Asamblarile cu pana si dispozitive pentru masurarea lor

of 39
-
Upload
rudenco-andrei -
Category
Documents
-
view
248 -
download
2
Transcript of Asamblarile cu pana si dispozitive pentru masurarea lor
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
1/39
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
2/39
In!oduc%!%..............................................................................................4
C(+"o&u& I. Precizia asamblrilor cu pan paralel i pan disc.
1.1 Considera ii generale ...........................................................................................5
1.2 Precizia asamblrilor cu pan.............................................................................5
1.3 Elementele componente ale asamblrilor cu pan..............................................6
1.4 oleran e i a!usta!ele asamblrilor cu pene ........................................................"
C(+"o&u& II. #etode i mi!loace pentru controlul elementelordimensionale ale asamblrilor cu pan.
2.1 #etode de $eri%icare a elementelor dimensionale ale asamblrilor cu pan....10
2.2 #etode de msurare a elementelor dimensionale ale asamblrii cu pan........11
2.3 &tabilirea sc'emei de principiu i elaborarea unei $ariante de dipoziti$ decontrol.....................................................................................................................1(
2.4 &tructura dispoziti$ului te'nologic de control.................................................21
2.5 )eglarea la zero a dispoziti$ului de control.....................................................22
C(+"o&u& III. #etodologia de determinare a erorii limit de msurare adispoziti$elor te'nologice de control.
3.1 Eroarea limit total de masurare.....................................................................26
3.2 #etodologia de calcul al erorii limit de msurare..........................................2"
3.3 *eterminarea erorii limit de masurare............................................................30
Conc&u,""................................................................................................32B"&"o'!(#"%............................................................................................33
2
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
3/39
TEMA LUCRRII DE DISERTA IE
*EE)#+,-)E- E))++ /+#+ *E #-&)-)E - ,+ *+&P++E,/+C *E C,)/ P)-+/ *E&+,- #&))++
--E)++ *E /- &+#E)+- 7E8CE,)+C+ ++9 C-,-//+ *E P-,/- C+
3
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
4/39
In!oduc%!%
&upra%e:ele plane ;i cilindrice reprezint tipurile de supra%e:e cele mai rspe ;i mobile ale pieselor din structura utila!elor? instala:iilor ;i
ec'ipamentelor? ansamblurilor mecanice.
Pentru asigurarea %unc:ionrii =mbinrilor con%orm per%orman:elor stabilite? parametriidimensionali ;i geometrici ai supra%e:elor %unc:ionale trebuie realiza:i =n limitele toleran:elorspeci%icate.
eri%icarea con%ormit:ii acestor parametri caracteristici cu $alorile prescrise serealizeaz prin msurarea lor.
-legerea unor te'nologii de control care s utilizeze mi!loace de msurare per%ormantepoate a$ea e%ecte negati$e asupra e%icien:ei economice a realizrii reperelor. *e aceea se impune%olosirea de dispoziti$e de control cu precizie corespunztoare toleran:elor stabilite? cel pu:in =nunele %aze ale prelucrrii reperelor. -ceasta ar determina reducerea timpului de control ;i alcostului acestuia prin %aptul c dispoziti$ele te'nologice de control pot %i realizate =n cadrulpregtirii de %abrica:ie a unit:ilor care produc reperele considerate.
Este %oarte necesar ;i rsprii pieselor=n $ederea remedierii rebuturilor remediabile.
-naliza stadiului actual al cuno;tin:elor =n domeniul controlului dimensional duce laconcluzia c au %ost create ;i pot %i =nc create numeroase ;i di$erse alte tipuri? solu:ii? $ariantede dispoziti$e te'nologice de control al dimensiunilor liniare ;i ung'iulareA aceast di$ersitate sedatoreaz? =n principal? di$ersit:ii parametrilor ;i pieselor de controlat? precum ;i di$ersit:iisistemelor te'nice =n care sunt integrate dispoziti$ele te'nologice? respecti$? parametrilorconstructi$i ;i %unc:ionali ai acestora.
-$
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
5/39
C(+"o&u& I
P!%c","( ()(&!"&o! cu +(n +(!(&%& " +(n d")c.M%od% " "/&o(c% +%n!u con!o&u& %&%%n%&o!
d"%n)"on(&% (&% ()(&(!"&o! cu +(n
1.1 Con)"d%!( "" '%n%!(&% +!"0"nd +!%c","( +o," "%" !%&("0% ( )u+!(#% %&o!
Con)"d%!( "" '%n%!(&%$
Precizia pozi:iei relati$e a supra%e:elor este o component a preciziei de prelucrare ;ireprezint gradul de concordan: dintre pozi:ia relati$ a supra%e:elor piesei prelucrat ;i pozizia
relati$ nominal a acelora;i supra%e:e stabilit =n desenul de e>ecu:ie al piesei 2.3.12D.Precizia pozi:iei relati$e se e$alueaz prin abaterile de pozi:ie relati$ a supra%e:elor? carereprezint di%eren:ele cu care se ob:ine pozi:ia relati$ a supra%e:elor prelucrate %a: de pozi:iarealati$ teoretic speci%icat =n documenta:ia de e>ecu:ie.
-baterile de la pozi:ia nominal a supra%e:elor sunt generate de imprecizia procesului deprelucrare? respecti$? de %actorii care inter$in =n procesul de prelucrare? dintre care? maiimportan:i? suntB ma;ina@ unealt? scula a;c'ietoare? dispoziti$ul de prindere a sculei? dispoziti$ulde prindere a semi%abricatului.
&unt stabilite? prin standard? urmtoarele abateri de pozi:ie relati$B@ abaterea de la pozi:ia nominal a supra%e:elorA@ abaterea de la coa>ialitateA
@ abaterea de la concentricitateA@ abaterea de la simetrieA@ btaia radial circular ;i totalA@ btaia %rontal circular ;i total..
1. P!%c","( ()(&!"&o! cu +(n
-samblrile cu pene sunt utilizate =n construc:ia de ma;ini la %i>area pe arbori? a unor piese detip aleza! 7semicupla!e? ro:i din:ate? ro:i de curea? ro:i de lan:? $olan:i? ro:i de m
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
6/39
Fig. 1.21
Fig. 1.22
1.2 E&%%n%&% d"%n)"on(&% (&% ()(&!"" cu +(n.
ntr@ o asambare cu pan sunt =mbinate? =ntre ele? trei organe de ma;ini? ast%elB arborele se =mbincu butucul prin supra%e:e cilindrice e>terioar ;i interioar? cu diametrul d? %orm
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
7/39
Fig. 1.23
@ 1@ ad
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
8/39
@ %(@ e>centricitatea canalului de pan din arboreA@ %@ e>centricitatea canalului de pan din butucA@ @ l:imea peneiA@ (@ l:imea canalului de pan din arboreA@ @ l:imea canalului de pan din butucA
5(@ !ocul dintre pan ;i canalul de pan din arboreA@ 5(@ !ocul dintre pan ;i canalul de pan din butuc.&e scrie ecua:ia lan:ului de dimensiuni care se %ormeaz =n %ig. 1.23.
b ab a a p b
b bEe Ee E FG Eb EG
2 2? 71.19
*arB
b b pb FG Eb
;i
a a pb FG Eb .-tunci? rela:ia 1.1 de$ineB
p pb ab a a p b
b bG GE Ee Ee E Eb EG
2 2 2 2J+ =
. 71.29&e ob:ineB
a bb a
G EGe Ee
2
. 71.39
)ela:ia ob:inut reprezint condi:ia de intersc'imbabilitate? condi:ie care trebuierespectat la stabilirea toleran:elor pentru a!usta!ele pan@ canal de pan din arbore? pan@ canalde pan din butuc? dup l:imea b.
oleran:ele ;i a!usta!ele asamblrilor cu pan paralel ;i pan disc sunt reglementate prinstandardul &-& 1005@ H6? respecti$? &-& 1012@ H6? %iind stabilite toleran:e pentru urmtoareleelementeB
@ pentru l:imea ? a penei@ clasa de toleran:e 36A@ pentru =nl:imea 3? a penei@ clasa de toleran:e 36 7la pene cu sec:iune ptrat9?
respecti$? clasa de toleran:e 311 7la pene cu sec:iune dreptung'iular9A@ pentru ad
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
9/39
canalul de pan din butucB un a!usta! pentru =mbinarea pan@ canal de pan din arbore ;i una!usta! pentru =mbinarea pan@ canal de pan din butuc.
Clasele de toleran:e stabilite pentru l:imea ? tipurile de a!usta!e care se %ormeaz laasamblrile cu pan paralel ;i pan disc? sunt prezentate =n tabelul 1.3 15D.
Observaie: denumirea de a!usta! presat? respecti$ a!usta! cu ste cusolicitri mici? iar a!usta!ul presat sau cu stre cu solicitri mari.
9
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
10/39
C(+"o&u& IIM%od% " "/&o(c% +%n!u con!o&u& %&%%n%&o!
d"%n)"on(&% (&% ()(&!"&o! cu +(n
n cazul =mbinrilor cu pan paralel ;i cu pan disc? e>centricitatea canalelor de pan dinarbore ;i din butuc? element dimensional reprezint? de %apt? o abatere geometric 7o abatere de
pozi:ie relati$ a supra%e:elor9 ;i anumeB abaterea de la simetria canalelor de pan din arbore ;idin butuc %a: de planul de simetrie al asamblrii. -caest abatere de pozi:ie relati$ asupra%e:elor constituie un element determinant =n =mbinarea corect a penei cu arboprele ;ibutucul corespunztor.
&e poate considera c e>centricitatea cu care se ob:ine canalul de pan la prelucrareaacestuia =n arbore? respecti$? =n butuc reprezint abaterea de la simetrie a canalelor de panconsiderate. Pentru a %i posibil =mbinarea arbore@ pan@ butuc? trebuie respectat condi:ia deintersc'imbabilitate care impune ca? la stabilirea toleran:elor pentru l:imea canalului de pandin arbore? respecti$? din butuc? suma e>centricit:ilor celor dou canale de pan? s %ie mai micsau cel mult egal cu suma toleran:elor acestora.
*e aceea este important cunoa;terea e>centricit:ii? respecti$? a abaterii de la simetrie a
canalului de pan? atimuluide material 7limita rece9 ;i minimului de material 7limita ,u trece9.
10
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
11/39
Verificarea limii canalului de pan:
@ la arbori? se realizeaz cu calibre comple>e ;i calibre tampon plate ;i,A
@ la butuci? se realizeaz cu calibre comple>e ;i ,. Verificarea adncimii canalului de pan:
@ la arbori? se realizeaz cu calibre tip prism ;i ,A@ la butuci? se realizeaz cu calibre plate ;i ,. Verificarea simetriei canalului de pan
@ la arbori? se realizeaz cu a!utorul calibrelor prism ;i ,A@ la butuci? se realizeaz cu a!utorul calibrelor tampon comple>e ;i ,.
. M%od% d% )u!(!% ( %&%%n%&o! d"%n)"on(&% (&% ()(&!"" cu +(n.Prin aplicarea unei metode de msurare? se ob:ine $aloarea msurat 7e%ecti$9 a
caracteristicii msurate. n %unc:ie de modul de ob:inere a $alorii msurate? se deosebesc doucategorii distincte de metode de msurareB metode directe ;i metode indirecte. n general? pentruelementele dimensionale ale asamblrii cu pan? se aplic metode directe? care? =n %unc:ie demi!loacele de msurare utilizate? pot %iB metoda e$alurii directe 7atunci c
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
12/39
Fig. 1.29[10]
Fig. 1.30
[10]
Verificarea poziiei canalului de pan (simetriei)? la arbori? se realizeaz cu a!utorulcalibrelor prism? @ , ? care au =n construc:ia lor dou supra%e:e acti$e plane 7supra%e:eprismatice9? cu rolul de centrare a calibrului =n raport cu a>a de rota:ie a arborelui de $eri%icatAdintre acestea se deosebesc dou $ariante constructi$eB
@ calibru prism monobloc 7%ig. 1.2(.a9A
@ calibru prism cu pan separat? %ormat din prisma 1? care se spri!in pe supra%a:acilindric a arborelui de $eri%icat? pana 2? care se %i>eaz la prisma 1? cu piuli:a 37%ig.1.2(.b9
Verificarea poziiei canalului de pan (simetriei)? la butuci? se realizeaz cu a!utorulcalibrelor tampon comple>e? @ ,? care au =n construc:ia lor o supra%a: cilindric e>terioar cuacela;i diametru cu al supra%e:ei cilindrice interioare a butucului de $eri%icatA dintre acestea sedeosebesc dou $ariante constructi$eB
@ calibru comple> monobloc? la care supra%a:a cilindric ;i pana %ormeaz un singurcorp 7%ig. 1.309A
@ calibru comple> cu pan separat? %i>at la supra%a:a cilindric prin a!usta!e custr
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
13/39
Fig. 1.31
T"+u& +"%)%" D"%n)"un%( 0%!"#"c( T"+u& c(&"!u&u"
-rdore
Pozi ia canalului de pan.7e>centricitatea9
Calibru prism
*iametrul e>terior al piesei? d. Calibru potcoa$ T-NT
/ imea canalului de pan? . Calibru T-NTpentru l ime
-d
*iametrul e>terior al butucului? *. Calibru tampon cilindric*T-NT/ imea canalului de pan? . Calibru T-NTpentru l ime-da 89 ;i direc:ie trans$ersal 7a>a I9. Piesa decontrolat 7butucul9 se a;az pe placa din sticl a mesei rotitoare a microscopului ;i se lumineazdin partea de !os a piesei.
13
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
14/39
Pentru a msura abaterea de la simetria canalului de pan? respecti$ e>centricitatea %? careeste distan:a dintre planul de simetrie @ ? al a canalului de pan ;i planul $ertical -@ -? caretrece prin a>a de rota:ie a butucului? se aduce? =ntei I9. n acest scop se rote;te masa rotati$ ;i se ac:ioneaz cele dou snii? ast%el =nc
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
15/39
Msurarea excentricitii (abaterii de la simetrie) canalului de pan cu instrumentindicator i accesorii. /a butuci? =n cazul pieselor de dimensiuni mari? pentru msurarea abateriide la simetria canalului de pan se aplic o metod de msurare care utilizeaz mi!loaceuni$ersale pentru lungimi ;i anume? instrumente comparatoare ;i accesorii.
Schema de msurare este prezentat =n %ig. 1.32.
chipamente i accesorii: sunt necesareB instrument indicator? suport de atlier? dispoziti$cu $
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
16/39
Fig. 1.32
@ se regleaz la zero instrumentul indicator 7con%orm etapelor prezentate anterior9A@ =n aceea;i pozi;ie + 7=n care s@ a realizat reglarea la zero9? se retrage $
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
17/39
Gocul radial =n asamblarea arbore@ pan@ butuc? apare =ntre arbore i butuc? datorit!ocurilor din =mbinrile pan@ arbore ;i pan@ butuc. Este prezent la asamblrile cu pan? %ormatecu a!usta!e cu !oc? respecti$ intermediare? dup l:imea ? a penei? respecti$? a canalelor de pandin arbore ;i butuc. Gocul radial se mani%est prin rotirea cu ung'i mic a arborelui %a: de butuc ;iare e%ecte negati$e 7producerea de ;ocuri9 =n asamblrile cu pan paralel ;i pan disc? atunci
c 15? cellalt este mobil 16?care asigur %i>area %urcii 11? deplas
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
18/39
Fig. 1.33
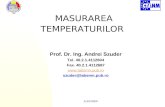
n diagrama de idei din %igura 1.34 sunt prezentate sistematizat metodele ;i mi!loacele de
control utilizate pentru $eri%icarea ;i msurarea elementelor caracteristice ale =mbinrilor cu panparalel ;i pan disc.
18
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
19/39
Metode i echipamente pentru controlul elementelor dimensionale ale asamblrilor cu pan
rolul l#i$ii canalului de pan "ontrolul ad%nci$ii canalului de pan"ontrolul excentricit#ii canalului de pan"ontrolul jocului radial
(r'ori )utuci (r'ori )utuci (r'ori )utuci
u cali're li$itatieurarea cu instru$ente uniersale+su
rarea cu instru$ent indica
tor
rea cu cali're li$itatie+su
rarea cu instru$ente unier
sale
+su
rarea cu instru$ent indicator
+su
rarea cu $icroscop de atelier
*erifcarea cu cali're li$ita
tie
+surarea cu instru$ente uniersale+su
rarea cu dispoitie
de control
*erif
carea cu cali're li$itatie+su
rarea cu instru$ente uniersale
+su
rarea cu $icro
scop de atelier
+surarea cu dispoitie
de control
*erif
carea
cu cali're pris$
+su
rarea cu instru$ente spe
ciale
+surarea cu dispoitie speciale
*erifcarea
cu cali're co$plexe
+su
rarea
cu dispoitie
de control
+su
rarea cu $icro
scop de atelie
+surarea cu dispo
itie de control
-
- -
- -
19
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
20/39
.2. S("&"!%( )c3%%" d% +!"nc"+"u centricitatea9 reprezint distan:a e?
dintre planul de simetrie P@P? al canalului de pan ;i planul de simetrie +@+? al =mbinrii cu pan?respecti$ al butucului.
Pentru stabilirea sc'emei de principiu a dispoziti$ului de control pe baza sc'emei de
msurare adoptate? trebuie rezol$ate urmtoarele aspecteB aplicarea metodei di%eren:ei ? ca metod de msurare a abaterii de la simetria canalului de
panA respectarea sc'emei de msurare adoptatA orientarea@ pozi:ionarea dispoziti$ului de control pe supra%a:a cilindric interioar a
butucului cu elemente de spri!in cilindrice reglabile 7plun!ere autocentrante9A stabilirea unei solu:ii simple de deplasare? pe direc:ie radial? a plapatoarelor de spri!inA s e>iste? =n structura dispoziti$ului? a unui element pentru materializarea planului de
simetrie al canalului de panA ec'iparea cu uni tip de instrument indicator la care palpatorul s e>ecute o mi;care de
circularA s %ie asigurat un inter$al su%icient de mare de $alori ale diametrului butucului 7solu:ia
reglrii9A s %ie asigurat un inter$al su%icient de mare de $alori ale l:imii canalului de pan 7solu:ia
palpatoarelor elasticizate intersc'imbabile9A reglarea la zero a dispoziti$ului de control cu piese model? la care este cunoscut abaterea
de la simetria canalului de pan 7dac e>ist9? msurat prin alte metode de msurareA reglarea la zero ;i cu msuri terminale de lungime 7blocuri de cale plan@ paralele montate
=ntr@ un element suplimentar de sus:inere 7cu suport prismatic9.Pentru a satis%ace aceste cerin:e? s@a elaborat o sc'em de principiu a unui dispozirti$
portabil de control? care are =n componen: un palpator mobil? sub %orm de buc; elasticizat
;i un palpator mobil? s%eric? mi;carea palpatorului mobil? transmi:centricit:ii e? este necesar materializarea planului de simetrie P@P?
al canalului de panA aceasta se realizeaz de ctre a>a unui palpator mobil 1? tip buc;e>tensibil? care $ine =n contact cu ambele supra%e:e laterale a ;i b? ale canalului de pan.Palpatorul 1? este montat pe o sanie 2? care e>ecut mi;carea rectilinie +? transmi:? =n timpul msurrii? cellalt mobil?
ast%el 7%ig. 1.a ;i b9B palpatorul s%eric mobil 4? este adus =n contact cu supra%a:a plan c? a%undului canalului de panA el e>ecut o mi;care rectilinie ++? care se transmite la instrumentulindcator (? cu sc'imbarea direc:iei cu (0L? prin intermediul unui mecanism cu plan =nclinat 5? 6?"? H? constituit din dou ti!e de msurare 5 ;i H? o buc; 6? cu supra%a: plan =nclinat ;i unelement de contact "? s%eric. -rcul elicoidal de compresie 10? are rolul de a asigura contactulpermanent dintre elementele mecanismului de transmitere? respecti$? dintre palpatorul mobil 4 ;isupra%a:a plan c.
20
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
21/39
Fig. 2.2
b
a
21
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
22/39
.4. S!ucu!( d")+o,""0u&u" %3no&o'"c d% con!o&
Pornind de la sc'ema de principiu a dispoziti$ului de control prezentat anterior ;icunosctreme ? materializeaz supra%a:a cilindric adiacent cu diametrule%ecti$ al butucului. Palpatoarele de spri!in? 1? sub %orm de role cilindrice? sunt montate lacaptul unor lamele cu sec:iune dreptung'iular 2? care se deplaseaz pe g'ida!e cu aceea;i%orm? =n corpul 5? al dispoziti$uluiA la cellalt capt al lamelelor? 2? sunt montate role de contact7ne%igurate9 care se spri!in pe supra%a:a conic a unei ti!e de reglare 7ne%igurat9. i!a de reglarese poate deplasa a>ial =n interiorul corpului 5? prin intermediul unui mecanism %iletat?determin
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
23/39
uc;a elasticizat " 7%ig. 2.H9? este montat pe un suport 10? care? la ratla corpul 5? prin intermediul unor arcuri lamelare (? care =ndeplinesc rolul de lagr pentrumi;carea de transla:ie a buc;ei elasitcizate "? permi:a de rota:ie a dispoziti$ului de control 7se %ace precizarea c? suportul 10? are? de%apt o mi;care de basculare %a: de punctele de spri!in ale arcurilor lamelare (? dar? datorit
%aptului c e>centricitatea canalului de pan care se msoar este %oarte mic? de ordinul%rac:iunilor de milimetru? mi;carea de rota:ie a suportului 10? deci ;i a buc;ei elasticizate "? poate%i apro>imat cu o mi;care de transla:ie? cu o eroare negli!abil9.
*eplasarea buc;ei elasticizate "? se transmite la palpatorul s%eric al instrumentuluiindicator 6? palpator care $ine =n contact cu o supra%a: acti$ a suportului 10.
+nstrumentul indicator 1 7pupitast9? este montat la corpul 2? al dispoziti$ului de control?prin intermediul onor elemente de g'idare tip Mcoad de rcentric 3? al crui capt%iletat se =n;urubeaz =n corpul 2? al dispoziti$ului de control 7%ig. 2.(9.
.9. R%'&(!%( &( ,%!o cetricit:ii canalului de pan dinbutuc.
R%'&(!%( &( ,%!o ( d")+o,""0u&u" d% con!o&.Oiind un dispoziti$ te'nologic portabil de control este necesar orientarea@ pozi:ionarea
dispoziti$ului =n raport cu piesa de controlatA de asemenea? %aptul c este ec'ipat cu instrumenteindicatoare 7metoda de msurare aplicat este metoda di%eren:ei9? pentru controlul parametrilorspeci%ica:i? este necesar reglarea la zero a instrumentului comparator.
*atorit %aptului c msurarea e>centricit:ii canalului de pan se caracterizeaz printr@o serie de particularit:i pri$ind materializarea unei supra%e:e adiacente de rota:ie? precum ;i dematerializarea a dou plane de simetrieB planul de simetrie al =mbinrii cu pan ;i planul desimetrie al canalului de pan? reglarea la zero a dispoziti$ului de control se realizeaz pe piesemodel? prin parcurgerea unei succesiuni de etape.
Materializarea suprafeei adiacente de rotaie a butucului. n aceast etap? dupintroducerea dispoziti$ului de control =n interiorul butucului adoptat drept pies model? trebuierealizat contactul dintre palpatoarele de spri!in ;i supra%a:a cilindric interioar a butuculuiA =nacest scop? se ac:ioneaz ;urubul de reglare corespunztor ;i se deplaseaz radial palpatoarele despri!in pade rota:ie a supra%e:ei cilindrice interioare a butucului. #aterializare acestui plan este asiguratla proiectare? din construc:ia dispoziti$ului de control? prin care a>a buc;ei conice10 7%ig. 2."9 se a%l =n planul care trece prin a>a a>a de rota:ie a supra%e:ei cilindrice interioare abutucului. *ac a>a acestei buc;e se aduce =n plan $ertical? este =ndeplinit condi:ia dematerializare a planului de simetrie al =mbinrii cu pan.
23
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
24/39
Fig. 2.
24
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
25/39
Fig. 2.!
a b
25
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
26/39
Materializarea planului de simetrie al canalului de pan. #aterializarea acestui plan=nseamn aducerea unui element din componen:a dispoziti$ului =n planul median al canalului depan al piesei model. n acest scop? se introduce dispoziti$ul de control =n interiorul piesei model;i se deplaseaz a>ial pentru a introduce buc;a elasticizat "? =n canalul de pan. Prin rotirea?=ntr@ un sens sau =n altul? a corpului dispoziti$ului =n interioru piesei model? buc;a conic 10? se
aduce? cu supra%a:a conic =n contact cu ambele muc'ii in%erioare ale canalului de panA ast%el?a>a acesteia care? din construcie este =n planul de simetrie al =mbinrii? se $a gsi ;i =n planul desimetrie al canalului de pan din piesa model? la %el cu a>a derota:ie a buc;ei elasticizate ".
$e%larea la zero a instrumentului indicator. )eglarea la zero a instrumentului indicatorse realizeaz =n momentul =n care cele dou plane de simetrieB planul de simetrie al =mbinrii cupan ;i planul de simetrie al canalului de pan coincid 7acesta este ;i moti$ul pentru care seutilizeaz o pies model pentru reglarea la zero9? iar a>a de rota:ie a buc;ei e>tensibile "? se $agsi =n cele dou plane coincidente.
n momentul =n care a>a de rota:ie 7care se a%l totdeauna =n planul median al l:imii
canalului de pan =n care este introdus? deci este =n planul de simetrie al canalului de pan9 abuc;ei elasticizate " se aduce =n planul de simetrie $ertical care trece prin a>a de rota:ie asupra%e:ei cilindrice interioare a piesei model? instrumentul indicator 1? se regleaz la zero.
M)u!(!%( ((%!"" d% &( )"%!"( c(n(&u&u" d% +(n cu d")+o,""0u& +!o"%c(.n dispoziti$ de control ec'ipat cu instrument comparator? permite msurarea abaterii
parametrului care se controleaz? %a: de $aloare nominal a acestuia? pentru care instrumentulindicator se regleaz la zero.
*ispoziti$ul de control proiectat este destinat msurrii unei abateri geometric ;i anume? oabatere de pozizie relati$ a dou elemente geometrice ale unei piese de tip aleza!. *e aceea?reglarea dispoziti$ului de control s@ a realizat pentru $aloarea zero a abaterii de la simetrie
considerate.
*up reglarea la zero a instumentului indicator? dispoziti$ul de control poate %i utilizatpentru msurarea abaterii de a simetria canalelor de pan din butuci al cror diametru interior se=ncadreaz =n domeniul de $alori pentru care dispoziti$ul a %ost proiectat.
Pentru msurarea abaterii de la simetria canalului de pan la un butuc cu diametrul *?di%erit de diametrul piesei model? pe care s@ a reglat la zero dispoziti$ul de control? se procedeazast%elB
se ac:ioneaz ;urubul de reglare a cursei palpatoarelor de spri!in? care seplaseaz
pe direc:ie radial? p
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
27/39
se introduce dispoziti$ul de control =n interiorul piesei de controlat? simultan cuintroducerea buc;ei elasticizate =n canalul de pan al butuculuiA
se deplaseaz? pe direc:ie radial? palpatoarele de spri!in? pentru a realizacontactul %r !oc dintre acestea ;i supra%a:a cilindric interioar a piesei de controlatA
pentru a aduce a>a buc;ei elasticizate =n planul de simetrie al canalului de pan? serote;te 7u;or?=ntr@ un sens ;i =n altul9 corpul dispoziti$ului? p
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
28/39
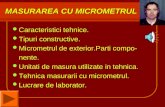
"roarea limit# total# de m#surare
"roarea datorat# mediului$ncon%ur#tor
"roarea datorat# impreci&iei supra'e(eipiesei
"roarea datorat# mi%loacelor de m#surare
"roarea datorat# operatorului
) temperaturii necorespuntoare*
) umidit#(ii necorespuntoare*
) +ibra(iilor*
)ilumin#rii necorespuntoare*
) impreci&iei supra'e(ei de ba&are a piesei*
) impreci&iei supra'e(ei supuse m#sur#rii*
) durit#(ii insu,cinte a piesei*
) principiului metodei*
) impreci&iei dimensiunii elementelor*
) %ocurilor e-istente $n asambl#rile mobile*
) rugo&it#(ii supra'e(elor*) abaterii de 'orm# microgeometrice a supra'e(ei*
) abaterii de la paralelism*
) abaterii de la coa-ialitate*
) abaterii de la simetrie*
) impreci&iei de montare a lag#relor conice*
) impreci&iei de montare a suportului lag#rului cu supra'e(ele c
) materialirii supra'e(elor*
) impreci&iei de orientare*
) de'orma(iilor elastice*
) gradului de u&ur# a supra'e(elor acti+e*
) instrumentului indicator*) abaterii dimensionale a blocului de cale plan)paralele*
) palpatoarelor ,-e)s'erice*
) alegerii necorespuntoare a metodei*
) citirii not#rii gre/ite*
) st#rii necorespuntoare a supra'e(elor*
28
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
29/39
2. M%odo&o'"( d% c(&cu& (& %!o!"" &"" d% )u!(!%
#etodologia de calcul al erorii limit de msurare a %ost elaborat ;i aplicat la controlulabaterilor de pozi:ie relati$ a supra%e:elor la piese tip carcas din construc:ia de ma;ini 1D?
poate %i considerat cea mai complet? %iind caracterizat prin urmtoarele aspecte
@ datorit %aptului c la controlul parametrilor geometrici 7abateri de %orm? orientare?pozi:ie relati$? etc.9? se msoar dimensiuni liniare ;i sau ung'iulare? iar %actorii careinter$in =n timpul msurrii sunt aceea;i? metoda se poate utiliza cu deplin siguran:pentru determinarea erorii limit de msurare a dimensiunilor liniareA
@ metoda de calcul al erorii limit de msurare este laborioas? necesitarea piesei de controlat =ndispoziti$ul de control stabil sau a;ezarea ?orientarea ? dispoziti$ului portabil pe piesade controlatA citirea cu a!utorul instrumentelor indicatoare a abaterilor dimensiunilormsurate ?%a: de cotele de reglare.
#i!locul de control reprezentati$ are =n componen: un numr limitat de elemente?mecanisme ;i subansamble de orientare? rezemare? centrare? %i>are? msuri 7etaloane9 de reglarela zero? etaloane pentru materializarea bazelor de msurare? elemente de sus:inere aleinstrumentelor indicatoare? elemente de sesizare 7 palpare9 transmitere ;i ampli%icare.
-$
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
30/39
pre: de costA
gradul de cali%icare ;i aten:ie a lucrtoruluiA
posibilitatea de e>ecu:ie sau de prelucrareA
condi:iile de =ntre:inere sau repara:ieA
%le>ibilitatea7gradul de uni$ersalitate9A
siguran:a =n e>ploatare7coe%icientul de e>ploatare9A
caracteristicile ergonomice ;i estetica industrial.
)e%eritor la principiul criteriului al acestui ansambluB precizia msurrii? acesta este
determinat de eroarea limit de msurare a metodei de control aplicate.
Eroarea limit de msurare a oricrei mrimi %izice? la aplicarea unei metode demsurare? are urmatoarele componente B
A. eroarea datorit condi:iilor de mediuluA
B. eroarea datorit msuranduluiA
C. eroarea datorit mi!locului de msurare %olositA
D. eroarea datorit operatorului.
&. roarea datorat condiiiolor de mediu este generat de %actorii e>terni? %iindconstituit din urmatoarele erori par:ialeB
eroarea datorat di%eren:ei de temperatura dintre temperatura de masurare si temperaturade re%erin:a de 20QC? Kc1.
30
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
31/39
eroarea datorat msurrii condi:iilor de umiditate ?presiune pre$zut =n atmos%era dere%erin:a ? Kc2
eroarea datorat $ibra:iilor? Kc3
eroarea datorat iluminarii insu%iciente? Kc4.
Prin compunerea erorilor par:iale? se ob:ine eroarea component generat de %actorii demediuB
=Lc>#?;c1*;c*;c2*;c4@ 73.19
'. roarea datorat msurandului p*este generat de abaterea propriet:ilor obiectului de
controlat %a: de propriet:ile modelului teoretic cu cae este asimilatB geometria supra%e:elorpiesei de controlat? starea supra%e:elor acesteia? duritatea materialului piesei de controlat.
Eroarea datorat msurandului este compus din urmtoarele erori par:ialeB
eroarea generat de abaterile geometrice ale supra%e:ei supuse msurrii ?Kp1 .
eroarea datorat abaterilor geometrice ale supra%e:elor de re%erin: ale piesei decontrolat?Kp2 .
eroarea datorat durit:iii insu%iciente a materialului piesei de controlat? Kp3.B
=L+>#?;+1*;+*;+2@ 73.29
*. roarea datorit mijlocului de msurare este componenta cea mai important din eroarea demsurare limit a metodei de msurare. Eroarea datorit mi!locului de msurare este generat dede%ec:iunile mici de proiectare? e>ecu:ie reglare a acestuia ;i reprezint o sum de erori ar:ialecare depind de natura ;i comple>itatea opera:iei de msurare.
Componentele acestei erori suntB
eroarea caracteristic metodei mi!locului de msurare? Km1A
eroarea msurrii sau eroarea de indica:ie a mi!locului de msurare? Km2A
eroarea datorit abaterilor geometrice ale elementelor ;i mecanismelor din componen:ami!loacelor de msurare? Km3 care are ;i ea mai multe componenteB
- eroarea datorat abaterilor dimensionaleA
31
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
32/39
- erori datorate abaterilor de %orm macro si microgeometriceA
- erori datorate abaterilor de %orm? pozi:ieA
- erori datorate abaterilor de montare a elementelorA
eroarea datorat de%ormatiilor elastice ;i de contactA
eroarea caracteristic mi!locului de msurare Km4 cu care s@a %acut reglarea la zero aaparatului9eroare de reglare la zero9? Km5A
eroarea datorat uzurii supra%e:elor de lucru a mi!loacelor de msurare? Km6.
Prin compunerea erorilor par:iale? se ob:ine eroarea component generat de mi!locul demsurareB
=>#?;1*;*;2*;4*;9*;:@ 73.39
+. roarea datorat operatorului?,leste generat de operatorul care organizeaz? pregte;te ;iaplic metoda de msurare? apoi? colecteaz datele de msurare? prelucreaz ;i interpreteazrezultatele msurriiareA eroarea datorit operatorului are? =n general cauze subiecti$e care depindde gradul de cali%icare a celui care e>ecut msurarea.
Componenetele acestei erori suntB
eroarea datorat citirii?notrii ;i calculelor gre;ite K11A
eroarea datorat alegerii necorespunzatoare a metodelor ;i mi!loacelor de msurare K12A
eroarea datorat necur:rii supra%e:elor de msurare K13A
Prin compunerea erorilor par:iale? se ob:ine eroarea component generat de operatorB
;L& >#?;11 *;1 *;12@ 73.49
#etodologia de calcul al erorii limit de msurare a %ost elaborat ;i aplicat la controlul
abaterilor de pozi:ie relati$ a supra%e:elor la piese tip carcas din construc:ia de ma;ini 1D?poate %i considerat cea mai complet? %iind caracterizat prin urmtoarele aspecte
@ datorit %aptului c la controlul parametrilor geometrici 7abateri de %orm? orientare?pozi:ie relati$? etc.9? se msoar dimensiuni liniare ;i sau ung'iulare? iar %actorii careinter$in =n timpul msurrii sunt aceea;i? metoda se poate utiliza cu deplin siguran:pentru determinarea erorii limit de msurare a dimensiunilor liniareA
32
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
33/39
@ metoda de calcul al erorii limit de msurare este laborioas? necesitarea piesei de controlat =ndispoziti$ul de control stabil sau a;ezarea ?orientarea ? dispoziti$ului portabil pe piesade controlatA citirea cu a!utorul instrumentelor indicatoare a abaterilor dimensiunilormsurate ?%a: de cotele de reglare.
#i!locul de control reprezentati$ are =n componen: un numr limitat de elemente? mecanisme ;isubansamble de orientare? rezemare? centrare? %i>are? msuri 7etaloane9 de reglare la zero? etaloanepentru materializarea bazelor de msurare? elemente de sus:inere ale instrumentelor indicatoare?elemente de sesizare 7 palpare9 transmitere ;i ampli%icare? prezentate sintetic =n tabelul 3.1.
Elemente de asezare si rezemare
Elemente si mecanisme de centrare si %i>are
-parate indicatoare
&upor:i pentru sus:inerea aparatelor indicatoare
Elemente si mecanisme de palpare? transmitere ;iampli%icare
#suri pentru reglarea la zero
Elemente ;i mecanisme de stiliare
Corp sau plac de baz
2.. D%%!"n(!%( %!o!"" &"" d% )u!(!%
33
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
34/39
Eroarea de msurare speci%ic dispoziti$ului de control are urmtoarele componenteB
1. eroarea caracteristic principiului metodei A
2. eroarea datorit impreciziei dimensionale ale elementelor care
transmit in%orma:ia de msurareA
3. eroarea datorit !ocurilor =n asamblarile mobileA
4. eroarea datorit impreciziei de %orm microgeometric a supra%e:eiA
5. eroarea datorit impreciziei de %orm macrogeometric a supra%e:eiA
6. eroarea datorit impreciziei de orientare ;i pozi:iei relati$e a supra%e:eiA
". eroarea datorit impreciziei de montareA
H. eroarea datorit de%orma:iilor elasticeA
(. eroarea datorit de%orma:iilor de contactA
10. eroarea datorit gradului de uzur a supra%e:ei de lucruA
11. eroarea datorit aparatului indicatorA
12. eroarea de reglare la zero.
Oiecare eroare component poate %i %ormat din una sau mai multe erori par:ialegenerate de aceea;i surs.
n %unc:ie de principiul de %unc:ionare ;i de construc:ie ?de condi:iile de e>ecu:ie ?demontare ?de %unctionare ;i de condi:iile te'nice de e>ecu:ie a elementelor din structuradispoziti$ului de control ?unele erori componente au $alori mici ?put
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
35/39
E2.&e analizeaz condi:iile te'nice de e>ecu:ie? montare? %unc:ionare ale elmentelorcomponente ;i se calculeaz $alorile numerice ale erorilor componente.
E4.&e analizeaz tipul %iecrei erori componente ;i ponderea
acesteia =n eroarea total.
E9. &e completeaz un tabel centralizator al erorilor componente.
E:. &e determin eroarea total a dispoziti$ului de control.
Co+on%n%&% %!o!"" '%n%!(% d% "/&o(c%&% d%)u!(!% 17 T(%&u& 2..
35
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
36/39
36
E!o(!%(
'%n%!( d%
"/&o(c%&%
d% )u!(!%
1 Eroarea caracteristic principiului metodei sau mi!loculuide control
Eroarea datorit impreciziei dimensionale a elementelor;i mecanismelor care determin planul de de msurare ;iraportul de transmitere
2 Eroarea datorit !ocurilor e>istente =n ansamblrilemobile.
4 Eroarea datorit impreciziei %ormei microgeometrice
a supra%e:elor
9 Eroarea datorit impreciziei %ormei macrogeometrice asupra%e:elor
: Eroarea datorit impreciziei orientrii ;i pozi:iei relati$ea supra%e:elor
Eroarea datorit impreciziei de montare a elementelor ;imecanismelor
Eroarea datorit impreciziei de materializare a
supra%e:elor de msurare ;i a celor de re%erin:
6 Eroarea datorit impreciziei de bazare a piesei decontrolat
17 Eroarea datorit de%orma:iilor elastice
11
Eroarea datorit de%orma:iilor de contact
1 Eroarea datorit gradului de uzur a supra%e:elor acti$eale mi!loacelor de contol
12 Eroarea caracteristic a aparatelor indicatoare
14 Eroarea de reglare la zero
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
37/39
Conc&u,""
a$
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
38/39
BIBLIOGRAFIE
1. )-)? -.? *E&C? .? &)? -. Controlul unghiurilor i conicitilor,ucure;ti? Ed. e'nic? 1(6H.
2. C+-? O.?G+,ESC+? ,.? #+)CE-? *.? C,&-,+,E&C C.? Considerationson determining the limit o measurement error o measuring devices or large dimensions,+a;i? uletinul +nstitutului Polite'nic? omul /+ 7 /+++ 9? Oasc. 3? 200H? pag. 12(@ 13H.
3. C)+)? +.? ,)E-,? C.? Control tehnic, C'i;inu? Ed. e'nica@ +n%o? 2002.
4. **C?p. !etode i mi"loace de msurare moderne #n mecanica in i construcia demaini,ucure;ti? Ed. e'nic? 1("H.
5. *)+C+? +.? ;.a.?$ndrumar de proiectare #n construcia de maini, vol.%, &, ucure;ti?Ed. e'nic? 1(H1.
6. *#+)-T? C.? PPE&C? +.? E,*+C? .? 'ngineria controlului dimensional igeometric #n abricarea mainilor? ucure;ti? Ed. e'nic? 1((".
". -O+S-,? #. ;.a.? Organe de maini? $ol.1? ucure;ti? Ed. e'nic? 1(H1.
H. E)E/? ,.? &EE*+,? ,. Concepia i proiectarea rea(emelor dispo(itivelortehnologice, +a;i? Ed. e'nopress? 2006.
(. G+,ESC+? ,.? E)E/? ,. )roiectarea dispo(itivelor,$ol. 1? +nst. Polit.? +a;i?1(H3.
10.*e+iconul Tehnic romn,$ol. 6? ucure;ti? Ed. e'nic? 1(65.
11. #+)CE-? *. Controlul dimensional #n construcia de maini,+a;i? Ed. e'nopress? 2004.
12. &EE*+,? ,. -ispo(itive tehnologice de lucru pentru mecanic in, +;i? Ed.e'nopress? 2006.
38
-
7/24/2019 Asamblarile cu pana si dispozitive pentru masurarea lor
39/39
13.&ES+? C.? E.? P)E-,? C. !surtori geometrice #n construcia de mainiucure;ti?,Ed. Ttiin:i%ic ;i Enciclopedic? 1(HH.
14.&)? -. a(ele cercetri i proiectrii dispo(itivelor de control al preci(iei de ormi de
15.po(iie a supraeelor,ucure;ti? Ed. e'nic? 1("".
16. -CE? . T.-. )roiectarea dispo(itivelor,ucure;ti? Ed. *idactic ;i Pedagogic? 1(H2.
1". -&++ U )TC/ES? &.? G+,ESC+? ,.? -,*),+C? C.? TE/-)+? #.?E)E/? ,. )roiectarea dispo(itivelor,ucure;ti? Ed. *idactic ;i Pedagogic? 1(H2.