




Limbile
Pagini
Legal


CAPITOLUL I
INTRODUCERE
I.1 Istoricul fabricării brânzeturilor
Brânzeturile, produse de aproximativ 5000 de ani, reprezintă unul dintre alimentele clasice
fabricate pentru dieta umană. În cursul acestei îndelungate existenţe, volumul şi diversitatea
producţiei de brânzeturi au crescut progresiv ajungând astăzi la o cantitate anuală de 17 106 tone (
obţinute prin prelucrarea a peste o treime din producţia mondială de lapte) în aproape 2000 de
sortimente de interes general sau local. În prezent, numai in Franţa se produc peste 1000 sorturi
diferite de brânzeturi. În cursul ultimelor trei decenii producţia de lapte prelucrat în brânzeturi a
crescut de la 15 % la 35% din producţia mondială.
Brânzeturile, ca rezultat al biotehnologiei aplicate, sunt unele dintre cele mai complexe si
dinamice produse alimentare. Fiecare bucată poate fi considerată un bioreactor în care se produc
numeroase şi complicate reacţii, care au ca final produsul cu caracteristici sezoriale specifice.
Brânzeturile reprezintă un excelent aliment atât datorită valorii nutriţionale ridicate, unei
bune digestibilităţi, cât si plăcerii pe care o creează consumul lor. Interesul nutriţional pentru acest
aliment rezidă în principal din prezenţa în compoziţia sa, în propoziţie relativ importantă, a
protidelor cu mare valoare biologică, a calciului, fosforului şi a unor vitamine, in special A şi D.
Studiul fabricării brânzeturilor în complexitatea sa presupune participarea unui mare număr
de discipline între care chimie analitică şi chimie fizică, biochimie, microbiologie, operaţii unitare,
utilaje şi instalaţii, reologie controlul calităţi, nutriţie şi multe altele .
În aceste condiţii, nu este surprinzător că un mare număr de lucrări privind ştiinţa şi
tehnologia brânzeturilor au fost publicate în ultimul secol. Ca şi în cazul altor alimente fermentate,
vinul şi berea, atributele epicuriene ale brânzeturilor au atras atenţia consumatorilor şi le-a înzestrat
cu un anumit statut social. Brânza este un aliment cu o imagine pozitivă în rândul consumatorilor,
datorită atât valorii nutritive cât şi faptului că este chintesenţa produselor alimentare gata pentru
consum şi totodată cel mai flexibil ingredient alimentar.
Sub multe aspecte brânzeturile sunt alimente ideale: nutritive, flexibile în utilizare şi
aplicare, senzoriale foarte diverse, fiind apreciate de un mare număr de consumatori. În plus,

datorită riscului redus de îmbolnăvire în urma consumului, sunt considerate alimente relativ sigure
şi apreciate în consecinţă.
Pe plan mondial fabricarea artizanală a brânzeturilor s-a dezvoltat într-o perioadă situată
între secolele XII− XIII, dar producţia industrialăa început în ţările dezvoltatea abea la sfârşitul
secolului XIX.Însă se apreciază ca practica obţinerii brânzeturilor s-a modificat puţin în vremea lui
Columella care a descris procesul de obţinere a brânzeturilor în tratatul său despre agricultură De Re
Rustica
În România la începutul etapei de industrializare a laptelui, prelucrarea laptelui în brânzeturi
este considerată ca fiind de remarcat (Enciclopedia României 1940). Se consideră ca brânzeturile
fabricate din lapte de oaie şi specifice ţării noastre sunt brânza moldovenească, caşcavalul de
munte şi brânza de burduf.
Cu toate progresele întegistrate, fabircarea brânzeturilor a rămas pană acum un meşteşug
relativ recent.[ Costin G.M., 2003]
I.2 Clasificarea brânzeturilor
Brânzeturilr reprezintă cel mai bogat şi variat grup de produse lactate, conservarea lor fiind
asigurată prin acidifiere lactică, conţinut redus de apă, cu şi fără ados de sare. Dintre brânzeturile
autohtone cu veche tradiţie la noi sunt cele din laptele de oaie:brânza de burduf şi caşcavalul, brânza
telemea cunoscută şi sub numele de branză albă.
În prezent în funcţie de natura laptelui folosit ca materie primă şi de tehnologie aplicată, cu
numeroşi parametri variabili, se pot obţine numeroase brânzeturi, reprezentând un sortiment
nebănuit de variat.Această diversitate face dificilă o clasificare precisă a brânzeturilor, în gupre
perfect delimitate şi care să precizeze învadrarea exactă a oricărui sortiment în una din aceste grupe.
[Chintescu G. 1980]
Factorii care conduc la diferenţierea finală a brânzetorilor fiind:
-natura şi timpul de lapte folosit;
-gradul de acidifiere al laptelui şi tipului de microorganisme adăugate pentru
acidifiere;
-temperatura de închegare (încălzirea sau’’coacerea’’care se face asupra bobului, în
zer, la unele sortimente);
-metoda şi gradul de tăiere sau zdrobire a coagulului;

-tratamentul coagului după separarea zerului;
-măcinarea şi sărarea coagului înainte de introducerea în forme sau tipare (nu se
aplică la toate brânzeturile );
-presarea aplicată asupra brânzei crude (nu se aplică la toate sortimetele);
-timpul, temperatura şi umiditatea relativă a aerului la maturarea brânzeturilor ;
-tratamentele speciale ca: înţeparea sau tăierea brânzei; baie de saramură (care nu se
aplicăla toate sortimentele) şi tratarea suprafeţei brânzei pentru a produce un anumit fel de coajă .
Factorii menţionaţi determină caracteristicile senzoriale fizico-chimice şi microbiologice ale
brânzeturilor ca produse finite.
Dacă se are în vedere felul laptelui, conţinutul în grăsime, consistenţa pastei şi procesul de
fabricaţie, brânzeturile sunt clasificate după cum se prezintă în următorul tabel
Tabel nr.1 Clasificarea Brânzeturilor [Chintescu G.1980]
Criterii de clasificare Clasificarea Caracterizarea Exemple de sortimente
1 2 3 4
Felul laptelui
a) lapte de vacă
b) lapte de oaie
c) lapte de bivoliţă
Brânzeturile din laptele de oaie se deosebesc de
cele din laptele vacă prin:
- gust şi miros caracteristic
- consistenţă fină şi untoasă
Brânza proaspătă de vacă, Trapist, ŞvaiţerTelemea oaie,caşcavalDobrogea,brânză de burduf, telemea din
lapte de bivoliţă,branza
Homorod.Conţinutul de grăsime a) slabe
b) semigrase
c) grase
d) foarte grase
Până la 10% grăsime in substanţa uscată
20%grăsime in substanţa uscat
40%grăsime in substanţa uscată
45%grăsime in substanţa uscată
Branză proaspătă de vacă
Branză de vacă Delicia
Caşcaval Penteleu, telemea de vacă
Caşcaval Doborgea, brânză de burduf

Consistenţa pastei
a) Moi
b) Semitari
c) tari
Coagulul se mărunţeşte mai puţin. Autopresare
sau presare slabă. Conţinut mai mare de apă, durată scurtă de
maturare,conservabilitate redusă
Temperatura de inchegare 30...340C. Grad de mărunţire
cuoagul mai mare ca la branzeturile moi se
aplică încălzirea a doua la 35....450C
Presare puternică, durată de maturare 1−2 luni, coajă bine fromată, se
fabrică in format de 2−5 kg,durată de inchegare
scurtă, mărunţire înaintată a
cuagulului,resare puternică, durată lungă de maturare,conţinut de
apă scazut
Branză Camembert, Năsal, Alpină
Branză Tropist, Olanda, Harghita
Branză Şvaiţer, Mureşana,Cedar,
Parmezan
Proces de fabricaţie a) poaspete
b) maturate
c) în saramură
d) cu pastă părită
Coagulare sub acţiunea baceriilor lactice şi a
unei enzime cuagulante, Conţinut ridicat de apă, conservabilitate redusă.
Caracteristici specifice brânzeturilor moi,
semitari, tari
Maturarea şi depozitarea se face în sarsmură de
zer sau în apă la temperatura specifică
sortimentului
Se obţin din caş maturat, opărit in apă sau
saramură la temperatura
Branză proaspătă de vaci, cremă Caraiman
Brânză Zamora, Vlădeasa, Bârsa, Trapist, Olanda
Telemea de vacă, oaie, bivoliţă Fetta
Caşcaval Penteleu, Dobrogea, Dalia,

e) topite
f) frământate
de 750C şi prelucrat în anumite condiţii, mautare 1−2 luni
Se obţin prin topirea şi emulsionarea sub
acţiunea căldurii şi a agenţilor emulgatori a unuia sau mai multe
sortimente de branzeturi
Caşul maturat, mărunţit si pastificat este introdus
în ambalaje specifice unde se matutrează
Rucăr
Topite simple, cu ados, afumate
Branza de Moldova, de burduf, de Focşani
În raport cu metoda de fabricare o clasificare pe plan internaţional a brânzeturilor a fost
realizată de către Davies.
Tabel nr.2 Clasificarea brânzeturilor după metoda de fabricare. Tipuri fundamentale de
brânzeturi. [Chintescu G.1980]
TipulVarietatea
brânzei
Caracterizarea brânzei şi date de caracteruzare
tehnologicâ
1 2 3
Tare
ParmezanFoarte tare, produsă din lapte degresat, cuagulare cu cheag, tăiere în bob mic, încălzirea a II a înaltă, sărare în bob mic,
formare prin sărare
Emmental
Mari ochiuri de fermentare, produsă din lapte maturat, cuagulare cu cheag, tăiere în bob mic, încălzirea a II a înaltă,
scurgerea zerului în formă, sărare în brânză, formare prin presare
ChedarFără ochiuri de fermentare, produsă din lapte maturat, cuagulare cu cheag, tăiere în bob mic, încălzirea a II a
medie,scurgere zer în vană, sărare în caş, formare prin presareSemitare
Port SalutDestul de fermă, aromă moderată, produs din lapte degresat− maturat, cuagulare cu cheag, tăiere în bob mic, încălzirea a II
a medie, sărare în brânză, formare prin presare
BrickDestul de tare, aromă plăcută, cuagulare cu cheag, tăiere n bob mic, încălzirea a II a înaltă, scurgerea zerului în formă,
sărare în brânză, formare prin presare
PecorinoProdusă din lapte de oaie, cuagulare cu cheag, tăiere n bob
mic, încălzirea a II a înaltă, scurgerea zerului în formă, sărare în brânză, formare prin presare
Edam Destul de fermă, produsă din lapte degresat, cuagulare cu

cheag, tăiere în bob mare, încălzirea a II a joasă, scurgerea zerului în formă, sărare în brânză, formare prin presare
Gouda Consistenşă moale, cuagulare cu cheag, tăiere în bob mare, încălzirea a II a medie, , sărare în brânză, formare prin presare
Moale Cambdrige Nematurată, produsă din lapte maturat, cuagulare cu cheag, tăiere în bob f mare,fără încălzirea a II a , sărare în formă,
Suprafaţă cu mucilagiu Limburgăr
Aromă puternică, maturare cu ajutorul bacteriilor, se obţine din lapte degresat, cuagulare în cheag, tăiere în bob mic,fără
încălzirea a II a , sărare în brânză, formare în formăSuprafaţă cu
mucigaiCamembert Aromă puternică, maturare prin mucegai intern−extern,
cuagulare rapidă cu cheag, tăiere în bob mare, scurgere zer în formă, sărare în branză, formare în formă
Maturare cu mucegai
Roqefort Gust iute, maturare cu mucegai intern.Se obţine din lapte maturat, cuagulare cu cheag, tăiere în bob mare, sărare în
brânză, formare în formă.Coagulare prin
acidifiereCottage Gust lacic, slab aromat, obţinută din lapte degresat − maturat,
cuagulare cu acid lactic, tăiere în bob foarte mare, încălzirea a II a medie, scurgere zer în vană, sărarea în caş, formare în
forme.

CAPITOLUL II
CULTURI STARTER FUNGICE
II.1 Brânzeturile moi
Brânzeturile moi, reprezintă o grupă mare de brânzeturi care se caracterizează printr−un
conţinut ridicat de apă, cu o durată scurtă de maturare şi o conservabilitate mai redusă.
Datorită consistenţei moi, fine, şi gustului plăcut, cu aromă specifică sortimentului,
fabricarea cestor brânzeturi s−a extins în ultimul timp, numărul sortimentelor fiind în continuă
creştere atât pe plan mondial cât şi in ţara noastră.
Marea majoritate a brânzeturilor, moi sun fabricate din lapte de vacă( Alpină, Italiană,
Zamora etc.), altele din lapte de oaie( Bucegi), iar în ultimul timp s−a reuşi să se fabrice şi din lapte
de bivoliţă(Vlădeasa) şi din lapte de capră(Bâlea, Retezat ).
Din această grupă fac parte şi unele brânzeturi a căror maturare se datorează acţiunii unor
mucegaiuri specifice de exterior(Camemebert, Brie ) sau mucegaiuri ce se dezvoltă în
interior(Bucegi, Pomorod). La altele maturarea şi gustul specific sunt determinate de dezvoltarea
unei microflore de suprafaţă(Bran)
II.2 Culturi starter
Creşterea continuă a producţiei mondiale de brânzeturi în paralel cu diversificarea
sortimentală, a impus perfecţionarea tehnologiilor de fabricaţie, atât pentru îmbunătăţirea calităţilor
senzoriale şi nutritive ale produselor finite, precum şi pentru creşterea stabilităţilor la păstrare.În
acest sens utilizarea culturilor starter selecţionate, a căror metabolism poate fi coordonat prin
dimensiunea inoculului şi reglarea condiţiilor fizico- chimice de activitate, reprezintă garanţia unor
procese reproductibile, pentru obţinerea de produse cu proprietăţi care să satisfacă cerinţele de
calitate şi preferinţele consumatorilor.
Prin cultură starter( inoculul) se înţelege cultura pură, în stare activă, utilizată sub formă
de monocultură sau culturi multiple pentru declanşarea şi desfăşurarea în condiţii controlate a
proceselor fermentative. Proprietăţile biotehnologice ale culturii starter, dimensiunea şi calitatea

inoculului, precum şi condiţiile fizico- chimice de cultivare sunt primordiale pentru reuşita
procesului biotehnologic.
Culturi starter fungice
Este bine cunoscut rolul esenţial al culturilor starter de mucegai în procesele de maturare a
brânzeturilor şi pentru definirea caracteristicilor senzoriale specifice unor tipuri de brânzeturi
tradiţionale
Tulpini selecţionate de Penicillium camemberti şi Penicillium roqueforti şi Geotrichum
candidum sunt adesea utilizate în monocultură sau sub formă de culturi starter multiple. Astfel
Penicillium camemberti se utilizează pentru obţinerea brânzeturilor din lapte de vacă, precum
Camembert, Brie, Carre' de est, Neufchâtel şi a altor sortimente din lapte de capră. Penicillium
roqueforti conferă caracteristicile brânzeturilor din lapte de vacă, precum Bleu d'Auvergne, Bleu de
Bresse, Gorgonzola, Blue Danois, Stiton şi a unor sortimente din lapte de oaie( Roqueforti) sau
capră. Tulpini selecţionate de Geotrichum candidum sunt rareori utilizate pentru obţinerea
brânzeturilor cu pastă moale sau a sortimentelor: Camembert, Pont l'Evêque şi Saint Nectaire.
În funcţie de particularităţile procesului tehnologic şi tipul de brânză, inocularea culturilor
starter de mucegai se realizează în diferite etape şi anume [Chintescu G.1980]:
- cocomitent cu adaosul enzimei de coagulare
- inocularea suspensiei de spori în saramură(Penicillium camemberti)
- pulverizarea suspensiei de spori pe suprafaţa suspensiei brânzeturilor menţinute în
camere reci(Penicillium camemberti, Geotrichum candidum)
- inoculare direct în pastă înainte de presare(Penicillium roqueforti)
Penicillium camemberti(cu denumirile sinonime: P.candidum, P. Caselcolum, P-
caseicola, P. Album, considerate în prezent specii mutante deriate din Penicillium camemberti) este
un mucegai alb, caracterizat prin acidotoleranţă şi toleranţă moderată de NaCl(20% NaCl reprezintă
concentraţia critică la care este inhibată creşterea mucegaiului. Prezintă o viteză de dezvoltare
colonială comparabilă cu a altor specii ale genului. Pe medii cu extract de malţ, prin termostatare
timp de două săptămâni, la temperatura de 250C, formează colonii cu diametru de 25- 35 mm. Se
dezolvă optim în domenii de temperaturi 20....250C şi ph=3,5- 6,5. Are o capacitate de a se dezvolta
la temperatura de 50, în schimb creşterea este înhibată la temperatura de 370C. Are activitate

proteolitică şi se dezolvă, formând un fetru alb, caracteristic, la suprafaţa brânzeturilor cu pastă
moale, folosin acidul lactic în calitate de sursă de carbon.
Penicillium roqueforti, folosit la fabricarea brânzeturilor cu mucegai în pastă( cu pastă
albastră), denumite astfel prin dezvoltarea internă a micelului pigmentat în nuanţe de albastru-
verzui.
Prezintă viteză de creştere superioară, comparativ cu Penicillium camemberti. Pe medii cu
extract de malţ formează colonii cu diametre de 40- 70mm, după 7 zile de termostatare la 250C. Se
dizolvă optim în domeniul de temperaturi 35- 400C şi medii cu ph acid (pH=4,0). Comparativ cu
Penicillium camemberti, poate să acşioneze intr-un domeniu mai larg de pH, cu limite de variaţii
între pH=3,0 şi pH=5,0. Este acidotolerant putându-se dezvolta în medii cu 5% acid lactic, 0,5%
acid acetic. Fiind mucegai microeorofil, poate să crească în prezentă de 20- 40% CO2. Dezvoltarea
sa este stimulată de NaCl, însă creşterea se reduce considerabil la concentraţii de 6-8% sare şi este
stopată la valori de 20% NaCl în mediu. Brânzeturile maturate cu Penicillium roqueforti se
caracterizează printr-un grad avansat de maturare şi o aromă specifică, ca urmare a produşilor
rezultaţi prin acivitatea enzimatică (proteolitică şi lipolitică) a culturii.
Alteori culturile starter de mucigai utilizate pentru obţinerea brânzeturilor cu mucigai în
pastă sunt P. Gorgonzela (micelul de culoare verde- albăstrui) sau P.glaucom (tulpini fară potenţial
toxicogen, miceliu de culoare verde)
Deşi nu are o utilizare atât de extinsă precum Penicillium roqueforti sau Penicillium
camemberti, Geotrichum candidum este adesea utilizat la fabricarea unor sortimente de brâmzeturi.
Încadrat în categoria fungilor imperfecţi, mucegaiul este capabil să crească în domeniul de
temperaturi 5....380C, cu dezvoltare optimă la 250C şi pH = 5,0-5,5. Este sensibil la salinitate,
creşterea fiind încetinită la concentraţia de 1% NaCl şi oprită la valori de 5-6% NaCl [Costin G.M.
2003].
În general, strategiile de selecţie a culturilor de mucegai pentru brânzeturi vizează
următoarele proprietăţi:
- aspectul morfologic, cu referire la conturarea fetrului caracteristic şi capacitatea de
extindere a micelului
- viteza de germinare a sporilor şi cea de extindere a hifelor
- rezistenţa hifelor la tratamentele mecanice ce intervin în timpul procesării
- activitatea proteolitică şi lipolitică în acord cu cerinţele de calitate impuse produsului
finit
- potenţialul aromatizant

- metabolism controlabil, lipsit de potenţialul toxicogen sau capacitatea de biosinteză a
unor metaboloţi nedoriţi, care pot influienţa negativ aroma şi gustul produsului finit
- capacitatea de a acţiona în condiţii naturale, sub efectul factorilor de medi nefavorabili
(compoziţie mediu cultură, pH, aw, concetraţie NaCl, temperatură), prin evoluţia
proceselor biochimice în concurenţă cu microbiota nespecifică.
Deci drojdiile ajung la suprafaţa brânzeturilor prin contaminare accidentală, atingând în
câteva zile concetraţia de 105-106 ucf cm-2, literatura de specialitate descrie posibilitatea utilizării
culturilor starter selecţionate (ex: Candida utilis), prin înlocuirea celulelor pe suprafaţa calupurilor
de brânză, după scoaterea lor din saramură şi zvântare. Tulpinile de drojdii cu importanţă pentru
producerea brânzeturilor, care pot constitui culturi starter performante sunt: Kluzveromzces
marxianus, Sacharomzces cerevisae, Debarzomzces hansenzl.
II.3 Rolul mucegaiurilor din genul Penicillium în definirea brânzeturilor
maturate
Modificările enzimatice induse componentelor sustratului prin activitatea proteolitică si
lipolitică a culturilor starter de Penicillium spp. Conduc, în paralel cu îmbunătăţirea proprietăţilor
nutritive, la formarea a numeroşi compuşi cu rol de precursori de aromă, principalii responsabili
pentru imprimarea caracteristicilor senzoriale specifice
Tipul şi concentraţia precursorilor de aromă sunt în directă corelaţie cu proprietăţile
biotehnologice ale culturii starter, compoziţia substratului şi condiţiile fermentative.
Aroma specifică brânzei Camembert este obţinută prin efectul combinat a mai multor
compuşi volatili încadraţi în categoriile: alcooli primari, alcoli secundari, compuşi carbonilici, esteri,
compuşi cu sulf etc. Aceaşti compuşi sunt identificaţi în general prin cromatografie tip HLPC, dar
în funcţie de gradul de maturare unii dintre ei pot fi evidenţiaţi şi senzorial (compuşi su sulf)
În brânza Roquefort, aroma caracteristică este imprimată de acizi graşi, metil-cetone şi unii
alcooli secundari. Concentraţia lor este însă variabilă în funcţie de parametrii tehnologici adoptaţi.
Metil-cetonele cu şapte sau nouă atomi de carbon sunt compuşi majoritari la sfârşitul maturării, însă
concentraţia lor în produsul final este mult mai afectată de condiţiile de procesare. Activitatea
lipolitică a mucegaiurilor este pregnant afectată de salinitate.

II.4 Particularităţi privind obţinerea culturilor starter fungice
Culturile starter de mucigai sunt comercializate sub formă de suspensii concentrate de spori,
în stare congelată sau liofilizată, în general de aceleaşi companii care produc şi livrează culturi
starter de bacterii.
Pentru obţinerea culturilor de producţie se procedează la reactivarea culturilor stoc şi
multiplicarea acestora pentru a obţine volume mari de suspensii de spori. Tehnicile de cultivare
prevăd multiplicarea mucegaiurilor în culturi de suprafaţă pe mediu lichid sau în sistem SSF (din
limba engleză Solide-State Fermentation). Alegerea mediului de cultivare, care trebuie să inducă
cultivarea intensă a mucegaiului, se face pe considerente tehnico- economice (capacitate de
producţie, costul).
Culturile de suprafaţă pe mediul lichid sunt realizate în vase Roux, sau în fermentatoare
adecvate, cu controlul condiţiilor fermentative (pH, temperatură, oxigen dizolvat). După cultivare
timp de 10-20 zile la 20....280C, sporii se separă de miceliu prin antrenare în apă sterilă, în prezenţă
de Tween 80. Suspensia de spori este apoi concentrată şi conservată prin congelare sau liofilizare.
Sporii liofilizaţi se pot comercializa în stare granulată sau sub formă de tablete [Costin G.M. 2003].
Cultivarea pe mediu solid (ăn sistem SSF) se realizează utilizând ca substrat bucăţi de pâine
(cuburi cu latura de aproximativ 1cm) umectate cu mediu nutritiv lichid, plasate în vase de cultivare
cu orificii largi şi sterilizate la 1210C, timp de 1h. În timpul răcirii vasele sunt agitate pentru a
preveni compactizarea substratului. După inoculare cu suspensie de spori, cultivarea se realizează la
20..250C, timp de 10-20 de zile cu agitare periodică pentru a asigura dezvoltarea uniformă a
micelului. La sfârşitul cultivării mediul fermentat se usucă menajat, apoi se macină obţinându-se o
pulbere activă, ce poate fi utilizată ca inocul de producţie. În alte cazuri sporii liberi de fragmente
hifale sunt separat de mediul fermentat prin antrenare în apă sterilă, iar suspensiile obţinute sunt
utilizate ca atare, sau sunt concentrate si apoi congelate sau liofilizate.
Cultivarea se poate realiza pe medii de agar, în plăci Petri sau eprubete, iar după dezvoltarea
coloniilor mature, sporii se antrenează cu apă sterilă, se separă de fragmentele hifale, apoi se
concentrează.

CAPITOLUL III
Brânzeturi cu floră fungică
III.1 Camembert si Roquefort
Acest segment de brânzeturi, caracterizate prin proprietăţi senzoriale particulare, pot fi
grupate în trei categorii:
- brânzeturi cu mucegai la suprafaţă (Camembert)
- brânzeturi cu mucegai în pastă (Roquefort)
- brânzeturi cu floră fungică mixtă (Cambozola)
Camembert si Roquefort sunt două tipuri de brânzeturi destul de cunoscute la noi în România,
tehnologia de fabricare aduce asemănări şi deosebiri între ele, ceea ce face ca, concurenţa pe piaţă să
fie destul de ridicată [Costin G.M. 2003].
Brânza Cemembert, denumită după localitatea cu acelaşi nume din regiunea Normandia, din
Franţa a fost preparată pentru prima dată în anul 1977. De aici a fost răspândită în toate ţările, fiind
mult apreciată de consumatori. Conform convenţiei internaţionale pentru brânzeturi de la Stresa, sub
denumirea de brânză Camembert se înţelege brânza în greutate de 110g, cu diametrul de 105-110
mm, un conţinut de grăsime raportat la s.u. de minim 40%, care să corespundă unui anumit mod de
preparare şi o umiditate de 56%.
Totuşi în unele ţări se fabrică o serie de sortimente cumucegai alb la suprafaţă, care prezintă
diferenţieri atât în ceea ce priveşte tehnologie de fabricaţie, cât şi compoziţia, faţă de brânza
originală, care se vând sub denumirea comercială de "brânză moale cu mucegai".
Indiferent de provenienţă brânza de tip Camembert, este o brânză cu pastă moale a cărei
particularitate tehnologică este fermentaţia lactică acidă în prima fază, apoi datorită dezvoltării
microflorei de suprafaţă (mucilagii şi mucegaiuri), în faza a doua are loc o descompunere a
substanţelor proteice până la formarea de amoniac.Materia primă folosită la fabricarea acestui
sortiment este laptele crud de vacă.utilizand bacterii lactice,bacterii alcalinizante si mucegai alb care
se dezvolta la suprafata calupului.[Chintescu George, Indrumator in tehnologia branzeturilor]
Pentru maturare se utilizeaza bacterii lactice(Streptococcus lactis,Str. diacetilactis),bacterii
alcalinizante(Exp.Brevibacterium limens-bacterie producatoare de pigment de culoare rosie) si spori
de mucegai(Exp.Penicilium caseicolum(P.candidum)sau P.camemberti(P.album),cu care se

insamanteaza laptele.Se adauga de asemenea culturi de bacterii alcalinizante(Bacillus firimitatis si
Micrococus meldensis).
Maturarea laptelui se realizează până la o aciditate mai mare de 20÷22 0T. După coagulare,
coagul se separă prin autopresare, se sărează şi se zvântă. Se practică adaosuri de clorura de calciu.
Maturarea durează cca. 30 de zile şi începe cu dezvoltarea dupa 4÷6 zile la suprafaţa calupului a
mucegaiului Penicilium candidum (P.album), care consumă acidul lactic şi surplusul de lactoza,
realizând astfel condiţii optime de dezvoltare pentru bacteriile alcalinizante (bacteriile rosului) care
realizează proteoliza.
Pe măsură ce aciditatea scade în timpul maturării, este inhibată dezvoltarea mucegaiului. La
sfârşitul maturării brânza prezintă o coajă subţire acoperită cu mucegai alb, cu pete mici rosii. Pasta
este compactă, fină şi cremoasă cu gust aromat şi culoare alb-gălbuie. Depozitarea brânzei după
ambalare se realizează în condiţii de refrigerare maximum 15 zile.
Dacă despre brânza Camembert se poate spune că a apărut in 1977, despre Roquefort numită
şi Blue veined cheese sau brânzeturi Blue datorită dezvoltării mucegaiului Penicillium roqueforti în
spaţiile din pasta brânzei, aceste brânzeturi au denumiri regionale. Chiar dacă nu e regina
brânzeturilor, cum o proclamă mulţi, Roquefort este cel puţin una din cele mai vechi şi mai bine
cunoscute din lume. Această brânză albastră este cunoscută încă din timpurile romanilor, şi era
preferata lui Carol cel Mare. Este făcută din lapte de oaie expus unui mucegai numit Penicillium
roqueforti şi se lasă la învechit minimum 3 luni în peşterile calcaroase din munţii Combalou din
apropierea satului Roquefort din sud-vestul Franţei. Acesta este singurul loc unde se învecheşte
adevărata brânză Roquefort.
Roquefort are o textură cremoasă, consistentă şi un gust picant, iute, oarecum sărat.
Interiorul este alb cu vinişoare albastre, iar coaja este albă ca zăpada. Se vinde în cilindrii groşi şi
scurţi, înveliţi în staniol. Adevărata Roquefort se identifică printr-o oaie de culoare roşie desenată pe
etichetă. Numele Roquefort este protejat prin lege împotriva imitaţiilor. Brânza Roquefort are statut
de produs cu denumire de origine (PDO) fiind fabricată în Franţa din lapte de oaie crud. Studiile
întreprinse de Devoyod au evidenţiat faptul că în afara culturilor de bacterii lactice şi de Penicillium
roqueforti, microflora brânzei Roqueforti fabricată din lapte de oaie crud conţine drojdii,
lactobacilii, micrococi, stafilococi, bacterii coliforme. Lactococii sunt întotdeauna dominanţii în
brânză, însă drojdiile şi speciile de Leuconostoc sunt, de asemenea prezente încă de la începutul
maturării. Lactobacilii, în principal Lactobacillus casei şi Lactobacillus plantarum ating un număr
maxim înaintea sărării. În primele 48 de ore, numărul stafilococilor se reduc drastic, iar bacteriile
coliforme scad constant în prima lună de maturare. După sărare, microflora de suprafaţă conţine în

principal drojdii şi micrococi. Este recunoscut rolul major al Penicillium roqueforti în maturare,
însă, în brânza convenţională obţinută din lapte crud, microflora secundară are, de asemenea, o
importanţă esenţială pentru formarea caracteristicilor senzoriale. Brânzeturile Blue se pot fabrica şi
prin procedee neconvenţionale – cu coagulator [M. Boderianu 2005].
Proteoliza este foarte intensă în brânzeturile cu mucegai intern: peste 50% din Ntotal este
solubil în brânza Roquefort maturată şi aproximativ 65% în Danish Blue. În ultimul sortiment, 10%
din Ntotal este reprezentat d aminoacizi liberi. Contribuţia Penicillium roqueforti la proteoliză este
importantă, determinând ca după 40 de zile de maturare Nsolubil la pH 4,6 şi Nsolubil în acid
fosfotungstic să reprezinte 50%, 30% şi respectiv 10% din Ntotal din brânza Roquefort. Ca şi în cazul
proteolizei, lipoliza în acest tip de brânzeturi este mult mai dezvoltată decât în alte brânzeturi. În
brânzeturile cu mucegai în pastă s-au determinat 65-100 meq/100 g grăsime acizi liberi reprezentând
18-25% din totalul acizilor graşi. S-a arătat că Penicillium roqueforti produce două lipaze, una cu
pH optim de activitate în domeniul acid, alta în zona alcalină. Este unanim acceptat că gustul şi
aroma specifică a brânzeturilor cu mucegai în pastă sunt determinate de prezenţa metilcetonelor.
Cele mai abundente sunt 2-heptanona şi 2-nonanona, însă în proporţii mai reduse, dar cu o
contribuţie la aromă sunt 2-propanona, 2-pentanona, 2-undecanona şi 2-tridecanona. Metilcetonele
sunt produse de Penicllium roqueforti din acizi graşi prin -oxidare. -cetoacid-CoA, obţinut prin
dehidrogenarea -hidroxiacil-CoA, este deacilat la -cetoacid de către -cetoacil-CoA deacilează
sau tiohidrolază. O decarboxilază transformă -cetoacil-CoA în metil cetonă şi CO2. O serie de
factori (temperatura, pH-ul, starea fiziologică a mucegaiului, raportul între concentraţia acizilor
graşi şi SU din spori) influenţează formarea metilcetonelor. Fracţiunea volatilă din brânzeturi
conţine în afară de metilcetone, numeroase alte substanţe. Alcooli secundari (2-pentanol, 2-heptanol,
2-nonanol) se formează prin reducerea metilcetonelor. Alţi alcooli, esteri, aldehide, -lactone au fost
identificate în brânzeturile cu mucegai intern. Progresele înregistrate în cunoaşterea naturii şi
concentraţiei acestor substanţe au permis elaborarea unei formule pentru producerea unei arome
sintetice de “brânză blue” utilizată în brânza topită şi dresingul de salată [Chintescu G,].
.
Brânza Roquefort românească (brânza Bucegi)
Brânza Roquefort este o brânză moale, la care fermentarea se face sub acţiunea unui mucegai
verde-albăstrui, care se dezvoltă în interiorul brânzei, sub forma unor artere şi care imprimă
produsului un anumit gust şi o aromă specifică. Brânza cu mucegai verde s-a fabricat prima dată în
Franţa, unde se fabrică şi azi, sub denumirea de roquefort, extinzându-se şi în alte ţări, sub denumiri

diferite, la noi fiind fabricată ca brânză Bucegi. Brânza Bucegi se prepară din lapte de oaie, din
amestec de lapte de oaie cu lapte de vacă sau numai din lapte de vacă. Laptele se normalizează la
30% grăsime, putându-se utiliza şi lapte pasteurizat. Închegarea se face la 28-290C timp de 90-120
min. Coagulul se mărunţeşte în particule de mărimea nucilor, se elimină o parte din zer, iar apoi
coagulul mărunţit cu zerul rămas este scos din cazan cu ajutorul unei găleţi şi se introduce într-o
vană de scurgere, prevăzută în interior cu un grătar şi căptuşită cu o sedilă. Coagulul se amestecă 15-
20 min, pentru a mai elimina o parte din zer şi apoi se aşează în forme, în patru straturi.
Pentru fiecare strat de coagul se presară spori de mucegai, sub formă de praf, în afară de
ultimul strat. Mucegaiul care dă fermentaţia specifică este Penicillium roqueforti. Formele de brânză
crudă se întorc la intervale de 5-10 sau 20-30 min, iar apoi din oră în oră, durata totală pentru
întoarcerea formelor fiind de 6-8 ore. A doua zi brânzeturile sunt scoase din forme şi se procedează
la sărarea lor (sărare uscată sau în saramură). Sărarea uscată durează 5 zile, iar în saramură de 22%
concentraţie, numai 24 ore. Temperatura localului unde are loc sărarea trebuie să fie de maximum
100C, temperatură pe care trebuie să o aibă şi saramura.
Pentru a putea permite accesul aerului necesar dezvoltării mucegaiului în interiorul bucăţilor
de brânză, după sărare, acestea sunt înţepate cu ace speciale, în 50-70 locuri, sau sunt înţepate cu
ajutorul unei maşini speciale de perforat. Pentru maturare, brânzeturile sunt transportate în încăperi
care au 5-70C şi umiditate relativă a aerului de 90-95%, umiditate la care mucegaiul se dezvoltă
foarte bine. În camerele de maturare, bucăţile de brânză sunt aşezate pe muchii, pe scânduri, în
formă de jgheab. Pe suprafaţa brânzei apare un mucilagiu, care trebuie îndepărtat cu un cuţit. După
3-5 săptămâni de la fabricare, bucăţile de brânză se asamblează în foiţă metalică, continuându-se
fermentarea sub această formă. Durata de maturare este de 6-12 săptămâni. Brânzeturile maturate se
depozitează la rece, la temperatură scăzută, de 0-20C, şi umiditate relativă de 85-90%. Brânza
Bucegi de fabrică în bucăţi de 2,5-3,5 kg, în cilindri cu înălţimea de 8-12 cm şi diametrul d e18-20
cm.
Coaja este fină, de culoare galbenă-portocalie, slab lipicioasă. Pasta este albă-gălbuie,
prezentând artere de mucegai verde-albăstrui. Consistenţa este sfărâmicioasă, în acelaşi timp
untoasă. Mirosul este specific, iar gustul slab sărat şi picant. La brânza preparată din lapte de oaie,
consumul specific este de 6-6,2 l de lapte, iar la brânza preparată din lapte de vacă consumul este de
9-10,7 l de lapte pentru 1 kg de brânză. Brânza Bucegi se consumă în amestec cu untul sub formă de
pastă, care se unge pe pâine [Banu C. 1998].
.

III.2 Tehnologia de fabricare a brânzei Camembert
Procesul de fabricare a brânzeturilor cu mucigai la suprafaţă se caraterizează prin:
- acidificarea laptelui înainte de cuagulare
- cuagulul este tăiat în bucaţi mari care sunt introduse în forme. Sinereza are loc după
mărunţire, iar conţinutul final de umiditate al brânzeturilor este relativ ridicat, uzual
între 50-60%. Valoarea pH-ului brânzeturilor este scăzută (4,5-5), deoarece cuagulul
pierde o mare cantitate de fosfat de calciu asociat cu micele de cezeină, diminuându-se
corespunzător capacitatea de tamponare
- flora ce se dezvoltă la suprafaţa brânzeturilor determină formarea substanţelor de
aromă şi dezacidifiază brânzeturile.Acestea este esenţiată pentru obţinerea unei
consistenţe moi însă nu fluide [Banu C. 1998].
- .
Caracteristicile branzei Camembert
Branza Camembert are forma cilindrica , cu diametrul de 6-12cm, inaltimea de 3-4cm, iar
greutatea de 80-320g. Branzeturile mai mari, dupa taiere, pot fi puse in consum si in ambalaje mici.
Raspandite sunt formele de semicerc, in greutate de 80-160g.
a) Caracteristicile organoleptice ale acestui sortiment sunt:
- coaja: subtire, acoperita uniform cu mucegai alb cu nuanta albastruie, pe alocuri pete
mici rosii.
- pasta: compacta, fara ochiuri de maturare, untoasa, fina, se intinde pe paine.
- Gustul si mirosul: placute, aromate, asemanatoare ciupercii sampinion.
b) Caracteristicile chimice sunt:
Tabel nr.3 Proprietăţi chimice ale brânzei Camembert [Banu C. 1998].
Tip gras Tip f gras Select
Grasime raportata la S.U.,%,minimum 45 50 60
Apa,% maximum 52 52 50
Substanta proteica,%,minimum 19 17 18
Clorura de sodiu,%,maximum 3 3 2,5
Materii prime

Industria alimentară prezintă o serie de particularităţi faţă de alte ramuri industriale, legate
atât de natura materiilor prime prelucrate cât şi a produselor finite obţinute.
Prin materii prime se înţeleg acele materiale care, supuse unui proces tehnologic specific, se
transformă în produse finite sau semifabricate.
Materia primă folosită în tehnologia de fabricare a brânzei Camembert este:laptele de vacă,
deci este necesar un control microbiologic strict, datorită riscului dezvoltării microorganismelor
patogene (cum ar fi: Listeria monocztogenes)
Laptele este un lichid de culoare alb-gălbui secretat de glanda mamară a mamiferelor. Din
punct de vedere fizico-chimic laptele reprezintă un sistem complex, putand fi considerat o emulsie
de grăsime într-o soluţie apoasă care conţine alte substanţe sub formă coloidală (proteinele) sau sub
formă dizolvată (lactoză, săruri minerale, vitamine). laptele de vacă, are un conţinut mediu de12,5%
s.u. formată din substanţele nutritive de bazză în alimentaţia omului şi circa 87,5% după care
urmează glucidele, substanţele minerale şi vitaminele.
Caracteristici organoleptice
Studiul şi cunoaşterea caracteristicilor organoleptice ale laptelui oferă posibilitatea
specilistului cat şi consumatorului de a depista eventualele stări anormale ale laptelui.
Principalele caracteristici senzoriale pe care se bazează aprecierea calităţii laptelui crud
integral, conform prevederilor în vigoare, sunt: aspectul, consistenţa, culoarea, mirosul, gustul şi
gradul de impurităţi mecanice.
Aspectul şi culoarea. Laptele de vacă trebuie să se prezinte ca un lichid opac cu consistenţă
normală şi culoare alb mat. Dacă laptele conţine o cantitate mai mare de grăsime şi pigmenţi
carotenoidici, culoarea este alb-gălbuie. Culoarea laptelui este dată de către globulele de grăsime
aflate în suspensie în special de starea coloidală a proteinelor.
Aspectul este dat de substanţele componente ale laptelui şi de starea lor de dispersie.
Opalescenţa şi opacitatea peliculei pe care laptele o formează pe pereţii vasului de sticlă din care
este vărast oferă indicaţii asupra conţinutului în grăsime şi stării coloidale a cazeinei.
Coloraţiile anormale se pot datora următoarelor cauze:
-transformării anormale a laptelui în glanda mamară: este cazul laptelui colostral, al laptelui
de reţinere şi al celui mamitic în care caz culoarea este gri-gălbuie translucidă; prezenţa sangelui în
lapte determină culoarea laptelui în roz de diferite intensităţi;

-substanţelor colorate medicamentoase administrate vacilor de lapte şi eliminate în glanda
mamară;
-contaminări cu microorganisme.
Gustul şi mirosul. Laptele proaspăt muls are gust dulceag, plăcut caracteristic care poate să
dispară prin diluare, smantanire, fierbere. Gustul dulceag este dat de prezenţa lactozei, iar aroma
caracteristică laptelui proaspăt de către proporţia şi starea chimică a componentelor sale.
Laptele normal are miros specific, dar puţin pronunţat în funcţie de specie.
Mirosul caracterictic speciei de la care provine laptelel este imprimat în concntraţia de acizi
graşi volatili. O deosebită atenţie trebuie acordată curăţeniei din adăposturi, aerisirii înainte de
începerea mulsului, igienei corporale a vacilor, a mulgătorilor, cat şi a vaselor în care se colectează
şi se păstrază laptele.
Laptele poate căpăta gusturi şi mirosuri anormale, după cum urmează:
-gusturi şi mirosuri anormale provocate de microorganisme;
-aromă de oxidat, care-şi are originea în degradarea oxidativă a fosfolipidelor din membrana
globulelor de grăsime. Aroma de oxidat poate fi: aromă de oxidat spontană, datorită acţiunii
xantinoxidazei, aromă de oxidat indusă de luminp, aromă de oxidat indusă de un metal.
Consistenţa laptelui. Aprecierea pe cale organoleptică a vascozităţii exprimă consistenţa
laptelui. Laptele normal, proaspăt, este un lichid omogen, însă cu timpul grăsimea se separă din
lapte. Sub aspectul consistenţei, laptele de consum trebuie să prezinte fluiditatea caracteristică, fără
consistenţa filantă, vascoasă sau mucilaginoasă. Existenţa unui lapte cu consistenţa anormală denotă
îmbolnăviri ale ugerului sau lapte infectat masiv cu microoganisme saprofite, ca urmare a
nerespectării condiţiilor de igineă. Consistenţa anormală a laptelui se poate întalni în:
-laptele mamitic care poate fi grunjos la ieşire din mamele;
-laptelel colostral care are o vascozitate mare;
-laptele infectat cu unele microorganisme care pot conferi acestuia consistenţă filantă
vascoasă;
-laptele apos care apare în cazul consumului în exces de varză, frunze de sfeclă.
Caracteristicile fizico-chimice ale laptelui
Proprietăţile fizico-chimice care caracterizează în principal laptele ca materie primă în
industria brânzeturilor sunt: densitatea şi aciditatea totală şi activă.

Densitatea laptelui esta variabilă, fiind la 200C cuprinsă între 1,092 şi 1,003. Densitatea este
condiţionată în conţinutul în extract sec total, dar şi de raportul care există între partea grasă şi
negrasă. Densitatea creşte cu cât conţinutul în extract sec este mai mare, dar este micşorată printr-un
conţinut mare de grăsime, deorece aceasta are o densitate mai mică decât 1.
Laptele de vacă cu un conţinut mai ridicat de grăsime are densitatea sub1,030. Prin
smântânire ca urmare a extragerii unei părţi mai mici sau mai mari de grăsime, densitatea creşte la
1,032-1,034. Adăugarea de apă face să scadă densitatea cu circa 0,003 pentru 10% apă adăugată.
pH-ul (aciditatea activă) arată concentraţia de ioni de hidrogen al laptelui,adică aciditatea
activă a mediului respectiv.Laptele prezintă proprietăţi amfotere-tampon, datorită substanţelor
proteice şi a anumitor săruri minerale (fosfaţi, citraţi). Atât în prezenţa acizilor cât şi a bazelor,
acţiunea componenţilor respectivi împiedică o variaţie bruscă a pH-ului, tamponând mediul permite
să se dizolve bacteriile lactice, fără a ţine seama de activitatea titrabilă ridicată. Cea mai mare
capacitate tampon este la un pH =4,5-6,5.
Aciditatea totală se determină prin titrare cu o soluţie alcalină, în prezenţa fenoftaleinei ca
indicator şi se exprimă în grade de aciditate
Microbiologia laptelui
Microflora laptelui joacă principalul rol în industria brânzeturilor, fără microflora utilă
nefiind posibilă obţinerea brânzeturilor de calitate nedorită.
Datorită bogăţiei sale în substanţe cu rol nutritiv laptele constituie un mediu foarte favorabil
pentru dezvoltarea microorganismelor. Sursa de provenienţă a microorganismelor în lapte poate fi
de ordin extern şi intern. Microflora iniţială din laptele crud provide din următoarele surse:
- din manelă: aproape întotdeauna în manelă există germeni banali care contaminează laptele
în timpul mulsului, contaminarea fiind cu atît mai mare cu cît sfincterul mameloanelor este mai
relaxat şi exită o permanentă deschidere largă a mameloanelor. Primul lapte extras din mamelă este
cel mai contaminat, numărul de microorganisme scăyînd pe măsură ce mulsoarea progresează.
Volumul primelor jeturi este mai mic, deci influenţa lui asupra nivelului de contaminare a laptelui
recoltat de la acelaşi animal este nesemnificativ.
Microrganismele pătrund ăn mamele pe două căi:
- calea ascendentă, prin canalul mamelonului , care este folosit de către saprofiţi

- calea endogenă, prin intermediul circulaţiei sanguine, în care caz microflora se localizează
în mamele şi produce diverse leziuni.
După originea şi activitatea lor biochimică, bacteriile mai importante din lapte sunt: bacteriile
lactice, coliforme, proteolitice, propionice, butirice şi bacteriile patogene.
a) Bacteriile lactice
Dintre toate microorganismele existente în lapte, bacteriile lactice prezintă cea mai mare
importanţă, atât prin numărul lor, cât şi prin activitatea biochimică pe care o au. Astfel bacteriile
lactice în cadru în cadru procesului de fermentaţie lactică, acţionează asupra lactozei pe care o
transformă în acid lactic, având ca urmare o creştere a aciditaţii laptelui. În laptele proaspăt acest
proces se produce spontan şi trebuie evitat pe cât posibil întrucât poate să conducă la alterarea
laptelui, făcându-l impropriu pentru prelucrare, în timp ce la fabricarea unor produse lactate
(produsele lactate acide, brânza proaspătă, smântâna de consum, smântâna destinată fabricării
untului, brânzeturi maturate ş.a.) fermentaţia lactică este mult utilizată, fiind un proces controlat, ce
stă la baza obţinerii acestor produse.
Unele bacterii lactice (bacterii homofermentative) transformă lactoza aproape în totalitate
(90...98%) în acid lactic şi formează mici cantităţi de produse secundare iar la altele (bacterile
heterofermentative) transformarea lactozei în acid lactic este mult mai redusă, în schimb în procesul
de fermentaţie rezultă mai mulţi produşi secundari. Este important de arătat că unele bacterii lactice
din categoria celor heterofermentative, pe langă capacitatea redusă de acidifiere produc prin procesul
de fermentaţie, dioxid de carbon, acizi volatili, esteri, precum şi unele substanţe aromatizante cum
este acetil-metil-carbinol şi cetone, ce exprimă produselor fabricate aroma specifică.
b) Bacteriile coliforme
Se întâlnesc frecvent în lapte, provenind din apa murdară, din sol sau nutreţuri, iar unele
specii chiar din fecale sau bălegar, întrucât acestea sunt reprezentate tipice ale bacteriilor din
intestinele omului şi animalelor.
Baceriile coliforme fac parte din categoria microorganismelor dăunătoare, întrucât
prezenţa şi dezvoltarea lor în lapte, prin fermentaţiile pe care le produc cu formarea masivă de gaze
si alte substanţe secundare, imprimă un gust neplăcut laptelui şi unele defecte la produsele fabricate,
în special la brânzeturi (balonarea timpuriBacteriile coliforme se prezintă sub formă de bastonaşe de
diferite mărimi, ele fermentează lactoza producând o cantitate redusă de acid lactic, în schimb

produc mari cantitaţi de gaze (dioxid de carbon si hidrogen). Temperatura optimă de dezvoltare este
de 37...40°C. Speciile mai răspândite sunt: Aerobacter aerogenis ce provine din pământ sau nutreţuri
şi Bacterium coli, din care se menţionează în special Escherichia coli de origine fecală, care în unele
tulpini patogene pentru om. Nefiind sporulate, bacteriile coli sunt distruse cu uşurinţă prin
pasteurizare, iar dacă procesul este corect aplicat sunt distruse în totalitate, obţinându-se produse
necontaminate cu aceste bacterii dăunătoare.
c) Bacteriile propionice
Se gasesc în mod obişnuit în lapte, prezetându-se sub formă de bastonaşe scurte, uneori
alipite câte două şi au temperatura optimă de dezvoltare între 20...30°C. Aceste bacterii, în procesul
de fermentaţie, transformă acidul lactic în acid propionic, acid acetic, dioxid de carbon si alte
produse secundare.
Au rol important în procesul de maturare a brânzeturilor fermentate cu pastă tare (tip
şvaiţer) unde datorită propioniţilor formaţi ca urmare a fermentării sărurilor acidului lactic, produc
mirosul specific şi gustul dulceag, iar degajarea de dioxid de carbon contribuie la formarea de găuri
mari, rare, cu contur uniform, toate acestea fiind caracteristici calitative importante, specifice
brânzeturilor respective.
d) Bacteriile butirice
Sunt bacterii în formă de bastonaşe, având temperatura optimă de dezvoltare de 30...35°C
şi care prin fermentarea lactozei produc şi o cantitate mare de gaze (dioxid de carbon şi hidrogen)
precum şi alţi produşi secundari (acid acetic, acid propionic, alcooli ş.a.). Principalele specii sunt
Clostridium saccharobutyriam, Clostridium tyrobutiricum şi Bacillus amylabacter. Sunt deosebit de
dăunătoare, întrucât imprimă un gust amar şi miros neplăcut produselor lactate, iar în procesul de
fabricare al brânzeturilor maturate produc defecte de balonare (balonare târzie).
Sursele principale de contaminare cu bacterii butirice sunt nutreţuri însilozate în condiţii
necorespunzătoare, care permit bacteriilor din sol să pătrundă în nutreţuri unde găsesc condiţii foarte
bune de dezvoltare. De asemenea, acestea mai pot pătrunde direct în lapte, în timpul mulgerii, prin
particule de pământ sau alte impurităţi din grajd.
e) Bacteriile proteolitice
Sunt bacterii de putrefacţie ce se caracterizează prin aceea că descompun proteinele,
producând o hidroliză înaintata a acestora, până la formarea de amoniac (putrezire) având astfel o

acţiune dăunătoare asupra laptelui şi a produselor fabricate. Căile prin care pot pătrunde în lapte sunt
solul, nutreţurile, apa etc. şi au temperatura optimă de dezvoltare ce variază în limite foarte mari
existând unele specii care se dezvoltă chiar şi la temperaturi apropiate de 0°C.
. Produc balonarea brânzeturilor şi alterarea calitaţii acestora.
f) Bacteriile patogene
Sunt bacterii ce provin de la animalele bolnave sau de la oamenii bolnavi care au venit în
contact cu laptele în timpul mulgerii sau a manipulării ulterioare a acestuia.
Dintre bacteriile patogene care se transmit prin lapte de la animalele bolnave la om, mai
frecvente sunt: Mycrobacterium tuberculosis bovis (produce tuberculoza), Brucella abortus
(produce bruceloza), Streptococcus aureus (produce intoxicaţii).
Drojdiile
Sunt microorganisme ce au însuşirea de a fermenta zaharurile producând în principal alcool
si gaze (fermentaţia alcoolică). În lapte şi produsele lactate, această fermentaţie precum şi activitatea
unor specii de drojdii poate avea o influenţă dăunătoare asupra calitaţii întrucât produce unele
defecte de miros, gust, consistenţă, aspect ş.a. excepţie fac unele specii de drojdii care au un rol
benefic important la fabricarea unor produse lactate acide, cum este chefirul şi cumisul. Căile de
pătrundere în lapte a drojdiilor o reprezintă mai ales nutreţul folosit în hrana animalelor.
Mucegaiurile
Pot ajunge în lapte în mod accidental, sub formă de spori. Se dezvoltă numai în prezenţa
aerului, de aceea în mod obişnuit se găsesc la suprafaţa diferitelor produse lactate. Se pot dezvolta şi
în interior, în cazul în care produsul conţine spaţii goale, cum este cazul la unt, care poate prezenta
goluri de presare sau în crăpăturile formate la brânzeturi.
În lapte şi produsele lactate se pot găsi mai multe genuri de mucegaiuri, dintre care mai
importante sunt următoarele:
Genul Mucor şi Rizopus din care fac parte speciile Mucor mucedo (mucegaiul alb) şi
Rizopus nigracans ce se dezvoltă în special pe suprafaţa brânzeturilor şi trebuie îndepărtate întrucât
au o acţiune dăunătoare calitaţii.

Genul Oidium cuprinde mai multe specii ce au o importanţă deosebită la la fabricarea unor
brânzeturi, cum sunt:
-Penicillium roqueforti este mucegaiul folosit la fabricarea brânzeturilor tip roquefort
-Penicillium album (camemberti) este mucegaiul brânzei Camembert
-Penicillium candidum este mucegaiul unor brânzeturi moi
-Penicillium glaucum sau mucegaiul verde, care se dezvoltă uneori pe unt, având un efect
nefavorabil (produce mucegăirea) şi provoacă defecte la fabricarea unor brânzeturi moi.
Genul Oidium dintre speciile mai răspândite fiind Oidium lactis (denumit mucegaiul
laptelui) care imprimă laptelui un gust străin, se formează de asemenea pe suprafaţa brânzeturilor
moi şi adesea pe unt, producând prin dezvoltare un gust amar.
Genul Monila şi Cladosporium din care fac parte speciile:
-Monila nigra care produce pete negre pe suprafaţa brânzeturilor tari, ce pot pătrunde şi
în adâncime.
-Cladosporium herbarum formează pete negre pe brânzeturle moi
-Cladosporium butyri este la început alb apoi de culoare închisă. Produce defecte de gust
în lapte şi gust amar [C. Stoian, Scortescu Gh., Chintescu Gh. –1981]
Materii auxiliare Culturi starter
Se adaugă la procesul de preacidifiere al laptelui şi sunt folosite culturi starter
homofermentative mezofile. Culturile mezofile au o temperatură optimă de creştere în jurul
valorilor de 300C şi sunt utilizate în brânzeturi care nu sunt tratate la mai mult de 400C
Aceste culturi prezintă următoarele avantaje:
- se utilizează continuu aceeaşi cultură cu activitate relativ constantă şi previzibilă,
- nu este necesară alternarea culturilor, elimimându-se riscul deprecierii acesteia
datorită fagilor
- se folosesc cantităţi mai mici de inoculum pentru obţinerea de cultură (maia)
secundară,
- influienţele compoziţionale sezoniere ale laptelui sunt mai reduse,
- tulpina poate fi controlată şi supravegheată din punct de vedere al calităţilor sale
(sensibilitate la fag, producerea de aromă şi acid lactic, aglutinarea şi lizogenia)

Dezavantaje ale folosirii culturii:
- producerea de peptide amare în condiţiile în care streptococii au rămas în brânză.În
brânză rămân mai mult tulpinile Str. Lactis care sunt mai amare în comparaţie cu cele
de Str. Cremoris care sunt mai puţin amare
- apariţia de bacterii lactice (streptococi) mezofile cu plasmide nemodificate.
- Nu se mai formează peptide amare dar se forează o cantitate sufucientă de acid lactic
.În următorul tabel sunt trecute proprietăţile culturilor starter mezofile.
Tabel nr.5 Propitetăţi culturi starter mezofile [M. Boderianu 2005]
Denumire veche Streptococcus lactis
Streptococcuscremosis
Streptococcus diacetylactis
Leuconostoc lactis
Leuconostoc cremosis
Denumire nouă Lactococcus lactis ssp.lactis
Lactococcus lactis
ssp.cremosis
Lactococcus lactis ssp.lactis
bvar. diacetylactis
Leuconostoc lactis
Leuconostos mesenteroides ssp.cremosis∙
T0 optimă 300C 300C 300C 300C 300C
Creştere la 100C + + + + +
Creştere la 400C + - + + -
Creştere la 450C - - - - -
Supraveţuire la
720C/15 sec- - - - -
Creştere in NaCl 2% + + + - -
Creştere in NaCl 4% ++
+ - -
Creştere in NaCl
6,5%- - - - -
Producere de H3 din
arginină+ -
+/-- -
Metabolozarea
citratului- - + + +
Producere CO2 - - + + +
Isomer al cidului
lactic produsL L L D D
% acid lactic în
lapte0,8 0,8 0,4-0,8 0,2 0,2
Producere de Nizina Dilpocina - - -

bacteriocine
Lactoză + + + + +w
Glucoză + + + + +
Galactoză + + + + +
Sporii de mucegai
Suspensia de spori poate fi formata din Penicilium caseicolum(Penicilium candidum)sau
Penicilium camemberti(Penicilium album).Suspensia de spori trebuie sa contina 20 milioane
spori/cm3
Penicillium camemberti produce o carboxipeptidază şi o aminopeptidază, active la pH 6,5 şi
numai o lipază extracelulară. Din catabolismul aminoacizilor pot rezulta substanţe (citrulina şi
ornitina) prezente în brânzeturile maturate cu mucegaiuri. Compuşii sulfuraţi joacă un rol important,
deoarece imprimă nuanţe de usturoi, constatată în brânza Camembert tradiţională. [G.M. Costin
2003]
Cheag
Este un preparat enzimatic din stomacul glandular de viţel, miel, ied sacrificaţi în perioada
de alăptare. Se mai numeşte pressure, rennet. Preparatul cheag are ca principiu activ chimioza.
Cheagul industrial se obţine sub formă lichidă sau pulbere.
Cheagul lichid este un lichid gălbui (brun-deschis) opalescent, fără impurităţi, cu gust acrişor
sărat, cu pH=3,5-4. Se livrează în sticle brune sau în ambalaje de plastic cu capacitate 0,5-3 l.
Cheagul praf se prezintă ca o pulbere alb-gălbuie, cu miros caracteristic care se poate dizolva
în apă călduţă (30.......400C). Cheagul praf produs în România are maxim 5% apă, maxim 75%
NaCl, iar puterea de cuagulare este de 1:100000. Cheagul praf se ambalează în pungi de plastic de
250-500g, care apoi se introduc în cutii de tablă cositorită.
La folosirea cheagului în soluţie apoasă trebui săa vem în vedere că acesta îşi pierde din
activitate dacă:
- concentraţia enzimei în soluţie este mică
- este prezentă lumina solară sau chiar lumina din încăpere,
- soluţia este puternic agitată cu formare de spumă,
- temperatura depăşeşte 600C.
Stabilitatea enzimei este bună îmtre pH 5,0 şi 6,0[C. Banu 1998]

Sarea
Sarea gemă este o clorură naturală de sodiu (natriu) cristalizată în sistemul cubic
(sinonim: halit). Numită popular sare de bucătărie, rezultă (în laborator) prin reacţia chimică:
HCl (acid clorhidric) + NaOH (hidroxid de sodiu) = NaCl (clorură de sodiu) + H2O (apă)
Se prezintă sub formă de cristale cubice, incolore, cu gust sărat, solubile în apă (37,7% la
O°C, 39,12% la 100 °C), greu solubile în alcool etilic (CH3CH2OH) şi amoniac (NH3) lichid.
Are punctul de topire 801 °C, punctul de fierbere 1440 °C şi densitatea de 2,16 g/cm³. La
temperaturi mai mici de 15 °C cristalizează ca dihidrat, iar deasupra acestei temperaturi, anhidru.
Sarea gemă este higroscopică, fenomen care se datorează impurităţilor (mai ales clorurii de
magneziu - MgCl2) [http://ro.wikipedia.org/wiki/Sare_de_bucătărie].

Schema tehnologică de fabricare a brânzei cu mucegai la suprafaţă [C. Banu 1998]
Cultura starter Lapte Cheag Spori de mucegai Sare 0,3 % 0,015 %
Standardizare 3% grăsime Pasteurizare 15s / 72 gr. C
Preacidifiere 17h / 11 gr.C
Lapte acidifiat pH = 6
Amestecare
Coagulare 40 min. / 32 gr. C
Prelucrare coagul 40 min.
Formare
Amestecare 29 min.
Caş pH = 4,6
Răcire la 12 gr. C Sărare
Maturare 10 zile / 12 gr. C
Ambalare Maturare 4 gr. C
Brânză cu mucegai la suprafaţă Smântână Zer

III.3 Descrierea operaţiilor tehnologice
1.Recepţia calitativă şi cantitativă
Întreaga cantitate de lapte care intră în fabrică trebuie recepţionată cantitativ prin metode
gravimetrice sau volumetrice. Măsurarea cantităţii de lapte prin metode gravimetrice are avantajul
că greutatea laptelui nu este influenţată de temperatură, dar prezintă dezavantajul caracterului
discontinuu şi costului ridicat al aparaturii. Măsurarea gravimetrică se poate face cu ajutorul
bascului romane – pod pentru vehiculul rutier pe care se realizează cantărirea statică a vehiculelor
rutiere cu sarcina maximă de 30 de tone, cantitatea de lapte recepţionat rezultând prin diferenţa de
masă totală şi masa proprie a autocisternei.
Recepţia calitativă
Recepţia calitativă a laptelui sosit în fabrică se face pe baza aprecierilor senzoriale
(observarea gradului de impurificare, culoare, vascozitate, miros, gust) şi a analizelor de laborator
(densitate, grad de impurificare, aciditate, conţinut de grăsime şi proteine a laptelui). Se controlează
şi temperatura laptelui sosit în fabrică, care nu trebuie să depăşească 10-120C. În general, în vederea
obţinerii smântanii de consum, materia primă trebuie să îndeplinească următoarele condiţii:
-să prezinte proprietăţi senzoriale normale;
-să aibă un grad de prospeţime ridicat cu aciditate de maximum 200T, astfel încat să reziste la
tratament termic;
-să corespundă normelor în vigoare din punct de vedere al compoziţiei chimie;
-să nu conţină substanţe conservante, neutralizante sau alte substanţe străine.
După recepţia calitativă/cantitativă, laptele poate fi trecut direct la prelucrare, iar în caz
contrar se răceşte şi se depozitează panaă la intrarea în fabrică, după ce în prealabil este supus
curăţirii.
La recepţia calitativă se urmăreşte verificarea proprietăţilor senzoriale, fizico-chimice şi
microbiologice.
2. Standardizarea laptelui
Standardizarea compoziţiei laptelui destinat fabricării brânzeturilor are două obiective:
a) obţinerea unor brânzeturi cu compoziţie standard
b) utilizarea cât mai economică a componentelor laptelui.

Obiectivul iniţial al standardizării laptelui a fost de a realiza un anumit conţinut de grăsime
considerând că valoarea concentraţiei de proteine din lapte este constantă. Metodele folosite sunt
grupate în două categorii:
Laptele cu excedent de grăsime poate fi standardizat prin:
a) Adăugare de lapte degresat;
b) Adăugare de lapte cu conţinut redus de grăsime;
c) Degresarea unei fracţiuni din laptele prelucrat şi adăugarea laptelui degresat în laptele
rămas;
d) Separarea prin centrifugare a excedentului de grăsime.
Laptele cu deficit de grăsime se standardizează prin:
a) Adăugare de smântână;
b) Adăugare de lapte cu conţinut ridicat de grăsime;
c) Degresarea unei fracţiuni din laptele prelucrat şi adăugarea smântânii
în laptele rămas.
După procesul de standardizare trebui să obţinem o materie primă cu 3% grăsime.
3.Pasteurizarea
Procesul de distrugere termică a formelor vegetative ale microorganismelor este determinat
de relaţia temperatură-durată de încălzire. Se consideră că acţiunea letală se realizează la temperaturi
de minimum 600C, însă efectul de distrugere termică începe imediat peste temperatura optimă de
dezvoltare a microorganismelor. Regimul de pasteurizare care asigură obiectivele pasteurizării nu
trebuie să modifice prea mult proprietăţile fizico-chimice ale laptelui.
Scopul pasteurizării este următorul:
-distrugerea formelor vegetale a microorganismelor existente în laptele destinat iaurtului,
-îmbunătăţirea mediului pentru dezvoltarea bacteriilor lactice specifice prin eliminarea
oxigenului şi distrugerea sistemului lactoperoxidozic şi formarea unor compuşi cu acţiune
reducătoare.
Pasteurizarea reprezintă un tratament termic de stabilizare parţială, deoarece:
-asigură dispariţia microorganismelor patogene;
-asigură dispariţia celei mai mari părţi din microflora banală, de alterare.

Având în vedere că pasteurizarea nu duce la distrugerea totală a microorganismelor, un
produs pasteurizat are o stabilitae crescută dar nu prelungită la infint. Aceasta este şi cauza pentru
care produsele pasteurizate necesită unele precauţii la depozitare, care trebuie realizată la rece şi pe
o durată de timp nelimitată.
Durata de păstrare este definită ca perioada dintre fabricarea produsului şi momentul în care
produsul nu mai este acceptat pentru consum, datorită unor modificări de gust şi de miros, respectiv
a aspectului fizic.
Factorii care determină durata de păstrare se referă la:
-prezenţa bacteriilor termodurice din materia primă care sunt capabile să se dezvolte în
condiţii de refrigerare;
-prezenţa bacteriilor psihotrofe;
-temperatura de păstrare a produsului după tratamentul termic;
-prezenţa enzimelor stabile la tratamentul termic, enzimele elaborate de bacteriile psihotrope.
Pasteurizarea în cazul brânzei Camembert se realizează la temperatura de 720C timp de 15
secunde
4. Preacidifierea
Laptele este preacidifiat prin adăugarea unei culturi starter homofermentative
mezofile.Utilizarea unei culturi starter heterofermentative, care produce mai mult CO2, poate
determina producerea de defecte datorate dezvoltării mucegaiurilor albastre care tolerează CO2. În
mod obişnuit brânza Camembert are o textură deschisă cu puţine găuri de formă neregulată. Datorită
procesului de preacidifiere, bacteriile lactice au o dezvoltare încetinită. Un număr mare de
celuledetermină o creştere rapidă a pH-ului şi pierderi în zer a componentelor ce asigură
capacitatea de tamponare. Totuşi preacidifierea îmbunătăţeşte capacitatea de coagulare a laptelui
care trebuie păstrat la rece în această etapă. Se obţine un coagul ferm care reduce pierderile din zer.
Există câteva metode prin care se poate controla producţia de acid în timpul preacidifierii
laptelui. Astfel se poate regla procentul de cultură starter, precum şi temperatura şi timpul de
preacidifiere.
Preacidifierea la temperaturi scăzute într-un timp lung necesită o foarte bună calitate
microbiologică a laptelui şi desfăşurarea procesului în condiţii de ingienă pentru a preveni
contaminarea cu bacteriofagi sau bacterii coliforme.

5,AmestecareaÎn procesul de amestecarea se realizează adăugarea sporilor de mucegai, a cheagului
0,015% CaCl2.
Adaosul de CaCl2 este necesară din umătoarele motive:
- restabilirea echilibrului în săruri de calciu pentru a îmbunătăţi coagulabilitatea
laptelui pasteurizat
- îmbunătăţirea consumului specific, ca rezultat al obţinerii unui coagul mai ferm şi
reducerea tendinţei de prăfuire a lui în timpul prelucrării coagulului în cazan,
- evitatarea defectelor de structură a bobului şi a caşului, legate de prelucrarea unui
coagul moale, cu slabă putere de contractare şi cu o slabă sinereză.
Cantitatea de CaCl2 adăugată este de 10-30g CaCl2/100l, în funcţie de timpul de pasteurizare
aplicat şi de anotimp. Clorura de calciu se adaugă sub formă de soluţie 40% (50ml/100l). Trebuie
avut în vedere că la adăugarea de clorură de calciu creşte aciditatea laptelui cu circa 10T, la un adaos
de50ml CaCl2/100l lapte.
6. Coagularea laptelui (închegarea) Este operaţia de bază la fabricarea brânzeturilor, deoarece se separă cazeina şi alte substanţe
din lapte în scopul obţinerii brânzei.
Coagularea laptelui Ia fabricarea brânzeturilor se poate realiza în două moduri:
►prin precipitare izoeletrică (pe cale acidă);
Prin coagularea acidă soluţia coloidală formată din micele de fosfocazeinat de calciu este
destabilizată printr-un proces de natură electrochimică. Prin fermentaţie lactică, lactoza din
lapte este transformată în acid lactic care determină reducerea ionizării funcţiilor acide ale cazeinei
şi în consecinţă, micşorarea puterii sechestrante a cazeinelor αs şi β faţă de minerale. Rezultă o
solubilizare a calciului şi a fosfatului micelar care este totală la pH 5,2 şi 40°C, la pH 5,0 şi 20°C şi
la pH 4,6 şi 4°C.

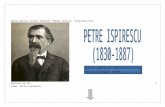
Fig 1 Evoluţia organizării cazeinei în funcţie de pH, pentru două tipuri de geluri
lactice [G.M. Costin 2003]
Micelele lipsite de componentul stabilizator (fosfatul de calciu) se descompun în subunităţile
din care sunt formate: submicele. Dacă laptele este în mişcare, se formează flocoane de cazeinâ care
plutesc în faza apoasă. Când laptele este în repaus, submicele se leagă între ele prin legături de
natură electrostatică şi hidrofobe formând o reţea proteică care înglobează totalitatea fazei apoase
formând un „gel lactic".
La o valoare a pH-ului de 4,6, care este punctul izolelectric mediu al cazeinelor, sarcinile lor
electrice se neutralizează, hidratarea submicelelor se reduce drastic şi structura submicelară dispare.
În această formă, gelul are o structură tridimensională, însă fragilă, datorită unor legături numeroase
de energie forte redusă.
Dacă temperatura în cursul formării acidului lactic nu este prea scăzută (de ex. 30°C) şi
laptele este în repaus, se formează un gel asemănător cu coagulul enzimatic.
Când laptele este acidifiat la aceeaşi temperatură însă cu o agitare simultană, se formează un
precipitat voluminos în locul gelului. Prin centrifugare acesta este separat într-o fracţiune moale,
care poate fi pompată, şi zer. Substanţa uscată a fracţiunii solide este de maximum 23% (sau 17% în
cazul utilizării laptelui degresat). Metoda centrifugării este uneori folosită pentru producerea brânzei
proaspete de vaci.
Coagularea acidă prin fermentaţie lactică necesită un timp îndelungat chiar şi la temperatura
optimă. Ca alternativă, acidul poate fi adăugat direct în lapte (acid lactic, acetic sau clorhidric) sau
poate fi înlocuit cu o lactonă care este hidrolizată formând acid. Ca şi în cazul coagulării enzimatice,
coagularea acidă nu se realizează la temperaturi scăzute ci în urma unei încălziri.

►coagulare prin biocataliză (coagularea enzimatică);
Coagularea enzimatică a laptelui se desfăşoară în două faze:
→faza primară (enzimatică) care este foarte rapidă, corespunde cu hidroliza k-cazeinei (fracţiunea
stabilizatoare pentru micelele de cazeină) la nivelul legăturilor foarte labile Phe105 - Met106.
Lanţul peptidic este scindat în două fragmente: k-cazeină, între resturile de aminoacizi 1-105,
rămâne ataşată de micela de cazeină, solubilă şi bazică şi glicomacropeptida, între 106 şi 169, care
se disociază de micelă, este solubilă, acidă şi se elimină în zer.
→faza secundară (neezimatică) corespunde fenomenului de coagulare propriu-zisă a laptelui.
Hidroliza k-cazeinei de către enzimele coagulante în cursul fazei primare îndepărtează segmentul C-
terminal al k-cazeinei (macropeptida), segment hidrofil şi puternic încărcat, având ca rezultat
reducerea sarcinilor negative ale micelei cât şi a gradului de hidratare prin pierderea părţii hidrofile.
Prin îndepărtarea glicomacropeptidei, scade potenţialul electric al micelelor de cazeină,
respingerea electrostatică este anulată, iar micelele formează iniţial structuri de lanţuri care apoi
formează o reţea tridimensională (de gel).
Agregarea implică interacţiuni van der Waals, hidrofobice şi electrostatice, iar adaosul de
clorură de calciu favorizează fuzionarea micelelor prin formarea de legături dintre grupările fosforil
ale β-cazeinei şi ionii de calciu. Tăria gelului este determinată de numărul acestor legături şi este
corelată cu randamentul în brânză şi calitatea acesteia.
Fenomenul de agregare a micelelor de cazeină începe când 85-90% din k-cazeină este hidrolizata,
ceea ce corespunde la aproximativ 60% din timpul necesar pentru ca procesul de coagulare să fie
vizibil. La început, viteza de agregare este proporţională cu viteza de hidroliză a k-cazeinei, deci cu
concentraţia de coagulant, ea devine mai mică.
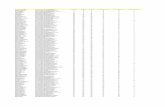
Reprezentarea schematică a procesului de coagulare enzimatică a cazeinei.
Fig nr.2 Reprezentarea schematică a procesului de coagulare enzimatică a
cazeinei[G.M. Costin 2003]
a- micela de cazeină intactă; b- particula de cazeină fără efectul coloidului de protecţie; c-
coagulul enzimatic (paracazeinat de calciu); micela hidratată; 2- partea glicomacropeptidică

hidrofilă a k-cazeinei; 3- partea sensibilă la calciu a k-cazeinei; 4- alte fracţiuni cazeinice sensibile
la calciu (αs-cazeină).
Factorii care influenţează coagularea laptelui sunt:
● temperatura la care are loc acţiunea cheagului este optimă la 40...41°C. În practică,
temperatura de coagulare variază între 25 şi 42°C, în funcţie de sortiment. În funcţie de
temperatura de coagulare se stabileşte şi durata coagulării. Temperatura de coagulare pentru brânza
telemea cu înglobare de albumină este de 38...40°C şi durata de 15...20 min.
● cantitatea de săruri de calciu influenţează durata coagulării dar şi calitatea coagulului.
La un nivel scăzut de săruri de calciu se măreşte durata coagulării, iar coagulul are consistenţa
moale. Durata coagulării scade şi mai mult, iar tăria coagulului se măreşte şi mai mult dacă se
adaugă şi fosfat monosodic (50-70 g/100 l lapte).
● gradul de aciditate al laptelui influenţează coagularea în sensul că viteza de coagulare
creşte o dată cu creşterea redusă a acidităţii. Activitatea optimă a cheagului este la pH=6,0-6,4
(media 6,2).
● cantitatea de enzimă coagulantă determină viteza coagulării, atunci când concentraţia
de enzimă este în anumite limite.
● compoziţia chimică a laptelui , respectiv un conţinut mai mare de substanţă uscată,
determină o cantitate mai mare de enzimă coagulantă pentru a obţine coagularea în timpul dorit şi o
consistenţă normală a coagulului.
● tratamentul termic preliminar al laptelui conduce la prelungirea duratei de coagulare.
Păstrarea la rece a laptelui pasteurizat modifică echilibrul dintre cazeină micelară şi solubilă, în
sensul micşorării dimensiunilor micelelor de cazeină, ceea ce prelungeşte durata coagulării,
coagulul obţinut fiind moale.
● omogenizarea laptelui scurtează durata de coagulare a laptelui, deoarece la
omogenizare are loc o creştere a gradului de agregare a particulelor de cazeină. Omogenizarea mai
are şi următoarele efecte pozitive: se reduce conţinutul de grăsime în zer şi se îmbunătăţeşte
consumul specific.
● puterea de coagulare, necesarul de cheag, pregătirea soluţiei de enzimă coagulantă.
Puterea de coagulare este exprimată printr-un raport cantitativ între un anumit volum de preparat
enzimatic şi un anumit volum de lapte care este coagulat [G.M. Costin 2003]
.

Soluţia de cheag se adaugă în jet subţire pe toată suprafaţa laptelui, care se amestecă bine timp
de 4 minute circular şi de jos în sus, pentru repartizarea uniformă a enzimei coagulante. Pentru a
opri laptele în mişcare, se introduce căuşul vertical la marginea vanei, în direcţiei opusă curentului
format. în timpul coagulării laptelui, cazanele sau vanele se acoperă cu capace prevenind astfel
răcirea ia suprafaţă.
Durata de închegare depinde de sortimentul de brânză, dar şi gradul de maturare al laptelui;
laptele proaspăt necesită o durată mai mare de coagulare pentru a permite dezvoltarea bacteriilor
lactice care să asigure procesul de acidifiere.
În procesul de coagularea se observă următoarele modificări:
- faza de floculare, se formează fulgi foarte fini-flocoane;
- aglomerarea flocoanelor într-o masă din ce în ce mai compactă formând gel;
- fenomenul de contractare a coagulului şi eliminarea zerului (sinereză), când coagulul îşi
micşorează volumul.
Momentul final al coagulării se poate aprecia practic astfel:
●se introduce o lingură în masa de coagul; cu partea concavă a lingurii se ridică o parte din
coagul. Un coagul bun pentru prelucrare este elastic, dă o ruptură dreaptă cu pereţi netezi, cu
eliminare de zer limpede, de culoare gălbuie. Pe lingură nu trebuie să adere flocoane de coagul.
Dacă coagularea nu este terminată, coagulul este moale, aderă pe lingură şi zerul apare tulbure, iar în
cazul unei coagulări prea înaintate, coagulul este tare şi zerul galben.
●cu o presiune uşoară a degetului se încearcă separarea coagulului de marginea vanei, dacă
coagulul se desprinde uşor de pereţi, se introduce degetul arătător sau cel mijlociu în masa de coagul
îndoindu-l şi apoi scoţându-l afară. Dacă coagulul se rupe în linie dreaptă, pe deget nu aderă
flocoane de coagul, iar zerul care se elimină la suprafaţă este limpede şi de culoare galben-verzuie,
coagularea laptelui se consideră terminată.
Pentru coagularea laptelui se folosesc vane mecanizate de formă cilindrică în care au loc
pasteurizarea, răcirea şi coagularea laptelui.
7.Prelucrarea coagulului
După închegarea laptelui, coagulul rezultat se prelucrează în vederea eliminării unei cantităţi
mai mari sau mai mici de zer, asigurând în produsul finit un anumit conţinut de apă, specific fiecărui
sortiment de brânză.

Coagulul obţinut în urma închegării laptelui se prezintă ca o masă compactă cu aspect
gelatinos, dar care se caracterizează printr-o structură buretoasă-micelară cu capilare prin care se
elimină zerul. Apa din coagul se prezintă sub trei forme:
- apa liberă, care se află în spaţiile mari ale coagulului şi care poate fi eliminată prin
prelucrare şi presare;
- apa capilară conţinută în capilarele coagulului şi care nu se elimină prin presare; reducerea
cantităţii de apă capilară nu poate fi ealizată decât prin încălzirea coagulului (încălzirea a doua),
când se micşorează spaţiile capilare. Apa capilară constituie o rezervă de umiditate în timpul
maturării, şi în final, este aceea care determină conţinutul de apă al brânzei;
-apa de constituţie este cuprinsă în moleculele de paracazeină şi P, care nu poate fi eliminată nici
prin presare şi nici prin încălzirea a doua.
Gradul de eliminare a zerului (care conţine apă, lactoză, săruri minerale, vitamine, proteine
solubile) va determina intensitatea şi amplitudinea proceselor fermentative din masa de brânză la
maturarea acesteia. La brânzeturile tari se elimină o cantitate mai mare de zer decât la cele moi,
majoritatea zerului este eliminat la prelucrarea coagulului în vană şi mai puţin în timpul formării şi
presării brânzei.
Factorii care influenţează deshidratarea (eliminarea zerului) se pot grupa astfel [G.M. Costin
2003]
a)factori care nu pot fi modificaţi în timpul prelucrării coagulului, şi anume:
●conţinutul de grăsime : scurgerea zerului este împiedicată în prezenţa globulelor de
grăsime, deoarece acestea pot astupa capilarele de scurgere a zerului;
●conţinutul de săruri de calciu al laptelui care influenţează consistenţa coagulului,
respectiv capacitatea de eliminare a zerului; laptele cu o cantitate optimă de săruri de calciu va da un
coagul ferm care se deshidratează rapid;
●pasteurizarea modifică proprietăţile laptelui, rezultatul fiind un coagul moale cu
capacitate de deshidratare redusă. Ameliorarea consistenţei coagulului se face prin adaos de
CaCl2 şi culturi lactice;
b)factori care pot fi modificaţi în timpul prelucrării coagulului, şi anume:
●aciditatea laptelui şi respectiv a masei de coagul care constituie factorul principal ce
determină eliminarea zerului. Cu cât aciditatea coagulului este mai mare cu atât capacitatea de
reţinere a zerului este mai mică, deci se favorizează deshidratarea, deoarece proteinele ce
alcătuiesc coagulul sunt aduse către punctul izoelectric la care sarcina electrică netă este nulă.
Laptele cu aciditate mică formează un coagul din care zerul se separă lent şi din acest motiv este

indicat să se crească temperatura şi să se realizeze un grad mai mare de mărunţire. Laptele cu
aciditate ridicată sau maturare depăşită conduce la un coagul care elimină cu uşurinţă zerul,
coagulul se deshidratează excesiv şi se influenţează negativ calitatea brânzei. Se impune deci,
reducerea procesului de acidifiere prin utilizarea unei temperaturi mai scăzute la coagulare şi
prelucrarea coagulului;
●temperatura : cu cât temperatura este mai ridicată cu atât zerul se elimină mai repede şi
în cantitate mai mare. Temperatura de prelucrare a coagulului este la brânzeturile moi mai
scăzută;
●mărimea bobului de coagul : în cazul boabelor de coagul mici creşte suprafaţa de
eliminare a zerului. La brânzeturile tari, bobul este mic (2-5 mm), iar la cele mai moi bobul
este mai mare (10-30 mm).
Prelucrarea coagulului în vană implică următoarele operaţii:
- întoarcerea stratului de coagul de la suprafaţă cu scafa;
- tăierea coagulului cu harfa în coloane prismatice cu latura de 2-3 cm;
- tăierea coloanelor în cuburi cu latura de 2-3 cm;
- repaus 5-10 min şi eliminarea zerului separat.
8.Formarea şi autopresarea
La terminarea fazei de prelucrare a coagulului, masa de particule de coagul trebuie să se
unească şi să formeze bucăţi de formă: paralelipipedică.
Procesul de formare are în primul rând rolul de a îndepărta zerul rămas între particulele de
coagul, influenţând într-o oarecare măsura procesul de maturare a brânzei şi de deshidratare în
timpul maturării-depozitării.
Prelucrarea coagulului pe crintă implică :
- scoaterea coagulului din cazan după prelucrarea acestuia;
- umplerea compartimentelor crintei, care se face cu cantităţi mai mici de coagul pentru a
favoriza eliminarea zerului;
- legarea sedilei;
- autopresarea; timp de 20-30 min ;
- desfacerea sedilei, ruperea marginilor coagulului şi legarea din nou a sedilei ;
autopresare 30 min.

Trecerea coagulului din vană în forme trebuie să fie rapidă pentru ca particulele de coagul să
nu se răcească şi să nu capete la suprafaţă pojghiţă tare care împiedică lipirea între ele. Se foloseşte
procedeul de formare în pastă.
Se dă o înclinaţie vanei şi zerul se scurge prin ştuţul de golire. Masa de boabe de coagul
formată în vană trebuie să aibă înălţimea cu 2-3cm mai mare decât înălţimea brânzei după presare
(modificările dimensiunilor brânzei au loc numai pe înălţime. Din masa presată la înălţimea dorită,
se taie cuburi de mărime egală, care se pun în forme. Presarea se poate face şi la mijlocul vanei cu
ajutorul unor dispozitive care asigură menţinerea masei de coagul într-o ramă, presarea realizându-
se în acest caz mecanic.
Sedilele sunt confecţionate din ţesături din fire răsucite de in sau cânepă, cu grosimi diferite,
având 3-5 fire pe centimetru. Firele nu trebuie să se umfle în zer şi după spălare, uscarea să se facă
cât mai repede. Ţesătura formează ochiuri care permit scurgerea uşoară a zerului. Igiena sedilei
prezintă o importanţă deosebită pentru obţinerea unor brânzeturi de calitate. Sedilele care nu au fost
bine spălate după folosire, pot constitui focare de infecţie, favorizând dezvoltarea bacteriilor
coliforme sau pot fi surse de infectare a brânzei cu mucegaiuri şi drojdii. De asemenea pe sedilă
rămân resturi de coagul care se usucă, la o nouă folosire sedila se lipeşte de brânză, coaja se va rupe
şi astfel este afectată calitatea produsului.
Presarea realizează unirea într-o masă cât mai compactă a particulelor de coagul şi
eliminarea zerului. Brânzeturile se supun autopresării sau presării.
●Autopresarea este specifică brânzeturilor moi, dar se poate aplica şi la unele sortimente de
brânzeturi tari. În timpul autopresării, brânza se întoarce obligatoriu, întrucât straturile inferioare (de
jos) se compactizează mai bine sub presiunea straturilor superioare. La început, întoarcerea se
realizează la 10-30 minute, iar apoi mai rar, la o oră până la 11/2 ore. Autopresarea brânzeturilor moi
variază între 10 şi 24 ore, iar la cele tari între 8 şi 10 ore şi se consideră terminată când zerul nu mai
picură.
●Presarea se execută la majoritatea brânzeturilor semitari şi tari, pentru unirea-lipirea
particulelor de coagul într-o masă compactă, autopresarea este insuficientă, fiind necesară presarea
cu o anumită forţă.
Prin aşezarea în forme, particulele de coagul formează în masa de brânză o reţea de canale,
care se termină la suprafaţă cu numeroase orificii prin care se elimină zer. Presarea trebuie astfel
condusă încât orificiile să nu se astupe sau să se închidă, de aceea la început aceasta se execută cu o

presiune redusă, deoarece la o forţă mare de presare particulele de coagul calde şi plastice pot
închide orificiile canalelor mici de evacuare a zerului.
În timpul presării, trebuie să se asigure activitatea bacteriilor lactice prin continuarea
procesului de fermentaţie lactică - acidul lactic format asigură procesul de sinereză.
Presarea coagulului implică :
- aşezarea cadrului (chenar) metalic peste masa de brânză formată;
- desfacerea sedilei şi uniformizarea brânzei;
- strângerea din nou a sedilei, în formă de plic;
- aşezarea unui capac peste brânza din sedilă;
presarea propriu-zisâ a brânzei cu o forţă de 3-3,5kgf/kg brânză. Durata presării este de
120-150 min şi se consideră terminată când aciditatea brânzei ajunge la 60°T (50-70°T) şi de
conţinutul de apă la 63-65%.
●Tăierea blocului se face în calupuri cu latura de 11 cm, cu pauză de 10-20 min între două
tăieri. Calupurile se aşează unul lângă altul pe crintă şi se menţin 15 min [C. Banu 1998]
.
9. Sărarea
Sărarea pentru brânza Camembert se poate face o sărare uscată sau în baie de saramură.
Sărarea uscată se aplică de obicei în cazul procesului de fabricaţie nemecanizat, având
avantajul punerii în evidenţă mai bine a aromei produsului. Sarea care se utilizează trebuie să fie
bine uscată, iar granulele să nu depăşească mărimea de 1,8 – 2 mm; pentru a preîntâmpina infecţiile,
sarea se sterilizează prin încălzire la 1000C. Sarea poate fi amestecată cu spori de mucegai liofilizaţi,
asigurând astfel o dezvoltare mai intensă a mucegaiului specific.
Sărarea se face o singură dată în cazul bucăţilor mici; pentru bucăţile mari se repetă la 8-10
ore. Între timp, la 4-5 ore după sărare, bucăţile se întorc. Temperatura în încăperea de sărare va fi de
16-180C şi o umiditate relativă a aerului de 85-95%.
Sărarea umedă se foloseşte în cazul fabricării brânzei Camembert în cantităţi mari, pretându-
se la procesul mecanizat. Bucăţile de brânză aşezate pe stelaje-etajere speciale se introduc în bazinul
cu saramură, în prealabil pasteurizată la 80-900C. Aciditatea saramurii se recomandă a fi cuprinsă
între 30-600T, iar temperatura de 16-200C. Durata sărării este variabilă în funcţie de mărimea
bucăţilor şi procentul de grăsime, după cum urmează:

-Brânză Camembert cu 80-125 g 3 ½ - 4 ½ ore
40-45% grăsime în s.u. 250-320 g 5 - 6 ore
-Brânză Camembert cu 80-125 g 4 - 5 ore
50% grăsime în s.u. 250-320 g 5 ½ - 6 ½ ore
Saramura, în condiţiile prezentate mai sus, are următoarele caracteristici: conţinut în sare 14-
17%, temperatura 17-200C şi aciditate 30-600T. Corectarea acidităţii nu se face cu apă de var, ci prin
înlocuirea unei părţi (1/4) cu saramură proaspătă. O aciditate prea redusă poate genera procese de
putrefacţie în brânză. Pentrz evitarea infecţiilor, saramura este tratată zilnic cu abur până la 70-800C
sau este trecută prin aparatul de pasteurizare [G.Chintescu 1982]
.
10.Zvântarea
Zvântarea urmează după sărare când bucăţile de brânză sunt aşezate pe rame în încăperi de
zvântare, la temperatura de 18-200C şi umiditate de 75-80%, unde se menţin 4-5 zile, timp în care se
întorc zilnic. În timpul zvântării, un factor important este circulaţia aerului, volumul de aer din
încăpere trebuie schimbat de 15-20 ori pe zi. Zvântarea este considerată că a fost bine făcută, când
brânza trecută în camerile de maturare nu transpiră.
11. Maturarea
Maturarea la brânza Camembert se desfăşoară, de obicei, în două etape:
-în prima fază, maturarea se face la temperatura de 12-140C şi umiditatea relativă a aerului
de 80-85%, timp de 10-12 zile, când are loc dezvoltarea mucegaiului alb pe toată suprafaţa bucăţii
de brânză. La terminarea acestei faze se face ambalarea brânzei Camembert în folie de aluminiu sau
pergament de preferinţă perforat.
-în a doua fază, bucăţile de brânză Camembert ambalate se menţin 7-10 zile, la temperatură
scăzută (4-100C) [G.Chintescu 1982].
12. Ambalarea
Ambalajul - factor al calitatii si competitivitatii alimentelor procesate. Pentru ca un ambalaj
sa fie corespunzator, el trebuie sa indeplineasca o serie de conditii indispensabile promovarii cu
succes a unui produs ambalat pe piata, conditii care presupun performante, atat sub aspect obiectiv,

material (protectie fizico- mecanica, chimica), cat si sub aspect subiectiv, legat de motivatia
cumparatorilor,preferinte .
Pe langa faptul ca indeplineste functia de protectie si conservare, ambalajul usureaza
manipularea, transportul, depozitarea si desfacerea produselor, precum si promovarea vanzarilor.
In acelasi timp, ambalajul constituie un important element economic, cu implicatii profunde
asupra folosirii rationale si eficiente a resurselor de materii prime si materiale in sfera productiei si
circulatiei bunurilor.
Principalii factori de care trebuie sa se tina seama la ambalarea branzeturilor sunt ph-ul ,
activitatea apei , lumina si continutul de oxigen din spatial dintre produs si ambalaj.
Brânza Camembert a apărut în România în jurul anului 1990, la îmceput oamenii erau
sceptici în privinţa gustului său dar după un timp aceasta a avut un adevărat succes.În ţara noastră
sunt mai multe firme care produc această brânză:Castello, Dorblumici, Alpenhain, Steffel,
Bergandier,Cambozola, Paladin,Hochland etc.
Fiind multe firme producătoare ale acestui sortiment competitivitatea dintre ele este destul
de mare, deci ambalajul acestiu produs alimentar este diversificat, fiecare firma încercând să se
remarce pe piaţa.
În batonaşe de 185g, cutiuţe din carton de 150g,125g,250g, trunghiuri 100g sau cutii ce
conţin 5x 100g,acest sortiment de brânza a atras atenţia cumpărătorului.Culorile folosite sunt
diversificate roşu, galben, negru, albastru etc.
Tabel nr.6 Informaţii nutritionale [http://www.tititudorancea.com/z/informatii_nutritionale_branza_camembert.htm]
Nutrient: Cantitate medie in 100g produs:
Apa 51.800 g
Energie 300.000 kcal
Energie 1253.000 kj
Proteine 19.800 g
Total lipide (grasimi) 24.260 g
Cenusa 3.680 g
Carbohidrati, prin diferenta 0.460 g
Fibre alimentare -
Total zaharuri 0.460 g
Calciu, Ca 388.000 mg

Fier, Fe 0.330 mg
Magneziu, Mg 20.000 mg
Fosfor, P 347.000 mg
Potasiu, K 187.000 mg
Sodiu, Na 842.000 mg
Zinc, Zn 2.380 mg
Cupru, Cu 0.021 mg
Mangan, Mn 0.038 mg
Seleniu, Se 14.500 mcg
Vitamina C, total acid ascorbic -
Tiamina, Vitamina B1 0.028 mg
Riboflavina (Vitamina B2) 0.488 mg
Niacina 0.630 mg
Acid pantothenic 1.364 mg
Vitamina B-6 0.227 mg
Total folati 62.000 mcg
Acid folic -
Folate, food 62.000 mcg
Folati, DFE 62.000 mcg_DFE
Colina (total) 15.400 mg
Vitamina B-12 1.300 mcg
Vitamina B-12, adaugata -
Vitamina A, UI 820.000 IU
Vitamina A, RAE 241.000 mcg_RAE
Retinol 240.000 mcg
Vitamina E (Alfa-Tocoferol) 0.210 mg
Vitamina E, adaugata -
Vitamina D 12.000 IU
Vitamina K (filoquinona) 2.000 mcg
Acizi grasi, total saturati 15.259 g
Acizi grasi, total mononesaturati 7.023 g
Acizi grasi, total polinesaturati 0.724 g
Colesterol 72.000 mg
Triptofan 0.307 g
Threonina 0.717 g
Izoleucina 0.968 g

Leucina 1.840 g
Lizina 1.766 g
Methionina 0.565 g
Cistina 0.109 g
Fenilalanina 1.105 g
Tirozina 1.145 g
Valina 1.279 g
Arginina 0.701 g
Histidina 0.683 g
Alanina 0.819 g
Acid aspartamic 1.288 g
Acid glutamic 4.187 g
Glicina 0.379 g
Prolina 2.346 g
Serina 1.114 g
Alcool etilic -
Cofeina -
Teobromina -
Betacaroten 12.000 mcg
Alfacaroten -
Betacriptoxantina -
Licopen -
Luteina + zeaxantina -
III.4 Defectele brânzei Camembert
Defectele mai frecvente sunt:
1. Mucegaiul nu se dezvoltă la suprafaţa brânzei . Acest defect se datorează umidităţii
ridicate din sălile de maturare; coaja brănzeturilor nu se poate usca, din care cauză nu se dezvoltă
mucegaiul alb. În acest caz, pe suprafaţa brînzeturilor se crează condiţii favorabile de dezvoltare a
drojdiilor sau a mucegaiurilor străine. Apariţia defectului se poate combata prin accelerarea uscării
supafeţei coajei, prin aerisirea puternică a sălilor de maturare.

2. Pasta tare, sfărămicioasa. Defectul apare din cauza eliminării rapide a zerului si aciditaţii
mari a brânzei, care favorizează obţinerea unui produs cu umiditate scăzută. Combaterea apariţiei
defectului constă în folosirea unei temperaturi mai joase la coagulare. La scoaterea din forme, când
brânzeturile sunt prea deshidratate, ele se trec direct dupa sărare în încâperile de maturare.
3. Înmuierea şi curgerea pastei fac parte dintre defectele cele mai frecvente, care se
manifestă mai ales iarna si primăvara. Brânzeturile devin moi, pasta începe să curgă sub coaja.
Defectul se datorează conţinutului mare de apă al brânzei si apare atunci când temperatura în
încăperile de prelucare este joasă., eliminarea zerului se face greoi si brânzeturile trec la maturare cu
un conţinut mare de apă.
4. Balonarea apare când laptele este infectat cu bacterii coliforme si aciditatea in timpul
procesului de fabricaţie al brânzei nu s-a ridicat suficient. Combaterea apariţiei defectului se poate
realiza prin folosirea unei maiele corespunzătoare, pasteurizarea laptelui si evitarea infectării
ulterioare.
5 Brânza colorată în roşu,care s-ar datora infectării brânzei cu micrococcus aglomeratus,ce
secretă nitratreductaze ;acestea reduc azotaţii la azotiţi(atunci când se adaugă în lapte azotaţi),care se
combină cu tirozina şi dau un pigment roşu [Albu M.,Argesiu V1956].
Tabel nr.7 Controlul tehno-chimic si microbiologic la produsul finit (Brânza Camembert) [G.Chintescu 1982].
OPERAŢII TEHNOLOGICE
INDICI DE CONTROL
PERIODICITA-TE METODA DE CONTROL
A. Determinarea clorurii de sodiu
1. Concentraţia de sare
Determinarea sării in prezentă de KCrO4 ca
indicator prin precipitare cu o solutie de AgNO3
B. Determinarea conţinutului de Ca
din lapte1. Conţinutul de Ca
a) metoda manganometricăb) metoda
complexonometricăC. Determinarea
grăsimi1. Conţinutul de
grăsimea) metoda butirometrică
b) metoda SoxthletD. Determinarea
substanţelor uscate negrase
1. Conţinutul de substanţe uscate
negrase
Prin extragere cu solvenţi organici
E. Identificarea conservanţilor
1. Prezenţa conservantilor
a) metoda cu acid vanadicb) metoda cu dicromat de
potasiuF. La coagul( inchegare)
1.Determinarea acidităţii libere
Prin titrare cu NaOH

2. Determinarea solubilităţii
Precipitarea cazeinei in ammoniac in prezenţa
boraxului3. Determinarea
pH-ului Cu ajutorul pH-metrului
G. Formare 1. Determinarea sării
Determinarea sării in prezenţa de KCrO4 ca
indicator prin precipitare cu o solutie de AgNO3
H. Presare 1. Analiza senzorială Metoda organoleptică
I. Maturare1. Menţinerea
temperaturii si a umiditatii specifice
Control periodic în încaperea de maturare
J. Ambalare 1. Vericicarea gramajului Cântărire
K. Depozitare1. Menţinerea
temperaturii si a umiditatii specifice
Control periodic in încăperea de depozitare
III.5 Alegerea utilajelor

Utilaje folosite la recepţia si măsurarea laptelui
Figura nr.3. Utilaje folosite la recepţia si măsurarea laptelui
Instalatia de mai sus este performantă din punct de vedere tehnic si efectueaza recepţia şi
măsurarea cantităţilor de lapte ce trec prin grupa de măsură.Intreaga instalaţie este realizată din oţel
inoxidabil, fiind montată pe un cardu (sasiu) cu picioare reglabile si este formata din:
filtru cu sita metalică;
pompa autoabsorbantă;
dezaerator;
grupă de măsură si contorizarea electronica a cantitatilor;
panou de comandă;
armături si conducte de legatură.

Utilaje folosite pentru curăţirea laptelui
Figura nr. 4. Curăţitor centrifugal semiermetic
1. Palnie de alimentare, 2. Capacul tobei, 3. Talere curatitoare, 4. Disc de refulare a laptelui, 5. Tub
central, 6. Conducta de evacuare a gazelor , 7.Conducta de evacuare a laptelui curatit, 8. Robiet de
reglare, 9. Axul de antrenare, 10. Electromotor,
11. Dispozitiv de fixare, 12. Dispozitiv de franare, 13. Capac, 14. Batiu.
In secţiile de fabricatie cu un nivel tehnic de dotare mai ridicat, curăţirea laptelui de
impurităţile conţinute se face cu curăţitoare centrifugale, acesta fiind procedeul cel mai potrivit de
indepărtare a tuturor impurităţtilor aflate in stare de suspensie, fără ca să aibă nici o acţiune
nefavorabilă asupra componenţilor. Curăţitoarele centrifugale sunt utilaje performante cu capacitate
mare ce functionează in flux continuu, asemănătoare din punct de vedere constructiv cu
separatoarele de lapte, deosebindu-se de acestea prin faptul că în interior au un număr mult mai
redus de talere ce sunt montate la o distanţă mai mare între ele.
Curăţirea laptelui se face in condiţii bune si cu eficientă maximă dacă laptele se ţine la
temperatura de 35…40°C.
Dupa 2-3 ore de funcţionare, curăţitorul trebuie să fie oprit pentru indepartărea surplusului
de nămol si spălarea pieselor componente ale tobei de curăţire.

Curăţitoarele perfecţionate sunt prevăzute cu un sistem de autocurăţire ce permite eliminarea
impurităţilor separate prin purjare periodică în tot timpul funcţionarii utilajului fiin necesară oprirea
pentru spălare.
Pentru secţiile de fabricaţie de capacitate mică, utilizarea curăţitoarelor performante
reprezintă anumite probleme prin faptul că acestea având capacitatea mare sunt greu de integrat în
circuitul tehnologic, in conditiile in care secţia prelucrează cantităţi reduse de lapte.
Utilaje folosite pentru normalizarea laptelui
Figura nr. 5 Normalizarea laptelui în condiţii mecanizate.
1.bazin de alimentare, 2.pompa centrifuga, 3.pasteurizator cu placi, S1…S5- sectoare de
pasteurizare si racier, 4.cap de recirculare, 5. serpentine pentru mentinere, 6.separator de lapte,
7.tanc izoterm, 8. bidon de colectare,
Daca sectia de fabricaăie este dotata cu acest tip de separator semiermetic sau ermetic ce
functionează integrat în cadrul unei instalaţii de pasteurizare cu placi, se aplică acest procedeu.
Operaţiunile ce se execută sunt: laptele integral este pasteurizat şi trecut în tancurile de
depozitare sau vana de prelucrare şi în funcţie de cantitatea şi de conţinutul de grăsime pe care îl are
se stabileşte pe baza formulelor de calcul cantitatea de lapte smântânit necesară a se adăuga pentru
obţinerea laptelui normalizat. Se trece apoi la smântânirea laptelui, iar laptele smântânit rezultat se
pasteurizează şi se adaugă laptelui integral aflat in tancul izoterm sau vana de prelucrare. Întreagă
cantitate rezultată se agită cât mai bine după care se recoltează proba pentru verificarea conţinutului
de grăsime obţinut in funcţie de aceasta se fac eventualele corectii necesare.

În secţiile sau fabricile de produse lactate, normalizarea laptelui poate fi făcută şi după altă
schemă tehnologică. Astfel laptele integral recepţionat poate fi răcit şi trecut într-un tanc izoterm la
care se adaugă cantitatea de lapte smântânit necesară pentru obţinerea laptelui normalizat cu
conţinutul de grăsime necesar. Laptele normalizat şi răcit se poate stoca un anumit timp – în funcţie
de cerinţele procesului de producţie, după care este trecut la pasteurizare.
. Utilaje pentru coagulare şi prelucrarea coagulului
Vana mecanizată Steinecker, confecţionată din oţel inoxidabil, are formă cilindrică
verticală şi este prevăzută cu manta. Vana poate fi închisă etanş cu ajutorul unui capac prevăzut cu o
garnitură de cauciuc inelară. Închiderea ermetică permite crearea depresiunii necesare alimentării cu
lapte fără pompare.
Printe avantajele utilizării vanei Steinecker se numără creşterea capacităţii de prelucrare cu
circa 50% faţă de procedeele clasice, micşorarea pierderilor de grăsime datorită înălţimii vanei şi
reducerea volumului de manoperă.
Figura 6. Schiţa vanei mecanizate Steinecker
1-rezervor cilindric vertical; 2- manta; 3- canal în spirală; 4- capac; 5- ac central; 6-
preaplin; 7-lapte; 8- racord evacuare zer; 9- racord (sifon) evacuare coagul; 10- picior de susţinere;
11- ventil pentru apă; 12-ventil pentru abur de încălzire; 13- ejector; 14- ventil pentru abur creare
depresiune

. Utilaje pentru sărare
Cel mai folosit sistem de sărare este cel care constă în introducerea bucăţilor de brânză
într-un recipient care conţine saramură. Recipientul trebuie păstrat într-un spaţiu cu temperatura de
circa 12...140C, sau cea indicată pentru sortimentul respectiv.
În figura de mai jos este prezentat un sistem de sărare cu saramură care are în componenţă
un rezervor de preparare a saramurii prevăzut şi cu sită pentru reţinerea impurităţilor, rezervoare de
imersie a brânzei în saramură şi un sistem de recirculare a saramurii.
Figura 7, Sistem de sărare cu saramură (Tetra Pak)
1-rezervor de preparare a saramurii (dizolvarea sării); 2- pompă pentru recircularea
saramurii; 3- sită pentru reţinerea impurităţilor; 4- recipiente cu saramură pentru imersarea
brânzeturilor
Instalaţii de igienizare CIP
Igienizarea utilajelor necesare obţinerii unui produs este cerută pentru a se asigura că
inocuitatea, identitatea, calitatea sau puritatea produsului nu sunt afectate prin:
-preluare de la o şarjă precedentă;
-microorganisme care alterează produsul;
-scurgeri nedorite în produs;
-reducerea eficienţei prelucrării prin depunere de sediment, de exemplu la utilajele în care
are loc transfer de căldură.
Instalaţii CIP descentralizate

Pentru fabricile mari de prelucrare a laptelui sunt mult mai potrivite instalaţiilte CIP
descentralizate înctrucât altfel distanţele dintre instalaţia centrală CIP şi circuitele CIP periferice ar
fi foarte lungi. Instalaţia CIP centrală este înlocuită cu mai multe instalaţii de capacitate mai mică
situate aproape de diferite grupe de utilaje de prelucrare. În acest fel se scurtează distanţele şi este
posibilă spălarea şi igienizarea diferenţială a grupelor de utilaje în funcţie de durata lor de
funcţionare, respectiv de momentul în care toate utilajele dintr-un corp pot fi supuse concomitent
programului CIP:
Instalaţiile CIP descentralizate se mai numesc şi instalaţii saltelit întrucât primesc soluţia
alcalină şi acidă de la o instalaţie centrală, proiectată să alimenteze mai multe instalaţii satelit. Local
se realizează alimentarea cu apă şi încălzirea apei la temperatura cerută de proces.
Figura 8. Instalaţie CIP descentralizată (Tetra Pak):
1,2 – pompe de presiune; 3-schimbător de căldură cu plăci pentru încălzire; 4-pompe de
dozare

CAPITOLUL IV
Calculul bilanţului de materiale şi analiza consumurilor specifice realizate
pentru brânza Camembert
Cantitate de Camembert =1t = 1000 kg
brânză sărată Camembertx y
pierderi= 0,05%
kg
Caş răcit brânză sărată x y pierderi= 0,2%
kg
Caş închegat caş răcitx y
pierderi= 0,4%
kg
MATURARE
SĂRARE
RĂCIRE

lapte pt inchegat caş închegat
x pierderi=0,6% y
kg
lapte pasterurizat Lapte pt inchegatx y
pierderi= 0,1%
l
lapte standardizat lapte pasteurizat x y
pierderi= 0.5%
l
lapte curăţat lapte standardizat x y
Pierderi=0,05%
l
lapte recepţionat lapte curăţit x y
ÎNCHEGARE
PREG LAPTE ÎNCHEGARE
PESTEURIZARE
STANDARDIZARE
CURĂŢIRE

pierderi=1%
l
lapte mat primă lapte recepţionat x y
pierderi=0,5%
l
Pentru realizarea a 1000 kg brânză Camembert sunt necesari 1035,70 l lapte
CONSUMUL SPECIFIC
TABEL CENTRALIZATOR
MATERIE PRIMĂ CANTITATEA l CONSUMUL SPECIFIC %
LAPTE 1035,70 103,70
CAPITOLUL V
IMPLEMENTAREA SISTEMULUI HACCP PENTRU BRÂNZA CAMEMBERT
RECEPŢIONARE

HACCP este un acronim care provine de la expresia din limba engleza ,,Hazard Analysis.
Critical Control Points’’ (în traducere: ,,Analiza Pericolelor. Puncte Critice de Control’’), care este o
metoda sistematica de identificare, evaluare si control a riscurilor asociate produselor alimentare.
Sistemul HACCP a fost pus în aplicare pentru prima data în anul 1959 de catre compania
Pillsbury în proiectele sale de cercetare si realizare a produselor alimentare destinate programelor
spatiale americane. La fundamentarea metodei au colaborat: Agentia Natională pentru Aeronautica
si Spatiul Cosmic al SUA (NASA), laboratoarele Natick ale Armatei SUA si Grupul de Proiectare
pentru Laboratoarele Spaţiale ale Fortelor aeriene ale SUA Metoda HACCP a fost pentru prima dată
prezentată în public la Conferinta Naţională pentru Protecţia Alimentelor din 1971, în urma careia
compania Pillsbury a obţinut contractul pentru pregătirea specialiştilor în rândul FDA (Food and
Drugs Administation a SUA) pentru aplicarea HACCP. în 1980 comisia ICMSF (International
Comission on Microbiological Specification of Food) a OMS a elaborate un raport privind aplicarea
HACCP.
Liniile directoare pentru aplicarea sistemului de analiza a riscurilor prin puncte critice de
control a fost adoptata la cea de a XXa sesiune a Comisiei Codex Alimentarius, în anul 1993
Aceste linii directoare au fost adresate catre toate statele membre, cât si membrilor asociati ai
FOA si OMS sub forma unui text cu caracter consultativ, iar decizia utilizarii sistemului HACCP
apartine ficarui guvern.
În tara noastra, ca urmare a necesitatii armonizarii legislatiei noastre cu cea a Uniunii
Europene, prin HG 1198-2002 s-a instituit obligativitatea introducerii si aplicarii sistemului
HACCP în circuitul alimentar [Petcu C.D ].
V.1 Diagrama de flux

V.2 Arborele decizional pentru materii prime şi auxiliare
Q1- Există vreun risc asociat cu utilizarea acestei materii prime?
DEPOZITARE DEPOZITAREDEPOZITARE DEPOZITARE
FILTRARE
PASTEURIZARE
ÎNCHEGARE
PRELUCRARE COAGUL
SĂRARE
OMOGENIZARE
AMESTECARE
AMBALARE
LAPTE
CHEAG
SARE
CULTURI
RECEPŢIE CALITATIVĂ ŞI CANTITATIVĂ
ZVÂNTARE
STOP
CAŞ
DEPOZITARE
START
SPORI DE Mg
DEPOZITARE
STANDARDIZARE
MATURARE

Nu STOP MP
DA
Q2- Există posibilitatea eliminării acestui risc?
Nu-Avem un punct critic de control ce trebuie monitorizat.
Da
Q3 -Este posibilă ocreştere a contaminării acestui risc?
Nu STOP MP
Da- punct critic de control monitorizat
Materii
prime
Tipuri de risc
Q1 Q2 Q3
Identificarea
riscului
Clasa
de
risc
Categoria Observaţie Monito-
rizare
Lapte
Fizic Da Da Nu - - -
S-a
rspectat
legislaţia
în vigoare.
-
Chimic Da Da Nu - - - -
Micobiologic Da Da Nu - - - -
Culturi
starter
Fizic Da Da Nu - - - -
Chimic Da Da Nu - - - -
Micobiologic Da Da Nu - - - -
Cheag
Fizic Da Da Nu - - - -
Chimic Da Da Nu - - - -
Micobiologic Da Da Nu - - - -
Spori de mucigai
Fizic Da Da Nu - - - -
Chimic Da Da Nu - - - -
Micobiologic Da Da Nu - - - -
V.3 Arborele decizional pentu fiecare etapă de pe flux

Q1- Măsurile preventive există sau pot fi aplicate?
Da Nu În această etapă prevenirea este necesară pentru siguranţa produsului?
Nu - STOP
Da modificarea etapei, a procesului sau a produsului obţinut, (punct critic)
Q2 Această etapă este proiectată astfel încât să nu elimine riscul identificat sau să reducă
posibilitatea de apariţie a acestuia la un nivel acceptabil?
Da- punct critic de control, monitorizat
Nu
Q3 Poate interveni în această etapă a contaminare sau riscul identificat poate să crească peste un
nivel acceptabil?
Nu - STOP
Da
Q4 Etapa următoare poate elimina riscul potenţial identificat sau poate reduce posibilitatea lui de
apariţie la un nivel acceptabil?
Da Nu- punct critic de control, monitorizare
STOP
Proces tehnologic
Tipuri de risc Q1 Q2 Q3 Q4
Indentifica-rea riscului
Clasa de risc Categorie Observaţie Monitoriza
reRecepţie Fizic Da Nu Nu - - - - - -

cantitativămaterii prime şi auxiliare
Chimic Da Nu Nu - - - - - -
Microbio-logic Da Nu Nu - - - - - -
Recepţie calitativămaterii prime şi auxiliare
Fizic Da Nu Nu - - - - - -Chimic Da Nu Nu - - - - - -
Microbio-logic Da Nu Nu - - - - - -
Depozitarematerii prime şi auxiliare
Fizic Da Nu Da Da - - - - -Chimic Da Nu Da Da - - - - -
Microbio-logic Da Nu Da Da - - - - -
Filtrare
Fizic Da Nu Nu - - - - - -Chimic Da Nu Nu - - - - - -
Microbio-logic Da Da Nu Da - - - - -
Pasteurizare
Fizic Da Nu Da Da - - - - -Chimic Da Nu Da Da - - - - -
Microbio-logic Da Nu Da Da - - - - -
Închegare
Fizic Da Nu Da Da - - - - -Chimic Da Nu Da Da - - - - -
Microbio-logic Da Nu Da Nu
PCC I
Se verifică temperatura
şi durata tratamentului termic
Fişăde
monitorizare
PrelucrareCoagul
Fizic Da Nu Da Da - - - - -Chimic Da Nu Da Da - - - - -
Microbio-logic Da Nu Da Nu PCC B I
Se verifică temperatura
şi durata tratamentului termic.
Fişăde
monitorizare
Omogeni-zare
Fizic Da Nu Da Da - - - - -Chimic Da Nu Da Da - - - - -
Microbio-logic Da Nu Da Da - - - - -
Amestecare
Fizic Da Nu Da Da - - - - -Chimic Da Nu Da Da - - - - -
Microbio-logic Da Nu Da Da - - - - -
Fizic Da Nu Nu -B I
Se verifică temperatura FişăChimic Da Nu Nu -

Zvântare PCC şi durata tratamentul
de monitoriza
Microbio-logic Da Nu Da Nu
Sărare
Fizic Da Nu Nu - - - - - -
Chimic Da Nu Nu - - - - - -
Microbio-logic Da Nu Da Nu PCC B I
Se verifică temperatura
şi durata tratamentului termic.
Fişăde
monitorizare.
Maturare
Fizic Da Nu Nu - - - - - -Chimic Da Nu Nu - - - - - -
Microbio-logic Da Nu Da Nu PCC B I
Se verifică temperatura
şi durata tratamentului termic.
Fişăde
monitorizare.
Ambalare
Fizic Da Nu Nu - - - - - -
Chimic Da Nu Nu - - - - - -
Microbio-logic Da Nu Nu - - - - - -
Depozitare
Fizic Da Nu Nu - - - - -Chimic Da Nu Nu - - - - - -
Microbio-logic Da Nu Nu - - - - - -
CAPITOLUL VI
VI.1 Norme de igienă şi protecţie a muncii în cadrul unităţii de producţie

Condiţiile igineice în care trebuie să se desfăşoare procesul de fabricaţie al brânzeturilor sunt
reglementate de anumite acte normative ca Legea nr. 45/1975 cu privire la producţia bunurilor
alimentare. Legea similară din 1978, Legea sanitar-veterninară nr.60 din 1974, precum şi de
prevederile cuprinse în standardele de stat şi normele interne de calitate pentru lapte- materie primă
şi diferitele sortimente de brânzeturi. Respectarea acestor prescripţii de igiena asigură în primul
rând obţinerea unor produse de calitate, fără rebuturi determinate de activitatea microorganismelor
dăunătoare; de asemenea, se realizează prelungirea duratei de păstrare şi se evită îmbolnăvirile prin
consumul acestor produse [G. Chintescu 1982].
Măsuri igienico-sanitare privind proiectarea si construirea fabricii
La proiectarea unei intreprinderi de industrie alimentară se impune a se ţine seama de
legislaţia sanitară, de o serie de cerinţe igienico-sanitare, care se referă la terenul destinat
intreprinderii, la amenajarea clădirilor în teren, la aprovizionarea cu apa, cu energie electrică, la
încălzire, iluminare, ventilaţie, etc.
La amplasarea fabricii este de preferat colaborarea cu alte intreprinderi, pentru a realiza
exploatarea în comun a surselor de retele energetice, alimentare cu apa, canalizare, drumuri de acces
si dotari social-culturale. Terenul pentru amplasare trebuie situat în afara zonelor puternic locuite
pentru a se putea deversa apele uzate, iar noxele emanate cer asigurarea unei zone de protectie
sanitară.
În incinta unităţilor trebuie amenajate grupuri sanitare cu puncte de spălare, iar în curte apa
potabilă pentru personalul auxiliar (soferi, manipulanti) care nu are acces în secţiile de producţie.
La proiectarea sălilor de producţie trebuie avut în vedere realizarea fluxului tehnologic astfel
încât să se evite contaminările încrucişate produse de contactul materiilor prime cu produsele finite
de ambalajele murdare cu cele curate.
Pentru ţntretinerea corespunzătoare, tavanul, pereţii şi pardoseala trebuie să fie din materiale
corespunzătoare, netoxice, netede ce să prezinte un grad de finisaj bun. Pentru tavane este indicat
varul pentru pereţi acoperirea cu faianţă albă reprezintă o soluţie bună, iar pardoseala trebuie
protejată cu gresie rezistentă la un grad de uzură ridicat, la acizi şi baze trebuind să fie antiderapantă.
Igiena încaperilor social-sanitare

Se referă la vestiare cu spălătoare cu dusuri, grupuri sanitare. Vestiarele vor fi de tip filtru
sanitar, separate pe sexe si dimensionate la numărul cel mai mare de muncitori existent în schimbul
respectiv. Nu se amplasează deasupra spaţiilor de producţie sau a depozitelor de produse finite.
Vestiarele vor fi amenajate separat pentru barbaţi şi femei, fără a comunica între ele si vor cuprinde
spaţii pentru haine de oras, spaţii cu chiuvete si duşuri si spaţii pentru echipamentul de lucru;
grupurile sanitare se amplasează la o distanţă maximă de 75 metri de cel mai îndepărtat loc de
muncă.
Încaperile social-sanitare vor fi deservite de personalul special instruit ce nu participă la
igienizarea secţiilor de producţie. Se interzice intrarea în grupurile sanitare cu echipament sanitar de
producţie.
Igiena personalului
Starea de sănătate şi comportamentul igienic al persoanelor care lucrează în domeniul
alimentar sunt factori importanţi în obtinerea unor produse de calitate, fără efecte nocive asupra
consumatorilor. Din această cauză se impune respectarea unor cerinţe cu privire la controlul medical
la angajare si periodic, igiena corporală si a echipamentului de protectie, precum si însusirea de catre
angajati a unor cunostinte si deprinderi igienice. Aceste norme sunt reglementate prin legislaţia
sanitară în vigoare.
Orice persoană care urmează a fi angajată în sectorul alimentar trebuie supusă în prealabil
unui riguros examen medical, ce constă din:
- examinarea clinica completă;
- examen radiologic pulmonar;
- examen venerian şi serologic;
- examen coprobacteriologic, pentru depistarea stării de purtator al agenţilor patogeni
Schigella şi Salmonella;
- examen parazitologic, pentru punerea în evidenta a bolilor parazitare.
După angajare, personalul are obligaţia să se supună examenului medical periodic,
rezultatele controlului se inscriu într-un carnet de sanatate care rămâne la seful de secţie.
Se interzice accesul la lucru a:
- purtătorilor de microbi patogeni (febra tifoidă);
- personalului cu fistule cronice purulente. conjunctivite purulente;
- bolnavilor de tuberculozĂ, de boli contagioase.

Respectarea regulilor de igienĂ sunt obligatorii deoarece în lipsa lor se pot produce
contăminari ale materiilor prime si ale materiilor si materialelor directe, indirecte şi de ambalaj.
Normele obligatorii înainte de începerea lucrului sunt:
- depunerea hainelor cu care s-a venit la lucru în vestiare;
- trecerea prin baie sau dusuri pentru îmbaiere, spălare si dezinfecţtia mâinilor;
- tăierea unghiilor scurt, strângerea părului sub bonetă;
- îmbrăcarea echipamentului de protecţie sanitară.
Conform legislaţiei toţi muncitorii din sectorul de industrializare a laptelui trebuie să poarte
în timpul lucrului un echipament pentru protecţie sanitară a alimentelor, de culoare albă, compus
din: halat, sort, pantalon, bonetă, basma, cizme de cauciuc ce se poartă în perfecta stare de curaţenie.
Spalarea echipamentului se face prin fierbere cu apă si sodă la spălătoria intreprinderii, interzicandu-
se spălarea acasă.
Igiena secţiilor de producţie
Se referă la curăţenia pardoselilor, peretilor si tavanelor precum si la curăţarea, spălarea şi
dezinfecţia utilajelor si ustensilelor de lucru.
Igiena tavanelor şi pereţilor se asigură prin varuire periodică, înlăturarea prafului şi a
eventualelor pânze de păianjen.
Curăţenia pardoselilor se face cu ajutorul periilor din material plastic de mai multe ori pe zi
si constă în înlăturarea cu mătura a resturilor de materiale şi transportului acestora în locuri special
amenajate.
În secţiile de productie, după terminarea lucrului, după curăţire si prespalare cu apă a
pardoselii, se spală cu soluţie caldă cu detergent, după care se spală din nou cu apă rece pentru
îndepartarea detergentului. În secţiile unde pe pardoseala pot fi resturi de grăsime se foloseste
detergent în solutie 5% si apă cu temperatura de 55-60°C.[http://www.scritube.com/tehnica-
mecanica/PROIECT-LA-TEHNOLOGII-SI-UTILA74626.php]

VI.2 Concepţia de management al calităţii produsului alimentar din grupa
brânzeturilor de tip Camembert
Elemente de principiu privind managementul calitatii
Sistemul de management este partea vizibilă a managementului, fiind alcătuit din elemente
de natura metodologica, decizională, informationala, organizatorică, psihosociologică,
motivatională, etc. si relaţiile ce se stabilesc între acestea pentru realizarea obiectivelor in conditii de
eficienta.
În cadrul sistemului de management al unei societăţi, o deosebită importantă este acordata
sistemului de management al calităţii, care contine structurile organizatorice, procedurile, procesele
şi resursele necesare pentru managementul calitatii.
Managementul calităţii reprezintă ansamblul activităţilor conducerii unei organizatii, care
determină in domeniul calitatii, obiectivele si responsabilitatile pe care le stabileşte în cadrul
sistemului calităţii, prin mijloace precum planificarea, controlul, asigurarea şi îmbunătăţirea calităţii.
Sistemul calităţii reprezintă structura organizatorică, responsabilitatile, procedurile, procesele şi
resursele pentru implementarea conducerii calităţii, ţinând cont de tipul specific de afaceri al
organizaţiei şi de conformitatea acestor elemente cu normele internaţionale.
Principial, o abordare a problemei calităţii sub forma unui proces, poate fi descrisă în
cadrul unei structuri de management al calitatii, sub forma unor succesiuni de etape :
1. Cunoaşterea si identificarea necesitatilor in domeniu
2. Dezvoltarea proceselor pe baza metodei valorii adăugate
3. Înregistrarea de rezultate performante în cadrul unui proces eficient
4. Fundamentarea strategiei unui management de calitate pe baza îmbunătăţirii continue a
proceselor

CHESTIONAR
Chestionar general
1. Vă plac produsele lactate?
Da
nu
2. Cât de des consumati produse lactate?
Des
Uneori
Rar
3. Ce vă interesează la un produs din această gamă?
Preţul
Calitatea
Firma producătoare
4. Ce vă determină să achiziţionaţi un produs alimentar?
Curiozitatea
Recomandarea prietenilor
Nevoia de a ma schimba cotidianul
Cât de des i se face publicitate
5. Care produse lactate preferaţi?
cele produse in fabrică
cele produse in casă
nu contează,

Chestionar specific
1. Consumul brânzei Camembert este o plăcere pentru dumneavoastră?
Da
Nu
2. Ce vitamine aţi dori să conţină în cantitate mai mare?
B1
B2
B12
3. Aveţi încredere în analizele effectuate asupra produsului?
nu
da
uneori
depinde de cine sunt întocmite
4. Consideraţi că adausul de materii auxiliare va duce la îmbunătăţirea valorii nutrtive ?
Da,desigur
Nu
Nu stiu
6. Ce formă preferaţi pentru produs?
Rotundă
Dreptunghiulară
Asta nu contează
7. Ce tip de tehnologie preferaţi mai mult în realizarea procesului tehonogic?׃
modernă
tradiţională
nu contează
.8. Credeţi că întotdeauna preţul a relevant calitatea produsului?
da
nu
nu răspund
9, Ştiţi procesul de fabricare a acestui produs? nu

da
as vrea mult să-l ştiu
10, Dacă noi am comercializa un produs tradiţional pe piaţa din Franţa, credeţi ca vom avea
acelaşi succes ca brânza Camembert la no?
Depinde de firma care îl va produce
Da, încă unul mai mare
Nu cred.
Interpretare chestionar

Numar întrebare 1 2 3 4 5 6 7 8 9 10 11 12 13 14
vârsta
14-25
A DA 4 1 2 1 7 3 1 7 2 6 1 0 2
B DA 3 5 1 1 0 3 2 0 4 1 3 7 5
C DA 0 1 1 5 X 1 3 0 1 0 3 0 0
D DA X X 2 X X X 1 X X X X X X
25-35
A DA 5 1 1 1 7 3 2 7 1 6 0 0 1
B DA 1 5 3 1 0 2 1 0 5 1 1 7 5
C DA 0 1 1 5 0 2 3 0 1 0 6 0 1
D DA X X 1 X X X 1 X X X X X X
35-55
A DA 5 2 1 2 7 1 3 7 1 7 0 0 1
B DA 1 5 1 1 0 5 1 O 5 0 0 7 6
C DA 0 0 4 4 0 1 3 0 1 0 7 0 0
D DA X X 1 X X X 0 X X X X X X
Întrebarea nr.1 – toti au raspuns cu „da” deci avem in procente: 100%
Întrebarea nr.2:

21%
16%
0%
0%27%
5%
0%
0%
26%
5%
0%
0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.3
Întrebarea nr.4

Întrebarea nr.5
5%
5%
23%
0%
5%
5%
23%0%
10%
5%
19%
0%14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.6
11% 5%
5%
11%
5%16%
5%
5%
5%
5%
22%5%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D

34%
0%
0%
0%
33%
0%
0%
0%
33%
0%
0%
0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.7
14%
14%
5%
0%
14%10%
10%
0%
5%
23%
5%0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.8

5% 10%
13%
5%10%5%14%
5%
14%
5%14% 0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.9
34%
0%
0%
0%
33%
0%
0%
0%
33%
0%
0%
0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.10

10%
19%
5%
0%
5%23%
5%
0%
5%
23%
5%0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.11
29%
5%
0%
0%29%
5%
0%
0%
32%
0%
0%
0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D

Întrebarea nr.12
5%
14%
14%
0%
0%
5%
29%
0%
0%
0%
33%
0%14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.13
0%
34%
0%
0%
0%
33%
0%
0%
0%
33%
0%
0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D
Întrebarea nr.14

10%
23%
0%
0%
5%
24%5%
0%
5%
28%
0%
0%
14-25 A14-25 B
14-25 C14-25 D
25-35 A25-35 B
25-35 C25-35 D35-55 A
35-55 B35-55 C
35-55 D

Concluzii asupra interpretării chestionarului
Chestionarul a fosr realizat pe un eşantion de 21 de persoane:
- 7 persoane cu vârsta cuprinsă între 14-25 ani
- 7 persoane cu vârsta cuprinsă între 25-35 ani
- 7 persoane cu vârsta cuprinsă între 35-55 ani
Toate persoanele care au participat la completarea chestionarului le plac produsele lactate,
dar des consumă: 21%-14şi 25 de ani, 27%- 25 şi 35 de ani, 26%-35 şi 55 de ani, uneori: 10%-14 şi 25
de ani iar restul varstelor au un procent de 5%.Cel mai interesant obiectiv remarcat la produs este
calitatea susţinuta de 20%-14 şi25 ani, 23% a doua categorie de vârstă şi a treia 24%.
Curiozitatea, recomandarea prietenilor, nevoia de a schimba cotidianul şi publicitatea sunt
determinanţi care influienţează in mod foartea apropiat adică cu valori cuprinse intre 5-16%.Calităţile
unui produs sunt recunoscute ca fiind inaintea tutror cerinţelor de 23% dintre persoanele din fiecare
stadiu de vărstă, iar tentaţia de a incerca noul produs este de 100%.Persoanele mai în vârstă preferă
dominarea vitaminei B6 în produs 23% iar tinerii cu un procent egal intre B1 şi B12 de 14%.
Nesiguranţa calităţii efectuării analizelor asupra produsului lactat sunt recunoscute de 13%
tineri.Forma dreptunghiulară este de dorit pentru 10% tineri iar restul 23% cer aceeaşi forma.În topul
preferinţelor în cadrul firmelor realizării procesului de fabricaţie găsim ca şi preferinţe pentru: metoda
modernă-29% şi metoda tradiţională-29%. Marea majoritate a adulţilor 20% -25 şi 35 ani, 33% -35şi
55 ani nu îsi pot exprima părerea la paralela făcută între preţ şi calitate.Interesul asupra procesului de
farbicare a brânzei este dat de 30-34% dintre persoanele chestionate deoarece numai acest procent de
chestionaţi ştiu despre modul de fabricaare.
20-30% sunt de părere că noi am avea un mare succes dacă am deschide pe piaţa Franceză o
linie cu produse tradiţionale românesti, iar restul persoanelor sunt de părere că succesul este susţinut
de numele firmei care va realiza această activitate.

CONCLUZII

BIBLIOGRAFIE
Albu M.,Argesiu V.,Tehnologia laptelui şi a produselor lactate,editura Tehnica
Bucuresti,1956
Bordea Daniela- Raport de cercetare-Universitatea Dunărea De Jos, Facultatea de Ştiinţa şi
imgineria alimentalor
C. Banu-Procesarea industrială a laptelui Ed.Tehnică, Bucureşti 1998
G. M. Costin – Ştiinţa fabricării brânzeturilor – Editura Academinca, Galaţi, 2003
G. Chintescu „Îndrumător pentru tehnologia brânzeturilor” Ed. Tehnică, Bucureşti
Stoian C. , Scortescu Gh. , Chintescu Gh. – Tehnologia laptelui şi a produselor lactate , Ed
Tehnica , Bucuresti 1981
http://ro.wikipedia.org/wiki/Sare_de_bucătărie
http://www.tititudorancea.com/z/informatii_nutritionale_branza_camembert.htm
http://www.scritube.com/tehnica-mecanica/PROIECT-LA-TEHNOLOGII-SI-
UTILA74626.php
Top Related