57438239 Manualul Sudorului Naval

If you can't read please download the document
Transcript of 57438239 Manualul Sudorului Naval
aa1
123
MANUALUL SUDORULUI NAVAL Ing. Bindiu Odon ef Colectiv Ing. Druu
Tnase Ing. Ocheel Mariana Ing. Constantinescu Sorin Sing. Drghici
Virginica Ing. Gherghe Luminia EDIIA 2007 1
2
Contents Capitolul 1. GENERALITI PRIVIND CONSTRUCIA NAVEI .................................. ................................14 1.1. DESCRIEREA NAVEI ....................... ................................................................................ ......................14 1.2. STRUCTURA CORPULUI NAVEI ......................... ............................................................................ 15 Capitolul 2. GENERALITI PRIVIND SUDAREA CU ARC ELECTRIC .......................... ..........................23 2.1. DEFINIIA SUDRII................................. ................................................................................ .......... 23 2.2. PROCEDEE DE SUDARE .......................................... ........................................................................... 23 2 .3. SURSE TERMICE PENTRU SUDAREA PRIN TOPIRE ................................... .............................. 24 2.4. ARCUL ELECTRIC DE SUDARE ................ ................................................................................ ...... 24 2.5. MBINAREA SUDAT .................................................... .................................................................... 25 2.6. UTI LAJE PENTRU SUDARE ............................................................. .................................................. 29 Capitolul 3. PREGTIREA N VED EREA SUDRII ..................................................................... .....................32 3.1. PREGTIREA MARGINILOR ............................... .............................................................................. 3 2 3.2. PRENCLZIREA N VEDEREA SUDRII ................................................ ..................................... 32 3.3. PRINDEREA N PUNCTE DE SUDUR ........ ................................................................................ . 33 3.4. PRINDEREA N PUNCTE DE SUDUR A TABLELOR SUBIRI ........................... ................... 34 3.5. ASAMBLAREA TABLELOR N VEDEREA ....................... ............................................................... 34 SUDRII PE SUPO RT CERAMIC ..................................................................... ................................ 34 Capitolul 4. OELURI............... 37 4.1. CLA SIFICAREA OELURILOR ............................................................. ............................................. 37 4.2. PROPRIETILE GENERALE ALE OELU RILOR ....................................................................... 38 4.3. SUDABILITATEA OELURILOR ................................................... ................................................... 38 4.4. INFLUENA ELEMENTELOR DE ALIERE ASUPRA ............................................................... .... 39 PROPRIETILOR SI SUDABILITII OELURILOR ....................................... ....................... 39 Capitolul 5. TEHNOLOGIA SUDRII MANUALE CU ARC ELECTRIC I ELECTROZI NVELII .....39 5.1. PRINCIPIUL PROCEDEULUI ........................... ................................................................................ .. 39 5.2. CARACTERISTICILE ELECTRODULUI ....................................... ................................................... 40 5.3. CLASIFICAREA ELECTRO ZILOR .......................................................................... ........................... 40 5.4. GOSPODRIREA I UTILIZAREA ELECTROZILOR ........ .......................................................... 41 5.5. TEHNICA DE SU DARE ........................................................................... ............................................. 41 5.6. SUFLAJUL MAGNETIC ........ ................................................................................ ............................... 44 5.7. SURSE DE SUDARE ........................ ................................................................................ ....................... 44 5.8. CRIUIREA ARC - AER ............................... ................................................................................ .... 44 Capitolul 6. SUDAREA N MEDIU DE GAZ PROTECTOR MIG - MAG ................. ....................................57 6.1. GENERALITI ..... 57 6.2. GAZE DE PROTECI E .............................................................................. ........................................... 57 6.3. SRME PENTRU SUDARE .......... ................................................................................ ....................... 58 6.4. MODUL DE TRANSFER AL METALULUI ................. ..................................................................... 59
3
6.5. PARAMETRII DE SUDARE ...................................................... ........................................................... 60 6.6. RECOMANDRI PR IVIND SUDAREA MIG - MAG ........................................................ ............ 61 6.7. INSTALAII DE SUDARE MIG - MAG .............................. ............................................................... 64 Capitolul 7. TEHNOLOGIA SUDRII WIG(TIG) ...................................................... ........................................71 7.1. PRINCIPIUL PROCEDEULUI ......... ................................................................................ .................... 71 7.2. AVANTAJE I DEZAVANTAJE ............................. ............................................................................... 71 7.3. MATERIALE FOLOSITE LA SUDARE ........................................... ................................................... 71 7.4. TIPUL CURENTULUI DE SUDARE ......................................................................... ......................... 72 7.5. TEHNICA SUDRII ................................ ................................................................................ .............. 72 7.6. INSTALAII DE SUDARE WIG .................................. .........................................................................74 Capi tolul 8. TEHNOLOGIA SUDRII SUB STRAT DE FLUX..................................... ....................................75 8.1. PRINCIPIUL PROCEDEULUI ............. ................................................................................ ................ 75 8.2. AVANTAJE .............. 75 8.3. MATERIALE UTILIZATE LA S UDARE .......................................................................... ................. 75 8.4. MODURI DE SPRIJINIRE A BII DE METAL TOPIT ............. ...................................................... 76 8.5. ECHIPAMENTE PENTR U SUDARE SUB STRAT DE FLUX...................................................... .. 77 Capitolul 9. TEHNOLOGIA SUDRII OELURILOR INOXIDABILE ....................... ...................................78 9.1. CLASIFICAREA OELURILOR INOXIDABILE ... ......................................................................... 78 9.2 . DEPOZITAREA MATERIALELOR ..................................................... ............................................... 78 9.3. PREGTIREA PENTRU SUDARE.. ................................................................................ .................... 78 9.4. SCULE ..................... 79 9.5. MATERIALE DE ADA OS FOLOSITE LA SUDARE .......................................................... .............. 79 9.6. SUDAREA ................ 79 Capitolul 10. TENSIUNI I DEFORM AII PRIN SUDARE ................................................................. .............82 10.1. MECANISMUL PRODUCERII .................................... .................................................................... 82 10.2. MSU RI PENTRU PREVENIREA I REDUCEREA DEFORMAIILOR ................................ 82 10.3. SCHEME DE SUDARE PENTRU PREVENIREA ....................................... ................................... 84 DEFORMAIILOR GENERALE .................... ................................................................................ .. 84 10.4. MSURI PENTRU NLTURAREA DEFORMAIILOR .................................... ...................... 87 Capitolul 11. DEFECTELE MBINRILOR SUDATE ............... ..........................................................................88 11. 1. DEFECTE INTERNE ............................................................. ............................................................ 88 11.2. DEFECTE DE FORM I SUPRAFA .................................................................... ...................... 90 Capitolul 12. CONTROLUL CALITII MBINRILOR SUDATE ......... ......................................................92 12.1. GENERALITI... 92 12. 2. ETAPE DE CONTROL ............................................................ ........................................................... 93 12.3. METODE DE C ONTROL ......................................................................... ......................................... 93 12.4. MANUALUL CALITII S.N.D.G. EXTRA SE PRIVIND SUDAREA ................................... 94 4
Capitolul 13. SUDAREA TUBULATURILOR ............................................ ........................................................108 13.1. CLASIFICAREA P ROCEDEELOR DE SUDARE LA TUBULATUR ..................................... 108 13.2. TUBULATURI NAVALE DIN OELURI CARBON NEALIATE, SLAB ALIATE, CU REZISTEN NORMAL SAU MR IT ............................................................................ 1 09 13.3. TUBULATURI NAVALE DIN OELURI INOXIDABILE ............................... ...........................116 13.4. TUBULATURI NAVALE DIN CUNIFER ............. ........................................................................ 120 Cap itolul 14. SUDAREA LA TEMPERATURI SCZUTE ........................................ .......................................124 Capitolul 15. NORME DE SNTATE I SECURITA TE A MUNCII ...........................................................125 15.1. PREVEDERI COMUNE TUTUROR PROCEDEELOR DE SUDARE ................................ ....... 125 Capitolul 16. COMUNICAREA LA LOCUL DE MUNC .......................... .................................................129 16.1. COMUNICAREA INTERUMAN, CAPACITATEA DE COMUNICARE......................... 129 16.2. FORMELE COMUNICRII. ................................................................................ ............................ 129 16.3. BARIERE N CALEA COMUNICRII ................ .......................................................................... 130 C apitolul 17. LUCRUL N ECHIP ...................................................... ...............................................................131 17.1. ORGANIZ AREA LOCULUI DE MUNC ............................................................ ........................ 131 17.2. STRUCTURA TIMPULUI DE LUCRU AL EXECUTANTULUI ............................................131 17.3. MSURI ORGANIZATORICE ALE LO CULUI DE MUNC ............................................... 133 5
6
BINE AI VENIT N ANTIERUL NAVAL DAMEN GALAI ISTORICUL ANTIERULUI antierul Naval Galai este cunoscut de mai bine de o sut zece ani. Momentul aduceri i aminte reprezint att o recunoatere a prezenei sale pe fluviile, mrile i oceanele lu ii, ct i o evideniere a tradiiilor meteugreti, atestate documentar, cu multe secole a i care au dat faim acestui inut romnesc, n triunghiul format de ntlnirea Prutului retului cu Dunrea. Prima atestare documentar anul 1565 cnd, potrivit unui firman ot oman, adresat domnitorului Alexandru Lpuneanu rezult c la Galai exista un mic atelier pentru reparaii navale, lucru pe care l atest i Dimitrie Cantemir, n a s Descriptio ldavie (1711). Mai apoi, Ruggero Giosepe Boscovich nota n 1784 c a vzut la Galai un v s foarte mare de tipul acelora pe care turcii le numesc caravele, vas care era n a ntier, gata s fie lansat. Construcia de galioane, fregate, canoniere, dubase, ghimi i, carce, lepuri, caravele, pentru navigaia pe fluvii i mri, face de altfel obiectul multor consemnri n documente autentice aflate n Biblioteca Academiei Romne, n cronic ile vremii, aprute n Romnia, dar i n multe alte state europene. n 1867 la Galai se m ediul flotilei militare de Dunre, iar doisprezece ani mai trziu, se nfiineaz, tot aic i, Arsenalul Marinei Militare. De ce amintim de existena a peste un secol n istori a antierului nostru? Pentru c, n 1893, G. Fernic, n asociaie cu T. Guiller i J. Poujo iet nfiineaz la Galai, pe strada Ceres nr. 33, Uzinele de construcii mecanice i turn e de fier i bronz care, ulterior, se transform n antierul naval G. Fernic et Comp. T e aceste tradiii ale constructorilor de corbii au fost amplificate ulterior, an de an, de cei care au construit antierul Naval Galai, sub impulsul existenei n aceast l ocalitate a unui ansamblu de factori propulsori: o facultate de nave i instalaii d e bord, un institut de cercetare i proiectare naval unice n Romnia, uniti producto e echipamente i agregate navale, precum i cel mai mare productor de tabl naval pentr nevoile interne i export Combinatul Siderurgic Galai. antierul Naval Galai este un leader de necontestat al construciilor navale romneti, dei ulterior s-a construit o adevrat salb de alte antiere, ncepnd de la Turnu Severin, pe Dunre i continund cu la Constana i Mangalia. Aici, la Galai, ncepnd cu 1960 s-au construit multe nave. an ierul, n ansamblu, reprezint o societate comercial, dispunnd de compartimente propri i de marketing, pentru tranzacii de vnzare/cumprare cu partenerii interni i externi de proiectare i inginerie tehnologic, toate n deplin concordan cu cerinele armatoril ale societilor de clasificare. Dispunnd de ntreg setul tehnic de faciliti pentru pro ilul su, de o for de munc adecvat, antierul Naval Galai este un partener serios pent orice armator i societate de clasificare. Astzi, n portofoliul de comenzi sunt pest e 30 de nave noi, nsumnd sute de mii tdw. pentru armatori strini. antierul are astzi capacitatea s rspund cu promptitudine solicitrilor partenerilor i este dispus oricrei colaborri. 7
Submarine S 1 Bulkcarrier of about 55000 DWT Owner Navrom Constana - Romnia 8
Cargo vessel - Galai Offshore Jack up drilling unit Owner Petromar Constana Romnia 9
OIL TANKER of about 39000 DWT Owner Petromar Constanta Romania
Pe 25 martie 1999, Holland DAMEN SHIPYARDS Group, a devenit acionar majoritar n S. C. antierul Naval Galai S.A. Sunt ani de cooperare constructiv ntre SNG i DAMEN SHIPY ARD Hoogezand, care au avut ca rezultat o mbuntire financiar a Damen Group. Dei compe iia internaional este foarte puternic n industria constructoare de nave, ambele, SNG ct i DAMEN SHIPYARDS Group, sunt convinse s formeze o alian puternic, putnd face fa cces competiiei. Continuarea suportului i maximului efort al tuturor angajailor est e esenial pentru a conduce SNDG n fruntea antierelor din Europa. Suntem convini c SND G va menine poziia de leader n industria de construcii navale. Integritatea politici i practicate pentru atingerea scopurilor va conduce la obinerea de noi comenzi pe ntru DAMEN Group i implicit la stabilitatea social. Activitatea n S.N.D. Galai se mpa rte astfel: a. Docul uscat mprit n dou camere: unul uscat pentru nave noi i unul umed pentru lansri; docul uscat este deservit de o macara de 320 t, capacitatea de con strucie este de 60.000 dwt. - Dimensiuni - 230 m x 35 m x 6 m. - Trei macarale de serviciu de 320 tone, 50 tone i 15 tone. b. Rampa de lansare lateral are dou linii de construcie a navelor de 26.000 dwt. - 16 snii la distane de 10 m. - macarale de 40 tone c. Cala de lansare bazin cu o singur linie de montaj, pentru construcia d e nave de 12.000 dwt. - 24 snii la 8 m. - macara de 40 tone. 10
1.2. SCURT PREZENTARE A S.N.D.G. Tipuri de nave construite n antierul Naval i elementele structurale: 11
Safety chemical oil tk.8.150 dwt. Double ended Ro-Ro ferry 12
Logistic Support Vessel Landing Platform Dock - Cargo Vessels 4500 dwt. universal - Cargo Liners 18.000 dwt. - Grl. Cargo 15.0 00 dwt. multifuncional - RO / RO 4174 dwt. - Tankers 39.000 dwt. tancuri petrolie re - Bulkcarriers 55.000 dwt. - TEU Container Carriers - Sea Tugs 4.800 HP - Riv er Barges 3.000 to. - barj - Grl. Cargo 7.500/8.750 dwt. mrfuri generale - Grl. Ca rgo 15.000 dwt. - TEU Container Carrier - Tankers 39.000 dwt. - Drilling Rigs Ca ntilever type - Grl. Cargo RO/RO 1240 dwt. 13
Capitolul 1 GENERALITI PRIVIND CONSTRUCIA NAVEI 1.1. DESCRIEREA NAVEI Nava poate fi mprit n mai multe complexe constructive, cum ar fi: corpul, suprastruct ura, instalaia energetica i alte mecanisme n compartimentul maini, propulsorul, inst alaii de punte, instalaii de tubulaturi, echipamente electrice. Partea principal a fiecarei nave o reprezint corpul acesteia perfeciunea formelor sale, construcia i ma terialul din care este realizat, determinnd caliti de baz, ale fiecrei nava n ansambl . Corpul navei const dintr-un nveli etan care n interior este ntrit cu cadre transve le i longitudinale ce compun structura navei. Partea inferioar a corpului fundul n avei Prile laterale - bordaje Partea superioar - punte principal Extremitatea anteri oar - prova - Pv. Extremitatea posterioar - pupa - Pp. Toate corpurile de nav sunt simetrice n raport cu un plan longitudinal, care n condiii normale de plutire este vertical = plan diametral P.D. Partea din dreapta pentru observatorul situat n pl anul diametral care privete n sensul normal de naintare al navei, se numete tribord (Tb.), iar partea din stnga, babord (Bb.). n mod obinuit, la extremitile navei, borda jele se nchid prin elemente special construite, denumite, la prova etrav, iar la p upa, etambou. De-a lungul planului diametral, prile laterale ale fundului, se unes c ntre ele printr-o tabla mai groas sau printr-o ntritur din profil laminat chila. O ice nav se proiecteaz pentru o anumit limit de ncrcare la care se consider suprafaa it, iar nava n staionare. Planul orizontal, suprapus cu suprafaa apei planul plutiri i de calcul, care mparte nava n dou pri principale: partea imers (scufundat n ap) (opera vie) i partea emers (situat deasupra nivelului apei) opera moart. 1.1.1. Etap e principale de construcie ale unei nave: - Debitarea elementelor structurale ale navei; - Execuia reperelor de eav; - Asamblarea elementelor structurale ale navei; - Saturarea seciilor; - Montarea seciilor pe cala de lansare formarea navei; - Pr edarea tehnic a corpului; - Lansarea navei la ap; - Armarea navei; - Probe de cas i probe de mare; - Livrarea navei. 1.1.2. Tipuri de nave: 1. Din punct de vedere a l utilizrii: a. Nave transport mrfuri: - Mrfuri generale - Mrfuri specializate - sol ide - granulate (crbune, minereu, cereale) - pachete (lemne) - lichide - gazoase - Mrfuri universale - Mrfuri refrigerate - Transport special Roll-on/Roll-off 14
b. Nave transport pasageri c. Nave mixte pasageri i mrfuri d. Nave exploatare pisc icol: - pescuit - prelucrarea petelui - transport pete prelucrat - multifuncional e. Nave speciale: - asigurarea navigaiei remorchere, pilotine, sprgtoare de ghea, stin incendii, salvatoare, etc. - nave coal - nave pentru cercetri f. Nave tehnice: doc uri plutitoare, macarale plutitoare, pontoane g. Nave pentru agrement i sport. 2. Din punct de vedere al zonei de navigaie: a. Nave maritime navigaie nelimitat, cos tier, nordic, port-rad; b. Nave fluviale transport fluvii, canale, lacuri; c. Nave pentru navigaie mixt. 3. Din punct de vedere al materialului de baz al corpului nav ei: a. Nave metalice oel b. Nave din lemn c. Nave din mase plastice d. Nave mixte materiale combinate. 4 Din punct de vedere al instalaiei energetice i de propulsi e: a. Nave nepropulsate - traciune, mpingere; b. Nave propulsate - turbin cu gaze motoare cu combustie intern Diesel, cap incandescent, carburator; - motoare elec trice. Navele i componentele acestora, se construiesc pe baza urmtoarelor norme: Registre de clasificare; - Convenia internaional privind ocrotirea vieii umane; - C onvenia internaional mpotriva polurii; - Convenia internaional a liniilor de ncrc nvenia internaional pentru tonaj.
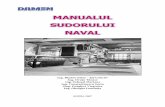
1.2. STRUCTURA CORPULUI NAVEI 1.2.1. Prile principale ale corpului navei Corpul navei este compus dintr-un nveli e tan rigidizat n interior prin perei i osatura corpului (coaste, varange, longitudina le, supori longitudinali, traverse, montani). Corpul este mprit n urmtoarele zone pr ipale: - prova - partea din fata a navei n direcia de mers - pupa - partea din spa te a navei - fund - partea inferioar a navei - borduri - prile laterale ale navei punte - partea superioar a navei - suprastructura - partea navei construit deasup ra punii principale - teuga - suprastructura din prova navei - duneta - suprastru ctura din pupa navei 15
FIG. 1 - tribord - partea din dreapta privind n direcia de naintare a navei (privin d din pupa spre prova) Fig. 3 - babord - partea din stnga privind n direcia de naint are (privind din pupa spre prova) Fig. 3 1.2.2. Planuri de referin linia de baz - p lan orizontal care la navele clasice materializeaz tabla fundului navei
FIG. 2 planul diametral plan vertical n lungul navei care mparte nava n dou pri i ce FIG. 3 cuplu maestru - plan vertical perpendicular pe planul diametral la mijloc ul navei care mparte nava n doua pupa i prova 16
FIG. 4 1.2.3. Detalii de structur a zonelor de nav a. Zona pupa Etambou structur pu pa unde se mbin nveliul pupa tribord cu nveliul pupa babord (fig. 5).
FIG. 5 n general, mbinarea celor dou nveliuri se face pe o tabl groas Tubul etambo uctura constituita n general din buce (oel turnat) i tub de protecie prin care trece linia de axe (arborele port-elice) (fig 5). Oglinda pupa parte a nveliului corpulu i de la extremitatea pupa a navei (fig. 5). Parapet o structur neetan deasupra puni libere care servete ca msur de siguran pentru personalul navei mpotriva cderii pest ord (fig. 5). FIG. 6 17
b. Zona central n zona central, n general, se regsesc urmtoarele detalii de structura navei (Fig. 7).
FIG. 7 fundul navei parte de nveli n partea inferioar a navei constituit din table nate cap la cap, amplasate longitudinal chila plat tabl din zona planului diametra l din nveliul navei. Aceasta fie de tabl se ntinde de la pupa la prova i este ngro parte din nveliul navei, curbat, care face legtura ntre fund i bord bordaj par ral (Tb i Bb) din nveliul corpului navei, delimiteaz lateral nava. centur irul d ngroate din nveliul corpului navei din zona de mbinare dintre bordaj i punte. punt rincipal este partea de rezisten i se ntinde de la pupa la prova puntea superioar puntea cea mai de sus, continu pe ntreaga lungime a navei. puntea inferioar/ inter mediar este puntea de sub puntea superioar tabla lacrimar irul de table din nvel nii principale care se mbin cu bordajul. n general, este tabl ngroat (fig. 8). FIG. 8 18
rama gurii de magazie structura ntrit care delimiteaz magaziile de marf i susin e magaziilor de marf. Rama gurii de magazie se mparte n: rama gur de magazie longitu dinal (Fig. 9A) rama gura de magazie transversala (Fig. 9A) FIG. 9A n general, o structur de ram gur de magazie este ca n fig. 9B.
FIG. 9 B dublu fund spaiu nchis ntre fund i table dublu fund dublu bord structu ngitudinal paralel cu bordajul ce limiteaz lateral magaziile balustrade structura d easupra punilor libere alctuit din bastoane verticale amplasate de-a lungul bordaju lui, legate ntre ele prin bare de oel rotund (evi) (Fig.10). FIG. 10 19
c. Zona prova
FIG. 11 tub propulsor prova structur ce comunic dintr-un bord n cellalt (Tb, Bb). Z na de amplasare a propulsorului (Fig. 11). bulb structur masiv prova cu rol de spa rge-val prova (Fig 11). etrav structur ntrit prova unde se mbin nveliul celor zona prova (Fig. 12).
FIG. 12 ni de ancor structur ntrit cu decupare n corpul navei folosit pentru a i la post (Fig. 11). teug (Fig 11). parapet (Fig 11). d. Perei transversali etani unt structuri interioare ce au rolul de a rigidiza corpul navei i a mpri spaiul din i nteriorul navei n compartimente etane. Structura pereilor etani n general se compune din tabla ntrit cu elemente verticale ce poarta denumirea de montani i ntrituri oriz ale perei etani: - peretele picului prova: primul perete etan din prova - peretele picului pupa: peretele etan din extremitatea pupa perei etani n zona central a navei 20
1.2.4. Osatura corpului navei nveliul corpului este rigidizat prin schelet sau osa tur. De asemenea, rigidizarea corpului mai este asigurat i de pereii transversali. O satura corpului navei se compune din rnduri de grinzi ncruciate. Unele grinzi sunt aezate transversal i formeaz osatura transversal, iar altele sunt aezate longitudinal , formnd osatura longitudinal. a. osatura transversal - varange osatura transversal care rigidizeaz fundul (Fig 13). - coaste osatura care rigidizeaz bordajul (Fig 13 ). - traverse osatura care rigidizeaz punile (Fig 13). - guseu element structural care face legtura ntre elementele osaturii transversale (Fig. 13).
FIG. 13 - distana intercostal distana ntre cadre n structura corpului navei pot exis a i elemente transversale coaste,traverse cu seciuni mult mai mari dect cele obinui e. Acestea se numesc coaste ntrite i traverse ntrite.
FIG. 14 b. osatura longitudinal Se intersecteaz cu osatura transversal de regul, la 90 grade i este amplasat n lungul navei. Elementele de osatur longitudinal: - carling a central element de osatur longitudinal care rigidizeaz zona fundului amplasat n PD la nivelul varangelor (Fig 15). 21
- carlinga lateral asemenea carlingii centrale amplasat n borduri (Fig. 15). FIG. 15 - stringheri elemente longitudinale orizontale ce rigidizeaz bordurile (F ig. 16). 1 Coaste 2 3 FIG. 16 - cureni de punte grinzi longitudinale care fac parte din osatura punte. 22
Capitolul 2 GENERALITI PRIVIND SUDAREA CU ARC Sudarea reprezint operaia de realizare a unei lte piese metalice, utiliznd nclzirea local aterial de adaos, corespunztor materialelor de 2.1. DEFINIIA SUDRII
ELECTRIC mbinri nedemontabile ntre dou sau mai m i/sau presiunea, cu sau fr folosirea unu mbinat.
2.2.1. Clasificarea procedeelor de sudare cu arc electric a) dup felul arcului : sudarea cu arc descoperit - arcul arde n aer amestecat cu vapori provenii de la ar derea nveliului electrodului i a materialului de baz. Exemplu: sudarea manual cu elec trozi nvelii simbolizare 111 sau MMA (manual metal arc) sau SMAW (shielded metal a rc welding) sudarea cu arc acoperit arcul arde sub strat de material protector E xemplu: sudarea automat sub strat de flux simbolizare 121 sau SAW (submerged arc welding) sudarea cu arc protejat arcul arde n atmosfer de gaze protectoare (argon, heliu, H2 , CO2, mastic de gaze ) ce protejeaz baia de sudur de aciunea aerului nco njurtor: Exemplu: - sudarea MAG (metal active gaz) cu srm plin simbolizare 135 sau G MAW (gas metal arc welding) - sudare MAG cu srm tubular simbolizare 136 sau FCAW (f lux cored arc welding) - sudare MIG (metal inert gaz) simbolizare 131 - sudare W IG/TIG (wolfram/tungsten inert gaz) simbolizare 141 sau GTAW (gas tungsten arc w elding) b) dup tipul electrodului : cu electrozi fuzibili: 111, 121, 135, 136 cu electrozi nefuzibili ( wolfram ): 141 c) dup natura curentului electric : sudarea cu arc electric de curent continuu : CC sau DC sudare cu convertizoare, redreso are sau invertoare: - sudarea cu polaritate invers - electrod legat la + ( anod ) CC+ (DC+) - sudarea cu polaritate direct - electrod legat la - ( catod ) CC- (DC -) 2.2. PROCEDEE DE SUDARE electrod (+) pies (-) sudare cu polaritate invers DC+ (-) (+) sudare cu polaritate direct DC sudarea cu arc electric de curent alternativ - rolul de catod i anod alterneaz ntre electrod i pies cu frecvena curentului sudarea cu transformatoare. 23
d) dup gradul de mecanizare: sudare manual deplasarea electrodului se face manual sudare semimecanizat srma avanseaz mecanizat cu ajutorul derulatorului, iar deplasa rea n lungul custurii se face manual (ex. sudarea MAG) sudare mecanizat att avansul srmei, ct i deplasarea n lungul custurii, se fac mecanizat (ex. sudarea sub flux) su are robotizat locul operatorului este luat de robot
2.3. SURSE TERMICE PENTRU SUDAREA PRIN TOPIRE Sursele termice utilizate pentru sudarea prin topire sunt arcul electric, jetul de plasm, fascicolele de particule, baia de zgur, precum i o serie de reacii chimice exoterme (ex. flacra de gaz ). 2.3.1. Cerine privind sursele termice Pentru nclzire a materialului n vederea sudrii este necesar o surs termic care s asigure urmatoarele - s opereze la o temperatur semnificativ mai mare dect temperatura de topire a mat erialului care se sudeaz; dac diferena de temperatur este mic, cldura se transmite de la locul mbinrii n material aproape la fel de repede cum este introdus, ca atare dev in dificile nclzirea materialului la temperatura dorit i meninerea zonei la o lime r nabil de mic; - s concentreze cldura ntr-o zon restrns; sursele care i dezvolt c suprafa mare, ca i cele recomandate pentru lipire, nu se pot utiliza n condiii normal e pentru sudare; - s aib o capacitate de nclzire suficient de nalt; cantitatea total cldur sau fluxul termic necesare depind nu numai de caracteristicile fizice ale m aterialului, dar i de configuraia i dimensiunile mbinrii; - s fie reglabil i s-i racteristicile constante pe tot parcursul sudrii.
2.4. ARCUL ELECTRIC DE SUDARE Este o descrcare electric ntre electrod i piesa de sudat, legate la o surs de curent este nsoit de degajare intens de cldur i lumin. Principala funcie a arcului electr te generarea cldurii, coloana arcului putnd ajunge la temperaturi de peste 5000 C. 2.4.1. Zonele arcului electric : - Pata catodic surs de emisie de electroni liberi - Pata anodic supus bombardamentului de electroni 24
- Coloana arcului zona dintre electrod i pies Lungimea arcului (La) distana dintre c aptul electrodului i suprafaa bii de sudur: - arc normal lungimea arcului diametru lectrodului (recomandat) - arc scurt lungimea arcului < diametrul electrod. - ar c lung lungimea arcului > diametrul electrodului 2.4.2. Fazele aprinderii arculu i electric
a) b) c) d) a) electrodul este adus n contact cu piesa b) topirea captului electrodului i a mat erialului de baz c) se ndeprteaz electrodul de pies iar temperatura metalului se ridi c d) se produce o fierbere a metalului i apare arcul electric 2.5. MBINAREA SUDAT 2.5.1. Definiie mbinarea sudat este produsul operaiei de sudare. 2.5.2. Elementele mb inrii sudate : a) constructive
MB materialul de baz; materialul care se sudeaz MD metal depus (custur) LF linia fuziune; delimiteaz sudura de materialul de baz ZIT zona influenat termic poriunea n materialul de baz rmas n stare solid, dar a crei structur s-a modificat n timpul b) geometrice mbinri cap la cap
B limea sudurii h supranlarea sudurii p ptrunderea sudurii S grosimea materia baz A aria (seciunea sudurii) 25
mbinri de col
a grosimea (calibrul sudurii) nlimea triunghiului nscris n aria custurii k cate rii h supranlarea sudurii Condiii impuse unei mbinri sudate Cerina de baz pe care e s o ndeplineasc o mbinare sudat este de a asigura integral funcionalitatea n ansam l din care face parte, concomitent cu realizarea ei n condiii tehnice i economice o ptime. Funcionalitatea se refer la: - asigurarea cerinelor de exploatare pe toat dur ata de utilizare, din punct de vedere al: rezistenei mecanice rezistenei la fisura re rezistenei la coroziune rezistenei la solicitri termice etc. - asigurarea formei i dimensiunilor cordonului de sudur corespunztoare 2.5.3. Clasificarea mbinrilor sud ate a) dup forma transversal a custurii mbinri cap la cap mbinri de col n T n col interior n col exterior col suprapus n cruce 26
b)dup poziia de sudare Cap la cap orizontal Cap la cap lateral corni PF-cap la cap vert.asc. PG-cap la cap vert.desc. Cap la cap peste cap Col jgheab Col oriz.cu perete vertical PF- col vert. ascendent PG- col vert. descendent Col peste cap 27
2.5.4. Reprezentarea pe desen a mbinrilor sudate Simbolizare Denumirea sudurii mbin are n I Desen Simbol II
pri mbinare n V dintr-o singur parte pe suport ceramic mbinare n jumtate V sau 1/ binare n K mbinare n U mbinare de col unilateral continu a calibrul sudurii
mbinare de col bilateral continu a calibrul sudurii - mbinare de col discontinu n g simbol l lungimea haftului de sudur a calibrul sudurii p - pasul 28 ( ) V V mbinare n V din ambele V X K U
- mbinare de col discontinu n lan Simbol l lungimea haftului de sudur a calibrul ii p - pasul - simbol suplimentar - sudur pe contur nchis - simbol suplimentar sudur la montaj 2.6. UTILAJE PENTRU SUDARE 2.6.1 Generaliti. Utilajele de sudare se pot clasifica dup urmtoarele criterii: 1.Du p procedeul de sudare: - utilaje pentru sudarea n mediu de hidrogen atomic; - util aje pentru sudarea n mediu de argon sau heliu, cu electrod nefuzibil (W.I.G. sau T.I.G.); - utilaje pentru sudarea n mediu de argon sau heliu, cu electrod fuzibil (M.I.G.); - utilaje pentru sudarea n mediu de gaze active cu, electrod fuzibil ( M.A.G.). 2.Dup felul curentului de sudare: - surse de curent continuu; - surse de curent alternative; Sursele de curent continuu sunt: - generatoare rotative (co nvertizoare); - redresoare pentru sudare. Sursele de curent alternative sunt: transformatoare pentru sudare; - generatoare rotative de frecven ridicat (150 500)H z. 3. Dup numrul de posturi de sudur pe care le alimenteaz simultan: - surse cu un s ingur post; - surse cu mai multe posturi. 2.6.2 Alegerea surselor de sudare Felu l sursei i al curentului de sudare se va alege n funcie de procedeul sau metoda de sudare, regimul de lucru, felul produsului i proprietile materialului ce se sudeaz. Sursa pentru sudare se alege pornind de la necesitile tehnologice, intensitatea cu rentului, regimul de lucru, felul electrozilor. Puterea aleas nu trebuie s fie pre a mare, deoarece conduce la ncrcarea necorespunztoare a surselor, influennd negativ v aloarea randamentului, a factorului de putere i a costului produciei. 29
Exist mai muli factori care determin alegerea corect a mainilor de sudare. A. Felul c urentului a. Nu exist reea de curent la locul de sudare; Curentul de sudare nu poa te fi furnizat dect de un grup termic generator de curent continuu. b. Exist reea d e curent continuu; Sudarea se poate face prin legarea direct a unor rezistene de r educere a curentului. c. Exist reea de curent alternativ; Se poate suda n curent co ntinuu sau alternativ. Sudarea n curent continuu: 1) Cu un motor de curent altern ativ cuplat cu un generator de curent continuu. 2) Cu un redresor de sudare. Sud area n curent alternativ. 1) Cu transformator legat la reea. 2) Cu convertizor de frecven n curent alternative sau cu transformator simplu. B. Mrimea curentului. Crit erii de alegere: a. Diametrul electrodului ce se va folosi. b. Cantitatea electr ozilor ce vor fi utilizai. c. Dimensiunile pieselor ce se sudeaz. Este bine ca main a ce se alege s nu fie supradimensionat. Se va ine cont de electrozii cu diametrul mare care necesit cureni mari pentru topire corespunztoare. C. Durata relativ de sar cin. 2.6.3. Instruciuni de utilizare a echipamentelor de sudare. Sudarea i tierea cu arc pot fi vtmtoare dvs. i celorlali. Avei grij n timpul sudrii, cerei la furniz de siguran ce trebuie s se bazeze pe datele de siguran ale fabricantului. Protejai-v e radiaiile reflectate ale arcului electric. Protejai-v singuri i pe cei din jur mpot riva arcului i stropilor rezultai din sudare. ocul electric poate fi fatal. - insta lai i mpmntai echipamentul de sudare conform standardelor n vigoare. - nu atingei p e electrice sau electrozii conectai, cu mnuile umede, mbrcmintea umed sau cu pielea. pmntai-v de la pmnt i piesa de lucru. - asigurai-v c poziia de lucru este sigur nexiunile la reeaua de alimentare. - cablurile nu trebuie s fie strivite, s ating ma rginile ascuite sau piese calde. - cablurile deteriorate prezint totdeauna pericol de incendiu. - instalaia de sudare nu se amplaseaz n locuri cu umezeal sau n interio rul pieselor de sudat (containere, cabine, rezervoare etc.) - conexiunile i schim barea cablului de alimentare de la reea i a fiei de conectare trebuie s fie efectuat e numai de ctre un electrician competent. Asigurai-v c nici o butelie de gaz sau ech ipament electric nu sunt n contact cu conductoare sub tensiune. - nu utilizai cabl uri de sudur defecte. - autoizolai-v prin folosirea hainelor de protecie uscate i neu zate. - nu sudai pe sol umed. - nu amplasai pistoletul MIG/MAG sau cablurile de su dur pe sursa de putere sau alt echipament electric. - nu apsai pe ntreruptorul pistol etului MIG/MAG dac pistoletul nu este ndreptat spre piesa de lucru. 30
Nu privii niciodat arcul fr o masc de protecie adecvat pentru sudare. - arcul dunea lor neprotejai. - arcul arde pielea neprotejat. Protejai-v ochii i corpul. Folosii ec anul de sudur i lentilele de filtrare i purtai mbrcminte de protecie. Protejai oam n jurul locului de munc cu perdele sau ecrane corespunztoare. Fumul si gazele pot fi vtmtoare pentru sntate. - inei capul departe de fum. - folosii ventilaia, extra rc sau ambele pentru a ndeprta fumul i gazele din zona de respirat i din toat zona. luai msuri speciale de protecie cnd sudai metale care conin plumb, cadmiu, zinc, mer ur sau beriliu. - zgomotul excesiv poate duna auzului. - Protejai-v urechile. Utili zai antifoane sau alt protecie a auzului. - Atenionai persoanele din jur asupra riscu rilor. Pericol de incendiu. - scnteile pot produce incendii. De aceea, asigurai-v c nu exist materiale inflamabile n apropiere. Acordai atenie regulilor de siguran mpot a incendiilor. Sudura este totdeauna catalogat ca operaie cu risc mare de incendiu . Dac trebuie sudat n locurile unde exist materiale inflamabile sau explozibile tre buie evacuate aceste materiale din zon nainte de a ncepe sudura propriu-zis. Locuril e de munc n care se sudeaz trebuie s fie totdeauna dotate cu extinctoare. n conformit ate cu art. 11 din Dec. 400/81, utilizatorul trebuie s respecte urmtoarele: - s cun oasc toate caracteristicile constructive i funcionale ale utilajului la care lucrea z; - s controleze zilnic starea tehnic a utilajului respectnd normele de exploatare a acestuia i regimul de lucru stabilit, precum i verificarea bunei funcionri a dispo zitivelor de siguran a aparaturii de msur i control; - s foloseasc i s pstreze n te cu regulile stabilite echipamentul de protecie i dispozitivele de siguran; - s se prezinte la serviciu n deplin capacitate de munc pentru a putea exploata n bune cond iii utilajul pe care l deservete. Montarea corect a echipamentului tehnic electric a stfel nct acesta s nu cad, s nu se rostogoleasc sau s nu se deplaseze. Pe traseul de sfurare a cablului de alimentare, setului de cabluri i furtunuri trebuie s fie poziio nate n aa fel s nu mpiedice circulaia. Existena pe cablurile electrice de la cofret p a nava, ct i pe cablurile derulate pe nav a plcuelor indicatoare din material electro izolant din 5m n 5m cu inscripia 380 V. PERICOL DE ELECTROCUTARE; Agregatele de su dur i cablurile electrice nu vor fi deplasate sub tensiune; Echipamentele de sudar e i buteliile de gaz se vor proteja mpotriva rsturnrilor, cderilor, loviturilor, obie ctelor n cdere, precipitaiilor atmosferice i se va evita expunerea direct a acestora la soare n perioadele foarte calde. 31
Capitolul 3 PREGTIREA N VEDEREA SUDRII 3.1. PREGTIREA MARGINILOR 3.1.1. Debitarea tablelor i profilelor se execut prin unul din procedeele folosite n mod curent: tiere oxi-gaz, tiere cu plasm, tiere cu foarfec ghilotin. Prelucrarea nalului de sudur se execut n general prin tiere oxi-gaz sau cu plasm, de preferin la ni automate sau portative. Formele mai speciale (prelucrare U, U/ V, etc.) se pr elucreaz la maini unelte sau prin alte procedee (cioplire cu pistolul pneumatic, p olizare) 3.1.2. Dup debitarea sau prelucrarea prin tiere oxi-gaz se cur prin polizare .zgura i metalul ars rezultate din tiere 3.1.3. Bavurile cauzate de tierea cu foarf eca ghilotin se polizeaz la nivel. 3.1.4. Adncimea imperfeciunilor muchiilor pentru sudare dup debitare sau prelucrare nu trebuie s depeasc limitele menionate n documen de execuie (desene, manual de asigurare Dac nu este altfel specificat, adncimea ri zurilor nu va depi 0,5 mm. Cnd aceste valori sunt depite muchiile se ndreapt prin po are i unde este cazul, prin sudare i polizare. 3.1.5. Marginile tablelor (pieselor ) ce se sudeaz (canal de sudur + zone alturate pe o lime de 10 15 mm) trebuie s fie rate i s nu prezinte oxizi, rugin, grsim sau alte impuriti. Curarea marginilor n v sudrii se execut prin periere sau prin polizare. n situaiile n care grundul pasivant, depete grosimea prescris de productor n fia tehnic, ca accesibil pentru sudare,pe gurana obinerii unor mbinri de col de bun calitate, se recomand ndeprtarea grundul vant de pe marginile osaturii i table, conform fig.1, anexa1 (numai pentru proced eul MAG). 3.1.6. Tablele (piesele) ce urmeaz a fi sudate nu trebuie s fie umede n t impul prinderii n puncte de sudur. n cazul existenei umezelii, mbinarea va fi uscat c flacr oxi-gaz, sau printr-o alt metod (ex.: cu jet de aer uscat i lipsit de urme de ulei). 3.1.7. Principalele forme i dimensiuni ale rosturilor utilizate n S.N.D.Gal ai, conform procedurilor de sudare avizate , sunt prezentate n Anexa 2. Valorile p ermise ale nealinierii sau dezaxrii tablelor i metode de corectare n cazul depirii li mitelor admise, vor fi conform Manual de asigurare a calitii pe proiect.
3.2. PRENCLZIREA N VEDEREA SUDRII 3.2.1. Prenclzirea este operatia prin care temperatura iniial a pieselor ce se sudea z este modificat n sensul creterii pn la o anumit valoare stabilit prin tehnologia ecuie. 3.2.2. Efectul termic principal al prenclzirii este acela de a reduce viteza de rcire a cordonului de sudur i a zonelor alturate cu scopul de: - a reduce probab ilitatea apariiei porilor , deoarece scade viteza de solidificare a bii de metal t opit i astfel, gazele au timp s ias , - a reduce tensiunile reziduale din mbinarea s udat n scopul reducerii deformaiilor i a apariiei fisurilor n componentele ce se sude z, - a reduce probabilitatea apariiei fisurilor n timpul solidificrii cordonului de sudur. 3.2.3. Atunci cnd sudarea propriu-zisa trebuie s se execute cu prenclzit prind erea n puncte de sudur se va executa cu prenclzirea local a metalului de baz, la o te peratur egal cu temperatura de prenclzire pentru sudare sau mai mare ca aceasta cu pn la 500 C. Prenclzirea se execut lent i uniform cu flacr oxiacetilenic. Se prenclze ce se prinde, precum i poriunile alturate pe o lim de 4 ori grosimea tablei, ns nu puin de 100 mm de ambele pari ale mbinrii. Temperatura de prenclzire se menine cons t pe toat durata sudrii. Temperatura de prenclzire i temperatura ntre rndurile de s interpas) se msoar cu creioane termochimice. 32
Locul de msurare va fi n imediata vecintate a canalului de sudur (la 50-70 mm). Pent ru temperatura de prenclzire i direct pe rndul sudat pentru temperature interpass. O riunde este posibil temperatura de prenclzire se msoar pe faa opus feei nclzite. D lucru nu este posibil se ateapt pn cnd cldura penetreaz toat grosimea piesei. 3.2. se va efectua operaia de prindere n puncte de sudur la temperaturi ale mediului am biant sub -10 C, fr precauii speciale (prenclzire). 3.2.5. Scule, dispozitive, aparat de control necesare efecturii operaiilor de pregtire i prindere n puncte n vederea s drii: - instalaii pentru sudare electric manual (redresoare , invertoare) prevzute cu AMC-uri i verificate din punct de vedere al stabilitii parametrilor de sudare regl ai; - cabluri pentru sudare ; - cleti portelectrod izolai pentru sudare ; - cuptoar e pentru uscat electrozi; - cutii izoterme individuale, prevzute cu capac etan, pe ntru pstrare electrozi de sudare; - abloane, lere, rulet, ublere pentru verificare f orme, dimensiuni rosturi i puncte de prindere; - lmpi de iluminat electric pentru verificare pregtire pentru sudare; - polizoare i discuri abrazive pentru finisare i remediere margini mbinri i zone alturate, polizare puncte de prindere defecte sau p rea groase, - ciocane, perii de srm pentru ndeprtare zgur i stropi de sudur; - arzt oxigaz pentru prenclzire i uscare piese de sudat; - termometre pentru msurarea tempe raturii mediului ambiant n sezonul rece
3.3. PRINDEREA N PUNCTE DE SUDUR 1). Asamblarea prin prindere n puncte de sudur se execut prin procedeul de sudare e lectric manual cu electrozi nvelii. 2). Zgura i stropii de sudur se vor ndeprta oblig toriu. 3). Amorsarea arcului se face ntotdeauna ntr-un punct ce urmeaz a fi acoperi t cu sudur. Este interzis amorsarea arcului electric n afara mbinrii, pe materialul d e baz. 4). Dimensiuni puncte de prindere: a. Grosimea punctelor de sudur pentru mbi nri cap la cap, trebuie s fie 0,6 0,7 din grosimea materialului, dar max. 3 mm pent ru piese pn la 10 mm i 36 mm pentru piese cu grosimea mai mare de 10 mm (Fig. 2 - An exa 1). n cazul mbinrilor de col, punctele de prindere trebuie s aib calibrul 0,81 d calibrul sudurii propriu-zise (Fig.2 - Anexa 1). b. Lungimea unei suduri de prin dere trebuie s fie de (2 - 2,5) ori grosimea materialului care se sudeaz, dar nu m ai mare de 70 mm (Fig. 3 - Anexa 1). c. La prinderea n puncte de sudur a elementel or de osatur care urmeaz a fi sudate discontinuu, se va ine cont i de dimensiunile s udurilor discontinui i indicaiile date n Tabelul de suduri / proiect. Punctele de p rindere trebuie s fie incluse n cordoanele de sudur discontinui i nu ntre acestea. 33
5). Distana dintre punctele de prindere: a. Distanele dintre punctele de prindere (pasul) trebuie s fie aproximativ egale, 300400 mm (n situaii deosebite cnd realizare a acestor distane nu este posibil , valorile se pot micora n funcie de situaia concre ; n cazul pieselor subiri pn la 10 mm, distana dintre punctele de prindere va fi 50-1 50 mm. b. n cazul mbinrilor care se intersecteaz, punctele de sudur se vor executa la o distan h fa de punctul de intersecie, de min. 100 mm (Fig. 3 Anexa 1). c. n ca ii automate cap la cap a panourilor, distana de la primul punct de sudur pn la margi nea tablei, va fi de cca. 100 mm. Plcuele de capt vor avea dimensiunile 80x300 i ace eai grosime cu tablele panoului (Fig. 4-Anexa1). 6) Punctele de sudur trebuie s fie de calitate. Ele nu trebuie s prezinte defecte ca: pori, anuri, cratere, fisuri, e tc. Punctele de sudur de calitate se vor topi bine n timpul procesului de sudare p ropriu-zis. Punctele de sudur care prezint defecte se vor ndeprta prin polizare i vor fi nlocuite cu altele de bun calitate. 3.4. PRINDEREA N PUNCTE DE SUDUR A TABLELOR SUBIRI Pentru table 7 mm prinderea n puncte de sudur a osaturii se va efectua cu un rost (luft) de 1 mm, realizat cu ajutorul distanierelor. Aceste distaniere se vor ampla sa la intervale de 300 -500mm.
3.5. ASAMBLAREA TABLELOR N VEDEREA SUDRII PE SUPORT CERAMIC a) n cazul n care sudarea propriu-zis se efectueaz pe suport ceramic, asamblarea tab lelor se va realiza numai cu ajutorul elementelor tehnologice temporare (piepini sau bride+pene),dispuse pe partea rdcinii. Acestea vor avea decupare corespunztoare pentru a permite lipirea suportului ceramic. Limea suportului ceramic mpreun cu fol ia autoadeziv este de cca. 80 mm. b).Pentru a se asigura aezarea corespunztoare a s uportului ceramic n dreptul interseciilor, cordoanele de sudur cap la cap sudate de ja se vor poliza la nivelul tablei,pe partea rdcinii pe o poriune de 15-20 mm, real izndu-se o trecere lin ntre zona polizat i cea nepolizat (Fig. 5 Anexa 1). ANEXA 1 FI .1 c = grosimea punctului de prindere a = calibrul sudurii de col 34
FIG. 2 c = (0,60,7)mm dar max.3mm pt.s < 10mm c = 36 mm pt. s 10 mm FIG.3 c= (0,8 1) FIG.4 FIG.5 35
Tip mbinare 2 b [mm] 3 c [mm] 4 [] 5 s [mm] 6 Procedeul de sud re 7 ELECTRIC MANUAL Poziia de sudare 8 toate poziiile orizontal vertical lateral orizontal orizontal v ertical peste cap 1 49 1022 AUTOMAT SUB FLUX
ELECTRIC MANUAL MAG fr suport ceramic 525 srm MAG pe suport ceramic plat cu lime can suport 10-12mm 1424 plin srm tubular 2 V4 orizontal vertical pestecap 5 1 0+1 40 +5 -0 2 1 L1 L2 2 1 6 4 1 0+1 0+1 60 5 40-0 30-0 +2 AUTOMAT SUB FLUX ELECTRIC MANUAL MAG fr suport ceramic orizontal +2 3 L3 5 1 0+1 30-0 +2 525
2
PRINCIPALELE FORME I DIMENSIUNI ALE ROSTURILOR PENTRU SUDARE MBINRI CAP LA CAP Nr. Crt 0 Indicativ referin 1 I1 I2 0+1 4 MAG fr suport ceramic I3 1 1 2 1 V1 V2 V3 2 1 6 40-0 +5
2
srm MAG pe suport ceramic plat cu lime canal suport 10-12mm plin srm tubular lateral X1 X2 2 1 0+1 60 5 ELECTRIC MANUAL MAG fr suport ceramic 4 X3 6+ 2 0+1 40-0 +5 > 12 srm MAG pe suport plin ceramic rotund srm 10mm tubular toate poziiile 1
1
6
1
60
5
> 24 AUTOMAT SUB FLUX orizontal 36
PRINCIPALELE FORME I DIMENSIUNI ALE ROSTURILOR PENTRU SUDARE MBINRI DE COL Nr. Crt Indicativ referin Tip mbinare b [mm] c [mm] [] s [mm] Procedeul de sud re Po ziia de sudare 0 1 T1 2 1 3 +0,5 4 5 6 7 7 ELECTRIC MANUAL MAG fr suport ceramic 8 toate poziiile 1 T2 1 1 >7 AUTOMAT SUB FLUX orizontal TV1 2 1 0+1 50 5 ELECTRIC MANUAL MAG fr suport ceramic 2 TV2 6+ 2 0+1 35-0 +5 525 MAG pe suport ceramic rotund 10mm srm plin srm tubular toate poziiile TK1 2
1
0 +1 50
ELECTRIC MANUAL MAG fr suport ceramic 3 TK2 6+ 2 0+1 35-0 +5 > 12 MAG pe suport ceramic rotund 12mm srm plin srm tubular Capitolul 4 OELURI 4.1. CLASIFICAREA OELURILOR Oelul este un aliaj fier-carbon i alte elemente, care conine 0,04-2,14% C. 4.1.1. D in punct de vedere al compoziiei chimice a) Oeluri carbon: - de uz general (ex.OL3 7,OL44); - de calitate(ex.OLC25,OLC35); - superioare ( OCS). b) Oeluri slab aliat e (ex. OL52, oeluri navale cu rezistena mrit - A36,D36,E36 etc.); 37
5
c) Oeluri aliate: - obinuite (ex. inoxidabile) - superioare (ex. inoxidabile i refr actare) 4.1.2. Din punct de vedere al sudabilitii a) perfect sudabile - cu sudabil itate bun, necondiionat b) satisfctor sudabile - cu sudabilitate condiionat c) limit sudabile - sudabilitate posibil cu msuri speciale d) ru sudabile 4.1.3. Clasificare a oelurilor navale Acestea sunt considerateca fiind o grup aparte fa de oelurile obin ite, avnd, n general, o rezisten la curgere mrit. a) oel naval cu rezisten normal D; E b) oel naval cu rezisten mrit: grad A32; D32; E32; A36; D36; E 36
4.2. PROPRIETILE GENERALE ALE OELURILOR Oelurile se deosebesc ntre ele prin anumite proprieti care se clasific n: a) propriet himice: rezistena la coroziune, la oxidare, etc.; b) proprieti fizice: densitatea, dilatarea termic, conductibilitatea termic si electric, proprieti magnetice, etc.; c) proprieti mecanice: rezistena la diferite solicitri mecanice, elasticitate, plastic itate, tenacitate, reziliena, etc.; d) proprieti tehnologice: sudabilitate, maleabi litate, etc.
4.3. SUDABILITATEA OELURILOR Sudabilitatea reprezint aptitudinea pe care o are un oel de a forma mbinri sudate in anumite condiii practice de execuie. Sudabilitatea este o nsuire complex determinat e: - proprietile metalului de baz; - tehnologia de sudare; - solicitrile care apar i n exploatarea construciei sudate. Factorii care influeneaz sudabilitatea pot fi de natur: a) metalurgic determinat de: a. Compoziia chimic. Carbonul este principalul el ement din oel care influeneaz sudabilitatea i de aceea este necesar limitarea coninut lui de carbon (de obicei sub 0,2 0 - 0,22% ); b. Procedeul de elaborare a oelului . Este necesar ca oelurile sudabile s fie calmate pentru ca toate impuritile i incluz iunile de gaze i oxizi sa fie nlturate; c. Materialul de adaos i procesele metalurgi ce ce au loc in timpul sudrii. Pentru oeluri cu coninut mai mare de carbon se recom and electrozii cu nveli bazic (cu coninut mic de hidrogen); electrozi nvelii care dup opire s formeze o depunere din oel slab aliat. b) constructiv determinat de grosimea metalului de sudare, forma i amplasarea custurii care influeneaz producerea tensiun ilor interne, etc.; c ) tehnologic determinat de procedeul de sudare, ordinea de e xecuie a sudurilor, viteza de sudare i de rcire, intensitatea de nclzire, combaterea tensiunilor interne, etc. Modul de exploatare a construciei sudate are, de asemen ea, o mare influen asupra factorilor enumerai mai nainte i implicit, asupra sudabilit . 38
4.4. INFLUENA ELEMENTELOR DE ALIERE ASUPRA PROPRIETILOR SI SUDABILITII OELURILOR Carbonul mrete limita de curgere, rezistena de rupere i duritatea; micoreaz alungir reziliena. In cantitate prea mare, influeneaz negativ sudabilitatea putnd duce la a pariia de fisuri. Manganul - mrete limita de curgere, rezistena i reziliena, influen ozitiv plasticitatea i comportarea la sudare. Siliciul - este un bun dezoxidant, mrind rezistena oelurilor fa de oxidare. n oel, raportul ntre siliciu i mangan de lueneaz pozitiv tenacitatea i rezistena la fisurare. Are proprieti similare cu ale ma ganului. Sulful - este o impuritate n oel fiind limitat la 0,03-0,05%, influennd sud abilitatea i provocnd fragilitatea la cald a oelurilor. Fosforul - are aceleai dezav antaje ca i sulful provocnd fragilitatea la rece a oelurilor. Cromul - mrete rezisten la rupere, duritatea,rezistena la coroziune atmosferic i acizi; mpreun cu carbonul m icoreaz plasticitatea i rezistena la coroziune; reduce sudabilitatea. Nichelul - mret rezistena la rupere, limita de curgere, rezistena la coroziune atmosferic i unii ac izi, plasticitatea. Influeneaz pozitiv sudabilitatea. Molibdenul - n cantiti mici mre duritatea, rezistena la rupere, limita de curgere, alungirea, rezistena la corozi une i la temperaturi mari. n coninut redus, nu influeneaz negativ sudabilitatea. Cupr ul - mrete duritatea, limita de curgere, rezistena la rupere. Pn la 0,5% mrete plast tatea i nu influeneaz negativ sudabilitatea. Vanadiul - mbuntete caracteristicile m ce ale oelului i n coninut redus nu influeneaz negativ sudabilitatea. Wolframul - for eaz carburi dure i influeneaz negativ sudabilitatea. Aluminiul - influeneaz pozitiv p oprietile oelurilor i pn la 0,15% i comportarea la sudare. Deoarece i celelalte ele coninute n oel influeneaz sudabilitatea, pentru aprecierea sudabilitii unui oel se eama de carbonul echivalent care exprim influena elementelor de aliere asupra sudabi litii oelului respectiv n comparaie cu carbonul (S, P, Cr, Mo, Mn, Cu, Ni). Capitolul 5 TEHNOLOGIA SUDRII MANUALE CU ARC ELECTRIC I ELECTROZI NVELII Sudarea cu arc electric i electrozi nvelii este un procedeu de sudare prin topire c are se realizeaz pe baza cldurii dezvoltate de arcul electric format ntre electrod i piesa de sudat. 5.1. PRINCIPIUL PROCEDEULUI 39
5.2. CARACTERISTICILE ELECTRODULUI Electrodul nvelit este format dintr-o vergea metalic cu un nveli aplicat prin presar e sau imersiune. nveliul electrodului are urmtoarele funcii: - favorizeaz amorsarea u ar a arcului electric - permite alierea cu elemente care mbuntesc proprietile metalu depus - mrete stabilitatea arcului - formeaz o zgur mai uoar dect metalul, asigurn ire mai lent i degazarea bii de sudur - uneori nveliul conine pulberi de fier care p it obinerea unui randament de depunere de peste 100% Dimensiunile electrodului: de- diametrul electrodului reprezint diametrul vergelei metalice i poate fi 1,6; 2; 2,5; 3,25; 4; 5 - le lungimea electrodului poate fi 250; 300; 350; 450 mm mm
5.3. CLASIFICAREA ELECTROZILOR a) dup grosimea nveliului - electrozi cu nveli subire (0,25-0,6 mm) - electrozi cu n i mediu (0,6-1 mm) - electrozi cu nveli gros (1-1,4 mm) - electrozi cu nveli foarte g ros (mai mare de 1,4 mm) b) dup tipul nveliului - electrozi cu nveli bazic B (ex. Sup erbaz ) nveli mediu sau gros cu coninut redus de hidrogen, metalul depus fiind rezi stent la fisurare la cald sau la rece. Este recomandat pentru construcii puternic solicitate dinamic, pentru construcia vaselor sub presiune etc. nveliul bazic fiin d puternic higroscopic, electrozii cu nveli bazic trebuie obligatoriu uscai n cuptoa re speciale nainte de utilizare pentru a evita apariia porilor i a fisurilor. Uscar ea se face la 250-350 C, timp de 12 ore. Metalul depus cu electrozi bazici are car acteristici mecanice foarte bune. Arcul electric este mai puin stabil dect al alto r tipuri de electrozi de aceea trebuie meninut ct mai scurt pentru a evita intrare a oxigenului i azotului din atmosfer n baia de metal topit. De obicei se folosesc n curent continuu cu polaritate invers DC+ ( polul + la electrod) - electrozi cu nveli rutilic R (ex. Supertit, Cumulo, Supra). Se folosesc numai pentru sudarea oeluril or cu rezisten normal, cu grosimi de max. 35 mm i numai la lucrri de importan sczut l arde foarte linitit, stropi puini, aspect cordon uniform. Nefiind higroscopici, electrozii rutilici nu necesit uscare special nainte de sudare. n cazul n care sunt u mezi se vor usca n cuptor la 110 140 C timp de 2 ore. Se sudeaz n curent alternativ sau curent continuu de obicei cu polaritate direct DC- (polul - la electrod). ntotde auna se va ine cont de indicaiile de pe pachet furnizate de productor. - electrozi cu nveli acid A nveliul mediu sau gros. Acest tip de electrozi este utilizat pentru sudarea oelurilor carbon nealiate, cordonul obinut este foarte sensibil la fisurar e se folosete pentru sudarea n poziie orizontal Se sudeaz n curent alternativ sau cur nt continuu de obicei cu polaritate direct DC-. - electrozi cu nveli celulozic C nve liul conine o cantitate mare de materii organice, combustibile prin a cror ardere s e produce un volum mare de gaze care protejeaz baia de sudur. La sudare se formeaz muli stropi, iar suprafaa custurii este neuniform. Se sudeaz n curent alternativ sau urent continuu de obicei cu polaritate direct DC-. 40
- electrozi cu nveli oxidant O Dezvolt o zgur compact care se desprinde singur, sudur are un aspect deosebit de frumos, dar ptrunderea este foarte redus. Se sudeaz numa i la poziia orizontal n curent alternativ sau curent continuu.
5.4. GOSPODRIREA I UTILIZAREA ELECTROZILOR Transportul manipularea i depozitarea materialelor pentru sudare se face n condiii s evite deteriorarea i umezirea acestor produse. Depozitarea se face n spaii nchise i uscate, prevzute cu rafturi sau palei. Distana de pardoseal la rafturile i paleii de epozitare va fi de minimum 100 mm. nlimea de stivuire pe palei nu va depi 1500 mm. El ctrozii vor fi depozitai pe mrci, tip, dimensiuni, n ambalajele originale de la pro ductor, de asemenea i cu inscripiile (etichetele) originale de la productor pentru a putea fi corect identificai n vederea distribuirii i utilizrii. Spaiile formaiilor d lucru trebuie s fie dotate cu cuptoare electrice pentru uscarea electrozilor. Cu ptoarele electrice trebuie s fie dotate cu logometre pentru fixarea i vizualizarea temperaturii de uscare. Valoarea temperaturii de uscare ct i timpul de meninere la aceast temperatur se stabilesc conform specificaiilor productorului materialului re spectiv (din fiele tehnice de prezentare, cataloage, de pe ambalaje). Distribuire a materialelor pentru sudare la executani se face de ctre maistru sau persoana des emnat de acesta n conformitate cu documentaia tehnologic de execuie. Electrozii pentr u sudare se distribuie numai n cutii termoizolante individuale, cu capac. 5.5. TEHNICA DE SUDARE 5.5.1. Amorsarea arcului se face prin aducerea electrodului n contact cu piesa i r etragerea rapid la o distan de 2 - 5 mm comparabil cu diametrul electrodului. 5.5.2. oarece uperea agerea Terminarea rndului de sudur nu se face prin ndeprtarea brusc a electrodului de se formeaz un crater neprotejat de zgur, care, rcindu-se, poate fisura. ntrer arcului trebuie fcut prin alunecare nainte sau prin rotirea electrodului i tr arcului spre cordonul executat.
a) alunecare napoi b) rotire 41
5.5.3. Reamorsarea arcului se face naintea cordonului de sudur realizat, apoi arcu l se readuce n captul rmas urmnd procesul normal de lucru. Cordonul se cur n preala e zgur pe o distan de 20-30 mm.
5.5.4. Sudarea primului strat - diametrul electrodului pentru sudarea primului s trat (rdcina), trebuie s permit o apropiere suficient de partea inferioar a rostului aa fel nct s se obin o ptrundere complet la rdcin. Diametrul electrodului recoma sudarea primului strat este de 2,5 3,25 mm.
5.5.5. Recomandri privind sudarea La sudarea electric manual cu electrozi nvelii se v a acorda o atenie deosebit micrilor electrodului Acesta trebuie s execute o micare de apropiere fa de pies pe msur ce acesta se topete i una de naintare de-a lungul rost La o trecere a electrodului de-a lungul rostului se obine un rnd de sudur. Rndurile depuse la acelai nivel formeaz un strat. IV III II I - rnd de sudur I, II, III, IV strat de sudur
Rndurile de sudur se pot realiza tras sau pendulat: - la rndurile trase electrodul execut o micare de deplasare n linie dreapt, cu vitez constant, rndul de sudur avn de 1 2 ori diametrul electrodului. Datorit limii mici a rndului se mai numete i rn iform. Acest tip de rnd se ntlnete la sudarea rdcinii, la sudarea tablelor subiri sa d acest lucru este cerut tehnologic (ex.: la inox sau la oeluri speciale) - la rnd urile pendulate electrodul execut o micare de pendulare n prile laterale n raport cu inia rostului. Rndurile pendulate au o lime de 3 4 ori diametrul electrodului. Exem ple de pendulri: cap la cap i col orizontal, lateral, peste cap - oscilaii foarte mi ci - fr oscilaii vertical ascendent - rdcin oscilaii mici - fa oscilaii mai late - straturile de umplere 42
Moduri de execuie a mbinrilor sudate: sudarea ntr-un singur strat necesit electroz e mare randament i cureni mari de sudare. Dei metoda este productiv, sudurile sunt s ensibile la fisurare i se aplic numai pentru oeluri nealiate i structuri sudate cu s olicitri reduse, exploatate la temperaturi pozitive.
n seciune transversal, forma mbinrilor de col poate fi: - concav la electrozi cu tilic - plat la electrozi cu nveli rutilic - convex (bombat) la electrozi cu nvel c concav plat convex Sudarea n straturi multiple late se recomand pentru sudarea tablelor groase, pentr u structuri sudate exploatate la temperaturi pozitive Sudarea n straturi multiple nguste se recomand la sudarea oelurilor slab aliate de lt rezisten, pentru structuri sudate solicitate intens, inclusiv la temperaturi neg ative 5.5.6. Parametrii de sudare a) felul sau tipul electrodului se alege n funcie de c ompoziia chimic i caracteristicile mecanice ale materialului de baz b) diametrul ele ctrodului se alege n funcie de grosimea piesei de sudat, tipul de mbinare i poziia de sudare. La sudarea in alte poziii dect orizontal se folosesc electrozi cu diametr ul de max. 4 mm, pentru a evita scurgerea metalului topit. c) Intensitatea curen tului de sudare IS [A] se alege n funcie de diametrul electrodului i de poziia de su dare: Parametri sudare Diametru electrod (mm) Intensitate curent sudare IS (A) Electro zi tip E 7018/AWS A 5.1 (ex. Superbaz) 2,5 65 - 90 3,25 120-140 4 160-190 5 210230 Electrozi tip E6012; E6013/AWS A 5.1 (ex. Supra, Cumulo) 2,5 70-90 3,25 95-130 4 130-170 5 170-250
Not: - ntotdeauna se va ine cont de parametrii recomandai de productor (parametrii ns rii pe pachetele de electrozi). 43
Pentru sudarea la poziie IS se reduce cu 10 15 %. d) Tensiunea arcului Ua [V] est e n funcie de lungimea arcului electric fiind corelat i cu IS. La sudarea manual tens iunea arcului este ntre 16 30 V. e) Viteza de sudare vS [cm/min] influeneaz mult ca litatea unei mbinri sudate: vS mic i IS mic se depune o cantitate mare de metal, p derea este mic i supranlarea mare vS mic i IS mare cordonul este lat, sunt posib ungeri, apar deformaii mari. vS mare i IS mare metalul de baz nu se topete suficien , baia de sudur se rcete repede i rezult o sudur poroas. f) Unghiul electrodului c m indicaiilor din Anexa 1 5.6. SUFLAJUL MAGNETIC n procesul de sudare, n jurul electrodului, a arcului electric i a piesei de sudat se formeaz cmpuri magnetice care interacioneaz ntre ele iar rezultanta lor duce la de vierea arcului electric de la poziia normal. Pentru reducerea sau diminuarea acest ui fenomen de suflaj magnetic se recomand urmtoarele: - micorarea curentului de sud are - meninerea arcului la o lungime ct mai mic - plasarea corespunztoare a legturilo r de mas - folosirea a dou contacte de mas dispuse simetric
5.7. SURSE DE SUDARE 5.7.1. Clasificarea surselor de sudare Sursele de curent pentru sudarea cu elect rod nvelit sunt aparate care adapteaz energia reelei (tensiune ridicat i intensitate mic) pentru a putea fi utilizat la sudarea cu arc electric (tensiune mic i intensita te mare). Aceste surse pot fi statice sau rotative. Avantajele prezentate de sur sele statice au determinat n timp nlocuirea celor rotative. Aceste avantaje sunt: n treinerea foarte uoar, funcionare silenioas, dimensiuni i greutate mai mici. Se dist dou tipuri de surse de sudare: surse de curent alternativ: transformatoare surse de curent continuu: convertizoare, redresoare, invertoare. 5.7.2. Regimuri de f uncionare ale surselor de sudare: regimul de mers n gol - ampermetrul indic Is = 0 [A] - voltmetrul indic U = 70 80 [V] max tensiunea de mers n gol a sursei regimul de scurtcircuit mersul ndelungat n regim de scurtcircuit poate produce distrugerea sursei prin arderea izolaiei - ampermetrul indic Is = max [A] - voltmetrul indic U = 0 [V] regimul de mers n sarcin - ampermetrul indic Is = valoarea de lucru [A] ex emplu 120 [A] - voltmetrul indic U = tensiunea arcului[V] exemplu 22 24 [V]
Este cunoscut sub denumirea de tiere cu arc electric i aer comprimat (arc-aer) sau electropneumatic. Operaia se bazeaz pe topirea metalului de ctre un arc electric ntr einut ntre captul unui electrod fuzibil i pies, urmat de evacuarea metalului topit pr n aciunea mecanic a unui jet de aer comprimat dirijat paralel cu electrodul. 5.8. CRIUIREA ARC - AER 44
Electrozii sunt din crbune grafitat cuprai la exterior pentru o mai bun conductibil itate electric. Procedeul poate fi utilizat pentru: - debitarea metalelor - pregti rea tablelor subiri n vederea sudrii - criuirea rdcinii cordoanelor de sudur n sco minrii defectelor catacteristice primului strat de sudur - criuirea cordoanelor de s udur n vederea eliminrii defectelor interne depistate la controlul radiografic sau ultrasonic - criuirea defectelor de turnare Criuirea se realizeaz prin deplasarea uni form a electrodului de crbune, nclinat nainte la un unghi de 30 - 45 . Lungimea electr odului de la vrf pn la locul de prindere n portelectrod trebuie s fie de 100 120 mm ar diametrul poate fi: 6; 8; 10; 12 mm. Viteza de tiere se alege n funcie de adncime a canalul de realizat. La un regim ales corect, suprafaa canalului este neted strlu citoare i metalul topit se ndeprteaz uor.
Canalul rezultat dup ndeprtarea defectului trebuie s aib o prelucrare n form de bar ndul rotunjit i marginile nclinate pentru a permite o continuitate corespunztoare c u sudura iniial. Dup criuire canalul se polizeaz obligatoriu pentru ndeprtarea rest r de crbune. Felul curentului se criuiete n curent continuu, cu polaritate invers ( ul + la electrod). Diametru electrod (mm)/ Intensitate curent sudare IS [A] Limea canalului/Adncimea c analului [mm] 6 / 250 300 78/45 8 / 350 400 9 11 / 6 8 45
ANEXA 1 UNGHIURILE DE INCLINARE ALE ELECTRODULUI Unghi de lucru [] Unghi de nclin re f de sensul de sudare [] Reprezent re Tip m in re Poziia de sudare orizontal 90 60 80 Vertical ascendent Cap la cap Vertical descendent 90 80 - 110 90 60 - 90 lateral 80 - 90 60 - 80 Peste cap 90 60 - 80 Orizontal 35 - 45 60 - 80 Col Vertical ascendent Vertical descendent 45 80 - 110 45 70 - 80 Peste cap 30 45 60-80
46
ANEXA 1
PARAMETRI PENTRU SUDAREA MAG SEMIAUTOMAT CU SRM TUBULAR RUTILIC 1,2mm I AMESTEC DE G ZE TIP MBINARE Rdcin Orizontal Umplere i fa 8 - 10 25 - 28 210 - 230 6-7 23 - 24 180 FORM CUSTUR POZIIA DE SUDARE RND / STRAT Ve (m/min) Ua (V) Is (A) DEBIT GAZ (l/min) 18 - 20 18 - 20 Rdcin Vertical Umplere i fa 6-8 6-7 21 - 23 170 190 18 - 20 23 - 26 180 -210 18 - 20 Rdcin Lateral Umplere i fa 6-7 21 - 22 180 - 200 18 - 20 7-8 23 - 26 200 - 220 18 - 20 Rdcin orizontal Peste cap Umplere i fa peste cap 6-8
21 - 25 190 -210 18 - 20 6-8 21 - 25 190 - 210 18 - 20 47
48 POZIIA DE SUDARE Orizontal cu srm 1,2 RND / STRAT Ve (m/min) Ua (V) Is (A) DEBIT GAZ (l/min) TIP MBINARE FORM CUSTUR 1;2 1;2 1;2 6,5 8,5 23 - 27 190 210 5-7 28 - 30 250 300 8,5 10,5 27 - 29 220 240 18 - 20 18 - 20 18 - 20 Orizontal cu srm 1,6 Vertical Peste cap 1;2 6,5 8,5 23 - 27 190 210 18 - 20 -
parametrii indicai n tabel sunt valabili att pentru sudarea dintr-o parte pe suport ceramic, ct i pentru sudarea din ambele pri cu i fr suport limitele inferioare sunt comandate pentru srma tubular cuprat; limitele superioare sunt recomandate pentru sr ma tubular necuprat; Ve viteza de avans a srmei; Ua tensiunea arcului; Is intensit tea curentului de sudare;
SUDAREA CU LUFT MRIT Pentru cazuri accidentale cnd deschiderea rostului (luftul) p e distane mici este mai mare de 6 mm, se procedeaz astfel: - lufturi de pn la 10 mm, rndurile de sudur se depun la fel ca in Anexa 3 dar cu vitez de sudare mai mic; - l ufturi mai mari de 10 mm, cu acordul Societii de Clasificare se recurge la: a) ncrca rea marginilor cu rnduri de sudur subiri, pn la obinerea luftului corespunztor, suda pe partea canalului, criuirea rdcinii, sudarea rdcinii;
b) sudarea canalului pe suport ceramic rotund tip CBM 8063 cu diametrul corespun ztor luftului, apoi sudarea rdcinii; c) sudarea cu srm plin pe suport ceramic plat cu canal mai lat (17mm), tip CBM 8070, exemplu de dispunere a rndurilor i parametrii de sudare conform tabel de mai jos: FORM CUSTUR Rdcin Orizontal Umplere Fat Rdcin Vertical Umplere i fa 2,5 3,5 18 - 20 7-8 3-4 2 2,5 3-4 POZIIA DE SUDARE RND / STRAT Ve (m/min) Ua (V) 19 - 20 3 0 - 31 19 - 20 16 - 17 Is (A) 130 - 150 250 - 260 130 - 150 100 120 DEBITGAZ (l/ min) 18 - 20 18 - 20 18 - 20 18 - 20 TIP MBINARE Rdcin Lateral 2,5 3,5 17 - 18 110 -130 18 - 20 Umplere Fat 7-8 3-4 30 - 31 19 - 20 250 - 260 130 - 150 18 - 20 18 - 20 Umplerea i faa se pot suda i cu srm tubular 49
50 ANEXA 2 Form custur Poziia de sudare Rdcin Orizontal Umplere i fa Spray-arc 7- 8 30 - 32 18 - 20 Arc-scurt 4 - 4,5 20 - 21 150 - 170 Rnd/ strat Modul de transfer al meta lului PARAMETRI PENTRU SUDAREA MAG SEMIAUTOMAT CU SRM PLIN 1,2mm I AMESTEC DE GAZE CORGON 20 Tip mbinare Ve (m/min) Ua (V) Is (A) DEBITGAZ (l/min) 16 - 18 Vertical Umplere i fa, ascendent Arc-scurt Rdcin Arc-scurt Rdcin, descendent Arc-scurt 2,5 - 3 17 - 18 110 - 120 16 - 18 2,5 3,5 18 - 19 110 - 130 16 - 18 2,5 3,5 18 - 19 110 - 130 16 - 18 Lateral Umplere Spray-arc 7- 8 30 - 32 240 - 260 18 - 20 Fa Orizontal Vertical descendent
Arc-scurt 3,5 - 4 19 - 20 170 - 180 16 - 18 1;2 1 Spray-arc 78 30 - 32 240 - 260 18 - 20 Arc-scurt 4 5,5 20 - 22 190 - 210 16 - 18
PARAMETRII DE SUDARE MAG CU SRM PLIN 0,8 mm Tip mbinare Poziia de sudare Nr. rnd Tip arc Parametrii sudare Ve (m/min) 55,5 11,512 5,56 9095 135145 22,523,5 15,516,5 8085 1616,5 Is( A ) Ua (V ) Debit gaz (l/min) 16 - 18 18 - 20 16 - 18 Orizontal 2; 3 1 Arc scurt Spray arc 1 Arc scurt Vertical descendent Vertical ascendent 2; 3 Arc scurt 5,56 9095 15,516,5 16 - 18 orizontal 1 Spray arc 1214 170190 2730 18 - 20 Vertical descendent 1 Arc scurt
5,56 8595 18,519 16 - 18 51
52
53
54
55
56
Capitolul 6 SUDAREA n mediu de gaz protector MIG - MAG 6.1. GENERALITI 6.1.1. Principiul procedeului MIG - MAG reprezint procedee care se difereniaz n prim ul rnd prin felul gazului inert sau activ folosit pentru protejarea arcului elect ric i a bii de metal topit. Srma este condus continuu cu ajutorul dispozitivului de avans spre un pistolet de sudare. Curentul electric este transferat de la o surs de alimentare spre srma electrod printr-un tub de contact. Cnd srma atinge piesa de sudat se realizeaz un arc electric ntre acestea. Arcul creeaz cldura care topete srm i de asemenea, nclzete i topete suprafaa piesei.
MIG - metal inert gaz (Ar, He) - pentru sudare Al. , inox MAG - metal activ gaz (CO2, amestecuri Ar.+CO2) pentru sudare oel carbon La sudarea MIG-MAG se folosete curent continuu n general cu polaritate invers (polul + la srm) deoarece se realizeaz ptrundere mai mare i un transfer mai fin al picturilor. La sudarea cu polaritate d irect, ptrunderea este mai mic i de aceea se recomand la sudarea tablelor subiri. nt eauna se va ine cont i de recomandrile productorului de srm care sunt menionate pe c e. 6.1.2. Avantajele sudrii n mediu de gaze protectoare - Se preteaz la sudarea att a aliajelor feroase ct i a celor neferoase. - Asigur o mare productivitate datorit d ensitii mari de curent (rat depunere mai mare) i a eliminrii sau reducerii unor opera uni auxiliare - ndeprtarea zgurii, schimbarea electrodului. - Permite obinerea unor mbinri de foarte bun calitate. - Deformaiile sunt mai reduse (energie liniar mai mic . - Absena zgurii ofer posibilitatea urmririi permanente a bii de sudur i a arcului e ectric. - Pre de cost mai redus. - Emisie de fum mai mic. - Uor de automatizat.
6.2. GAZE DE PROTECIE Pentru sudarea MIG se folosesc gaze inerte: Ar, He se aplic n general la sudarea oe lurilor inox i a aluminiului i aliajelor acestora. Pentru sudarea MAG se folosesc gaze active: CO2 , Ar + CO2 se aplic la sudarea oelurilor carbon nealiate. a. Diox idul de carbon (CO2) CO2 este un gaz oxidant care la temperatura arcului se desc ompune. Oxigenul care se degaj astfel este foarte activ formnd cu C din oel CO i dac nu s-ar lua msuri ca srma s conin elemente dezoxidante ca mangan i siliciu s-ar produ e decarburarea oelului. 57
b. Amestecuri de gaze se utilizeaz pentru mbuntirea rezultatelor obinute cu gaze pure Argon predominant + pentru Al. { 1-2 % O CO pentru i inox i sudare MIG oel carbon. 15-25 % oel carbon (sudare MAG) 2 2
Avantajele sudrii cu amestec de gaze fa de sudarea cu CO2 simplu. - viteze de depun ere mai mari - ptrundere foarte bun - formarea fumului, stropilor i zgurei este mai redus - calitatea sudurii este mai bun (aspect i form) - caracteristici mecanice su perioare - funcionare stabil i la cureni mari i la cureni mici. (CO2 d un arc stabil ar la sudarea cu cureni mici). Amestecul de gaze utilizat n S.N.DG. se numete CORGO N 20 (80% Ar + 20 % CO2). c. Alegerea gazului de protecie Exist 3 componente princ ipale ce prezint interes pentru un proces de sudare ales: - productivitatea - cal itatea - sntatea i sigurana Pentru sudarea MIG-MAG toate cele 3 componente pot fi in fluenate de gazul de protecie. - PRODUCTIVITATEA: tensiunile de suprafa din baia de sudur sunt afectate de gazele de protecie; acestea determin viteza maxim de sudare d eci - productivitatea. - CALITATEA: gazul de protecie influeneaz cantitatea de stro pi, profilul sudurii (aspect) i proprietile mecanice; aceste componente influeneaz ca litatea. - SNTATEA SI SIGURANA: diferite gaze de protecie dau diferite concentraii de fum in timpul sudrii. Acest lucru influeneaz sntatea i sigurana. Cu ct concentrai oxid de carbon este mai mic cu att se formeaz mai puin fum. La alegerea gazului de p rotecie se mai ine cont de materialul care se va suda i dac se va suda cu arc scurt sau spray arc. 6.3. SRME PENTRU SUDARE 6.3.1. Srme pline sunt srme trefilate din oel carbon, slab aliat, nalt aliat etc. 6. 3.2. Srme tubulare mantaua metalic se topete i se depune. Srmele tubulare pot fi: - srme tubulare cu flux, care pot fi: - srme tubulare rutil ice - srme tubulare bazice -srme tubulare cu pulberi metalice Elementele coninute d e fluxul din interior pot fi metalice sau nemetalice, rolul acestora fiind de: stabilitate a arcului - dezoxidant - asigur protecia bii - aport de elemente de al iere 58
Srmele tubulare rutilice Principalele componente al srmelor rutilice sunt oxidul d e titan (TiO2) i oxidul de siliciu (SiO2). Procentajul mare de elemente de aliere care faciliteaz ionizarea asigur un arc stabil i un transfer fin de picturi. Punctu l ridicat de topire al zgurii permite sudarea n toate poziiile. Srme tubulare bazic e Principalele componente sunt fluorura de calciu (CaF2), carbonatul de calciu ( CaCO2) i oxidul de magneziu (MgO). Aceste elemente sunt mai greu ionizabile, tran sferul este tip globular. Zgura are un punct de topire sczut, fcnd dificil sau chiar imposibil sudarea la poziie. Srme tubulare cu pulberi metalice Compoziia srmelor cu pulberi metalice este n principal format din: fier, fiero-siliciu, fieromangan. Adu garea unui procent mic de elemente nemetalice poate ajuta la stabilitatea arculu i. Acest tip de srm permite obinerea unei rate de depunere mari datorit prezenei unei importante cantiti de elemente metalice n pulberea metalic. Alegerea srmei pentru su dare se face n funcie de compoziia chimic i caracteristicile mecanice ale materialulu i de baz. Diametrul srmei de sudare se alege n funcie de grosimea tablelor i de pozii de sudare: ds = 0,8; 1; 1,2 mm pentru sudarea n orice poziie ds = 1,6; 2; pentru sudarea numai la poziia orizontal 6.4. MODUL DE TRANSFER AL METALULUI
6.4.1. Transfer prin arc scurt (scurt circuit) Se folosete pentru sudarea n toate poziiile. Acest gen de transfer are loc n cazul cnd arcul este meninut mai scurt n ga ma de tensiuni 15-25 V i cnd picturile de metal topit ce se formeaz la captul srmei, are nu depesc in mrime diametrul srmei ajung s vin n contact cu baia de sudur. In a oment se produce un scurt circuit i apare fenomenul de strangulare i separare a pi cturii ce trece apoi n baia de metal topit. La ntreruperea scurtcircuitului se prod uce reamorsarea, apariia unei noi picturi la captul srmei i ciclul se repet. La un ar scurt corect reglat se aude un zgomot fin ca o pritur. Frecvena scurt circuitului e ste de 20-200 ori pe secund. Domeniul de valori pentru arc scurt: I = 40 220 A U = 15 24 V gaz: - CO2 - amestec Ar. + CO2 6.4.2. Transfer prin spray arc (arc pulverizat) Transferul de metal se realizeaz prin particule foarte fine, cu diametrul mai mic dect diametrul srmei care sunt pu lverizate prin arcul electric ctre piesa de sudat. 59
n timpul sudrii nu se produce ntreruperea arcului ceea ce face ca acesta s fie foart e stabil. Domeniul de valori: I = 220 - 600 A U = 25 -40 V gaz: amestec Ar. + CO 2
Se poate suda spray arc cu srm plin numai la urmtoarele poziii: - poziia orizontal, nri de col i mbinri cap la cap: - stratul de umplere (U) i faa (F); - rdcina (R) s t cu arc scurt
- poziia lateral - stratul de umplere (U). - rdcina (R) i faa (F) se execut cu arc sc rt. 6.4.3. Transfer globular Transferul metalului se realizeaz sub form globular i apare cnd valorile curentului de sudare i tensiunea arcului sunt medii, cuprinse ntre va lorile de scurt-circuit i spray arc. Intensitatea curentului nu este suficient pen tru a provoca efectul de gtuire al picturii, aceasta se mrete cptnd mrimi mai mari iametrul srmei. Transferul se face prin scurt-circuit, cnd pictura atinge baia de m etal topit, sau prin detaarea picturii sub efectul greutii. Traiectoria picturii este la ntmplare i nu se produce pe direcia axei srmei. La acest mod de transfer arcul es te instabil, ptrunderea este mic, stropii sunt mari. Se evit pe ct posibil acest mod de transfer. 6.5. PARAMETRII DE SUDARE 6.5.1. Parametri preselectai a. tipul srmei se alege n funcie de materialul care se sudeaz (compoziie chimic i caracteristici mecanice). b. diametrul srmei se alege n cie de grosimea tablei i poziia de sudare. c. debitul de gaz trebuie ales corect de oarece un debit prea mare sau prea mic nu protejeaz baia de sudur i apar pori. Regl area debitului de gaz se face cu tot traseul instalaiei montat, scurgerea de gaz fcndu-se prin pistolet. n cazul alimentrii cu gaz de la butelii sau baterii de butel ii se va utiliza reductorul de presiune pentru 300 atmosfere cu debitmetru 1-32 I / min,iar n cazul alimentrii cu gaz de la reea se va utiliza regulatorul de presi une cu debitmetru 132 I / min. Pentru ca debitul de gaz msurat la ieirea din buteli e sau reea s fie regsit la capul de sudare, este necesar verificarea traseului de tr ansport al gazului de protecie. 60
Eventualele scpri de gaz reduc debitul util al acestuia, ducnd la apariia porilor n m inarea sudat. Debit recomandat: - arc scurt 16 - 18 l / min. - spray arc 18 - 20 l / min. 6.5.2. Parametri dependeni de echipamentul de sudare: a. viteza de avans a srmei se regleaz pe mecanismul de avans a srmei; viteza neregulat cu care se fac alimentarea srmei poate fi cauzat de reglarea incorect a rolelor de avans, traseu sr m deteriorat sau bec de contact deteriorat. b. tensiunea se regleaz pe mecanismul de avans , depinde de viteza de avans a srmei i de gazul de protecie utilizat. Dac: - tensiunea este prea mic fa de viteza de avans a srmei, srma nu va avea timp s se to easc, se va ciocni de metalul de baz rezultatul fiind o sudur cu penetraie sczut, dat rit tendinei de ridicare a pistoletului. tensiunea este prea mare fa de viteza de av ans a srmei, mecanismul de avans nu va avea timp s alimenteze srma n acelai ritm n ca e aceasta se topete, arcul va deveni lung i instabil rezultnd muli stropi i o sudur c convexitate prea mic i crestturi ( arsuri). c. Intensitatea curentului de sudare s e alege n funcie de grosimea piesei de sudat i de poziia de sudare i este proporional u viteza de avans a srmei. Valorile acestor parametri sunt date n: Anexa 1 - pentr u srm tubular Anexa 2 pentru srm plin 6.5.3. Parametri dependeni de sudor: a. vite sudare - la o vitez prea mic, cantitatea de metal depus este mare, iar la tablele subiri pot apare perforri; - la viteze mari, scade adncimea de ptrundere, se micorea z limea custurii, apar crestturi i stropi. b. unghiul pistoletului n becul de contact pn omand meninerea ei la 10 15 mm. - spray arc
- Anexa 3. c. lungimea liber a srmei se msoar de la ieirea di la baia de sudur. Influeneaz calitatea sudurii i de aceea se re valori ct mai constante. lungimea liber a srmei L: - arc scurt = 15 20 mm.
La valori prea mari ale lungimii libere a srmei amorsarea i stabilitatea arcului s e nrutesc, arcul arde cu zgomot strident, apar muli stropi i ptrunderea scade.
6.6. RECOMANDRI PRIVIND SUDAREA MIG - MAG Calitatea unei mbinri sudate depinde n mare msur de modul de pregtire a pieselor. na e de sudare se cur rostul mbinrii i marginile alturate cu peria de srm sau prin al oace dac este necesar pentru a ndeprta orice impuritate care ar putea produce defec te n sudur (oxizi, grsimi, rugin etc). Pentru obinerea unor mbinri de col de bun c n situaiile n care grundul pasivant depete grosimea prescris de productor ca acces entru sudare, se recomand ndeprtarea grundului pe marginile osaturii i pe table. 61
Cnd documentaia de execuie impune prenclzire, aceasta se execut cu flacr oxiacetile utr, pe o lime de 4 ori grosimea tablei , ns nu mai puin de 100 mm de o parte i de a a mbinrii. Prenclzirea se execut nainte de sudare i se menine pe tot parcursul sud valoarea menionat n documentaia de execuie. Temperatura de prenclzire se msoar de ecutant, cu creioane termochimice sau termometre de contact. Sudarea se execut du p asamblare la un interval ct mai scurt de timp, pentru a se evita oxidarea supraf eelor curate i pregtite pentru sudare, precum i ptrunderea n zona mbinrii a impur se ncepe sudarea dac pregtirea pentru sudare nu este corespunztoare, marginile mbinri prezint urme de rugin, oxizi, umezeal, impuriti. Srma folosit la sudare cu amestec gaze trebuie s nu prezinte deformaii i s fie lipsit de rugin, grsimi sau alte impuri entru a se asigura o ptrundere corespunztoare i pentru a se evita apariia incluziuni lor de zgur i a lipsei de topire, cnd se utilizeaz srm tubular se va suda intotdeaun pre dreapta( tras) Se va suda n curent continuu cu polaritate DC + ( polul + la sr ma ). Sudarea n mediu de gaz protector se poate executa n orice poziie cu respectar ea regimurilor de sudare (Anexa 1 si 2) i poziia corect a pistoletului (anexa 3) La sudarea semiautomat tehnica de lucru influeneaz calitatea mbinrii deoarece pistoletu l de sudare este condus manual n lungul mbinrii. n cazul sudrii spre dreapta (tras) p resiunea arcului electric mpinge metalul lichid spre custur, ptrunderea este mai bun, cordonul este ngust i nalt. Cordon sudur pistolet Sudare spre dreapta (tras) Sudare spre stnga (mpins)
n cazul sudrii spre stnga (mpins), aspectul cordonului este mai uniform, ptrunderea e ste mai mic, cordonul este plat i cu o lime mai mare. Sudarea spre stnga (mpins) se r comand numai la sudarea cu srm plin. Depunerea cordonului de sudur se face prin difer ite micri ale arcului electric (pistolet) care depind de tipul mbinrii i poziia de su are (Anexa 3) Aezarea straturilor trebuie s se fac corespunztor, evitndu-se formarea unghiurilor ascuite ntre metal depus i metal de baz sau ntre rndurile de sudur, aces ducnd la apariia defectelor ca lips de topire sau incluziuni de zgur. Acolo unde se constat o aezare necorespunztoare a rndurilor de sudur se va corecta prin polizare p entru a realiza o trecere lin ntre rnduri. Greit Corect 62
Pentru a asigura o topire corespunztoare a materialului de baz, la straturile de u mplere se va insista asupra marginilor tablelor, iar stratul de suprafa trebuie s d epeasc cu 1-2 mm marginile tablelor.
n timpul sudrii, se vor evita micrile prea brute ale pistoletului, pentru evitarea pt underii aerului n spaiul arcului i oxidarea bii de metal topit. Duza se cur periodic stropi. Pentru evitarea lipirii prea puternice a acestora, se va folosi spray, emulsie sau past antistropi. n cazul utilizrii pastei antistropi, duza se introduce fierbinte n past, dup care amorsarea se face pe o plcu de prob pentru a elimina exc l de past ce ar produce pori. nainte de nceperea sudrii, sudorul va efectua urmtoarel e verificri: verific dac ntreaga instalaie este n bun stare de funcionare, dac sr z constant, regleaz regimul de sudare n funcie de tipul i poziia de sudare. Pentru a limina aerul din furtunul de alimentare se va efectua o purjare de 10-15 sec. Be cul se nlocuiete dac este ovalizat. Zgura se cur dup fiecare rnd; altfel nrute arcului i poate da natere la defecte n cordon. Sudarea pe suport ceramic Indicaiile privind pregtirea pentru sudare i sudarea cap la cap fr suport ceramic sunt valabil e i pentru sudarea cap la cap pe suport ceramic cu completrile de mai jos: - Asamb larea se va realiza numai cu ajutorul pieptenilor dispui, de preferin, pe partea pe care se monteaz suportul ceramic.
- Suprafaa tablelor pe care se va lipi suportul ceramic trebuie s fie curat de orice impuritate care ar mpiedica lipirea corespunztoare a suportului ceramic: umezeal, r ugin, stropi, grsimi, pe o poriune de 40 mm de o parte i de alta a mbinrii. Fixarea s portului ceramic pe tablele de sudat se face cu ajutorul foliei autoadezive prin presarea acesteia dup ndeprtarea foliei de hrtie protectoare avnd grij ca centrul pl i s corespund cu centrul cuplrii. Plcuele ceramice sunt livrate n baghete cu lungimea de 0,5 - 1 m. Pentru realizarea continuitii suportului ceramic, pe toat lungimea cu plrii se va dezlipi o plcu de pe bagheta ce urmeaz a fi lipit, suprapunndu-se adeziv peste plcua anterioar. Cuplrile vor fi prevzute cu plcue de capt care vor avea acee sime i prelucrare ca tablele mbinrii propriu-zise i dimensiunile 50 / 50 mm. Aplicar ea suportului ceramic se va face i pe aceste plcue de capt. nainte de sudare, sudorul verific dac plcuele sunt aplicate corespunztor i dac deschiderea rostului i unghiu e prelucrare corespund indicaiilor tehnologice. Trebuie avut n vedere ca srma de su dur s urmreasc mereu baia de metal topit pentru c dac atinge suportul ceramic, arcul lectric se ntrerupe.
Pentru reluarea sudrii rdcinii ntrerupt accidental sau datorit necesitii deplasrii lui de-a lungul cordonului este necesar s se polizeze captul sudurii pe o lungime de 15 mm, fr a atinge suportul ceramic. 63