06_Bazele Prelucrarilor Mecanice
151
Adriana FOTA BAZELE PRELUCRĂRILOR MECANICE 2013 REPROGRAFIA UNIVERTSITĂŢII TRANSILVANIA DIN BRAŞOV
-
Upload
tom-anderson -
Category
Documents
-
view
65 -
download
1
description
CURS
Transcript of 06_Bazele Prelucrarilor Mecanice
-
Adriana FOTA
BAZELE PRELUCRRILOR
MECANICE
2013 REPROGRAFIA UNIVERTSITII TRANSILVANIA DIN BRAOV
userRectangle -
1
Bazele prelucrrilor mecanice
Cuprins Introducere..2 M1. Fenomene care nsoesc procesul de achiere.5 M1.U1. Geometria sculelor achietoare..6 M1.U2. Formarea achiilor i tasarea.......15 M1.U3. Forele de achiere...26 M1.U4. Fenomene termice la achiere..40 M1.U5. Uzura i durabilitatea sculelor achietoare..44 M2. Procedee de prelucrare prin achiere....56 M2.U1. Rabotarea i mortezarea.......58 M2.U2. Broarea...66 M2.U3. Strunjirea.................................................80 M2.U4. Frezarea.......98 M2.U5. Burghierea, adncirea, alezarea.....110 M2.U6. Rectificarea....118 M2.U7. Prelucrarea filetelor...133 Tem de control..147 Rezumat..147 Bibliografie.148
-
2
Introducere
Tehnica modern acord astzi, o tot mai mare atenie prelucrrii metalelor prin achiere, ca metod general, care permite s se obin piese de mare complexitate, cu precizie i calitate a suprafeei ridicate. Importana acestui domeniu, al prelucrrilor mecanice, deriv i din faptul c, n firmele constructoare de maini i aparate, aceste prelucrri reprezint 60 75 % din totalul manoperei pe produs.
n prezent, se pune un accent deosebit pe aspectele legate de bazele teoretice ale prelucrrilor prin achiere, avnd n vedere necesitatea optimizrii proceselor de achiere, n condiiile ngreunrii permanente a condiiilor de lucru, prin intensificarea regimurilor de achiere i introducerii pe sacr larg a materialelor nalt aliate, greu prelucrabile, precum i obinerea calitii i preciziei cerute.
Achierea metalelor, constnd n ndeprtarea unor straturi de material dintr-un semifabricat, straturi transformate n achii, se realizeaz pe maini-unelte, folosindu-se scule dispozitive i lichide de rcire. Sculele folosite la achiere au geometrii definite prin mai muli parametri, ce pot lua valori ntre anumite limite. Dispozitivele utilizate pot influena precizia, productivitatea i costul prelucrrii, n funcie de schema cinematic adoptat, de precizia pieselor componente, etc. Maina-unealt influeneaz procesul de achiere prin gama de turaii i avansuri, prin momentele i forele admisibile, prin rigiditatea diferitelor ansambluri, prin precizia micrilor, etc. Lichidul de achiere are influen direct asupra frecrii din zona de achiere, asupra evalurii cldurii, asupra depunerilor de ti, etc. Dimensiunile, forma, toleranele, uniformitatea structurii i alte date ale semifabricatului influeneaz, de asemenea, procesul de achiere.
Prelucrrile prin achiere pot fi realizate prin diferite metode i procedee, deosebite prin tipul sculei i al mainii utilizate, prin felul micrilor relative dintre scul i pies, prin schema de achiere i regimul de lucru utilizat. Fr o bun cunoatere a acestora, a legilor de baz ale acherii nu se pot desfura activitile de proiectare a proceselor tehnologice, de prelucrare pe mainile-unelte.
Obiectivele cursului Cursul intitulat Bazele Prelucrrilor Mecanice are ca scop prezentarea diferitelor procedee i metode de prelucrri prin achiere, precum i a proceselor de achiere - a fenomenelor prin care se produce detaarea achieie i formarea
-
3
suprafeelor prelucrate. Obiectivul principal const n formarea unei concepii sistemice asupra proceselor i procedeelor de prelucrare mecanic. La sfritul acestui curs, studenii vor fi capabili s:
descrie i explice principiile de prelucrare caracteristice diverselor procedee de achiere.
cunoasc domeniul de utilizare i a performanele prelucrrii prin diverse procedee de prelucrare.
prezinte particularitilor geometrice ale sculelor frecvent utilizate la fiecare procedeu de prelucrare.
dezvolte abiliti privind calculul regimului de achiere, a forelor i puterii necesare pentru principalele procedee de achiere
dezvolte abiliti n stabilirea normei tehnice de timp pentru principalele procedee de prelucrare.
dezvolte capaciti de proiectare, realizare i evaluare a proceselor de prelucrri mecanice
cunoasc metodele moderne de plrelucrare mecanic i aplicarea acestora n producie.
Cerine preliminare Sunt necesare cunotine dobndite n domeniile fundamentale: mecanic, rezistena materialelor, mecanisme, organe de maini, tolerane i control dimensional, desen tehnic, etc.
Mijloace de lucru Aplicaiile practice dezvoltate pe parcursul unitilor de nvare aferente celor dou module se vor efectua n Laboratorul de Maini Unelte existent.
Structura cursului Cursul intitulat Bazele Prelucrrilor Mecanice este structurat n dou module, astfel: primul modul cuprinde cinci uniti de nvare - fiind destinat studierii fenomenelor ce nsoesc procesele de achiere, iar al doilea modul cuprinde apte uniti de nvare i este destinat prezentrii principalelor procedee de prelucrare mecanic utilizate n construcia de maini. Materialul de curs conine att seciuni teoretice, ct i numeroase aspecte practice exemple i exerciii rezolvate care pot ajuta studenii n activitatea profesional. La rndul su, fiecare unitate de nvare cuprinde: obiective, aspecte teoretice privind tematica unitii de nvare respective, exemple, aplicaii practice, teste de autoevaluare precum i probleme propuse spre discuie i rezolvare. De asemenea, la sfritul fiecrei uniti de
-
4
nvare se regsete un rezumat, care prezint cele mai importante aspecte analizate n cadrul acesteia. La sfritul cursului este indicat o tem de control, rezolvarea acesteia fiind obligatorie.
Durata medie de studiu individual Parcurgerea de ctre studeni a unitilor de nvare ale cursului de Bazele Prelucrrilor Mecanice, att aspectele teoretice ct i rezolvarea testelor de autoevaluare, rezolvarea problemelor propuse se pot face n 2-3 ore pentru fiecare unitate.
Evaluarea La sfritul semestrului, fiecare student va primi o not, care va cuprinde: un test de evaluare, ce va conine ntrebri teoretice din materia prezentat n cadrul acestui material, test ce va deine o pondere de 60% n nota final i notele aferente aplicaiilor practice i temei de control, realizate pe parcursul semestrului, care vor deine o pondere de 20% fiecare.
-
5
Modulul 1. Fenomene care nsoesc procesul de achiere
Cuprins Introducere...5 Obiectivele modului.5 U1. Geometria sculelor achietoare.6 U2. Formarea achiilor i tasarea...15 U3. Fora de achiere.25 U4. Fenomene termice la achiere.39 U5. Uzura i durabilitatea sculelor achietoare.43
Introducere Prelucrrile prin achiere sunt cele nsoite de fenomenul mdeprtrii de
achii. Ansamblul fenomenelor prin care se produce detaarea achiei i formarea suprafeelor prelucrate se numete proces de achiere.
Prezentul modul trateaz problemele privind bazele fizice ale achierii, fenomenele ce nsoesc procesul de achiere: trecerea stratului achiat n achie, schimbarea formei i dimensiunilor achiei n timpul achierii, geometria sculelor achietoare, fenomenele termice care apar la achiere prin transformarea lucrului mecanic de achiere n cldur, cunoaterea forei de achiere necesare detarii achiilor, variaia n timp a uzurii sculelor factorii care influenaz intensitatea uzurii i durabilitatea efectiv, etc.
Obiectivele modulului Prezentarea particularitilor geometrice ale sculelor, prin exemplificarea pe
diferite cuite de strung i alte scule; Identificarea tipului de achii, descrierea caracteristicilor acestora, a condiiilor
obinerii lor, a materialelor din care provin; Explicarea fenomenului de tasare a achiei, determinarea coeficienilor de
tasare i explicarea modul de variaie a acestora n funcie de variaia parametrilor regimului de achier;
Calculul i msurarea forei de achiere, descrierea modului de variaie a acesteia n funcie de parametrii regimului de achiere;
Descrierea fenomenelor termice ce apar la achiere i msurarea temperaturii n zona de achiere;
Explicarea fenomenului deuzur, descrierea tipurilor de uzur, msurarea uzurii i durabilitii sculelor achietoare
-
6
Unitatea de nvare M1.U1. Geometria sculelor achietoare
Cuprins M1.U1.1. Introducere..6 M1.U1.2. Obiectivele unitii de nvare...6 M1.U1.3. Noiuni teoretice. Parametrii sculelor achietoare..........7 M1.U1.4. Rezumat.13 M1.U1.5. Test de evaluare a cunotinelor14 M1. U1.6 Bibliografie14
M1.U1.1. Introducere Procesul de achiere al metalelor const n detaarea unor straturi de metal sub form de achii, cu ajutorul unei scule, a crui parte activ are o duritate superioar duritii materialului prelucrat. Deoarece procedeele de prelucrare prin achiere sunt foarte variate, vor rezulta pentru acestea i scule cu construcii diferite, ale cror tiuri au ns o geometrie bazat pe elemente comune. Avnd n vedere c n partea achietoare a oricrei scule achietoare se pot recunoate elementele caracteristice ale cuitului de strung, n prezenta unitate de nvare se vor defini i exemplifica parametrii acestor scule.
M1.U1.2. Obiectivele unitii de nvare Definirea parametrilor prii achietoare a unei scule n sistemele de referin
constructiv, de poziie i funcional. n lucrare se urmrete particularizarea acestor parametrii pentru diverse
tipuri de scule, precum i evidenierea diferenei ntre unghiurile constructive i cinematice n anumite cazuri practice de prelucrare.
Durata medie de parcurgere a primei uniti de nvare este de 2 ore.
-
7
M1.U1.3. Noiuni teoretice. Parametrii sculelor achietoare Partea activ a oricrei scule achietoare este aceea care particip n mod direct la
detaarea achiei, la formarea suprafeei prelucrate, la degajarea, dirijarea i evacuarea achiei i, n unele cazuri, la ghidarea sculei n procesul de lucru. Ea este format din unul sau mai multe tiuri i suprafee, precum i dintr-o serie de elemente care servesc la degajarea achiei (praguri, canale, etc.) i la ghidarea sculei (de exemplu, faetele de ghidare ale burghielor, adncitoarelor, etc.).
Avnd n vedere c n partea achietoare a oricrei scule achietoare se pot recunoate elementele caracteristice ale cuitului de strung, n prezenta unitate de nvare se vor defini i exemplifica parametrii acestor scule.
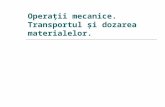
Tiul este elementul principal al prii active, cu rol de detaare a achiei i de generare a suprafeei prelucrate (fig. M1.1.1). n funcie de rolul pe care l au n procesul de achiere se deosebesc: tiul principal are rolul de a desprinde stratul de achie i se gsete n partea n
care se produce avansul de generare; tiul secundar are rolul de a fdesprinde achia pe latura ei dinspre suprafaa
prelucrat i de a netezi asperitile pe acesat suprafa. faa de degajare este suprafaa pe care se exercit apsarea de achiere i pe care se
degaj achiile rezultate n urma aciunii tiului asupra materialului prelucrat; faa de aezare este suprafaa orientat ctre piesa prelucrat. linia de intersecie a celor dou fee componente ale tiului se numete muchia
tiului i poate fi o dreapt sau o curb plan sau n spaiu. vrful sculei este punctul rezultat din intersecia muchiei tiului principal cu muchia
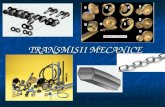
tiului secundar. pe feele sculei se pot practica i faete (fig, M1.1.2)
Exemplu. Elementele active ale muchiei achietoare
Fig. M1.1.1
-
8
Exemplu. Faete pe feele sculei
Fig. M1.1.2
Forma i orientarea n spaiu a muchiei i a celor dou fee active ale tiului, pot fi definite prin unghiurile pe care aceste elemente le formeaz cu anumite direcii sau planuri ale unui sistem de referin oarecare.
1. Unghiurile constructive ale sculei Pentru definirea unghiurilor constructive este necesar s se ataeze sculei un sistem de
referin rectangular XYZ la care, pentru o poziionare normal a sculei n raport cu piesa, axa Z coincide cu direcia vitezei micrii principale de achiere. Axa X este dirijat de obicei dup direcia micrii de avans, iar axa Y este astfel orientat nct s formeze cu primele dou un sistem triortogonal drept, orientat pozitiv.
n acest sistem se definesc, conform exmplului din figura M1.1.3: planul de baz constructiv PB, care este perpendicular pe viteza micrii principale de
achiere i deci conine axele X i Y ale sistemului de referin constructiv; planul muchiei achietoare principale PMP, care este tangent la muchia principal i
conine viteza principal de achiere; planul de msurare PM, care conine viteza principal de achiere i este perpendicular
pe proiecia muchiei achietoare n planul de baz constructiv; planul normal PN, care este perpendicular pe muchia principal de achiere.
Exemplu
Fig. M1.1.3
-
9
Cu ajutorul acestor plane unghiurile constructive ale sculei se definesc dup cum urmeaz, conform exemplului din fig. M1.1.4:
unghiul de degajare este diedrul cuprins ntre faa de degajare (sau planul tangent la aceasta) i planul de baz constructiv;
unghiul de aezare este diedrul cuprins ntre faa de aezare (sau planul tangent la aceasta) i planul muchiei principale;
unghiul de ascuire este diedrul dintre planul tangent la faa de degajare i planul tangent la faa de aezare;
Exemplu. Unghiurile constructive ale sculei
Fig. M1.1.4
-
10
Aceste unghiuri se determin n planul de msurare PM. Msurile lor mai pot fi exprimate i n planul normal PN (n, n, n) sau n planele secante principale PX (X, X, X) i PY (Y, Y, Y). ntre aceste unghiuri exist relaia:
.90
90etcnnn =++
=++
(1.1.1)
n afar de acestea se mai definesc:
unghiul de atac secundar 1, format ntre axa X i proiecia muchiei principale pe planul de baz constructiv;
unghiul de vrf , format ntre proieciile muchiilor principal i secundar pe planul de baz constructiv;
unghiul de nclinare a muchiei principale , format ntre muchia tiului principal i planul de baz constructiv. Convenia de semn pentru unghiul este prezentat n figura M.1.1.5, i anume: este
zero cnd muchia principal este cuprins n planul de baz constructiv, pozitiv cnd vrful sculei este punctul cel mai nalt al muchiei i negativ cnd vrful este punctul cel mai cobort al muchiei.
Exemplu. Semnul unghiului de nclinare ()
Fig. M1.1.5 ntre unghiurile de atac i cel de vrf exist relaia: + 1 + = 180 (1.1.2)
Pentru cazurile = 0 rezult: nnn === ;; . (1.1.3)
-
11
Exemplu. Elementele constructive ale unui burghiu
Fig. M1.1.6
2. Unghiurile de poziie Unghiurile de poziie sunt cele pe care le primete scula montat n dispozitivul port-
scul din structura sistemului tehnologic pe care se face prelucrarea. Aceste unghiuri se msoar n raport cu un sistem de referin ataat mainii-unelte ale crui axe coincid cu direciile micrilor de achiere.
n cazul n care scula achietoare se fixeaz n maina-unealt astfel nct axele sistemului de referin constructiv sunt paralele i de acelai sens cu axele sistemului de referin al mainii-unelte (sau coincid cu acestea) unghiurile de poziie sunt egale cu cele constructive.
Dac ns din raiuni de ordin tehnologic fixarea sculei se face astfel nct cele dou sisteme de referin s nu coincid, atunci unghiurile de poziie vor diferi de cel constructive.
Un astfel de caz este prezentat n figura M1.1.7, unde rezult legtura dintre cele dou serii de unghiuri:
=
=
p
p (1.1.4)
unde: .arcsin Rh=
Poziia diferit a axei sculei n raport cu perpendiculara la axa piesei modific
unghiurile de atac, de poziie fa de cele constructive:
=
=
11 p
p (1.1.5)
-
12
Exemplu. Unghiurile de poziie
Fig. M1.1.7
3. Unghiurile funcionale (cinematice) Unghiurile funcionale ale sculei sunt acelea cu care scula lucreaz efectiv n procesul
de achiere. Ele se definesc n raport cu sistemul de referin cinematic, la care axa Zcin se afl pe direcia vitezei efective de achiere.
n acest sistem de referin se definesc: planul de achiere Pasch., care este tangent la muchia principal i conine viteza
efectiv de achiere; planul de baz cinematic PB cin, care este perpemdicular pe planul de achiere i pe
viteza efectiv; planul de msurare cinematic PM cin, care este perpendicular pe planul de baz
funcional i pe planul muchiei achietoare. Unghiurile cinematice ale sculei (fig. M1.1.8) se definesc astfel:
unghiul de degajare cinematic cin (funcional) este format ntre planul de baz cinematic i faa de degajare (sau planul tangent la acesta);
unghiul de aezare cinematic cin este format ntre planul de achiere i faa de aezare;
unghiul de nclinare cin este format ntre planul de baz cinematic i muchia principal de achiere;
unghiul de atac cin i 1 cin se msoar ntre direcia de avans i proiecia muchiilor tiului principal i respectiv secundar pe planul de baz cinematic. n exemplul din figura M1.1.8, este prezentat situaia unei strunjiri cu avans radial:
Mcin
Mcin
+==
(1.1.6)
n care: M
M Dsarctg
=
,
unde: s este avansul, n mm / rot; DM diametrul punctului considerat de pe pies, n mm.
-
13
Exemplu. Unghiurile cinematice
Fig. M1.1.8
Desfurarea lucrrii Se vor identifica i msura unghiurile constructive definite mai sus pentru
un exemplar de cuit de strung. De asemenea, se vor identifica unghiurile constructive pentru o bro, o
frez, un burghiu, etc. Pentru cazul unei retezri prin strunjire a unui semifabricat cu 100,
realizat cu un cuit avnd = 10 i = 15, folosind sr = 0,12 mm / rot, s se determine unghiurile cinematice la nceputul prelucrrii i n momentul ajungerii la 5.
Observaii i concluzii: Se va observa cum evolueaz unghiurile cinematice la strunjirea cu avans
longitudinal, transversal, la frezare, etc. De asemenea se va evidenia msura n care difer unghiurile cinematice
de cele constructive n diferite situaii concrete de achiere. Se vor trage concluzii privind importana cunoaterii unghiurilor de
poziie i cinematice.
S ne reamintim...
Pentru definirea unghiurilor constructive este necesar s se ataeze sculei un sistem de referin rectangular XYZ la care, pentru o poziionare normal a sculei n raport cu piesa, axa Z coincide cu direcia vitezei micrii principale de achiere. Axa X este dirijat de obicei dup direcia micrii de avans, iar axa Y este astfel orientat nct s formeze cu primele dou un sistem triortogonal drept, orientat pozitiv.
Unghiurile de poziie sunt cele pe care le primete scula montat n dispozitivul port-scul din structura sistemului tehnologic pe care se face
-
14
prelucrarea. Aceste unghiuri se msoar n raport cu un sistem de referin ataat mainii-unelte ale crui axe coincid cu direciile micrilor de achiere.
Unghiurile funcionale ale sculei sunt acelea cu care scula lucreaz efectiv n procesul de achiere. Ele se definesc n raport cu sistemul de referin cinematic, la care axa Zcin se afl pe direcia vitezei efective de achiere.
M1.U1.6. Rezumat Tiul este elementul principal al prii active, cu rol de detaare a achiei i
de generare a suprafeei prelucrate. n funcie de rolul pe care l au n procesul de achiere se deosebesc: tiul principal , tiul secundar, faa de degajare, faa de aezare, muchia tiului i vrful sculei.
Forma i orientarea n spaiu a muchiei i a celor dou fee active ale tiului, pot fi definite prin unghiurile pe care aceste elemente le formeaz cu anumite direcii sau planuri ale unui sistem de referin oarecare.
n sistemul de referin constructiv se definesc: planul de baz constructiv, planul muchiei achietoare principale, planul de msurare i planul normal.
Dup sistemul de referin n raport cu care sunt definite se pot deosebi: unghiuri, constructive (geometrice), unghiuri de poziie, unghiuri cinematice (funcionale).
M1.U1.7. Test de evaluare a cunotinelor 1. Prezentai elementele active ale muchiei achietoare. 2. Definii sistemul de referin constructiv. 3. Definii i exemplificai unghiurile constructive ale sculei. 4. Definii i exemplificai unghiurile de poziie. 5. Definii i exemplificai unghiurile de cinematice.
M2.U1.8. Bibliografie 1. Ciocrdia, C., Ungureanu, I., Bazele cercetrii experimentale n tehnologia
construciilor de maini, Bucureti, Editura Didactic i Pedagogic, 1979. 2. Deliu, M., Fota, A., Chivu, C., Bazele prelucrrilor mecanice, Editura
Universitii Transilvania din Braov, 2002. 3. Deliu, M., Fiabilitatea sculelor achietoare, Braov, Editura Universitii
Transilvania, 2002. 4. Pico, C-tin, Calculul adaosurilor de prelucrare i al regimurilor de
achiere, Bucureti, Editura Tehnic, 1974. 5. Vlase, A., .a., Regimuri de achiere, adaosuri de prelucrare i norme
tehnice de timp, Bucureti, Editura Tehnic, 1983.
-
15
Unitatea de nvare M1.U2. Formarea achiilor i tasarea
Cuprins M1.U2.1. Introducere15
M1.U2.2. Obiectivele unitii de nvare.15
M1.U2.3. Formarea achiei process de deformare plastic16 M1.U2.4. Tasarea achiei..20
M1.U2.5 Rezumat..24
M1.U2.6. Test de evaluare a cunotinelor25
M1.U2.7. Bibliografie25
M1.U2.1. Introducere Procesul fizic care are loc n timpul detarii stratului de achiere i al
transformrii lui n achie, este un proces complex, datorat aciunii simultane a
forelor exterioare i tensiunilor interne, a forelor de frecare exterioar i
interioar, a cmpului termic, .a. Pentru nelegerea procesului de formare a
achiilor se recurge la cazul simplificat al achierii ortogonale.
Astfel n lucrare, n prima parte, se prezint unele concluzii ale cercetrilor
experimentale privind formarea achiei, metodele utilizate n scopul studierii
acestui proces, precum i caracteristicile tipurilor de achii rezultate la prelucrarea
metalelor.
n partea a doua, se pune n eviden fenomenul tasrii i se urmrete
modul de variaie a coeficienilor de tasare n funcie de viteza de achiere i de
avans.
M1.U2.2. Obiectivele unitii de nvare Explicarea fenomenelor care apar n procesul de formarea a achiilor; Identificarea anumitor tipuri de achii, a caracteristicilor acestora i a
condiiilor de lucru n care au fost obinute, n urma cercetrii
experimentale;
Explicarea fenomenului tasrii achiei i determinarea coeficieniloe de tasare, n funcie de parametrii regimului de achiere.
Durata medie de parcurgere a acestei uniti de nvare este de 2 ore.
-
16
M1.U2.3. Formarea achiei proces de deformare plastic Procesul fizic care are loc n timpul detarii stratului de achiere i al transformrii lui
n achie, este un proces complex, datorat aciunii simultane a forelor exterioare i tensiunilor
interne, a forelor de frecare exterioar i interioar, a cmpului termic, .a.
Pentru nelegerea procesului de formare a achiilor se recurge la cazul simplificat al
achierii ortogonale.
Exemplu. n practic, procesul de achiere ortogonal poate fi ntlnit la rabotare, la
strunjirea unui disc cu cuit lat, la strunjirea frontal a unei evi (fig.M1.2.1,a,b,c).
Fig. M1.2.1
Cercetrile efectuate, au permis formularea anumitor ipoteze privind formarea achiei.
Sub aciunea forei de achiere, faa de degajare a sculei vine n contact cu stratul de
material, n care apar tensiuni interne, la nceput de valoare mic, provocnd doar deformaii
elastice, apoi tot mai mari, ducnd la apariia deformaiilor remanente. ntruct cercetrile
experimentale au dovedit c limea achiei i limea stratului de achiere din care provine
sunt practic egale, se consider c n zona de achiere exist o stare plan de tensiuni.
Prima schem, mult simplificat, a procesului de ndeprtare a achiilor, a fost
realizat de ctre Time (fig. M1.2.2 ).
Conform acestei scheme trecerea stratului de metal n achie se datoreaz alunecrilor
care se produc dup planul de forfecare OA nclinat fa de planul de achiere cu ungiul .
Cercetrile ulterioare ale rdcinii achiei efectuate cu microscopul metalografic i
prin msurarea microduritii, au pus n eviden existena, n zona de achiere a unei familii
de linii de alunecare, care sunt de fapt liniile care unesc punctele de tensiuni tangeniale
maxime (fig. M1.2.3).
-
17
Exemplu.
Fig. M1.2.2
Exemplu.
Fig. M1.2.3
Unirea punctelor cu aceeai duritate, din rdcina achiei, a permis materializarea
acestor linii de alunecare (fig.M1.2.4 ).
Exemplu.
Fig. M1.2.4
Zona OLM numit zona deformaiilor iniiale are dimensiuni comparabile cu grosimea
stratului de achiere numai n anumite condiii de lucru. n majoritatea situaiilor practice
limitele OL i OM sunt foarte apropiate astfel nct zona deformaiilor iniiale se reduce la un
strat de grosime infinit mic. Acesta, pentru simplificarea mecanismului formrii achiilor se
poate nlocui cu un plan unic nclinat cu unghiul (fig. M1.2.5), n lungul cruia are loc
alunecarea elementelor stratului de achiere.
Deci, transformarea stratului de achiere n achie se realizeaz prin alunecarea
succesiv a elementelor stratului de achiere de-a lungul planului nclinat cu unghiul fa de
-
18
direcia vitezei de achiere, atunci cnd efortul unitar depete limita de curgere a
materialului prelucrat. Se formeaz n acest fel , o achie continu sub form de band care se
deplaseaz pe faa de degajare a sculei.
Exemplu.
Fig. M1.2.5
Tipuri de achii
n funcie de condiiile de achiere, de natura materialului prelucrat, de mrimea
unghiului de degajare, de valorile parametrilor regimului de achiere utilizat, etc., se obin
mari diversiti de achii, care pot fi integrate ntr-unul din urmtoarele tipuri caracteristice:
a. Achii de curgere (fig. M1.2.6, a ) - obinute la prelucrarea materialelor tenace, cu structur uniform i capacitate mare de deformare. Aceste achii se produc dup mecanismul
descris mai sus i pentru obinerea lor este necesar ca grosimea de achiere s fie mic sau
mijlocie, iar viteza de achiere i unghiul de degajare s aib valori mari.
b. Achii lamelare (fig.M1.2.6, b) - formate la achierea materialelor semitenace, sau a celor tenace cu structur neuniform i lucrnd cu grosimi de achiere mai mari dect n cazul
achiilor de curgere. Dup epuizarea capacitii de deformare prin alunecri n lungul planului
nclinat cu unghiul 1 are loc o forfecare incipient, dar elementul de achiere nu se desprinde
total de urmtorul, ci rmne legat de acesta, ns deplasat cu o treapt.
c. Achii de forfecare (fig.M1.2.6, c) - sunt formate din elemente desprite complet n planul de forfecare, dar sudate din nou, datorit comprimrii puternice din zona de achiere.
Forfecarea are loc dup ce capacitatea de deformare plastic a fost epuizat prin alunecare.
Astfel de achii se obin la materiale casante, n cazul n care deformarea provoac ecruisri n
structura deformat. Se pot obine i la materialele tenace, dac se lucreaz cu viteze de
achiere reduse i grosimi mari de achiere.
d. Achii de rupere (fig.M1.2.6, d) - se formeaz la prelucrarea materialelor casante (font, alam, etc.), care au structura neuniform sau au incluziuni, precum i la prelucrarea
materialelor tenace dac se lucreaz cu unghiuri de degajare i viteze de achiere mici. n
acest caz nu au loc alunecri, achiile despicndu-se iniial ntr-o direcie oarecare aproape
paralel cu micarea de achiere, apoi fragmentele desprizndu-se complet, printr-o rupere
fragil pe o direcie brusc deviat spre exterior.
-
19
n diferite cazuri de achiere, n funcie de condiiile de prelucrare, pot apare pe lng
aceste tipuri caracteristice de achii i altele, intermediare.
Exemplu.
a. b.
c. d.
Fig. M1.2.6
Desfurarea lucrrii: Pentru a evidenia deformrile plastice care au loc n zona de achiere se
pot utiliza urmtoarele procedee:
studiul rdcinii achiei la microscop; observarea lateral.
Studiul microstructurii n zona de achiere, se realizeaz pe o epruvet
recoltat prin strunjire cu ajutorul cuitului cztor (fig.M1.2.7) sau prin rabotare
cu ajutorul unui dispozitiv-menghin.
Fig. M1.2.7
Procesul de achiere se oprete instantaneu, astfel ca achia s rmn
prins pe pies, putndu-se studia mpreun cu rdcina ei.
n timpul strunjirii se ndeprteaz opritorul 1 pe care se sprijin cuitul 2
i astfel, sub aciunea forei Fz acesta se deplaseaz n jos, rotindu-se n jurul
articulaiei 3.
-
20
Proba recoltat se fixeaz pentru cercetare ntr-un tub metalic cu sulf
topit, apoi se lefuiete fin cu psl se atac cu nital, se terge cu alcool i se
studiaz la microscop.
Se vor prelucra pe strung cteva tipuri de materiale: tenace, semitenace,
casante, utiliznd cteva regimuri de achiere i se va studia aspectul achiilor
obinute.
S ne reamintim...
Transformarea stratului de achiere n achie se realizeaz prin alunecarea succesiv a elementelor stratului de achiere de-a lungul planului nclinat
cu unghiul fa de direcia vitezei de achiere, atunci cnd efortul unitar
depete limita de curgere a materialului prelucrat. Se formeaz n acest
fel o achie continu sub form de band care se deplaseaz pe faa de
degajare a sculei.
n funcie de condiiile de achiere, de natura materialului prelucrat, de mrimea unghiului de degajare, de valorile parametrilor regimului de
achiere utilizat, etc., se obin mari diversiti de achii, care pot fi
integrate ntr-unul din urmtoarele tipuri caracteristice: achii de curgere,
achii lamelare, achii de forfecare, achii de rupere.
M1.U2.4. Tasarea achiei Tasarea este un fenomen care nsoete formarea achiilor i se manifest prin
modificarea dimensiunilor stratului de achiere la trecerea sa n achie.
Stratul de achiere i achia detaat se caracterizeaz prin lungime, lime i grosime.
Dimensiunile achiei i ale stratului de achiere sunt prezentate n figura M1.2.8, n
care: l, b, a sunt dimensiunile iniiale ale stratului de achiere, iar l1, b1, a1 - dimensiunile
achiei detaate.
n practic, pentru limea i grosimea stratului de achiere, se folosesc noiunile de
adncime de achiere i avans (t, s).
Exemplu.
Fig. M1.2.8
-
21
ntre parametrii geometrici (b, a) i cei parametrii tehnologici (t, s) existnd relaii
bine determinate:
b =sin
t ; a = s sin (pentru 0)
b = cossin
t ; a =
cos
sina (pentru 0) (1.2.1)
Dac se msoar lungimea l1, grosimea a1 i limea b1 ale achiei detaate i se
compar cu dimensiunile stratului de achiere, se constat c dup achiere lungimea s-a
micorat, deci achia s-a contractat, iar grosimea i limea s-au mrit n urmtoarele
proporii:
1l
l lk = 1,5 6 ;
a
a1 = ak = 1,5 6 ;
b
b1 = bk = 1,0 1,2. (1.2.2)
Deci, n funcie de dimensiunile raportate se definesc:
coeficientul de contracie longitudinal kl , care este dat de raportul dintre lungimea drumului parcurs de scul pentru formarea achiei i lungimea real a achiei;
coeficientul de ngroare a achiei ka , dat de raportul dintre grosimea real a achiei i grosimea stratului din care a rezultat;
coeficientul de lire a achiei kb , dat de raportul dintre limea real a achiei i limea stratului de achiere.
Valorile acestor coeficieni sunt, n general, supraunitare i n funcie de materialul
prelucrat i de condiiile de achiere, variaz n limite foarte largi.
Datorit faptului c n procesul de achiere are loc o deformare fr schimbarea
volumului, se poate scrie:
V = l1 a1 b1 = l a b sau ba
ba 11 = 1l
l = lk (1.2.3)
n ipoteza confirmat practic: b b1 , se obine:
a
a1 = 1l
l sau ak = lk (1.2.4)
Importana practic a cunoaterii mrimii coeficientului de tasare, const n aceea c el
d indicaii asupra gradului de deformare care s-a produs n timpul achierii.
Influena parametrilor regimului de achier, a geometriei sculei este exemplificat n
figurile: M1.2.9, M1.2.10, M1.2.11, M1.2.12.
-
22
Exemplu. Legtura ntre coeficientul de tasare kl i deformarea specific la diferite unghiuri .
Fig. M1.2.9
Exemplu. Influena vitezei de achiere asupra coeficientului de tasare
Fig. M1.2.10
Exemplu. Influena vitezei i a unghiului de dagajare asupra coeficientului de kl
Fig. M1.2.11
-
23
Exemplu. Influena grosimii de achiere asupra coeficientului de tasare kl
Fig. M1.2.12
Desfurarea lucrrii Studiul coeficientului de tasare se face recoltnd achiile rezultate n
urma prelucrrii prin strunjire a unei bare din oel.
Bara se prinde n universal i se ncepe achierea pentru a se recolta
achiile, lucrndu-se n dou etape:
se utilizeaz cteva viteze de achiere diferite (de exemplu, folosind 5 - 6 turaii cuprinse n intervalul n = 24 360 rot/min), restul parametrilor
regimului de achiere (t, s) fiind constani.
se utilizeaz apoi cteva avansuri diferite (de exemplu, s = 0,1 0,6 mm/rot), restul parametrilor (t, n) meninndu-se constani.
Achiile recoltate la fiecare regim de achiere se strng separat. Din
fiecare prob de achii recoltate se aleg 2 - 3 buci, la care se msoar grosimea
achiei detaate (a1) utiliznd un micrometru. Valorile msurate (a1) se compar
cu valorile grosimii stratului de achiere (a), calculate cu relaia: a = s sin .
Prelucrarea rezultatelor Pentru fiecare prob de achii msurat se calculeaz coeficientul de
ngroare a achiei ka, cu relaia cunoscut: ka = a
a1 .
Pentru cele dou serii de msurtori, rezultatele se centralizeaz ntr-un
tabel, de tipul tabelul M1.2.1 i se traseaz curbele de variaie a coeficientului de
tasare n funcie de viteza de achiere i de avans: ka = f (v) i ka = f (s).
-
24
Tab. M1.2.1
I. ka = f (v) II. ka = f (s) t = ct [mm]
s = ct [mm/rot]
v
[m/min]
a
a1 ka=
a
a1 t = ct [mm]
n= ct [rot/min]
a a1 ka=
a
a1
n1=[rot/min] s1=[mm/rot]
n2 s2
n3 s3
n4 s4
n5 s5
S ne reamintim...
Tasarea este un fenomen care nsoete formarea achiilor i se manifest prin modificarea dimensiunilor stratului de achiere la trecerea sa n achie.
Stratul de achiere i achia detaat se caracterizeaz prin lungime, lime i grosime.
M1.U2.5. Rezumat n lucrare s-a realizat studiul fenomenului de formare a achiilor i a
fenomenului de tasare, fenomene ce nsoesc procesul de prelucrare prin
achiere.
Determinrile experimentale ce se vor efectua permit sesizarea zonei de deformaie de la rdcina achiei, a liniilor de alunecare i a planului de
forfecare. De asemenea, se pot formula observaii privind caracteristiciel
diverselor tipuri de achii obinute i a condiiilor de lucru.
Rezultatele experimentale obinute permit efectuarea unor observaii privind influena vitezei de achiere asupra coeficientului de tasare. Dac achiile se
recolteaz cu scule avnd unghiuri de degajare diferite, se poate evidenia i
influena acestora asupra coeficientului de tasare.
M1.U2.6. Test de evaluare a cunotinelor 1. Descriei procesul de formare a achiilor. 2. Exemplificai i prezentai caracteristicile tipurilor de achii. 3. Descriei fenomenul de tasare a achiilor. 4. Definii coeficienii de tasare.
-
25
M2.U2.7. Bibliografie 1. Ciocrdia, C., Ungureanu, I., Bazele cercetrii experimentale n tehnologia
construciilor de maini, Bucureti, Editura Didactic i Pedagogic, 1979.
2. Deliu, M., Fota, A., Chivu, C., Bazele prelucrrilor mecanice, Editura Universitii Transilvania din Braov, 2002.
3. Deliu, M., Fiabilitatea sculelor achietoare, Braov, Editura Universitii Transilvania, 2002.
4. Secar, Gh., Stroe, M, Roca, D. M., Bazele achierii metalelor. ndrumar de laborator, Universitatea din Braov, 1974.
5. Pico, C-tin, Calculul adaosurilor de prelucrare i al regimurilor de achiere, Bucureti, Editura Tehnic, 1974.
6. Vlase, A., .a., Regimuri de achiere, adaosuri de prelucrare i norme tehnice de timp, Bucureti, Editura Tehnic, 1983.
-
26
Unitatea de nvare M1.U3. Forele de achiere
Cuprins M1.U3.1. Introducere26
M1.U3.2. Obiectivele unitii de nvare.26
M1.U3.3. Componentele forei de achiere...................................27 M1.U3.4. Msurarea forelor de achiere..30
M1.U3.5. Rezumat.33
M1.U3.6. Test de evaluare a cunotinelor34
M1.U3.7. Bibliografie34
M1.U3.1. Introducere Cunoaterea forei care ia natere n procesul de achiere este important
pentru dimensionarea elementelor sistemului tehnologic pe care se realizeaz
prelucrarea i pentru stabilirea puterii necesare. n acest scop se folosesc relaii
exponeniale de determinare a componentelor forei de achiere n funcie de
parametrii regimului de lucru.
n lucrare se urmrete modul de variaie a componentei principale a forei
de achiere funcie de parametrii de regim i se prezint o metod de determinare a
constantei i exponenilor din relaia de calcul a acestei componente.
M1.U3.2. Obiectivele unitii de nvare identificarea componentelor forei de achiere i nelegerea importanei
acesteia, n dimensionarea sistemului tehnologic main-unealt-pies-
dispozitiv scul.
descrierea modului de variaie a componentei principale de achiere n funcie de adncimea de achiere i de avans;
enumerarea factorilor care influeneaz mrimea forei de achiere la strunjire i descrierea modului de influen a acestor factori;
descrierea procedeelor i a dispozitivului de msurare a componentei principale a forei de achiere
Durata medie de parcurgere a acestei uniti de nvare este de 2 ore.
-
27
M1.U3.3. Componentele forei de achiere Fora de achiere care solicit scula n timpul prelucrrii are o mrime i o direcie
oarecare. Pentru dimensionarea elementelor sistemului tehnologic nu acestea sunt importante,
ci componentele forei de achiere n sistemul de referin ataat mainii-unelte (exemplu,
figura M1.3.1).
Aceste componente sunt:
Fz componenta principal (sau tangenial), pe direcia vitezei principale de achiere; n funcie de aceasta se dimensioneaz puterea necesar desfurrii achierii i
elementele lanului cinematic principal;
Fx componenta axial, pe direcia avansului longitudinal; Fy componenta radial, perpendicular pe planul format de Fz i Fx.
Evident, ntre fora de achiere i componentele acesteia se pot scrie relaiile:
F = xF + yF + zF (1.3.1)
F = 222
zyx FFF (1.3.2)
Exemplu. Componentele forei de achiere
Fig. M1.3.1
n cazul general, componentele forei de achiere nu sunt egale ntre ele, cel mai
adesea Fz avnd modulul cel mai mare.
Aceste componente se calculeaz cu ajutorul unor relaii stabilite experimental, de
forma:
-
28
Fz = CzF
t zFx
s zFy
Fx = CxF
t xFx
s xFy
(1.3.3)
Fy = CyF
t yFx
s yFy
n care: CzF, C
xF, C
yF sunt coeficieni care in cont de caracteristicile materialului prelucrat; t
- adncimea de achiere; s - avansul; xzF, y
zF, x
xF, y
xF, x
yF, x
yF- exponeni care depind de
materialul prelucrat.
Factorii care influeneaz mrimea componentelor forei de achiere
1. Influena regimului de achiere
Aa cum se observ din relaiile 3.3.3, la creterea avansului i adncimii de achiere
componentele forei de achiere cresc. S-a constatat c influena adncimii de achiere este
mai mare dect cea a avansului, astfel c, n general, xzF
yzF.
Ca urmare, la aceeai seciune a stratului de achiere t s , dar la rapoarte t / s diferite,
se vor obine fore diferite. De aceea, pentru a micora componenta principal a forei de
achiere, pstrnd constant seciunea stratului de achiere (deci productivitatea), este util s
se micoreze adncimea de achiere i s se mreasc avansul.
Influena vitezei de achiere asupra componentei forei de achiere este mult mai puin
intens dect a celorlali factori de regim (motiv pentru care viteza nici nu apare n relaiile
3.3.3).
La creterea vitezei de achiere componentele forei de achiere scad uor, ca urmare a
mririi temperaturii n zona de achiere i deci a micorrii rezistenei opus la deformare de
materialul prelucrat, fig. M1.3.2
Exemplu.
Fig. M1.3.2
-
29
2. Influena parametrilor geometrici ai sculei
Dintre parametrii geometrici ai sculei cea mai important influen asupra
componentelor forei de achiere o are unghiul de degajare. La creterea acestuia
componentele forei de achiere scad, dar nu n aceeai msur. Viteza de variaie cea mai
mare o are componenta Fx, iar cea mai mic Fz (fig. M1.3.3).
Exemplu. Variaia componentei principale a forei de achiere n funcie de unghiul de atac ala sculei.
Fig. M1.3.3
Unghiul de atac principal influeneaz puternic raportul ntre componentele Fx i Fy,
deoarece dup cum se vede n figura M1.3.3:
Fx = FN sin (1.3.4)
Fy = FN cos
n care: FN este fora normal pe Fz i pe proiecia muchiei principale pe planul de baz
constructiv.
Exemplu. Influena unghiului de nclinare asupra forelor de achiere
Fig. M1.3.4
-
30
3. Influena materialului prelucrat i a materialului sculei
La creterea rezistenei la rupere i a duritii materialului prelucrat componentele
forei de achiere cresc, evident datorit faptului c materialul opune o rezisten mai mare la
deformare.
Materialul prii active a sculei influeneaz puin asupra forelor de achiere ntruct,
la aceeai netezime a suprafeelor active ale tiului, coeficienii de frecare la sculele din oel
rapid i carburi metalice sunt aproximativ egali.
4. Influena lichidelor de rcire-ungere
Achierea n prezena lichidelor de rcire-ungere se realizeaz cu fore mai mici dect
achierea uscat, ca urmare a micorrii coeficientului de frecare pe faa de degajare i de
aezare, dar i a coeficientului de frecare interioar (ntre elementele stratului de achiere).
S ne reamintim... Componente forei de achiere sunt: Fz componenta principal (sau
tangenial), pe direcia vitezei principale de achiere - n funcie de
aceasta se dimensioneaz puterea necesar desfurrii achierii i
elementele lanului cinematic principal; Fx componenta axial, pe direcia avansului longitudinal; Fy componenta radial, perpendicular
pe planul format de Fz i Fx. Factorii care influeneaz mrimea componentelor forei de achiere
sunt: regimul de achiere, parametrii geometrici ai sculei, materialul piesei prelucrate, materialul sculei, lichidele de rcire-ungere
M1.U3.4. Msurarea forelor de achiere Pentru a urmri variaia componentei principale a forei de achiere - Fz, n funcie de
adncimea de achiere i de avans, precum i pentru a determina exponenii i constanta din
relaia de calcul a acestei componente, se fac dou serii de msurtori, folosind dinamometrul
mecanic prezentat n figura M1.3.5.
-
31
Exemplu.
Fig. M1.3.5
Cuitul este fixat pe elementul elastic 1 (bar din oel) ncastrat n suportul 2. Sub
aciunea componentei principale a forei de achiere preluat de la cuit, bara sufer
deformaii proporionale cu fora, aceste deformaii amplificate prin prghia 3 fiind transmise
palpatorului comparatorului 4. Suportul 2 al dinamometrului se fixeaz pe sania port-cuit a
strungului n locul turelei.
Dinamometrul este nsoit de o diagram de etalonare care prezint corespondena
dintre deformaia nregistrat la comparator i fora care a provocat-o.
Pornind de la relaia (1.3.3), pentru cele dou serii de msurri (prima cu s = const. i t
const. i a doua cu t = const. i s const.) se obin funciile:
Fz = f ( t ) = C1 tzF
x
Fz = f ( s ) = C2 szF
y (1.3.5)
care prin logaritmare devin:
lg Fz = lg C1 + xzF
lg t (1.3.6)
lg Fz = lg C2 + yzF
lg s
Este evident c, reprezentate n coordonate logaritmice expresiile (1.3.6) sunt nite
drepte, ai cror coeficieni unghiulari sunt chiar exponenii cutai (fig. M1.3.5 i fig. M1.3.6).
-
32
Exemplu.
M1.3.6 M1.3.7
Cele dou serii de determinri experimentale furnizeaz perechi de valori ( lg t, lg Fz )
i (lg s, lg Fz) care reprezint coordonatele punctelor din diagramele reprezentate n fig.
M1.3.6 i respectiv fig. M1.3.7.
Pentru a trasa dreptele obinute cu relaia (1.3.6), pornind de la datele experimentale,
se folosete metoda celor mai mici ptrate, pe baza creia se obin (1.3.7):
xzF=
n
i
n
i
ii
n
i
n
i
n
i
zizi
ttn
FtFtnii
1
2
1
2
1 1 1
lglg
lglglglg
lg C1 = n
txFn
i
n
i
iFz zi1 1
lglg
(1.3.7)
yzF=
n
i
n
i
ii
n
i
n
i
n
i
zizi
ssn
FsFsnii
1
2
1
2
1 1 1
lglg
lglglglg
lg C2 = n
syFn
i
n
i
iFz zi1 1
lglg
n care, n este volumul eantionului, adic numrul perechilor ( lg t, lg Fz ) i respectiv ( lg s,
lg Fz ) determinate n cele dou serii de msurri.
-
33
Constanta CzFdin relaia (1.3.3) se poate determina pe baza valorii comune F
0za celor
dou iruri de date experimentale i anume:
CzF=
zFzFyx
z
st
F0 , (1.3.8)
n care, t0 i s0 sunt parametrii de regim identici pentru cele dou serii de msurri, iar xzFi
yzFexponenii determinai anterior.
Prelucrarea rezultatelor Datele experimentale necesare trasrii diagramelor lg Fz = f (lg t) i lg Fz = f (lg
s), precum i determinrii exponenilor xzF, y
zFi constantei C
zFse completeaz
n tabelul de mai jos:
Tab. M1. 3.1
s=s0=ct
[mm/rot]
n=n0=ct
[mm/rot]
ti ct
lg
ti
Sgeata
mm
Fiz
[daN]
lg
Fiz
t = t0 =ct
[mm]
n=n0=ct
[rot/min]
si ct
lg
si
Sgeata
mm
Fiz
[daN]
lg
Fiz
t1 = s1 =
t2 = s2 =
tn = sn =
S ne reamintim...
Pentru a urmri variaia componentei principale a forei de achiere - Fz, n funcie de adncimea de achiere i de avans, precum i pentru a determina
exponenii i constanta din relaia de calcul a acestei componente, se fac dou
serii de msurtori, folosind dinamometrul.
Pentru a trasa diagramele exponeniale, pornind de la datele experimentale, se folosete metoda celor mai mici ptrate
M1.U3.5. Rezumat Pornind de la relaiile uzuale de calcul ale componentelor forei de achiere
n cazul strunjirii, n lucrarea de fa se prezint o metod de determinare
experimental a exponenilor i constantelor cuprinse n aceste relaii. De
asemenea, se urmrete modul de variaie a forei principale de achiere n
funcie de parametrii regimului de achiere.
Determinarea experimental a forelor de achiere se poate realiza cu ajutorul
-
34
donamometrelor. Acestea pot fi construite pentru msurarea uneia, a dou sau
a celor trei componente ale forei de achiere, pentru msurarea momentului de
torsiune sau a energiei consumate la detaarea unui anumit volum de achie.
Se pot ntlni construcii de dinamometre cu prghii, cu elemente elastice,
hidraulice sau electrice.
M1.U3.6. Test de evaluare a cunotinelor 1. Precizai componentele forei de achiere la strunjire. 2. Enumerai factori care influeneaz mrimea forei de achiere i explicai
aceste influene.
3. Descriei principiul de lucru al aparatului pentru msurarea forelor de achiere.
M2.U3.7. Bibliografie 1. Ciocrdia, C., Ungureanu, I., Bazele cercetrii experimentale n tehnologia
construciilor de maini, Bucureti, Editura Didactic i Pedagogic, 1979.
2. Deliu, M., Fota, A., Chivu, C., Bazele prelucrrilor mecanice, Editura Universitii Transilvania din Braov, 2002.
3. Deliu, M., Fiabilitatea sculelor achietoare, Braov, Editura Universitii Transilvania, 2002.
4. Secar, Gh., Stroe, M, Roca, D. M., Bazele achierii metalelor. ndrumar de laborator, Universitatea din Braov, 1974.
5. Pico, C-tin, Calculul adaosurilor de prelucrare i al regimurilor de achiere, Bucureti, Editura Tehnic, 1974.
6. Vlase, A., .a., Regimuri de achiere, adaosuri de prelucrare i norme tehnice de timp, Bucureti, Editura Tehnic, 1983.
-
35
Unitatea de nvare M1.U4. Fenomene termice la achiere
Cuprins M1.U4.1. Introducere35
M1.U4.2. Obiectivele unitii de nvare.35
M1.U4.3. Bilanul termic la achierea metalelor...............36 M1.U4.4. Metode de msurare a temperaturii tiului..40
M1.U4.5. Test de evaluare a cunotinelor42
M1.U4.6. Rezumat43
M1.U4.7. Bibliografie43
M1.U4.1. Introducere Lucrul mecanic de achiere se transform aproape integral n cldur, o
foarte mic parte nmagazinndu-se n reeaua cristalin a materialului de prelucrat
sub form de tensiuni interne.
Lucrarea prezint aspectele principale ale acestui proces, insistndu-se
asupra modalitilor de msurare a temperaturilor la achiere i asupra variaiei
temperaturii tiului la schimbarea regimului de achiere.
M1.U4.2. Obiectivele unitii de nvare
Explicarea fenomenelor termice care apar la achiere. Evidenierea influenei factorilor de regim de achiere asupra temperaturii
medii a tiului.
Descrierea metodelor de msurarea temperaturii tiului, prin aplicarea practic a acestora.
Durata medie de parcurgere a acestei uniti de nvare este de 2 ore.
-
36
M1.U4.3. Bilanul termic la achierea metalelor Cercetrile experimentale au stabilit c la achierea metalelor aproximativ 99,5% din
lucrul mecanic consumat se transform n cldur. Cantitatea de cldur degajat n procesul
de achiere se poate determina cu relaia:
Q = k427
vFz [kcal / min] (1.4.1)
n care: k este un coeficient care indic partea din lucrul mecanic care se transform n
cldur ( 0,99); Fz - componenta principal a forei de achiere; v - viteza de achiere.
Aceast cantitate de cldur provine din mai multe surse (a cror plasare este
prezentat n fig. M1.4.1) i anume:
Q = Qd + Q F (1.4.2)
n care: Qd - cantitatea de cldur provenit din transformarea lucrului mecanic de
deformare a stratului de achiere; Q F - cantitatea de cldur provenit din transformarea
lucrului mecanic de frecare pe faa de degajare; Q F - cantitatea de cldur provenit din
transformarea lucrului mecanic de frecare pe faa de aezare.
Cldura degajat se propag de la surse ctre zonele reci, distribuindu-se ntre achie,
pies, scul i mediu:
Q = Qa + Qp + Qs + Qm (1.4.3)
Exemplu. Sursele de cldur la achiere
Fig. M1.4.1
Repartizarea cldurii de achiere ntre achii, pies i scul este influenat de
caracteristicile termice ale materialului piesei i sculei, precum i de viteza de achiere.
-
37
S-a stabilit c cea mai mare parte a cldurii trece n achie, reprezentnd la prelucrarea
oelului 60 80 % din cldura de achiere.
Cu creterea vitezei de achiere partea din cldura preluat de achie crete, iar
temperatura medie a acesteia se mrete.
n fig. M1.4.2 se prezint influena vitezei de achiere asupra repartizrii cldurii ntre
achie, pies i scul.
Exemplu. Repartizarea cldurii la achiere
Fig. M1.4.2
Cantitatea de cldur care trece n scul este mult mai mic dect cea preluat de
achie sau pies, datorit conductibilitii termice mai sczute a materialului sculei dect a
celui prelucrat.
Pe baza determinrilor analitice, verificate de msurtori experimentale, s-a stabilit c,
ntr-o seciune perpendicular pe mijlocul muchiei active a unui cuit, cmpul de temperatur
n achie, pies i scul are alura din fig. M1.4.3. Se vede c temperatura maxim n achie i
n scul se afl n straturile din vecintatea locului de contact, pe faa de degajare.
Exemplu. Cmpul termic n scul, achie i pies
Fig. M1.4.3
-
38
Influena condiiilor de achiere asupra temperaturii tiului Creterea parametrilor regimului de achiere produce mrirea temperaturii tiului
sculei, deoarece se consum o cantitate mai mare de energie la achiere, deci se dezvolt o
cantitate mai mare de cldur i implicit, crete cantitatea de cldur preluat de scul. Global, influena regimului de achiere asupra temperaturii medii a tiului se poate
exprima printr-o relaie de forma:
= C vz sy tx (1.4.4)
n care constanta C i exponenii x, y i z depind de natura materialului prelucrat,
condiiile de rcire i de geometria sculei. La diverse procedee de prelucrare exponenii x, y i
z sunt diferii, ntre ei existnd inegalitatea z > y > x. Aceasta arat c temperatura tiului
este mai puternic influenat de variaia vitezei de achiere, mai puin de avans i cel mai
puin de adncimea de achiere.
Dintre parametrii geometrici ai tiului o influen puternic asupra tiului acestuia o
are unghiul de degajare. La mrirea lui , datorit scderii forei FZ se nregistreaz o scdere
a temperaturii tiului, dar totodat se produce i o micorare a volumului cuitului, deci a
capacitii sale termice, ceea ce d temperaturii o tendin de cretere. Ca urmare, la creterea
unghiului de degajare pn la o anumit valoare se va nregistra scderea temperaturii tiului
(fig. M1.4.4), apoi, la valori mai mari ale lui , cnd efectul de micorare a volumului este
predominant, se va nregistra creterea temperaturii. n mod asemntor se manifest influena
unghiului de aezare.
Exemplu. Variaia temperaturii tiuui n funcie de unghiul de degajare
Fig. M1.4.4
-
39
Exemplu. Variaia temperaturii tiuui n funcie de unghiul de atac
Fig. M1.4.5
Intensificarea regimului de achiere, respectiv creterea parametrilor regimului de
achiere (viteza de achiere, avansul de lucru, adncimea de achiere) are efect mrirea
temperaturii tiului sculei achietoare.
Exemplu. Variaia temperaturii tiuui n funcie de viteza de achiere
Fig. M1.4.6
Mrirea vitezei de achiere produce mrirea cantitii de cldur Q, deci i
a temperaturii tiului [0C].
n acelai timp creterea vitezei are i un efect de micorare a temperaturii,
deoarece la creterea vitezei scade fora principal de achiere, deci lucrul
mecanic de achiere i odat cu el temperatura.
De aemenea, mrind viteza de achiere, durata contactului dintre achie i
cuit este mic, deci achia va transporta o cantitate mai mare de cldur, ceea ce
are un efect de micorare a temperaturii tiului.
Cu toate acestea, efectul predominant al mririi vitezei de achiere este
cel de mrire a temperaturii tiului.
-
40
Exemplu. Variaia temperaturii tiuui n funcie de grosimea achiei
Fig. M1.4.7
S ne reamintim... Cercetrile experimentale au stabilit c la achierea metalelor aproximativ
99,5% din lucrul mecanic consumat se transform n cldur.
Cldura degajat se propag de la surse ctre zonele reci, distribuindu-se ntre achie, pies, scul i mediu.
Repartizarea cldurii de achiere ntre achii, pies i scul este influenat de caracteristicile termice ale materialului piesei i sculei, precum i de viteza de
achiere.
S-a stabilit c cea mai mare parte a cldurii trece n achie, reprezentnd la prelucrarea oelului 60 80 % din cldura de achiere.
Creterea parametrilor regimului de achiere produce mrirea temperaturii tiului sculei, deoarece se consum o cantitate mai mare de energie la
achiere, deci se dezvolt o cantitate mai mare de cldur i implicit, crete
cantitatea de cldur preluat de scul.
Analizai i explicai variaia temperaturii tiului n funcie de factorii de influen
prezentai mai sus
M1.U4.4. Metode de msurare a temperaturii tiului Alturi de ncercrile de descriere analitic a cmpului termic din achie, scul i pies,
metodele experimentale de msurare a cldurii i temperaturii se constituie ca adevrate
instrumente pentru studiul fenomenelor termice la achiere. Obiectivele principale ale
utilizrii acestor metode sunt determinarea cantitii de cldur degajat la achiere i a
modului cum aceasta se rspndete n achie, pies i scul, determinarea temperaturii la
suprafeele de contact ale sculei i stabilirea cmpului termic n zona rdcinii achiei i n
tiul sculei.
-
41
Pentru determinarea experimental a temperaturii tiului sculelor achietoare se pot
folosi diverse procedee (acoperire cu vopsele termocolore, metode optice, msurarea duritii,
metoda termocuplului etc.). Dintre acestea cea mai mare utilizare o au procedeele bazate pe
folosirea termoelementelor.
Exemplu. Pentru a msura temperatura ntr-un punct oarecare al unui cuit n timpul
achierii se plaseaz n acel punct un termocuplu, practicnd n acest scop un
orificiu n scul (fig. M1.4.8, a). Temperatura din punctul sondat de termocuplu
se msoar prin intermediul curentului termoelectric sesizat de galvanometrul
inclus n circuit (care poate fi etalonat n C).
Fig. M1.4.8
Se pot folosi i montaje la care unul dintre elementele termocuplului l constituie
materialul cuitului, cel de-al doilea fiind un fir de constantan sudat n punctul
unde se urmrete msurarea temperaturii sculei (fig. M1.4.8, b).
Pentru determinarea valorii medii a temperaturii tiului se pot utiliza montaje n care
rolurile celor doi conductori ai termocuplului sunt jucate de materialul sculei i al piesei (fig.
M1.4.9), respectiv de materialele diferite din care sunt confecionate
dou cuite identice (fig. M1.4.10).
Exemplu.
Fig. M1.4.9
-
42
Exemplu.
Fig. M1.4.10
Desfurarea lucrrii n scopul urmririi influenei regimului de achiere asupra temperaturii
medii a tiului se fac trei serii de determinri experimentale, folosind un
termocuplu (ca cel din fig. M1.4.8, b).
n fiecare etap a msurtorilor se menin constani doi parametri ai
regimului de achiere, cel de-al treilea fiind variabil. n felul acesta, se pot trasa
graficele de variaie a temperaturii n punctul sondat din scul n funcie de viteza
de achiere, avans i adncime de achiere.
S ne reamintim...
Cercetrile experimentale au stabilit c la achierea metalelor aproximativ 99,5% din lucrul mecanic consumat se transform n cldur.
Cldura degajat se propag de la surse ctre zonele reci, distribuindu-se ntre achie, pies, scul i mediu
Intensificarea regimului de achiere, respectiv creterea parametrilor regimului de achiere (viteza de achiere, avansul de lucru, adncimea de
achiere) are efect predominant mrirea temperaturii tiului sculei
achietoare.
Pentru a msura temperatura n anumite puncte ale sculei sau pentru a urmri evoluia acesteia n timp, se pot folosi termoelementele, care permit
determinarea temperaturii prin msurarea curentului termoelectric.
M1.U4.5. Rezumat Lucrul mecanic de achiere se transform aproape integral n caldur, o foarte mic
parte nmagazinndu-se n reeaua cristalin a materialului prelucrat, sub form de
tensiuni interne. Aspectele principale ale acestui proces caloric sunt prezentate n
lucrare, insistndu-se asupra modalitilor de msurare a temperaturii la achiere.
Dup prezentarea factorilor care influeneaz asupra temperaturii tiului sculei, se
studiaz, prin determinri experimentale, influena parametrilor regimului de
achiere asupra temperaturii tiului sculei.
-
43
M1.U4.6. Test de evaluare a cunotinelor 1. Enumerai sursele de transmitere a cldurii n procesul achierii i explicai
modalitatea de transmitere a acestora.
2. Prezentai influena condiiilor de achiere asupra temperaturii tiului sculei.
3. Descriei metodele de determinare experimental a temperaturii tiului.
M2.U4.7. Bibliografie 1. Ciocrdia, C., Ungureanu, I., Bazele cercetrii experimentale n tehnologia
construciilor de maini, Bucureti, Editura Didactic i Pedagogic, 1979.
2. Deliu, M., Fota, A., Chivu, C., Bazele prelucrrilor mecanice, Editura Universitii Transilvania din Braov, 2002.
3. Deliu, M., Fiabilitatea sculelor achietoare, Braov, Editura Universitii Transilvania, 2002.
4. Secar, Gh., Stroe, M, Roca, D. M., Bazele achierii metalelor. ndrumar de laborator, Universitatea din Braov, 1974.
5. Pico, C-tin, Calculul adaosurilor de prelucrare i al regimurilor de achiere, Bucureti, Editura Tehnic, 1974.
6. Vlase, A., .a., Regimuri de achiere, adaosuri de prelucrare i norme tehnice de timp, Bucureti, Editura Tehnic, 1983.
-
44
Unitatea de nvare M1.U5. Uzura i durabilitatea sculelor
achietoare
Cuprins M1.U5.1. Introducere44
M1.U5.2. Obiectivele unitii de nvare.44
M1.U5.3. Formele uzurii sculelor achietoare..45 M1.U5.4. Durabilitatea sculelor achietoare.48
M1.U5.5. Rezumat54
M1.U5.6. Test de evaluare a cunotinelor54
M1.U5.7 Bibliografie.55
M1.U5.1. Introducere Uzura sculelor achietoare const n ndeprtarea treptat de material de pe
feele active, datorit solicitrilor mecanice i termice la care sunt supuse pe timpul
achierii. Fenomenul de apariie a uzurii sculelor conduce la modificri ale formei
lor geometrice i ale proprietilor fizico-chimice i provoac pierderea capacitii
de achiere ale acestora. Astfel, cauzele scoaterii din funciune a sculelor
achietoare sunt fie uzura tiurilor achietoare, fie deteriorri sau distrugeri
accidentale ale prii active. n lucrare se urmrete variaia n timp a uzurii pe faa
de aezare a cuitelor de strung, precum i influena vitezei de achiere asupra
intensitii uzurii. De asemenea, dup definirea noiunii de durabilitate, pe baza
determinrilor experimentale, se stabilete exponentul z din relaia lui Taylor,
pentru materialul i condiiile de achiere folosite.
M1.U5.2. Obiectivele unitii de nvare nelegerea i descrierea fenomenelor complexe i a interaciunilor care se
manifest n zona de achiere, fenomene care conduc la uzura sculelor
achietoare;
identificarea formelor de uzur n timp i explicarea cauzelor uzurii sculelor utilizate n diverse condiii de lucru;
descrierea factorilor care influeneaz intensitatea uzurii i durabilitatea sculelor achietoare;
dezvoltarea abilitilor privind aplicarea metodelor de msurare a uzurii sculelor.
-
45
Durata medie de parcurgere a acestei uniti de nvare este de 2 ore.
M1.U5.3. Formele uzurii sculelor achietoare n procesul de achiere, ca rezultat al solicitrilor mecanice, al frecrii ntre scul i
achie, precum i ntre scul i pies, ca i datorit temperaturii atinse de ti prin preluarea
unei pri a cldurii degajat la achiere, apare uzura sculei, adic modificarea geometriei
acesteia i schimbarea structurii stratului superficial, deci a capacitii ei de achiere.
Referindu-ne la un cuit de strung, dup un anumit timp de achiere, apare n
apropierea vrfului sau pe faa de aezare o teitur, iar pe faa de degajare o scobitur
paralel cu muchia tiului principal (fig. M1.5.1, fig. M1.5.2).
Mrimea uzurii se indic prin nlimea h a teiturii pe faa de aezare i respectiv,
prin adncimea h a scobiturii pe faa de degajare sau prin limea B a acesteia.
Forma uzurii obinute depinde de natura materialului prelucrat i de regimul de
achiere folosit.
Exemplu. Formele uzurii cuitelor de strung
Fig. M1.5.1
Exemplu. Forme de manifestare a uzurii
Fig. M1.5.2
-
46
Astfel, la prelucrarea materialelor tenace uzura pe faa de aezare i de degajare apar
simultan, n timp ce la prelucrarea materialelor casante se nregistreaz doar uzura pe faa de
aezare. La achierea materialelor tenace cu grosimi de achiere mici este predominant uzura
pe faa de aezare, n schimb la prelucrarea cu grosimi de achiere mari este mai nsemnat
scobitura pe faa de degajare.
La lucrul cu viteze mici i mijlocii (folosind scule din oel rapid) ntre muchia tiului
principal i scobitura pe faa de degajare exist o distan f, care se micoreaz pe msura
creterii uzurii (fig. M1.5.1, b). La lucrul cu viteze mari de achiere uzura pe faa de aezare i
scobitura pe faa de degajare se pot uni (fig. M1.5.1, c).
n timpul achierii uzura tiului produce o serie de fenomene care limiteaz
posibilitatea folosirii sculei respective i fac necesar reascuirea.
Astfel, creterea teiturii h este nsoit de urmtoarele neajunsuri:
anularea unghiului de aezare, deci creterea forei de frecare pe faa de aezare i implicit a forei de achiere;
nrutirea rugozitii suprafeei prelucrate; micorarea preciziei de prelucrare.
Adncimea scobiturii pe faa de degajare este nsoit de micorarea rezistenei tiului
i a capacitii sale termice i de posibilitatea apariiei vibraiilor n procesul de achiere.
Evoluia uzurii n timp Mrimile h i h sunt cresctoare n timp, iar curba care reprezint variaia uzurii n
funcie de timp (sau drum de achiere) se numete caracteristica uzurii (fig. 5.3).
Dac scula se uzeaz n aceeai msur pe ambele fee, curba uzurii pe faa de aezare
are alura din figura M1.5.3.
Exemplu. Diagramele caraceristice de uzur pe faa de aezare
a. b. c.
Fig. M1.5.3
-
47
Coeficientul unghiular al tangentei la curb ntr-un punct oarecare reprezint viteza de
progresare a uzurii la un moment dat, vitez care este, n general, variabil de la un punct la
altul al caracteristicii. Ea se definete:
I = 0
limh
= d
dh = tg ( 1.5.1 )
n fig. M1.5.3. a, se disting pe curba caracteristic trei poriuni pe care panta (respectiv
viteza de progresare a uzurii) este diferit:
poriunea OA, pe care uzura crete cu o vitez relativ mare (perioada de amorsare a uzurii);
poriunea AB, cu cretere lent a uzurii (perioada uzurii normale); poriunea BC, n care uzura crete aproape instantaneu (numit perioada uzurii
catastrofale).
Achierea cu scula uzat trebuie oprit nainte de atingerea uzurii catastrofale, pentru a
nu se periclita integritatea tiului datorit uzurii exagerate i pentru a nu se mri neraional
timpul necesar efecturii reascuirii, precum i cantitatea de material ndeprtat de pe scul la
reascuire.
La valori medii ale vitezei de achiere, perioada uzurii normale reprezint 85 90 %
din durabilitatea sculei. Pe msura mririi vitezei de achiere, perioada uzurii normale scade,
iar la viteze foarte mari ea devine att de mic nct, dup perioada amorsrii uzurii ncepe
aproape imediat uzura catastrofal. Parametrii geometrici ai sculei trebuie alei n aa fel nct
s favorizeze o durat ct mai mare a uzurii de regim.
Atunci cnd uzura este predominant pe faa de aezare, curba caracteristic are alura
din fig.M1.5.3 b, iar cnd scula se uzeaz numai pe faa de aezare caracteristica va fi cea din
fig. M1.5.3 c.
O alt consecin a progresrii uzurii pe faa de aezare o constituie nrutirea
calitii suprafeei prelucrate, datorit faptului c prin uzur, aspectul iniial al muchiilor i
suprafeelor de aezare se modific, acestea cptnd forme neregulate care se transpun pe
suprafaa achiat a piesei. Astfel, uzura pe faa de aezare poate duce i la modificarea cotei
prelucrate, ca in exemplul prelucrrii prin strunjire a unei piese (figura M1.5.4).
Exemplu. Uzura radial
Fig. M1.5.4
-
48
S ne reamintim... Fenomenul de apariie a uzurii sculelor conduce la modificri ale formei lor
geometrice i ale proprietilor fizico-chimice i provoac pierderea
capacitii de achiere ale acestora. Forma uzurii obinute depinde de natura materialului prelucrat i de regimul
de achiere folosit. La prelucrarea materialelor tenace uzura pe faa de aezare i de degajare
apar simultan, n timp ce la prelucrarea materialelor casante se nregistreaz
doar uzura pe faa de aezare. La achierea materialelor tenace cu grosimi de achiere mici este predominant uzura pe faa de aezare, n schimb la
prelucrarea cu grosimi de achiere mari este mai nsemnat scobitura pe
faa de degajare. Curba caracteristic de uzur prezint trei poriuni: perioada de amorsare a
uzurii, perioada uzurii normale, perioada uzurii catastrofale.
M1.U5.4. Durabilitatea sculelor achietoare S-a artat mai sus c uzura tiului produce o serie de fenomene care limiteaz
posibilitatea folosirii sculei respective i fac necesar reascuirea.
n funcie de natura operaiilor se stabilete, pe baza anumitelor criterii, limita uzurii
pn la care se poate achia cu scula respectiv, adic se stabilete uzura admisibil. La
atingerea acesteia scula trebuie reascuit.
Intervalul de timp de achiere efectiv cu scula, ntre dou reascuiri succesive, se
numete durabilitate (notat cu T).
De asemenea, durabilitatea poate fi definit ca interval de timp de achiere pn la
atingerea uzurii admisibile.
Mrimea acesteia este influenat de materialul sculei i cel prelucrat, de geometria
sculei, regimul de achiere folosit i de condiiile de rcire i ungere.
Astfel, creterea rezistenei i duritii materialului prelucrat produce micorarea
durabilitii sculei, datorit mririi forelor de achiere i temperaturii tiului care duc la
intensificarea uzurii.
n ceea ce privete materialul sculei, cu ct durabilitatea i termostabilitatea lui sunt mai
mari i cu ct suprafeele de degajare i aezare sunt mai netede, durabilitatea sculei va fi mai
mare.
Dintre parametrii geometrici influena cea mai puternic asupra durabilitii o au
unghiurile i (fig. M1.5.5).
-
49
Exemplu. Influena unghiului de degajare asupra durabilitii
Fig. M1.5.5
La creterea acestora forele de achiere i temperatura sculei descresc,
ceea ce nsemneaz scderea intensitii uzurii, deci creterea
durabilitii sculei. Dup depirea unor valori optime opt. i opt. se
nregistreaz creterea temperaturii sculei, ca urmare a micorrii
capacitii sale termice, ceea ce face ca intensitatea uzurii s creasc,
deci durabilitatea s scad.
Exemplu. Dependena durabilitii de unghiul de aezare
Fig. M1.5.6
La creterea vitezei, adncimii de achiere i avansului intensitatea uzurii crete, deci
durabilitatea sculei scade. Dependena durabilitii de factorii regimului de achiere se poate
descrie cu suficient precizie prin relaii de forma:
T = z
1
v
C; T =
y
2
s
C; T =
x
3
t
C; (1.5.2)
n care constantele C1, C2, C3 i exponenii x, y, z sunt determinai experimental pentru
diverse perechi de materiale ale sculei i semifabricatului.
-
50
Pentru a demonstra legtura ntre durabilitate i viteza de achiere se fac ncercri de
prelucrri cu viteze variabile, pstrnd restul condiiilor de lucru neschimbate. Pentru fiecare
vitez utilizat se urmrete variaia uzurii n timp i se traseaz diagrama caracteristic de
uzur (figura M1.5.7).
Exemplu. Caracteristicile de uzur la diferite viteze de achiere Stabilind, pe baza unui anumit criteriu valoarea uzurii maxime admisibile, din
curbele caracteristice de uzur se gsesc valorile durabilitii (T1, Tn)
corespunztoare fiecrei viteze folsite.
Fig. M1.5.7
Dependena durabilitii de vitez poate fi exprimat printr-o funcie monoton o
curb permanent descresctoare, apropiat de o hiperbol (curba 1) sau nemonoton (curba 2),
din exemplul de mai jos (fig. M1.5.8).
Exemplu. Dependena durabilitii de vitez
Fig. M1.5.8
Din mulimea de valori pe care le poate lua durabilitatea unei scule se pot deosebi
unele ca valori optime n raport cu anumite criterii. Aceste criterii se adopt n funcie de
scopul i cerinele concrete ale prelucrrii i pot fi criterii de productivitate, de cost al
-
51
prelucrrii, criterii energetice, .a. De obicei, se utilizeaz criteriul produ tivitii maxime (fig.
M1.5.9) i criteriul costului minim al prelucrrii.
Exemplu. Durabilitatea care asigur productivitate maxim
Fig. M1.5.9
Se observ infuena durabilitii asupra timpului de baz (b) i auxiliar (a).
Mrirea durabilitii duce la schimbarea mai rar a sculelor, deci timpul auxiliar
sacde. Pentru ca durabilitatea s creasc este necesar s se lucreze cu o vitez de
achiere mai mic, ceea ce conduce la creterea timpului de baz pentru
ndeprtarea unui anumit adaos de prelucrare.
Curba rezultat prin nsumarea celor doi timpi - de baz i auxiliar, admite un minim
n dreptul valorii durabilitii, figura M1.5.10. Durabilitatea care asigur costul minim al
prelucrrii se numete durabilitate economic, iar viteza corepunztoare ei vitez de
achiere economic.
Exemplu. Durabilitatea care asigur cost minim
Fig. M1.5.10
-
52
Se observ, c la creterea durabilitii sacd cheltuielile cu schimbarea sculelor,
dar cresc cheltuielile corespunztoare timpului de baz, ca urmare a micorrii
vitezei de achiere.
Desfurarea lucrrii Pentru evidenierea evoluiei uzurii n timp se urmrete valoarea uzurii
radiale, prin efectul pe care aceasta l are asupra preciziei de prelucrare. Astfel,
semidiferena diametrelor de la capetele unei piese cilindrice prelucrate prin
strunjire longitudinal reprezint uzura radial a sculei n timpul prelucrrii
respective, dac a fost anulat efectul alungirii termice.
n scopul ridicrii curbei caracteristice a uzurii se fac determinri utiliznd
o epruvet ca cea din fig. M1.5.11. Pe un arbore din oel sunt practicate canale
circulare care determin tronsoane de lungimi diferite, ceea ce permite msurarea
uzurii dup diverse intervale de timp de achiere. Pentru ca rezultatele
msurtorilor s nu fie afectate de erorile introduse de cedarea elastic a
sistemului tehnologic, erorile de mers n gol etc., acestea vor fi puse n eviden
prin prelucrarea n primul rnd a tronsoanelor A. Acestea avnd limi foarte
mici, n timpul prelucrrii lor uzura i alungirea termic a sculei sunt neglijabile,
deci diferenele dintre diametrele tronsoanelor A1 ... An care se vor evidenia prin
msurare se datoreaz celorlalte cauze evideniate mai sus.
Fig. M1.5.11
n continuare se regleaz scula pentru diametrul B, la aceeai adncime de
achiere ca i n faza anterioar, i se prelucreaz cu avans longitudinal poriunea
B1C1. n dreptul canalului E1 avansul este decuplat i se rcete cuitul, fr a se
modifica adncimea de achiere reglat, urmnd apoi s se prelucreze cu aceeai
adncime tronsonul D1. Rcirea cuitului n dreptul canalului E permite ca
diametrul tronsonului D s nu fie afectat de alungirea termic a cuitului n timpul
prelucrrii poriunii BC, ci doar de uzura lui.
Etapele descrise mai sus se repet pe fiecare din tronsoanele L1, L2, ... Ln
din ce n ce mai lungi ale piesei, iar prin msurarea diametrelor B1, C1, D1, B2, C2
... se pot obine:
-
53
uzura:
hr= 2
dd BD (1.5.3)
alungirea termic:
l = 2
dd CD (1.5.4)
Timpul de lucru necesar achierii fiecrui tronson se determin cu relaia:
sn
L [min] (1.5.5)
n care: L - lungimea fiecrui tronson, n mm; n - turaia folosit, n rot /
min; s - avansul, n mm / rot;
Aceste msurtori se fac lucrndu-se cu adncimea de achiere i avansul
constante i cu patru viteze de achiere (dup prelucrarea cu fiecare vitez cuitul
ascuindu-se).
Datele necesare trasrii curbelor caracteristice de uzur se pot obine, cu
precizie mai mare dect cea oferit de metoda descris mai sus, prin msurarea
parametrului de uzur urmrit (h sau h ) cu ajutorul unui microscop. n acest
scop, se oprete procesul de achiere la diverse intervale de timp, se scoate cuitul
din suport i se fixeaz la microscop ntr-un dispozitiv care s permit amplasarea
feei de aezare ntr-un plan paralel cu obiectivul microscopului (pentru
msurarea lui h ). Dac se urmrete evoluia uzurii radiale (hr), pe faa de
degajare a cuitului se traseaz un reper n raport cu care se poate determina, n
orice moment, poziia vrfului sculei.
Prelucrarea rezultatelor. Msurtorile efectuate dup fiecare strunjire longitudinal cu vitezele v1
v4 permit trasarea a patru curbe caracteristice de uzur (fig. M1.5.7). Dac pentru
prelucrarea respectiv se stabilete o anumit valoare a uzurii admisibile hmax, din
diagramele trasate se pot determina perechile de valori vitez - durabilitate
Aceste valori respect legea exprimat prin relaia (1.5.2), care logaritmat
reprezint o dreapt (fig. M1.5.12).
Deci, reprezentnd n coordonate dublu logaritmice perechile de valori v
T gsite n caracteristicile de uzur, se poate trasa dreapta de durabilitate, care
permite determinarea exponentului z (coeficientul unghiular al dreptei):
z = tg = 12
21
vlogvlog
TlogTlog (1.5.6)
-
54
Fig. M1.5.12
S ne reamintim...
Intervalul de timp de achiere efectiv cu scula, ntre dou reascuiri succesive, se numete durabilitate (notat cu T).
Durabilitatea poate fi definit ca interval de timp de achiere pn la atingerea uzurii admisibile.
Din mulimea de valori pe care le poate lua durabilitatea unei scule se pot deosebi unele ca valori optime n raport cu criteriul de productivitate i
criteriul de cost al prelucrrii.
M1.U5.5. Rezumat Pentru evidenierea evoluiei uzurii n timp se urmrete valoarea uzurii
radiale, prin efectul pe care aceasta l are asupra preciziei de prelucrare.
Astfel, semidiferena diametrelor de la capetele unei piese cilindrice
prelucrate prin strunjire longitudinal reprezint uzura radial a sculei n
timpul prelucrrii respective, dac a fost anulat efectul alungirii termice.
Determinrile experimentale permit formularea unor observaii privind: - variaia n timp a vitezei de progresare a uzurii; - influena uzurii radiale asupra preciziei de prelucrare; - influena vitezei de achiere aspra durabilitii i gradul de concordan
cu legea teoretic exprimat n relaia (1.5.2).
M1.U5.6. Test de evaluare a cunotinelor 1. Descriei fenomenul de apariie a uzurii i caracterizai tipurile de uzur. 2. Prezentai evoluia uzurii n timp. 3. Definii durabilitatea. 4. Prezentai parametrii geometrici cu influena cea mai puternic asupra
durabilitii.
-
55
5. Descriei metodologia trasrii curbelor caracteristice de uzur a sculelor achietoare i de trasare a dreptei de durabilitate.
M2.U5.7. Bibliografie 1. Ciocrdia, C., Ungureanu, I., Bazele cercetrii experimentale n tehnologia
construciilor de maini, Bucureti, Editura Didactic i Pedagogic, 1979.
2. Deliu, M., Fota, A., Chivu, C., Bazele prelucrrilor mecanice, Editura Universitii Transilvania din Braov, 2002.
3. Deliu, M., Fiabilitatea sculelor achietoare, Braov, Editura Universitii Transilvania, 2002.
4. Secar, Gh., Stroe, M, Roca, D. M., Bazele achierii metalelor. ndrumar de laborator, Universitatea din Braov, 1974.
5. Pico, C-tin, Calculul adaosurilor de prelucrare i al regimurilor de achiere, Bucureti, Editura Tehnic, 1974.
6. Vlase, A., .a., Regimuri de achiere, adaosuri de prelucrare i norme tehnice de timp, Bucureti, Editura Tehnic, 1983.
-
56
Modulul 2. Procedee de prelucrare prin achiere
Cuprins Introducere.56
Obiectivele modului...56
U1. Rabotarea i mortezarea..58
U2. Broarea..66
U3. Strunjirea.80
U4. Frezarea...98
U5. Burghierea, adncirea, alezarea110
U6. Rectificarea...118
U7. Prelucrarea filetelor...133
Introducere n prezent, se pune un accent deosebit pe aspectele legate de bazele teoretice ale
prelucrrilor prin achiere, avnd n vedere necesitatea optimizrii proceselor de
achiere, n condiiile ngreunrii permanente a condiiilor de lucru, prin
intensificarea regimurilor de achiere i introducerii pe sacr larg a materialelor
nalt aliate, greu prelucrabile, precum i obinerea calitii i preciziei cerute.
n acest modul se va efectua o analiz a modului de realizare a prelucrrii
suprafeelor prin procedeele de prelucrare prin achiere principale (rabotare,
mortezare, broare, strunjire, frezare, prelucrarea gurilor, rectificare, prelucrarea
filetelor), dar i de a scoate n eviden posibilitile tehnologice de care se dispune
pentru realizarea acestora.
Obiectivele modulului Cunoaterea principiilor de prelucrare caracteristice diverselor procedee de
achiere.
Cunoaterea domeniului de utilizare i a performanelor prelucrrii prin diverse procedee de prelucrare.
Prezentarea particularitilor geometrice ale sculelor frecvent utilizate la fiecare procedeu de prelucrare.
-
57
nsuirea modalitii de calcul a regimului de achiere pentru principalele procedee de achiere.
nsuirea modalitii de calcul a forelor i puterii necesare pentru fiecare procedeu de prelucrare prin achiere.
Stabilirea normei tehnice de timp pentru principalele procedee de prelucrare.
-
58
Unitatea de nvare M2.U1. Rabotarea i mortezarea
Cuprins M2.U1.1. Introducere...58
M2.U1.2. Obiectivele unitii de nvare.58
M2.U1.3. Definiie. Principiul de lucru. Domeniul de utilizare........59 M2.U1.4. Elementele seciunii de achiere i regimul de achiere...61 M2.U1.5. Prelucrri executate prin rabotare i mortezare.63
M2.U1.6. Rezumat.....65
M2.U1.7. Test de evaluare a cunotinelor65
M2.U1.8 Bibliografie.65
M2.U1.1. Introducere Rabotarea ocup n ansamblul procedeelor de prelucrare cunoscute, un loc bine
definit, fiind una din cele mai vechi metode de prelucrare a metalelor prin aschiere.
Prin rabotare, n general, pot fi prelucrate suprafee diferite, att ca form ct si
pozitie reciproc. Productivitatea obinut la rabotare este apreciabil, nc de la
apariie aceast metod de achiere gsindu-i aplicabilitate n multe ramuri ale
industriei constructoare de maini. Mortezarea, ca metod deprelucrare prin
achiere, se caracterizeaz prin faptul c, permite prelucrarea suprafeelor plane i
profilate n plan vertical. Fa de rabotare, la mortezare apar unele particulariti i
noi posibiliti cinematice, fapt ce o diferniaz substanial de aceasta.
M2.U1.2. Obiectivele unitii de nvare Prezenta unitate de nvare, i propune studiul cinematicii proceselor de rabotare,
respectiv mortezare, al sculelor i mainilor-unelte utilizate, regimurilor de
achiere i posibilitile tehnologice pe care le ofer aceste prelucrri prin achiere.
Cunoaterea principiilor de prelucrare caracteristice procedeelor de rabotare i mortezare.
Cunoaterea domeniului de utilizare i a performanelor prelucrrii prin cele dou procedee.
Prezentarea particularitilor geometrice ale sculelor frecvent utilizate att la rabotare, ct i la mortezere;
nsuirea metodologieie de calcul a regimului de achiere, a forelor i puterii necesare la rabotare i mortezare; stabilirea normei tehnice de timp.
-
59
Durata medie de parcurgere a primei uniti de nvare este de 2 ore.
M2.U1.3. Definiie. Principiul de lucru. Domeniul de utilizare Rabotarea este procedeul de prelucrare prin achiere la care micarea principal este
rectilinie-alternativ executat n plan orizontal de scul sau semifabricat, iar avansul
intermitent este realizat pe o traiectorie rectilinie, n plan perpendicular pe direcia micrii
principale (fig. M1.1.1).
Exemplu. Principiul de lucru la rabotare O astfel de prelucrare se poate desfura pe:
- epinguri (fig. M2.1.1, a) sau