ghidul CAMIONAGIULUI prin galaxie ghidul CAMIONAGIULUI prin ...


2
Mulţumiri
Începând cu realizarea primei lucrări ştiinţifice, în anul 4 de facultate, pentru un Cerc
Studenţesc, continuând cu îndrumările pentru elaborarea lucrării de licenţă, a disertaţiei şi
în final a coordonării tezei de doctorat Domnul Profesor Univ. dr. ing. Laurenţiu Slătineanu
a contribuit la formarea mea atât ca cercetător şi cât şi pe plan uman. Ţin să îi mulţumesc
din suflet pentru răbdarea, sfaturile, sprijinul cu materiale bibliografice, oportunităţile pe
care mi le-a oferit cu generozitate, de a valorifica rezultatele cercetării prin susţinerea şi
publicarea acestora în diverse reviste de specialitate atât din ţară, cât şi din străinătate şi
nu în ultimul rând pentru experienţa vastă oferită cu toată disponibilitatea caracteristică
dumnealui, ce m-a ajutat într-o măsura mai mare decât pot exprima orice cuvinte de
mulţumire.
Mulţumesc colectivului Catedrei de Tehnologia Construcţiilor de Maşini, din cadrul
Facultăţii de Construcţii de Maşini şi Management Industrial, Universitatea Tehnică
„Gheorghe Asachi” din Iaşi, cadre didactice şi doctoranzi, care şi-au făcut timp să mă
ajute în mod concret sau cu un cuvânt de încurajare pentru a finaliza această lucrare.
Tuturor le mulţumesc.
Aduc mulţumiri conducerii Facultăţii Construcţii de Maşini şi Management Industrial,
domnului decan Prof. Univ. dr. ing. Gheorghe Nagîţ, pentru sfaturile, criticile constructive
şi sprijinul susţinut acordat..
Experimentele de sudare cu ajutorul ultrasunetelor au fost realizate în cadrul
Institutului Naţional de Cercetare – Dezvoltare în Sudură şi Încercări de Materiale (ISIM)
Timişoara, fapt ce nu ar fi fost posibil fără susţinerea Domnului Director Ing. Dorin
Dehelean căruia îi aduc sincere mulţumiri.
Alese mulţumiri şi sentimente de recunoştinţă pentru răbdarea, bunăvoinţa şi
preţioasele îndrumări acordate pe tot parcursul realizării experimentelor de sudare cu
ajutorul ultrasunetelor Domnului Ing. Octavian Oancă, dr. ing. Alin Sârbu, ing. Cristian
Toma de la ISIM Timişoara.
Domnului Prof. Univ. dr. ing. Vasile Braha, Domnului Prof. Univ. dr. ing. Octavian
Pruteanu şi Domnului Prof. Univ. dr. ing. Traian Grămescu, cărora le port un deosebit
respect, le mulţumesc pentru sfaturile oferite pentru elaborarea rapoartelor din cadrul
programului de pregătire doctorală.
Doamnei Prof. Univ. dr. ing. Oana Dodun şi Domnişoarei Asist. Univ. dr. ing.
Margareta Coteaţă le mulţumesc pentru toate discuţiile constructive şi îndrumările oferite
cu generozitate.
Mulţumesc domnilor maiştri Adrian Bucovei şi Ciurcă Ioan pentru sprijinul acordat la
realizarea unor dispozitive necesare experimentelor de găurire cu ajutorul ultrasunetelor.
Alese mulţumiri aduc distinşilor profesori referenţi, membri ai Comisiei de Doctorat,
pentru efortul depus la recenzarea acestei lucrări.
Calde mulţumiri şi aprecieri pentru preţioasele îndrumări şi sprijin moral d-rei drd.
ec. Alina Moroşanu şi d-lui ec. Alexandru Moroşanu.
Pentru înţelegerea dovedită în ceea ce priveşte cantitatea de timp afectată acestui
studiu şi ajutorul susţinut acordat de-a lungul anilor mulţumesc familiei mele şi în mod
special scumpei mele mame.
Nu în ultimul rând, îi mulţumesc lui Dumnezeu şi Sfintei Fecioare Maria pentru că m-
au ajutat în tot ceea ce am făcut pană acum.

3
Cuprins INTRODUCERE ........................................................................................................... 5
Capitolul 1 Sinteza rezultatelor cercetărilor teoretice şi experimentale din literatura de
specialitate în domeniul prelucrărilor cu ajutorul ultrasunetelor ............................................. 6
1.1 Scurt istoric al procesului de prelucrare cu ajutorul ultrasunetelor .......................... 6 1.2 Încadrarea procedeelor de prelucrare cu ajutorul ultrasunetelor în prelucrările
neconvenţionale ...................................................................................................................... 7 1.3 Oportunitatea cercetării prelucrărilor cu ajutorul ultrasunetelor............................... 8 1.4. Definirea unor prelucrări cu ajutorul ultrasunetelor şi fenomenele caracteristice
acestora ................................................................................................................................... 8 1.5. Definirea sudării cu ajutorul ultrasunetelor şi fenomenele caracteristice acesteia ... 9 1.5.1. Sudarea cu ultrasunete a materialelor plastice………………………………….10 1.5.2. Sudarea materialelor metalice cu ajutorul ultrasunetelor……………………….11 1.6. Definirea găuririi cu ajutorul ultrasunetelor şi fenomene caracteristice acesteia ... 12 1.6.1. Caracterizarea tehnologică a găuririi cu ajutorul ultrasunetelor………………..12
1.6.2. Prelucrabilitatea materialelor prin găurire ultrasonică………………………….15
1.6.3. Influenţa variaţiei parametrilor de intrare asupra parametrilor de ieşire……….15
1.7 Echipamente caracteristice prelucrării cu ajutorul ultrasunetelor ........................... 12 1.7.1 Elemente constructive ale instalaţiilor de prelucrat cu ajutorul ultrasunetelor….12 1.7.2. Concentratoare ultrasonice……………………………………………………...13 1.8. Concluzii ............................................................................................................... 13 Capitolul 2 Contribuţii teoretice privind procesul de prelucrare cu ajutorul
ultrasunetelor ........................................................................................................................ 14 2.1 Abordarea sistemică a procesului de prelucrare cu ajutorul ultrasunetelor ............ 14 2.1.1. Abordarea sistemică a procesului de sudare cu ajutorul ultrasunetelor………...15 2.1.2. Abordarea sistemică a procesului de găurire cu ajutorul ultrasunetelor………..16 2.2. Utilizarea metodei diagramei de idei pentru studiul procesului de găurire cu
ajutorul ultrasunetelor ........................................................................................................... 18 2.3 Energia calorică necesară procesului de sudare cu ajutorul ultrasunetelor ............. 21 2. 4. Analiza valorii aplicată în procesul de prelucrare cu ajutorul ultrasunetelor ........ 22 2.5 Variante constructive de realizare a mişcării de lucru ............................................ 23 2.6. Dispozitive de poziţionare – fixare utilizate în procesul de prelucrare cu ajutorul
ultrasunetelor ........................................................................................................................ 24 2.6.1. Scheme de prelucrare pentru sudarea cu ultrasunete……………………………24 2.6.2 Scheme de prelucrare pentru găurire ultrasonică………………………………..25 2.6.3 Etalonarea subsistemului pentru realizarea mişcării de lucru cu ajutorul unui
arc……………………………………………………………………………………………26 2.7. Analiza configuraţiei structurale a concentratorului utilizând software-ul
specializat Computer Aided Resonator Design - CARD ...................................................... 28 2.8 Concluzii ................................................................................................................ 31 Capitolul 3 Contribuţii experimentale privind procesul de sudare cu ajutorul
ultrasunetelor ........................................................................................................................ 32 3.1 Condiţii de realizare şi rezultate ale experimentelor de sudare cu ajutorul
ultrasunetelor ........................................................................................................................ 32 3.2 Examinări metalografice şi încercări de duritate pe probe sudate cu ajutorul
ultrasunetelor ........................................................................................................................ 38 3.2.1 Examinarea metalografică……………………………………………………….38 3.2.2 Încercări de duritate Vickers…………………………………………………….44

4
3.3.2 Analiza descriptivă a datelor experimentale obţinute în urma experimentelor de
sudare cu ajutorul ultrasunetelor…………………………………………………………….45 3.3.3 Analiză a relaţiilor dintre variabile în funcţie de zona de rupere……………......48 3.3.4 Analiza relaţiilor dintre variabile în funcţie de natura materialului……………..51 3.3.5 Estimarea celui mai bun model de trend ce caracterizează evoluţia forţei de
tracţiune……………………………………………………………………………………...52 3.3.6 Influenţa principalilor parametri de intrare asupra rezistentei la tracţiune……...53 3.3.7 Influenţa principalilor parametri de intrare asupra zonei unde se produce
ruperea……………………………………………………………………………………….54 3.3.8 Influenţa regimului de lucru asupra durităţii materialului în nucleul sudat……..55 3.4. Verificarea rezultatelor analizei obţinute prin prelucrarea cu SPSS cu ajutorul
programului DataFit ............................................................................................................. 57 3.5 Concluzii ................................................................................................................ 61 4.1. Condiţii de realizare a experimentelor de găurire cu ajutorul ultrasunetelor şi
rezultate preliminare ............................................................................................................. 62 4.2. Analiza şi modelarea matematică cu ajutorul programului DataFit a datelor
experimentale obţinute prin găurire ultrasonică a epruvetelor din pyrex .............................. 65 4.2.1. Influenţa parametrilor de lucru asupra adâncimii găurilor prelucrate ultrasonic în
epruvetele din pyrex…………………………………………………………………………67 4.3. Analiza şi modelarea matematică cu ajutorul programului DataFit a datelor
experimentale obţinute prin găurire ultrasonică a epruvetelor din sticlă ............................... 70 4.4. Influenţa parametrilor de lucru asupra adâncimii găurilor prelucrate ultrasonic în
epruvetele din sticlă .............................................................................................................. 71 4. 5 Analiza Factorială a Corespondențelor Multiple ................................................... 74 4.6 Concluzii ................................................................................................................ 76 Capitolul 5 Concluzii finale şi perspective de extindere a cercetărilor......................... 77
Bibliografie selectivă ................................................................................................... 79

5
INTRODUCERE
Aria largă de aplicabilitate a prelucrărilor cu ultrasunete şi rezultatele, la nivel naţional
şi internaţional, consemnate în literatura de specialitate, determină necesitatea intensificării
cercetărilor şi extinderea lor inclusiv la nivelul microprelucrărilor.
În aceste condiţii s-a considerat oportună realizarea unei cercetări în acest domeniu şi
s-a stabilit o strategie preliminară de abordare a tezei de doctorat.
După consultarea analizarea şi sintetizarea cunoştinţelor ştiinţifice şi tehnice referitoare
la procesul de prelucrare cu ajutorul ultrasunetelor din literatura de specialitate s-au conturat
o serie de obiective astfel încât lucrarea de doctorat să constituie o contribuţie la procesul de
aprofundare a cercetărilor în domeniu.
Existenţa, în cadrul Laboratorului de Tehnologii Neconvenţionale a Facultăţii de
Construcţii de Maşini şi Management Industrial din Universitatea Tehnică „Gheorghe
Asachi” Iaşi, a unui echipament care permite efectuarea găuririi cu ajutorul ultrasunetelor a
determinat luarea deciziei de a se opta pentru dezvoltarea cercetărilor teoretice şi
experimentale pe această prelucrare.
Sudarea cu ajutorul ultrasunetelor constituie cea de a doua prelucrare abordată în cadrul
lucrării, fapt datorat oportunităţii de a realiza încercările experimentale în cadrul Institutului
Naţional de Cercetare – Dezvoltare în Sudură şi Încercări de Materiale (ISIM) Timişoara.
Astfel, lucrarea încearcă să reprezinte o modestă contribuţie la dezvoltarea cercetărilor
în vederea optimizării proceselor de sudare şi găurire cu ajutorul ultrasunetelor.

6
Capitolul 1 Sinteza rezultatelor cercetărilor teoretice şi
experimentale din literatura de specialitate în domeniul
prelucrărilor cu ajutorul ultrasunetelor
1.1 Scurt istoric al procesului de prelucrare cu ajutorul
ultrasunetelor
Tehnologiile neconvenţionale sunt acele tehnologii, bazate, în esenţă, pe creşterea, pe
căi distincte, a energiei disponibile la nivelul zonei de prelucrare, în aşa fel încât fie că se
facilitează prelucrarea printr-o metodă clasică, fie că prelucrarea are loc pe principii noi,
fundamental diferite de cel al prelucrărilor aşa zise clasice (pentru aceasta din urmă
considerându-se drept principiu de bază principiul deformării plastice) [143].
Necesitatea alinierii industriei româneşti la standardele internaţionale a dus la
extinderea utilizării procedeelor de prelucrare neconvenţionale. Aceste procedee permit
prelucrarea în condiţiile unor indici tehnico - economici superiori a materialelor cu
proprietăţi speciale, cum sunt, de exemplu, carburile metalice, diamantele, safirele, rubinele,
materialele mineralo - ceramice, sticla, oţelurile refractare, magnetice sau inoxidabile etc.,
materiale din care sunt confecţionate diferite piese cu cele mai variate forme şi configuraţii,
unele din acestea chiar imposibil de obţinut prin procedeele clasice de prelucrare.
Principalul mobil al apariţiei tehnologiilor neconvenţionale l-a constituit industria de
armament. La început, noile tehnologii au căutat să înlocuiască scula mecanică rigidă cu una
energetică. Acţiunea mecanică a sculei, de a detaşa adaosul de prelucrare sub formă de
aşchii, este înlocuită cu acţiunea unei energii concentrate, aplicată semifabricatului.
Folosirea undelor ultrasonice, cu o frecvenţă de circa 70 kHz, este menţionată în 1927
de către Loomis şi Wood. Primele brevete de invenţie în acest domeniu sunt înregistrate
începând cu cel a lui Balamuth în 1945. Din 1950, sunt realizate maşini şi scule specializate
pentru prelucrările cu ajutorul ultrasunetelor [180].
Filosoful grec Pitagora este considerat ca fiind cel care, prin experimentele şi studiile
sale asupra sunetelor emise de corzile vibrante, a pus bazele acusticii ca ştiinţă. Aproximativ
după un mileniu, filosoful român Boethius introducea noţiunea de frecvenţă. Studiul modern
al undelor şi al acusticii este iniţiat de Galileo Galilei, în secolul al XVII - lea; acesta
realizează un studiu amănunţit asupra corzilor vibrante şi al legăturii dintre înălţimea
sunetului şi frecvenţa sursei acustice.
Primele experimente în vederea obţinerii vibraţiilor ultrasonice au fost realizate de
către Rudolph Koenig. Pentru a obţine sunetul cel mai înalt ce putea fi perceput de urechea
umană, Koenig a conceput mai multe dispozitive: diapazoane, tuburi de orgă, bare din oţel
cu diferite lungimi şi forme ale secţiunii, care produceau vibraţii cu frecvenţe între 4 şi 90
kHz. În 1907, Alberg a reuşit să măsoare unde ultrasonice propagate în aer cu frecvenţe de
până la 300 kHz.
Caracteristica principală a procedeelor de prelucrare cu ajutorul ultrasunetelor este
prezenţa vibraţiilor cu frecvenţă ultrasonică în zona de lucru. Prelucrarea cu ultrasunete este
indicată în situaţii în care se obţine un randament tehnico - economic superior celui rezultat
în urma aplicării altor prelucrări neconvenţionale sau clasice [127]. Atât în ţară, cât şi peste
hotare, s-au acumulat multe cunoştinţe privind prelucrările cu ultrasunete.
Cercetări cu rezultate semnificative privind prelucrarea materialelor cu ajutorul
ultrasunetelor, la noi în ţară, în cadrul unor teze de doctorat, au fost realizate de către Nicolae
Atanasiu, Ovidiu Drăgan (1975), Tudor Inclănzan, (1976), Gh. Amza, Ioan Vancu (1978),
7
Dumitru Damian (1982), Valeriu Botezatu (1983), Gh. Paulescu (1987), Maria Neagu,
(1987), Viorel Mihai Nani (1996), Elena Lăcătuş, Ion Popescu (1997), Mihăiţă Peptănaru
(1999) etc. [180].
Şerban Nanu a realizat o amplă cercetare privind sudarea prin presiune în câmp
ultrasonor a tablelor din aluminiu (1985).
Conferinţe naţionale de tehnologii neconvenţionale, în care s-au prezentat şi lucrări
referitoare la prelucrarea cu ajutorul ultrasunetelor, au fost organizate în instituţiile de
învăţământ superior din Timişoara, Bucureşti, Braşov, Galaţi, Iaşi, Sibiu, Suceava etc.
Tehnologiile neconvenţionale oferă industriei posibilitatea de prelucrare a unor
materiale dure şi extradure, în condiţii de maximă eficienţă tehnico - economică.
1.2 Încadrarea procedeelor de prelucrare
cu ajutorul ultrasunetelor în prelucrările neconvenţionale
În publicaţii periodice din domeniul ingineriei, cum ar fi Annals of the CIRP.
Manufacturing Engineering, Transactions of the ASME - Journal of Manufacturing Science
and Engineering şi Journal of Materials Processing Technology, pot fi întâlnite un număr
mare de articole consacrate tehnologiilor de prelucrare cu ajutorul ultrasunetelor, fapt ce
subliniază actualitatea cercetărilor în acest domeniu.
Aliniindu-se tendinţei generale de dezvoltare a acestui procedeu, cercetările în
domeniul prelucrărilor neconvenţionale efectuate de colectivele universităţilor tehnice din
Timişoara şi Bucureşti au avut ca rezultat contribuţii de seamă atât în ceea ce priveşte
fenomenologia prelucrărilor cu ultrasunete, cât şi în realizarea unor instalaţii specifice.
Aceste instalaţii sunt caracterizate de performanţe comparabile cu cele ale instalaţiilor
similare produse de firme specializate din străinătate.
Una dintre direcţiile de dezvoltare a tehnologiilor neconvenţionale este cea bazată pe
utilizarea vibraţiilor ultrasonice. Preocupările privind microprelucrările cu ajutorul
ultrasunetelor ocupă un loc aparte, în acord cu necesităţile actuale ale industriei, în
numeroase state funcţionând centre specializate în acest domeniu.
În literatura de specialitate, se acordă o atenţie deosebită efectelor ultrasunetelor de
mare putere în industria chimică şi în cea metalurgică. Aici, ultrasunetele produc modificări
substanţiale, îmbunătăţind randamentul proceselor, accelerând ritmul acestora sau
modificând modul de desfăşurare a reacţiilor [144].
În ultimii ani, dezvoltarea metodelor de prelucrare a fost caracterizată prin combinarea
metodelor convenţionale cu cele neconvenţionale în aşa - numitele prelucrări hibride; în
Figura 1.1 Locul prelucrărilor cu ajutorul ultrasunetelor
în cadrul diverselor procedee de fabricaţie
PRELUCRĂRI
CLASICE
PRELUCRĂRI NECONVENŢIONALE
PRELUCRĂRI
HIBRIDE
PRELUCRĂRI CU
ULTRASUNTE

8
acest sens, poate fi menţionată combinarea prelucrării cu ajutorul ultrasunetelor cu prelucrări
clasice sau neconvenţionale (Figura 1.1).
1.3 Oportunitatea cercetării prelucrărilor cu ajutorul ultrasunetelor
Industria utilizează un număr mare de metode şi procedee neconvenţionale precum
sunt: eroziunea electrică, metodele de prelucrare cu adăugare de material, ş.a., care pot
realiza diferite prelucrări în materiale, indiferent de proprietăţile lor fizico - chimice şi
mecanice.
Realizând o comparaţie între prelucrările clasice şi cele neconvenţionale, din punctul
de vedere al consumului energetic, acestea din urmă necesită o cantitate mai mare de energie
pentru o aceeaşi cantitate de material prelucrată, iar productivitatea obţinută este mai mică
[62].
Ca avantaje ce pledează în favoarea prelucrărilor neconvenţionale, pot fi menţionate
calitatea suprafeţelor prelucrate, respectiv valori mai bune în ceea ce priveşte rugozitatea,
adâncimea stratului superficial influenţat, microduritatea, microfisurile, tensiunile reziduale,
zona afectată termic etc. Datorită acestui fapt, utilizarea prelucrărilor neconvenţionale este
indicată atunci când aplicarea metodelor clasice este imposibilă sau neeconomică [42].
În vederea relevării importanţei studierii prelucrărilor cu ajutorul ultrasunetelor s-a
realizat o analiză comparativă a prelucrărilor neconvenţionale.
Compararea tehnologiilor neconvenţionale s-a realizat ţinând cont de următoarele
criterii:
a) parametrii fizici de proces utilizaţi;
b) formele geometrice care se pot obţine;
c) materialele în cazul cărora pot fi aplicate;
d) efectele asupra pieselor prelucrate;
e) metodele de fabricare a electrozilor etc.
Tehnologiile neconvenţionale alese ca reprezentative pentru comparare sunt:
prelucrarea cu ultrasunete USM (ultrasonic machining)
prelucrarea cu jet abraziv AJM (abrasive jet machining);
prelucrarea electrochimică ECM (electrochemical machining);
prelucrarea prin electroeroziune EDM (electodischarge machining);
prelucrarea cu fascicul de electroni EBM (electron beam machining);
prelucrarea cu laser LBM (laser beam);
prelucrarea cu plasmă PBM (plasma beam machining).
1.4. Definirea unor prelucrări cu ajutorul ultrasunetelor
şi fenomenele caracteristice acestora
În funcţie de modalitatea de utilizare a ultrasunetelor şi de elementele care contribuie în
mod direct la prelucrare, principalele procedee de prelucrare ce utilizează ultrasunetele se
pot clasifica [96, 97, 99] în modul următor:
A. Prelucrări prin eroziune abraziv - cavitaţională sau prin eroziune cu ajutorul
ultrasunetelor - aceste prelucrări implică vibrarea, la nivelul zonei de lucru, a unor granule
abrazive aflate în suspensie într-un lichid, prin intermediul unui element numit pseudosculă;
B. Prelucrări bazate exclusiv pe efectul cavitaţiei - aici se înscriu procedeele de
curăţare, decapare, spălare, îndepărtare a crustei de pe schimbătoarele de căldură şi de pe
conducte etc.;

9
C. Prelucrări prin metode clasice asistate de ultrasunete - în cadrul unei asemenea
categorii, pot fi diferenţiate prelucrările prin aşchiere asistate de ultrasunete (strunjire,
găurire, rectificare, honuire) şi prelucrările prin deformare plastică asistate de ultrasunete
(stanţare, ambutisare, netezire sau durificare superficială);
D. Îmbinarea pieselor cu ajutorul ultrasunetelor;
E. Tratamente realizate cu ajutorul ultrasunetelor, din rândul cărora fac parte
detensionarea pieselor în câmp ultrasonor, producerea emulsiilor şi dispersiilor în câmp
ultrasonic, filtrarea cu ultrasunete, sterilizarea şi igienizarea produselor alimentare în câmp
ultrasonic, uscarea şi deshidratarea în câmp ultrasonic etc.
1.5. Definirea sudării cu ajutorul ultrasunetelor
şi fenomenele caracteristice acesteia
Caracteristica sudării cu ajutorul ultrasunetelor este prezenţa, în zona de lucru, a unor
vibraţii ultrasonice. Semifabricatele sunt presate cu o forţă aplicată după o direcţie
perpendiculară pe suprafaţa în contact.
Cu ajutorul procesului de sudare ultrasonică, se pot realiza îmbinări ale materialelor
metalice sau plastice cu forme variate ale sudurilor. Procesul este folosit la fabricaţia
semiconductoarelor, a diferitelor tipuri de contacte electrice şi a produselor electrotehnice
din aluminiu, la ambalarea şi capsularea materialelor ce necesită protecţii ermetice ce nu se
pot realiza prin alte procedee de sudare (capsularea materialelor explozive, a celor
pirotehnice, a reactivilor chimici etc.).
Sudarea cu ajutorul ultrasunetelor poate sa fie de 4 tipuri:
1) „în puncte”;
2) inelară;
3) în linie întreruptă;
4) în linie continuă.
Fiecărui tip de sudură îi corespunde o anumită formă a sculei, astfel:
a) pentru sudura „în puncte”, vârful sculei este sferic;
b) pentru cea inelară, vârful sculei trebuie să fie inelar;
c) pentru sudura în linie întreruptă, vârful trebuie să fie un paralelipiped având
colţurile rotunjite;
d) pentru sudura în linie continuă, se folosesc sonotrode tip disc, în mişcare de
rotaţie.
Sudarea cu ajutorul ultrasunetelor are la bază acţiunea cumulată a forţei statice, de
presare a semifabricatelor şi a forţei dinamice, de vibrare a semifabricatelor. Forţa statică
acţionează perpendicular pe semifabricate, iar cea dinamică paralel cu acestea [45].
Tensiunile oscilante ce apar în semifabricate conduc la alunecări între ele şi la
expulzarea materialelor străine de pe suprafeţele în contact. În timp, se formează un nucleu
sudat, ale cărui caracteristici mecanice sunt asemănătoare celor obţinute printr-un proces de
sudare la rece.
Aria de aplicabilitate a sudării cu ajutorul ultrasunetelor cunoaşte o continuă extindere
atât în ţara noastră, cât şi pe plan internaţional [96, 104].
Acest procedeu de sudare este caracterizat de o serie de avantaje şi anume:
calitatea suprafeţelor sudate este bună;
nu se constată o modificare substanţială a proprietăţilor materialelor în zona
îmbinării;

10
nu necesită o calificare superioară a personalului, deoarece implicarea acestuia în
proces este minimă;
procesul se pretează uşor la automatizare;
productivitatea procesului este mare;
procesul de sudare se realizează fără material de adaos;
este un procedeu economic;
necesită o pregătire minimă a pieselor înainte de sudare;
se pot suda piese identice sau de forme şi dimensiuni diferite;
procesul este caracterizat de o bună reproductibilitate;
sudurile sunt etanşe;
timpul de sudare este scăzut;
consumul de energie este relativ mic;
influenţa termică în zona îmbinării este neglijabilă.
Avantajele anterior menţionate ale sudării cu ajutorul ultrasunetelor impun un studiu
aprofundat, în vederea extinderii aplicării ei în întreprinderile româneşti.
Descoperirea unei metode şi a unor tipuri de concentratoare, ce permit scăderea
aderenţei acestora pe timpul procesului de sudare ultrasonică, aparţine unui grup de
cercetători americani (Skogsmo Jan Birger, Reatherford Larry Van, Popoola Oludele
Olusegun, Jahn Ray Kiridena, Vijitha Senaka). Metoda implică interpunerea unei pelicule de
lichid între concentrator şi semifabricat, cu scopul de a scădea temperatura în zona de lucru.
Brevetul numărul 20030066863, Sonotrode for ultrasonic welding apparatus, a fost publicat
în anul 2003 [118].
1.5.1. Sudarea cu ultrasunete a materialelor plastice Experimental s-a demonstrat că materialele plastice se sudează numai dacă oscilaţiile
ultrasonice se transmit de la sonotrodă la locul îmbinării perpendicular pe suprafaţa
semifabricatelor, adică în acelaşi sens cu forţa de apăsare statică.
Sudarea materialelor plastice se realizează în două etape:
se încălzesc semifabricatele de îmbinat până la o temperatură mai mică decât
temperatura de degradare termică a materialului plastic şi mai ridicată decât o temperatură
minimă, la care se poate realiza o sudură rezistentă;
între semifabricatele de sudat, aflate la temperatura stării plastice, apar o serie de
legături care permit obţinerea unei îmbinări sudate.
Dacă temperaturile limită necesare sudării cu ajutorul ultrasunetelor a materialelor
plastice, măsurate la suprafaţa de separaţie a semifabricatelor, nu se realizează, atunci nu se
produce sudarea sau se obţine o sudură cu rezistenţă mică.
Sursa principală de căldură la sudarea cu ajutorul ultrasunetelor o constituie energia
oscilaţiilor mecanice, care sunt absorbite la suprafaţa de contact între sonotrodă şi
semifabricatul de sudat. Această absorbţie a energiei oscilaţiilor mecanice se datorează
impedanţei acustice ale materialului de sudat, precum şi contactului existent între
semifabricatele de sudat.
Căldura se degajă ca urmare a frecării interne, care are drept consecinţă încălzirea
întregului volumul de material. De asemenea, se mai degajă căldură şi datorită frecărilor
externe ce apar în zona de contact dintre semifabricate şi frecării dintre semifabricat şi
sonotrodă. Frecarea duce la o egalizare rapidă a microasperităţilor suprafeţei materialului
plastic, urmată de o fuziune superficială şi de pătrunderea materialului topit în interstiţiile
existente [166].

11
1.5.2. Sudarea materialelor metalice cu ajutorul ultrasunetelor Sudarea cu ultrasunete a materialelor metalice determină obţinerea unei legături
mecanice între semifabricate, fără topirea metalelor, ceea ce implică doar existenţa unor
foarte mici deformaţii plastice şi exclude prezenţa structurilor de turnare caracteristice
topirii.
Parametrii sudării ultrasonice
1. Energia electrică - O relaţie cu ajutorul căreia se poate determina energia electrică
necesară sudării cu ajutorul ultrasunetelor [213] este următoarea:
E = K·H3/2·t3/2 (1.1) unde:
- E - este energia electrică, Ws;
- K – microduritatea componentelor, în unităţi Vikers;
- t – grosimea semifabricatului de sudat în contact cu sonotroda, în inches (1 inch =
25,4 mm).
2. Forţa de presare - Aceasta depinde de natura materialelor şi de grosimea
semifabricatelor de sudat. Valoarea ei creşte cu limita la curgere şi cu duritatea materialului
de sudat, respectiv cu grosimea semifabricatelor. O forţă optimă de presare este suficient de
mare pentru a împiedica alunecarea între sonotrodă şi componente, dar în acelaşi timp
suficient de mică pentru a nu slăbi sudura.
Dacă forţa este mai mare decât este necesar atunci se constată apariţia unor deformaţii
ale semifabricatelor şi creşterea puterii de sudare. Dacă forţa este mai mică decât cea
necesară, atunci se produc o serie de alunecări între vârful sculei şi semifabricatele de sudat
şi o încălzire excesivă a acestora din urmă.
3. Timpul de sudare - Conform informaţiilor din literatura de specialitate [134, 180],
durata procesului de sudare în puncte, inelară sau în linie dreaptă, se încadrează între 0,05s
pentru sârmele foarte subţiri şi 1s pentru semifabricate de grosimi mai mari. Deseori
prelungirea timpilor de sudare denotă o putere de lucru insuficientă. Cercetătorii recomandă
regimuri de sudare cu puteri mari şi timp de lucru redus, pentru a preveni apariţia
fenomenelor secundare de supraîncălzire a semifabricatelor şi mai ales pentru evitarea
fisurilor interne.
4. Viteza de sudare - Acest parametru este caracteristic în principal sudării în linie.
Valorile vitezei sunt de ordinul sutelor de milimetri pe minut şi sunt în strânsă dependenţă de
puterea maşinii şi de grosimea semifabricatelor de sudat.
Un exemplu îl constituie sudarea a două folii de aluminiu, cu o grosime de 0,025 mm,
la o putere de 2 kW, viteza de lucru a fiind de 137 mm/min.
5. Frecvenţa şi amplitudinea oscilaţiilor - Natura materialului, caracteristicile sale
fizice, mecanice şi grosimea semifabricatului influenţează toţi parametrii de proces. Astfel,
frecvenţa este influenţată de grosimea semifabricatelor de sudat; cu cât semifabricatul are o
grosime mai mare, cu atât frecvenţa de lucru trebuie sa fie mai mică. Amplitudinea oscilaţiei
trebuie să se încadreze între 20 - 30 µm, pentru că forţa de forfecare a sudurilor creşte cu
creşterea valorii acesteia.
Aplicabilitatea sudării cu ajutorul ultrasunetelor se extinde dat fiind şi numărul mare se
semifabricate ce se pretează acestei prelucrări.

12
1.6. Definirea găuririi cu ajutorul ultrasunetelor şi fenomene
caracteristice acesteia Găurirea cu ajutorul ultrasunetelor este un procedeu care permite obţinerea unor orificii
cu secţiuni transversale diverse, dar constante, după traiectorii rectilinii sau curbilinii, în
semifabricate din materiale metalice şi nemetalice.
1.6.1. Caracterizarea tehnologică a găuririi cu ajutorul ultrasunetelor În urma cercetărilor, s-a ajuns la concluzia că există următoarele modalităţi prin care se
realizează prelevarea de material din semifabricat:
datorită antrenării în mişcare vibratorie, o parte din granulele suficient de ascuţite
şi aflate în apropierea suprafeţei semifabricatului vor contribui la înlăturarea unor
microaşchii, realizându-se astfel un proces de microaşchiere [180, 142];
apăsarea unor granule abrazive pe suprafaţa semifabricatului de către pseudosculă
sau pur şi simplu lovirea acestuia de către granulele antrenate în mişcarea de vibraţie se va
solda, mai întâi, cu fenomene de microfisurare şi, ulterior cu unirea unor astfel de
microfisuri, ceea ce va determina desprinderea unor mici porţiuni din materialul
semifabricatului;
fenomenele de cavitaţie pot determina desprinderea unor microgranule din
materialul semifabricatului.
Fenomenul de cavitaţie se concretizează, mai întâi, prin ruperea lichidului în bule de
dimensiuni microscopice; ulterior, la refacerea integrităţii masei de lichid, iau naştere
temperaturi şi presiuni locale ridicate, aspecte de natură să genereze microfisuri prin unirea
cărora vom avea o prelevare suplimentară de material din semifabricat.
Productivitatea şi precizia prelucrării cu ajutorul ultrasunetelor este mult influenţată de
erorile de fixare a sculei. Pentru a fi evitate aceste erori, s-au folosit, într-o perioadă,
concentratoarele monobloc, dar această soluţie nu este economică, deoarece sunt necesare
concentratoare specifice fiecărui tip de prelucrare, chiar pentru o aceeaşi prelucrare, dar
având parametri constructivi diferiţi. Un simplu exemplu îl constituie microgăurirea cu
ajutorul ultrasunetelor, care va necesita concentratoare diferite pentru diametre diferite ale
găurilor.
O metoda de prelucrare a fibrei optice folosind găurirea ultrasonică a fost brevetată de
un grup de inventatori japonezi (Tajima Katsusuke, Ohashi Masaharu, Kurokawa Kenji,
Nakajima Kazuhide, Yoshizawa Nobuyuki, brevet 20030136154, Method for manufacturing
optical fiber using ultrasonic drill, publicat în 2003.
1.7 Echipamente caracteristice prelucrării cu ajutorul
ultrasunetelor
1.7.1 Elemente constructive ale instalaţiilor de prelucrat cu ajutorul
ultrasunetelor Instalaţiile destinate prelucrărilor cu ajutorul ultrasunetelor se aseamănă mult cu cele
de găurit, fiind posibilă o clasificare a acestora după mai multe criterii.
O maşină - unealtă pentru prelucrare cu ajutorul ultrasunetelor are în structura sa
următoarele subansambluri:

13
un generator de frecvenţă joasă, de putere reglabilă, având un dispozitiv de reglare
a frecvenţei de rezonanţă mecanică a transformatorului electroacustic:
un transformator electroacustic;
un amplificator, al cărui rol este de a transmite şi de a amplifica amplitudinea
vibraţiilor transductorului pe care este montat;
scula de prelucrare, care să poată fi schimbată uşor.
Primul brevet pentru o maşină de prelucrat cu ultrasunete a fost înregistrat în Anglia, în
1945.
1.7.2. Concentratoare ultrasonice Concentratoarele ultrasonice îndeplinesc, în principal, următoarele funcţii:
1) transferă energia ultrasonică de la generatorul de vibraţii spre locul prelucrării [4, 7];
2) concentrează şi focalizează energia ultrasonică în zona de lucru;
3) măresc amplitudinea vibraţiilor sculei de lucru;
4) permit utilizarea ultrasunetelor la o gamă foarte largă de operaţii de prelucrare clasice;
5) sporesc la maxim randamentul prelucrării.
În vederea explorării spaţiale s-a apelat la procesul de prelucrare ultrasonică în
vederea găurirea rocilor şi prelevarea de material necesar studiului de analiză structurală
microscopică (Figura 1.29).
Figura 1.29 Găurire ultrasonică rocilor din spaţiu [181]
Unul dintre avantajele acestor dispozitive constă în faptul că pot fi utilizate în medii cu
diverse temperaturi critice, fie ele criogenice sau foarte ridicate. Un astfel de dispozitiv a fost
amplasat pe un robot de tip Gopher (Figura 1.30) şi au fost efectuate găuri de până la 1,76 m
în gheaţa Lacului Vida din Antarctica [189].
Figura 1.30 Roboţi ce includ dispozitive de găurire ultrasonică [187]
Aria largă de aplicabilitate a prelucrărilor cu ultrasunete şi rezultatele obţinute până în
prezent determină necesitatea intensificării cercetărilor şi extinderea lor inclusiv la nivelul
microprelucrărilor. Această extindere a utilizării ultrasunetelor în procesele tehnologice de
fabricaţie a diferitelor tipuri de repere se datorează în special folosirii pe scară tot mai largă a
unor materiale cu cele mai diverse proprietăţi necesare în variate domenii de activitate [179].
1.8. Concluzii În ultimii ani, dezvoltarea metodelor de prelucrare a fost caracterizată de combinarea
metodelor convenţionale şi neconvenţionale de prelucrare în aşa - numitele procese hibride

14
de prelucrare; în acest sens, poate fi menţionată combinarea prelucrării cu ajutorul
ultrasunetelor cu alte prelucrări clasice sau neconvenţionale.
În ultimii 5 ani, dinamica dezvoltării prelucrării cu ajutorul ultrasunetelor evidenţiază
următoarele direcţii:
aplicarea acestei metode pentru realizarea unor microprelucrări;
extinderea utilizării prelucrării cu ajutorul ultrasunetelor în cazul unor noi
materiale (materiale compozite, sticlă, ceramică, materiale dure nou apărute);
utilizarea în cadrul modelărilor teoretice şi experimentale a unor metode
moderne de analiză - interpretare (de exemplu, metoda elementului finit, metoda celor mai
mici pătrate, metoda reţelelor neurale).
În domeniul prelucrărilor cu ajutorul ultrasunetelor, ca de altfel şi în alte domenii, se
urmăreşte modificarea parametrilor tehnologici, în vederea obţinerii unor rezultate
semnificative, cu aplicabilitate în microtehnologie.
Instalaţiile ultrasonice construite în ultima perioadă au următoarele facilităţi:
compensarea automată a uzurii sculei, în vederea asigurării preciziei impuse şi a
unei eficienţe ridicate a prelucrării;
prelucrarea CNC pe mai multe axe;
controlul şi afişarea în timp real a frecvenţei de lucru, pentru sesizarea situaţiilor
în care nu se prelucrează în regim de rezonanţă (ca urmare a uzurii excesive a sculei sau
sarcinilor mari aplicate pe suprafaţa sculei);
controlul automat al întregului ciclu de lucru al maşinii.
În corelaţie cu performanţele tehno – economice realizate pe plan mondial în domeniul
prelucrării cu ultrasunete, pe baza anchetelor efectuate de institutele de specialitate, se pot
evidenţia următoarele concluzii cu privire la perspectivele de extindere a acestor tehnologii:
1. Datorită performanţelor tehnice ridicate obţinute în cazul prelucrărilor cu
ultrasunete, se prevede extinderea acestui procedeu prin realizarea de noi tipuri de utilaje,
atât universale, cât şi specializate;
2. Se remarcă o continuă preocupare pentru perfecţionarea utilajelor de prelucrare cu
ultrasunete, prin realizarea unor instalaţii cu un înalt grad de tehnicitate, incluzând noi
cuceriri ale tehnicii (comanda program şi comanda adaptivă etc.);
3. Se manifestă preocupare pentru utilizarea procedeelor combinate, fie a procedeelor
neconvenţionale fie a procedeelor de prelucrare prin aşchiere cu ultrasunete;
4. Apare în mod pregnant o preocupare tot mai intensă de perfecţionare a tehnologiilor
de prelucrare cu ultrasunete.
În ceea ce priveşte găurirea cu ajutorul ultrasunetelor, se urmăreşte optimizarea
parametrilor de proces şi a echipamentelor în vederea obţinerii unor microgăuri cu o calitate
superioară de prelucrare.
La ora actuală, cercetările se îndreaptă tot mai mult în direcţia măririi puterii de ieşire a
generatorului de frecvenţă ultrasonică şi creşterii randamentului energetic al instalaţiei,
concomitent cu reducerea gabaritului acestora. Totodată, cercetările urmăresc utilizarea de
noi materiale pentru construcţia transductorilor în vederea măririi duratei lor de exploatare.
Capitolul 2 Contribuţii teoretice privind procesul de prelucrare
cu ajutorul ultrasunetelor
2.1 Abordarea sistemică a procesului de prelucrare cu ajutorul
ultrasunetelor În vederea optimizării unui sistem, se impune stabilirea unui model matematic, format
dintr-un anumit număr de funcţii obiectiv care definesc funcţiile sistemului luat în

15
considerare din punct de vedere matematic şi un sistem de relaţii restrictive, prin care se
limitează soluţia optimă şi în acelaşi timp se definesc relaţii între interacţiunile dintre mediul
exterior şi elementele sistemului.
Prin analiza sistemică a unui proces de prelucrare se înţelege o abordare de ansamblu a
parametrilor specifici acelei prelucrări, atât a celor dependenţi, cât şi a celor independenţi.
Exploatând o astfel de abordare, se pot identifica raporturi de influenţă a unor parametri de
intrare asupra unor parametri de ieşire.
Abordarea sistemică a procesului de prelucrare cu ajutorul ultrasunetelor, într-o
reprezentare schematică poate fi observată în figura 2.2.
Figura 2.2 Abordarea sistemică a procesului de prelucrare cu ajutorul ultrasunetelor
Analiza sistemică poate fi considerată ca o nouă metodă, ce face posibilă însumarea şi
organizarea cunoştinţelor, în vederea sporirii eficienţei unei acţiuni; ea permite o mai bună
înţelegere şi o mai bună descriere a sistemului complex, fiind considerată ca o metodă opusă
abordării analitice. Ea include totalitatea elementelor sistemului, dar şi interacţiunile şi/sau
interdependenţele acestora.
Abordarea sistemică facilitează optimizarea rezultatelor unui proces, dată fiind tratarea
acestuia drept sistem complex şi nu fragmentat, pe etape sau particularizat, doar pentru
anumiţi parametri.
2.1.1. Abordarea sistemică a procesului de sudare cu ajutorul
ultrasunetelor O abordare sistemică a procesului de sudare cu ajutorul ultrasunetelor nu a fost
întâlnită în literatura de specialitate consultată. Aceasta ar fi necesară pentru relevarea
interdependenţelor dintre factorii de intrare şi cei de ieşire caracteristici prelucrării.
Această metodă de studiu presupune stabilirea celor mai importanţi parametri şi factori
care influenţează procesul de găurire cu ajutorul ultrasunetelor şi anume:
parametri ce întră în proces, a căror valoare exactă este cunoscută şi poate fi
oricând controlată şi modificată, numiţi parametri de intrare;
factori a căror apariţie şi variaţie nu poate fi controlată şi afectează procesul,
denumiţi aici factori perturbatori;
Figura. 2.2 . ..2 Abordarea sistemică a procesului de prelucrare cu ajutorul ultrasunetelor
PROCESUL
DE PRELUCRARE
CU AJUTORUL ULTRASUNETELOR
FACTORI PERTURBATORI
FACTORI DE
MEDIU
PARAMETRI DE
INTRARE
PARAMETRI DE
IESIRE

16
factori având o valoare ce poate fi aproximată şi sunt fie determinaţi de parametrii
de lucru ai procesului de prelucrare, fie de mediul în care are loc prelucrarea şi sunt numiţi
factori de mediu;
parametrii de ieşire, care sunt reprezentaţi de rezultatele înregistrate în urma
procesului; valorile lor însumate dau indicele de productivitate şi de calitate a procesului.
Parametri ce influenţează procesul de sudare cu ajutorul ultrasunetelor
Asupra calităţii îmbinărilor obţinute cu ajutorul ultrasunetelor, exercită influenţă un
număr mare de factori, dintre care enumerăm:
1) natura materialului;
2) amplitudinea de lucru;
3) frecvenţa de lucru;
4) intensitatea vibraţiilor;
5) presiunea de contact;
6) timpul de prelucrare;
7) forma zonei de îmbinare;
8) forma vârfului concentratorului;
9) distanţa dintre zona de îmbinare şi marginile piesei.
Figura 2.3 Corelaţia dintre parametrii procesului de sudare ultrasonică
Reprezentarea schematică a abordării sistemice a procesului de sudare cu ajutorul
ultrasunetelor este ilustrată în figura 2.3 [21].
2.1.2. Abordarea sistemică a procesului de găurire cu ajutorul
ultrasunetelor În vederea analizării influenţei principalilor parametri de proces asupra productivităţii
şi calităţii găuririi cu ajutorul ultrasunetelor, s-a recurs, mai întâi la o abordare sistemică a
procesului.
La găurirea cu ajutorul ultrasunetelor înlăturarea materialului se datorează acţiunii
combinate a patru procese distincte:
microaşchiere, datorată lovirii suprafeţei semifabricatului de către particulele
abrazive antrenate în mişcare vibratorie, împreună cu soluţia apoasă (mişcare provocată de
sculă);
PROCESUL DE SUDURĂ
CU AJUTORUL
ULTRASUNETELOR
CALITATEA ÎMBINĂRII
PRODUCTIVITATE
COST
UZURA SCULEI Variaţia proprietăţilor
semifabricatului
Variaţia parametrilor
electrici
Amplitudinea
Frecvenţa
Caracteristicile
semifabricatului
Presiunea de
contact
Puterea
Caracteristicile
sculei

17
microfisurare, generată de impactul particulelor abrazive libere cu suprafaţa de
lucru;
fenomenul de cavitaţie;
eventuala acţiune chimică a fluidului folosit.
Principalele variabile care influenţează, pe de o parte, productivitatea prelucrării, iar pe
de altă parte rugozitatea şi precizia suprafeţei prelucrate, sunt:
amplitudinea oscilaţiei sculei;
forţa de impact;
dimensiunile granulelor abrazive.
În lucrarea „Influenţa principalilor parametri asupra vitezei de avans la prelucrarea cu
unde ultrasonice folosind rotirea mesei”, prezentată de Gabriel Mălaimare o la conferinţa de
la Timişoara din anul 2001, acesta a avut în vedere o metoda de anchetare a unor specialişti
din domeniu. În urma acestei analize, acesta evidenţiază [102] următoarea ierarhie a
parametrilor ce exercită asupra procesului tehnologic:
Tensiunea de alimentare;
Turaţia de antrenare a mesei;
Frecvenţa de lucru;
Presiunea sculei asupra piesei;
Granulaţia abrazivului folosit;
Duritatea materialului abraziv folosit;
Duritatea materialului sculei;
Forma geometrică a sculei.
În cadrul experimentelor dezvoltate de autoarea prezentei lucrări în legătură găurirea cu
ajutorul ultrasunetelor, au fost luaţi în consideraţie următorii parametri de intrare:
puterea;
caracteristicile semifabricatului;
caracteristicile concentratorului;
caracteristicile granulelor abrazive;
caracteristicile soluţiei abrazive;
caracteristicile mişcării relative sculă - semifabricat;
presiunea de contact;
recirculaţia granulelor;
frecvenţa;
interstiţiul de lucru.
În timpul prelucrării, pot apărea modificări ale valorilor amplitudinii, granulaţia
abrazivului poate scădea dacă recirculaţia nu este realizată corespunzător; în funcţie de
duritatea materialul abraziv şi de cea a materialului semifabricatului, apare uzura sculei. Dat
fiind faptul că se pot calcula şi menţine valori aproximative ale factorilor ce influenţează
procesul de prelucrare, aceştia sunt încadraţi în analiza sistemică drept factori de mediu.
Influenţa variaţiei proprietăţilor semifabricatului şi a parametrilor electrici nu poate fi
estimată şi astfel aceşti doi factori vor fi consideraţi factori perturbatori.

18
Figura 2.4 Corelaţia dintre parametrii procesului de găurire ultrasonică
Corelaţiile şi măsura în care aceşti factori influenţează procesul de prelucrare poate fi
evidenţiată prin valorile parametrilor de ieşire, care, în cazul de faţă, sunt:
rugozitatea suprafeţei prelucrate;
productivitatea procesului de găurire ultrasonică;
uzura granulelor abrazive;
costul prelucrării;
impurificarea soluţiei abrazive;
grosimea stratului afectat de prelucrare (termic, mecanic);
uzura sculei.
În figura 2.4 poate fi observată o reprezentare grafică ce include factorii specifici unei
analize sistemice a procesului de găurire cu ajutorul ultrasunetelor.
2.2. Utilizarea metodei diagramei de idei pentru studiul procesului
de găurire cu ajutorul ultrasunetelor
În cadrul procesului de proiectare a unor noi echipamente şi dispozitive, sunt aplicate o
serie de metode ce contribuie la stimularea creativităţii, una dintre aceste metode fiind cea a
diagramelor de idei.
Această metodă implică redarea, schematic, a organizării, a subordonării şi a legăturilor
dintre soluţiile existente, cele posibile din punct de vedere tehnologic, sunt utilizate o serie
semne de întrebare ce corespund soluţiilor care nu există încă.
Astfel, organigrama corespunzătoare metodei nu reprezintă un sistem închis, ci
dimpotrivă, stimulează identificarea unei noi soluţii constructive.
Am utilizat metoda diagramei de idei pentru a evidenţia variantele de realizare a
mişcării de lucru executate fie de semifabricat, fie de sculă, fie de ambele [27].
Din considerente de simplificare a analizei, s-au luat în consideraţie, în cazul de faţă,
doar modalitatea de realizare a presiunii de contact, accesul suspensiei în zona de lucru,
Găurirea
cu ajutorul
ultrasunetelor
Variaţia proprietatilor semifabricatului
Variaţia parametrilor electrici
Amplitudinea
Modificarea granulaţiei
Uzura sculei
Adâncimea de prelucrare
Putere
Caracteristicile
semifabricatului
Caracteristicile
concentratorului
Caracteristicile
granulelor abrazive
Caracteristicile soluţiei
abrazive
Caracteristicile mişcării
relative scula-
semifabricat
Presiunea de contact
Recirculaţia granulelor
Frecvenţa
Interstiţiul de lucru
Rugozitate
Productivitate
Uzura
granulelor
Cost
Impurificare solutiei
Grosimea stratului afectat
de prelucrare (termic;
mecanic)
Uzura sculei
Fig.2.3 Corelaţia dintre parametrii procesului de găurire ultrasonică

19
aplicarea vibraţiilor şi tipul sistemului ce realizează mişcarea de avans, componente
apreciate ca esenţiale pentru funcţionarea în condiţii acceptabile a unui dispozitiv de
prelucrat cu ajutorul ultrasunetelor.
O diagramă de idei realizată pentru procesul de găurire ultrasonică poate fi observată în
figura 2.5, în care s-au luat în considerare următoarele:
A – presiunea de contact:
A1 – presiunea exercitată de piesă;
A2 – presiunea exercitată de către sculă;
…
An – ?
B – accesul suspensiei abrazive în zona de lucru:
B1 – accesul suspensiei abrazive se face prin sculă;
B2 – accesul suspensiei abrazive se face prin piesă;
B3 – accesul suspensiei abrazive se face prin stropire din exterior;
…
Bm – ?
C – aplicarea vibraţiilor:
C1 – vibraţiile sunt transmise în zona de lucru prin sculă;
C2 – vibraţiile sunt transmise în zona de lucru prin piesă;
C3 – vibraţiile sunt transmise în zona de lucru atât prin sculă, cât şi prin
piesă;
…
Cp – ?
20
D – sistemul de avans:
D1 – mişcarea de avans este realizată cu ajutorul unui subsistem gravitaţional;
D2 – mişcarea de avans este realizată cu ajutorul unui subsistem hidraulic;
D3 – mişcarea de avans este realizată cu ajutorul unui subsistem pneumatic;
D4 – mişcarea de avans este realizată cu ajutorul unui subsistem electromecanic;
Dq – ?
În urma combinaţiilor, vor rezulta un număr de N echipamente distincte,
qpmnN (2.2)
în care:
n este numărul posibilităţilor de realizare a presiunii de lucru;
m – numărul modalităţilor de acces al suspensiei abrazive;
p – numărul manierelor de aplicare a vibraţiilor;
q – numărul sistemelor de avans.
Presupunând valorile n = 2, m = 3, p = 3, q = 4, se obţine:
N = 2∙3∙3∙4 ⇨ N = 72 de combinaţii.
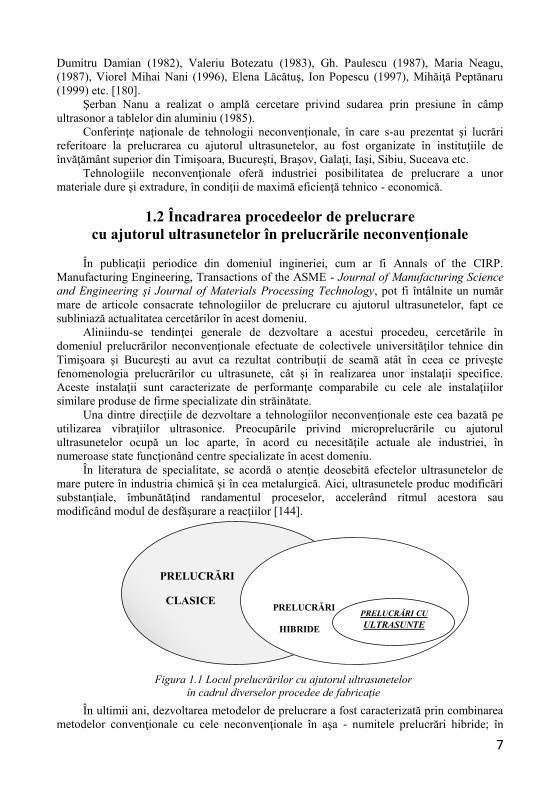
Pentru a simplifica procesul de analiză a celor 72 de sisteme (combinaţii) rezultate, s-a
recurs la metoda secvenţial - selectivă.
În tabelul 2.1 sunt incluse combinaţiile dintre A şi B.
Tabelul. 2.1. Asamblările de tip AB
A B B1 B2 B3 Se reţin
A1 A1B1 A1B2 A1B3 A1B1, A1B3
A2 A2B1 A2B2 A2B3 A2B1, A2B3
Asamblările reţinute A1B1, A1B3, A2B1, A2B3, sunt combinate cu subsistemele C în
tabelul 2.2.
Tabelul.2.2 Asamblări de tip ABC
AB
C
C1 C2 C3 Se reţin
A1B1 A1B1C1 A1B1C2 A1B1C3 A1B1C1, A1B3C3
A1B3 A1B3C1 A1B3C2 A1B3C3 A1B3C1, A1B3C3
A2B1 A2B1C1 A2B1C2 A2B1C3 A2B1C1, A2B1C3
A2B3 A2B3C1 A2B3C2 A2B3C3 A2B3C1, A2B3C3
Tabelul 2.3. Asamblări de tip ABCD
ABC
D
D1 D2 D3 D4 Se reţin
A1B1C1 A1B1C1D1 A1B1C1D2 A1B1C1D3 A1B1C1D4 -
A1B3C3 A1B3C3D1 A1B3C3D2 A1B3C3D3 A1B3C3D4 -
A1B3C1 A1B3C1D1 A1B3C1D2 A1B3C1D3 A1B3C1D4 A1B3C1D2, A1B3C1D3
A1B3C3 A1B3C3D1 A1B3C3D2 A1B3C3D3 A1B3C3D4 -
A2B1C1 A2B1C1D1 A2B1C1D2 A2B1C1D3 A2B1C1D4 -
A2B1C3 A2B1C3D1 A2B1C3D2 A2B1C3D3 A2B1C3D4 -
A2B3C1 A2B3C1D1 A2B3C1D2 A2B3C1D3 A2B3C1D4 A2B3C1D2, A2B3C1D3
A2B3C3 A2B3C3D1 A2B3C3D2 A2B3C3D3 A2B3C3D4 -

21
Pentru restrângerea numărului dispozitivelor analizate am avut în vedere gradul de
tehnologicitate al soluţiei constructive.
Din asamblările obţinute în urma combinaţiilor ABCD, incluse în tabelul 2.3, se reţin,
în urma aplicării metodei secvenţial selective, doar 4 soluţii şi anume: A1B3C1D2, A1B3C1D3,
A2B3C1D2 şi A2B3C1D3.
2.3 Energia calorică necesară procesului de sudare cu ajutorul
ultrasunetelor O analiză a fenomenelor care facilitează realizarea microsudării a condus la aspectele
menţionate în continuare.
efectele forţelor statice de apăsare şi vibraţiile ultrasonice determină apariţia
unor tensiuni de expulzare a materialelor străine prin alunecare, ceea ce generează nuclee
sudate.
tot datorită acestor cauze se poate ajunge la micşorarea distanţei dintre reţelele
cristaline, pot apărea dislocaţii, excitări şi rearanjări ale atomilor excitaţi prin transfer de
energie.
energia mecanică de vibraţie produce o cantitate de căldură ce depăşeşte
temperatura de topire a materialelor semifabricatelor supuse sudarii.
se cunoaşte astfel că energia calorică ce permite realizarea procesului de sudare
rezultă din fenomene de frecare internă şi frecare externă [180].
Frecarea internă se constată în întregul volum de material al pieselor supuse
procesului de sudare cu ajutorul ultrasunetelor.
Frecarea externă apare în zona de contact dintre cele două semifabricate şi între
materialul semifabricatului şi cel al sculei.
Două categorii de energie sunt implicate în procesul de sudare cu ajutorul
ultrasunetelor: energia mecanică şi energia termică.
Energia mecanică este în conexiune, în principiu, cu mişcarea vibratorie executată de
către sculă.
Să presupunem că această mişcare se realizează după o lege armonică, de forma:
tAy sin (2.3)
în care: A este amplitudinea mişcării oscilatorii; ω – pulsaţia; t – timpul.
Cunoscând această lege de mişcare, putem determina viteza instantanee v:
sau
tAv cos (2.5)
Valoarea maximă a vitezei instantanee va fi deci:
Aωv (2.6)
Energia cinetică corespunzătoare vitezei maxime instantanee v este dată de relaţia:
(2.7)
în care m este masa subsistemului ce realizează mişcarea vibratorie.
Pentru viteza maximă, vom avea de a face cu o energie cinetică dată de expresia:
dt
dyv
(2.4)
2
cos
2
2222 wtAmmvEc

22
Vom presupune că o parte din această energie cinetică maximă şi anume cea definită
prin coeficientul k, se transformă în energie calorică.
sau
Să considerăm că această energie calorică permite încălzirea până la o temperatură θt a
unei cantităţi ms din materialul semifabricatului:
itsc cmEk (2.11)
în care c este căldura specifică a materialului semifabricatului, θi - temperatura iniţială
şi θt – temperatura de topire.
Dacă luam în considerare relaţia pentru masa ms:
Vms (2.12)
putem determina volumul de material ce trebuie să ajungă la o temperatură superioară
celei de topire.
itc VcEk (2.13)
Vom avea deci:
itit
c
c
kmv
c
kEV
2
2
(2.14)
Să presupunem că avem de a face cu două semifabricate din polietilenă, pentru care ρ =
0,92 g/cm3, c = 0,55 cal/g oC şi temperatura de topire θt = 170 o C.
Vom accepta de asemenea că, în cazul nostru, masa sistemului vibrator este m = 0,3 kg,
viteza maximă v = 0,6 m/s, temperatura iniţială θi = 20 0 C şi k = 0,3.
În asemenea condiţii se va topi o cantitate de material v = 0,426 cm3, cantitate
suficientă pentru a realiza îmbinarea prin topire a celor două semifabricate. În relaţiile
anterioare am considerat că energia disipată în material semifabricat este neglijabilă.
Forţa de lucru trebuie să fie neapărat perpendiculară pe planul în care se realizează
îmbinarea.
2. 4. Analiza valorii aplicată în procesul de prelucrare cu ajutorul
ultrasunetelor Prin ingineria valorii, conform unui standard mai vechi, se înţelege ,,metoda de
cercetare – proiectare – sistemică şi creativă, care, prin abordare funcţională, urmăreşte ca
funcţiile obiectului studiat să fie concepute şi realizate cu cheltuieli minime, în condiţii de
calitate care să satisfacă necesităţile utilizatorului, în concordanţă cu cerinţele social -
economice”.
Stabilirea variantei constructive a subsistemului pentru obţinerea mişcării de
lucru
2
22
max
mAEc
(2.8)
maxccal EkE (2.9)
2
22kmAEcal
(2.10)
23
Principalele etape care trebuiesc parcurse, în cadrul utilizării metodei deciziei impuse,
ca modalitate de rezolvare a unor probleme, din cadrul analizei valorii, în vederea stabilirii
variantei constructive ce urmează a fi proiectat sunt:
1) Enunţarea criteriilor de apreciere;
2) Ponderarea şi ordonarea criteriilor;
3) Compararea soluţiilor luate în considerare şi determinarea numerelor valorice
aferente lor;
4) Stabilirea soluţiei finale.
În urma analizei, reiese că ar trebui realizat un sistem electric de avans electric, dar
considerente economice au dus la alegerea unui sistem cu arc.
Conform unor experienţe menţionate în literatura de specialitate [52], cu acest de
sistem de avans se obţine o precizie de prelucrare suficientă, iar muncitorii nu necesită un
nivel înalt de pregătire.
Acest sistem de avans are nivelul de fiabilitate şi ergonomicitate cel mai apropiat de
sistemul electric, conform comparaţiilor efectuate anterior.
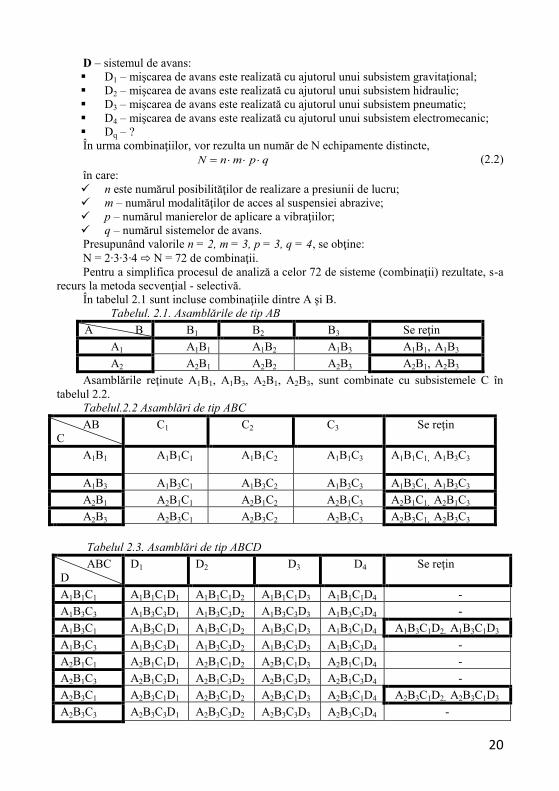
2.5 Variante constructive de realizare a mişcării de lucru
Sistemul de realizare a mişcării de lucru are şi rolul de a crea şi menţine, pe tot timpul
procesului de prelucrare, presiunea necesară între sculă şi semifabricat.
Una dintre principalele calităţi ale sistemului trebuie să fie precizia. Sistemul trebuie să
fie cât mai compact, pentru a ocupa un spaţiu redus.
Forţa de frecare din sistemul de realizare a mişcării de lucru trebuie să fie cât mai mica,
pentru a nu afecta negativ procesul de prelucrare.
În Catedra de Tehnologia Construcţiei de Maşini de la Universitatea Tehnică
“Gheorghe Asachi” Iaşi, există un echipament destinat realizării de prelucrări cu ajutorul
ultrasunetelor. Propunându-se să realizăm unele prelucrări pe acest echipament, a apărut
problema stabilirii modalităţii în care să fie realizată mişcarea de lucru şi să se asigure
presiunea necesară între sculă şi semifabricat.
S-au luat în considerare câteva variante de realizare a mişcării de lucru
Astfel, în cadrul unei prime variante (Figura 2.6), s-a analizat un sistem de realizare a
mişcării de lucru incluzând o pârghie care se deplasează sub acţiunea unor greutăţi, plasate
pe un taler situat la capătul pârghiei. Presiunea dintre scula şi semifabricat poate fi reglată în
funcţie de necesităţile prelucrării, prin modificarea mărimii greutăţilor de pe taler. Utilizând
greutăţi de valoare mică, se poate realiza un reglaj mai fin, avantajos din punct de vedere al
optimizării regimului de prelucrare. În cazul găuririi, suspensia abrazivă este adusă în zona
de lucru sub formă de picături.
Figura 2.6 Varianta constructivă în cazul căreia mişcarea de lucru este realizată de sculă
F A
G

24
În varianta a doua (Figura 2.7), s-a luat în considerare realizarea mişcării de lucru cu
ajutorul unei pârghii acţionate de greutăţi aşezate pe un taler.
Figura 2.7 Varianta constructivă în cazul căreia mişcarea de lucru este realizată de
către semifabricat
Pârghia dispune de o porţiune filetată, de-a lungul căreia se poate deplasa o piuliţă la
care este sudat un inel, în vederea ataşării talerului cu greutăţi. Această parte filetată a
pârghiei permite modificarea presiunii dintre sculă şi semifabricat, prin schimbarea lungimii
braţului forţei create de către greutăţile amplasate pe taler.
S-a presupus că, în acest caz, suspensia abrazivă este adusă sub formă de picături în
zona de lucru şi este absorbită prin interiorul sculei.
Notând cu p presiunea de contact dintre sculă şi semifabricat, cu S – mărimea
suprafeţei de contact, cu a – lungimea braţului forţei ce creează presiunea de contact, cu G –
mărimea greutăţii utilizate pentru crearea forţei de acţionare şi cu b – braţul forţei create de
greutatea G, poate fi scrisă relaţia:
bGpSa (2.17)
Pe baza acestei relaţii, se poate determina mărimea necesară a braţului forţei generate
de greutatea G (şi prin aceasta, poziţia piuliţei pe zona filetată a pârghiei):
G
pSab
(2.18)
2.6. Dispozitive de poziţionare – fixare utilizate în procesul de
prelucrare cu ajutorul ultrasunetelor
2.6.1. Scheme de prelucrare pentru sudarea cu ultrasunete O variantă de dispozitiv utilizabil în primul rând pentru sudarea pieselor de mici
dimensiuni din materiale plastice este prezentată în figura 2.8.
G

25
Figura 2.8. Schema de realizare a sudării cu ajutorul ultrasunetelor
S-a plecat de la premiza realizării unei mese care să permită obţinerea apăsării necesare
sudării prin intermediul unui arc. În acest scop, s-a folosit o masă 13, livrată de constructorul
maşinii, dar căreia i-au fost adăugate componente în aşa fel încât să se asigure obţinerea
apăsării relative necesare între sculă şi semifabricatele supuse sudării.
Vom menţiona faptul că maşina este prevăzută şi cu o pârghie de realizare manuală a
mişcării de lucru, dar existenţa unor forţe relativ mari de frecare în mecanismele de
transmitere a mişcării de la pârghie ne-a determinat să luăm în considerare şi alte variante de
obţinere a apăsării relative între sculă (sau ansamblul monobloc concentrator – sculă) şi
semifabricat.
Masa 13 a dispozitivului de susţinere a semifabricatelor este solidarizată cu masa
maşinii prin intermediul unei şaibe 3 şi al unei piuliţe 1, piuliţă care se înşurubează la partea
inferioară a unei bucşe 7. În interiorul bucşei 7 poate culisa tija mesei 13. Se introduce bucşa
în orificiul special realizat în masa maşinii şi se fixează deplasând vertical pe zona filetata
piuliţa 1. În zona de mijloc a bucşei 7, este prevăzută o degajare străpunsă, prin care
pătrunde un şurub 4, destinat fixării într-o anumită poziţie a tijei mesei 13. Fixarea este
necesară pentru menţinerea poziţiei tijei în cazul în care mişcarea de lucru este realizată de
către semifabricat.
Dacă avem de-a face cu o mişcare de lucru realizată de către sculă, fixarea cu şurubul
4 previne rotirea mesei 13, pe care se aşează semifabricatele de sudat 14. Partea superioară a
bucşei 7 este de asemenea filetată, pentru a se putea deplasa de-a lungul ei o piuliţă 8.
Deplasarea mesei se realizează cu ajutorul unui arc, care îşi modifică lungimea şi
implicit se realizează astfel o variaţie a forţei de apăsare; dacă în cazul operaţiei de
microsudare nu avem de-a face cu o modificare semnificativă a poziţiei concentratorului în
timpul prelucrării, pentru alte procedee este necesară o analiză atentă a variaţiei forţei de
apăsare o dată cu modificarea lungimii arcului.
Între piuliţa 8 şi arcul 10, se amplasează o şaibă 9, în vederea protejării piuliţei
împotriva uzurii.
Semifabricatele sunt fixate pe masă cu ajutorul unor bride şi al unor şuruburi.
2.6.2 Scheme de prelucrare pentru găurire ultrasonică Schema de prelucrare din figura 2.9 corespunde realizării unei găuriri cu ajutorul
ultrasunetelor.
Partea de sistem ce asigură realizarea mişcării de lucru de către semifabricat este
similară celei din figura 2.8.

26
Figura 2.9 Schema de prelucrare în cazul găuririi
Pe masa de lucru 13 este amplasat un recipient cu soluţia ce conţine în suspensie
granule abrazive. Deoarece se are in vedere o microgăurire, semifabricatul este amplasat pe
o şaibă. Din considerente economice, pentru fixarea semifabricatului se folosesc aceleaşi
bride şi şuruburi ca şi în cazul schemei din figura 2.9. Semifabricatul este prins între
rondeaua 17 şi două piese dreptunghiulare 18, care asigură contactul cu cele două bride.
Soluţia constructivă a fost brevetată iar autoarea prezentei lucrări a fost înscrisă în
calitate de prim autor al brevetului numărul 122529, Dispozitiv pentru orientarea şi fixarea
semifabricatului la găurirea cu ajutorul ultrasunetelor. Dispozitivul a fost utilizat în
experimentele de găurire cu ajutorul ultrasunetelor.
Sistemul descris anterior poate fi folosit pentru toate microprelucrările, dar şi pentru
prelucrări ce necesită forţe mai mari decât cele specifice microprelucrărilor. În cel de al
doilea caz, se recomandă ca bridele şi piesele dreptunghiulare să constituie o singură piesă,
pentru a evita erorile de prindere şi mai ales cele de fixare a semifabricatului în vederea
prelucrării.
2.6.3 Etalonarea subsistemului pentru realizarea mişcării de lucru cu
ajutorul unui arc Pentru stabilirea unei corespondenţe între presiunea de contact şi lungimea arcului, am
amplasat pe masa 13 greutăţi de valoare cunoscută şi am măsurat deplasarea mesei.
În figura 2.10 se prezintă modul în care s-a realizat poziţionarea unui comparator cu
cadran, în vederea urmăririi deplasării mesei. Un suport magnetic a fost utilizat pentru
amplasarea comparatorului cu cadran pe batiul (masa) maşinii de prelucrat cu ultrasunete.

27
Figura. 2.10 Stabilirea corelaţiei între deplasarea mesei şi forţa exercitată de către arc
Palpatorul comparatorului este adus în contact cu suprafaţă inferioară a mesei maşinii
şi, astfel, la amplasarea greutăţilor, se vor înregistra diferite valori ale deplasării mesei. S-au
obţinut în modul descris anterior datele prezentate în tabelul numărul 2.9.
Prelucrarea informaţiilor numerice cuprinse în tabelul 2.9 cu ajutorul unui program de
calculator (bazat pe utilizarea metodei celor mai mici pătrate) a condus la o funcţie de tip
putere, ce stabileşte corespondenţa între micşorarea lungimii arcului şi masele greutăţilor G
utilizate în cursul acţiunii de etalonare.
273 10271,610196,86220478,0 GG
(2.19)
O imagine asupra adecvanţei acestui model matematic la datele experimentale este
oferită de aşa-numita sumă Gauss; în cazul funcţiei reprezentate prin relaţia (2.19), valoarea
sumei Gauss este. O imagine asupra adecvanţei acestui model matematic la datele
experimentale este oferită de aşa - numita sumă Gauss; în cazul funcţiei reprezentate prin
relaţia (2.19), valoarea sumei Gauss este: 31004172,1 S
Figura 2.11 Deformarea arcului sub acţiunea unor mase de valoare cunoscută
0
1
2
3
4
5
6
7
1 101 201 301 401 501 601 701 801Mic
so
rare
a lu
ng
. arc
ulu
i,
mm
Masa, g
Tabelul 2.9 Date înregistrate în cursul acţiunii de etalonare
Nr crt. M [g] Δ1 [mm] Δ2 [mm] (Δ1+Δ2)/2 [mm]
1 100 0,20 0,25 0,225
2 200 0,94 1,01 0,975
3 300 1,75 1,73 1,74
4 385 2,47 2,35 2,41
5 460 3,10 2,94 3,02
6 535 3,69 3,60 3,645
7 610 4,10 4,21 4,155
8 810 5,60 5,57 5,585

28
2.7. Analiza configuraţiei structurale a concentratorului utilizând
software-ul specializat Computer Aided Resonator Design - CARD
Compania Krell Engineering a fost fondată în 1985 şi de atunci este renumită în
proiectarea traductoarelor, convertoarelor şi concentratoarelor ultrasonice cu frecvenţe 10
kHz şi 100 kHz. Software - ul folosit în proiectarea sonotrodelor are la bază metoda analizei
cu element finit.
Concentratoarele proiectate de Krell Engineering sunt utilizate în industrie la sudarea
materialelor plastice şi metalelor neferoase, la prelucrarea abrazivă a materialelor dure, în
procesele de curăţire, la intensificarea reacţiilor chimice, atomizare etc. În medicină,
concentratoarele sunt parte componentă a dispozitivelor de tăiere, cauterizare în chirurgie,
sunt folosite pentru decopertare în stomatologie, pentru decapare etc. Krell Inginerie
foloseşte programul Computer Aided Resonator Design (CARD) pentru proiectarea
rezonatoare cu ultrasunete.
Programul CARD ajustează dimensiunile concentratorului pentru a-l aduce la valoarea
frecvenţei dorite de utilizator şi a-i reduce tensiunile interne apărute în timpul procesului de
prelucrare. CARD permite calcularea a numeroşi parametri acustici, a lungimii optime, a
frecvenţei optime, a amplasării nodurilor, a tensiunilor interne maxime, a pierderilor, a
greutăţii etc.
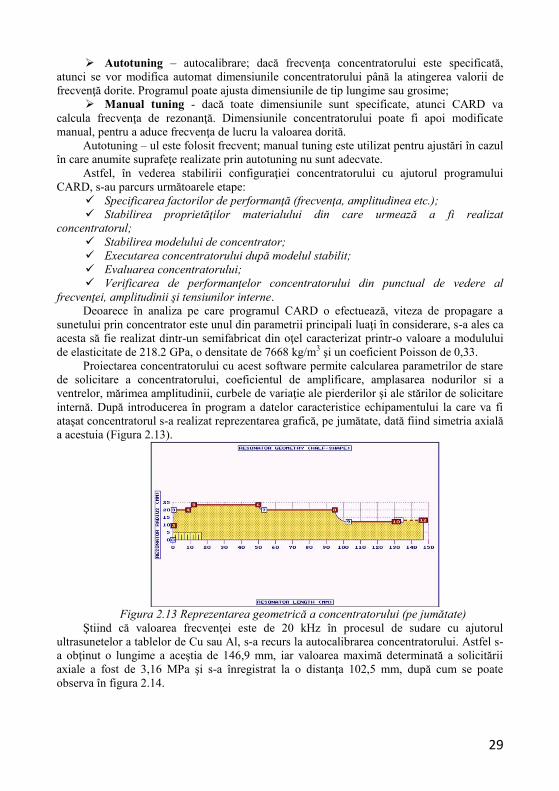
Concentratorul poate fi reprezentat grafic numai pe jumătate (în secţiune axială) dacă
se îndeplineşte condiţia de simetria axială a acestuia, fapt ce permite şi efectuarea analizei cu
element finit de asemenea pe o jumătate a secţiunii axiale. Acest fapt determină reducerea
semnificativă a timpului aferent analizei cu element finit. Având la bază metoda analizei cu
element finit, programul de proiectare programul CARD permite calcularea tensiunilor
interne statice şi dinamice chiar înainte de realizarea concentratorului.
Figura 2.12 Fereastră de calcul pentru introducerea formei concentratorului
Pentru introducerea uşoară a informaţiilor privind forma concentratorului, se utilizează
un format simplu de fereastră de calcul, după cum se poate observa şi în figura 2.12.
Metoda de analiză folosită de programul CARD are la bază împărţirea concentratorului
într-un număr mare de felii subţiri. Fiecare felie este perpendiculară pe axa concentratorului
şi are o lăţime egală cu dimensiunea diametrului concentratorului în secţiunea respectivă.
În procesul de proiectare a concentratorului programul CARD se operează cu unul din
următoarele două moduri:
29
Autotuning – autocalibrare; dacă frecvenţa concentratorului este specificată,
atunci se vor modifica automat dimensiunile concentratorului până la atingerea valorii de
frecvenţă dorite. Programul poate ajusta dimensiunile de tip lungime sau grosime;
Manual tuning - dacă toate dimensiunile sunt specificate, atunci CARD va
calcula frecvenţa de rezonanţă. Dimensiunile concentratorului poate fi apoi modificate
manual, pentru a aduce frecvenţa de lucru la valoarea dorită.
Autotuning – ul este folosit frecvent; manual tuning este utilizat pentru ajustări în cazul
în care anumite suprafeţe realizate prin autotuning nu sunt adecvate.
Astfel, în vederea stabilirii configuraţiei concentratorului cu ajutorul programului
CARD, s-au parcurs următoarele etape:
Specificarea factorilor de performanţă (frecvenţa, amplitudinea etc.);
Stabilirea proprietăţilor materialului din care urmează a fi realizat
concentratorul;
Stabilirea modelului de concentrator;
Executarea concentratorului după modelul stabilit;
Evaluarea concentratorului;
Verificarea de performanţelor concentratorului din punctual de vedere al
frecvenţei, amplitudinii şi tensiunilor interne.
Deoarece în analiza pe care programul CARD o efectuează, viteza de propagare a
sunetului prin concentrator este unul din parametrii principali luaţi în considerare, s-a ales ca
acesta să fie realizat dintr-un semifabricat din oţel caracterizat printr-o valoare a modulului
de elasticitate de 218.2 GPa, o densitate de 7668 kg/m3 şi un coeficient Poisson de 0,33.
Proiectarea concentratorului cu acest software permite calcularea parametrilor de stare
de solicitare a concentratorului, coeficientul de amplificare, amplasarea nodurilor si a
ventrelor, mărimea amplitudinii, curbele de variaţie ale pierderilor şi ale stărilor de solicitare
internă. După introducerea în program a datelor caracteristice echipamentului la care va fi
ataşat concentratorul s-a realizat reprezentarea grafică, pe jumătate, dată fiind simetria axială
a acestuia (Figura 2.13).
Figura 2.13 Reprezentarea geometrică a concentratorului (pe jumătate)
Ştiind că valoarea frecvenţei este de 20 kHz în procesul de sudare cu ajutorul
ultrasunetelor a tablelor de Cu sau Al, s-a recurs la autocalibrarea concentratorului. Astfel s-
a obţinut o lungime a aceştia de 146,9 mm, iar valoarea maximă determinată a solicitării
axiale a fost de 3,16 MPa şi s-a înregistrat la o distanţa 102,5 mm, după cum se poate
observa în figura 2.14.

30
Figura 2.14 Autocalibrarea concentratorului
Figura 2.15 Variaţia amplitudinii relative
a oncentratorului
Figura 2.16 Stare de solicitare internă
a concentratorului
Figura 2.17 Solicitarea de energie
pe unitate de volum
Figura 2.18 Solicitarea de energie
pe unitate de lungime
Figura 2.19 Solicitarea de energie cumulată Figura 2.20 Pierderea de energie
pe unitate de lungime

31
Figura 2.21 Pierderea de energie
pe unitate de volum
Figura 2.22 Pierderi cumulate
În figurile 2.15, 2.16, 2.17, 2.18, 2.19, 2.20, 2.21, 2.22 sunt prezentate curba de variaţie
a amplitudinii, distribuţia tensiunilor interne şi a pierderilor de-a lungul concentratorului.
O imagine a concentratorului cu două suprafeţe active, utilizat în experimentele de
sudare cu ajutorul ultrasunetelor a tablelor de aluminiu şi cupru, este prezentată în figura
2.23.
Figura 2.23 Concentrator specializat pentru sudarea cu ajutorul ultrasunetelor a
tablelor de Al şi Cu
Acest concentrator (din figura 2.23 a fost supus analizei cu ajutorul programului
CARD şi apoi a fost utilizat în experimentele de sudare cu ultrasunetelor realizate în cadrul
ISIM Timişoara.
Performanţa unui concentrator proiectat/analizat cu ajutorul acestui program depinde
mult de corectitudinea datelor introduse, cum ar fi, de exemplu, cele referitoare la
proprietăţile materialului (modulul Young, modulul de rigiditate, raportul Poisson,
densitate).
Pentru concentratoare de mici dimensiuni, densitatea şi modulul de elasticitate al
materialului sunt cele care pot determina atingerea valorilor frecvenţelor de rezonanţă.
Frecvenţa axială a unui rezonator 20 kHz se va schimba cu 100 Hz pentru fiecare eroare de
1% în precizarea modulului de elasticitate sau de densitate.
Pentru concentratoare de dimensiuni mai mari, frecvenţele de rezonanţă sunt afectate
parţial de valoarea raportului Poisson. În funcţie de forma concentratorului, amplitudinea
poate fi, de asemenea, afectată în mod semnificativ de raportul Poisson.
În cazul apariţiei unor erori, se procedează la reluarea procesului de concepere a
concentratorului, cu efectuarea modificărilor aferente şi apoi realizarea concentratorului
după modelul revizuit.
2.8 Concluzii Un prim pas în studiul procesului de prelucrare cu ajutorul ultrasunetelor a constat în
abordarea sistemică a acestuia. Acest fapt a permis împărţirea în grupe a parametrilor de
lucru în parametrii de intrare, factori de mediu, factori perturbatori, parametric de ieşire şi o

32
ierarhizare a acestora. Astfel s-a realizat abordarea sistemică atât a prelucrării de sudare cu
ajutorul ultrasunetelor cât şi a celei de găurire ultrasonic.
Echipamentul de prelucrat cu ajutorul ultrasunetelor din cadrul Laboratorului de
Tehnologii Neconvenţionale din cadrul Facultăţii de Construcţii de Maşini şi Management
Industrial a necesitat o serie de îmbunătăţiri pentru a permite realizarea experimentelor de
găurire ultrasonică în cele mai bune condiţii. Astfel s-a aplicat una dintre metodele de
stimulare a creativităţii, şi anume, metoda diagramei de idei pentru identificarea variantelor
de realizare a mişcării de lucru. Acele variante corespunzătoare din punct de vedere
tehnologic au fost supuse metodei de analiză a valorii şi s-a stabilit soluţia optimă a
sistemului de avans, conform criteriilor luate în considerare.
S-au conceput variante constructive de realizare a mişcării de lucru.
În vederea optimizării echipamentului de prelucrare cu ajutorul ultrasunetelor din
Laboratorul de Tehnologii Neconvenţionale s-au proiectat dispozitive de poziţionare – fixare
pentru ambele prelucrări studiate în cadrul tezei.
Dispozitivul de poziţionare – fixare specific prelucrării de găurire cu ajutorul
ultrasunetelor a fost realizat practic şi folosit în cadrul experimentelor. Dispozitivul se
evidenţiază prin faptul că rezolvă o problemă de etanşietate a dispozitivelor existente în
literatura de specialitate şi de aceia a fost brevetat.
S-a utilizat softul specializat Computer Aided Resonator Design - CARD pentru a
efectua analiza structurală a concentratorului în vederea optimizării acestuia prin
autocalibrare.
Capitolul 3 Contribuţii experimentale privind procesul de sudare
cu ajutorul ultrasunetelor
3.1 Condiţii de realizare şi rezultate ale experimentelor de sudare cu
ajutorul ultrasunetelor Experimentele s-au realizat în cadrul Institutului Naţional de Cercetare – Dezvoltare în
Sudură şi Încercări de Materiale Timişoara pe un echipament de sudare cu ajutorul
ultrasunetelor a materialelor metalice, cu generator şi sistem de comandă în tehnică
programată.
a
b

33
c
d
Figura 3.2 Echipamentul de sudare cu ajutorul ultrasunetelor din cadrul ISIM Timişoara
a - subsistem de sudare cu ajutorul ultrasunetelor;
b - subsistem de poziţionare fixare a semifabricatelor;
c - subsistem de comandă.
Caracteristicile tehnice corespunzătoare principalelor componente ale echipamentului
de sudat cu ajutorul ultrasunetelor prezentat în figura 3.2 sunt următoarele:
- frecvenţă de lucru - 20 kHz;
- convertor – piezoceramic – 3000 W;
comandă şi control digital;
- tensiunea de alimentare: 220 V / 50 Hz;
- puterea maximă: 3000 W;
- transductor - cu generator piezoceramic;
- echipament electropneumatic de acţionare.
Subsistemul de comandă al echipamentului de sudare cu ajutorul ultrasunetelor permite
fixarea unuia dintre principalii parametri de intrare şi anume timpul de lucru şi afişează
valoarea parametrului de ieşire – energie relativă. Subsistemul are capacitatea de memorare a
datelor şi de semnalizare a stării de supraîncărcare.
Amplitudinea totală la ieşirea din concentrator este 78 µm, amplitudinea la ieşirea din
convertorul piezoelectric (3000 W) este de 20 µm, factorul de amplificare al
transformatorului intermediar (buster) este de 1,5, factorul de amplificare al concentratorului
este de 2,6.
Programul experimental preliminar a avut în vedere realizarea de îmbinări sudate în
regimuri tehnologice diverse, urmărindu-se aspectul şi rezistenţa acestora în urma supunerii
la debutonare (procedeul desfacerii manuale a îmbinării sudate). Au fost utilizate
semifabricate din aluminiu şi cupru de 1mm grosime şi 14 mm lungime.
Semifabricatele din aluminiu au fost sudate în condiţiile unor forţe de lucru cu valori
cuprinse între 36,20 daN şi 267,68 daN şi o durată a prelucrării de 20 … 40 ms.
Pentru semifabricatele din cupru s-a reglat o forţă de lucru cu variabile de 87,30 şi 167
daN şi un timp de lucru cuprins în intervalul 45 … 55 ms.

34
a ms = Al; F=267,68 daN; t=40 ms
b ms = Al; F=167 daN; t=30 ms
c ms = Al; F=167 daN; t=50 ms
Figura 3.3 Suduri preliminare
La sudarea semifabricatelor din aluminiu, se constată că o valoare a forţei de lucru F de
267,68 daN este prea mare pentru un timp de lucru de 40 ms; după cum se observă în figura
3.3 a este afectată termic zona din jurul punctului de sudură. În cazul b se constată că la
valori medii ale parametrilor de lucru, se obţine o calitate mai bună a zonei sudate. Imaginea
sudurii a două semifabricatele din Cu la valori medii ale timpului şi presiunii este ilustrată în
figura 3.3 c.
Pe lângă studierea aspectului zonei sudate, în cadrul cercetărilor experimentale
preliminare a fost testată şi rezistenţa îmbinărilor mai întâi prin debutonare (Figura 3.4) şi
apoi prin supunerea la testul de tracţiune.
Se observă că în cazurile a şi c îmbinările sudate s-au rupt din materialul de bază fapt
ce relevă că valorile adoptate pentru parametrii de lucru au conferit îmbinării sudate o
rezistenţă mai mare decât cea a materialului de bază. În cazul b avem o sudură slabă care s-a
a
b
c
Figura 3.4 Debutonări ale unor suduri realizate în cadrul experimentelor
preliminare

35
desfăcut din zona de îmbinare, ca un rezultat al unor ce denotă valori mici,
necorespunzătoare ale parametrilor de lucru.
În urma analizării rezultatelor experimentelor preliminare, s-au stabilit valorile optime
pentru parametrii de lucru. S-au realizat câte un număr de 22 de experimente pe
semifabricatele din aluminiu la presiune constantă şi timp de lucru variabil, respectiv
presiune variabilă şi timp de lucru constant.
Tabelul 3.1 Rezultate experimentale ale sudării epruvetelor din aluminiu în
condiţiile unei forţe de lucru constante şi timp de lucru variabil a[mm] b[mm] FL[daN] Er[%] t[ms] FTmax[N] Locul ruperii
1A 1,0 13,9 99,5 80 35 96 MB
1B 1,0 13,9 99,5 73 35 - -
2A 1,0 13,9 99,5 80 34 96 MB
2B 1,0 13,9 99,5 80 34 - -
3A 1,0 14,0 99,5 78 33 96,5 MB
3B 1,0 14,0 99,5 92 33 - -
4A 1,0 14,0 99,5 92 32 96,6 MB
4B 1,0 14,0 99,5 90 32 - -
5A 1,0 13,9 99,5 93 31 96,5 MB
5B 1,0 13,9 99,5 90 31 - -
6A 1,0 13,9 99,5 96 30 96,7 MB
6B 1,0 13,9 99,5 90 30 - -
7A 1,0 14,0 99,5 93 29 96,8 MB
7B 1,0 14,0 99,5 100 29 - -
8A 1,0 14,0 99,5 92 28 96,8 MB
8B 1,0 14,0 99,5 98 28 - -
9A 1,0 13,9 99,5 97 27 96,8 MB
9B 1,0 13,9 99,5 97 27 - -
10A 1,0 13,9 99,5 90 26 96,6 SUD
10B 1,0 13,9 99,5 98 26 - -
11A 1,0 14,0 99,5 90 25 96,8 MB
11B 1,0 14,0 99,5 88 25 - -
Tabelul 3.1 sintetizează rezultatele obţinute în urma încercărilor experimentale de
sudare cu ajutorul ultrasunetelor pe epruvete din aluminiu, în condiţiile primului regim de
lucru, caracterizat de o valoare constantă a forţei de lucru F = 99,5 daN şi 11 valori ale
duratei timpului de lucru, în intervalul 25 … 35 ms. Jumătate dintre epruvetele sudate cu
acest regim şi anume unsprezece probe au fost supuse testelor de tracţiune, în cadru ISIM
Timişoara. Cealaltă jumătate din probe au fost supuse analizelor macroscopice şi
microscopice.
Valorile procentuale ale energiei relative, înregistrate de echipamentul de sudat cu
ajutorul ultrasunetelor au fost cuprinse între 73% şi 100%, ceea ce a contribuit la obţinerea

36
unor suduri de calitate superioară, fapt demonstrat de valorile forţei înregistrate la testele de
tracţiune şi totodată de zona unde s-a produs ruperea (la 90,90% dintre probe, ruperea a avut
loc în materialul de bază). Valoarea maximă a forţei de tracţiune de 98,8 daN se
înregistrează la acţionarea asupra epruvetelor cu o forţe de lucru de 99,5 daN timp de 25 ms,
în condiţiile unei valori procentuale de 90% a energiei relative.
Rezultatele experimentale obţinute în urma sudării epruvetelor din aluminiu în
condiţiile celui de al doilea regim de lucru, caracterizat de o valoare constantă a timpului de
lucru (38 ms) şi valori ale forţei de lucru în intervalul 36,20 … 267,68 daN sunt sintetizate în
tabelul 3.2. În urma efectuării testelor de tracţiune se obţine o valoare maximă a forţei de
tracţiune de 149,5 daN, în condiţiile acţionării cu o forţă de lucru maximă de 267,68 daN,
timp de 38 ms, la o valoare a energiei relative de 93%. La epruvetele sudate cu acest regim,
zona de rupere a fost, într-un procent de 55%, în materialul de bază, fapt datorat în mare
parte valorilor mai mici ale energiei relative.
SUD – zona sudată;
MB – materialul de bază.
Tabelul 3.2 Rezultate experimentale ale sudării epruvetelor din aluminiu
în condiţiile unui timpului de lucru constant şi pentru valori diferite ale forţei de lucru
a[mm] b[mm] FL[daN] Er[%] t[ms] FTmax[N] Locul ruperii
1A’ 1,0 13,9 167,00 80 38 142 MB
1B’ 1,0 13,9 167,00 80 38 - -
2A’ 1,0 13,9 199,43 80 38 147 MB
2B’ 1,0 13,9 199,43 80 38 - -
3A’ 1,0 14,0 135,86 75 38 143 MB
3B’ 1,0 14,0 135,86 75 38 - -
4A’ 1,0 14,0 99,50 75 38 129 SUD
4B’ 1,0 14,0 99,50 60 38 - -
5A’ 1,0 13,9 87,30 72 38 132,5 SUD
5B’ 1,0 13,9 87,30 75 38 - -
6A’ 1,0 13,9 60,59 72 38 105 SUD
6B’ 1,0 13,9 60,59 60 38 - -
7A’ 1,0 14,0 52,17 58 38 97 SUD
7B’ 1,0 14,0 52,17 80 38 - -
8A’ 1,0 14,0 36,20 61 38 91,5 SUD
8B’ 1,0 14,0 36,20 60 38 - -
9A’ 1,0 13,9 210,51 80 38 145 MB
9B’ 1,0 13,9 210,52 80 38 - -
10A’ 1,0 13,9 244,46 80 38 148 MB
10B’ 1,0 13,9 244,46 85 38 - -
11A’ 1,0 14,0 267,68 93 38 149,5 MB
11B’ 1,0 14,0 267,68 80 38 - -

37
Sudurile cu ajutorul ultraunetelor pe epruvetele din cupru au fost în număr de câte 10
pentru fiecare regim, urmându-se o modalitate de realizare a experimentelor similară celei
aplicate pe epruvetele din aluminiu.
În tabelul 3.3 se prezintă datele obţinute la sudarea cu ajutorul ultrasunetelor a
epruvetelor din cupru, cu o forţă de lucru FL, constantă, de 135,86 daN şi în condiţiile unei
energii relative Er cu valori mari, în intervalul 90 … 98%. Timpul de lucru t a variat între 46
şi 52 ms.
În aceste condiţii, epruvetele supuse la tracţiune s-au rupt în procent de 50% la nivelul
materialului de bază. S-a înregistrat o forţă maximă de tracţiune de 239 N, la o durată de
lucru de 46 ms şi o valoare procentuală a energiei relative de 98%.
În tabelul 3.4 sunt sintetizate datele experimentale obţinute la sudarea cu ajutorul
ultrasunetelor a epruvetelor din cupru, cu valorile parametrilor de lucru pentru cel de al
doilea regim, caracterizat prin timp constant şi forţă de lucru variată.
Valoarea maximă a forţei de tracţiune, de 240 N, se obţine în condiţiile unei energii
relative de 90%, la o forţa de lucru de 156,9 daN şi o durată a prelucrării de 48 ms.
În condiţiile sudării cu ajutorul ultrasunetelor a epruvetelor din cupru, cu acest regim,
în urma testelor de tracţiune, s-a constatat că ruperea a avut loc, în procent de 100%, în zona
corespunzătoare materialului de bază.
Tabelul 3.3 Rezultate experimentale ale sudării epruvetelor din cupru în condiţiile
unei forţei de lucru constante şi pentru valori diferite ale timpului de lucru
a[mm] b [mm] FL [daN]
Er[%] t[ms] FTmax [N] Locul ruperii
1C 1,0 13,9 135,86 90 48 - -
1D 1,0 13,9 135,86 90 48 238,5 SUD
2C 1,0 13,9 135,86 92 50 - -
2D 1,0 13,9 135,86 98 50 238,5 SUD
3C 1,0 14,0 135,86 95 52 - -
3D 1,0 14,0 135,86 95 52 236 MB
4C 1,0 14,0 135,86 90 46 - -
4D 1,0 14,0 135,86 98 46 239 MB
Tabelul 3.4 Rezultate experimentale ale sudării epruvetelor din cupru în
condiţiile unui timpului de lucru constant şi o forţă de lucru variată
a[mm] b[mm] FL [daN] Er [%] t[ms] FTmax [N] Locul ruperii
α 1 1,0 13,9 125,80 88 48 239 MB
α 2 1,0 13,9 125,80 80 48 - -
β1 1,0 13,9 115,90 95 48 238 MB
β2 1,0 13,9 115,90 92 48 - -
γ1 1,0 14,0 146,09 90 48 239 MB
γ2 1,0 14,0 146,09 95 48 - -
ε1 1,0 14,0 156,90 90 48 240 MB
ε2 1,0 14,0 156.90 96 48 - -

38
3.2 Examinări metalografice şi încercări de duritate pe probe sudate
cu ajutorul ultrasunetelor Analizele metalografice s-a realizat în vederea stabilirii modificărilor structurale ce
apar la interfaţa dintre cele două semifabricate sudate cu ajutorul ultrasunetelor. În urma
analizei, s-au obţinut informaţii privind deformarea plastică a grăunţilor şi prezenţa
interstiţiilor între semifabricate.
Această analiză a fost efectuată în cadrul ISIM Timişoara. A fost utilizat un microscop
optic metalografic tip CARL YEISS JENA NEOPHOT 32, având următoarele anexe:
micrometru ocular, ansamblu de obiective cu mărire de până la 2000 ori şi diferite suporturi
pentru probe.
Probele au fost şlefuite cu hârtie metalografică de granulaţii cu valori diferite din
intervalul (100 - 1000) şi lustruite pe pâslă, folosind o suspensie de diamant sintetic cu apă
distilată şi alcool de analiză. Atacul chimic s-a realizat cu hidroxid de natriu 5% ,pentru
probele din aluminiu şi respectiv o soluţie de clorură cuprică amoniacală, pentru probele din
cupru.
3.2.1 Examinarea metalografică A. Examinare macroscopică
S-au prelevat probe din zonele de îmbinare pentru câte patru probe sudate, pentru
fiecare dintre cele doua regimuri de lucru. Astfel în figura 3.6 se prezintă imagini ale zonei
de îmbinare a patru probe prelevate din epruvetele de aluminiu sudate ultrasonic, la
parametrii caracteristici primului regim (I: FL = ct, t ≠ ct).
a - I -1B
FL=99,5daN
Er=73% t=35 ms
b - I – 4B
FL=99,5daN
Er=90% t=32 ms
c – II – 8B
FL=99,5daN
Er=98% t=28 ms
d - II – 11B
FL=99,5daN
Er=88% t=25 ms
Figura 3.6 Structura macroscopică a semifabricatelor din aluminiu sudate ultrasonic
la valorile parametrilor caracteristice primului regim de lucru
Din analiza imaginilor probelor sudate secţionate din figura 3.6, se evidenţiază faptul
că în cazul a nu s-a realizat o întrepătrundere corespunzătoare a materialelor, deoarece linia
ce indică zona de îmbinare a semifabricatelor este pronunţată. Această problemă se
datorează procentului mai scăzut ale energiei relative (73%), combinat cu o valoare medie a
forţă de lucru (99,5 daN).
a – II -1B
FL=167daN
Er=80% t=38 ms
b - II -1B
FL=99,5daN Er=60%
t=38 ms
c - II -1B
FL=36,20daN
Er=60% t=38 ms
d - II -1B
FL=267,68daN
Er=80% t=38 ms
Figura 3.7 Structura macroscopică a semifabricatelor din aluminiu, sudate ultrasonic
la valorile parametrilor caracteristice celui de al doilea regim de lucru

39
Se poate observa, în figura 3.7, că singurele probleme apar în cazul probei c, la care
este vizibil un interstiţiu între semifabricate, fapt datorat forţei de lucru foarte mici, în
condiţiile unei valori procentuale reduse a energiei relative (60%). Comparând imaginile b şi
c şi cunoscând că valorile parametrilor de lucru, diferă numai în cazul forţei de lucru putem
afirma ca în condiţiile unei energii relative de 60% şi al unei durate de prelucrare de 38 ms,
este posibilă obţinerea unui aspect macrostructural corespunzător unei suduri de calitate,
dacă se recurge la creşterea valorii forţei de lucru. Astfel se constată faptul că forţa de lucru
este unul dintre principalii parametri ce influenţează calitatea îmbinării sudate cu ajutorul
ultrasunetelor.
Primul regim de lucru aplicat la încercările experimentale de sudare cu ajutorul
ultrasunetelor a presupus valori diferite pentru durata de lucru, t luând valori în intervalul 46
… 52 ms şi păstrarea constantă a forţei de lucru la 136,86 daN.
În figura 3.8 sunt prezentate imagini ale semifabricatelor din cupru sudate la valori ale
parametrilor caracteristice acestui regim de lucru. Se poate observă că zona sudată nu
prezintă nici un defect macroscopic şi nu se observă linia de îmbinare a materialelor, ceea ce
arată că valorile parametrilor de lucru consideraţi sunt optime, fapt confirmat şi de valorile
obţinute în urma testelor la tracţiune realizate pe epruvetele din cupru sudate cu acelaşi
regim.
a - I -1C
FL=135,86daN
Er=90% t=48 ms
b - I -2C
FL=135,86 daN
Er=92% t=50 ms
c – I -3C
FL=135,86 daN
Er=95% t=52 ms
d - I -4C
FL=135,86daN
Er=98% t=46 ms
Figura 3.8 Structura macroscopică a semifabricatelor din cupru sudate ultrasonic la
valorile parametrilor caracteristice primului regim de lucru
Şi din epruvetele de cupru sudate cu cel de al doilea regim de lucru s-au selectat probe
ce au fost supuse analizei macrostructurale. Astfel, s-a constatat, cum se poate observa şi în
figura 3.9, că se obţin suduri de calitate superioară la valori medii ale forţei de lucru, dar
adoptând un timp de lucru mai mare, 48 ms, în condiţiile unei valori procentuale mari pentru
energia relativă. Şi în cazul semifabricatelor din cupru sudate la cel de al doilea regim s-au
înregistrat valori mari ale forţei de tracţiune (240 N), iar ruperea a avut loc în materialul de
bază, fapt ce confirmă nivelul calitativ bun al sudurilor.
a - II –α2
FL=125,8daN
Er=80% t=48 ms
b - II –β2
FL=115,9daN
Er=92% t=48 ms
c - II –γ2
FL=146,09daN
Er=95% t=48 ms
d - II – ε2
FL=156,9daN
Er=96% t=48 ms
Figura 3.9 Structura macroscopică a semifabricatelor din cupru sudate ultrasonic la
valorile parametrilor caracteristice celui de al doilea regim de lucru

40
B. Examinare microscopică
În cadrul examinărilor de microscopie optică, s-au analizat câte patru probe de
aluminiu şi cupru ,sudate pentru fiecare dintre cele doua regimuri de lucru.
Atacul chimic, în cazul probelor din aluminiu, s-a realizat cu soluţie de hidroxid de
natriu, în concentraţie de 5%. Mărirea de observare a probelor prin microscopie optică a fost
de 100 ori. Pentru a facilita o comparaţie riguroasă am prezentat pentru fiecare probă o
imagine cu aspectul microstructural din materialul de bază (MB) şi două imagini din zona
nucleului sudat (N).
1MB 1N1 1N2 a) I -1
4 MB 4 N1 4 N2 b) I -4
8 MB 8 N1 8 N2
c) I -8
11 MB 11 N1 11 N2
d) I -11 Figura 3.10 Aspecte microstructurale ale probelor din aluminiu sudate
cu primul regim de lucru
După cum se poate observa în figurile 3.10 şi 3.11, probele din aluminiu au o structură
formată din soluţie solidă Al – α, cu grăunţi puternic deformaţi pe direcţia de laminare a
tablei în materialul de bază (MB), iar în nucleu (N, zona sudată), structura are un aspect
modificat privind orientarea (distorsiuni) şi mărimea grăunţilor (mai mari sau mai fini).
Dimensiunile cele mai mari ale interstiţiului între materiale, în nucleul sudat, se pot observa

41
în figura 3,11 b) II-4 - 4N2 şi c) II-8 – 8N1. Acest fapt este datorat realizării sudurilor
ultrasonice în condiţiile unor forţe de lucru cu valori mici şi unor valori procentuale reduse
ale energiei relative.
1 MB 1 N1 1 N2
a) II-1
4 MB 4 N1 4 N2
b) II-4
8 MB 8 N1 8 N2
c) II-8
11 MB 11 N1 11 N2
d) II-11
Figura 3.11 Aspecte microstructurale ale probelor din aluminiu
sudate cu cel de al doilea regim de lucru
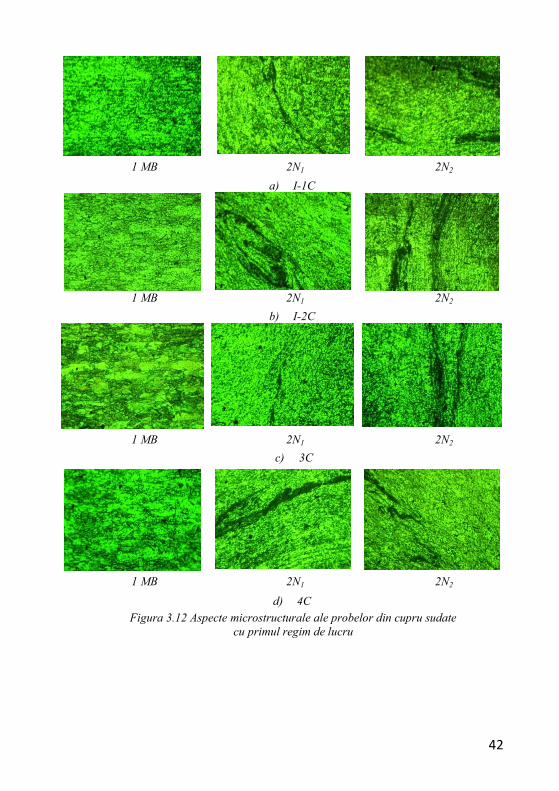
42
1 MB 2N1 2N2
a) I-1C
1 MB 2N1 2N2
b) I-2C
1 MB 2N1 2N2
c) 3C
1 MB 2N1 2N2
d) 4C
Figura 3.12 Aspecte microstructurale ale probelor din cupru sudate
cu primul regim de lucru
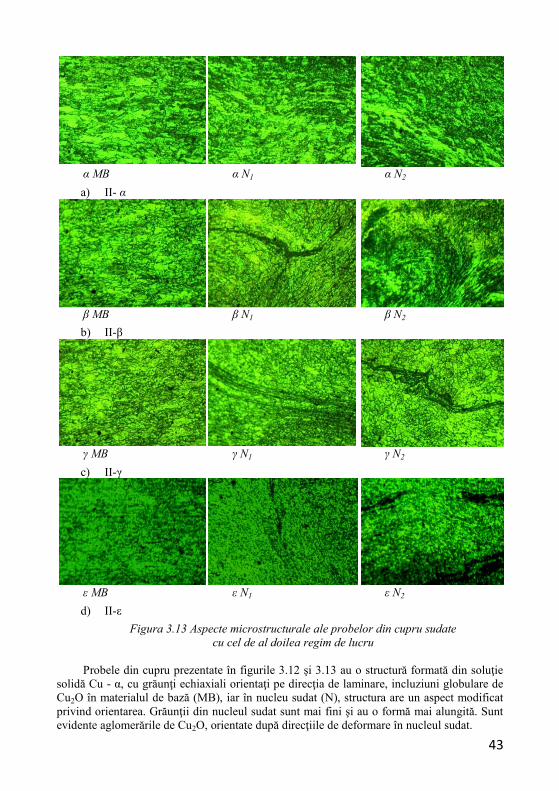
43
α MB α N1 α N2
a) II- α
β MB β N1 β N2
b) II-β
γ MB γ N1 γ N2
c) II-γ
ε MB ε N1 ε N2
d) II-ε
Figura 3.13 Aspecte microstructurale ale probelor din cupru sudate
cu cel de al doilea regim de lucru
Probele din cupru prezentate în figurile 3.12 şi 3.13 au o structură formată din soluţie
solidă Cu - α, cu grăunţi echiaxiali orientaţi pe direcţia de laminare, incluziuni globulare de
Cu2O în materialul de bază (MB), iar în nucleu sudat (N), structura are un aspect modificat
privind orientarea. Grăunţii din nucleul sudat sunt mai fini şi au o formă mai alungită. Sunt
evidente aglomerările de Cu2O, orientate după direcţiile de deformare în nucleul sudat.

44
3.2.2 Încercări de duritate Vickers Pentru a releva caracteristica sudurii cu ultrasunete de a nu influenţa duritatea
materialului sudat, s-a procedat la realizarea testării microdurităţii Vickers, în 5 puncte, două
în materialul de bază (MB1, MB2) şi trei în nucleul sudat (N1, N2, N3).
O reprezentare schematică a zonelor în care s-au efectuat testele poate fi observată în
figura 3.14.
Tabelul 3.5 Valorile microdurităţii semifabricatelor de aluminiu sudate ultrasonic
cu regimul I Aluminiu - I
Nr.crt Zona Duritate [HV]
1B 4B 8B 11B
1 MB1 42,1 40,5 39,7 40,9
2 N1 35,7 36,6 34,8 32,5
3 N2 37,0 34,8 30,9 34,2
4 N3 35,1 32,7 34,2 41,3
5 MB2 42,9 40,5 40,9 35,9
Tabelul 3.6 Valorile microdurităţii semifabricatelor de aluminiu sudate ultrasonic
cu regimul II Aluminiu - II
Nr.crt Zona Duritate [HV]
1B 4B 8B 11B
1 MB1 42,5 44,2 42,9 40,5
2 N1 37,6 39,6 33,3 35,1
3 N2 31,4 36,3 34,5 38,3
4 N3 32,7 35,7 43,7 36,0
5 MB2 43,3 42,9 44,7 50,3
Tabelul 3.5 şi tabelul 3.6 sintetizează valorile microdurităţii Vickers obţinute pe
semifabricatele din aluminiu sudate ultrasonic la ambele regimuri de lucru. Se poate observa
Figura 3.14 Reprezentarea grafică a zonelor în care a fost testată microduritatea
X
MB1
X
X
X
X
MB2
N1 N2 N3

45
că între valorile obţinute la testarea durităţii în materialul de bază şi cele din nucleul sudat
sunt diferenţe foarte mici.
Tabelul 3.7 Valorile microdurităţii semifabricatelor de cupru sudate
cu regimul I
Cupru I
Nr.crt Zona Duritate [HV]
1C 2C 3C 4C
1 MB1 87,0 94,6 94,6 94,6
2 N1 72,4 72,4 68,9 74,3
3 N2 66,5 67,3 72,4 71,5
4 N3 72,4 76,2 67,3 70,7
5 MB2 90,7 97,4 89,4 94,6
Tabelul 3.8 Valorile microdurităţii semifabricatelor de cupru sudate
cu regimul II Cupru II
Nr.crt Zona Duritate [HV]
α2 β2 γ2 ε2
1 MB1 89,4 110 110 110
2 N1 85,8 89,4 110 109
3 N2 96,0 88,2 105 107
4 N3 94,6 87,0 110 108,2
5 MB2 94,6 110 110 110
Diferenţele între valorile microdurităţii obţinute în materialul de bază şi nucleul sudat,
în urma testelor efectuate pe semifabricatele din cupru, sunt la fel de mici ca şi în cazul celor
de la testele pe aluminiu. Acest fapt confirmă încă odată că în urma prelucrării de sudare cu
ajutorul ultrasunetelor, valoarea durităţii materialului semifabricatului se modifică foarte
puţin.
3.3.2 Analiza descriptivă a datelor experimentale obţinute în urma
experimentelor de sudare cu ajutorul ultrasunetelor Prima etapă a prelucrării datelor este sistematizarea lor. Ea are ca obiectiv sumarizarea
şi ordonarea informaţiilor, aceasta realizându-se prin centralizare şi respectiv prin grupare
[85].
Se consideră că o distribuţie bidimensională (bivariată) prezintă variaţia unităţilor unei
colectivităţi simultan, după două caracteristici de grupare [85].
Distribuţiile rezultate în urma acestei etape se prezintă în tabele statistice. Am luat în
considerare sistematizarea datelor pentru variabilele “Zona de rupere” şi respectiv “Timp”.
Din tabelul 3.9 rezultă că din totalul experimentelor, ruperea s-a produs, în 75% din
încercări, în materialul de bază.

46
În urma grupării (Tabelul 3.10), am obţinut o repartizare a zonelor de rupere în funcţie
de timpul de lucru. Astfel, observăm că din totalul de 16 experimente analizate, în urma
testelor de tracţiune, ruperea a avut loc în nucleul sudat doar în 4 cazuri, fapt ce arată că
sudarea cu ajutorul ultrasunetelor s-a realizat la parametri de lucru corespunzători.
Tabelul 3.9. Distribuţia pe zone de rupere
Frecvenţa Valoare procentuală Valoare procentuală validă
Material de bază
Sudură
Total
12
4
16
75
25
100
75
25
100
În vederea realizării corelaţiei între momentul ruperii şi zona de rupere în cazul cele
două tipuri de materiale utilizate, am realizat cronograma prin benzi. Într-o asemenea
cronogramă, fiecărei secvenţe de timp îi corespunde un dreptunghi de bază dată (a cărei
lungime nu are semnificaţie) şi o înălţime proporţională cu probabilitatea ca zona de rupere
să fie în materialul de bază sau în sudură la acel moment.
Figura 3.17 Distribuţia zonelor de rupere în funcţie de timpul de lucru şi de natura
materialului
Din figura 3.17 rezultă că în 50% din cazuri, ruperea are loc în sudură pentru
semifabricatele din aluminiu, la un timp de lucru de 38". În cazul în care sunt sudate table
din cupru, ruperea are loc în materialul de bază, în proporţie de 33,33%, pentru un timp de

47
lucru de 48". Se consideră că orice colectivitate are o anumită organizare internă, definită
prin modul în care valorile individuale ale caracteristicii se dispersează sau se concentrează
în jurul valorii centrale, generând astfel o anumită formă a distribuţiei observate. Este posibil
ca o variabilă să aibă o aceeaşi valoare a tendinţei centrale, dar să fie diferită prin dispersie
sau concentrare [83]. Din acest motiv, trebuie să efectuăm o analiză descriptivă a datelor.
Ţinând cont de faptul că avem variabile numerice, indicatorii calculaţi ne dau, în mod
sintetic, informaţii cu privire la forma unei distribuţii, la gradul de împrăştiere a valorilor
individuale ale unei variabile şi valorile tendinţei centrale.
Tabelul 3.11 Indicatori descriptivi calculaţi în cazul datelor experimentale
Observaţie: Rezultatele din tabel au fost înscrise aşa cum sunt ele oferite de programul
SPSS. Se menţionează, în acest sens, că atunci când a fost vorba despre o valoare subunitară,
nu s-a înscris cifra zero ci doar virgula şi cifrele care urmează după virgulă.
Rezultatele din tabelul 3.11 arată că numărul cazurilor valide este de 16. În medie, se
acţionează asupra materialelor într-un timp de 41,31", cu o energie relativă de 86,50%, o
forţă de lucru de 130,59 N, iar în urma testelor de tracţiune, se evidenţiază o valoare medie a
forţei de tracţiune de 174,99 N. Valorile mici obţinute pentru abaterea standard arată o
concentrare mai mare a valorilor în jurul mediei.
Valorile pentru asimetrie (Skewness) şi boltire (Kurtosis) rezultate pentru variabilele
analizate sunt diferite. Distribuţiile observate prezintă valori mici atât pentru asimetrie, cât şi
pentru boltire. Valorile acestor statistici arată o asimetrie spre stânga pentru trei dintre
variabile şi o grupare mai puternică în jurul valorii centrale pentru variabilele ,,Energia
relativă " şi ,,Forţa de lucru".
Datorită faptului că statisticile Skewness şi Kurtosis sunt sensibile la anomaliile
distribuţiilor, s-a recurs la o interpretare ce ia în considerare informaţiile oferite de câte o
histogramă (fig. 3.18, 3.19, 3.20, 3.21). Folosirea histogramei ne arată frecvenţele de apariţie
pentru diferite clase de valori ale variabilelor observate.
Analizând informaţiile oferite de figurile 3.19, 3.20, 3.21, deducem că în urma grupării
datelor, histogramele au aspecte diferite. Pentru variabilele ,,Timpul de lucru", ,,Forţa de
tracţiune", histogramele relevă existenţa unor distribuţii cu abatere spre stânga, pe când
pentru ,,Forţa de lucru", se observă o asimetrie pozitivă.

48
Figura 3.18 Distribuția după timpul de lucru Figura 3.19 Distribuția după energia relativă
Figura 3.21 Distribuția după forța de tracţiune Figura 3.21 Distribuția după forța de lucru
3.3.3 Analiză a relaţiilor dintre variabile în funcţie de zona de rupere Pentru a evidenţia legăturile statistice (corelaţiile) dintre variabile şi explicarea
asemănărilor, respectiv a deosebirilor dintre ele, am folosit analiza componentelor principale
(ACP).
1. Matricea corelaţiilor
Matricea corelaţiilor ilustrată în tabelul 3.12 este o matrice pătratică simetrică faţă de
diagonala principală şi ea evidenţiază valorile coeficienţilor de corelaţie dintre variabile,
luându-le în considerare două câte două. Dacă valorile acestor coeficienţi sunt ridicate
denotă existenţa unor legături statistice semnificative; astfel, pentru valori mai mari decât
0,5, vom avea legături directe, iar pentru valori mai mici decât - 0,5 vom avea legături
inverse. În ambele cazuri se poate aplica analiza componentelor principale (ACP). Dacă
valorile coeficienţilor sunt reduse, atunci rezultă că nu există corelaţii şi, implicit, aplicarea
analizei componentelor principale, care are ca scop identificarea corelaţiilor dintre variabile,
nu poate fi utilizată.
2. Testul de independenţă χ2
Statistica (criteriul) χ2 se foloseşte pentru a testa ipoteza de independenţă a variabilelor
studiate. Pentru aceasta formulăm următoarele ipoteze:
H0: ipoteza de independenţă (între variabile nu există legătură statistică);
H1: ipoteza de dependenţă (admitem că între variabile există legături statistice)
Forţa de tracţiune [N]
Fre
cve
nţa
Timp de lucru t [ms]
Fre
cve
nţa
Energie relativă (%)
Fre
cve
nţa
Forţa de lucru [N]
Fre
cve
nţa
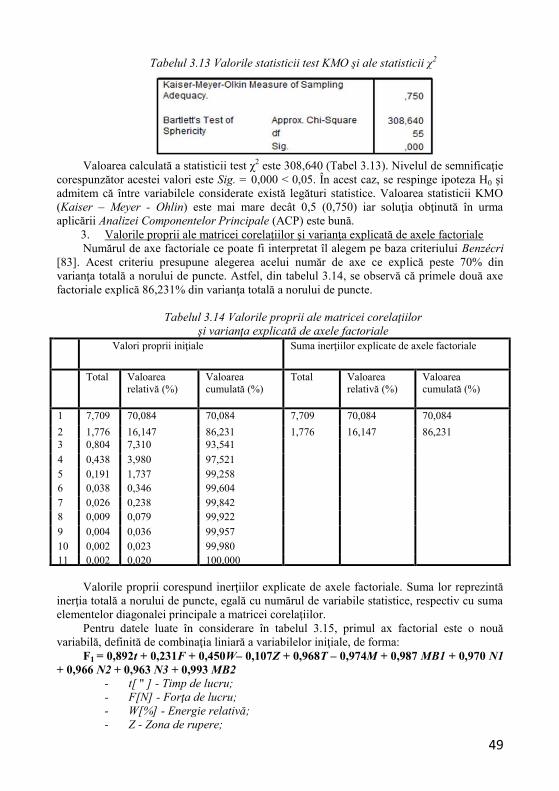
49
Tabelul 3.13 Valorile statisticii test KMO şi ale statisticii χ2
Valoarea calculată a statisticii test χ2 este 308,640 (Tabel 3.13). Nivelul de semnificaţie
corespunzător acestei valori este Sig. = 0,000 < 0,05. În acest caz, se respinge ipoteza H0 şi
admitem că între variabilele considerate există legături statistice. Valoarea statisticii KMO
(Kaiser – Meyer - Ohlin) este mai mare decât 0,5 (0,750) iar soluţia obţinută în urma
aplicării Analizei Componentelor Principale (ACP) este bună.
3. Valorile proprii ale matricei corelaţiilor şi varianţa explicată de axele factoriale
Numărul de axe factoriale ce poate fi interpretat îl alegem pe baza criteriului Benzécri
[83]. Acest criteriu presupune alegerea acelui număr de axe ce explică peste 70% din
varianţa totală a norului de puncte. Astfel, din tabelul 3.14, se observă că primele două axe
factoriale explică 86,231% din varianţa totală a norului de puncte.
Tabelul 3.14 Valorile proprii ale matricei corelaţiilor
şi varianţa explicată de axele factoriale
Valori proprii iniţiale Suma inerţiilor explicate de axele factoriale
Total Valoarea relativă (%)
Valoarea cumulată (%)
Total Valoarea relativă (%)
Valoarea cumulată (%)
1 7,709 70,084 70,084 7,709 70,084 70,084
2 1,776 16,147 86,231 1,776 16,147 86,231
3 0,804 7,310 93,541
4 0,438 3,980 97,521
5 0,191 1,737 99,258
6 0,038 0,346 99,604
7 0,026 0,238 99,842
8 0,009 0,079 99,922
9 0,004 0,036 99,957
10 0,002 0,023 99,980
11 0,002 0,020 100,000
Valorile proprii corespund inerţiilor explicate de axele factoriale. Suma lor reprezintă
inerţia totală a norului de puncte, egală cu numărul de variabile statistice, respectiv cu suma
elementelor diagonalei principale a matricei corelaţiilor.
Pentru datele luate în considerare în tabelul 3.15, primul ax factorial este o nouă
variabilă, definită de combinaţia liniară a variabilelor iniţiale, de forma:
F1 = 0,892t + 0,231F + 0,450W– 0,107Z + 0,968T – 0,974M + 0,987 MB1 + 0,970 N1
+ 0,966 N2 + 0,963 N3 + 0,993 MB2
- t[ " ] - Timp de lucru;
- F[N] - Forţa de lucru;
- W[%] - Energie relativă;
- Z - Zona de rupere;

50
- T[N] - Forţa de tracţiune;
- M - Natura materialului;
- MB1 - Duritatea în punctul 1 din materialul de bază;
- N1 - Duritatea în punctul 1 din nucleu;
- N2 - Duritatea în punctul 2 din nucleu;
- N3 - Duritatea în punctul 3 din nucleu;
- MB2 - Duritatea în punctul 2 din materialul de bază.
Formarea celui de-al doilea ax factorial este explicată doar de variabilele ,,Forţa de
lucru" şi ,,Energie relativă (%)".
4. Grafice
Graficele de tip Component Plot permit reprezentarea poziţiei variabilelor în sistemul
axelor factoriale şi oferă posibilitatea identificării sensului şi intensităţii legăturilor dintre
variabile.
Figura 3.22 Poziţia variabilelor pe primele două axe factoriale
Poziţia variabilelor pe primul ax factorial, reprezentat în figura 3.22, arată că între
variabilele t, T, MB1, N1, N2, N3 şi MB2 există o legătură directă puternică. Corelaţia dintre
ele este pozitivă, fapt indicat de situarea acestora în acelaşi cadran.
Mai observăm că între variabilele amintite şi natura materialului (semnalizată prin M),
există o corelaţie negativă, acestea fiind situate în cadrane diferite.
Componenta 1
Co
mp
on
enta
2
Val
oar
ea c
oef
icie
ntu
lui
de
reg
resi
e 2
pen
tru
an
aliz
a 1
Valoarea coeficientului de regresie 1 pentru analiza 1
Figura 3.23 Reprezentarea naturii materialului în sistemul primelor
două axe factoriale

51
În ceea ce priveşte al doilea ax factorial, putem remarca faptul că între variabilele F, W
şi Z există o legătură inversă.
Primul ax factorial scoate în evidenţă faptul că ruperea în materialul de bază are o
poziţie extremă atât în partea dreaptă a graficului, cât şi în partea stângă, atât pentru
aluminiu, cât şi pentru cupru.
Această reprezentare evidenţiază faptul că cele mai mari diferenţe, din punctul de
vedere al variabilelor considerate, se înregistrează în poziţiile extreme (stânga-dreapta pentru
primul ax, sus-jos pentru al doilea ax) [129]. Diferenţele explică reprezentarea în cadrane
diferite a unităţilor statistice respective.
3.3.4 Analiza relaţiilor dintre variabile în funcţie de natura
materialului S-a aplicat Analiza Componentelor Principale (ACP), deoarece putem astfel evidenţia:
- legăturile statistice (corelaţiile) dintre variabilele analizate;
- asemănările şi deosebirile dintre unităţile statistice luate în considerare;
- explicarea asemănărilor, respectiv a deosebirilor dintre parametrii procesului, din
punctul de vedere al variabilelor considerate [129].
Utilizând analiza componentelor principale, putem afla legăturile ce se stabilesc între
variabilele ce descriu timpul, forţa de lucru, energia relativă, rezistenţa la tracţiune, zona
unde are loc ruperea, natura şi duritatea materialului.
Valorile coeficienţilor de corelaţie sunt mai mari decât 0 în toate cazurile şi arată că
între variabile există legături statistice semnificative (directe).
1) Statistica (criteriul) χ2 (Tabelul 3.17) aplicată în vederea testării ipotezei de
independenţă a variabilelor studiate. Astfel, formulăm următoarele ipoteze:
- H0: ipoteza de independenţă (între variabile nu există legătură statistică);
- H1: ipoteza de dependenţă (admitem că între variabile există legături statistice). Valoarea calculată a statisticii test χ2 este 262,181. Nivelul de semnificaţie
corespunzător acestei valori este Sig. = 0,000< 0,05. În acest caz, se respinge ipoteza H0.
Aceasta arată că între variabilele considerate există legături statistice. Valoarea statisticii
(criteriului) KMO (Kaiser-Meyer-Ohlin) este mai mare decât 0,5 (fiind de 0,753) şi arată că
soluţia obţinută în urma aplicării ACP este bună.
2) Valorile proprii ale matricei corelaţiilor (tabelul 4.6) sunt: λ1 =6,786, λ2 = 1,782; λ3 = 0,776, λ4 = 0,406; λ5 = 0,184, λ6 = 0,032; λ7 = 0,020, λ8 = 0,008; λ9 = 0,004, λ10
=0,002.
Valoarea proprie cea mai mare (6,786) este corespunzătoare primului ax factorial şi
explică 67,863% din varianţa totală a norului de puncte. Primele două axe factoriale explică
împreună 85,680% din varianţa totală.
Valorile din tabelul 3.18 arată poziţia (coordonatele) variabilelor pe axele factoriale.
Prima variabilă din tabel are o coordonată pozitivă pe primul ax factorial (0,885) şi o
coordonată tot pozitivă pe al doilea ax factorial (0,260). Aceasta arată că variabila va fi
reprezentată grafic în cadranul valorilor pozitive ale primului ax factorial şi tot în cadranul
valorilor negative ale celui de-al doilea ax factorial.
Valorile ridicate ale coordonatei variabilelor pe axele factoriale arată că acele variabile
sunt puternic corelate cu axul factorial respectiv. Coordonatele variabilelor pe axele
factoriale reprezintă coeficienţii ecuaţiei liniare a legăturilor dintre variabile.
Pentru datele obţinute în tabelul 3.19, primul ax factorial este o variabilă definită de
combinaţia liniară a variabilelor iniţiale de forma:
F = 0,885V1 + 0,288V2 + 0,456V3+ 0,964V4 - 0,130V5+ 0,983V6 +0,973V7 +0,969V8+
0,966*V9+0,990* V10

52
în care:
- V1=“timpul de lucru”, V2 = “forţa de lucru”, V3 = “energia relativă (încărcarea)”,
V4 = “rezistenţa la tracţiune”, V5 = “zona unde are loc ruperea”, V6 = “duritatea în punctul 1
din materialul de bază“, V7=“duritatea în punctul 1 din nucleu”, V8 =“duritatea în punctul 2
din nucleu”, V9 = “duritatea în punctul 3 din nucleu”, V10 = “duritatea în punctul 2 din
materialul de bază“.
3) Rezultatele calculate care arată contribuţiile variabilelor la formarea axelor
factoriale sunt prezentate în tabelul 3.20. În acelaşi mod ca mai sus, valorile ridicate ale
contribuţiilor arată importanţa semnificativă a variabilei respective. În acest caz, toate
variabilele contribuie la formarea primului ax factorial. Pentru al doilea ax factorial,
variabilele ce contribuie la formarea acestuia sunt Zona de rupere şi Timpul de lucru.
Tabelul 3.20 Contribuţia variabilelor la formarea axelor factoriale
4) Coordonatele variabilelor pe primul ax factorial sunt pozitive şi vor fi
reprezentate în partea dreaptă a graficului. Poziţia lor pe primul ax factorial, reprezentat pe
orizontală, arată că între ele există o legătură puternică.
3.3.5 Estimarea celui mai bun model de trend ce caracterizează
evoluţia forţei de tracţiune Determinarea tendinței de evoluție a forței de tracțiune presupune următoarele etape:
1) Reprezentarea grafică a seriei cu ajutorul cronogramei liniare;
2) Alegerea modelului de trend care aproximează tendința;
3) Estimarea parametrilor modelului de trend ales;
4) Alegerea celui mai bun model de trend;
5) Testarea parametrilor modelului de trend ales;
6) Testarea normalității erorilor modelului de regresie.
Tabelul 3.21 Sinteza modelului de trend şi estimații ale parametrilor Variabila dependentă : Forţa de tracţiune [N]
Ecuaţie Model Parametri estimaţi
R2 F df1 df2 Sig. Constanta b1 b2
Liniar 0,803 57,014 1 14 0,000 66,703 12,740 -0,367 Cubic 0,814 28,452 2 13 0,000 48,003 18,973 Putere 0,728 37,441 1 14 0,000 66,543 0,462

53
1) Alegerea celui mai bun model de trend
Raportul de determinație R2 are valori mari, apropiate de valoarea maximă 1, pentru
toate modelele estimate. Modelul cu valoarea cea mai mare a raportului R2 este cel parabolic
(Quadratic). Datorită faptului că diferența dintre raporturile de determinație ale modelelor
liniar și parabolic este nesemnificativă și potrivit criteriului de minimizare a numărului de
parametri ai modelului, optăm pentru trendul liniar. Ecuația de estimare a funcției de trend
liniar este definită de relația:
Yt = a + b∙t + e (3.10)
Înlocuind datele, ecuația estimată a tendinței liniare pentru seria dată va fi:
Yt = 66,703 + 12,740∙t (3.11)
2) Testarea parametrilor modelului de trend ales
Valoarea Sig. asociată statisticii t, pentru ambii parametri ai modelului de regresie, este
mai mică decât riscul α ales (în general α = 0,05). Valorile Sig. asociate testului pentru cei
doi coeficienți ai modelului de trend sunt:
(Sig = 0,001) ׀< α = 0,05) și (Sig = 0,000) ׀< α = 0,05) (3.12)
Intervalul de încredere estimat nu acoperă valoarea 0, fiind (-211,884; -70,455) pentru
constantă, respectiv (5,972; 9,333) pentru parametrul β.
În condițiile riscului acceptat, (α = 0,05) decidem că modelul de trend liniar este
semnificativ pentru reprezentarea tendinței de evoluție a forței de tracțiune.
3.3.6 Influenţa principalilor parametri de intrare asupra rezistentei la
tracţiune Metodele analitice permit exprimarea matematică a formei legăturii şi măsurarea
numerică a intensităţii legăturii. Sunt cunoscute sub denumirea de metode de regresie şi
corelaţie [86].
Pentru a evidenția și înțelege cum acționează forța de lucru, energia relativă, natura
materialului și timpul de lucru asupra rezistenței la tracțiune și asupra zonei de rupere am
realizat o analiză de regresie multiplă. Am început cu toate variabilele considerate în model
și utilizând metoda Backward am eliminat, la fiecare pas, pe cea mai puţin importantă (cel
mai slab predictor).
Prin urmare, am stabilit următoarele ipoteze:
A) Ha: forța de lucru, energia relativă, natura materialului și timpul de lucru au
aceeași influență asupra rezistenței la testul de tracțiune;
B) Hb: forța de lucru, energia relativă și timpul de lucru au aceeași influență
asupra zonei unde are loc ruperea.
A) Se observă că legătura cea mai semnificativă există între variabilele ,,Forța de
tracțiune", ,,Timpul de lucru" și ,,Energia relativă". Valoarea coeficientului de corelație
este egală cu 0,934, respectiv 0,409, cu o valoare Sig. mai mică decât 0,05.
Valorile obținute pentru R (coeficientul de corelație), R2 (coeficientul de determinație)
și eroarea standard din tabelul 3.26 arată că variabilele independente ce estimează cel mai
bine variabila dependentă sunt: ,,Natura materialului", ,,Forța de lucru" și ,,Energia relativă".

54
Tabelul 3.26 Model Summary
Model R R2 R2 ajustat Abaterea standard
1 0,996 0,991 0,988 7,36202
2 0,995 0,990 0,988 7,50884
Tabelul 3.27 prezintă rezultatele analizei variației variabilei dependente sub influența
factorului de regresie și a factorului de reziduu. Valoarea testului F este mare, iar valoarea
Sig. corespunzătoare este mai mică decât 0,05 (0,00). În acest caz spunem că relația liniară
dintre variabilele analizate este semnificativă.
Tabelul 3.27 Anova
df
Suma pătratelor
abaterilor variabilei
dependente
Media pătratică a
abaterilor variabilei
dependente
F Prob(F)
Regresie 4 68140,656 17035,164
314,305
0,000
Reziduu 11 596,193 54,199
Total 15 68436,849
Regresie 3 68060,256 22686,725
402,370
0,000
Reziduu 12 676,593 56,383
Total 15 68736,849
Din rezultatele prezentate deducem că ecuația estimată a modelului de regresie este:
T = 393,147+0,363 F-0,803 W-130,741 M
în care:
F [N] este forţa de lucru
T [N] - Forţa de tracţiune
M - Natura materialului
3) Interpretarea ecuației
Observăm că valorile obținute pentru ,,Energia relativă" și ,,Natura materialului" sunt
negative. Putem spune că la o scădere a energiei relative valoarea forței de tracțiune
înregistrează o scădere, corespunzătoare unei pante de 0,80.
3.3.7 Influenţa principalilor parametri de intrare asupra zonei
unde se produce ruperea Hb: forța de lucru, energia relativă, natura materialului și timpul de lucru au
aceeași influență asupra zonei unde are loc ruperea.
1) Formularea ipotezelor
H0: β = 0 (ipoteza indică lipsa unei legături dintre variabile sau cele două variabile
sunt independente)
H1: β ≠ 0 (ipoteza indică existența unei legături liniare între variabile)
2) Rezultate
Se observă că legătura cea mai semnificativă este între variabilele Zona de rupere și
Timpul de lucru. Valoarea coeficientului de corelație este egală cu 0,158, cu o valoare Sig.
mai mare decât 0,05 (0,280). Observăm că între cele două variabile există o legătură directă,
dar nesemnificativă statistic, deoarece valoarea coeficientului de corelație tinde spre 0.
În acest caz, putem afirma că între cele două variabile nu există o corelație
semnificativă.

55
Valorile obținute pentru R (coeficientul de corelație), R2 (coeficientul de determinație)
și eroarea standard din tabelul 3.31 arată că variabila independentă ce estimează cel mai bine
variabila dependentă este ,,Energia relativă".
Tabelul 3.31 Date statistice
Model R R2 R2Ajustat Abaterea Standard
1. 0,644 0,415 0,203 0,39933
2. 0,644 0,415 0.268 0,38255
3. 0,627 0,393 0,300 0,37412
4. 0,567 0,321 0,273 0,38144
a. Variabile: (Constante), Natura materialului, Forţa de lucru, Energie relativă(%),
Timp de lucru b. Variabile: (Constante), Forţa de lucru, Energie relativă(%), Timp de lucru
c. Variabile: (Constante), Energie relativă(%), Timp de lucru
d. Variabile: (Constante), Energie relativă(%)
e. Variabile dependente: Zona de rupere
Tabelul 3.32 prezintă rezultatele analizei variației variabilei dependente sub influența
factorului de regresie și a factorului de reziduu, fiind folosită, în acest sens, metoda
ANOVA. Valoarea testului F este mare, iar valoarea Sig. corespunzătoare este mai mică
decât 0,05 (0,00). În acest caz spunem că relația liniară dintre variabilele analizate este
semnificativă.
Din rezultatele prezentate, deducem că ecuația estimată a modelului de regresie are
forma:
Z= 3,187 - 0,022 W
în care:
Z - reprezintă zona unde are loc ruperea;
W – valoarea procentuală a energiei relative [%]
3) Interpretarea ecuației
Observăm că valoarea obținută pentru coeficientul variabilei ,,Energia relativă" este
negativă. Putem spune că la o scădere a energiei relative, posibilitatea ca zona de rupere sa
fie în materialul de bază scade proporţional, în medie conform unei pante de 0,022.
3.3.8 Influenţa regimului de lucru asupra durităţii materialului în
nucleul sudat Pentru a evidenţia distribuţia valorilor variabilei dependente, duritatea materialului, s-a
realizat o analiză a indicatorilor statistici descriptivi, în software-ul statistic SPSS.
În ceea ce priveşte forma distribuţiei, valorile coeficientului de asimetrie (Skewness)
arată o distribuţie cu o asimetrie pozitivă, cu abatere spre dreapta (0 < 0,0536 < 1).
Valoarea coeficientului de boltire (Kurtosis) este negativă, indicând o distribuţie
platicurtică (-1,246 < 0).

56
Figura 3.29 Histograma şi curba frecvenţelor pentru variabila dependentă
Tabelul 3.38 Rezultate obţinute prin utilizarea metodei ANOVA
Model Sum of Squares df Mean Square F Sig. 1 Regresie
e 8485,701 3 2828,567 9,922 ,001(a)
Reziduu 3420,932 12 285,078
Total 11906,633 15
2 Regresie 8310,983 2 4155,491 15,024 ,000(b)
Reziduu 3595,650 13 276,588
Total 11906,633 15
3 Regresie 7732,764 1 7732,764 25,937 ,000(c)
Reziduu 4173,870 14 298,134
Total 11906,633 15
a. Variabile independente: (Constant), Energie relativă (%), Timp de
lucru
b. Variabile independente: (Constant), Timp de lucru
c. Variabile independente: Valoarea medie a durităţii în nucleu
Datorită faptului că am obţinut valori mici ale statisticii F putem afirma că variabilele
independente explică variaţia variabilei dependente.
Tabelul 3.37 Indicatori statistici corespunzători modelelor de regresie
Model R R2 R2 Ajustat Eroarea standard estimată
1 0,844a 0,713 0,641 16,88424396
2 0,835b 0,698 0,652 16,63094989
3 0,806c 0,649 0,624 17,26654386

57
Tabelul 3.39 Coeficienţi de regresie
În prima parte a tabelului 3.39 sunt prezentate valorile coeficienţilor de regresie şi
observăm că modelul estimat este de forma:
Y = -53,441+2,749 t1
Astfel, constatăm că valoarea medie a durităţii în nucleul sudat se măreşte la creşterea
timpului de lucru cu aproximativ 2,75%. Valorile obţinute pentru toleranţă variază în
intervalul (0 … 1) şi indică faptul că variabila independentă este explicată printr-o
combinaţie liniară a variabilelor independente. Proporţia varianţei evidenţiază contribuţia
fiecărei variabile la varianţă. Şi în acest caz s-au obţinut valori mici.
3.4. Verificarea rezultatelor analizei obţinute prin prelucrarea cu
SPSS cu ajutorul programului DataFit Datele experimentale obţinute în urma încercărilor experimentale de sudare cu ajutorul
ultrasunetelor a tabelelor de aluminiu şi cupru au fost prelucrate cu programul statistic SPSS.
Astfel, s-a considerat a fi necesară o verificare a acestora cu un alt program. S-au selectat o
parte din datele experimentale (tabelul. 3.42) şi s-au prelucrat cu ajutorul programului
DataFit. S-a avut ca scop identificarea influenţei pe care o au variabilele independente (Timp
de lucru, Energia relativă şi Forţa de lucru) asupra variabilei dependente (Forţa de
tracţiune).
A. Prelucrarea datelor experimentale obţinute în urma sudării cu ajutorul
ultrasunetelor a tabelelor din aluminiu
Coeficienţi statisticia
-99,764 37,474 -2,662 ,021 -181,414 -18,115
2,665 ,543 ,781 4,910 ,000 1,482 3,848 ,945 1,058
-,081 ,104 -,136 -,783 ,449 -,308 ,145 ,793 1,261
,698 ,431 ,280 1,620 ,131 -,241 1,637 ,799 1,251
-95,829 36,579 -2,620 ,021 -174,852 -16,806
2,605 ,529 ,764 4,921 ,000 1,461 3,748 ,965 1,037
,559 ,386 ,224 1,446 ,172 -,276 1,394 ,965 1,037
-53,441 22,711 -2,353 ,034 -102,153 -4,730
2,749 ,540 ,806 5,093 ,000 1,591 3,906 1,000 1,000
(Constant)
Timp de lucru
Forta de lucru
Energie relativ a (%)
(Constant)
Timp de lucru
Energie relativ a (%)
(Constant)
Timp de lucru
Model
1
2
3
B
Abaterea
standard
Coef icienţi
nestandardizaţ i
Beta
Coef icienţi
standardizaţi
t Sig.
Limita
inf erioară
Limita
superioară
95% Interval de încredere
pentru B
Toleranţa VIF
Stat is tici de
colinearitate
Variala dependentă: Valoarea medie a duritatii in nuc leua.
Tabelul.3.42 Rezultate experimentale obţinute în urma sudării cu ajutorul
ultrasunetelor a tablelor din aluminiu
Nr. exp. t [ms] FL [daN] Er[%] FTmax [N]
1 25 106,1818 88 90,6
2 32 106,1818 92 96,5
3 35 106,1818 80 96
4 29 106,1818 100 96,8
5 38 167,0069 80 142
6 38 106,1818 60 129
7 38 36,20907 61 91,5
8 38 267,6879 93 149,5

58
Valoarea coeficientului de determinaţie multiplă - R2 este 0,891591471 (tabelul 3.44),
se constată că această valoare este apropiată de 1, ceea ce dovedeşte faptul că legătură între
variabilele independente (t, FL, Er) şi variabila dependentă (FTmax) este semnificativă.
Tabelul. 3.44 Valori corespunzătoare metodei ANOVA
Model Abaterea
Standard
Suma
reziduurilor
Media
reziduurilor R2
Y=
a*x1+b*x2+c*x3+d
10,66734
89 -1,42109E-14 -1,77636E-15-
0,8915914
71
Tabelul. 3.45 Coeficienţi de regresie
Variabila Valoarea Eroarea standard t Prob(t)
a 0,887996087577049 1,431948639806 0,620131241 0,56875
b 0,339846120970265 9,66695288714934E-02 3,515545435 0,02455
c 0,610381933578846 0,529485446898968 -1,152783211 0,3132
d 88,5255793555553 78,7832735180827 1,123659571 0,32403
Datorită faptului că s-a obţinut o valoare foarte mare pentru probabilitatea
corespunzătoare testului t, în cazul variabilei x1, aceasta va fi eliminată din modelul de
regresie. Ea are cea mai scăzută influenţă asupra valorii forţei de tracţiune.
Tab. 3.46 Valorile finale ale coeficienţilor de regresie
Variabila Valoarea Eroarea standard t-ratio Prob(t)
b 0,3829180432 0,06296335033 6,081602094 0,00174
c -0,877421857 0,2885114327 -3,041203077 0,02871
d 135,2652088 21,47861003 6,297670503 0,00148
Funcţia dreptei de regresie este o funcţie de gradul I, ce sintetizează corelaţiile dintre
variabilele independente şi variabila dependentă:
8135,265208E877421,0 0,382918 F rcTmax LF
în care:
FL este forţa de lucru [daN];
Er – energia relativă;
FTmax – forţa maximă de tracţiune [N];
Relaţia confirmă rezultatele analizei realizate cu programul SPSS, evidenţiind faptul că
valoarea forţei de tracţiune va creşte la mărirea valorilor forţei de lucru.
Eroarea standard estimată are valori mici, conform datelor înscrise în tabelul 3.46, ceea
ce demonstrează că toate punctele experimentale au valori apropiate de dreapta de regresie.
Statistica F are o valoare mare, iar valoarea probabilităţii asociate lui F (Prob F) este
mai mică (de 0,05), ceea ce înseamnă că variabilele independente explică variaţia variabilei
dependente şi invers.
Se observă că valoarea calculata pentru F (10,96582201) este semnificativă şi valoarea
Prob(F), corespunzătoare statisticii F, este mică (0,02122< 0,05), ceea ce evidenţiază o
relaţie liniară semnificativă între variabile.
Aşa cum se poate observa în diagrama din figura 3.31, punctele corespunzătoare celor
12 încercări experimentale sunt apropiate de linia dreaptă, ceea ce indică faptul că avem o
distribuţie normală.

59
Figura. 3.32 Influenţa variaţiei timpului de lucru şi a valorii procentuale a energiei
relative asupra forţei de tracţiune, în condiţiile menţinerii constante a forţei de lucru
În figura 3.32 este evidenţiată tendinţa de evoluţie a forţei de tracţiune în condiţiile
menţinerii constante a valorii forţei de lucru la 106,1818 daN. Astfel, valoarea maximă a
forţei de lucru, 106,8603606 N, se obţine la un timp de 35 ms şi la o valoare procentuală a
energiei relative de 80%.
Fig. 3.33 Influenţa variaţiei forţei de lucru şi a valorii procentuale a energiei relative
asupra forţei de tracţiune, în condiţiile menţinerii constante timpului de lucru
B. Prelucrarea datelor experimentale obţinute în urma sudării cu ajutorul
ultrasunetelor a tabelelor din cupru
Tabelul 3.49 Rezultate experimentale obţinute în urma sudării cu ajutorul
ultrasunetelor a tablelor din cupru Nr. exp. t [ms] FL [daN] Er[%] FTmax [N]
1 48 125,8011 88 239
2 48 115,9032 95 238
3 48 146,0947 90 239
4 48 135,8673 90 238,5
5 50 135,8673 92 238,5
6 52 135,8673 95 236
7 46 135,8673 90 239
8 48 156,4765 90 240
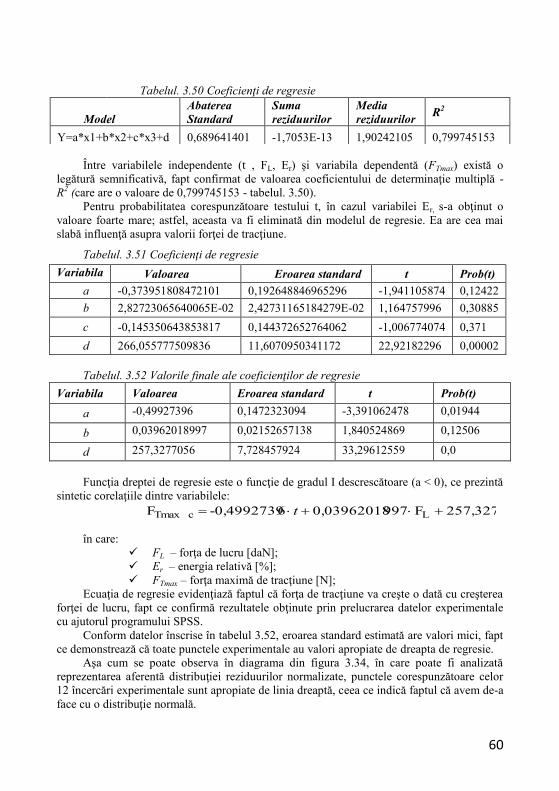
60
Între variabilele independente (t , FL, Er) şi variabila dependentă (FTmax) există o
legătură semnificativă, fapt confirmat de valoarea coeficientului de determinaţie multiplă -
R2 (care are o valoare de 0,799745153 - tabelul. 3.50).
Pentru probabilitatea corespunzătoare testului t, în cazul variabilei Er, s-a obţinut o
valoare foarte mare; astfel, aceasta va fi eliminată din modelul de regresie. Ea are cea mai
slabă influenţă asupra valorii forţei de tracţiune.
Tabelul. 3.52 Valorile finale ale coeficienţilor de regresie
Variabila Valoarea Eroarea standard t Prob(t)
a -0,49927396 0,1472323094 -3,391062478 0,01944
b 0,03962018997 0,02152657138 1,840524869 0,12506
d 257,3277056 7,728457924 33,29612559 0,0
Funcţia dreptei de regresie este o funcţie de gradul I descrescătoare (a < 0), ce prezintă
sintetic corelaţiile dintre variabilele:
6257,327705F9970,03962018 6-0,4992739 F LcTmax t
în care:
FL – forţa de lucru [daN];
Er – energia relativă [%];
FTmax – forţa maximă de tracţiune [N];
Ecuaţia de regresie evidenţiază faptul că forţa de tracţiune va creşte o dată cu creşterea
forţei de lucru, fapt ce confirmă rezultatele obţinute prin prelucrarea datelor experimentale
cu ajutorul programului SPSS.
Conform datelor înscrise în tabelul 3.52, eroarea standard estimată are valori mici, fapt
ce demonstrează că toate punctele experimentale au valori apropiate de dreapta de regresie.
Aşa cum se poate observa în diagrama din figura 3.34, în care poate fi analizată
reprezentarea aferentă distribuţiei reziduurilor normalizate, punctele corespunzătoare celor
12 încercări experimentale sunt apropiate de linia dreaptă, ceea ce indică faptul că avem de-a
face cu o distribuţie normală.
Tabelul. 3.50 Coeficienţi de regresie
Model
Abaterea
Standard
Suma
reziduurilor
Media
reziduurilor R2
Y=a*x1+b*x2+c*x3+d 0,689641401 -1,7053E-13 1,90242105 0,799745153
Tabelul. 3.51 Coeficienţi de regresie
Variabila Valoarea Eroarea standard t Prob(t)
a -0,373951808472101 0,192648846965296 -1,941105874 0,12422
b 2,82723065640065E-02 2,42731165184279E-02 1,164757996 0,30885
c -0,145350643853817 0,144372652764062 -1,006774074 0,371
d 266,055777509836 11,6070950341172 22,92182296 0,00002

61
Figura. 3.34 Influenţa variaţiei timpului de lucru şi a valorii procentuale a energiei
relative asupra forţei de tracţiune în condiţiile menţinerii constante a forţei de lucru
Forţa de tracţiune atinge o valoare maximă de 239,6137 N, în condiţiile unui timp de
lucru de 46 ms şi la o valoare de 90% a energiei relative.
Figura. 3.35 Influenţa variaţiei forţei de lucru şi a valorii procentuale a energiei
relative asupra forţei de tracţiune, în condiţiile menţinerii constante timpului de lucru
După cum se poate observa şi în figura 3.35, forţa maximă de tracţiune, de 239,155 N,
se obţine în condiţiile unei valori procentuale a energiei relative de 90% şi la o forţă de lucru
de 146,0947 daN.
Prelucrarea rezultatelor experimentale obţinute în urma sudării cu ajutorul
ultrasunetelor a tablelor de aluminiu şi cupru cu programul DataFit a confirmat faptul că
pentru a obţine valori mari ale forţei la testele de tracţiune, trebuie să asigurăm o valoare
mare a forţei de lucru la sudare, fapt ce a fost demonstrat şi anterior, prin analiza realizată cu
programul statistic SPSS.
3.5 Concluzii Experimentele de sudare cu ajutorul ultrasunetelor au fost realizate în cadrul
Institutului Naţional de Cercetare – Dezvoltare şi Încercări de Materiale (ISIM) Timişoara.
În urma realizării încercărilor experimentale au fost stabilite intervale de valori pentru
parametrii de lucru. Acestea s-au grupat în două regimuri de lucru, primul dintre ele
caracterizându-se printr-un timp de lucru constant şi o forţă de lucru variabilă iar cel de al
doilea cu valori variabile ale duratei de lucru în condiţiile menţinerii constante a forţei de
lucru. Pentru a evidenţia calitatea sudurii, jumătate din probe au fost supuse încercărilor la
tracţiune, iar pe cealaltă jumătate s-au efectuat analize macroscopice, microscopice şi teste
de microduritate.
Valorile obţinute în urma testelor de tracţiune au evidenţiat următoarele aspecte:
îmbinările sudate au rezistenţă mare la tracţiune;
valoarea procentuală a ruperii în materialul de bază este de aproximativ 80%;

62
valorile parametrilor de caracteristici regimului de lucru s-au dovedit a fi optime.
Imaginile oferite de analiza macro şi microstructurală dovedesc următoarele aspecte:
a) probele din aluminiu au o structură formată din soluţie solidă Al-α cu grăunţi
puternic deformaţi pe direcţia de laminare a tablei în materialul de bază (MB), iar în nucleu
(N, zona sudată), structura are un aspect modificat privind orientarea (distorsiuni ) şi
mărimea grăunţilor (mai mari sau mai fini);
b) probele din cupru au o structură formată din soluţie solidă Cu-α, cu grăunţi
echiaxiali orientaţi pe direcţia de laminare, incluziuni globulare de Cu2O în materialul de
bază (MB), iar în nucleu sudat (N), structura are un aspect modificat privind orientarea.
Grăunţii din nucleul sudat sunt mai fini şi au o formă mai alungită. Sunt evidente
aglomerările de Cu2O, orientate după direcţiile de deformare în nucleul sudat.
Se evidenţiază prezenţa unor interstiţii între semifabricatele sudate dar acestea sunt
reduse.
Cu scopul de a demonstra faptul că în urma prelucrării de sudare cu ajutorul
ultrasunetelor nu se modifică duritatea semifabricatului s-au realizat teste microduritate în 5
puncte pe fiecare probă (două puncte în materialul de bază şi trei în nucleul sudat).
Diferenţele mici dintre valorilor obţinute în materialul de bază şi cele în nucleul sudat au
confirmat presupunerile enunţate anterior.
Rezultatele obţinute au fost prelucrate şi interpretate cu ajutorul programului de analiză
statistică SPSS. Programul a facilitat evidenţierea corelaţiilor dintre variabilele independente
şi modul, măsura în care acestea explică variaţia variabilei independente.Realizându-se
analize de regresie multiplă au fost considerate variabile dependente, pe rând, valoare forţei
de tracţiune şi valoarea medie a durităţii în nucleul sudat. Drept cele mai importante
variabile independente s-au evidenţiat Energia relativă şi Timpul de lucru.
Rezultatele au fost verificate prin aplicarea unor analize de corelaţie, respectiv regresie
efectuate cu ajutorul programului DataFit
Putem concluziona afirmând că pentru obţinerea unei suduri de calitate superioară atât
pentru semifabricatele din aluminiu cât şi pentru cele din cupru a fost necesară, în primul
rând, asigurarea unei valori cât mai aproape de 100% a energiei relative, un timp de lucru şi
forţă de lucru de valoare medie.
4. Contribuţii experimentale privind procesul de găurire cu
ajutorul ultrasunetelor
4.1. Condiţii de realizare a experimentelor de găurire cu ajutorul
ultrasunetelor şi rezultate preliminare Experimentele de găurire cu ajutorul ultrasunetelor au fost realizate în cadrul
Laboratorului de Tehnologii Neconvenţionale al Facultăţii de Construcţii de Maşini şi
Management Industrial din Universitatea Tehnică “Gheorghe Asachi” Iaşi.
În cadrul experimentelor preliminare, s-au folosit două tipuri de material abraziv,
carbura de siliciu neagră - 21C şi carbura de siliciu verde – 22, la granulaţii de 100, 400 şi
800.
Se menţionează faptul că numărul ce indică granulaţia unui material abraziv
corespunde numărului de ochiuri pe un inch pătrat al sitei cu care s-a efectuat cernerea
granulelor abrazive: cu cât acest număr este mai mare, cu atât granulele au dimensiuni mai
mici. În acest fel, dintre materialele abrazive utilizate în cadrul încercărilor experimentale

63
cele cu o granulaţie de 800 au granule cu dimensiuni mai mici decât cele corespunzătoare
granulaţiilor de 100 sau 400.
Carbura de siliciu neagră - 21C este un material abraziv foarte dur, dar friabil, cu
conţinut ridicat de SiC si muchii ascuţite. Se recomandă la prelucrarea materialelor metalice
şi nemetalice cu rezistenţă la tracţiune scăzută, cum ar fi: fonta, alama, cuprul, aluminiul,
porţelanul etc.
Carbura de siliciu verde - 22C este un material abraziv foarte dur şi casant, cu muchii
ascuţite, recomandat în mod deosebit la prelucrarea carburilor metalice, a sticlei, ceramicii şi
fontei.
Concentraţia soluţiei abrazive utilizate a fost de 40%, atât în cercetările experimentale
preliminare, cât şi în cele finale.
Încercările experimentale privind găurirea cu ajutorul ultrasunetelor s-au efectuat pe
epruvete din sticlă obişnuită şi respectiv pe epruvete din sticlă pyrex; în practica industrială
se întâlnesc uneori situaţii în care este necesară executarea unor găuri în piese din asemenea
materiale şi prelucrarea cu ajutorul ultrasunetelor este una dintre soluţiile tehnologice de
natură să permită realizarea prelucrării.
Sticla obişnuită este considerată a fi un amestec în stare amorfă de dioxid de siliciu şi
silicaţi ai unor metale. O compoziţie aproximativă a unei asemenea sticle pe bază de sodiu
este indicată de formula chimică 6SiO2∙CaO∙Na2O. Sticla obişnuită se caracterizează prin
transparenţă, fragilitate, rezistenţă mecanică şi duritate mare, şi respectiv un coeficient de
dilatare scăzut.
Duritatea sticlei este de circa 2,52 g/mm3, iar modulul lui Young are, în cazul sticlei, o
valoare de 72 GPa. Capacitatea calorică a sticlei este de 49 J/mol∙k.
Sticla Pirex sau Pyrex-ul a fost (81% SiO2, 12,5% B2O3, 4% Na2O, 2,2% Al2O3,
0,02CaO, 0,06% k2O) a fost produsă pentru prima oară de către Cornians Incorporated, în
1915. În esenţă, ea este realizată dintr-un borosilicat şi se caracterizează în primul rând
printr-o rezistenţă ridicată la şocuri termice. Densitatea sticlei Pyrex este de 2,235 g/cm3,
fiind deci puţin mai mare decât cea a sticlei obişnuite Modulul lui Young are o valoare de 65
GPa.
La realizarea experimentelor preliminare, s-au folosit scule realizate din cozi de
burghie cu diametre de 0,5, 0,6, 0,9, 1,3 şi 2 mm. S-a filetat capătul concentratorului pentru a
permite fixarea burghiului cu o bucşă elastică şi o piuliţă. Presiunea de lucru adoptată a avut
valori cuprinse între 0,5 şi 1,5 N/mm2.
Utilizarea cozilor de burghie în calitate de scule pentru prelucrarea găurilor cilindrice
cu ajutorul ultrasunetelor, a fost determinată de faptul că, acestea sunt realizate din materiale
cu o duritate ridicată şi, totodată, datorită unei bune precizii dimensionale şi de formă dar şi
rugozităţii scăzute a suprafeţelor exterioare a burghielor obţinute prin rectificare. Asigurarea
perpendicularităţii suprafeţei frontale a sculei cilindrice pe axa acesteia a fost posibilă prin
rectificare frontală cu un disc diamantat.
S-au obţinut valori mari ale adâncimii găurilor, atât în epruvetele din sticlă obişnuită
cât şi în cele din pyrex, pentru valori mici ale diametrelor burghielor, la valori medii ale
presiunii de lucru.
În timpul cercetărilor experimentale s-au constatat o serie de probleme. Astfel, la o
presiune de 1,5 N/mm2 scula cu diametrul de 0,5 mm s-a rupt după 12 s.
La aceeaşi valoare a presiunii, s-au sudat o serie de scule cu diametrul de 1,3 mm de
bucşa elastică şi piuliţă. Găurirea cu o sculă având un diametru de 2 mm la o presiune de 1,5
N/mm2 a condus la ruperea concentratorului la limita superioară a zonei filetate.

64
Imagini cu aspectul corespunzător zonei superioare a găurilor, prelucrate la regimuri
diferite, sunt prezentate în figura 4.4; aceste imagini ele au fost realizate cu microscopul
IntelPlay, la o mărire de 60 de ori.
Astfel, în urma efectuării experimentelor preliminare şi a consultării literaturii de
specialitate, s-a stabilit o valoare a presiunii de contact de 1MPa.
S-a decis ca experimentele să se realizeze cu scule având diametre de 0,6, 1,3 şi 2 m. S-
a utilizat o combinaţie în procente egale a celor 2 materiale abrazive, 21C şi 22C (50% 21C
+ 50% 22C = 50C), la granulaţii de 400 respectiv 800.
p=1,5 N/mm2;ma=21C
ga=100;ds=1,3mm;me=sticlă
p=1,5 N/mm2;ma=22C
ga=400;ds=1mm;me=pyrex
p=1 N/mm2;ma=21C
ga=400;ds=2mm;me=pyrex
p=1,5 N/mm2;ma=22C
ga=400;ds=1mm;me=pyrex
p=1 N/mm2 ma=21C
ga=800;ds=1,3mm;me=sticlă
p=0,5 N/mm2; ma=22 C
ga=100;ds=1,3mm;me=pyrex
p=1 N/mm2 ma=21C
ga=400;ds=1,3mm;me=sticlă
p=1 N/mm2;ma=22C
ga=400;ds=2mm;me=pyrex
p=1 N/mm2;ma=21C
ga=400;ds=0,6mm;me=pyrex
Figura. 4.4 Aspectul suprafeţelor superioare ale găurilor realizate prin găurire
ultrasonică (p – presiunea dintre sculă şi semifabricat, ma – tipul materialului semifabricat,
ga – granulaţia materialului abraziv, ds – diametrul sculei, me – materialul epruvetei)
Mişcarea de lucru este realizată de către piesă cu ajutorul unui arc, pe o distanţă relativ
mică. Pentru cunoaşterea forţei de apăsare exercitate de către arcul comprimat, s-a recurs la o
operaţie de etalonare înainte de efectuarea experimentelor.
Ecuaţia de regresie (4.1) evidenţiază relaţia de dependenţă dintre forţa de lucru şi
comprimarea arcului şi ea a fost obţinută prin prelucrarea datelor din tabelul 4.2 cu ajutorul
unui software specializat [].
(4.1) în care:
- Δl- deplasarea pe care o realizează suprafaţa superioară a arcului la acţionarea asupra
lui cu o anumită forţă (masă cunoscută);
- F – forţa care comprimă arcul.
În vederea menţinerii presiunii constante pentru cele trei valori ale suprafeţelor de lucru
corespunzătoare celor trei diametre ale sculelor cilindrice s-a calculat forţa de lucru cu relaţia
4.2.

65
ApF (4.2)
în care,
- p este presiunea de lucru [N/mm2];
- A – aria suprafeţei de lucru [mm2].
Tabelul 4.3 include valorile următorilor parametri:
- d – diametrul sculei;
- A – aria suprafeţei de lucru, în cazul celor trei scule cilindrice cu diametre diferite;
- p – presiunea de contact;
- F – forţa de lucru;
- Δl – comprimarea arcului (deplasarea mesei împreună cu semifabricatul, pentru a
asigurarea o presiune de valoare precizată).
În urma calculelor efectuate, s-au realizat experimentele de găurire ultrasonică după
cum urmează:
pentru un diametru al sculei de 0,6 mm, s-a realizat comprimarea arcului cu 2 mm
pentru asigurarea forţei de lucru de 0,28 N;
pentru un diametru al sculei de 1,3 mm, s-a aplicat o forţa de lucru de 1,32 N printr-o
comprimare a arcului de 10 mm;
pentru un diametru al sculei de 2mm, arcul a fost comprimat cu 23 mm, pentru a
dezvolta în zona de lucru o forţa 3,14 N.
Adâncimea găurilor a fost măsurată cu ajutorul unei tije cilindrice având diametrul de
0,5 mm ataşate unui comparator cu cadran.
În esenţă, iniţial s-a adus tija cilindrică a comparatorului în contact cu suprafaţa
superioară netedă a epruvetei şi s-a recurs la reglarea la zero a comparatorului , ulterior, prin
deplasarea epruvetei, s-a introdus tija cilindrică a comparatorului în gaura prelucrată,
citindu-se pe comparator o valoare corespunzătoare adâncimii găurii prelucrate.
Pentru eliminarea într-o măsură cât mai mare a erorilor ce pot apărea atât în timpul
experimentelor, cât şi în procesul de măsurare a adâncimi găurilor s-au efectuat un număr de
trei experimente pentru aceeaşi combinaţie a valorilor parametrilor de lucru şi s-au luat în
calcul la prelucrarea datelor experimentale valorile medii obţinute astfel. S-au realizat un
număr total de 72 de găuri, în epruvete din pyrex şi sticlă.
4.2. Analiza şi modelarea matematică cu ajutorul programului
DataFit a datelor experimentale obţinute prin găurire ultrasonică a
epruvetelor din pyrex
Condiţiile de efectuare a încercărilor experimentale şi adâncimilor găurilor obţinute în
aceste condiţii în epruvete din prezentate în tabelul 4.4. Aşa cum se poate observa,
încercările experimentale s-au efectuat folosindu-se valori distincte ale variabilelor
independente luate în considerare (diametrul d al sculelor cilindrice granulaţia ga a
materialului abraziv şi t timpul de lucru). Adâncimile găurilor au fost determinate folosindu-
se schema de lucru prezentată în figura 4.5.
Tabelul 4.3 Valorile forţei de lucru şi ale deplasării specifice fiecărui diametru al sculei
d [mm] A [mm2] p [N/mm2] F [N] Δl [mm]
0,6 0,2826 1 0,28 2
1,3 1,3250 1 1,32 10
2 3,14 1 3,14 23

66
Legătură semnificativă între variabilele independente (d, gr, t) şi variabila dependentă
(hs) este confirmată de valoarea coeficientului de determinaţie multiplă - R2, care are o
valoare de 0,887188414 (Tabelul 4.6); se poate afirma că 88,71% din variaţia adâncimii
găurii obţinute prin prelucrare ultrasonică este determinată de variaţia diametrului sculei.
Tabelul. 4.6 Valori ale coeficienţilor statistici
Model
Abaterea
Standard
Suma
reziduurilor
Media
reziduurilor R2
Y=ax1+bx2+cx3+d 0,470693194 -1,57097E-14 -1,30914E-15 0,887188414
Tabelul 4.7 Coeficienţi de regresie
Valoarea Eroarea standard t Prob(t)
-1,71785714285714 0,237735964055593 -7,225903534 0,00009
-0,001525 6,79387106352319E-04 -2,244670212 0,05502
2,15555555555556E-02 9,05849475136426E-03 2,379595744 0,04457
4,12654761904762 0,5949735349566 6,935682642 0,00012
Ecuaţia dreptei de regresie (Relaţia 4.3) este o funcţie de gradul I descrescătoare (a < 0)
ce sintetizează corelaţiile dintre variabilele independente (diametrul sculei, granulaţia
materialului abraziv, timpul de lucru) şi variabila dependent (adâncimea găurii):
47621265476190,41055561555555555,2001525,057147178571428,1 2 aspc gdh (4.3)
în care:
hpc reprezintă valoarea calculată pentru adâncimea găurii în pyrex, [mm];
ds – diametrul sculei [mm];
ga – granulaţia materialului abraziv;
t – timpul de lucru [s];
Tabelul 4.4 Rezultate experimentale la găurirea cu ajutorul ultrasunetelor a
epruvetelor din pyrex Nr.
exp.
Diametrul sculei - d
[mm]
Granulaţia materialului
abraziv - ga
Timpul de lucru
- t [s]
Adâncimea găurii în pyrex -
h [mm]
1 0,6 400 15 2,81
2 0,6 400 45 3,3
3 0,6 800 15 2,13
4 0,6 800 45 2,42
5 1,3 400 15 1,53
6 1,3 400 45 3,12
7 1,3 800 15 0,94
8 1,3 800 45 2,21
9 2 400 15 0,33
10 2 400 45 0,49
11 2 800 15 0,07
12 2 800 45 0,15

67
Relaţia 4.3 evidenţiază faptul că adâncimea găurii realizate cu ajutorul ultrasunetelor în
pyrex va creşte cu scăderea diametrului sculei – ds şi a numărului corespunzător granulaţiei
materialului abraziv – ga şi va creşte la mărirea timpului de lucru - t.
Verificarea unui model de regresie implică determinarea erorilor standard, utilizarea
unui test Fisher (F) de analiză a variaţiei variabilelor şi determinarea valorilor unui test
Student (t) de verificare a semnificaţiei parametrilor regresiei.
Se observă că valoarea calculata pentru F (20,97156738) este semnificativă şi valoarea
Prob(F), corespunzătoare statisticii F este mică (0,00038 < 0,05), ceea ce evidenţiază o
relaţie liniară semnificativă între variabile.
4.2.1. Influenţa parametrilor de lucru asupra adâncimii găurilor
prelucrate ultrasonic în epruvetele din pyrex
Pentru evidenţierea influenţei diametrului sculei asupra adâncimii găurii obţinute , s-au
avut în vedere valori constante ale granulaţiei şi timpului de lucru.
Conform informaţiilor din figura 4.8, la o creştere a diametrului sculei, se va înregistra
scăderea adâncimii găurii. Reprezentarea grafică a fost realizată pentru a facilita comparaţia
între influenţa diametrului pentru diferite valori ale parametrilor timp şi granulaţie.
Era de aşteptat ca la creşterea diametrului sculei să se reducă productivitatea procesului
de găurire cu ajutorul ultrasunetelor, în primul rând datorită unei pătrunderi mai dificile a
granulelor în zona de lucru şi al unei evacuări îngreunate a materialului metalic detaşat.
La realizarea graficului din figura 4.9 s-a avut în vedere ilustrarea influenţei exercitate
de către granulaţia materialului abraziv asupra productivităţii prelucrării, prin luarea în
considerarea a adâncimii găurii realizate într-un anumit interval de timp. Se evidenţiază că
adâncimi mari ale găurilor se înregistrează la valori mici ale granulaţiei – 400 (în realitate, la
dimensiuni mai mari ale granulelor abrazive). Faptul poate fi explicat prin capacitatea mai
ridicată a granulelor abrazive de dimensiuni mari de a contribui la prelevarea de material
prin procese de microaşchiere şi microfisurare.

68
Adâncimea găurii prelucrate cu ajutorul ultrasunetelor în epruvete din pyrex creste în
condiţiile creşterii timpului de lucru la menţinerii constante a valorilor diametrului şi
granulaţiei aşa cum se poate constata din diagrama prezentată în figura 4.10. Este posibil ca
odată cu creşterea adâncimii, viteza de pătrundere a sculei în materialul semifabricatului să
se reducă, dar în cazul epruvetelor din pyrex de grosime redusă nu a fost posibilă
evidenţierea acestui fapt.
Pentru a evidenţia influenţa cumulată a câte doi parametri de lucru asupra adâncimii
găurii în epruvetele din pyrex, au fost folosite valori constante ale diametrului (Figura. 4.11),
timpului de lucru (Figura. 4.12) şi granulaţiei (Figura 4.13). Cea mai mare valoare a
adâncimii găurii - 3,3 mm se obţin la un diametru al sculei de 0,6 mm şi cea mai mică - 0,07
mm la prelucrarea cu sculă ce are un diametru de 2 mm.
a) d = 0.6 mm
b) d = 1,3 mm
c) d = 2 mm
Figura 4.11 Influenţa variaţiei timpului de lucru şi a granulaţiei materialului abraziv asupra adâncimii găurii la o
valoare constantă a diametrului sculei

69
a) t=15 s
b) t=45 s
Figura. 4.12 Influenţa variaţiei diametrului sculei şi a granulaţiei materialului abraziv
Se poate constata că valorile adâncimii găurii ating cea mai mică valoare la un
diametru al sculei de 2 mm şi o valoare mare a granulaţiei - 800, în condiţiile unei durate a
prelucrării de 15 s.
a) gr=400
b) gr=800
Figura. 4.13 Influenţa variaţiei diametrului sculei şi a timpului de lucru
asupra adâncimii găurii la o valoare constantă a granulaţiei, în cazul epruvetelor din pyrex
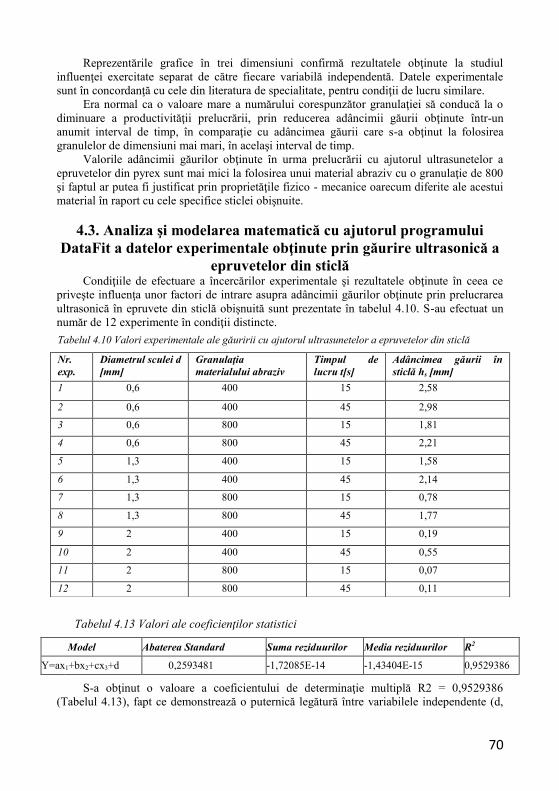
70
Reprezentările grafice în trei dimensiuni confirmă rezultatele obţinute la studiul
influenţei exercitate separat de către fiecare variabilă independentă. Datele experimentale
sunt în concordanţă cu cele din literatura de specialitate, pentru condiţii de lucru similare.
Era normal ca o valoare mare a numărului corespunzător granulaţiei să conducă la o
diminuare a productivităţii prelucrării, prin reducerea adâncimii găurii obţinute într-un
anumit interval de timp, în comparaţie cu adâncimea găurii care s-a obţinut la folosirea
granulelor de dimensiuni mai mari, în acelaşi interval de timp.
Valorile adâncimii găurilor obţinute în urma prelucrării cu ajutorul ultrasunetelor a
epruvetelor din pyrex sunt mai mici la folosirea unui material abraziv cu o granulaţie de 800
şi faptul ar putea fi justificat prin proprietăţile fizico - mecanice oarecum diferite ale acestui
material în raport cu cele specifice sticlei obişnuite.
4.3. Analiza şi modelarea matematică cu ajutorul programului
DataFit a datelor experimentale obţinute prin găurire ultrasonică a
epruvetelor din sticlă Condiţiile de efectuare a încercărilor experimentale şi rezultatele obţinute în ceea ce
priveşte influenţa unor factori de intrare asupra adâncimii găurilor obţinute prin prelucrarea
ultrasonică în epruvete din sticlă obişnuită sunt prezentate în tabelul 4.10. S-au efectuat un
număr de 12 experimente în condiţii distincte.
Tabelul 4.13 Valori ale coeficienţilor statistici
Model Abaterea Standard Suma reziduurilor Media reziduurilor R2
Y=ax1+bx2+cx3+d 0,2593481 -1,72085E-14 -1,43404E-15 0,9529386
S-a obţinut o valoare a coeficientului de determinaţie multiplă R2 = 0,9529386
(Tabelul 4.13), fapt ce demonstrează o puternică legătură între variabilele independente (d,
Tabelul 4.10 Valori experimentale ale găuririi cu ajutorul ultrasunetelor a epruvetelor din sticlă
Nr.
exp.
Diametrul sculei d
[mm]
Granulaţia
materialului abraziv
Timpul de
lucru t[s]
Adâncimea găurii în
sticlă hs [mm]
1 0,6 400 15 2,58
2 0,6 400 45 2,98
3 0,6 800 15 1,81
4 0,6 800 45 2,21
5 1,3 400 15 1,58
6 1,3 400 45 2,14
7 1,3 800 15 0,78
8 1,3 800 45 1,77
9 2 400 15 0,19
10 2 400 45 0,55
11 2 800 15 0,07
12 2 800 45 0,11

71
gr, t) şi variabila dependentă (hs). Putem afirma că 95,29 % din variaţia adâncimii găurii
realizate în sticlă este determinată de variaţia diametrului sculei.
Ecuaţia dreptei de regresie (relaţia 4.4) sintetizează corelaţiile dintre variabilele
independente şi variabila dependent:
7670238095,3105277777777,10013625,05464287142,1 2 tgdh assc (4.4)
în care:
hsc reprezintă valoarea calculată pentru adâncimea găurii în sticlă [mm];
ds – diametrul sculei;
ga – granulaţia materialului abraziv;
t – timpul de lucru.
Ecuaţia din relaţia (4.4) evidenţiază faptul că adâncimea hs a găurii realizate cu ajutorul
ultrasunetelor în sticlă va creşte la scăderea diametrului ds al sculei şi la mărirea dimensiunii
granulei abrazive, respectiv a timpului de lucru t; aceste constatări sunt în concordanţă cu
cele arătate în literatura de specialitate pentru situaţii similare.
Se observă că valoarea calculată pentru F (53,99691296) este semnificativă şi valoarea
Prob(F), corespunzătoare statisticii F, este mică (0,00001 < 0,05) ceea ce confirmă o relaţie
liniară semnificativă între variabile.
4.4. Influenţa parametrilor de lucru asupra adâncimii găurilor
prelucrate ultrasonic în epruvetele din sticlă Pe baza rezultatelor prezentate în subcapitolul anterior, au fost elaborate reprezentările
grafice din figurile 4.15, 4,16 şi 4,17, aceste reprezentări grafice trebuie să permită o
evidenţiere a influenţei individuale exercitate de către factorii de intrare (diametrul sculei,
granulaţia materialului abraziv, durata prelucrării) asupra variabilei independente luate în
considerare (adâncimea găurii obţinute) dar şi asupra unor elemente specifice procesului de
prelucrare cu ajutorul ultrasunetelor.
Figura 4.15 permite compararea valorilor adâncimilor găurilor realizate în epruvete din
sticlă pentru diametre diferite, în condiţiile menţinerii granulaţiei şi timpului la valori
constante. Astfel, se evidenţiază faptul că valori maxime ale adâncimii se obţin la utilizarea
sculei cu diametrul de 0,6 mm (având diametrul cel mai mic).
Menţinându-se valori constante ale diametrului sculei şi timpul de lucru, s-a reprezentat
grafic variaţia adâncimii găurii în funcţie de valorile diferite ale granulaţiei . Adâncimi mari
ale găurilor se înregistrează la valori crescute ale dimensiunii granule abrazive – 400 (Figura
4.16) şi faptul poate fi explicat printr-un creştere a cantităţii de material îndepărtat în unitatea
de timp de către granulele abrazive de dimensiuni mai mari.

72
Adâncimea găurii prelucrate cu ajutor ultrasunetelor în epruvete din sticlă creste în
condiţiile creşterii timpului de lucru şi menţinerii valorilor diametrului şi granulaţiei
constante (Figura. 4.17); faptul este în concordanţă cu observaţiile prezentate în literatura de
specialitate pentru situaţii similare. Era astfel de aşteptat că o dată cu creşterea duratei
prelucrări, să se obţină adâncimi mai mari ale găurilor, intensitatea influenţei fiind mai
redusă în cazul granulelor de dimensiuni mai mici.
Ca şi în cazul epruvetelor din pyrex, şi pentru epruvetele din sticlă obişnuită s-a avut în
vedere evidenţierea influenţei exercitate simultan de către doi factori de intrare asupra
adâncimii găurii obţinute, în condiţiile menţinerii constante a celei de-al treilea parametru.
Rezultatele obţinute în această direcţie sunt prezentate în figurile 4.18, 4.19, 4.20.
ga=400
ga=800 Figura. 4.18 Influenţa variaţiei diametrului sculei şi a timpului de lucru asupra
adâncimii găurii la o valoare constantă a granulaţiei
Reprezentări grafice ale variaţiei adâncimii găurii în funcţie de timpul de lucru şi de
diametrul sculei la valori constante ale granulaţiei sunt prezentate în figura 4.18.
Se poate observa o diferenţă a adâncimii găurii de aproape o unitate la utilizarea unui
material abraziv cu o granulaţiei de 400 faţă de cazul utilizării unei granulaţii duble (800) şi
faptul poate fi explicat prin capacitatea mai ridicată a granulelor de dimensiuni mai mari de a
contribui la procesul de prelevare de material din epruvete prin fenomene de microaşchiere -
microsudare.

73
t = 15
t = 45s Figura 4.19 Influenţa variaţiei diametrului sculei şi a granulaţiei materialului abraziv
asupra adâncimii găurii la valori constante ale timpului de lucru
Adâncimea găurii atinge cea mai mare valoare la un diametru al sculei de 0,6 mm, la o
valoare mare a granulaţiei – 400 şi o durată a prelucrării de 45 s (Figura 4.19); era de aşteptat
ca, date fiind pătrunderea şi evacuarea mai uşoară a granulelor abrazive în zona de lucru, în
cazul unor scule cu diametru mic şi granule abrazive de dimensiuni mai mari să conducă la
obţinerea unor găuri de adâncimi mai mari.
d=0,6 mm
d=1,3 mm

74
d=2 mm
Figura 4.20 Influenţa variaţiei timpului de lucru şi a granulaţiei materialului abraziv
asupra adâncimii găurii la o valoare constantă a diametrului sculei
În cazul găuririi ultrasonice a epruvetelor din sticlă se confirmă ca optimă o combinaţie
de valori ale parametrilor de lucru similară celei de la prelucrarea epruvetelor din pyrex, şi
anume, la diametru minim – 0,6 mm, granulaţie minimă (ca număr) – 400 şi timp maxim de
lucru – 45 s se obţin cele mai mari valori ale adâncimii găurii (Figura 4.20).
4. 5 Analiza Factorială a Corespondențelor Multiple Analiza factorială a corespondențelor multiple este o metodă statistică multivariată
utilizată pentru a evidenția relațiile dintre variabilele categoriale sau nominale.
În funcţie de poziţiile punctelor în sistemul de axe factoriale, se realizează interpretarea
asocierilor dintre categoriile de variabile.
Deoarece prelucrarea datelor experimentale obţinute în urma procesului de găurire cu
ajutorul ultrasunetelor s-a realizat cu ajutorul programului DataFit, s-a avut în vedere
realizarea verificării relaţiilor de interdependenţă.
Astfel, s-a ales aplicarea metodei de analiză factorială a corespondențelor multiple prin
utilizarea programului statistic SPSS.
Tabelul. 4.18 Valori proprii pentru primele două axe factoriale
O ilustrare a unor rezultate ce pot fi obţinute cu ajutorul programului SPSS este
prezentată prin conţinutul tabelului 4.18, conţinut reprodus aşa cum este livrat de către
program. În tabel, denumirile în limba engleză au următoarele semnificaţii (valabile pentru
cazul încercărilor experimentale proprii):
- Dimension - numărul minim de axe factoriale;
- Cronbach α este un indice statistic frecvent utilizat ca o măsură a corelaţiei dintre
variabile. Acesta a fost numit α - alfa de Lee Cronbach în 1951. Valoarea indicelui α nu este
influenţată de datele care lipsesc.
- % of Variance – valoarea procentuală a varianţei;
S-a verificat corelaţiile dintre variabilele independente Diametru, Timp, Granulaţie,
Semifabricat şi variabila dependentă Adâncimea găurii.

75
În urma aplicării analizei corespondenţelor multiple, am obţinut o evidenţiere a
coordonatelor ce se referă la relaţiile dintre variabilele analizate. Observăm în tabelul 4.17
faptul că prima dimensiune explică în proporţie de 40 % pentru inerţia norului de puncte, în
timp ce a doua dimensiune de doar 36,7%.
În general, variabilele ce sunt bine reprezentate au valori mari ale inerţiei.
În funcţie de valorile obţinute pentru cele două dimensiuni putem realiza o interpretare
în ceea ce priveşte distanţele. Dacă o variabilă se distinge bine, valorile ei sunt proiectate în
apropierea categoriilor de care aparţin. În general, valorile ce aparţin aceleiaşi categorii sunt
apropiate unele de altele, în timp ce categoriile de variabile diferite sunt apropiate dacă fac
parte din aceeaşi clasă [86].
Figura 4.21 Reprezentarea grafică a categoriilor de variabile
Graficul prezentat în figura 4.21 arată proiecţia prin puncte a diferitelor valori ale
variabilelor analizate pentru primele două dimensiuni. Culorile punctelor incluse în grafic
ajută la o mai bună identificare a elementelor ce compun fiecare categorie şi la identificarea
mai precisă a coordonatelor. La acest nivel, putem constata că unele variabile au valori mari
ale coeficienţilor pentru ambele dimensiuni.
O diferenţiere a categoriilor de variabile pe dimensiuni este realizată şi în tabelul 4.18.
Observăm că variabilele ,,Adâncimea" şi ,,Diametrul" realizează o bună diferenţiere în cazul
ambelor dimensiuni, obţinându-se valori mari ale coeficienţilor.
Tabelul 4.19 Diferenţierea în funcţie de variabile şi dimensiuni
Dimensiune Medie
1 2
Adâncime 1,000 0,918 0,959
Diametru 1,000 0,416 0,708
Granulaţie 0,000 0,271 0,136
Semifabricat 0,000 0,044 0,022
Timp 0,000 0,187 0,094
Dimensiunea 1
Dim
ensi
un
ea 2
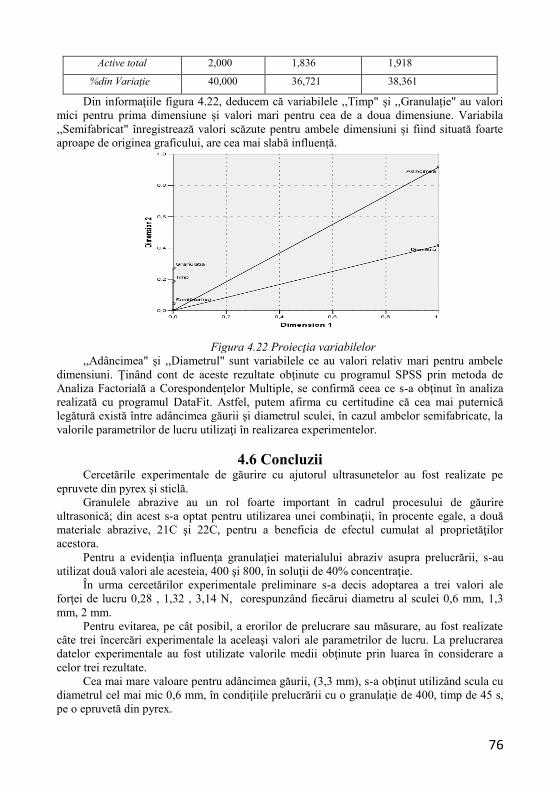
76
Active total 2,000 1,836 1,918
%din Variaţie 40,000 36,721 38,361
Din informaţiile figura 4.22, deducem că variabilele ,,Timp" și ,,Granulație" au valori
mici pentru prima dimensiune și valori mari pentru cea de a doua dimensiune. Variabila
,,Semifabricat" înregistrează valori scăzute pentru ambele dimensiuni și fiind situată foarte
aproape de originea graficului, are cea mai slabă influență.
Figura 4.22 Proiecţia variabilelor
,,Adâncimea" și ,,Diametrul" sunt variabilele ce au valori relativ mari pentru ambele
dimensiuni. Ținând cont de aceste rezultate obţinute cu programul SPSS prin metoda de
Analiza Factorială a Corespondențelor Multiple, se confirmă ceea ce s-a obţinut în analiza
realizată cu programul DataFit. Astfel, putem afirma cu certitudine că cea mai puternică
legătură există între adâncimea găurii şi diametrul sculei, în cazul ambelor semifabricate, la
valorile parametrilor de lucru utilizaţi în realizarea experimentelor.
4.6 Concluzii Cercetările experimentale de găurire cu ajutorul ultrasunetelor au fost realizate pe
epruvete din pyrex şi sticlă.
Granulele abrazive au un rol foarte important în cadrul procesului de găurire
ultrasonică; din acest s-a optat pentru utilizarea unei combinaţii, în procente egale, a două
materiale abrazive, 21C şi 22C, pentru a beneficia de efectul cumulat al proprietăţilor
acestora.
Pentru a evidenţia influenţa granulaţiei materialului abraziv asupra prelucrării, s-au
utilizat două valori ale acesteia, 400 şi 800, în soluţii de 40% concentraţie.
În urma cercetărilor experimentale preliminare s-a decis adoptarea a trei valori ale
forţei de lucru 0,28 , 1,32 , 3,14 N, corespunzând fiecărui diametru al sculei 0,6 mm, 1,3
mm, 2 mm.
Pentru evitarea, pe cât posibil, a erorilor de prelucrare sau măsurare, au fost realizate
câte trei încercări experimentale la aceleaşi valori ale parametrilor de lucru. La prelucrarea
datelor experimentale au fost utilizate valorile medii obţinute prin luarea în considerare a
celor trei rezultate.
Cea mai mare valoare pentru adâncimea găurii, (3,3 mm), s-a obţinut utilizând scula cu
diametrul cel mai mic 0,6 mm, în condiţiile prelucrării cu o granulaţie de 400, timp de 45 s,
pe o epruvetă din pyrex.

77
Valoarea maximă pentru adâncimea găurii într-o epruvetă din sticlă a fost de 2,98 mm,
în condiţii similare obţinerii valorii maxime pe epruveta din pyrex, şi anume, diametru
minim al sculei, valoare minimă a granulaţiei şi durată maximă de prelucrare.
În urma modelării matematice a rezultatelor experimentale cu ajutorul programului
DataFit au fost evidenţiate următoarele corelaţii:
în condiţiile menţinerii constante a valorilor timpului de lucru şi granulaţiei se
obţine o creştere a adâncimii găurii la scăderea diametrului sculei;
la valori constante ale diametrului şi granulaţiei, adâncimea găurii va creşte cu
creşterea timpului de lucru;
adâncimea găurii va creşte la scăderea valorii granulaţiei (creşterea dimensiunilor
granulelor abrazive), în condiţiile unei valori constante ale timpului de lucru şi diametrului
sculei;
cu cât scade valoarea diametrului sculei şi valoarea granulaţiei şi creşte durata
prelucrării va creşte şi adâncimea găurii.
Aceste corelaţii sunt valabile pentru procesul de găurire ultrasonică atât a epruvetele
din pyrex, cât şi a celor din sticlă.
Pentru verificarea rezultatelor obţinute mai întâi cu ajutorul programului DataFit, s-a
aplicat metoda de Analiză Factorială a Corespondențelor Multiple, fiind utilizat în acest sens
cu soft - ul statistic SPSS.
Astfel, s-a confirmat, încă odată faptul că cea mai importantă corelaţie există între
adâncimea găurii şi diametrul sculei, la valorile parametrilor de lucru utilizate în cercetările
experimentale realizate pe maşina de prelucrat cu ajutorul ultrasunetelor din cadrul
Laboratorului de Tehnologii Neconvenţionale a Facultăţii Construcţii de Maşini şi
Management Industrial din Universitatea Tehnică “Gheorghe Asachi” din Iaşi.
Capitolul 5 Concluzii finale şi perspective
de extindere a cercetărilor Atât pe plan naţional cât şi internaţional se constată tendinţa de aprofundare a
cercetărilor în domeniul prelucrărilor cu ajutorul ultrasunetelor ce se dovedesc deosebit de
eficiente în ramurile de vârf ale tehnicii (mecanică fină, optică, electrotehnică, electronică şi
microelectronică, etc.) dar şi extinderea ariei de aplicabilitate în domenii precum: tehnica
nucleară, construcţia navelor cosmice, aeronautică, medicină, etc. Acest fapt este confirmat
de numărul mare de articole publicate pe această temă.
Dezvoltarea tehnologiilor de prelucrare în câmp ultrasonic are la bază faptul că aceste
procedee permit obţinerea unor precizii de formă şi dimensională ridicate, precum şi o bună
calitate a suprafeţelor realizate.
Pentru obţinerea unor indici de productivitate cu valori cât mai ridicate este necesară
realizarea unei corelaţii între parametrii de proces la valori optime, echipamente avansate de
prelucrare, metode eficiente de planificare şi analiză a experimentelor şi dispozitive precise
de măsură şi control.
Pentru evidenţierea principalilor parametri de lucru caracteristici prelucrărilor de
sudare şi găurire ultrasonică s-a recurs la abordarea sistemică. Astfel s-au stabilit pentru
fiecare tip de prelucrare parametrii de intrare, factorii perturbatori, factorii de mediu,
parametrii de ieşire şi corelaţiile dintre aceştia.
Echipamentul de prelucrat cu ajutorul ultrasunete din cadrul Laboratorului de
Tehnologii Neconvenţionale a necesitat o serie de îmbunătăţiri în vederea obţinerii unor
rezultate experimentale mai bune. Astfel s-a utilizat metoda de analiză valorii în stabilirea
variantelor constructive de realizarea a mişcării de lucru şi în urma analizei datelor obţinute

78
s-a stabilit sistemul optim de realizare a mişcării de avans. În cadrul procesului de proiectare
a unor noi echipamente şi dispozitive s-a aplicat o metodă ce contribuie la stimularea
creativităţii, şi anume, metoda diagramelor de idei. Aplicarea acestor metode a condus la
proiectarea şi realizarea unor soluţii constructive de poziţionare – fixare a semifabricatelor
pe maşina de găurire ultrasonică. Unul dintre dispozitive a fost utilizat în experimentele de
găurire cu ajutorul ultrasunetelor efectuate pentru această lucrare şi constituie obiectul
brevetului de invenţie numărul 122529 cu titlul “Dispozitiv pentru orientarea şi fixarea
semifabricatului la găurirea cu ajutorul ultrasunetelor”.
Calculul energiei calorice necesare sudării ultrasonice şi calcului energiei cinetice a
unei granule din soluţia abrazivă în timpul găuririi ultrasonice constituie o parte din
modelarea matematică a procesului de prelucrare cu ajutorul ultrasunetelor.
Experimentele de sudare cu ajutorul ultrasunetelor au fost realizate în cadrul ISIM
Timişoara. Pentru a evidenţia calitatea sudurii jumătate din probe au fost supuse încercărilor
la tracţiune iar pe cealaltă jumătate s-au efectuat analize macroscopice, microscopice şi teste
de microduritate. Rezultatele experimentale obţinute au fost prelucrate şi interpretate cu
ajutorul programului statistic SPSS. La final a fost realizată o verificare prin aplicarea
analizei de regresie şi corelaţie în programul DataFit.
Datele înregistrate la experimentele de găurire cu ajutorul ultrasunetelor au fost
prelucrate cu ajutorul programului DataFit în vederea analizării influenţei principalilor
parametri de proces asupra productivităţii şi calităţii găuririi şi stabilirea unor regimuri
optime de prelucrare. Veridicitatea corelaţiilor a fost verificată cu programul SPSS prin
realizarea analizei factoriale a corespondențelor multiple.
În corelaţie cu performanţele tehno – economice realizate pe plan mondial în domeniul
prelucrării cu ultrasunete, pe baza anchetelor efectuate de institutele de specialitate, se pot
enumera următoarele perspective de extindere a cercetărilor:
1. Se prevede realizarea de noi soluţii constructive pentru îmbunătăţirea dispozitivelor
şi echipamentelor din cadrul Laboratorului de Tehnologii Neconvenţionale;
2. Se manifestă preocupare pentru utilizarea procedeelor combinate, fie a procedeelor
neconvenţionale (electrochimice – ultrasunete, electroeroziune – ultrasunete, laser –
ultrasunete etc.) fie a procedeelor de prelucrare clasice cu ultrasunete;
3. Se are în vedere extinderea cercetărilor experimentale de sudare şi găurire cu
ajutorul ultrasunetelor pe alte categorii de materiale.

79
BIBLIOGRAFIE SELECTIVĂ
1. Albu, A. Et. Al. Bazele cercetării experimentale, Cluj-Napoca: Institutul politehnic, 1984;
3. Amza Gheorghe, Alexandru Dumitrache-Rujinski, Larisa Buţu -- Recherches theoriques et
experimentales concernant la mise en forme par deformation plastique des concentrateurs d'energie ultrasonore - The 7th International Conference on Technology and Quality for Sustained Development, Mai
25-27, 2006, Bucureşti, România, pag. 361-366;
26. Andrei Tudorel, Stelian Stancu, Daniel Traian Pele, Statistica: teorie şi aplicaţii, Bucureşti: Editura
Economică, 2002, ISBN 973-590-745-3;
29. Apetrei Lăcrămioara, Coteata M., Munteanu A., Ilii S., Nastase E., The influence of the input
parameters on ultrasonic microdrilling productivity , Conferinta Stiintifica Internationala „Tehnologii
moderne, calitate, restructurare , Chisinau, 19 mai – 21 mai 2005, vol. 2, Chisinau: Editura U.T.M., 2005,
ISBN 9975-9875-5-9; 30. Apetrei Lăcrămioara, Laurentiu Slatineanu, Munteanu (Crupa) Adriana, Dodun Oana, Traian
Gramescu, Characteristics of micro processing by using of the ultrasounds, Revista de Tehnologii
Neconventionale nr.3, Romania, Editura Bren, 2005, pag. 93 – 96;
31. Apetrei Lăcrămioara, Munteanu (Crupa) Adriana, Margareta Coteata, Câteva soluţii pentru
îmbunătăţirea posibilităţilor tehnologice ale unei maşini de microprelucrat cu ultrasunete , publicată in
volumul Tehnomus XIII, Tehnologii şi produse noi în construcţia de maşini, Editura Universităţii Suceava,
2005, pag. 640-644; 32. Apetrei Lăcrămioara, Munteanu A., The theoretical comparative study of the microdrilling by
ultrasonic and electron beam machining, Revista Romana de Mecanica Fină, Optică şi Mecatronică, supliment
la nr. 28/2005, Targoviste, 2005, pag. II 9-II13;
33. Apetrei Lăcrămioara, Munteanu, A., Iulia, C., Tanasa, R., Ilii, S.M., Câteva consideratii privind
procesul de microsudare cu ajutorul ultrasunetelor, Conferinta Natională de Mecanica Solidelor, sectiunea 1,
din cadrul Universitătii Maritime din Constanta, pe 15 – 16 sept. 2006;
34. Apetrei Lăcrămioara, Sanda Ilii, Iulia Carp, Adriana Munteanu, The tool clamping on ultrasonic
micromachining, Buletinul Institutului Politehnic din Iasi, Tomul LII (LVI), fascicula 5E, 2006, pag 1701-1704;
35. Apetrei Lăcrămioara, Considerations regarding the tool wear in the ultrasonic microdrilling
process. Revista de tehnologii neconvenţionale. Nonconventional rechnologies review. Nr. 1, 2007, Editura
PIM, p. 65-68;
36. Apetrei Lăcrămioara, Consideraţii privind influenţa principalilor factori asupra rugozităţii
suprafeţei găurilor prelucrate cu ajutorul ultrasunetelor ,Tehnologii moderne, calitate, restructurare. Vol. 1.
Ediţia XI-a. Culegere de lucrǎri ştiinţifice. Chişinǎu, Editura U.T.M., 2007;
37. Apetrei Lăcrămioara, Anton, O., Ilii, S.M., Avantaje şi dezavantaje ale procesului de găurire cu ajutorul ultrasunetelor şi cu ajutorul laserului, Suceava, Romania: Tehnologii si produse noi in construcţia de
maşini, vol. Tehnomus IVX, Editura Universităţii Suceava, 2007;
38. Apetrei Lăcrămioara, Ilii Sanda-Maria, Systemical approch of the ultrasonic welding process,
Buletinul Institutului Politehnic din Iaşi, Tomul LII (LVI), fascicula 5C, 2008;
39. Apetrei Lăcrămioara, S. M. Ilii, D. Bangu, C. V. Anton, Lifecycle management of an ultrasonic
machine, Kallithea of Chalkdiki, Grecia: 3rd International Conference on Manufacturing Engineering (ICMEN
2008 Conference) and EUREKA Brokerage Event, 1–3 October 2008, Editura ZITI, p. 185 – 192, ISBN 978-960-243-649-3.
40. Apetrei Lăcrămioara, Oancă O., Sârbu A., Toma C., , Munteanu A., The influence of entrance
parameters above the aluminium ultrasonic welding resistance, Iasi, Romania: The 13 th International
Conference Modern Tehnologies, Quality and Innovation (ModTech 2009), 21 – 23 mai 2009, p. 15 – 18,
ISSN: 2066 – 3919;
41. Apetrei Lăcrămioara et. al, Brevetului de invenţie numărul 122529 cu titlul “Dispozitiv pentru
orientarea şi fixarea semifabricatului la găurirea cu ajutorul ultrasunetelor”;
45. Boarnă C., Dehelean D., Arjoca I., Procedee neconvenţionale de sudare, Timişoara: Editura Facla, 1980;
46. Bohosievici, C. Et. al Dicţionar Poliglot de Metalurgie şi Construcţii de Maşini, Bucureşti: Editura
Tehnică 1996;
47. Bohosievici, C. Tehnologii moderne de prelucrare mecanică. Curs postuniversitar, Iaşi, Editura
Rotaprint, 1993;

80
52. Cohal, V., Echipamente electrice pentru sisteme tehnologice neconvenţionale, Chişinău: Editura Tehnica-Info, 2001;
54. Cozmâncă, M., Epureanu, A., Slătineanu, L. et. al., Echipamente şi tehnologii specifice
întreprinderilor mici şi mijlocii, Chişinău: Editura Tehnica-info, 2002, ISBN: 9975-63-120-7;
56. Creţu, Gh., Bazele cercetării experimentale. Curs. Iaşi: Editura Universităţii Tehnice “Gh. Asachi”,
Facultatea de Construcţii de maşini, Catedra de Tehnologia Construcţiilor de Maşini, 1998.
58. Crivelli Visconti, I., Bouche, D., Caprino, G., Del Giudice, E., Sergi, V., Teti, R. Tecnologie di
produzione meccanica, Firenze: Edizione Cremonese, vol. 4, 1994;
64. Dodun, O., Munteanu, A., Ilii, S.M., Apetrei Lăcrămioara, Slătineanu, L., Nagâţ, Gh. Critical and Logical thinking in engineering education by socratic teaching method. Sevastopol, Ucraina: Conferinţa
Internaţională de Ştiinţă şi Inginerie Machine-Building and Technisphere of the XXI Century, tomul 4, 2006,
ISBN 966-7907-20-1.
65. Dodun, O., Tehnologii neconvenţionale, Prelucrări cu scule materializate, Chişinău: Editura
Tehnica – Info, 2001;
66. Epureanu Alexandru, Oancea Nicolae, Teodor Virgil, Petruş Valeriu, Marin Florin Bogdan, A new
approach of the mechanical structures topological geometry – Curbes types identification, The Annals of “Dunărea De Jos” University Of Galati, Fascicle V, Year 2009;
67. Epureanu Alexandru, Virgil Teodor, Nicolae Oancea, Topological modelling of the part geometry
in manufacturing, CONTROL'09: Proceedings of the 5th WSEAS international conference on Dynamical
systems and control, 2009;
72. Gherghel, N. Cum să scriem un articol ştiinţific, Bucureşti: Editura Ştiinţifică, 1996;
75. Grămescu, T., Slătineanu, L., Braha, V., Sârbu, I., Prelucrabilitatea materialelor, Chişinău: Editura
Tehnica-Info, 2000, ISNB 9975-910-90-4;
77. Ilii, S.M., Strobel, Gh., Dodun, O., Munteanu, A., Carp, I., Apetrei Lăcrămioara, Bangu, D., Experimental results concerning the influence of the honing working parameters on the surface roughness of
some steel workpiece. Conferinta Internatională de Stiintă si Inginerie: Machine-Building and Technisphere of
the XXI Century, Sevastopol, Ucraina, 2006, Tom 5. pag. 3-7, ISBN 966-7907-20-1;
78. Ilii, S.M., Anton, D., Apetrei, Lăcrămioara, The study of double arcing appearance in the case of
plasma arc cutting process, Iaşi: a XII-a Conferinţă Internaţională Tehnologii Moderne, Calitate, Restructurare
(TMCR 2008), Buletinul Institutului Politehnic din Iaşi, Tomul LIV (LVIII), Fasc. 2, Publicat de Universitatea
Tehnică „Gh. Asachi” din Iaşi, 29 – 31 mai 2008, ISSN 1011-2855, p. 67 – 73;
79. Ilii, S.M., Apetrei Lăcrămioara, Carp. I. Considerations concerning plasma arc cutting machining, Kallithea of Chalkdiki, Grecia: 3rd International Conference on Manufacturing Engineering
(ICMEN 2008 Conference) and EUREKA Brokerage Event, 1–3 October 2008, Editura ZITI, p. 185 – 192,
ISBN 978-960-243-649-3;
80. Ilii, S.M., Paraschiv, D., Tanasă, R., Apetrei Lăcrămioara, Analysis of surface defects in the case
of plasma cutting, Conferinţa Internaţională de Ştiinţă şi Inginerie: Machine-Building and Technisphere of the
XXI Century, Sevastopol, Ucraina, 15 – 20 septembrie 2008, Tom 4, p. 122 – 128, ISBN 966-7907-23-6;
85. Jaba Elisabeta, Ana Grama, Analiza statistică cu SPSS sub Windows, Iaşi: Editura Polirom, 2004, ISBN 973-681-609-5;
86. Jaba Elisabeta, Statistica, Bucureşti: Editura Economică, 2002, ISBN 973-590-666-X.
92. Lungu, G., Non Convenţional Machining Technologies, Iaşi: Performantica, 2004;
96. Marinescu N.I et. al. Tratat de tehnologii neconventionale. Volumul VIII, Bucuresti: Editura Bren
2004;
102. Mălaimare Gabriel, Influenţa principalilor parametri asupra vitezei de avans la prelucrarea cu unde
ultrasonice folosind rotirea mesei, vol. Tehnologii Neconvenţionale. Prezent si Perspective., Timişoara: Editura
Augusta, 2001; 108. Munteanu (Crupa) Adriana, Nagit Gh., Fabrizio Quadrini, Apetrei Lăcrămioara, Aspects
concerning the characteristics of electron beam processing, Revista de Tehnologii Neconventionale, nr.1,
Romania, Editura Bren, 2005, pag. 73-77;
109. Munteanu (Crupa) Adriana, Nagit Gh., Apetrei Lăcrămioara, Constantin Naum, Câteva
consideraţii privind microtopirea cu fascicul de electroni, publicata în volumul Tehnomus XIII, Tehnologii si
produse noi în construcţia de maşini, Editura Universităţii Suceava, România 2005, pag. 636-640;
110. Munteanu Adriana, Sanda Ilii, Lăcrămioara Apetrei, Fabrizio Quadrini, Systemic approach of the
electron beam machining process, Buletinul Institutului Politehnic din Iasi, Tomul LII (LVI), fascicula 5C, 2006, pag 915-919;
111. Munteanu A, Dodun O., Apetrei Lăcrămioara, Ilii S., Viacheslav M. The theoretical comparative
study of the non-conventional machining techniques, Sevastopol, Ucraina: Conferinţa Internaţională de Ştiinţă

81
şi Inginerie Machine-Building and Technisphere of the XXI Century, tomul 5, 2006, pag. 98 – 102, ISBN 966-7907-20-1;
112. Muscă, G., Amaramdei, D., Ionescu, R. Experimentarea, modelarea şi optimizarea produselor şi
proceselor. Chişinău: Editura Tehnică, 1998, ISBN 9975-910-63-7;
113. Muscă, G., Creţu, Gh. Consideraţii asupra modelării proceselor de prelucrare. Conferinţa
internaţională de comunicări ştiinţifice “Tehnologii moderne în construcţia de maşini” – TMCM’96, vol. I,
Universitatea Tehnică “Gh. Asachi” Iaşi, 1996, p. 62 – 53;
114. Nagît, G., Tehnologii neconvenţionale, Iaşi: Rotaprint, 1998;
115. Nagîţ Gh., Bazele creaţiei tehnice în construcţia de maşini, Îndrumar de lucrări practice, Iaşi: Rotaprint, 1998;
119. Nedelcu Dumitru, Ciprian Ciofu, Petru Cobzaru, The aspects regarding technological parameters
influences above precision and profile error of shafts groove obtained using cold plastic method, Revista
MachineBuilding and Electrical Engineering nr. 1-2/2007, Machinintelekt-Ltd publisher, pp. 80-83, 2007,
ISSN 1313-0226, Bulgaria.
120. Nedelcu Dumitru, Cobzaru Petru, Tabacaru Lucia - Quality Increasing and Manufacturing Cost
Reducing of Shaft Grooves Obtained by Cold Plastic Deformation Using Taguchi Method Advance Technologies, Published by the pIV pro literatur Verlag Robert Mayer-Scholz, Mammendorf-Germany, ISBN
3-86611-197-5, pag. 691-698.
121. Nedelcu Dumitru, Petru Cobzaru, Câteva aspecte privind planificarea experimentelor pentru
obţinerea nanocompuşilor intermetalici din interfaţa compozitelor aluminiu-fibre de carbon, Conferinţa
Naţională Cercetare de Excelentă - Premiza favorabila pentru dezvoltarea spaţiului romanesc de cercetare -
Braşov octombrie 2006, Editura Printech, pp. L1-19, ISBN 973-718-552-8.
122. Nedelcu, Dumitru, Cobzaru, P., Burdia, D. - Investigation methods of long-range deformation
forces for forming of different profile using cold plastic deformation, Revista Machine Building and Electrical Engineering, nr. 5-6/2006, ISSN 0025-455X, Publisher Machinintelekt Ltd, Bulgaria, pag. 64-66.
124. Oancea Nicolae , Virgil Teodor, Ionut Popa, Gabriel Dura, The gear hub profiling for machining
surfaces with discreetly expressed surfaces, World Scientific and Engineering Academy and Society (WSEAS),
Proceedings of the 5th WSEAS International Conference on Dynamical Systems and Control, Mathematics
And Computers in Science And Engineering, pag.: 81-86, 2009, ISBN ~ ISSN:1790-2769 , 978-960-474-094-
9;
125. Oancea Nicolae, Ionuţ Popa, Virgil Teodor, Gabriel Dura, End mill and planning tool’s profiling
for generation of discreetly known helical surfaces, The Annals of “Dunărea De Jos” University Of Galati, Fascicle V, Year 2009;
129. Pintilescu Carmen, Analiză statistică multivariantă, Iaşi: Editura Universităţii ”Al. I. Cuza”, 2007,
ISBN 978-973-703-229-4;
130. Plahteanu, B., Ingineria valorii şi performanţa în creaţia tehnică, Iaşi: Editura Performantica,
1999, IABN: 973-98997-2-2;
131. Pruteanu, O., Slătineanu, L., Braha, V., Grămescu, T., Tehnologia Construcţiei de Maşini,
Îndrumar de proiectare, Iaşi: Institutul Politehnic,1980 132. Pruteanu, O.V., Bohosievici, C., Braha, V., Paraschiv, Dr., Slătineanu, L., Grămescu, Tr., Chirilă,
V., Lupescu, O., Muscă, Gv., Ianişevschi, M., Leonte, P., Creţu, Gh. Tehnologia construcţiilor de maşini.
Îndrumar de laborator. Iaşi: Editura Institutului Politehnic Iaşi, 1990.
133. Pruteanu, O.V., Epureanu, Al., Bohosievici, C., Gyenge, Cs., Tehnologia fabricării maşinilor,
Bucureşti: Editura Didactică şi Pedagogică, 1981;
141. Slătineanu, L., Dodun, O., Coteata, M., Apetrei Lăcrămioara, Some considerations concerning
the electrical discharge machining of small-diameter holes. Conferinta Stiintifica Internationala Tehnologii
moderne, calitate, restructurare , vol. 2, Chişinau: Editura U.T.M., 2005, p. 278-281, ISBN 9975-9875-5-9; 142. Slătineanu, L., Tehnologii Neconvenţionale în Construcţia de Maşini, Chişinău: Tehnica Info,
2000;
143. Slătineanu Laurenţiu Tehnologii neconvenţionale, Iaşi: Institutul Politehnic, 1983;
144. Slătineanu Laurenţiu, Coteaţă, M., Munteanu, A., Anton, A.D., Apetrei Lăcrămioara, Iosub, A.,
Ilii, S.M., Tanasă, R., Carp, I. Microfabricaţia prin metode neconvenţionale, "Microfabricatia cu ajutorul
ultrasunetelor", Editura CERMI, Iaşi, România, 2008, ISBN (10) 973-667-231-X; ISBN (13) 978-973-667-
231-6.
145. Slătineanu Laurenţiu, Dodun, O., Coteaţă M., Apetrei Lăcrămioara, Some considerations concerning the ultrasonic micromachining, Masinostroenie i tehnosfera XXI veka. Sbornik trudov XII
mejdunarodnoi naucino-tehniceskoi konferentii. Tom 5. 12-17 sentiabria 2005, v gorode Sevastopole. Donetk -
2005, ISBN 966-7907-19-8, 251-255;
82
146. Slătineanu Laurenţiu, Nagîţ Gh., Dodun Oana, Coteaţă Margareta, et. al., Non – Traditional Manufacturing Process, Chişinău: Tehnica-Info, 2004, ISBN 9975-63-164-9;
147. Slătineanu Laurenţiu, Oana Dodun, Antonio M. Goncalves-Coelho, Apetrei Lăcrămioara and
Margareta Coteaţă, Some considerations concerning the ultrasonic microdrilling, ICMaS, Bucuresti,2006;
148. Slătineanu, L., Duşa, P. Bazele creaţiei tehnice. Iaşi: Universitatea Tehnică, 1996;
149. Slătineanu, L., Duşa, P., Managementul inovării tehnologice. Iaşi: Editura Tehnopres, 2002, ISBN:
973-8048-56-7.
150. Slătineanu, Laurenţiu Oprişor, M. S. Îndrumar de laborator, Iaşi: I.P., 1990;
170. Ultrasonic Drilling Homepage, disponibil la adresa: www.ndeaa.jpl.nasa.gov/nasa-nde/usdc/usdc, accesat în iunie 2008;
171. *** Asociaţia Română pentru Tehnologii Neconvenţionale, Tratat de Tehnologii Neconvenţionale.
Vol. VIII. Prelucrarea prin eroziune cu unde ultrasonice, coordonator Niculae Ion Marinescu, Bucureşti:
Editura Bren, 2004;
173. *** Ultrasonic Metal Welding .Principles and applications of high-grade bonding technology , ,
disponibil la adresa: www.ultrasonicmachining.com, accesat la 22-04-2006;
190. *** Institutul National de Cercetare - Dezvoltare în Sudură şi Încercări de Materiale, Disponibil la adresa: http://www.isim.ro/isim_ro.htm;
199. *** SPSS 13 Users Guide, disponibil la www.spss.com, accesat în mai 2010;
214. ***Ultrasonic welding, disponibil la : http://www.staplaultrasonics.com/c2-ultra/ultra.htm, accesat:
12-02-2009;
215. ***Adam Peters, Differing Ways Of Use Aluminum Railings. disponibil la:
http://www.articlesnatch.com/Article/Differing-Ways-Of-Use-Aluminum-Railings/12618, accesat în: 15-03-
2009.