Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf

of 5
-
Upload
anne-smith -
Category
Documents
-
view
217 -
download
0
Transcript of Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
-
8/9/2019 Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
1/8
Biochemical Engineering Journal 94 (2015) 92–99
Contents lists available at ScienceDirect
Biochemical Engineering Journal
j o u r n a l h o m e p a g e : w w w . e l s e v i e r . c o m / l o c a t e / b e j
Simultaneous saccharification and fermentation of xylo-oligosaccharides manufacturing waste residue for l-lactic acidproduction by Rhizopus oryzae
Li Zhang a,b, Xin Li a, Qiang Yong a,∗, Shang-Tian Yang b,∗∗, Jia Ouyang a, Shiyuan Yu a
a College of Chemical Engineering, Nanjing Forestry University, 159 Longpan Road, Nanjing 210037, PR Chinab William G. Lowrie Department of Chemical and Biomolecular Engineering, The Ohio State University, 140 West 19th Avenue, Columbus, OH 43210, USA
a r t i c l e i n f o
Article history:
Received 12 May 2014
Received in revised form
21 November 2014
Accepted 26 November 2014
Available online 27 November 2014
Keywords:
Cellulose
Fermentation
Filamentous fungi
Lactic acid
Rhizopus oryzae
Xylo-oligosaccharides
a b s t r a c t
High substrate cost and low lactic acid yield are the most pressing concerns in fermentative production
of l-lactic acid by Rhizopus oryzae. In this study, waste residue from corncob after xylo-oligosaccharides
(XOS) manufacturing was used as an alternative abundant, renewable, and inexpensive substrate for
l-lactic acid production. After enzymatic hydrolysis, both glucose and xylose in the hydrolysate were
converted to 34.0g L −1 of l -lactic acid, equivalent to a yield of 0.34 g g−1 dry waste residue, by R. oryzae
in separate hydrolysis and fermentation. In contrast, a higher l-lactic acid titer (60.3 g L −1) and yield
(0.60gg−1 dry waste residue) were achieved in simultaneous saccharification and fermentation (SSF)
with 10% (w/v) substrate loading at 40 ◦C, demonstrating, for the first time, the feasibility of l-lactic acid
production from XOS manufacturing waste residues. The SSF process for l-lactic acid production from
XOS wasteresidueswas also demonstratedin a 5-L stirred-tank bioreactor,although further optimization
would be necessary.
© 2014 Elsevier B.V. All rights reserved.
1. Introduction
Lactic acid is a commonly occurring organic acid that can be
produced biologically from renewable carbohydrates, and is valu-
able due to its wide use in food and related industries [1]. In
addition, a variety of useful chemicals, including plastics, fibers,
solvents, and oxygenated chemicals, can be produced from lactic
acid derived from renewable feedstocks by sustainable biotech-
nological routes [2]. More recently, bio-based l-lactic acid has
attractedincreasingattentionfor itsuse as a startingmaterialin the
synthesis of poly-lactic acid (PLA) polymers, which are biodegrad-
able and biocompatible with wide applications that conventional
petroleum-based plastics such as polyesters are not suitable or
unfavorable due to environmental concerns [3]. Today, lactic acidproduced in fermentation has become one of the most promising
feedstock monomers in the chemical industry.
Abbreviations: R. oryzae,Rhizopusoryzae;XOS, xylo-oligosaccharides;SHF, sep-
arate hydrolysis and fermentation; SSF, simultaneous saccharification
and fermentation.∗ Corresponding author. Tel.:+86 25 85427587; fax: +86 25 85427587.∗∗ Corresponding author. Tel.: +1 614 2926611; fax: +1 614 2923769.
E-mail addresses: [email protected] (Q. Yong), [email protected] (S.-T. Yang).
Current industrial production of lactic acid uses homolactic acid
bacteria, mainly Lactobacillus spp., cultured in enriched (complex)
media with glucose as substrate, which produce l(+)- or d(−)-form
of lactic acid with high product yield and productivity, but usually
sufferfrom highraw material and purification costs [1]. In contrast,
the filamentous fungus Rhizopus oryzae can use relatively inexpen-
sive polysaccharides (e.g., starch) in simple media with minimal
nutrient supplementation and is easy to separate by filtration after
fermentation, and is thus, advantageous for its potential to reduce
lactic acid production cost [4–8]. It produces optically pure l-lactic
acid, which is the desirableform for foodand pharmaceutical appli-
cations, and can also use xylose [9], the main sugar component in
hemicellulose, as substrate. Compared to bacteria, it can grow well
at a wider temperature range (up to 40◦C)andpH range (from 4 to9) [5]. Moreover, chitosan present in the fungal mycelia is a high-
value product, and the fungal biomass and byproducts can be used
in animal feeds to improve quality [4].
The current sugar and starch-based feedstock for lactic acid
fermentation accounts for more than 30–40% of the total produc-
tion cost [4]. Recent research on lactic acid production has thus
focused on abundant, low-cost lignocellulosic feedstocks [4,10,11].
More than 20 million tons of corncobs are available annually
in China [12]. Currently, a large amount of this is used to pro-
duce xylo-oligosaccharides (XOS) [13,14] from the hemicellulosic
http://dx.doi.org/10.1016/j.bej.2014.11.020
1369-703X/© 2014 Elsevier B.V. All rights reserved.
-
8/9/2019 Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
2/8
L. Zhang et al. / Biochemical Engineering Journal 94 (2015) 92–99 93
materials, generating large quantities of waste residues, mainly
cellulosic materials, which would cause major environmental, and
economic problems if not properly treated or utilized. Because of
its low cost, high enzymatic digestibility due to low lignin content,
small particle size, and environmental benefits of the re-utilization
of this industrial waste, XOS manufacturing waste residues can
be considered as an attractive alternative substrate for l-lactic
acid production. Compared to corncobs and other lignocellulosic
biomass, XOS waste residues with most of xylan removed contain
mainlyglucose with a lowcontent ofxylose,and thus, wouldbe bet-
ter for lactic acid fermentation since most microorganisms cannot
use xylose efficiently [4].
The goal of this study was to develop an economical fer-
mentation process for l-lactic acid production from XOS waste
residues by R. oryzae. Unlike the conventional separate hydroly-
sis and fermentation (SHF) process, simultaneous saccharification,
and fermentation (SSF) can synchronize enzymatic hydrolysis and
microbial fermentationin a single step,thus offeringvariousadvan-
tages, including increased productivity and reduced processing
time due to reduced product (glucose) inhibition on cellulose
hydrolysis [11,15,16]. In this work, both SSF and SHF were stud-
ied and compared for lactic acid production from XOS waste
residues. The hydrolysis and fermentation of XOS waste residues
were studied at different solid loadings and temperatures, and theresults are reported in this paper. To our knowledge, this is the
first study demonstrating high-titer, high-yield, and cost-effective
l-lactic acid production from lignocellulosic biomass in an SSF
process.
2. Materials and methods
2.1. XOS waste residue
The XOS waste residue derived from alkali-pretreated corncobs
was kindly provided by Jiangsu Kangwei Biologic Co., Ltd. Milled
corncobs was stewed in 12 m3 alkali extraction tank containing
7% (w/v) sodium hydroxide at 85–90◦C for 1 h. The liquid fraction,
with a high content of hemicellulose was removed by vacuum fil-
tration for further production of XOS; the solid waste residue was
first soaked in water with a solid/liquid ratio of 1:10 (w/v), and
then neutralized with 72% (w/w) sulfuric acid to adjust the pH to
5.0–5.5, followed by removing the water with vacuum filtration to
obtain the solid XOS waste residue. The solid fraction was stored
in plastic bags at 4 ◦C until use. Before treatments, the corncobs
contained (%, dry weight basis) ∼40% cellulose and ∼31% hemicel-
lulose. After treatments, the solid waste residues contained 65.5%
cellulose and 22.2% hemicellulose or 72.8% glucose, 23.3% xylose,
and 1.9% arabinose.
2.2. Microorganism and cultivation
R. oryzae NLX-M-1 was obtained from Institute of Biochemi-
cal Engineering, Nanjing Forestry University, Nanjing, China. The
preculture medium consisted of (g L −1): 50 glucose, 3 (NH4)2SO4,
0.75 MgSO4·7H2O, 0.20 ZnSO4·7H2O, and 0.30 KH2PO4, which was
found to be optimal with glucose as the carbon source. All media
were sterilized by autoclaving at 121 ◦C, 15 psig for 30 min. The
strain was first cultured on potato-dextrose agar slants at 30 ◦C
for 3–5 days to generate spores. The preculture used to seed the
fermentation was prepared in 250-mL Erlenmeyerflasks, each con-
taining 50 mL preculture medium and 10g L −1 CaCO3, inoculated
witha sporesuspension containing 106 spores mL −1, and incubated
at 30 ◦C for 12 h in a rotary shaker agitated at 170rpm.
2.3. SHF for lactic acid production
Cellic® CTec2 (Novozymes), a cellulase complex consisting of
aggressive cellulases, -glucosidases and hemicellulase, was usedfor the degradation of cellulose and hemicellulose to fermentable
sugars. Enzymatic hydrolysis trials were performed with the sub-
strate loadings at 5%, 10%, 15%, and 20% (w/v). Unless otherwise
noted, the hydrolysis was carried outin a 250-mL Erlenmeyer flask
with the enzyme dosage of 0.06g g−1 biomass at pH 5.0–5.5, in a
shaker controlled at 50 ◦C and 150 rpm, for 2–3 days. The cellu-
lose (glucan) and hemicellulose (xylan) hydrolysis yields (%) were
calculated as the percentages of obtained glucose and xylose in
the hydrolysate to the total glucose and xylose present in the
substrate, respectively. For complete hydrolysis, the theoretical
sugar yields from cellulose and xylan are 1.11g glucose g−1 glucan
and 1.14g xyloseg−1 xylan, respectively [17]. Allexperiments were
duplicated, and the average values are reported. Before use as sub-
strate in fermentation, the enzymatic hydrolysate was centrifuged
and filtered to remove solid residues, and then supplemented with
minerals as follows (g L −1): 1 (NH4)2SO4, 0.38 MgSO4·7H2O, 0.10
ZnSO4·7H2O, 0.15 KH2PO4.
The fermentation was thenstudied in 250-mL Erlenmeyerflasks
each containing 100mL of the enzymatic hydrolysate of XOS waste
residue. CaCO3 was added at 50% of the theoretical amount of glu-cosederivedfrom thedried material(w/w) to maintainthe medium
pH at >6.0 for good cell growth and l -lactic acid production in the
fermentation. After autoclaving at 121◦C for 30min, eachflaskwas
inoculated with the preculture at an inoculation size of 10% (v/v).
Unless otherwise noted, the fermentation was performed at 40 ◦C
in a rotary shaker at 170 rpm for 2–3 days or until glucose was
depleted or lactic acid production ceased. Unless otherwise noted,
each fermentation condition was studied in duplicate.
2.4. SSF for lactic acid production
The SSF process was studied in 250-mL Erlenmeyer flasks with
a 100 mL working volume in a rotary shaker at 170 rpm and 40◦C,
unless otherwise noted. The fermentation medium containing thesame inorganic salts as in the SHF medium and XOS waste residue
(5%, 10%, 15%, or 20% w/v), with pH of ∼5.5, was sterilized by auto-
claving at 121 ◦C for 30 min. After cooling, enzymes were added at
the loading rateof 0.06g g−1 biomass,and each flask was then inoc-
ulated with the preculture at 10% (v/v). CaCO3 was added at 50% of
the theoretical amount of glucose derived from the dried material
(w/w) after 12 h of fermentation to keep the medium pH at >6.0.
Unless otherwise noted, all batch fermentations were duplicated.
2.5. l-lactic acid production in bioreactor
The SSF process was also studied in a 5-L stirred tank biore-
actor (Biostat B, B. Braun) with a rotating fibrous matrix, made
of a cotton cloth (9×15×0.2cm) fixed on the outer surface of aperforated stainless steel cup mounted on the impeller shaft, for
cell immobilization [6]. The bioreactor with 3 L of the medium was
sterilized at 121 ◦C for 30 min. After cooling, the bioreactor was
inoculated with 10% (v/v) preculture and operated at 40 ◦C, with
agitation at 200rpm andaerationat 1.0vvm. After 12h, the reactor
pH was maintained at >6.0 by adding CaCO3 solution periodically.
Antifoam 204 from Sigma (0.5 mL per L medium) was added to
prevent foaming during fermentation.
2.6. Analytical methods
The sporeconcentration was determined by countingthe spores
on a haemocytometer under a microscope. Analysis of chemical
composition in XOSwaste residues was carried out according to the
-
8/9/2019 Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
3/8
94 L. Zhang et al. / Biochemical Engineering Journal 94 (2015) 92–99
National Renewable Energy Laboratory standard methods for the
determination of structural carbohydrates and lignin in biomass
[18]. For the analysis of fermentation broth samples, 72% (w/w)
sulfuric acid was first added to neutralize excessive CaCO3 and
acidify calcium lactate. The samples were then heated in boil-
ing water for 5 min to increase the solubility of lactic acid and
deactivate the hydrolytic enzyme and fungus. After centrifuga-
tion, the supernatant was analyzed for glucose, xylose, ethanol,
and l-lactic acid with a high performance liquid chromatograph
(HPLC)equippedwithan AminexBioRad HPX-87H columnat 45◦C,
using 5mM H2SO4 as the mobile phase at 0.6 mL min−1. To sepa-
rate and determine l(+)-lactic acid and d(+)-lactic acid by HPLC,
the SCAS Sumichiral OA-5000 column at 35 ◦C and 1mM CuSO4in 5% (v/v) isopropanol at 1.0 mL/min as the mobile phase were
used. The detectionwas at UV 254nm. However, no d(+)-lactic acid
was detected,indicating thatthe R. oryzae strain producedoptically
pure l(+)-lactic acid.
3. Results
3.1. SHF of XOS waste residue
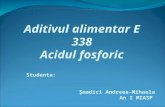
3.1.1. Enzymatic hydrolysis of XOS waste residueFig. 1 shows the profiles of glucose and xylose released from
enzymatic hydrolysis of the waste residue at 5%, 10%, 15%, and 20%
(w/v) substrate loadings. The glucose and xylose titers increased
over time and reached maximum levels in 24–60h, depending on
the solid loading. As expected, more glucose and xylose were pro-
duced at higher substrate loadings. For example, increasing the
substrate loading from 5% to 20% also increased the final glucose
concentrations in the hydrolysates from 31.68 g L −1 to104.97 g L −1.
However, the glucose yield decreased from 87.13% to 72.17% (see
Table 1), probably due to increased solution viscosity, mass trans-
fer limitation, and end-product inhibition [19]. At 5% solid loading,
the enzymatic hydrolysis process was completed in 48h, with over
30g L −1 glucose and 8 g L −1 xylose released from the XOS waste
residue. The conversion yield of cellulose to glucose was 87.1%,whereas theconversionyield of hemicellulose to xylose was 64.2%,
which could be improved if an endoxylanase with a higher speci-
ficity (e.g., Cellic HTec2) was used. No cellobiose accumulation was
observed during the enzymatic hydrolysis process, indicating a
rapid conversion of cellobiose to glucose under the synergism of
cellulase complex. The high enzymatic conversion of XOS waste
residue makes this raw material a promising feedstock for sugar-
platform biorefinery.
3.1.2. Effect of temperature on l-lactic acid production from
hydrolysates
Usually, a moderate temperature, around 30 ◦C, is required
for fungal cell growth [20], but a higher temperature (>40◦
C) isfavorable for enzymatic hydrolysis. R. oryzae usually grows at a
temperature between 27 and35 ◦C [4] and pH 5.0–6.5 [6,21]. How-
ever, it is desirable to perform the fermentation at a temperature
closer to the temperature for enzymatic hydrolysis. Therefore, we
first studied the effect of temperature on l-lactic acid production
from XOS enzymatic hydrolysates. As shown in Fig. 2, 13.7 g L −1 of
l-lactic acidwitha yield of 0.274 g g−1 waste residue was produced
at 25 ◦C. The l-lactic acid production increased to 15.9g L −1 when
temperature increased to 30 ◦C. However, from 30 ◦C to 40 ◦C, the
l-lactic acid titer and yield did not show any significant change.
Further increasing the temperature to 45 ◦C resulted in no lactic
acid production, as R. oryzae could not be adapted to grow at the
higher temperature. Thus, 40 ◦C was chosen for the subsequent
fermentation studies.
B
A
Fig. 1. Time course profiles of sugars released in enzymatic hydrolysis of xylo-
oligosaccharides waste residues at 5%, 10%, 15%, and 20% (w/v) substrate loading.
A: glucose; B: xylose. Data shown are the average with error bar representing the
standard deviationfromduplicateruns.Error baris notvisible forsomedata points
because the standard deviation is smaller than the size of the symbol.
Fig. 2. Effect of temperature on l-lactic acid production from enzymatic
hydrolysates of XOS waste residues by R. oryzae in shake-flasks at 5% (w/v) sub-
strateloading.Data shown arethe average with error barrepresenting thestandard
deviation from duplicated runs.
-
8/9/2019 Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
4/8
L. Zhang et al. / Biochemical Engineering Journal 94 (2015) 92–99 95
Table 1
Effects of substrate loading on enzymatic hydrolysis of XOS waste residue.
Substrate loading (%) Glucose Xylose
Titer (g L −1) Yield (%) Productivity (g L −1 h−1) Titer (g L −1 ) Yield (%) Productivity (g L −1 h−1)
5 31.68 ± 0.00 87.13 ± 0.01 0.66 ± 0.00 8.10 ± 0.02 64.24 ± 0.16 0.17 ± 0.00
10 61.32 ± 0.35 84.32 ± 0.49 1.28 ± 0.01 15.90 ± 0.05 63.06 ± 0.18 0.33 ± 0.00
15 88.89 ± 0.07 81.49 ± 0.06 1.48 ± 0.00 23.46 ± 0.39 62.02 ± 1.04 0.39 ± 0.01
20 104.97 ± 1.12 72.17 ± 0.77 1.75 ± 0.02 29.38 ± 0.12 58.26 ± 0.23 0.49 ± 0.00
Data shown are the average± standard deviation from duplicated runs.
B
DC
A
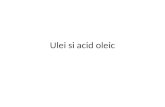
Fig. 3. l-lactic acid fermentation profiles of R. oryzae using XOSwasteresiduehydrolysates as substratein shake-flasks at 40 ◦C andvarious substrateloadings. A: 5%;B: 10%;
C: 15%; and D: 20% (w/v) loading. Data shown are the average with error bar representing the standard deviation from duplicated runs. Error bar is not visible for some data
points because the standard deviation is smaller than the size of the symbol.
3.1.3. l-lactic acid fermentation of enzymatic hydrolysates
Fig.3 shows the fermentation profiles of R. oryzae grownon XOS
waste residue hydrolysate at various substrate loadings. The fer-
mentation pH was maintained at >6.0by adding calcium carbonate.
There was not much difference in the pH profile among the differ-
ent substrate loadings, except for the 20%loading that had a higher
initial pH of ∼7.5 due to more CaCO3 were added. Nevertheless,
the pH in the range of 5.5–7.5 should have a minimal effect on the
fermentation [6]. In general, little or no lactic acid was produced
in the first 12 h, indicating that glucose was mainly used to gen-erate fungal biomass. Thereafter, a rapid consumption of glucose
with fast accumulation of l-lactic acid and ethanol occurred until
allglucosehad been consumed,exceptfor the 20%loading, inwhich
lactic acid production ceased before glucose depletion. During the
fermentation, xylose was also consumed simultaneously with glu-
cose, but at a much slower rate. As can be seen in Fig. 3A, xylose
consumption rate increased significantly 12h after glucose deple-
tion, suggesting that xylose uptake by the cells was inhibited or
repressed by glucose [9]. The slower xylose uptake by cells might
also be because xylose transport was much slower than glucose or
was strongly inhibited by glucose. Increasing the substrate loading
from 5% to 15% also increased lactic acid production titer (from
16.5gL −1 to 36.5gL −1) and productivity (from 0.34 g L −1 h−1 to
0.76gL −
1 h−
1) (see Table 2). Further increasing the substrate load-ing to 20% significantly decreased lactic acid production, which
might be attributed to the limitation in oxygen transfer at the
higher solid loading. The lactic acid yield was 0.33–0.34 g g−1
dry waste residue when the substrate loading was 5–10%, but
Table 2
Effects of substrate loading on l-lactic acid fermentation by R. oryzae with the enzymatic hydrolysates of XOS waste residues.
Substrate loading (%) Lactic acid (gL −1) Ethanol (g L −1 ) Lactic acid/ethanol ratio (gg−1) Lactic acid yield (gg−1 ) Lactic acid productivity (gL −1 h−1)
5 16.53 ± 0.38 5.04 ± 0.45 3.28 0.33 ± 0.01 0.34 ± 0.01
10 34.00 ± 0.04 9.50 ± 0.25 3.58 0.34 ± 0.00 0.71 ± 0.00
15 36.50 ± 0.15 12.00 ± 0.19 3.04 0.24 ± 0.00 0.76 ± 0.00
20 24.44 ± 0.01 15.85 ± 0.71 1.54 0.12 ± 0.00 0.51 ± 0.00
Data shown are the average±
standard deviation from duplicated runs.
-
8/9/2019 Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
5/8
96 L. Zhang et al. / Biochemical Engineering Journal 94 (2015) 92–99
decreased significantlyto 0.24g g−1 at15%loadingand0.12gg−1 at
20% loading. Product (lactic acid) inhibition could adversely affect
microbial accessibility and fungal cell growth, as well as lactic
acid biosynthesis, which might limit lactic acid accumulation to
a higher concentration in the fermentation with higher substrate
loadings. The lower lactic acid production at the higher substrate
loading might also be attributed to the xylose inhibiting lactic
acid production [22]. The fermentation could also be inhibited by
unknown inhibitors produced from the degradation of ligninin the
hydrolysate[23]. The observed diauxic growth withthe accelerated
xylose consumption after glucose depletion suggests that xylose
utilization by R. oryzae is regulated by the carbon catabolite repres-
sion [24]. The slower xylose uptake by cells might also be because
xylose transport was much slower than glucose or was strongly
inhibitedby glucose.Moreover, Maaset al.[25] suggestedthatmore
xylose might be respired to carbon dioxide rather than lactic acid,
and the nutrients were limiting the conversion of xylose.
It is noted that there were significant amounts of ethanol
co-produced in the fermentation, with the final titer increased
from 5.0 g L −1 at 5% loading to 15.9 g L −1 at 20% loading. Ethanol
production suggested insufficient oxygen supply in these shake-
flask fermentations [26,27]. The lactic acid/ethanol ratio was ∼3.3
(g g−1) for 5–15% substrate loading and 1.5 (g g−1) at 20% load-
ing. Apparently, 20% loading was more favorable for ethanolproduction.
Overall, 10% substrate loading appeared to give the best fer-
mentation results, comparable to previously reported studies on
lactic acid production by R. oryzae from lignocellulosic biomass
in similar SHF processes [12,22–25,27–30]. Nevertheless, the l-
lactic acid production from enzymatic hydrolysates is a complex
and labor- and time-consuming process. Even the best runs at 10%
loading did not give sufficiently high l-lactic acid yield and produc-
tivity from the XOS waste residue hydrolysate to be economically
competitive.
Fig. 4. Effect of temperature on l -lactic acid production from XOS waste residues
at 5% (w/v) substrate loading in simultaneous saccharification and fermentation in
shake-flasks. Data shown are the average with error bar representing the standard
deviation from duplicated runs.
3.2. SSF of XOS waste residue
3.2.1. Effect of temperature on l-lactic acid production
The SSF process can potentially overcome problems in SHF and
increase l-lactic acid production from XOS waste residues. One
challenge associated with SSF is that the optimal temperatures
and pHs for the saccharification and fermentation processes are
different [31]. It is thus, necessary to determine the optimal tem-
perature for l-lactic acid production in the SSF process. As shown
in Fig. 4, l-lactic acid production increased significantly in both the
final titer (from ∼8.0gL −1 to ∼25.0gL −1) and product yield (from
0.16gg−1 to0.50 gg−1) as the temperature increased from 25◦C to
A B
DC
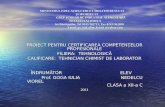
Fig. 5. Profiles of simultaneous saccharificationand fermentation of XOS waste residues by R. oryzae in shake-flasks at 40 ◦C andvarious substrateloadings. A: 5%;B: 10%;C:
15%; and D: 20% (w/v) loading. CaCO3 was added at 12 h, which caused an increase in the pH. Data shown are the average with error bar representing the standard deviation
from duplicated runs. Error bar is not visible for some data points because the standard deviation is smaller than the size of the symbol.
-
8/9/2019 Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
6/8
L. Zhang et al. / Biochemical Engineering Journal 94 (2015) 92–99 97
40 ◦C, which might be attributed to the fact that more glucose was
producedfrom celluloseat thehighertemperature in theenzymatic
hydrolysis by cellulase and available for cells to use in the fer-
mentation. However, when the temperature increased to 45 ◦C, no
l-lactic acid was produced, indicating that R. oryzae cells could not
be adapted to survive under thisstressful condition. This study con-
firmed thathigh-titerlactic acidproductioncan be achievedin a SSF
process at 40 ◦C, a temperature that can improve substrate utiliza-
tion efficiency and reduce production cost by efficiently balancing
enzymatic hydrolysis and sugar fermentation processes [20].
3.2.2. l-lactic acid production in SSF process
Fig. 5 shows the fermentation time course data, including glu-
cose, xylose, lactic acid, and ethanol concentration profiles, during
the SSF process at differentsubstrate loadings. At 5% substrateload-
ing (Fig. 5A), there was initially a fast accumulation of glucose,
which reached ∼16g L −1 by 12 h, indicating that the rate of enzy-
matic hydrolysis was significantly higher than sugar fermentation
in this period. Thereafter, a rapid decrease in the glucose con-
centration coupled with a sharp accumulation of l-lactic acid was
observed, indicating that acid production from glucose was faster
than glucose released from cellulose hydrolysis [14]. In fact, the
glucose concentration was kept at near zero since 24 h, suggestingthatall glucose released fromcellulosewas immediately consumed
in the SSF process. The lactic acid titer reached the maximum
level of24.9g L −1 at 36h, achieving a product yield of 0.497 g lactic
acidg−1 dry waste residue. Thus, a continuous and simultane-
ous saccharification and fermentation for l-lactic acid production
from XOS waste residues was realized. Meanwhile, ethanol was
also produced in the SSF, reaching 4.64 g L −1 by 24 h. Interestingly,
ethanol production ceased after 24 h, even though lactic acid pro-
duction continued until 36 h. This was probably because the low
glucose concentration limited cell growth and oxygen uptake by
cells, resulting in a higher oxygen tension that favored lactic acid
biosynthesis. Clearly, the SSF process favored lactic acid produc-
tion, resulting in a higher lactic acid/ethanol ratio of 5.4 (g g−1), as
compared to the SHF process.R. oryzae was also able to ferment pentose for l -lactic acid pro-
duction [9]. As can be seen in Fig. 5A, the xylose concentration in
the fermentation broth increased to ∼5 g L −1 and remained rela-
tively constant until a significant decrease was observed after 36h.
The increased utilization of xylose as carbonsource coincided with
the depletion of glucose and cellulose (data not shown). Neverthe-
less, the utilization of xylose by R. oryzae was not as efficient as
glucose due to catabolite repression and other reasons discussed
earlier [9,22,25].
Since substrate loading plays an important role in the SSF pro-
cess, we also investigated the fermentation at higher substrate
loadings of 10% (Fig. 5B), 15% (Fig. 5C), and 20% (Fig. 5D). In gen-
eral, the fermentation profiles at 10% loading were similar to those
at 5% loading, but reached a higher lactic acid titer of 60.3 g L −1
and yield of 0.60g g−1 dry waste residue with a significantlyhigher
productivity(1.0 g L −1 h−1 vs.0.69gL −1 h−1). Further increasing the
substrate loading resulted in a significant reduction in lactic acid
production, with the final lacticacid titer dropped to 47.7 g L −1 and
yield to 0.32g g−1 waste residue at 15% loading and 33.8g L −1 and
0.17gg−1 waste residue at 20% loading, respectively. At the higher
solid loadings of 15% and 20%, sugar consumption seemed to be
greatly reduced, resulting in high concentration levels of glucose
and xylose that were not completely consumed in the fermenta-
tion. In fact, xylose consumption was inhibited in the presence of
large amounts of glucose. The poor fermentation performance at
the higher solid loadings can be attributed to increased broth vis-
cosity and reduced oxygen transfer, which not only decreased the
sugar consumption rate but also increased ethanol production, as
indicated by the decreased lactic acid/ethanol ratio at 20% solid
loading (see Table 3). A decrease in oxygen transfer was usually
observed at a higher substrate loading, which was not favorable
for lactic acid production by R. oryzae [6]. It has also been reported
that the fermentation kinetics in the SSF process could be affected
by the reducing sugar concentration in the hydrolysate, as well as
substrate loading, because of increased viscosity and substrate and
product inhibition [11]. In addition, imbalanced osmotic pressure
inducedby highsugarconcentration wasanothercritical factor that
might havealso inhibitedcell growth andreducedsubstrateutiliza-
tion efficiency [32]. Clearly, poor mixing and mass transfer at the
elevated solid loading in shake-flasks inhibited the fermentation
with R. oryzae in the SSF process.
Table 3 summarizes and compares the results of SSF at vari-
ous solid loadings. It is clear that 10% loading was optimal, withhigh-titer and high-yield l -lactic acid production from XOS waste
residues in the SSF. Previous studies also found that lactic acid
production from cellulose decreased with increasing the substrate
loading, resultingin a significant reductionin the product yield and
conversion efficiency, even with a prolonged fermentation period
[33,34]. Ruengruglikit and Hang [35] reported that 5% (w/v) was
the optimal loading for corncob as substrate, and a substrate load-
ing below 10% (w/v) was also suggested by Moritz and Duff [36].
Compared to SHFat the same substrateloading of 10%, higherlactic
acid titer (60.3 g L −1 vs. 34.0g L −1) and yield (0.60 vs. 0.34g g−1 dry
waste residue) were achieved in the SSF process. This can be par-
tiallyattributed to the fact that lacticacid production becamemore
favorable than ethanol production in the SSF process, as evidenced
by the much higherlactic acid/ethanolratio inSSF (10.6g g−1) com-pared to the SHF process (3.6g g−1). It is noted that the glucose
inhibition effect on cellulose hydrolysis was alleviated in the SSF
process, whichmight have also contributed to thehigher lacticacid
yield.
3.3. SSF for l-lactic acid production in bioreactor
In order to investigate the scale-up feasibility of the SSF pro-
cess, fermentation with 10% substrate loading was carried out in
a 5-L stirred tank bioreactor, and the results are shown in Fig. 6.
In general, the fermentation performed well, producing 41.9g L −1
lactic acid with a product yield of 0.42g g−1 dry biomass, which
were lower than those obtained in shake-flask fermentation. The
lower lactic acid production in the stirred-tank bioreactor could be
attributed to the differences in cellmorphology,which would affect
mass transfer and lactic acid production [7], andthe dissolved oxy-
gen (DO) concentration level. Too much oxygen (high DO) would
promote cell growth and led more substrate into the TCA cycle for
Table 3
Effects of substrate loading on simultaneous saccharification and fermentation for l-lactic acid production from XOS waste residue by R. oryzae.
Substrate loading (%) Lactic acid (gL −1) Ethanol (g L −1) Lactic acid/ethanol ratio (gg−1) Lactic acid yield (gg−1) Lactic acid productivity (gL −1 h−1)
5 24.87 ± 0.10 4.64 ± 0.17 5.36 0.50 ± 0.00 0.69 ± 0.00
10 60.29 ± 0.26 5.71 ± 0.32 10.56 0.60 ± 0.00 1.00 ± 0.00
15 47.72 ± 0.19 7.28 ± 0.21 6.55 0.32 ± 0.00 0.66 ± 0.00
20 33.75 ± 1.01 8.13 ± 1.03 4.15 0.17 ± 0.01 0.35 ± 0.01
Data shown are the average±
standard deviation from duplicated runs.
-
8/9/2019 Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
7/8
98 L. Zhang et al. / Biochemical Engineering Journal 94 (2015) 92–99
Table 4
Comparison of l-lactic acid production from lignocellulosic biomass by R. oryzae.
Strain Substrate Titer (g L −1) Yield (g g−1) Productivity (g L −1 h−1) References
SHF
R. oryzae HZS6 Corncob 77.2 – 0.99 [12]
R. oryzae UMIP 4.77 Wheat straw 10 0.26 0.27 [22]
R. oryzae NRRL 395 Waste office paper 49.1 – 0.51 [23]
R. oryzae NBRC 5378 Wheat straw 2 – – [24]
R. oryzae CBS 112.07 Wheat straw 6.8 0.23 – [25]
R. oryzae NRRL 395 Cassava pulp 16.7 0.24 0.29 [27]R. sp. MK-96-1196 Corncob 26 0.26 – [28]
R. oryzae NRRL 395 Wheat bran 6 – – [29]
R. oryzae GY 18 Corncob – 0.36 – [30]
R. oryzae NLX-M-1 XOS waste residue 34.0 0.34 0.71 This study
SSF
R. oryzae UMIP 4.77 Paper pulp 24.1 – 0.5 [22]
R. oryzae NBRC 5378 Wheat straw 6 0.23 – [24]
R. sp. MK-96-1196 Corncob 24 0.24 – [28]
R. oryzae NRRL 395 Corncob – 0.30 – [35]
R. oryzae NLX-M-1 XOS waste residue 60.3 0.60 1.0 This study
SHF, separate hydrolysis and fermentation; SSF, simultaneous saccharification and fermentation.
Fig. 6. Profiles of simultaneous saccharification and fermentation of XOS waste
residues by R. oryzae at 40 ◦C at 10% (w/v) substrate loading in a 5-L stirred tank
bioreactor. CaCO3 was added at 12 h and periodically thereafter to maintain the pH
above 6.0.
ATP generation andbiomassformation, thereby loweringlacticacid
yield. In addition, continuous aeration at a high rate (1vvm) would
strip away CO2 and ethanol, which could promote more pyruvate
conversion to acetaldehyde and ethanol, thus reducing lactic acid
production. Compared to shake-flasks, a relatively high DO and
low pCO2 in the bioreactor with continuous aeration could have
a negative effect on lactic acid production [37]. Further optimiza-
tion in agitation and aeration rates would be necessary to improve
the fermentation performance. It is noted that the ethanol titer inthe stirred-tank bioreactor was much less than that in flasks, only
2.26gL −1, indicating that some of theproduced ethanol was lost as
vapor due to continuous aeration.
4. Discussion
Several studies on l-lactic acid fermentation with lignocellu-
losic biomass have been reported and are summarized in Table 4
for comparison. For SHF, Park et al. [23] reported the highest lac-
tic acid production of 49.1g L −1 from the enzymatic hydrolysate of
waste office paperin a 4-day culture,whereasa moderatelacticacid
yield of 0.36g g−1 corncob was obtained from corncob hydrolysate
[30]. Compared to these SHF studies, comparable lactic acid titer
andyield, buta higher productivityof 0.71 g L −1
h−1
, were obtained
from XOS waste residues in our study. For SSF, most of the previ-
ous studies with R. oryzae producedonly upto 24g L −1 of lacticacid
with a moderate yield of 0.23–0.30g g−1
substrate and a productiv-ity of ∼0.5gL −1 h−1. On the other hand, our SSF process produced
a high lactic acid titer of 60.3 g L −1 with a yield of 0.6gg−1 and
productivity of 1.0g L −1 h−1 from XOS waste residues, which were
among the highest ever reported with R. oryzae using lignocellu-
losic biomass as raw material. It is noted that the lactic acid yield
from XOS waste residues by R. oryzae was comparable to those
obtained from similar lignocellulosic biomass with lactic acid bac-
teria. Sreenath et al. [15] used Lactobacillus plantarum to produce
lactic acid from alfalfa fiber in a SSF process, achieving a yield of
0.61gg−1 drymatter of fiber. A coculture of Lactobacillus rhamnosus
and Lactobacillus brevis was used in a SSF process, which produced
lactic acid from corn stover with a yield of 0.70g g−1 cellulose and
hemicellulose [16].
For the same lignocellulosic materials, R. oryzae could produce
more l-lactic acid ata higher final titer in SSFthanin SHF. Forexam-
ple, only ∼2 g L −1 of lactic acid was produced from wheat straw in
SHF, while lactic acid production reached 6 g L −1 in SSF [24]. This is
because the inhibition of cellulase–catalyzed reaction by glucose
can be eliminated or greatly alleviated by simultaneously using
glucose in the fermentation, which prevents the accumulation of
glucose generatedfrom the hydrolysis of cellulosic materials in the
SSF process [38]. However, Miura et al. [28] reported that 26 g L −1
l-lactic acid was produced from the enzymatic hydrolysate of
corncob, whilein the SSFprocess usinga mixed culture of cellulase-
producing Acremonium thermophilus and Rhizopus sp. MK-96-1196
at 35 ◦C, 24gL −1 of l-lactic acid was produced from 100 g L −1 of
untreated raw corncob. It is thus, clear that the performance of SSF
will also be dependent on the raw materials used, and each SSF
process will have to be optimized for the conditions used in theprocess, including solid loading and agitation and aeration rates.
Further studies including process optimization, lactic acid conver-
sion from xylose and economic analysis will have to be performed
before the process canbe commercialized. Better understandingof
the metabolicpathways involvedin xylose utilization by R. oryzae is
also needed in order to maximize l-lactic acid production in terms
of final product titer, yield, and productivity [9].
5. Conclusion
The waste residues from corncobs used in XOS manufacturing
can be used as a low-cost substrate for l-lactic acid production
by R. oryzae. The solid waste residues can be efficiently treated
-
8/9/2019 Acid lactic din xilooligozaharide cu Rhizopus oryzae.pdf
8/8
L. Zhang et al. / Biochemical Engineering Journal 94 (2015) 92–99 99
and hydrolyzed with commercial cellulase enzymes to release fer-
mentable sugars, glucose, and xylose, for lactic acid production. A
high cellulose-to-lactic acid conversion and yield can be obtained
in a SSF process with R. oryzae at a relatively high temperature of
40 ◦C. Although lactic acid production in an SSF process has been
demonstrated with starchy materials and lactic acid bacteria [39],
this study is the first demonstration of SSF for high-titer and high-
yield l-lactic acid production from lignocellulosic materials by R.
oryzae. The utilization of cheap XOS waste residues for l-lactic acid
production can provide a cost-effective approach for organic acid
production as well as in waste management.
Acknowledgements
This work was supported by the International Advanced
Forestry Technology IntroductionProject Funding (Grant No. 2012-
4-18), Natural Science Foundation of Jiangsu Province (Grant No.
BK20131426), Excellent Youth Foundation of Jiangsu Province of
China (BK2012038), the Doctorate Fellowship Foundation of Nan-
jing Forestry University, Graduate Research Innovation Projects of
Jiangsu Province Ordinary University (CXZZ13 0544), and the Pri-
ority Academic Program Development of Jiangsu Higher Education
Institutions.
References
[1] F.A.C. Martinez, E.M. Balciunas, J.M. Salgado, J.M.D. González, A. Converti,R.P.S. Oliveira, Lactic acid properties, applications and production: a review,Trends Food Sci. Technol. 30 (2013) 70–83.
[2] R. Datta, M. Henry, Lactic acid: recent advances in products, processes andtechnologies – a review, J. Chem. Technol. Biotechnol. 81 (2006) 1119–1129.
[3] N. Thongchul, Production of lactic acid and polylactic acid for industrialapplications, in: S.T. Yang, H.A. El-Enshasy, N. Thongchul (Eds.), BioprocessingTechnologies in Biorefinery for Sustainable Production of Fuels, Chemicals,and Polymers, Wiley, 2013, pp. 293–316, Ch. 16.
[4] Z.Y. Zhang, B. Jin, J.M. Kelly, Production of lactic acid from renewablematerials by Rhizopus fungi, Biochem. Eng. J. 35 (2007) 251–263.
[5] B.J. Meussen, L.H. Graaff, J.P.M. Sanders, R.A. Weusthuis, Metabolicengineering of Rhizopus oryzae for the production of platform chemicals, Appl.Microbiol. Biotechnol. 94 (2012) 875–886.
[6] A. Tay, S.T. Yang, Production of l(+)-lactic acid from glucose and starch byimmobilized cells of Rhizopus oryzae in a rotating fibrous bed bioreactor,Biotechnol. Bioeng. 80 (2002) 1–12.
[7] Z. Wang, Y. Wang, S.T. Yang, R. Wang, H. Ren, A novel honeycomb matrix forcell immobilization to enhance lactic acid production by Rhizopus oryzae,Bioresour. Technol. 101 (2010) 5557–5564.
[8] T. Yamane, R. Tanaka, Highly accumulative production of l(+)-lactate fromglucose by crystallization fermentation with immobilized Rhizopus oryzae, J.Biosci. Bioeng. 115 (2013) 90–95.
[9] R.H.W. Maas, J. Springer, G. Eggink, R.A. Weusthuis, Xylose metabolism in thefungus Rhizopus oryzae: effect of growth and respiration on l(+)-lactic acidproduction, J. Ind. Microbiol. Biotechnol. 35 (2008) 569–578.
[10] M.A. Abdel-Rahman, Y. Tashiro, K. Sonomoto, Lactic acid production fromlignocellulose-derived sugars using lactic acid bacteria: overview and limits, J.Biotechnol. 156 (2011) 286–301.
[11] R.P. John, K.M. Nampoothiri, A. Pandey, Fermentative production of lactic acidfrom biomass: an overview on process developments and future perspectives,Appl. Microbiol. Biotechnol. 74 (2007) 524–534.
[12] D.M. Bai, S.Z. Li, Z.L. Liu, Z.F. Cui, Enhanced l-(+)-lactic acid production by an
adapted strain of Rhizopus oryzae using corncob hydrolysate, Appl. Biochem.Biotechnol. 144 (2008) 79–85.
[13] A.K. Samanta, S. Senani, A.P. Kolte, M. Sridhar, K.T. Sampath, N. Jayapal, A.Devi, Production and in vitro evaluation of xylooligosaccharides generatedfrom corn cobs, Food Bioprod. Process. 90 (2012) 466–474.
[14] R. Yang, S. Xu, Z. Wang, W. Yang, Aqueous extraction of corncob xylan andproduction of xylooligosaccharides, LWT Food Sci. Technol. 38 (2005)677–682.
[15] H.K. Sreenath, A.B. Moldes, R.G. Koegel, R.J. Straub, Lactic acid production bysimultaneous saccharification and fermentation of alfalfa fiber, J. Biosci.Bioeng. 92 (2001) 518–523.
[16] F. Cui, Y. Li, C. Wan, Lactic acid production from corn stover using mixedcultures of Lactobacillus rhamnosus and Lactobacillus brevis, Bioresour.Technol. 102 (2011) 1831–1836.
[17] B.Z. Li, V. Balan, Y.J. Yuan, B.E. Dale, Process optimization to convert forageand sweet sorghum bagasse to ethanol based on ammonia fiber expansion
(AFEX) pretreatment, Bioresour. Technol. 101 (2010) 1285–1292.[18] NREL (National Renewable Energy Laboratories), (2012), Determination of
structural carbohydrates and lignin in biomass. Available through:http://www.nrel.gov/biomass/analytical procedures.html
[19] Q. Chu, D. Yang, X. Li, B. Ma, S. Yu, Q. Yong, An integrated process to enhanceethanol production from steam-exploded corn stover, Fuel 107 (2013)823–827.
[20] L.P. Huang, B. Jin, P. Lant, J. Zhou, Simultaneous saccharification andfermentation of potato starch wastewater to lactic acid by Rhizopus oryzaeand Rhizopus arrhizus, Biochem. Eng. J. 23 (2005) 265–276.
[21] L.P. Huang, B. Jin, P. Lant, J. Zhou, Biotechnological production of lactic acidintegrated with potato wastewater treatment by Rhizopus arrhizus, J. Chem.Technol. Biotechnol. 78 (2003) 899–906.
[22] G. Vially, R. Marchal, N. Guilbert, l(+) lactate production from carbohydratesand lignocellulosic materials by Rhizopus oryzae UMIP 4.77, World J.Microbiol. Biotechnol. 26 (2010) 607–614.
[23] E.Y. Park, P.N. Anh, N. Okuda, Bioconversion of waste office paper to l-lacticacid by the filamentous fungus Rhizopus oryzae, Bioresour. Technol. 93 (2004)77–83.
[24] K. Saito, Y. Hasa, H. Abe, Production of lactic acid from xylose and wheat strawby Rhizopus oryzae, J. Biosci. Bioeng. 114 (2012) 166–169.
[25] R.H.W. Maas, R.R. Bakker, G. Eggink, R.A. Weusthuis, Lactic acid productionfrom xylose by the fungus Rhizopus oryzae, Appl. Microbiol. Biotechnol. 72(2006) 861–868.
[26] C.D. Skory, S.N. Freer, R.J. Bothast, Production of l-lactic acid by Rhizopusoryzae under oxygen limiting conditions, Biotechnol. Lett. 20 (1998) 191–194.
[27] N. Thongchul, S. Navankasattusas, S.T. Yang, Production of lactic acid andethanol by Rhizopus oryzae integrated with cassava pulp hydrolysis,Bioprocess Biosyst. Eng. 33 (2010) 407–416.
[28] S. Miura, T. Arimura, N. Itoda, L. Dwiarti, J.B. Feng, C.H. Bin, M. Okabe,Production of l-lactic acid from corncob, J. Biosci. Bioeng. 97 (2004)153–157.
[29] S. Bulut, M. Elibol, D. Ozer, Effect of different carbon sources on l(+)-lactic acidproduction by Rhizopus oryzae, Biochem. Eng. J. 21 (2004) 33–37.
[30] Y. Guo, Q. Yan, Z. Jiang, C. Teng, X. Wang, Efficient production of lactic acidfrom sucrose and corncob hydrolysate by a newly isolated Rhizopus oryzaeGY18, J. Ind. Microbiol. Biotechnol. 37 (2010) 1137–1143.
[31] K. Stenberg, M. Galbe, G. Zacchi, The influence of lactic acid formation on thesimultaneous saccharification and fermentation (SSF) of softwood to ethanol,Enzyme Microb. Technol. 26 (2000) 71–79.
[32] R.P. John, G.S. Anisha, K.M. Nampoothiri, A. Pandey, Direct lactic acidfermentation: focus on simultaneous saccharification and lactic acidproduction, Biotechnol. Adv. 27 (2009) 145–152.
[33] A. Romaní, R. Yáñez, G. Garrote, J.L. Alonso, SSF production of lactic acid fromcellulosic biosludges, Bioresour. Technol. 99 (2008) 4247–4254.
[34] R. Yáñez, J.L. Alonso, J.C. Parajó, Enzymatic saccharification of hydrogenperoxide-treated solids from hydrothermal processing of rice husks, ProcessBiochem. 41 (2006) 1244–1252.
[35] C. Ruengruglikit, Y.D. Hang, l(+)-Lactic acid production from corncobs byRhizopus oryzae NRRL-395, LWT Food Sci. Technol. 36 (2003) 573–575.
[36] W. Moritz, S.J.B. Duff, Simultaneous saccharification and extractivefermentation of cellulosic substrates, Biotechnol. Bioeng. 49 (1996) 504–511.
[37] B. Zhang, C. Skory, S.T. Yang, Metabolic engineering of Rhizopus oryzae: effectsof overexpressing pyc and pepc genes on fumaric acid biosynthesis fromglucose, Metab. Eng. 14 (2012) 512–520.
[38] X. Shen, L. Xia, Lactic acid production from cellulosic material by synergetic
hydrolysis and fermentation, Appl. Biochem. Biotechnol. 33 (2006)251–262.
[39] C.M. Nguyen, G.J. Choi, Y.H. Choi, K.S. Jang, J.C. Kim, d- and l-lactic acidproduction from fresh sweet potato through simultaneous saccharificationand fermentation, Biochem. Eng. J. 81 (2013) 40–46.