Berea
37
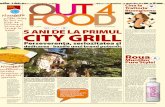
CAPITOLUL 1 1.1 SCHEMA TEHNOLOGICĂ DE OBŢINERE A BERII 1 Clarificarea mustului Brasa j Polisare Măcinare Făină de Plămădire Zaharificare Plămadă Filtrare Primul must Must înainte de Fierbere Separare conuri Separare trub la Răcire Must Însămânţare Fermentare Fermentare Sedimentare Centrifugare Filtrare Borhot Spălare Apă de spălare Borhot Impurită MALŢ APĂ DE BRASAJ APĂ DE BRASAJ BERE BRUTĂ BERE FINITĂ
-
Upload
nimigean-alina -
Category
Documents
-
view
69 -
download
0
Transcript of Berea

CAPITOLUL 1
1.1 SCHEMA TEHNOLOGICĂ DE OBŢINERE A BERII
1
Clarificarea mustului
Brasaj
Polisare
Măcinare
Făină de malţ
Plămădire
Zaharificare
Plămadă zaharificată
Filtrare
Primul must
Must înainte de fierbere
Fierbere
Separare conuri
Separare trub la cald
Răcire
Must primitiv
Însămânţare
Fermentare primară
Fermentare secundară
Sedimentare
Centrifugare
Filtrare
Borhot
Spălare
Apă de spălare I, II, III
Borhot epuizat
Impurităţi
MALŢAPĂ DE BRASAJ APĂ DE BRASAJ
BERE BRUTĂ
BERE FINITĂ

1.2 DESCRIEREA OPERAŢIILOR DIN
FLUXUL TEHNOLOGIC DE OBŢINERE A BERII
Berea este o băutură cu conţinut scăzut de alcool, nedistilată, spumantă, obţinută
prin fermentarea alcoolică a mustului de malţ aromatizat cu hamei. Face parte din
categoria băuturilor alcoolice, alături de vin cu un conţinut de alcool mediu spre redus.
Este caracterizată de un extract nefermentat bogat în substanţe nutritive ce conferă
valoare nutritivă.
Spre deosebire de băuturile alcoolice tari (distilate), berea a căpătat în a II-a
jumătate a secolului, o pondere din ce în ce mai mare din cantitatea totală de băuturi
alcoolice consumate.
Materia primă de bază este malţul, reprezentat de orz sau orzoaică germinată,
încolţită.
Extractul nefermentat este reprezentat de componenţii proveniţi din mustul de
malţ şi anume: glucide; substanţe cu azot (fie cu masă moleculară mare, fie aminoacizi)
care reprezintă substanţe uşor asimilabile pentru organismul uman cu valoare nutritivă
ridicată iar unele cu importanţă pentru însuşirile senzoriale ale berii; săruri minerale
reprezentate de oligoelemente; substanţe polifenolice; acizi organici; glicerol; substanţe
de aromă; vitamine hidrosolubile (complexul B, mici cantităţi de vitamina C); vitamine
liposolubile (vitaminele A, D, E).
Malţul, obţinut prin germinarea în condiţii industriale a orzului sau orzoaicei
urmată de uscare, regimurile de uscare putând să conducă la obţinerea malţului blond
sau brun.
POLISAREA MALŢULUI
Malţul depozitat în silozuri, înainte de a intra la măcinare, poate să fie supus unei
operaţii de polisare (nu este obligatorie), maşina de polisare fiind conectată la unitatea
de aspiraţie centralizată. Polisarea se execută într-o maşină cu rotor având discuri
abrazive sau într-o maşină cu rotor vertical care se roteşte într-o carcasă cu suprafaţa
interioară abrazivă, realizându-se concomitent şi desprăfuirea. Malţul care intră în
2

fabricaţie trebuie cântărit pentru a se determina randamentul la malţificare şi deci
pierderile de malţificare. Cântărirea malţului se poate realiza cu balanţa automată cu
cuvă basculantă şi cu balanţa electronică.
MĂCINAREA MALŢULUI
Măcinarea malţului e indispensabilă datorită realizării unui contact mai intim
între enzime şi substrat şi datorită posibilităţii diluării produşilor de hidroliză. Bobul e
alcătuit din coajă şi corp făinos, coaja contribuind la compoziţia mustului cu substanţe
puţin favorabile: substanţe polifenolice, substanţe amare pe care în general dorim să le
extragem mai puţin. Conţinutul în celuloză a particulelor de coajă nu influenţează
calitatea mustului, fiind insolubil, stă la baza formării stratului de filtrare. Astfel gradul
de mărunţire trebuie corelat cu tipul de utilaj folosit pentru filtrare.
Măcinarea malţului realizează reducerea dimensiunilor materialului de start şi o
clasare pe dimensiuni a particulelor obţinute, prin cernere. Tehnica de măcinare
adoptată depinde de metoda de plămădire şi de metoda de filtrare a plămezii după
brasaj. Din punct de vedere tehnologic, măcinarea malţului va influenţa:
extracţia şi randamentul în extract la plămădire într-un timp optim;
durata de brasaj şi viteza de filtrare a plămezii;
claritatea mustului primitiv şi a celui secundar;
stabilitatea aromei mustului şi, respectiv, a berii.
O măcinare care conduce la grişuri fine şi la făină asigură o plămadă care se
lichefiază şi se zaharifică bine, mustul având un conţinut ridicat în extract şi un grad de
fermentare mare, dar plămada se filtrează greu atunci când această operaţie se face la
cazan.
Există două metode de măcinare a malţului:
1. Măcinarea uscată,
2. Măcinarea umedă.
Măcinarea uscată e metoda cea mai veche; se folosesc mori cu valţuri şi site
vibratoare care realizează structura măcinişului adecvată sistemului de filtrare, de care
3

dispune fabrica. Structura măcinişului cuprinde coji, grişuri mari, grişuri fine sau mici;
făină şi pudre.
Măcinarea umedă presupune o creştere în prima fază a umidităţii boabelor, după
care urmează măcinarea într-o moară cu o singură pereche de valţuri cu construcţie
specială care să nu rupă coaja ci doar să o desprindă de bob şi doar corpul bobului să fie
mărunţit.
BRASAJUL
Este ansamblul de operaţii de plămădire şi de obţinere a plămezii zaharificate. La
această operaţie se au în vedere următoarele aspecte:
trecerea în soluţie a unei cantităţi maxim posibile din substanţele conţinute în bobul
de malţ;
hidroliza enzimatică a tuturor substanţelor hidrolizabile din malţ.
Brasajul are drept scop:
să solubilizeze substanţele solubile preexistente în malţ (10-15% din totalul
componentelor malţului);
să facă solubile prin acţiunea enzimelor proprii şi, respectiv, cu ajutorul celor
adăugate, substanţele care în starea lor nativă sunt insolubile (60% din totalul
componentelor malţului);
să modifice, pe cale enzimatică, structura chimică a substanţelor solubilizate la un
nivel dorit, astfel încât 75% din extractul mustului dulce să fie format din zaharuri
fermentescibile.
Procesele enzimatice implicate la brasaj vor fi influenţate de:
temperatura de brasaj care, de regulă, nu este constantă, ci are o evoluţie în trepte. În
general, prin creşterea temperaturii se favorizează reducerea vâscozităţii plămezii,
accelerarea vitezei de trecere în soluţie a componentelor solubile din malţ,
accelerarea vitezei de acţiune dar şi de inactivare a enzimelor;
durata de brasaj, care va influenţa efectele de solubilizare şi de acţiune a enzimelor,
dar nu direct proporţional;
starea fizică a substanţelor;
4

consistenţa plămezii, care este dependentă, în principal, de raportul dintre
măcinătură/apă;
activitatea enzimatică a malţului;
pH-ul plămezii: având în vedere că fiecare enzimă are un interval de pH optim, la
brasaj se lucrează cu un pH de compromis care este situat între 5,2-5,4.
Degradarea amidonului are loc în trei stadii:
- stadiul I, care constă în absorbţia de apă şi umflarea granulelor de amidon;
- stadiul II, care constă în gelatinizarea amidonului şi care are loc când
amidonul umflat ajunge la o temperatură critică numită temperatură de
gelatinizare, cuprinsă de obicei între 60-80oC;
- stadiul III, care în fapt se subdivide în două etape:
o o etapă în care are loc lichefierea amidonului prin acţiunea amilazei
asupra amilozei şi amilopectinei, cu formare de dextrine liniere şi
ramificate cu masă moleculară medie şi mare;
o în etapa a II-a are loc zaharificarea, care constă în acţiunea atât a -
amilazei cât şi a -amilazei asupra legăturilor -1,4 glicozidice.
Degradarea substanţelor cu azot
Acestea sunt solubilizate în proporţie de 70% la malţificare de către
peptidhidrolazele existente în orz şi cele sintetizate la malţificare. În timpul malţificării,
se vor forma din proteinele insolubile de depozit, proteine solubile, peptide şi
aminoacizi.
Degradarea hemicelulozelor
În timpul palierului de proteoliză are loc şi o degradare a glucanilor din pereţii
celulari, ai arabinoxilanilor şi gumelor solubile sub acţiunea diferitelor enzime
hemicelulazice.
Degradarea polifenolilor
Aceştia reprezintă 0,3-0,4% din substanţa uscată a orzului, fiind localizaţi în
coajă şi stratul aleuronic, şi endosperm. La brasaj polifenolii trec în plămadă, respectiv
în must, formând cu proteinele complecşi insolubili (mai ales la fierberea mustului cu
hamei) ceea ce va face ca berea finită să fie mai stabilă coloidal.
5

Degradarea lipidelor aduse de malţ (trigliceride, mono şi digliceride, fosfatide)
are loc şi la brasaj sub influenţa lipazelor din malţ care au temperatură optimă de 35-
40oC şi sunt inactive la 65oC/30 minute.
Operaţiile de plămădire-zaharificare se efectuează în recipiente încălzite, în care
se poate realiza o amestecare cât mai bună a măcinişului cu apă. Aceste recipiente se
numesc generic cazane. Cazanele sunt executate din tablă de cupru, oţel inoxidabil sau
din oţel carbon placat cu oţel inoxidabil.
FILTRAREA PLĂMEZII ZAHARIFICATE
La sfârşitul brasajului, plămada zaharificată reprezintă o dispersie formată din
faza lichidă, în care sunt solubilizate substanţele care alcătuiesc extractul mustului şi o
fază solidă (borhot), care este formată din coji şi alte părţi din malţ ce nu au trecut în
soluţie la brasaj. Având în vedere cele menţionate, se impune filtrarea plămezii
zaharificate pentru separarea mustului (fracţiunea lichidă a plămezii) de borhotul de
malţ (parte insolubilă). La filtrare se urmăreşte să se recupereze cât mai mult extract.
Filtrarea plămezii are loc în două stadii:
- scurgerea liberă a primului must denumit şi must primar sau primitiv;
- spălarea borhotului, în vederea recuperării extractului reţinut, apele de spălare
alcătuind mustul secundar.
Pentru a obţine un must cu concentraţia dorită la sfârşitul filtrării, mustul primitiv
trebuie să conţină cu 4-6% mai mult extract decât berea care se produce. Factorii ce
influenţează operaţia de filtrare pot fi:
- temperatura plămezii influenţează direct vâscozitatea mustului cu care e invers
proporţională. Temperatura trebuie să fie 75oC, maxim 78oC;
- calitatea malţului: un malţ bine solubilizat oferă posibilitatea filtrării mai
rapide a primului must;
- structura măcinişului. Măcinarea va urmări menţinerea cojilor cât mai intacte
pentru că acestea vor constitui de fapt scheletul stratului filtrant de borhot,
acestea vor asigura afânarea stratului;
6

- calitatea procesului de brasaj influenţează prin domeniile de temperatură
optimă activitatea enzimelor celulozolitice, glucanolitice şi proteolitice.
SPĂLAREA ŞI EPUIZAREA BORHOTULUI
Urmăreşte antrenarea extractului rămas în borhot după scurgerea primului must,
până ce borhotul devine vizibil. Se obţin rezultate mai bune ca randament de epuizare,
dacă spălarea are loc în reprize, deoarece se prelungeşte contactul apei cu borhotul.
Calitatea apei de spălare trebuie să fie aceeaşi cu a apei de brasaj, atât din punct
de vedere bacteriologic cât şi al alcalinităţii remanente. Prezenţa cojilor şi o apă cu
alcalinitate remanentă mare pot duce la extragerea unor componenţi mai puţini
favorabili calităţii berii.
Cantitatea de apă de spălare depinde de concentraţia primului must şi se divizează
în 3-5 fracţiuni care se adaugă separat, fracţiunile fiind intercalate cu omogenizări şi
aşezări ale stratului de borhot şi cu recirculări până la limpiditatea mustului. Se
consideră ca ultima fracţiune de apă de spălare aceea ce va conduce la 0,5-1% extract,
spălarea exagerată ducând la o diluare avansată a mustului înainte de fierbere.
Compoziţia mustului va determina proprietăţile berii finite. Mustul trebuie să
conţină în principal zaharuri fermentescibile, nutrienţi pentru drojdii şi
precursori/substanţe de aromă. Mustul, datorită compoziţiei sale, este nestabil
microbiologic şi conţine mult material precipitabil, care poate antrena, la fierberea cu
hamei, lipide, proteine, substanţe amare din hamei, polifenoli din must şi hamei.
FIEBEREA MUSTULUI CU HAMEI
Are drept scop atingerea următoarele obiective:
- stabilitatea mustului;
- dezvoltarea aromei mustului;
- concentrarea mustului.
În ceea ce priveşte stabilitatea mustului trebuie arătat că fierberea mustului
implică o anumită temperatură, durată şi un anumit grad de agitare. Fierberea conferă
mustului stabilitate sub 4 aspecte: biologică, biochimică, coloidală şi aromă.
7

Modificările de aromă care au loc la fierberea cu hamei a mustului (altele decât
cele cauzate de hamei) se referă la:
- formarea produşilor de aromă prin reacţia Maillard;
- îndepărtarea substanţelor volatile din orz şi a celor formate în procesul de
malţificare;
- distrugerea cisteinei şi cistinei care, în caz contrar, ar fi o sursă de H2S produs
de drojdii.
La fierberea mustului are loc şi o concentrare, cantitatea de apă evaporată fiind de
5-10% (şi chiar 10-15% în cazul fierberii prelungite) din volumul mustului/oră.
Hameiul adăugat la fierberea mustului va conferi berii un miros agreabil, delicat,
gust de amar „curat” deci, cu alte cuvinte, o aromă (gust şi miros) „nobilă”. Pentru a
stabili cu exactitate doza de hamei, este necesar să se aibă în vedere următoarele lucruri
importante:
- gradul de amăreală cerut de un anumit tip de bere;
- pierderile de substanţe amare în procesul tehnologic;
- gradul de transformare al -acizilor în izo--acizi.
CLARIFICAREA MUSTULUI
Trubul la cald este format din particule cu dimensiuni de 30-80m, care au
densitatea ceva mai mare decât a mustului şi, din acest motiv, vor sedimenta relativ uşor
formând o masă compactă, dacă timpul este suficient. Trubul la cald reprezintă 0,21-
0,28kg/hl must (după alţi autori 0,6-0,8kh/hl must) şi conţine 80-85% apă, fiind format
din: material proteină-tanin; săruri insolubile; material răşinos din hamei; material
lipidic din must şi hamei; proteine denaturate-coagulate.
Îndepărtarea trubului la cald este necesară, deoarece prezenţa lui în must are
următoarele efecte negative: îngreunează clarificarea mustului; poate acoperi celulele de
drojdie folosite la fermentare; face dificilă filtrarea berii dacă nu este îndepărtat la timp.
Pentru clarificarea mustului se poate utiliza cazanul de sedimentare dar cel mai
utilizat echipament de clarificare este Whirlpool-ul care poate fi fund conic şi cu fund
înclinat.
8

RĂCIREA MUSTULUI
Răcirea mustului fiert se face în scopul:
- reducerii temperaturii de la aproximativ 100oC la 5-6oC sau la 7-12oC, ceea ce
împiedică dezvoltarea ulterioară a microorganismelor care pot infecta mustul
postfierbere. Temperaturile de răcire sunt favorabile însămânţării mustului cu
drojdii;
- formării trubului la rece: mustul cald este limpede, dar pe măsură ce se răceşte
el devine turbid din cauza formării trubului la rece.
După îndepărtarea trubului la cald, linia de tratare a mustului cuprinde:
echipament de răcire, dispozitiv de aerare a mustului, echipament de îndepărtare a
trubului la rece.
Aerarea mustului răcit este necesară pentru:
- multiplicarea drojdiilor;
- sinteza ergosterolilor;
- sinteza acizilor graşi nesaturaţi.
ÎNSĂMÂMŢAREA
Se face cu culturi de producţie. Pentru realizarea acestora se parcurg două etape şi
anume:
- etapa de multiplicare a drojdiei în laborator, care se realizează în condiţii de
perfectă asepsie conform unei scheme;
- etapa de multiplicare a drojdiei în condiţii industriale în vederea obţinerii
culturii de producţie.
FERMENTAŢIA MUSTULUI
Prin fermentaţia mustului se urmăreşte transformarea zaharurilor fermentescibile
în alcool etilic şi CO2, dar, în acelaşi timp, se formează şi produşi secundari cum ar fi
alcoolii din fuzel, acizi, esteri, cetone, aldehide şi produşi cu sulf.
9

Pentru a realiza fermentaţia mustului de bere cu o anumită compoziţie chimică
este necesar ca unele substanţe din must să difuzeze în celula de drojdie străbătând atât
peretele celular, cât şi plasmalema (membrana propriu-zisă).
Zaharurile sunt metabolizate în secvenţă, glucoza şi fructoza fiind rapid
consumate (la demararea fermentaţiei), maltoza este consumată mai lent (la fermentaţia
primară) şi, în final, este consumată maltotrioza (la fermentaţia secundară). De remarcat
că zaharoza este hidrolizată de invertaza din peretele celular. În interiorul celulei atât
maltoza cât şi maltotrioza sunt hidrolizate enzimatic la glucoză.
Expresia simplificată a fermentaţiei alcoolice este dată de ecuaţia Gay-Lussac:
Glucoza2CO2+2CH3CH2OH+Energie (180) 2x44 2x46
Energia eliberată nu este folosită în totalitate de către drojdie, ea fiind în mare
parte pierdută sub formă de căldură. Ecuaţia Gay-Lussac nu ia în considerare
dezvoltarea drojdiei, atunci expresia mai reală a ecuaţiei fermentaţiei alcoolice în
industria berii este următoarea:
Maltoză+AaDrojdie+Alcool etilic+CO2+50Kcal100g 0,5g 5g(SU) 48,8g 46,8g 209Kj
Fermentaţia este un proces foarte complex şi este influenţată de trei mari categorii
de factori:
- compoziţia chimică a mustului: prezenţa şi concentraţia nutrienţilor; pH-ul;
- drojdia utilizată: tipul şi varietatea utilizată; condiţia drojdiei la utilizare;
distribuţia drojdiei în must; aerarea mustului; temperatura mustului la
adăugarea drojdiei;
- condiţiile de procesare (fermentaţia): durata şi temperatura de fermentare;
presiunea; dimensiunile şi forma recipientelor de fermentare; agitarea şi
curenţii ce se formează la fermentare.
La fermentarea primară şi secundară se formează o serie de produşi secundari,
care au o influenţă deosebită asupra calităţii berii. La formarea produşilor secundari
participă 3% din glucidele fermentescibile, 95% sunt utilizate pentru producţia de alcool
etilic, iar restul de 2% se folosesc pentru formarea de noi celule de drojdii. Produşii
formaţi pot avea influenţă pozitivă (esterii) şi negativă (carbonili şi produşi cu sulf).
10

În general, la fermentarea primară se formează în principal diacetil, aldehide şi
compuşi cu sulf care conferă berii tinere o aromă (gust şi miros) de bere imatură,
neechilibrată. Se mai formează şi alcooli superiori şi esteri, dar aceştia se concentrează
mai mult la fermentaţia secundară/maturare şi ei contribuie la aroma definitivă a berii,
în condiţiile în care se găsesc în concentraţii adecvate.
CLARIFICAREA BERII
După fermentarea secundară şi maturare, berea este încă turbidă datorită prezenţei
microorganismelor (drojdii, bacterii), care au rămas în suspensie, particulelor fine din
trubul provenit de la Whirlpool-ul, particulelor fine care alcătuiesc tulbureala
permanentă şi tulbureala la rece. Pentru a asigura o bere clară trebuie să fie îndepărtate
următoarele grupe de particule:
- drojdiile, care conduc la tulbureli şi la o stabilitate a aromei scăzută;
- bacteriile, care dau naştere la tulbureli şi modificări de aromă.
SEDIMENTAREA
Sedimentarea gravitaţională realizează în fapt o limpezire naturală a berii în
timpul depozitării acesteia pentru maturare pe o perioadă de minimum 7 zile, când
temperatura berii scade până la 0oC şi chiar la -1oC -2oC.
Limpezirea va fi influenţată, pe de o parte, de caracteristicile tancului de maturare
(H, D), de temperatura berii în tanc, care va influenţa atât formarea precipitatelor
proteino-tanice (trubul la rece) cât şi densitatea berii, respectiv vâscozitatea dinamică a
acesteia. De asemenea, limpezirea prin sedimentare va fi influenţată şi de pH-ul berii,
care va determina formarea precipitatelor proteino-tanice şi mărimea acestora.
Cu toată simplitatea sistemului şi eficacitatea lui sub aspect tehnologic şi al
costurilor, sedimentarea are şi părţi negative, în sensul că drojdiile din depozitul depus
la fundul tancului, mai ales dacă acesta nu este răcit pot intra în autoliză şi vor conferi
berii gust şi miros de drojdie. Pe de altă parte depozitul conţine şi bere care trebuie
recuperată prin filtrare sau centrifugare.
11

CENTRIFUGAREA
Pentru centrifugare se elimină din bere particulele grosiere (>0,1μ) şi parţial
particulele coloidale (>0,001-0,1μ). Sub influenţa forţei centrifugale, particulele din
bere sunt deplasate în spaţiile dintre talere în direcţie radială şi se acumulează într-un
spaţiu separat, iar berea clarificată este separată la partea spaţiului dintre 2 talere. Viteza
de separare a particulelor în spaţiul dintre două talere urmează legea lui Stockes,
amplificată şi de efectul centrifugal al separatorului:
produs (V) maşină (F)
în care F – factorul de accelerare. Această viteză de separare va fi influenţată aşa
cum se vede din ecuaţia menţionată, de următorii factori:
- diferenţa dintre densitatea particulelor (ρ1) şi a lichidului (ρ2);
- vâscozitatea lichidului (berii);
- viteza tobei cu talere;
- raza tobei;
- suprafaţa de sedimentare (separare) a talerelor.
Nu se recomandă să fie centrifugată berea după o depozitare pentru maturare mai
îndelungată, întrucât celulele de drojdii devin mai fragile şi se pot sparge la
centrifugare, conducând la tulbureală fină în berea clarificată, precum şi la aromă de
drojdie autolizată.
FILTRAREA BERIIFiltrarea este operaţia care se aplică berii pentru a-i da limpiditatea finală, şi
trebuie să fie practicată cel puţin o dată şi pentru berea înainte de îmbuteliere, pentru ca
aceasta să aibă o limpiditate cu luciu, respectiv strălucire (de menţionat că celelalte
metode de clarificare conduc la o bere cu un anumit grad de limpiditate nesatisfăcător
pentru berea ce trebuie comercializată).
12

Procesul de filtrare este dominat de prezenţa drojdiilor şi proteinelor, însă, atunci
când are loc preclarificarea berii (care conduce la îndepărtarea drojdiilor şi proteinelor),
filtrarea va fi dominată de prezenţa carbohidraţilor şi anume: amidon nemodificat;
dextrine, pentozani, β-glucani. Dintre substanţele menţionate, β-glucanii, care se pot
găsi în concentraţie de 150-300mgl/l bere nefiltrată, influenţează filtrarea pe 2 căi:
- prin prezenţa lor sub formă coloidală sau gel, fapt ce conduce la scăderea
capacităţii de filtrare a filtrului;
- prin prezenţa lor sub formă solubilă, care conduce la creşterea vâscozităţii berii
şi, deci, la diferenţă mare de presiune la trecerea berii prin filtru.
Limpezirea prin filtrare se bazează pe 2 principii: primul este absorbţia (reţinerea)
particulelor/impurităţilor pe materiale poroase cu o suprafaţă mare de contact. Al doilea
principiu este cel de cernere (reţinere de suprafaţă) în care caz sunt reţinute mecanic
particulele care au dimensiuni mai mari decât diametrul porilor stratului filtrant.
La filtrare se îmbunătăţesc unele caracteristici senzoriale ale berii, cum ar fi
culoarea, limpiditatea – strălucirea, însă se influenţează relativ negativ spumarea.
Filtrarea asigură o stabilitate biologică şi coloidală bună pentru berea finită.
În industria berii, filtrele utilizate sunt astfel alese încât să lucreze 8; 16 sau 24 de
ore, astfel ca la sfârşitul perioadei grosimea stratului format pe filtru să ajungă la
maximum, ceea ce permite în continuare golirea, spălarea şi sterilizarea filtrului în
perioada de timp neproductivă.
STABILIZAREA BERIIBerea livrată trebuie să aibă o bună stabilitate coloidală şi microbiologică, pe
lângă însuşirile sale senzoriale apreciate de consumatori: culoare, aromă (gust şi miros),
luciu caracteristic, spumare, etc.
Pe parcursul operaţiilor tehnologice (după fierberea mustului care face ca acesta
să fie steril) berea se poate infecta cu microorganisme prin a căror dezvoltare
(multiplicare) în bere se formează produşi metabolici, care pot conduce la tulburarea
acesteia şi la modificarea aromei.
13

Prin urmare, instabilitatea microbiologică a berii este consecinţa, în principal, a
unei igienizări nesatisfăcătoare a tuturor aparatelor, utilajelor şi instalaţiilor folosite, a
spaţiilor de producţie, a operatorilor.
Stabilizarea microbiologică a berii poate fi realizată prin următoarele procedee:
- pasteurizare;
- filtrare pe cartoane;
- filtrare tangenţială pe membrane, care realizează şi o stabilizare coloidală a berii
în cazul aplicării ultrafiltrării.
Scopul principal al pasteurizării este acela al îmbunătăţirii stabilităţii biologice a
produsului finit. La pasteurizare este necesar să se asigure un grad mare de inactivare a
microorganismelor, fără a se afecta calitatea senzorială a berii, ceea ce presupune
optimizarea procesului de pasteurizare.
Este cunoscut faptul că în tehnologia modernă de fabricare a berii o serie de
operaţii contribuie esenţial la asigurarea aromei, stabilităţii coloidale şi microbiologice a
berii (depozitarea la rece, filtrarea obişnuită, pasteurizarea, filtrarea pe membrane).
Stabilitatea coloidală a berii pe termen lung este de o mare importanţă mai ales în
cazul berilor deschise la culoare, în care percepţia tulburelui este mai evidentă.
Aroma berii (gust şi miros) este influenţată negativ de prezenţa oxigenului în bere
şi în spaţiul liber de sub capsulă în cazul berii îmbuteliate. În prezenţa oxigenului, din
anumite substanţe din bere se formează cantităţi suplimentare de compuşi carbonilici,
care conferă berii un gust şi miros învechit, de bere îmbătrânită. Stabilizarea aromei
berii se poate face şi prin adaos de sulfiţi şi acid ascorbic, dar mijlocul cel mai bun este
lipsa de oxigen în berea îmbuteliată.
14

1.3. FERMENTAŢIA ÎN TANCURI CILINDRO-CONICE
Prin fermentaţia mustului se urmăreşte transformarea zaharurilor fermentescibile
în alcool etilic şi CO2 dar, în acelaşi timp, se formează şi produşi secundari cum ar fi
alcoolii din fuzel, acizi, esteri, cetone, aldehide şi produşi cu sulf.
Fermentaţia este un proces foarte complex şi este influenţată de 3 mari categorii
de factori: compoziţia chimică a mustului; drojdia utilizată; condiţiile de procesare
(fermentaţia). Mustul fiert cu hamei utilizat ca mediu de fermentare este bogat în
nutrienţi, compoziţia acestuia va influenţa atât viteza de fermentaţie, gradul de
fermentare, cât şi cantitatea de biomasă produsă şi, în final, calitatea berii.
Condiţia drojdiei în momentul adăugării în must va depinde de modul de obţinere
a culturii şi de păstrarea acesteia până la folosire. La o analiză mai profundă, drojdiile
folosite la fermentarea mustului hameiat de bere, în funcţie de comportamentul lor, pot
fi clasificate în 6 grupe:
- grupa A: drojdii care sedimentează foarte devreme;
- grupa B: drojdii care sedimentează atunci când mustul este bine atenuat;
- grupa C: drojdii care sedimentează într-un anumit grad până la sfârşitul
fermentaţiei;
- grupa D: drojdii care părăsesc mustul şi ajung la suprafaţa acestuia;
- grupa E: drojdii care formează la suprafaţa mustului în fermentare aglomerări;
- grupa F: drojdii care se ridică la suprafaţă într-un anumit grad.
În legătură cu geometria recipientului de fermentare, în cazul rezervoarelor
cilindro-conice este importantă înălţimea acestora pentru că aceasta influenţează
sedimentarea drojdiilor; generarea de bule de CO2 pe unitatea de suprafaţă; presiunea
hidrostatică care, la rândul ei, afectează evoluţia CO2 şi circulaţia curenţilor de
convecţie.
La fermentarea primară şi secundară se formează o serie de produşi secundari,
care au o influenţă deosebită asupra calităţii berii. La formarea produşilor secundari
participă 3% din glucidele fermentescibile, 95% sunt utilizate pentru producţia de alcool
15

etilic iar restul de 2% se folosesc pentru formarea de noi celule de drojdii. Produşii
formaţi pot avea influenţă pozitivă (esterii) şi negativă (carbonaţi şi produşii cu sulf).
La fermentarea primară se formează şi alcooli superiori şi esteri dar aceştia se
concentrează mai mult la fermentaţia secundară (maturare) şi ei contribuie la aroma
definitivă a berii, în condiţiile în care se găsesc în concentraţii adecvate.
Alcoolii superiori sunt compuşi de aromă care caracterizează berea finită. În
timpul fermentării primare se formează 80% din totalul alcoolilor superiori. La
fermentaţia secundară şi maturare, nivelul de alcooli superiori creşte relativ puţin. Berea
de fermentaţie inferioară conţine 60-90mg/l alcooli superiori, iar cea de fermentaţie
superioară până la 100mg/l.
Esterii sunt unii dintre cei mai importanţi compuşi care determină aroma berii,
însă un conţinut ridicat de esteri conferă berii un gust amar neplăcut, un gust de fructe.
Esterii se formează în timpul fermentării prin esterificarea acizilor graşi cu alcool etilic
şi în măsură mai mică cu alcooli superiori. Conţinutul de esteri depinde de densitatea
iniţială a mustului şi de tipul de bere fabricat. Berea de fermentaţie superioară conţine
până la 80mg/l esteri, iar cea de fermentaţie inferioară până la 60mg/l.
Formarea dicetonelor vicinale ar avea loc în două stadii şi anume un stadiu
enzimatic în care drojdia formează α-acetolactat, care este excretat în must.
Acetolactatul se formează din acetil CoA şi acid pirunic, enzima acetohidroxid sintetaza
acţionând asupra acetil CoA. Acetolactatul excretat în mustul în fermentaţie nu
influenţează aroma. În al II-lea stadiu din acetolactat se formează dicetone vicinale,
respectiv diacetil, reacţia implicând decarboxilarea neenzimatică a α acetolactatului;
fiind necesară prezenţa oxigenului dizolvat.
În cazul compuşilor carbonilici în special interesează acetaldehida, un produs
intermediar normal al fermentaţiei alcoolice. Acetaldehida este excretată de drojdie în
berea tânără în primele 3 zile de fermentaţie primară şi este responsabilă pentru mirosul
berii tinere.
Produşii cu sulf rezultă din metabolismul drojdiilor. H2S se produce în timpul
fermentaţiei din aminoacizi cu sulf. Având în vedere că H2S este volatil, el este eliminat
la fermentaţia primară şi secundară prin antrenare de către bulele de CO2.
16

Acizii organici prezenţi în bere sunt sintetizaţi de drojdia din aminoacizii prezenţi
în bere.
Substanţele menţionate ca produşi secundari la concentraţii sub pragul de
sensibilitate contribuie foarte mult la plinătatea gustului berii, la aroma berii şi
stabilitatea acesteia, la însuşirile spumei. Dacă concentraţia unora dintre substanţele
menţionate depăşeşte pragul de sensibilitate, ele influenţează negativ calitatea
senzorială a berii, în special gustul şi mirosul.
Fermentaţia primară se desfăşoară sub controlul riguros al temperaturii şi începe
prin pregătirea mustului în vederea însămânţării cu drojdie, pregătire care constă în
aerarea mustului răcit şi clarificat, această aerare având un rol esenţial în dezvoltarea
fermentaţiei primare.
Fermentaţia primară propriu-zisă începe imediat după adăugarea drojdiei şi pe
parcursul a 8-10 zile de fermentare la temperatura de 6-10oC, se constată următoarele
faze ale mustului:
- faza iniţială , care durează 12-20h de la însămânţare şi se caracterizează prin
apariţia la suprafaţa mustului a unei spume albe;
- faza crestelor joase , care durează 2-3 zile, se caracterizează prin desprinderea
spumei de marginea linului;
- faza crestelor înalte , care începe cu a treia zi de fermentaţie şi care durează 2-3
zile. Această fază este caracterizată printr-o fermentare intensă, spuma se
colorează în galben-brun până la brun închis, crestele atingând 30 cm. Începe şi
flocularea;
- faza finală , care durează 2-3 zile şi care se caracterizează prin colapsarea
crestelor, deoarece fermentaţia nu mai este viguroasă şi cantitatea de CO2 este
diminuată.
La trecerea berii crude la fermentaţia secundară şi maturare, stratul de spumă
trebuie eliminat. Urmărirea fermentaţiei primare se face zilnic prin măsurarea
temperaturii, a extractului aparent şi a pH-ului. Există două tipuri de fermentaţii şi
anume: fermentaţie superioară şi fermentaţie inferioară, care se diferenţiază între ele
prin: tipul de drojdie folosită, temperatura de fermentare şi durata de fermentare.
17

Berea de fermentaţie primară se caracterizează prin următoarele aspecte
senzoriale: gust destul de pronunţat de drojdie, amăreală cu gust înţepător, miros crud,
aspect tulbure. Această bere este trecută la fermentarea secundară/maturare, unde vine
cu aproximativ 1,1-1,4% extract fermentescibil, din care 80% maltoză şi 20%
maltotrioză
La fermentaţia secundară au loc procesele:
a) se continuă fermentaţia zaharurilor fermentescibile rămase în berea primară în
două faze: o fază de fermentaţie secundară mai activă (aproximativ 2 zile); o
fază de fermentare secundară liniştită;
b) antrenarea unor compuşi nedoriţi de CO2 care se degajă;
c) sinteza de noi cantităţi de produşi secundari (creşte cu 20% nivelul de alcooli
superiori şi cu 30-200% cel de esteri);
d) saturaţia berii în CO2 şi reducerea conţinutului de oxigen.
Berea de fermentaţie primară este o bere din care s-a recuperat biomasa de
drojdie (2l cremă drojdie/hl bere) şi care conţine aşa, cum s-a arătat, 0,2% CO2. La
sfârşitul fermentaţiei secundare/maturare, berea trebuie să conţină 0,45-0,5% CO2.
În industria berii, vasele de fermentare poartă denumirea de linuri, dacă lucrează
la presiune barometrică, şi de tancuri, dacă lucrează sub presiune. Linurile de
fermentare sunt recipiente deschise în care se face fermentaţia primară şi care sunt răcite
cu ajutorul unor serpentine pentru eliminarea căldurii produse prin fermentaţie.
Tancurile de fermentare sunt recipiente închise sub presiune pentru fermentaţia primară,
pentru fermentaţia secundară, respectiv pentru ambele fermentaţii în cazul tancurilor
cilindro-conice de capacitate mare.
18

CAPITOLUL 2
TANCUL CILINDRO-CONIC
Este destinat atât fermentaţiei primare, cât şi fermentaţiei secundare-maturare.
Unitancurile sunt construite pentru diferite capacităţi, înălţimea lor fiind de 3-4 ori mai
mare decât diametrul. Unghiul de înclinaţie al părţii conice este de 60-75o. capacul este
elipsoidal. Pe partea exterioară a părţii cilindrice este montată o serpentină de răcire
împărţită în trei zone, din care primele două sunt apropiate, iar ultima este distanţată de
cele două pe verticală cu 600mm. Cele trei zone de răcire sunt prevăzute cu racorduri de
intrare agent de răcire şi racorduri de evacuare a agentului de răcire. Fundul tronconic
are şi el pe suprafaţa exterioară o zonă de răcire, formată din patru canale cu secţiune
triunghiulară, prin care se introduce agentul de răcire.
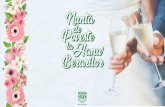
Schiţa simplificată a tancului cilindro-conic
1-vizor conic cu geam; 2-ieşie agent
din manta; 3-conductă pentru intrare
CO2 şi soluţii de igienizare sub
presiune; 5-intrare agent de răcire
manta; 6-conductă pentru scăderea
presiunii; 6-vas pentru spălarea CO2;
7-intrare agent de răcire în mantaua
părţii conice; 8-robinet de evacuare;
9-robinet de evacuare drojdie
prevăzut cu geam de sticlă; 10-
robinet pentru injecţie de CO2; 11-
termometru; 12-ieşire agent de răcire
din mantaua părţii conice.
19

Tancul este prevăzut cu duş de spălare sferic prin care iese şi CO2 rezultat la
fermentare. Clapeta şi supapa sunt protejate de o cameră de protecţie în sezonul rece.
Tancul are la partea inferioară ştuţul de evacuare bere şi drojdie.
Tancul este izolat la exterior cu poliuretan expandat, protejat de o manta din tablă
ondulată zincată şi se montează pe un inel de beton, prinderea realizându-se cu şuruburi.
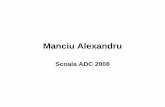
Schiţa mai completă a tancului cilindro-conic
1-platformă de serviciu; 2-domul
tancului cu accesorii; 3-canal de cablu
şi conductă de îndepărtarea apei aşezate
în izolaţie; 4-conectare termometru; 5-
zonă de răcire mai redusă; 6,8-zone de
răcire la fermentare; 7-izolaţie; 9-
conectare pentru aprovizionare cu NH3
lichid cu robinete (9a) şi eliminare
amoniac condensat; 10-zona de răcire
din partea conică; 11-partea conică a
fermentatorului cu gura de vizitare DN-
450; 12-robinet de luat probe; 13-
conductă pentru admisie/evacuare CO2,
aer, soluţii CIP legate la accesoriile
domului şi conducte care sunt aşezate
în izolaţie; 14-dispozitiv de măsurare şi
controlul al presiunii; 15-dispozitiv de măsurare a conţinutului (nivelul)
berii în tanc şi de alarmare a stării de golire a fermentatorului cilindro-
conic.
La tancurile de fermentare secundară închise (care lucrează sub presiune) trebuie
să se aibă în vedere ca CO2-ului produs, şi care nu este solubilizat în bere, să nu fie
evacuat decât dacă este în exces. Pentru acest lucru, tancul se prevede cu dispozitive
speciale (valve de siguranţă) care să asigure evacuarea CO2-ului la un exces de presiune,
20

deoarece un exces de presiune mai mare în tanc va avea efecte negative asupra
geometriei tancului, mai ales în zona capacului.
Tancurile cilindro-conice sunt echipate cu: dispozitive de umplere şi golire; valve
de siguranţă (supape); aparatură (instrumente de control); echipament CIP pentru
igienizare.
Dispozitivele de umplere şi golire sunt: conducte de alimentare; conducta de
evacuare drojdie; conducta de evacuare bere; conducta de alimentare/evacuare soluţii
CIP.
Fitingăria de conectare, robinetele, coturile trebuie să asigure o etanşeitate
perfectă, pentru a nu permite accesul oxigenului (respectiv a aerului care poate să şi
contamineze berea cu microorganisme).
Valvele de siguranţă sunt: valva (regulator) pentru evacuare exces de presiune
reglată la 1,8 bar; valva pentru vacuum (regulator) pentru deschidere la 0,99 bar.
Ansamblul de valve (inclusiv cele de siguranţă) se montează la partea superioară a
tancului cilindro-conic.
Aparatura de control este formată din: termometru; indicator de nivel;
manometru; dispozitiv de reglare a nivelului maxim şi minim care este foarte important
în a menţine cât mai constant volumul (înălţimea) lichidului şi, respectiv, al spaţiului
liber; dispozitiv de luat probe în vederea analizelor de laborator.
Echipamentul de răcire al fermentatoarelor cilindro-conice trebuie să asigure
menţinerea temperaturii mustului la fermentarea primară, secundară şi la maturarea şi
răcirea acestuia în anumite etape. La răcirea tancurilor cilindro-conice (TCC) se are în
vedere: agentul de răcire utilizat; dispunerea elementelor de răcire; izolarea termică a
TCC.
Agentul de răcire poate fi soluţia de glicol răcită la -5oC, în care caz există două
circuite şi anume circuitul agentului de răcire al TCC (soluţia de glicol) şi circuitul de
răcire al soluţiei de glicol. Rezultă că răcirea cu glicol este o răcire indirectă. În cazul
utilizării NH3 lichid ca agent de răcire direct, acesta este evaporat direct în sistemul de
răcire al TCC. Folosirea răcirii directe prezintă următoarele avantaje:
- nu mai este necesar circuitul suplimentar pentru răcirea glicolului;
21

- se pot utiliza pompe de transport mai mici;
- se poate controla temperatura de răcire mai bine;
- sistemul este mai flexibil.
Elementele de răcire sunt dispuse în anumite zone ale TCC. În cazul răcirii
indirecte, elementele de răcire (serpentina) sunt dispuse astfel încât să asigure un flux
orizontal. În cazul răcirii directe, serpentinele de răcire pot fi aranjate vertical sau
orizontal.
Distribuţia verticală a conductelor de răcire
(evaporator tubular vertical) la folosirea
agentului frigorific (NH3)
În concluzie, se consideră că tancul cilindro-conic prezintă următoarele avantaje:
investiţie şi costuri de exploatare mai reduse; reducerea pierderilor de bere datorită
drenajului foarte bun şi o eliminare de asemenea bună a drojdiei; viteză mai mare şi
flexibilitatea operaţiei de fermentare; îmbunătăţirea substanţială a calităţii berii;
utilizarea mai bună a fermentatorului; colectarea uşoară a CO2-ului; spălarea eficientă a
tancului; manipulare uşoară şi igienică a drojdiilor; folosirea mai eficientă a substanţelor
amare; retenţie mai bună a spumei în bere.
22