda Jominy)
Indicele de călibilitate J şi două grupe de cifre: Jd – HRC sau Jd – HV, în care d este distanţa de la capătul răcit, în mm.
EXEMPLE:• duritatea oţelului va fi de 45 HRC într-un punct cuprins între 6…8 mm de la capătul răcit: J6/8 – 45;
• duritatea oţelului va fi de 35 HRC într-un punct situat la 10 mm de la capătul răcit: J10 – 35;
• la distanţa de 5 mm de la capătul răcit duritatea are valori cuprinse între 47…56 HRC: J5 – 47/56.
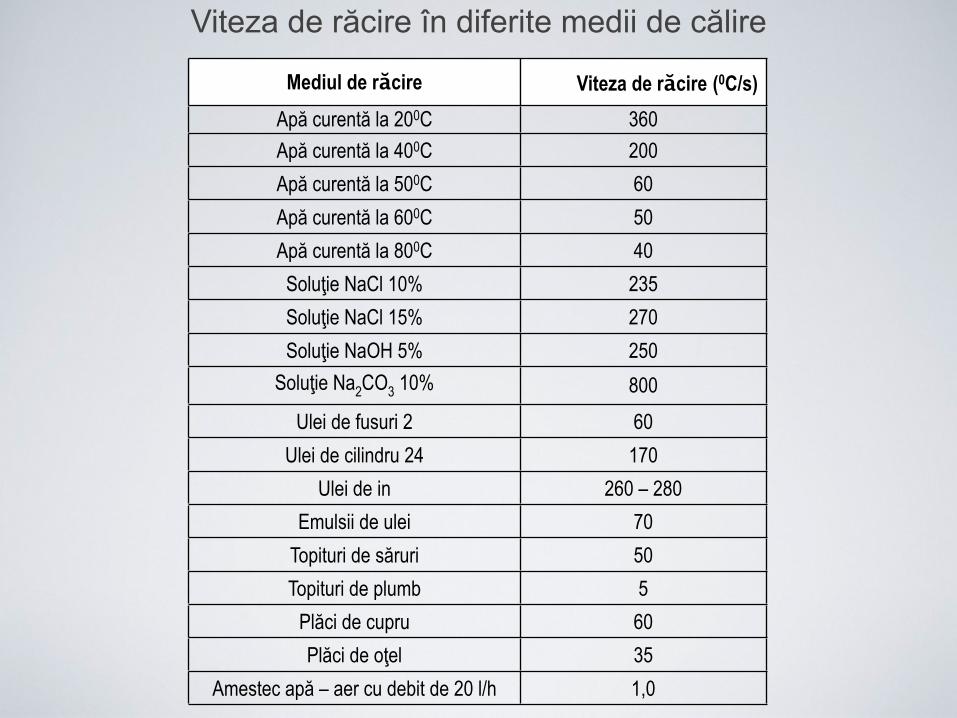
Mediul de răcire Viteza de răcire (0C/s)
Apă curentă la 200C 360Apă curentă la 400C 200Apă curentă la 500C 60Apă curentă la 600C 50Apă curentă la 800C 40Soluţie NaCl 10% 235Soluţie NaCl 15% 270Soluţie NaOH 5% 250
Soluţie Na2CO3 10% 800Ulei de fusuri 2 60
Ulei de cilindru 24 170Ulei de in 260 – 280
Emulsii de ulei 70Topituri de săruri 50Topituri de plumb 5
Plăci de cupru 60Plăci de oţel 35
Amestec apă – aer cu debit de 20 l/h 1,0
Viteza de răcire în diferite medii de călire
APLICAŢII PRACTICE ALE CĂLIBILITĂŢII
• Pe baza indicelui de călibilitate se poate determina diametrul critic real D0 al oţelului în urma răcirii în apă sau ulei
• Determinarea diametrul critic ideal D∞.• Determinarea vitezei de răcire în orice punct al unei piese
călite. • se măsoară duritatea în aceste puncte şi pe baza curbei de
călibilitate se află distanţa de la capătul răcit la care se obţine aceeaşi duritate
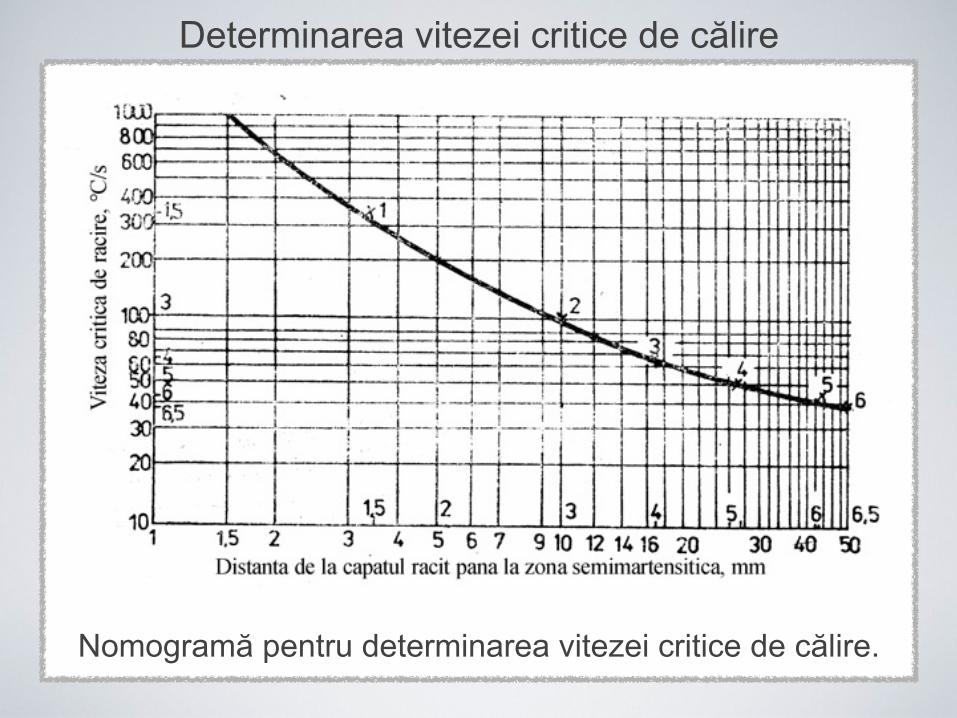
Nomogramă pentru determinarea vitezei critice de călire.
Determinarea vitezei critice de călire
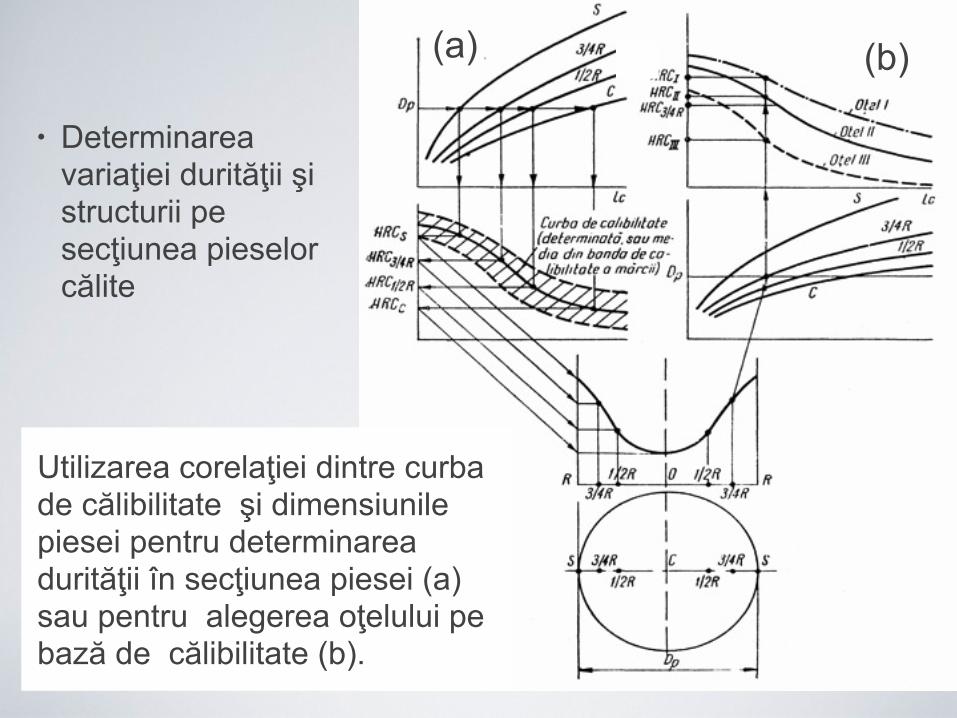
• Determinarea variaţiei durităţii şi structurii pe secţiunea pieselor călite
Utilizarea corelaţiei dintre curba de călibilitate şi dimensiunile piesei pentru determinarea durităţii în secţiunea piesei (a) sau pentru alegerea oţelului pe bază de călibilitate (b).
(a) (b)
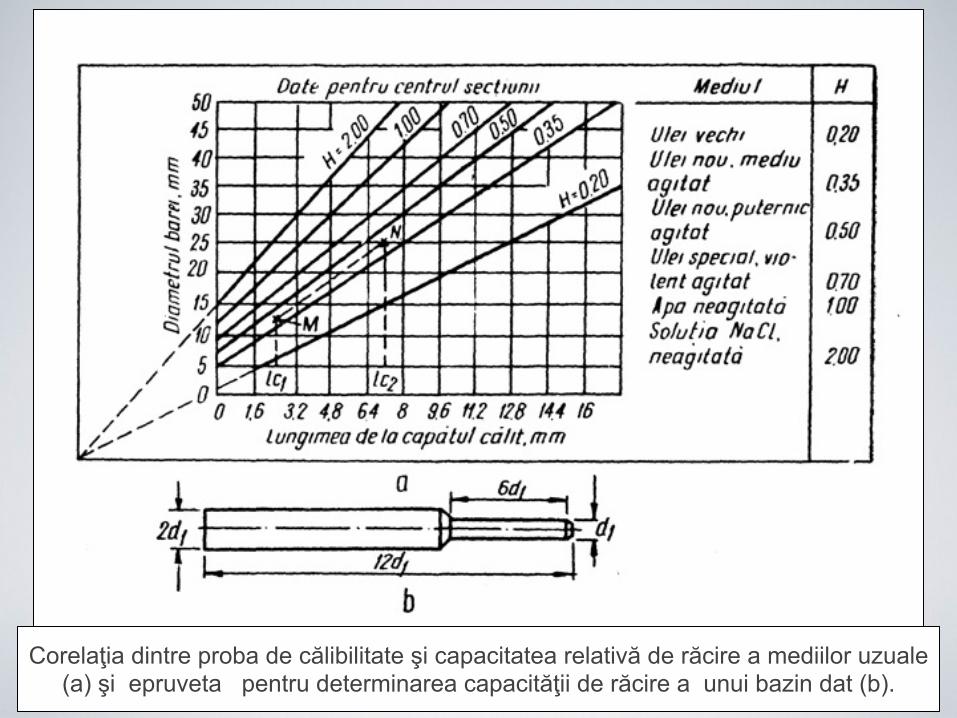
Corelaţia dintre proba de călibilitate şi capacitatea relativă de răcire a mediilor uzuale (a) şi epruveta pentru determinarea capacităţii de răcire a unui bazin dat (b).

DEFECTE DE CĂLIRE

• Principalele defecte care apar la călire sunt:
• oxidarea şi decarburarea,
• duritatea scăzută,
• deformaţiile şi fisurile.
• Oxidarea şi decarburarea apar în cazul încălzirii în cuptoare fără atmosferă de protecţie.
• Decarburarea ➾ defecte cum sunt: duritate scăzută, pete moi, fisuri.
• Pentru evitarea lor se recomandă încălzirea în cuptoare cu atmosferă controlată, băi de săruri sau cel mai bine în cuptoare cu vid.
• Duritatea scăzută poate fi locală (pete moi) sau în toată masa piesei.
• Poate apare din cauza regimului de tratament termic incorect (subîncălziri, medii de răcire necorespunzătoare etc.).
• Alegerea necorespunzătoare a materialului şi structura iniţială pot duce la duritate scăzută
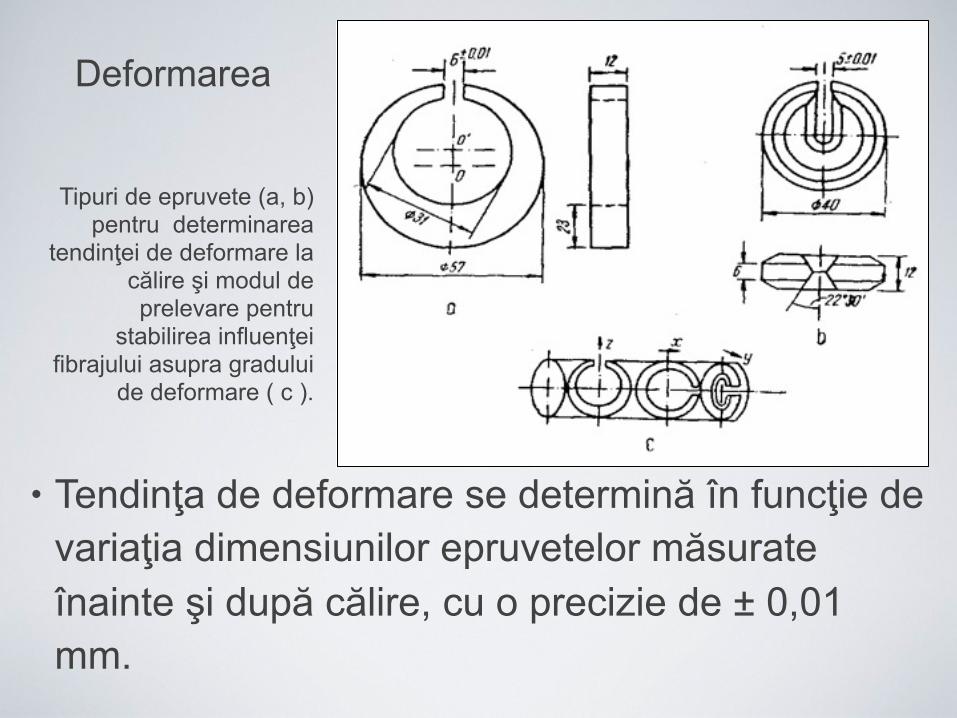
• Tendinţa de deformare se determină în funcţie de variaţia dimensiunilor epruvetelor măsurate înainte şi după călire, cu o precizie de ± 0,01 mm.
Deformarea
Tipuri de epruvete (a, b) pentru determinarea
tendinţei de deformare la călire şi modul de prelevare pentru
stabilirea influenţei fibrajului asupra gradului
de deformare ( c ).

deformaţiile sunt mai mari atunci când piesa se introduce incorect în bazinul de călire şi când pe anumite suprafeţe se
formează pungi de vapori, care reduc schimbul de
căldură cu mediul de călire
Exemple de introducere corectă a unor piese şi scule în mediul de călire
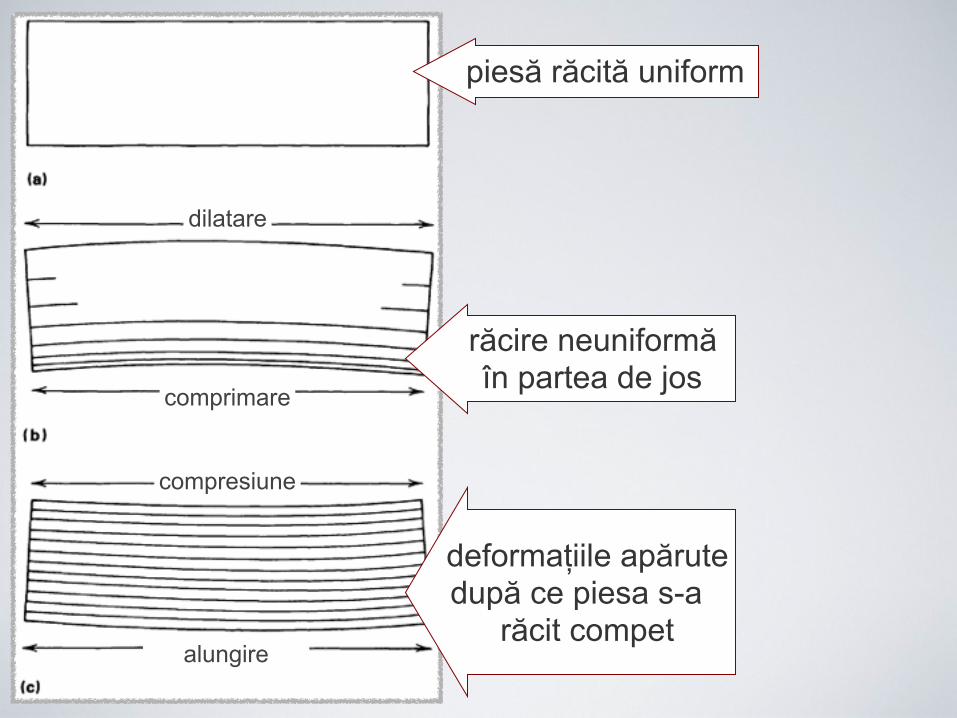
piesă răcită uniform
răcire neuniformă în partea de jos
deformațiile apărute după ce piesa s-a
răcit compet
dilatare
comprimare
compresiune
alungire
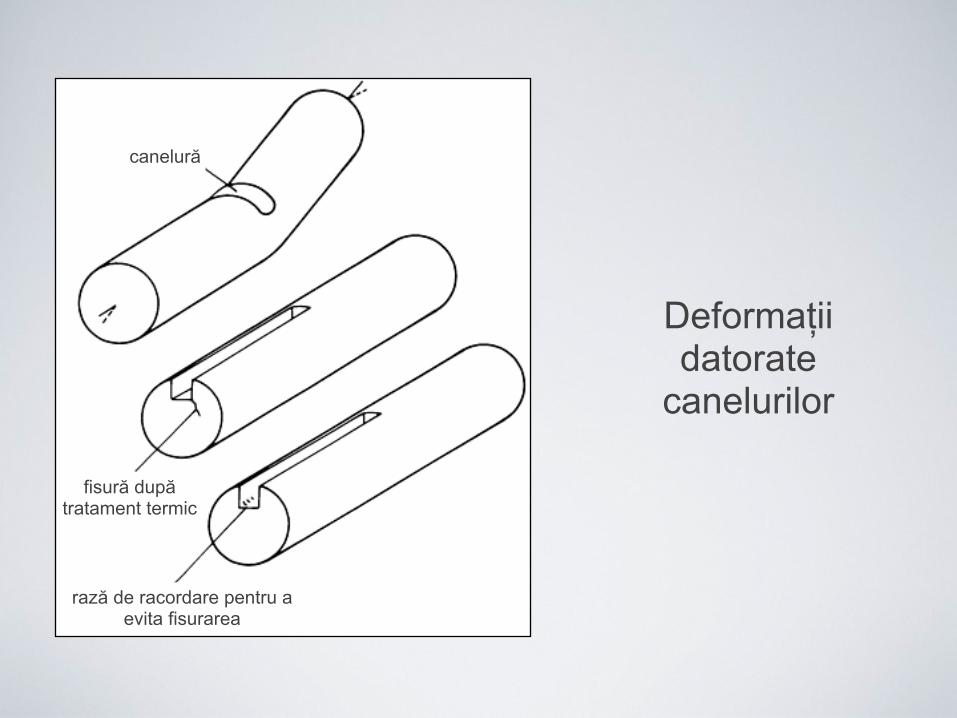
canelură
fisură după tratament termic
rază de racordare pentru a evita fisurarea
Deformații datorate
canelurilor
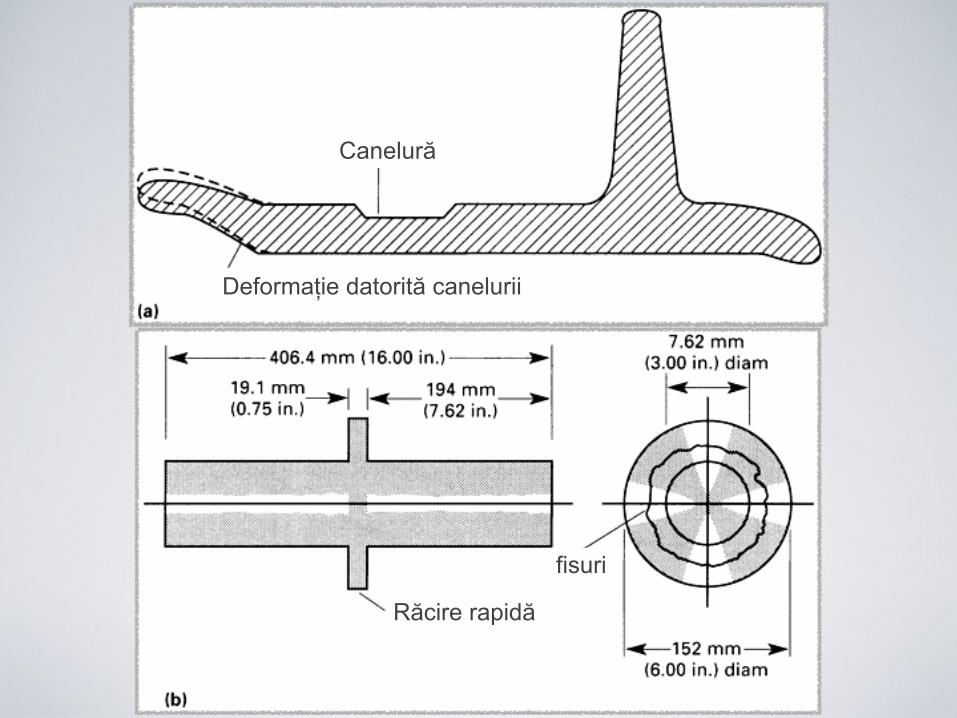
Canelură
Deformație datorită canelurii
Răcire rapidă
fisuri
