3.6. Maşini unelte de prelucrat piese...

If you can't read please download the document
-
Upload
vuongthuan -
Category
Documents
-
view
230 -
download
6
Transcript of 3.6. Maşini unelte de prelucrat piese...
-
214
3.6. Maini unelte de prelucrat piese prismatice
Acest subcapitol este dedicat mainilor de frezat, gurit, alezat i frezat, rectificat,destinate prelucrrii pieselor prismatice, i care se preteaz dezvoltrii spre oricare dinnivelele de automatizare de tipurile CNC, CP, CFP, SFP, sau numai afiaj numeric de cote.Unele dintre aceste maini se produc n ar, respectiv n ntreprinderi din Oradea, dintre carereprezentativ este SC. STIMIN IND. SA - Oradea.
Aceste maini sunt realizate n familii modulare, i formeaz un ansamblu de produse,utiliznd ntreaga palet de soluii specifice nivelelor de automatizare care se preteaz lafiecare caz n parte, 6.
Familiile de maini de frezat menionate sunt urmtoarele: maini de frezat universale cu consol; maini de frezat universale de sculrie; maini de frezat cu pat fix; maini de alezat i frezat orizontale; centre de prelucrare orizontale i verticale (dezvoltate exclusiv ca CP); maini de frezat cu masa n cruce; maini de frezat longitudinal; maini rectificat longitudinal; maini de rectificat transversal; maini de gurit n coordonate.
Maini de frezat universaleMaini de frezat universale cu consol
Aceste maini cuprind urmtoarele familii i tipodimensiuni uzuale:FV 260 3V, FV 30, FV 30 CNC, MF 350, FV 36 CNC, FU 500 CNC, FU 700 CNC. Mainilefr CNC au afiaj numeric de cote opional.
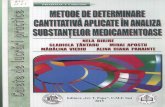
n figura 3.89. sunt prezentate mainile de frezat cu consol: a) cu 3 axe comandate deservomotoare de avans i acionare principal continu cu 2 domenii de turaii, variant cu axorizontal (stnga sus), b) idem cu ax vertical (dreapta sus), c) cu pinola vertical condusCNC cu 2 uruburi cu bile sincrone (stnga jos), d) cu culis orizontal motorizat i capuniversal birotativ (dreapta jos).
La mainile universale de frezat cu consol specific este faptul c toate micrile deavans sunt de regul efectuate de masa mainii de gurit. Sunt i excepii, la care micarea deavans transversal este efectuat de ctre culis (MF 350 figura 3.89.d), dar micrile pe x iz (vertical) sunt ale mesei.
Ghidajele folosite sunt de tipul rigle de oel clit / turcite (FV 260 3V, FV 30 CNC,FV 36 CNC, FU 500 CNC, FU 700 CNC), sau font clit prin inducie cu inserie de oelclit (MF 350).
-
215
Fig. 3.89. Maina de frezat cu consol
uruburile conductoare de avans sunt realizate n dou variante de baz: urub cu bile recirculante, coninnd piulia i contrapiulia pretensionate, specific
mainilor cu CNC ( FV 30 CNC, FV 36 CNC, FU 500 CNC, FU 700 CNC), precum icelor cu afiaj numeric de cote i posibilitate de extindere la CNC (MF 350);
urub piuli bimetal (piuli realizat prin fuziunea bronzului prin cureni de naltfrecven n interiorul unei buce de oel), avnd urubul clit CIF i rectificat, ungereintermitent, la maini convenionale(FV 260 3V, FV 30 CNC).
n figura 3.90 se prezint maina universal de frezat cu consola FV 260-3V (STIMIN- Oradea), conveional, cu mecanisme de avans pe axele x i y ale mesei.
-
216
Fig. 3.90. Maina universal de frezat cu consola FV 260-3V
Maini de frezat universale de sculrie.
Aceste maini formeaz o familie modular cu tipurile FUS 22, FUS 22-2M, FUS 32,FUS-32-4 CNC, FUS 32-5 CNC, FUS 50 CNC.
-
217
Fig. 3.91. Maini de frezat de sculrie
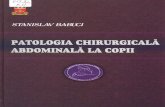
n figura 3.91 sunt prezentate, schematic, mainile de frezat de sculrie: a) schemalanurilor de avans (stnga sus) b) schema culisei cu capul frezat vertical (dreapta sus); c) capvertical, ca accesoriu detaabil de culisa orizontal (stnga jos), d) culisa transversal cuarbore principal orizontal (dreapta jos). Specific este faptul c la maina de baz se pot adaptadiferite accesorii speciale:
cu fixare pe masa de baz a mainii (care are suprafaa de lucru n plan vertical), fiindprevzute diferite mese: masa cubic, masa universal (rotativ, nclinabil, basculant),mas rotativ, cap divizor, dispozitiv de frezat elicoidal,
cu fixare pe frontalul culisei transversale, fiind prevzute diferite capete: cap de frezatvertical cu pinola, cap de frezat cu avans axial de gurire, cap rapid, cap de mortezat.
n figura 3.92. este prezentat maina FUS 32 fiind dotat cu: cap de frezat vertical,cap de mortezat, cap cu avans de gurire, cap transversal, contralagr, cap divizor, masarotativ, dispozitiv de frezat elicoidal. Maina poate fi echipat cu afiaj numeric de coteopional, avnd citirea deplasrii cu traductoare liniare, cu mecanisme de avans continuu(Align), dar i cu cutia de avans standard cu 18 trepte.
-
218
Fig. 3.92. Maina de frezat FUS 32
Maini de frezat cu pat fix
Aceste maini sunt exclusiv cu CNC. Exist dou categorii principale de astfel demaini: cu masa mobil (cu lungimi de curs longitudinal pn la 4000 mm); cu montant mobil (cu lungimi de curs peste 4500 mm);
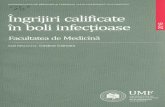
n categoria mainilor cu pat fix intr urmtoarele tipodimensiuni produse la STIMIN-Oradea: FU 71.3 CNC, FPH 710 CNC, FPH 800 CNC, FPH 1000 CNC (toate din varianta cumas mobil), i respectiv: FPM 1000 CNC, FMD 1000 CNC din varianta cu montant mobil.Caracteristic acestor maini este existena culisei transversale orizontale, care se poate echipacu diferite tipuri de capete de frezat: cap de frezat universal birotativ (manual sau automatindexabil), cap de frezat vertical cu pinol, cap prelungitor orizontal, etc. Culisa conineacionarea principal i instalaiile de deservire a capului.
Fig. 3.93. Maini de frezat cu pat fix
-
219
n figura 3.93 sunt prezentate maini de frezat cu pat fix: a) main de frezat cu pat fixi mas mobil, echipat cu cap de frezat universal birotativ (stnga sus); b) main de frezatcu pat fix i mas mobil cu arbore principal orizontal n culis (stnga jos); c) main defrezat cu pat fix i montant mobil (jos).
n figura 3.94 este prezentat maina FPM 1000 CNC (STIMIN - Oradea).
Fig. 3.94. Maina de frezat FPM 1000 CNCn figura 3.95 este prezentat maina FPM 1000 CNC cu mas fix i montant mobil
(STIMIN ORADEA).
Fig. 3.95. Maina de frezat FPM 1000 CNC cu mas fix i montant mobil
Aceste maini sunt universale n 3 axe CNC. Ca i accesorii se pot echipa cu cap frezatuniversal birotativ manual sau automat index.Acesta din urm este condus cu axe PLC, avnd sistemul cu indexare cu cuple frontale Hirth(cu dini drepi i rectificai, cu unghi de angrenare de 30 grade, respectiv de 20 grade ncazul danturii rectificate MAAG), sau Curvic (dantura frontal rectificat pe maini Gleasoni dini n arc de cerc). Numrul de dini uzual este de 72, 144, 180.
O variant utilizat frecvent este capul universal H/V, care are 2 poziii selectatehidraulic automat; orizontal i vertical. Se mai folosesc i alte tipuri de capete de frezat: capde frezat vertical cu pinol, cap ortogonal, cap orizontal prelungitor, cap cu una sau dou axeCNC.
-
220
Fig. 3.96. Maina de frezat FPH 800 CNC cu variantele ei
n figura 3.96 se prezint schematic maina FPH 800 CNC cu variantele ei: a) mainde baz cu ax orizontal , b) varianta centru de prelucrare CPFPH 800, prin echiparea cuopiunea ATC 30 (magazin de scule) i manipulator ATC (dreapta sus), c) variante de capeteuniversale manual sau automat, n poziia H, d) i respectiv V.
Maini de alezat i frezat orizontale
Aceste maini se caracterizeaz prin existena barei de alezat, care circul prininteriorul arborelui principal rotativ (axa Z), diametrul barei fiind i dimensiunea nominal amainii.
n figura 3.97. se prezint cteva tipuri de maini de alezat i frezat orizontal: AF varianta cu montant fix i mas mobil n cruce i rotativ (a); AFC varianta cu montant mobil pe axa W, mas mobil pe X i B, (b); AFL varianta cu montant mobil n cruce (axele X i W), iar mas mobil pe U i B (c); AFM varianta cu montant mobil pe X, iar masa este separat de tip MRD (rotativ i
deplasabil), sau mas separat fix, (d); AFP - varianta cu montant mobil pe X, iar masa este separat de tip MRD, sau respectiv
mas fix, pinola ptrat sau culisa pe W, (e).Numrul de axe comandate este 5 pentru cazurile AF,AFC, 6 pentru cazul AFL, 3
pentru cazul AFM cu mas fix i respectiv 5 pentru cazul cu mas MRD, iar AFP are 4 axeatunci cnd are mas fix i respectiv 6 axe n cazul cnd are mas MRD.
-
221
Fig. 3.97. Maini de alezat i frezat orizontal
Maini de frezat portale
Aceste maini sunt cunoscute ca i maini de frezat longitudinal cu portal, cu simbolulFLP, i se produc n ar la Uzina de Maini Grele Bucureti, Maini Unelte Bacu, IUGCraiova.
Dimensiunea nominal este limea mesei n mm, nsoit de cursa maximlongitudinal (de ex. FLP 2500x8000).
Se construiesc n 2 variante de baz:
-
222
maini portale pentru ebos; avnd mai multe capete de frezat destinate prelucrriisimultane pe 3 suprafee ale piesei (sau a unui ir de piese pe masa mainii) cu avanslongitudinal, ca operaie de ebos de ndeprtare a crustei semifabricatelor turnate;
maini portale universale, pentru ebos, semifinis i finis, avnd un singur cap verticaluniversal sub form de culis vertical, care poate lucra n cel pui 3 axe ortogonale,prelucrnd dintr-o singur prindere a piesei toate cele 5 suprafee accesibile
Mainile au 2 forme specifice, corelate cu limea mesei: Portal fix i mas mobil pe direcie longitudinal; Portal mobil pe direcie longitudinal i mas fix.
Cele 2 forme specifice sunt astfel mprite n funcie de limea mesei de lucru:- lime de mas pn la 2500 mm inclusiv, la maini cu mas mobil;- lime de mas pn la 3200 mm inclusiv, la maini cu portal mobil;
Fig. 3.98. Maini de frezat longitudinal cu portal i mas mobil tip FLP
n figura 3.6.10 sunt prezentate maini de frezat longitudinal cu portal i mas mobiltip FLP: a) main cu 3-4 capete de frezat pe 3 suprafee al piesei pentru ebos, b) main cuculis vertical i un cap H/V cu 4 poziii indexate pentru prelucrarea a 5 suprafee ale piesei,c) maina cu culis vertical i cap cu 2 axe CNC pentru prelucrarea suprafeelor curbe n 5axe CNC (Waldrich Coburg), d) main de gurit n coordonate cu portal i 2 capete H i V defrezat i gurit cu pinola (maini de tip GC 1000- produse de STIMIN-Oradea). Limile de
-
223
mas sunt standardizate, ncadrate n irul numerelor normale cu raia 1,25: 1000, 1250, 1600,2000, 2500, 3200, 4000 etc.
Mainile din categoria universale cu culis vertical sunt cele cu dimensiunile 1600,2000, 2500, n timp ce cele cu dimensiunile 1000 i 1250 sunt cu mai multe capete de frezat idestinate ebosului.
Mainile cu 3 sau 4 capete de frezat utilizeaz dispunerea acestora astfel: cte un cap(nereglabil unghiular) pe montanii stnga i dreapta avnd axele orizontale, 1 sau 2 capeteverticale pe traversa mobil a mainii (capete reglabile unghiular pe cale manual). Toate celepatru capete au pinole de frezat cu reglaj manual. Aceste tipuri de maini sunt conveionale.
Mainile cu culis vertical sunt realizate n variante convenional ca afiaj numericde cote, sau cu CNC pe 3 sau mai multe axe. Astfel cele cu mas mobil (avnd limea meseipn la 2500 mm inclusiv) pot fi echipate n mod opional cu diferite tipuri de capeteamovibile, cu fixare pe faa frontal a culisei verticale, i avnd schimbare manual sauautomat.
Dintre tipurile de capete de frezat universabile utilizabile se pot aminti: cap de frezatvertical prelungitor, cap de frezat H/V cu 4 poziii indexabile, cap de frezat universal birotativcu plan la 45 de grade, cap de frezat birotativ ortogonal, cap de frezat cu 2 axe CNCortogonale. Acest din urm cap aduce dou axe CNC n plus, deci maina devine condsus cu5 axe CNC pentru piese cu suprafee complexe.
Mainile cu portal mobil, avnd limea mesei de peste 3200 mm inclusiv, folosescdou uniti de lucru cu culisa vertical, realiznd combinaii de axe de conturare: x-y-zpentru unitatea din partea stng, i x-v-w pentru unitatea din parte dreapt, acestea putndlucra de regul succesiv pentru operaii complementare pe aceeai pies.
De remarcat c mainile cu portal mobil cu limea masei fixe sub 3200 mm inclusivau o singur acionare de avans, dispus pe partea montantului dreapta (iar n acest timpmontantul stnga este condus, neavnd acionare de avans).
Mainile cu limea portalului mrit pentru mese fixe mai late de 4000 mm inclusiv,au acionri sincrone pe ambele pri ale portalului, sincronizarea fcndu-se n CNC cusistemul cunoscut sub denumirea GANTRY MILL. n acest caz, axa X este acionat de 2 axeparalele i sincrone (X1 i X2), care nu pot fi apelate separat (ci mpreun ca axa X), iarmaina va avea n total n acest caz urmtoarele axe comandate: X1 , X2, Y, Z, V, W, A, C(pentru cazul utilizrii a 2 uniti de lucru, din care una cu cap cu 2 axe de rotaie A i C, iarcealalt normal).
Mainile pot fi echipate cu ATC, APC, ATR, APR. conform regulilor de la SFP-uri,probleme ce se vor trata pe larg ntr-o lucrare viitoare.
Un exemplu deosebit de main cu portal, dar pentru lucrri de finisare universal,este maina de gurit n coordonate GC 1000 (figura. 3.6.10.d). Aceasta are 2 capete de guriti frezat, unul vertical i altul orizontal, cu deplasrile controlate de cititori optici, sau afuajnumeric de cote. Ambele capete au pinola cu avans axial de gurire, dar i cu posibiliti defrezare, cele 2 capete fiind dispuse n acelai plan. Maina este utilizat pentru lucrri n regimconvenional, n special n sculrii.
Maini de frezat cu mas n cruce
Aceste maini au mas deplasabil pe 2 axe perpendiculare X i Y i pot fi attverticale, ct i orizontale. Figura 3.99 prezint maini de frezat cu mas n cruce, cu 3 axeCNC: a) vertical (FV 500), b) orizontal (FH 500), c) cu cap revolver (FR 500), d) cu capuniversal (FUX 500 - NFRIREA Oradea). Micrile n cruce se refer att la masa mainiipurttoare a piesei, ct i la montant purttor al ansamblului port scul, sau ambele
-
224
Fig. 3.99. Maini de frezat cu mas n cruce
Figura 3.100 prezint maina derivat din familia mainilor cu mas n cruce idezvoltat ca centru de prelucrare vertical tip CPG 32 (STIMIN Oradea).
Fig. 3.100. Centru de prelucrare vertical tip CPG 32
-
225
Fig. 3.101. Maini cu ax orizontal cu deplasri n cruce ale mesei sau montantului
Figura 3.101 prezint schematic variante de maini cu ax orizontal cu deplasri ncruce ale mesei sau montantului: a) batiuri n T pentru deplasare montant i mas, b) mas ncruce, c) montant cu micri n cruce, tipul CPH 630, d) varianta de centru de prelucrareorizontal cu batiuri n T, tipul CPH 1. 5, e) varianta de centru de prelucrare vertical cu mas ncruce cu ATC de tip lan i paletare a mesei (APC) pe 2 supori frontali, tipul CPV 800(STIMIN Oradea).
Maini de frezat speciale
Aceste maini sunt dezvoltate pentru aplicaii deosebite n industrie, avnd un nivelnalt de tehnicitate i automatizare. Acestea nu sunt destinate produciei universale, adaptabiloricrui atelier sau uzin, ci unor ramuri industriale cu pretenii foarte ridicate, care au fostsoluionate din punct de vedere tehnologic cu maini speciale CNC.
n figura 3.102 este prezentat maina de frezat palete de turbine (Forest-Line, Frana).
-
226
Fig. 3.102. Maina de frezat palete de turbine
n figura 3.102 se prezint maina de frezat palete de turbine, avnd 5 axe comandatesimultan: Y deplasare vertical cap cu 5 axe, Z deplasare longitudinal montant, V deplasare lunet de sprijin a pieselor, A basculare a capului frezat cu 5 axe, B rotire piese.
Aceste maini prelucreaz n 5 axe CNC simultane ctre 5 piese cu un cap multiplu,folosind micri de conturare de rotaie a piesei B, de basculare a capului A, de deplasareacapului Y i Z, de deplasare a lunetei de sprijin a pieselor. Scula este frez deget cu vrf sfericnormal la suprafa n punctul de contact.
Luneta de sprijin a pieselor este necesar deoarece piesele sunt cu seciune foarteredus n raport cu lungimea i se deformeaz sub aciunea forelor de achiere. Aceste piesesunt folosite la motoarele turbopropulsoare din aviaie.
Un alt exemplu este prezentat n figura 3.103 (maina de frezat longitudinal cu portalmobil i cap Twist de frezat cu 2 axe CNC) cu referire la mainile de frezat suprafee curbedin industria aviaiei, avnd 5 axe CNC: 3 axe liniare X,Y,Z i 2 axe de rotaie A i B. Aceleliniare se refer la urmtoarele micri: X deplasare portal mobil pe direcie longitudinal pemas fix i avnd acionare de avans pe o singur parte, sau pe ambele (axe Gantry Mill), Y deplasare transversal a saniei culisei pe traversa portalului, Z deplasare vertical a culiseipe sania transversal. Axele de rotaie sunt: A- basculare a capului de frezat, B pivotare acapului de frezat. Specific acestei maini este faptul c centrul micrilor de rotaie ale capului(basculare i pivotare) este vrful sculei, mai exact centrul sferei deget (cu profil sferic). Acesttip de cap se numete twist.
Faptul c centrul rotaiilor este vrful sculei, permite meninerea sculei pe direcienormal la suprafaa de prelucrat n punctul de contact (coordonate intrinseci din geometriadiferenial), simplificnd foarte mult soft-ul tehnologic de generare.
Maina este produs de Forest-Line i se afl n dotare la F-ca de Avioane Bucureti.n prezent, datoria dezvoltrii soft-ului, respectiv funcia TCPM (Tool Center Point
Management) la echipamentele evoluate din generaia actual (de ex. TNC 430MHeidenhain), se pot utiliza capete de frezat cu 2 axe CNC ortogonale ca i cel din figura.3.98.c. Problema meninerii sculei n contact cu piesa, atunci cnd se orienteaz n modautomat i permanent pe direcia normal la suprafa n punctul de contact pe principiul coordonatelor intrinseci ale triedului lui Fresnet, este rezolvat de ctre softul CNC, fr alteimplicaii constructive i tehnologice.
-
227
Fig. 3.103. Maina de frezat longitudinal cu portal mobil i cap Twist de frezat cu 2 axe CNC
Fig. 3.104. Maina de prelucrat elici de nave
Un alt exemplu de main special CNC este maina de prelucrat elici de nave, careeste prezentat n figura. 3.104, (main special de frezat elici de nave, avnd 7 axe CNC,organizate pe 2 uniti de lucru, i utiliznd 2 capete basculante CNC i o mas rotativ cu axaC. Maina permite prelucrri complementare cu cele 2 capete, n regim de conturare cu axacomun C)
Specific acestei maini este existena mesei rotative cu axa C i a 2 capete de frezatbasculante, fiecare cu cte 3 axe CNC. Conturarea se face la ambele capete cu axa comun amesei rotative, prin prelucrri complementare. Generarea se face pe baza funciei TCPM,amintit mai sus, iar programul se elaboreaz prin funcia CAM.
Maini de msurat n coordonate
Aceste maini sunt cunoscute sub denumirea CMM Control Measuring Machine iformeaz o clas aparte de maini, inclusiv CNC.
Mainile de msurat n coordonate fac parte din conceptul CAQ din cadrul CIM, fiinddestinate s exploreze piesele cu tastere de msur, n vederea ntocmirii unor buletine demsurtori i a unor diagrame de erori ale pieselor prelucrate n SFP sau pe maini CNCseparate. Aceste date de control al pieselor sunt preluate de ctre DNC n vederea forrii unorparametrii programabili pentru revenirea automat n cmpul de toleran, n caz de depire.
Piesele din cadrul SFP sunt aduse prin sondaj la CMM, de ctre mijlocul automat detransport al SFP sau CIM, iar aici are loc explorarea n regim CNC cu ajutorul tasterelorReninshaw, cuplate la calculatorul mainii de msurat n coordonate
-
228
n figura 3.105 se prezint schematic o astfel de main, aflat n dotarea STIMIN-Oradea, dar de fabricaie chinez. Exist deja muli productori pe plan mondial de astfel demaini, care sunt necesare n condiiile unei producii la care se impune asigurarea calitiidup norme ISO.
Fig. 3.105. Main de msurat n coordonate
Specific acestor maini este faptul c au piesele din structura de baz executate dingranit (avnd proprieti de stabilitate termic deosebite), ghidajele sunt cu sustentaieaerostatic (buzunare ale sustentaiei aerostatice cu aer comprimat), mecanismele de avanspermit poziionri precise pe cele 3 axe de coordonate ortogonale. Axele de coordonate sunt:X deplasare longitudinal portal, Y deplasare transversal sanie, Z deplasare verticalculis port-palpator. Deplasrile sunt controlate cu traductoare liniare de ax de tip rigl-cursor de la Heidenhain din clasa de precizie ridicat i cu o liniarizare adecvat a diagrameide erori prin soft, astfel ca s se asigure o precizie de poziionare submicronic (+/- 0,5microni). Tasterul de msur are micri 3D, iar la contactul cu piesa din orice direcie d unsemnal de tip impuls la CNC pentru memorarea strilor traductorilor pe cele 3 axe. Prinprogramul tehnologic CNC de explorare se valorific selectiv aceste valori memorate princalcule parametrice, care duc la stabilirea cotei piesei, i stocarea acesteia la calculatorulierarhic al mainii. Mainile de msurat n coordonate lucreaz n ncperi termostate.
Maini de rectificat
Dintre mainile de rectificat utilizate la prelucrarea pieselor prismatice se amintescmainile de rectificat longitudinal i cele de rectificat transversal.
n figura 3.106 este prezentat schematic maina de rectificat plan transversal. Aceastmain are ca particularitate batiul transversal, pe care se deplaseaz masa de lucru a mainiicu avansul St, iar capul port-piatr are micrile dup direciile de avans St i Sv. Avansurilelongitudinal i transversal au valori pe tot domeniul, de la minim la maxim, valori continuesau intermitente, inclusiv avans de ptrundere. Avansul vertical are valori de ptrundereprecum i apropiere i retragere rapid.
Un accesoriu important este braul basculant cu cap rectificat frontal orientabil. Acestapermite realizarea din aceeai prindere a piesei a suprafeelor laterale, frontale, precum i aieirilor pe toate laturile.
-
229
Fig. 3.106. Maina de rectificat plan transversal
Fig. 3.108 . Maina de rectificat longitudinal pentru ghidaje
n figura 3.108 este prezentat maina de rectificat longitudinal pentru ghidaje, avnd2 uniti de lucru: ca cap de rectificat cu piatr periferic, amplasat n partea stng a mesei; cap de rectificat universal nclinabil, amplasat n partea dreapt a mesei.
O problem special este diamantarea, sau corecia pietrei cu vrf de diamant. Acest lucruse realizeaz cu dispozitivul de diamantare la capul periferic, care este amplasat deasuprapietrei periferice i este acionat hidraulic. n cazul capului universal diamantarea serealizeaz cu avansul propriu al capului fa de diamantul fixat pe masa mainii. Dup
-
230
diamantare are loc reinstalarea pietrei fa de piesa cu valoarea de poziionare egal cuadaosul de diamantare (compensarea adaosului de diamantare).
Aceste maini de rectificat longitudinal se preteaz pentru automatizare prin echiparecu CNC. Firma Waldrich Coburg execut astfel de maini pe nivelele MUCN i CP (centru deprelucrare cu schimbarea automat a pietrei ATC i respectiv a piesei de prelucrat -AWPC).
Aceste maini au ghidaje din tipul de rostogolire cu tanchei cu role multicircuit,acionri de avans pe axele liniare cu servomotoare de avans i uruburi cu bile, traductori deax de tip rigl-cursor. Precizia de poziionare realizabil este micronic, mai bun dect lamaina conveional, diamantarea este automat prin CNC, iar compensarea adaosului esteautomat prin program CNC.
Complexul CIM din Schweinfurt pentru producerea riglelor de ghidare multicircuitfolosete astfel de centre de prelucrare prin rectificare ca module SFP, cu alimentare automatcu piese (AWPC) i schimbarea automat a pietrei (ATC) cu ajutorul unor roboi portali n locde poduri rulante, iar circulaia pieselor i sculelor n SFP se face cu robocare conduse prin firinductiv de pardoseal.