





Limbile
Pagini
Legal

MAGAZINE DE SCULE PENTRU CULISELE DE STRUNJIRE SI FREZARE DE LA STRUNGURILE VERTICALE
RezumatIn cadrul acestei lucrari se prezinta cercetarile intreprinse in vederea unificarii portsculelor de strunjire si de frezare/gaurire utilizate la strungurile verticale.Sunt analizate cateva variante constructive care permit ca portsculele de strunjire si cele de frezare/gaurire sa aiba forme comune, ceea ce permite utilizarea unui singur magazin de scule pentru centrele de prelucrare prin strunjire.
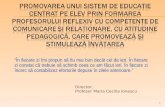
GeneralitatiIn cazul strungurilor verticale la care exista si posibilitatea de frezare/gaurire pe traversa mobila se gasesc doua capete de lucru si, daca este vorba de un centru de prelucrare prin strunjire, doua magazine de scule, ca in figura 1.
Fig. 1In figura 1 s-au facut urmatoarele notatii: 1 - batiu; 2 - montanti; 3 - traversa fixa; 4 - traversa mobila; 5 - culisa de strunjire; 6 - culisa de frezare/gaurire; 7 si 8 - lanturi cinematice de avans; 9 - magazin de scule strunjire; 10 - magazin de scule frezare/gaurire; 11 - lant cinematic de pozitionare traversa mobila.In magazinele de scule 9 si 10 sunt depozitate portsculele specifice prelucrarilor de strunjire, respectiv de frezare/gaurire. Ele difera prin forma si mod de prindere.In figura 2 este prezentat principiul de prindere al unei portscule de strunjire.
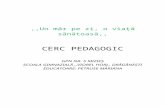
Fig. 2In figura 2 pot fi identificate urmatoarele elemente: 1 - culisa; 2 - portscula; 3 - motor hidraulic liniar; 4 - arc; 5 - piesa de strangere; 6 - cutit. Alimentarea motorului hidraulic liniar 3 prin racordul A, racordul B fiind liber la rezervor, realizeaza strangerea mecanica (prin arc) si hidraulica. Desfacerea este hidraulica, aducand ulei sub presiune prin racordul B, legatura A fiind la rezervor.Sistemul de mai sus montat in culisa strungului SC17CNC este prezentat in figura 3.Fig. 3In culisa 1 portscula 3 este stransa cu ajutorul sistemului 2 (prezentat in figura 2). S-a notat cu 4 scula si cu 5 platou.In figura 4 se prezinta modul de lucru al aceluiasi sistem, dar la un strung vertical cu platoul de 5000 mm. In culisa 1 este montat rigid sistemul de strangere/desfacere 2 a portsculei 3. In aceasta este prins cutitul 4 care aschiaza semifabricatul 5. Racirea sculei si a semifabricatului se face prin ajutajul 6.Fig. 4In figura 5 se prezinta sistemul de prindere a portsculelor de frezare/gaurire.Fig. 5In figura 5 s-a notat: 1 - motor hidraulic liniar cu simpla actiune; 2 - arcuri disc; 3 - tija; 4 - penseta; 5 - con ISO; 6 - scula. Strangerea portsculei se face mecanic (arcul 2), iar desfacerea hidraulic.Sistemele moderne destinate strngerii i desfacerii sculelor de gurire i frezare, pe con ISO, sunt realizate de ctre firme specializate. n figura 6 se prezint un astfel de sistem.
Fig. 6n figura 6 s-a notat: 1 - arborele principal; 2 scula; 3 penseta; 4 - arcuri disc; 5 tija; 6 - motorul hidraulic de acionare; 7 - distribuitor rotativ pentru alimentarea cu lichid de rcire prin interior; 8 - limitatorii inductivi care fac confirmrile. Firmei productoare urmeaz s i se comunice lungimea arborelui principal i tipul conului utilizat. Pentru montajul sistemului de strngere este necesar s se fac o prelucrare corespunztoare a arborelui principal.Oricare ar fi tipul de portscula strangerea se face mecanic si/sau hidraulic [1], iar desfacerea este intotdeauna hidraulica. Presiunea de lucru este de (60 120) bar.Datorita diferentelor de prindere/centrare, dar si a modului de solicitare, portsculele trebuie depozitate in magazine de scule tip disc specifice.In continuare se prezinta posibilitatile unificarii portsculelor si, ca urmare, utilizarea unui singur tip de magazin de scule.
Variante constructive de unificare a portsculelor de strunjire si de frezare/gaurire utilizate la strungurile verticaleVarianta IDaca constructia arborelui principal de frezare/gaurire permite utilizarea bucselor specifice de blocare [7] se poate recurge la solutia din figura 7. Aceste buce sunt realizate din bronz sau oel, cu suparfeele de blocare crestate pentru a mri elesticitatea i acoperite cu material plastic pentru etanare.Sistemele de acest tip se folosesc cu suces la mainile-unelte cu culise ce pot realiza operaii de frezare sau strunjire. n figura 8 se prezint modul de blocare pentru o scul de frezare
Fig. 7
Fig. 8n culisa 1 s-au montat bucele 2 care sunt alimentate prin orificiul inferior. Prin orificiul superior se realizeaz aerisirea. Portscula 6 este prins cu bara 3. Arborele principal 5 este lagruit fa de carcas cu rulmenii 4. Dac sistemul de blocare se alimenteaz cu ulei sub presiune bucele mpiedic rotaia.n acelai arbore se poate monta o portscul de strunjire. Aceasta are un diametru de centraj identic cu cel al arborelui principal. Blocarea se face att la arborele principal ct i la portscul, ca n figura 9.n figura 9 s-a notat: 1 - culisa, 2 - buce de blocare, 3 - arbore principal, 4 - capac, 5 - portscul de strunjire, 6 - scul de strunjire.Prin acest sistem se face un blocaj sigur al arborelui i al portsculei. Blocajele fiind independente se preiau i eventualele diferene de cote reale.
Fig. 9Varianta IISe modifica forma portsculei de strunjire pentru a putea fi montata in arborele de frezare (figura 10)Fig. 10In figura 10 s-au facut urmatoarele notatii: 1 - tireta de tragere; 2 - patru tirete de blocare; 3 - con ISO de centrare; 4 - zona de prindere a cutitelor.Aceste portscule de strunjire sunt centrate pe conul central si blocate de catre tireta central si de cele patru tirete suplimentare. In fazele de strunjire arborele principal de frezare este blocat.Portsculele de frezare raman cele clasice (vezi figura 5) si sunt centrate pe conul ISO si antrenate prin penele laterale.Varianta IIIFirme specializate n producia de scule pun la dispoziia productorilor de maini-unelte sisteme de strngere cu autoblocare mecanic. Sistemul prezentat n figura 11 (sistem Capto) se aplic la diferite portscule, de strunjire, gurire, frezare etc. Este recomandat mai ales la centrele de prelucrare. Strngerea i desfacerea sunt comandate hidraulic. Ceea ce este specific acestor sisteme este c dup strngere-desfacere sistemul se autoblocheaz nemaifiind necesar prezena presiunii.n corpul 1 lucreaz sistemul de pistoane 3 i 4. Acestea, prin intermediul bucei elastice 2, prind scula, care se centreaz pe cele dou suprafee prezentate n figur. Dac se ndeprteaz urubul 5 se poate monta o tij pentru confirmarea poziiei (ca in figura 12).Fig. 11Fig. 12In figura 13 se prezinta aplicatia acestui sistem la un strung vertical destinat prelucrarilor din industria aeronautica.Fig. 13Utilizarea acestor sisteme de portscule permite folosirea magazinelor de scule unificate, de mare capacitate.
ConcluziiIn cazul centrelor de prelucrare prin strunjire verticale care au si posibilitati de frezare/gaurire se intalnesc mai multe variante constructive:1 - pe traversa mobila exista un cap de strunjire (dreapta) si un cap de frezare/gaurire (stanga), fiecare fiind deservit de catre un magazin de scule specific.2 - pe traversa mobila exista un singur cap de lucru ce poate realiza operatii de strunjire, frezare, gaurire, caz in care portsculele trebuie sa aiba forme proiectate in mod corespunzator astfel incat sa permita utilizarea unui singur magazin de scule. In acest caz capul de lucru va avea o cursa pe traversa ce va acoperi intreaga suprafata de lucru.Alegerea variantei optime se face in functie de marimea masinii si implicit a fortelor si momentelor de aschiere, stiut fiind faptul ca acestea au marimi foarte mari in cazul strunjirii.
Bibliografie1. Prodan, D. MASINI-UNELTE GRELE. SISTEME MECANICE SI HIDRAULICE. Editura Printech, Bucuresti, 2010.2. Botez, E. MAINI-UNELTE. TEORIA. Editura Tehnic, Bucureti, 1977.3. Batiurea, Gh., Dodon, E., Vencu, V., Vasilescu, T., Mihordea, P., Stuparu, A., Rusu, E. COMANDA NUMERIC A MAINILOR-UNELTE. Editura Tehnic, Bucureti, 19764. Moraru, V. TEORIA I PROIECTAREA MAINILOR-UNELTE. Editura Didactic i Pedagogic, Bucureti, 19855. Ispas, C, Zapciu, M., Mohora, C., Anania, F., Bu, C., MAINI-UNELTE. Concepie Integrat, Editura Agir, Bucureti, 20076. Ghionea, A., Predincea, N., Zapciu, M., Constantin, G., Sandu, C., Tanase, I., Hreanu, O. MAINI-UNELTE. Lucrri Practice, Editura Agir, 20067. Catalog HYDROSERVICE.